Чем отличаются 3D-принтеры с кинематикой дельта от других типов. Какие преимущества дают дельта-принтеры при 3D-печати. С какими сложностями можно столкнуться при использовании дельта-принтеров. Как правильно настроить и откалибровать дельта-принтер.
Особенности конструкции 3D-принтеров типа «дельта»
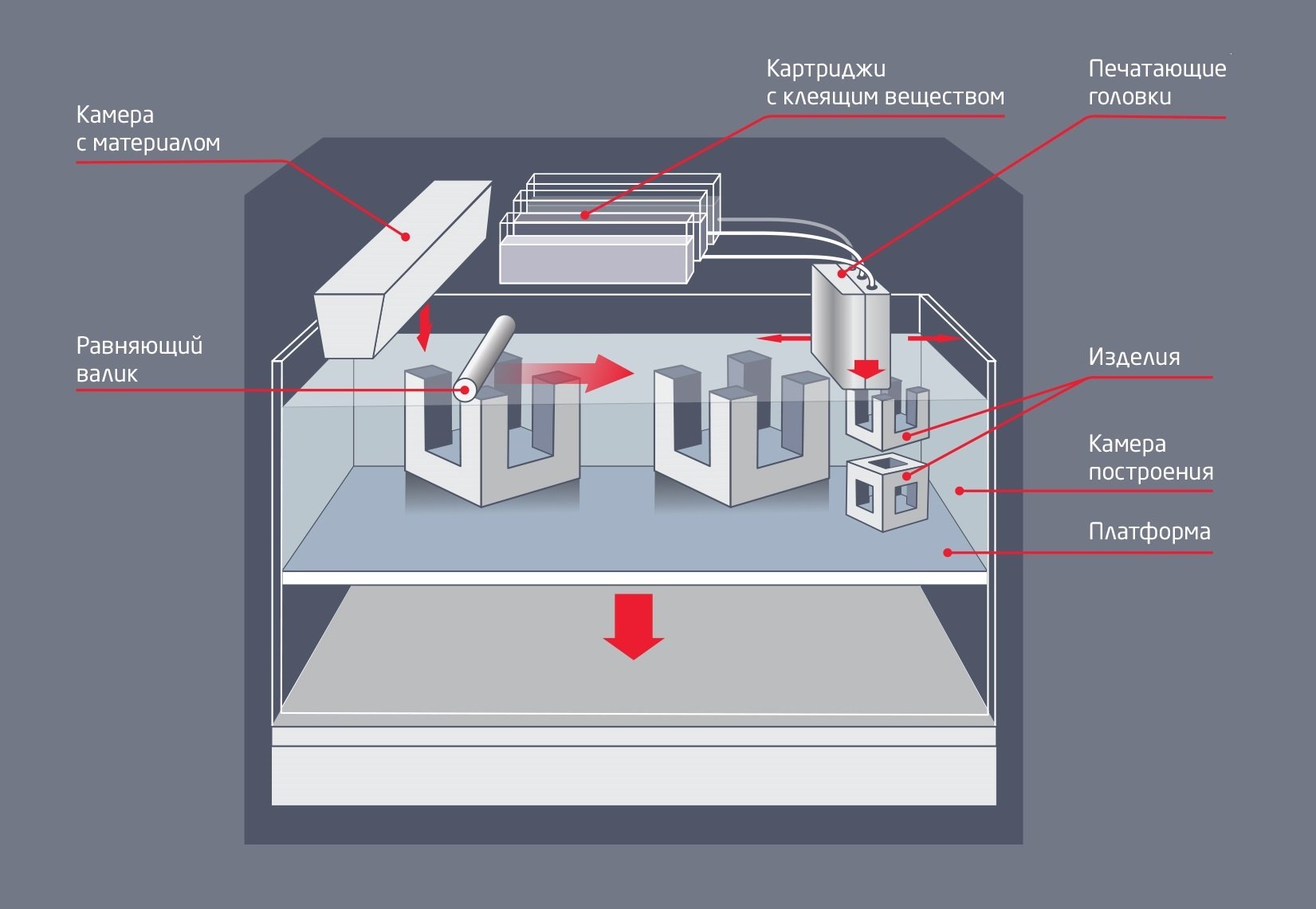
3D-принтеры с кинематикой дельта имеют следующие ключевые особенности конструкции:
- Три вертикальные направляющие, расположенные треугольником
- Экструдер подвешен на трех кронштейнах, соединенных с каретками на направляющих
- Для перемещения печатающей головки используются все три двигателя одновременно
- Рабочая область имеет цилиндрическую форму
- Печатающий стол неподвижен и расположен в основании принтера
Такая конструкция позволяет достичь высоких скоростей перемещения экструдера, но требует точной настройки и калибровки всех элементов.
Преимущества 3D-принтеров типа «дельта»
Основные преимущества дельта-принтеров по сравнению с принтерами картезианского типа:

- Более высокая скорость печати — до 150-200 мм/с
- Возможность печати высоких моделей
- Компактные размеры при большом объеме печати
- Отсутствие вибраций стола при печати
- Зрелищность работы принтера
Эти особенности делают дельта-принтеры привлекательными для тех, кому важна скорость печати и возможность создания высоких моделей.
Недостатки и сложности использования дельта-принтеров
При работе с 3D-принтерами типа «дельта» можно столкнуться со следующими сложностями:
- Сложная настройка и калибровка механики принтера
- Высокая чувствительность к люфтам и погрешностям
- Снижение качества печати на высоких скоростях
- Ограниченная рабочая область по сравнению с размерами принтера
- Сложности с печатью нескольких экструдеров
Эти недостатки требуют от пользователя определенных навыков настройки и обслуживания принтера для получения качественных результатов печати.
Особенности сборки и настройки дельта-принтера
При сборке и настройке 3D-принтера с кинематикой дельта важно учитывать следующие моменты:
- Тщательное выравнивание всех элементов конструкции
- Точная калибровка длины тяг и положения эффектора
- Настройка концевых выключателей и автоматического выравнивания стола
- Правильное натяжение приводных ремней
- Калибровка шагов двигателей и скоростей перемещения
Правильная настройка всех этих параметров позволяет добиться высокого качества и скорости печати на дельта-принтере.
Рекомендации по выбору дельта-принтера
При выборе 3D-принтера с кинематикой дельта рекомендуется обратить внимание на следующие характеристики:
- Жесткость и качество изготовления рамы и направляющих
- Наличие системы автоматического выравнивания стола
- Возможность точной настройки положения эффектора
- Качество приводных ремней и подшипников
- Удобство доступа к узлам для обслуживания
Выбор надежного и точного дельта-принтера позволит в полной мере реализовать преимущества данной технологии 3D-печати.
Области применения дельта-принтеров
Благодаря своим особенностям, 3D-принтеры с кинематикой дельта наиболее эффективны в следующих областях:

- Быстрое прототипирование и создание концепт-моделей
- Печать высоких декоративных изделий
- Мелкосерийное производство небольших деталей
- Образовательные и демонстрационные цели
- Домашнее и любительское 3D-моделирование
В этих сферах скорость и зрелищность работы дельта-принтеров позволяют достичь высокой производительности и привлекательности процесса 3D-печати.
Перспективы развития технологии дельта-принтеров
Дальнейшее развитие 3D-принтеров с кинематикой дельта может идти в следующих направлениях:
- Повышение точности и жесткости конструкции
- Разработка более совершенных алгоритмов управления движением
- Внедрение систем активного контроля геометрии
- Создание гибридных систем с комбинированной кинематикой
- Расширение спектра используемых материалов для печати
Эти усовершенствования позволят сделать технологию дельта-принтеров еще более эффективной и расширить сферы ее применения в 3D-печати.
калибровка, настройка 3d принтера delta, какой лучше (плюсы и минусы)
3D-принтеры с кинематикой дельта выделяются среди остальных моделей высокой скоростью печати очень сложных деталей. Такие устройства довольно дорогие, но их можно собрать самостоятельно. Рассмотрим этапы сборки, настройку и нюансы использования дельта-принтера.
Какой 3D-принтер лучше — дельта или декартовый?
Декартовый (также имеет название картезианский) и дельта-принтер используют для печати одни и те же виды филаментов. Помимо этого, они имеют одинаковые рабочие части (экструдер, платформа, двигатель), но их расположение отличается.
У декартовых 3D-принтеров движение экструдера или платформы осуществляется вдоль стержней оси X, Y и Z (декартова плоскость). То есть рабочие элементы перемещаются влево, вправо, вперед, назад, вверх и вниз.
У дельта 3D-принтеров в основу работы заложена другая система перемещения. Аппарат оснащен тремя кронштейнами, которые поддерживают экструдер. Сами кронштейны крепятся к трем вертикальным стойкам, которые расположены в форме треугольника. Экструдер у дельта-принтера может двигаться во всех направлениях, а каждый кронштейн может перемещаться только вертикально вверх и вниз.
Сами кронштейны крепятся к трем вертикальным стойкам, которые расположены в форме треугольника. Экструдер у дельта-принтера может двигаться во всех направлениях, а каждый кронштейн может перемещаться только вертикально вверх и вниз.
Рассмотрев особенности строения обоих типов оборудования, можно установить, какой из них будет лучше использовать для определенных целей. Для этого выделим достоинства и недостатки декартового и дельта-принтера.
Плюсы и минусы дельта-принтера
Среди основных преимуществ дельта-принтера следует выделить:
- очень быструю печать сложных предметов;
- высокую детализацию тонких и мелких частей изделия;
- простую замену экструдера.
Наравне с достоинствами дельта-принтера у него также присутствуют следующие недостатки:
- малое количество информации о работе, сборке и настройке устройства;
- сложная сборка, настройка и калибровка для корректного функционирования принтера;
- трудности с подбором параметров и настроек при печати сложных объектов на высокой скорости.
Плюсы и минусы декартового принтера
Традиционные принтеры, работа которых основывается на декартовой системе координат, имеют ряд положительных свойств при использовании:
- стабильный результат печати при массовом производстве изделий;
- большое количество бесплатной информации о строении, эксплуатации, настройке и обслуживании принтера на тематических форумах;
- размер создаваемого изделия не ограничен, так как модель для печати на декартовом принтере можно разделять на составные части.
Основным и существенным недостатком картезианского принтера является намного меньшая скорость печати, чем у дельта-устройства. Это связано с тем, что декартовый принтер тратит много времени на разгон и торможение системы. Из-за этого печатающая головка медленнее движется к необходимой точке.
Как сделать 3D-принтер Delta своими руками: пошаговая инструкция
Перед началом сборки delta-принтера следует правильно подобрать все запчасти. Для конструирования работоспособного устройства потребуются следующие составляющие:
- рама с пластиковыми втулками;
- направляющие валики;
- стол с подогревом;
- шаговые двигатели;
- плата расширения RAMPS 1.4;
- механические ограничители;
- микроконтроллер Arduino Mega 2560 R3;
- резьбовые шпильки формата M5;
- понижающий регулятор напряжения;
- блок питания 12 В;
- экструдер;
- оптические концевики;
- катушка для филамента;
- два кулера (для обдува деталей и для обдува драйверов).
- дисплей и кнопка с клеммой 220 В.
Сборка дельта 3D-принтера осуществляется в следующем порядке:
- Сначала конструируется рама и торцовые опоры. Ходовые винты сверху остаются свободными.
- Регулятор напряжения припаивают ко входу питания. Устанавливают микроконтроллер и к нему сзади крепят регулятор.
- Затем производится припаивание платы расширения отдельно к ножкам. Механические ограничители устанавливают в направлении правильной полярности.
- Перед настройкой прошивки к принтеру подключают электронные компоненты и оптические концевики. Также устанавливают стол, экструдер, кулеры и катушку для материала.
- Прошивка для принтера настраивается исходя из его размеров. Также при установке важно, чтобы все штанги были одинаковой длины.
Справка. Для выполнения равных по длине штанг нужно на одинаково отрезанные куски шпильки с обеих сторон накрутить шарниры. После следует установить неодимовые магниты на готовую штангу и вращать шпильку до тех пор, пока шарниры не будут находиться четко по средине магнита. Отрегулировав все штанги, необходимо резьбу у шарнира зафиксировать клеем.
Настройка и калибровка
Наиболее удобно можно откалибровать дельта-принтер при помощи утилиты OpenDACT или Pronterface. Эти программы выполнят автокалибровку оборудования при помощи электрического контакта между металлическим соплом и столом. Подобная процедура выполняется в три этапа:
- Алюминиевый скотч наклеивается на рабочий стол.
- Один конец провода обжат в колодку, два других конца закрепляются на радиаторе и на алюминиевом скотче. После три конца провода подключаются к 3D-принтеру.
- Затем принтер подключается к компьютеру, с которого запускается программа автокалибровки. Весь процесс может занять много времени, так как он требует подобрать все необходимые параметры геометрии.
После или перед калибровкой принтера необходимо также откалибровать рабочий стол устройства. Это позволит добиться максимальной точности печати. Калибровка стола выполняется следующим образом:
- Стол нагревают до +90 °C, затягивают винты и перемещают печатающую головку в центр стола. Прямо под соплом экструдера размещают лист белой бумаги. Она не должна быть сильно придавлена соплом, но и не должна «гулять» под ним.
- После регулировки центральной части стола лист перемещают по углам рабочей поверхности и калибруют стол аналогичным способом.
Ошибки при создании и советы, как их избежать
При самостоятельной сборке и настройке дельта-принтера пользователь может допускать ряд ошибок, которые негативно повлияют на работу устройства:
- Неверная калибровка принтера. Она приведет к возникновению люфтов и отклонений в геометрии конструкции. А эти неполадки вызовут серьезные искажения детали при печати.
- Соскальзывание штанг с магнитов. Оно может привести к деформации печатаемого изделия. Избежать соскальзывания штанг с магнитов можно, предусмотрев фиксаторы под резинки. Они не позволят соскочить шарниру с магнита.
- Невозможно печатать изделие во всю рабочую высоту принтера. Такая проблема возникает из-за неправильного размещения печатающей головки. Для нее должно быть предусмотрено отдельное пространство в принтере, которое не занимает полезное рабочее пространство.
Рассмотрев особенности сборки и настройки дельта 3D-принтера, пользователь может самостоятельно создать аппарат для быстрой печати сложных конструкций. Однако следует учесть, что сборка такого оборудования очень сложна и для его конструирования потребуются специальные знания.
Набор для сборки Delta 3d принтера с двумя hotend-ами
Снова приветствую всех. Полагаю, многим, кто интересуется 3D печатью будет интересен обзор принтера Delta Rostock mini G2s pro от от китайского производителя Geeetech. Это обновленный Delta Rostock mini G2s. Посмотрим насколько хорошо производитель сделал «работу над ошибками».По поводу п.18
После прошлых обзоров магазины обращались с предложениями обозреть всякую скучную (но возможно полезную) мелочь либо вещи, о которых мне нечего сказать. Я отказывался, мне скучно и лень этим заниматься только из-за пресловутой халявы. Покупки в Китае для меня — это очередное маленькое хобби, не связанное с особым желанием экономить. Поэтому я бессовестно предложил banggood-у дать на обзор этот набор, не особо рассчитывая на согласие. Магазин сказал, что это дорого и снова предложил обойтись дешевой вещью. Тогда я предложил разделить расходы пополам и магазин согласился. Но на всякий случай ставлю тег о п.18, для успокоения кипящих наших разумов возмущенных у отдельных товарищей. Для них же скажу, что мне глубоко наплевать на плюсы и минусы, я пишу только для увлеченных и интересующихся, а вожусь с китайскими товарами только для удовлетворения собственного любопытства и потому что я немного шопоголик 🙂 Поэтому недовольных и полных сарказма прошу — поставьте минус, закройте обзор и не парьтесь.
Итак, месяц проведя в рутине повседневности, я наконец получил заказанное добро. До этого я податамайнил, собрал информацию о производителе и его продукции, изучил опыт других приобретателей и приготовился к худшему. Дело в том, что со старой версией Geeetech (и так не имеющий ярко выраженной положительной репутации из-за качества комплектующих ранних моделей) явно облажался — некачественное литье деталей, непродуманные элементы конструкции, косяки исполнения электротехники и проч.). Народ плевался, но брал из-за цены и пилил, пилил… С «не фонтан» саппортом ситуация только ухудшалась. Производитель услышал чаяния народа и выпустил апгрейд с приставкой pro (кстати, комплект проапгрейженных деталей также продается отдельно).
Апгрейд свелся с замене пластиковых деталей на алюминиевые и устранению явных косяков, бросающихся в глаза. Буду описывать в хронологии сборки и делать акценты на изменения. В конце — сделаем вывод. Это будет «честный детектив», как говорил один ведущий с оттопыренной нижней губой.
Характеристики
Область печати: цилиндрическая, D: 170mm, H:200mm (этот показатель зависит от настроенной длины тяг)
Рама: акриловая, вырезанная лазером
Разрешение слоя: 0.1мм
Диаметр филамента: 1.75мм, 3мм
Диаметр сопла: 0.3,0.35,0.4,0.5 мм
Скорость печати: 60 до 120 мм/сек
Размер стола для печати: 210*3мм
Стол дял печати: алюминиевый + нагреватель (heatbed)
Максимальная температура стола: ~110℃
Максимальная температура hotend-а: ~240℃
Вход питания: 115V/2.2A или 230V/1.1A
Выход питания: DC12V/20A
Количество экструдеров/hotend-ов: 2
Интерфейсы: USB, SD Card
Материнская плата: GT2560
Автовырвнивание: есть
Габариты собранного принтера: 320*320*870мм
Вес собранного принтера: ~10кг
Габариты упаковки: 495*395*195мм
Вес с упаковкой: 11кг
Итак, груз прибыл в картонной коробке весом около 10 кг. Внутри коробки в лотке из вспененного поли… эээ… мерного материала по отдельчикам были аккуратно в пронумерованных пакетиках разложены детали с приложенной спецификацией. Фото я не делал, поэтому приведу заимствованные с сайта одного из мучеников старой версии robstechtank.com:
Первое впечатление — положительное. Все аккуратно, систематизировано, идентифицируется со спецификацией. Поскольку я покурил к этому времени мануал по сборке, то все хозяйство вываливать на стол и любоваться не стал, а сразу начал сборку с творческими перерывами на модернизации и отдых…
О дельтах
Кинематика дельты крайне чувствительна к любым погрешностям механики. В этом мы убедимся. Вместе с тем, работающая дельта завораживает как огонь, текущая вода и чужая работа. И стол не елозит туда-сюда 🙂Настройка дельты — танцы с бубнами, любой Mendel-подобный принтер в этом плане по сравнению с дельтой — ягненок. Вместе с тем дельта по многим косякам исправляется конфигурированием прошивки, чего не скажешь о менделях с окончательно и бесповоротно кривыми валами и вобблингом шпилек (это всё моё IMHO).
Отдельное слово о двуэкструдерных дельтах — это гемор почище «Фауста» Гёте. Один хотенд настроить еще можно, а два — нужно идеальное исполнение механики с точностью до сотых миллиметра. Отсюда всякие хитрые решения типа механически управляемого выбора хотенда или хотенд-циклоп. Тем не менее иногда получается настроить достаточно качественно и без извращений, о чем будет речь ниже.
Итак, вернемся с нашему персонажу. Платформы (верхняя и нижняя) — из акрила. В последнее время это популярный у китайцев материал для рам принтеров. Красив, притягивает пыль, крайне хрупок при сборке. Зато красиво режется лазером.
Рама собиралась без проблем, прошлые косяки с размерами посадочных отверстий устранены, за исключением отверстий под панель управления и держателей катушек с филаментом. Решается все дремелем за минуту.
Собираем нижнюю платформу, которая содержит в себе шаговые двигатели, материнскую плату, LCD-экранчик. Сверху на платформу прикручивается подпружиненный стол с нагревателем (т.н. heat bed):
Могу отметить, что производитель пофиксил недостаток прошлой модели — непропайку секций нагревателя, что приводило к тому, что он грелся наполовину от своей возможности.
Обратите внимание на серые колеса — это я распечатал вместо штатных «барашков» для более легкого выравнивания heat bed. Принтер имеет систему автокомпенсации наклона, т.н. autoleveling, но я как-то привык вручную.
Обязательно под шайбы, прилегающие к нагревателю стола подкладывайте изоляторы (или используйте неметаллические шайбы). Я пренебрег этим, чуточку повредил шайбой защитный слой — и нагреватель замкнуло по алюминиевому столу, через винты которым нагреватель притянут к столу. Будьте осторожны, в результате, при попытке нагрева стола — может выйти из строя соответствующий mosfet-транзистор.
Собираем каретки:
Потом собираем «паука» — эффектор с hotend-ами и тягами. Сперва выравниваем расстояния между центрами подшипников тяг. Это сделать не так просто, т.к. все резьбы фабрично залиты красным локтайтом. Но накалив наконечники горелкой, потихоньку отворачиваем. После этого делаем шаблон, используя штатные штоки (на «кроватки» для наконечников не обращайте внимания, это исключительно мое личное извращение. достаточно просто просверлить в доске отверстия для штоков)
Потом все тяги выравниваем по шаблону, подкручивая наконечники на нужное расстояние.
Второй раз локтайтом, даже синим, я резьбы не фиксировал, а лишь уплотнил их фум-лентой. Скажу сразу, что идея производителя с алюминиевыми тягами и локтайтом мне не очень понравилась, возможно заменю позже на легкие углепластиковые вместе с эффектором на магнитных шарнирах. К слову, штатные наконечники имеют местами заводской люфт подшипников — для компенсации надевают резинки либо напечатанные стяжки.
Штатную конструкцию эффектора —
я, оставив механизм autoleveling, решил изменить, т.к. ненаправленный обдув термобарьеров маленьким кулером по идее рано или поздно должно влечь «непроходимость» филамента, а отсутствие хоть какого-нибудь обдува пластика на выходе — косяки при печати пластиком PLA.
Поэтому, вооружившись штангециркулем, я на скорую руку сделал твердотельную модель новой конструкции в Solid Works:
Распечатав на втором принтере несколько вариантов воздуховодов-
я полностью перебрал hotend, установив при помощи термоклея радиаторы на термобарьеры, герметизировал все резьбы, изменил ориентацию проводки, закрепил термисторы при помощи термопасты и термоклея (они болтались внутри нагревателей, имелся воздушный зазор). При помощи штангенциркуля выставил сопла hotend-ов:
Собираем «паука» целиком:
При сборке выяснилось что штоки для подшипников слишком длинные, чтобы подшипники не «болтались». «Болтанию» также способствуют фаски на отверстиях подшипников (т.е. утолщение штока «проваливается» вглубь подшипника на ширину фаски). Выход — либо укоротить штоки, либо поставить шайбы на штоки. Я лично сперва поставил шайбы, но они оказались слишком мягкими (я их напечатал). Поэтому либо купить жесткие шайбы с наружным диаметром, который не будет мешать подшипнику, либо (как это сделал я), укоротить штоки и нарастить утолщения штоков (я это сделал каптоном шириной 4мм)
Устанавливаем направляющие (вместо шайб под винты их креплений на нижней платформе я подложил уголки из детского конструктора, что бы иметь большую площадь приложения силы), на них одеваем каретки, потом крепим верхнюю платформу. Отмеряем, нарезаем ремни и закрепляем их на каретках:
Затем при помощи роликов натягиваем из закрепляем ремни:
Вот тут выяснилось, что подшипники роликов хлипкие и я заменил все ролики парами подшипников f624zz, практически идеально для этого подходящими:
Устанавливаем экструдеры, предварительно сняв с них кулеры (им практически нечего охлаждать, я их использовал для установки на термобарьеры и дополнительного обдува материнской платы):
Направляюще для филамента можно взять отсюда.
Наконец устанавливаем паука на каретки, упаковываем проводку в бандаж и валим принтер набок — для подключения проводки к материнской плате:
Наконец устанавливаем держатели катушек с филаментом, облагораживаем блок питания (я распечатал ему простые элементы корпуса), соединяем экструдеры с hotend-ами трубками и заправляем в экструдеры филамент:
Обращаю внимание на синий держатель на фото. Это маленькая штучка предназначена для того, что бы справится с тем, из-за чего народ меняет материал тяг или эффектора. Дело в том, что эффектор с тягами достаточно тяжел, что бы, после окончания печати и отключения шаговых двигателей, съехать прямо на модель. Можно, конечно этого избежать, заблокировав в прошивке отключение моторов после печати, но можно также распечатать такой маленький держатель, который вставляется после начала печати, самой печати не мешает, а после парковки головки в конце печати, удерживает одну из кареток после отключения двигателей.
Что касается подключения кулеров- ни в коем случае не подключайте обдув терьмобарьера к ШИМ разъему по инструкции. Это явная недодумка производителя. К этому разъему, как правило подключается, обдув филамента на выходе, в то время как обдув термобарьера должен работать непрерывно. С учетом демонтажа кулеров с экструдеров, у вас не будет проблем с поиском свободного разъема на материнской плате.
Наконец, вносим нужные изменения в конфигурацию прошивки, калибруем принтер (это предмет отдельного разговора), добавляем боросиликатное стекло (я его купил отдельно, что необязательно), на которое наклеен каптон, и пробуем делать пробную печать.
Получилось! Теперь можно продолжить шаманить с профильным софтом и заниматься улучшениями. Тонкая настройка дельты — это также предмет отдельного разговора. Достаточно сказать, что я даже сделал в SW кинематическую модель дельты, что бы изучить степень влияния механических погрешностей на поведение принтера. На этой модели я и выяснил, что нужно поправить/подкрутить, чтобы избавится от недостатков печати.
Так, например, обнаружив, что уровень сопел относительно друг друга меняется на противоположный от одного края платформы к центру и другому краю, я с помощью модели выяснил, что причина — в разные расстояниях между соседними наконечниками парных тяг. Но это уже танцы с бубнами, которые сопровождают любого, кто проходит путь самостоятельной сборки и эксплуатации 3d принтера.
Резюме:
1. Аппргейд сыграл неоднозначную роль. С одной стороны — избавились от большинства косяков (плохой пластик, плохие инструкции, дефекты электротехники и лазерной резки рамы), но металлические части утяжелили конструкцию, что повлекло необходимость фиксации «паука» после печати.
2. Плохие подшипники роликов — рекомендую сразу на замену по моему варианту.
3. Необходимость «юстировки» тяг — заводская юстировка оставляет желать лучшего.
4. Концевые выключатели лучше припаять, т.к. терминалы ломаются при сгибе, требуемом по инструкции.
5. Достаточно тяжело выравнивать уровень сопел hotend-ов относительно стола.
6. Отсутствие радиаторов на термобарьере смущает, как и целом конструкция двойного hotend-а. Однако конструкция работает.
7. Электроника, двигатели, линейные подшипники кареток, направляющие валы, т.е. все самое важное — порадовали, без косяков
Вывод: Комплект хороший, но явно не предназначен для сборки и использования аля «plug-and-play», как, в прочем и любой набор для сборки 3d принтера. Два hotend-а и дельта-кинематика делает сборку еще более геморройной и увлекательной. Но если справитесь — дельта порадует вас. Для начинающих я бы рекомендовал версию этой же дельты с одним экструдером и hotend-ом — это будет и дешевле и проще в сборке и настройке. В магазине этот набор есть.
Видео
ЗЫ. Ах да, забыл сказать про автоуровень — я его так и не использовал, т.к. настроил все при сборке и калибровке так, что он мне стал (м.б. пока) не нужен. Но он подает признаки работы — я проверял 🙂
Huxley не рад конкуренту 🙂
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
ЛУЧШАЯ ДЕЛЬТА. 3D ПРИНТЕР ANYCUBIC KOSSEL — voltNik
Привет друзья, в этом видео вас ждет обзор на доработанный дельта 3Д-принтер Anycubic Kossel. Расскажу об особенностях его сборки, настройки, печати и… ну, обо всем по порядку.
Для начала, немного предыстории. Год назад я купил свой первый 3Д-принтер Anycubic I3 Mega. Новинку того времени и очень популярную модель сегодня. Принтер реально оказался отличным, его выделяет наличие сенсорного экрана для управления, в отличии от энкодера, тут удобное и простое управление. За год с принтером ничего не случилось, а печатаю я на нем очень много. Он работает до сих пор, и я ничего в нем не менял. Даже по началу гудящие вентиляторы экструдера притерлись и теперь почти не гудят. Единственное что я сделал – это положил на стол боросиликатное стекло. Но новые модели Меги приходят уже с новым столом «Ультрабазой». Когда этот стол горячий, пластик от него невозможно оторвать, а при окончании печати, когда стол остывает – деталь сама отлипает от него.
Научившись печатать на I3 MEGA, я снял подробный обзор на эту модель принтера, это видео стало популярным и сегодня набрало уже 450 тысяч просмотров. Конечно это заметил производитель, и пару месяцев назад они связались со мной и предложили сделать обзор на обновленную дельту. Я давно хотел попробовать подобный принтер в печати, поэтому согласился.
Конструктивно бюджетные модели принтеров делятся на две группы это с декартовые, в них экструдер перемещается по трем осям каждым мотором отдельно, таких принтеров почти 80% рынка. И дельта принтеры, тут экструдер подвешен на трех направляющих и в перемещении всегда участвуют все моторы. У каждой технологии есть свои достоинства и недостатки, поэтому нельзя однозначно сказать какой тип принтера лучше. Декартовые принтеры простые, медленные, и точные, в то время как дельты сложны в настройке, требовательны к точности производства и сборки. Но они позволяют перемещать экструдер и печатать значительно быстрее. Конечно за скорость печати приходится платить, и эта плата — качество, поэтому если вам нужно высокое качество детали, то на дельтах приходится печатать примерно на тех же скоростях что и у декартовых принтеров. Вот вам пример. Розовая свинья печаталась на скорости 150 миллиметров в секунду и печать заняла 20 минут, а зеленая печаталась один час на скорости 60 миллиметров в секунду. На розовом хорошо видны дефекты быстрой укладки пластика и рельефа слизан. Да, напечаталось, но качество то хуже.
Итак, спустя три недели курьер привез мне две коробки. «Отлично», — подумал я, – «Один принтер в двух коробках!». Ну и стал его распаковывать. Открываю коробку и вижу такую красоту. Принтер находится в полуразобранном состоянии, основные узлы собраны и их нужно лишь скрутить вместе. Так. Стоп. Не понял. Зачем одному принтеру две инструкции? Две катушки пластика? Две базы с подогревом? Блин, да это же два принтера! На тот момент я реально был в шоке, это оказались два принтера Anycubic Kossel, но разных версии, с площадью печати на 180 и на 230 миллиметров. Старшая и младшая модель.
Это обновленные модели принтеров, в них помимо некоторых улучшений сборки добавили модуль автоматической калибровки и настройки. С ним дельту стало очень легко и просто настроить за считанные минуты. По сути модуль представляет из себя концевик на магните, который временно одевается на экструдер чтобы принтер понимал, когда он касается стола.
Ладно, приступим к сборке. Для начала соберем старшую модель на 230 миллиметров, как я уже сказал принтер идет частично собранным, как мебель из ИКЕИ, нужно лишь скрутить все вместе. В комплект входит дотошная и подробная инструкция с картинками, в ней по шагам расписана последовательность сборки. Пакеты с винтами и гайками также пронумерованы, поэтому ошибиться будет сложно. В инструкции прямо так и указано. Шаг S-1, что требуется для него и как это собирать. Я не буду показывать вам весь процесс, остановлюсь лишь на некоторых особенностях, которых либо нет в инструкции, либо они не очевидны.
Направляющие на этой модели сделаны из подвижных кареток на мелких шариках, на концах, направляющих есть ограничители, которые в ходе монтажа нужно будет снять, поэтому будьте аккуратны и смотрите чтобы каретка не соскочила с направляющей иначе все шарики выпадут и ее будет сложно собрать и установить назад. В комплект положили несколько запасных шариков на случай их поломки или потери. Рекомендую на время сборки зафиксировать каретку чтобы она не вообще двигалась.
Вся сборка происходит на специальные гайки. Они вставляются в паз профиля вертикально, а при затягивании сами поворачиваются и занимают правильное положение.
Горячий стол не зафиксирован, не повторяйте моей ошибки. При сборке нужно тщательно затягивать винты, этот принтер не любит люфты и смещения, он любит точность. Собирал сначала отверткой до упора, а потом затягивал ключом еще на четверть оборота.
Концевики на направляющий нужно устанавливать именно в этом положении, чтобы язычок смотрел вниз и вправо. Провод продевается через центральное отверстие профиля. Желательно сделать пропил чтобы провод концевика не торчал.
Далее нужно закрепить направляющие экструдера. В инструкции не указано, но провода должны выходить назад. Я же ошибся и сначала собрал проводами слева, потом перекручивал.
Далее самый ответственный момент – это ремень. В комплекте он идет цельным мотком и без особого запаса, поэтому отрезать нужно по факту. При установке ремня нужно максимально его натянуть. Надеваем сначала, с одной стороны. Протягиваем. Съемка идет на третьем ремне, два я уже установил тренируясь, и вот такой маленький хвостик останется у вас в итоге после третьего.
При натягивании лучше всего зажать ремень двумя пальцами, тогда он замкнет сам себя и не будет проскальзывать, и далее регулируя длину, перемещаясь по одному пазу, нужно добиться максимального натяжения. Такого чтобы после установки он немного звенел как струна. Далее нужно надеть на ремень натяжитель, он еще сильнее натянет ремень. Ну и теперь хвостик можно отрезать. Вот что осталось, совсем без запаса.
Остальные шаги не вызывают сложностей и идут по инструкции. После сборки, подключив провода к плате, у вас образуется вот такой моток. Берем стяжки и аккуратно все собираем и фиксируем за профиль, чтобы ничего нигде не болталось, не терлось и не прикасалось к горячему столу. Выходящий снизу провод концевика идет на излом, для него тут есть место, но рано или поздно он перетрется поэтому лучше заранее сделать паз для провода. Я же закрою это место самоклеящимися ножками.
Первый принтер собран. Красавец. Еще обязательно закрепите выходящие из экструдера провода, иначе они перетрутся и сломаются. Вообще все провода нужно закрепить на стяжки, но так чтобы это не мешало работе.
Помимо самого принтера Anycubic поставляет в комплекте набор инструмента. Стальная линейка на 20 сантиметров, смазка для направляющих, флешка на 8 гигабайт, шпатель, пинцет, простые кусачки, USB кабель и перчатки. Этот набор позволит сразу начать работать, и не бегать в поисках нужного инструмента. Приято. Подключаем питание и включаем принтер. Anycubic ready. Ага, щас он реди! Печатать пока нельзя, принтер обязательно нужно настроить. Для этого нам и нужен будет тот самый автоматический уровень на магните. С первым принтером я долго тупил и не получалось его настроить, а все дело в том, что я установил концевик наружу от сопла экструдера и при настройке он выходил за край стола. И снова не повторяйте моей ошибки, так можно и принтер сломать. Концевик нужно устанавливать так, чтобы он был под соплом. В документации об этом тоже ничего не указано, вроде… Более подробно расскажу про калибровку на втором принтере. А сейчас настроив принтер берем пластик, заправляем и запускаем первую печать. Конечно это завораживающее зрелище смотреть как печатает дельта. Машины оживают и скоро начнется их восстание. Пока ходил поссать катушка упала с крепления. Наши катушки немного шире китайских и не влазят на штатный крепеж – учитывайте это. Но более подобное у меня не повторялось.
Первая свинья печатнулась. Сопля еще какая-то висит. Оторвать руками невозможно. Качество 0.2 миллиметра, а максимально принтер поддерживает 1/10 миллиметра. При 0.2 видны слои, но мне уже нравится. Многие говорят, что у дельт на краях области печати точность падает, поэтому запускаю печатать тестовые цилиндры.
А пока они печатаются приступаю к сборке второй дельты. Основное отличие принтеров в направляющих, в младшей модели вместо стали используются пластиковые ролики. Поначалу кажется, что будет значительно хуже печатать, но как оказалось это нифига не влияет. Со временем возможен иснос роликов, но он будет долгим, и на это уйдут годы. Каретка одевается на профиль и зажимается одним винтом.
В младшей модели нет шага сборки S-1, поэтому искать пакетик с таким названием бесполезно – учтите это и не хайте китайцев. Заранее сверлим пазы для проводов от концевика, край нужно обработать чтобы не был острым.
Цилиндры пока еще печатаются, но уже видно, что они одинаковые и проблем с качеством на краях области печати нету. И вот они готовые, я не вижу между ними разницы. Огрехи на слоях, завиточки – это проблема прошивки, решается перепрошивкой и отключением в ней некоторых функций. Ссылку на видеоинструкцию: https://youtu.be/BJo4iS0h2nA?t=35. В общем дельта при правильной настройке, и в центре, и с краю печатает одинаково.
Решение проблемы прыщей и завитков на цилиндрических деталях при печати на KOSSEL в этом видео: https://youtu.be/BJo4iS0h2nA?t=35
Второй принтер собран и давайте покажу как его можно легко настроить для печати буквально за 5 минут. Берем концевик, устанавливаем его на экструдер и подключаем разъем. Включаем принтер. Заходим в меню «Auto Leveling Bed». И выбираем в нем пункт «Measure Z Pos». Принтер сразу начинает измерять высоту до поверхности по 69 точкам. Когда закончит он автоматически запомнит параметры и перезагрузится. После перезагрузки снова заходим в меню «Auto Leveling Bed». Выбираем в нем пункт «Prepare Leveling». На экране появится текущая калибровка, установленная в -15.4, так принтер пришел из Китая, а нули — это новая калибровка. Жмем на пункт «Begin Leveling», принтер повторно выполняет процедуру измерений. По ее окончанию нужно снова зайти в меню и тут мы увидим, что нули новой калибровки изменились. У меня получилось, что значения новой и старой калибровки совпадают и настройка не требуется. Но если у вас будет другое значение, тогда нужно перейти в пункт «Z Offset», и в нем вручную установить смещение энкодером, далее выйти и обязательно нажать Store запоминая параметры. Еще раз. Значение «Z Offset» должно быть установлено на то которое было измерено калибровкой и цифры должны совпадать и быть одинаковые. Калибровка закончена и теперь концевик можно снять! Не забудьте это сделать! Печатать уже можно, но это еще не все!
Запускаем программу Cura. Добавляем в ней новый принтер. Появятся дефолтные настройки, их нужно изменить. Меняем стол с квадрата на элипс. Включаем галки центра координат и наличия стола с подогревом. Задаем размеры области печати, 180, 180 на 300. Диаметр пластика 1.75, сопло 0.4, остальное в нули.
Заходим на сайт Thingiverse и ищем там калибровочный куб. Качаем модель в формате STL и переносим ее на область печати. Задаем настройки, для пластика которым будете печатать. Я буду печатать ABS, а в комплекте с принтером идет катушка PLA. Верху находится пункт выбора материала. Обязательно проверьте все пункты. И самое важное, для первой печати нужно установить обводку Brim на 8 миллиметров, как раз это и нужно для окончательной настройки. Сохраняем файл на флешку, отключаем ее от компа и устанавливаем в принтер.
В пункте меню «Prepare» включаем предподогрев под нужный тип пластика, вешаем катушку на принтер и заправляем его. Проталкиваем пластик вручную так чтобы начал он лезть из экструдера. Ну, так проще и быстрее.
Далее выбираем в меню пункт печать с карты и файл, который записали. Т.к. принтер уже нагрелся, то он сразу начинает печатать. Но как видите печатает он у меня в воздухе, не прикасаясь к поверхности стола. Сразу ставим печать на паузу. Заходим в пункт «Auto Leveling Bed» и там есть две ручные подстройки нулевого уровня Z + 0.1 и Z – 0.1. Т.е. поднять и опустить сопло. Выбираю минус чтобы опустить и щелкаю два раза. Далее ниже находится сохранить. Жмем туда и выбираем продолжить печать. Эту процедуру придется повторить несколько раз поднимая и опуская нулевой уровень пока вы не добьетесь хорошего прилипания пластика к столу. Настроив уровень и перезапустив печать, я получил отличный калибровочный куб. Оторвать его руками от стола будет сложно, поэтому используйте шпатель. Ну и те же самые цилиндры на втором принтере, тоже без особой разницы. Принтер печатает одинаково и по краям, и в центре. Чтобы вы понимали, все детали розового цвета напечатаны на младшей 180й модели, а зеленый пластик установлен на старшей на 230 миллиметров.
Печатаю моддинг для принтеров, это будут крышки на углы сверху и снизу. И вот так оба принтера выглядят вместе. Розовенький и зеленый.
Запустил в печать большой проект ракеты копилки. Первый раз отлипли ножки, поэтому запускаю второй раз. Печаталось это почти сутки на средних скоростях.
Что в итоге. Оба принтера по сути идентичные и различаются лишь областью печати. У одного она представляет цилиндр диаметром 18 сантиметров, а у второго 23 сантиметра. Высота одинаковая – 30 сантиметров. Разница направляющих ролики или стальные каретки для нечастой печати не существенна, ну а так да, сталь конечно надежнее. Но и ролики без проблем прослужат вам несколько лет.
По поводу выбора между декартом и дельтой. Качество печати у Anycubic I3 MEGA однозначно выше, сенсорный экран управления – это тоже плюс. Поэтому если у вас уже есть Мега – радуйтесь, у вас крутой принтер, бежать и менять его на дельту точно нет смысла. А вот если собираетесь покупать первый принтер, то тогда конечно! Сейчас дельта стоит значительно дешевле и превосходит «дрыгостол» по скорости и области печати, с ней можно сократить время печати до трех раз заплатив за это качеством детали, либо печатать медленно и с хорошим качеством. С автоматической калибровкой, настройка принтера не представляет сложности. Сборка тоже не сложная и неспешно занимает около 4 часов времени, ну там пока достанете, пока прочитаете, пока чай попьете. Второй принтер я собрал быстрее, примерно за 2 часа. Косяков при сборке и комплектации нет, о нюансах я рассказал.
Так, принтеры продаются на сайте Алиэкспресс, и ссылка для их заказа будет в описании видео. На момент публикации ролика они доступны с российского склада по какой-то смешной цене, поэтому успейте урвать пока принтеры не подорожали.
Многие из вас наверняка задались вопросом зачем я печатал столько свиней и птичек из Anrgy Birds на протяжении всего видео, ну вот отвечаю… смерть свиньям!
И как обычно, если вам понравился данный обзор, то не забывайте подписаться на канал и поставить большой жирный лайкос. А сегодня на этом все, всем удачного дня и пока-пока!
3D-принтеры с разной кинематикой: сравнение, плюсы и минусы
Автор: Василий Киселев, собственник и управляющий директор Top 3D Group
Существует множество технологий печати для 3D-принтеров: цифровая светодиодная проекция (DLP), лазерная стереолитография (SLA), селективное лазерное спекание (SLS), тепловое спекание (SHS) и т.д. В этой статье мы рассказываем об особенностях FFF технологии, о принтерах, которые ее используют, и о кк сильных и слабых сторонах.
Введение
FFF-принтеры (Fused Filament Fabrication, «производство методом наплавления нитей»), также известны как принтеры FDM (от Fused Deposition Modelling, «моделирование методом наплавления»). Представляют собой устройства для создания трехмерных объектов, как понятно из названия, путем послойного нанесения на рабочую поверхность расплавленного термопластика. FFF-принтеры используются как для коммерческой, так и для домашней печати моделей.
Виды кинематики 3D-принтеров
Каждый 3D-принтер имеет собственную кинематическую схему, согласно которой приводятся в движение механические части устройства: платформы и экструдеры. Ниже мы рассмотрим четыре типа FDM 3D-принтера: картезианский, дельта, полярный и роботизированный манипулятор.
На рынке 3D-принтеров FFF / FDM самыми распространенными являются приборы с картезианской кинематикой. Основанная на декартовой системе координат, эта технология работает на основе трех осей – X, Y, Z. По одной или нескольким из них осуществляется движение механических частей прибора, т.е., заданные по осям координаты реализуют схему перемещения и положения печатающей головки относительно платформы.
Количество вариантов перемещения печатной головы и платформы ограничено:
-
Платформа передвигается по одной из горизонтальных осей — X или Y, экструдер движется по другой и в высоту.
-
Платформа перемещается по высоте, по оси Z, а экструдер передвигается по двум плоскостям, вперед-назад и влево-вправо.
-
Платформа движется по одной из осей и в высоту, экструдер — по другой оси.
-
Платформа неподвижна, экструдер передвигается по всем трем осям.
-
Платформа движется по осям XY, экструдер перемещается по высоте.
Вторая схема является самой распространенной — когда платформа для печати перемещается по оси Z (вверх и вниз), а экструдер работает в двух измерениях, по плоскостям XY.
Преимущества картезианской схемы
Из всех видов кинематических схем FDM 3D-принтеров, картезианские показывают практически идеальную стабильность результатов. Расходные материалы для FDM имеют низкую стоимость и поставляются в широчайшем ассортименте цветов и материалов. Часто картезианские 3D-принтеры применяются в коммерческих целях – для печати на заказ и на продажу бытовых объектов, сувенирной продукции и украшений.
Картезианские 3D-принтеры уже давно и прочно обосновались в жизни любителей и профессионалов 3D-печати. Поэтому в сети множество тематических сообществ с исчерпывающей информацией об устройстве принтеров, работе с ними и создании моделей, от простых до сложных.
Модели, построенные на декартовой системе координат, можно разделять на составные части для печати, что позволяет создавать 3D-печатные объекты любого размера, не ограниченные объемом принтера. Многие 3D-принтеры поставляются в виде набора для сборки. Для новичков и тех, кто не хочет разбираться в устройстве принтера, производители поставляют готовые устройства. С ними печатать модели можно практически после распаковки.
Разновидности картезианской кинематики CoreXY и H-Bot
Данные кинематические схемы часто встречаются в коммерческих сферах. Отличаются оригинальными методами позиционирования экструдера. В обоих кинематиках платформа передвигается вверх-вниз.
Источник: https://www.pinterest.ru/
CoreXY имеет два закрепленных на раме двигателя, которые приводят в движение два ремня для перемещения каретки экструдера по осям XY.
Источник: smoothieware.org
Кинематика H-Bot для 3D-принтера основана на похожей механике, но с другим ременным приводом. В данном случае ремень один и натянут по форме, напоминающей обведенную по контуру букву H (аш), за что схема и получила название аш-бот.
Источник: smoothieware.org
При работе обоих двигателей в одну сторону, каретка движется по оси X, в разные стороны — по оси Y. Когда один из двигателей остается неподвижным, каретка перемещается по диагонали.
Одним из примеров таких 3D-принтеров, может служить Designer X PRO. Эта модель отличается высокой скоростью, так как благодаря наличию функции JetSwitch, печать 2мя материалами стала еще быстрее (до 5 секунд в обычном режиме и 250 мс в черновом режиме). А заново спроектированная печатающая головка с точностью до 1 мкм, рамная конструкция, точная механика и аппаратная платформа нового поколения позволит вам напечатать модели высокого качества, сравнимые с промышленными изделиями. Обладает функцией двухматериальной печати. ПО полностью контролирует процесс, что минимизирует ошибки и увеличивает производительность 3D-принтера.
Пример печати:
Источник: top3dshop.com
Дельта-принтеры
Дельта-принтеры и внешне, и по способу реализации механики отличаются от картезианских. Главное отличие заключается в способе передвижения экструдера относительно рабочего стола.
Источник: https://3dprint.com/
DELTA механика для 3Д-принтера визуально представляет собой закрепленный на трех точках экструдер, соединенный в единую конструкцию с неподвижной платформой для печати.
Достоинства и недостатки дельта-ботов
Кинематика Delta, по сравнению с картезианскими моделями, имеет более высокую скорость печати, но меньшую точность на краях модели. Причина в том, что для движения экструдера задействованы все три точки крепления, их двигатели работают одновременно, что приводит к накоплению ошибок в позиционировании координат.
Другие преимущества:
-
Малогабаритность. Конструкция высокая, но в длину и ширину не занимает много места.
-
Отсутствие выступающих деталей. Можно самостоятельно увеличить жесткость рамы и закрыть корпус.
-
Возможность построить высокие вертикальные модели.
Источник: http://rwgresearch.com/
Недостатки:
-
Высокая ценовая категория.
-
Сложны для самостоятельной сборки. Новичкам будет сложно собрать конструкцию достаточно точно, поэтому рекомендуется использовать готовые решения, поставляемые в собранном виде.
-
Специфика работы с полярными координатами: менее распространенное ПО и более дорогая электроника, т.к. выше требования к вычислительной мощности начинки.
Одним из примеров такого 3D-принтера может служить Tevo Little monster. Он преимущественно используется для коммерческой деятельности, в дизайне, рекламе и образовательных целях, а также применяется в качестве домашнего 3D-принтера. Отличается высокой скоростью печати и малыми габаритами. Работает со множеством материалов: PLA, ABS, Flexible PLA, HIPS, WOOD, PVA, Nylon.
Пример печати:
Источник: https://twitter.com/
Полярные 3D-принтеры
Достаточно новая, но интересная кинематическая полярная схема представлена на рынке одноименной компанией Polar. Как следует из названия, в печати используется полярная система координат — вместо привычных XYZ, позиционирование экструдера задается радиусом и углом.
Источник: http://www.purdue3dpc.org
Платформа таких 3D-принтеров имеет круглую форму, вращается по кругу и двигается целиком по одной горизонтальной оси, при этом экструдер движется только вверх и вниз. Представьте себе виниловый проигрыватель – печатающая головка принтера работает по принципу иглы звукоснимателя, движущейся по пластинке. С той лишь разницей, что тут “пластинка” не только вращается, а “игла” наоборот ограничена в перемещениях.
Плюсы и минусы полярной механики
Полярные 3D-принтеры позволяют создавать крупные объекты, при этом экономя средства за счет высокой энергоэффективности. Они пока имеют низкую точность, но в долгосрочной перспективе, возможно, производитель сможет решить эту проблему.
Источник: https://about.polar3d.com/
К таким 3D-принтерам относится модель Polar 3D. В данном 3D-принтере подогрев печатной платформы отсутствует, что затрудняет использование ABS. Имеет скромные габариты, хорошую производительность, но низкую точность, по сравнению с дельта-принтерами и моделями с декартовой системой координат. Производитель рекомендует приобретать модель для образовательных целей.
Пример печати:
Источник: https://www.tomsguide.com/
3D-принтеры с роботизированными манипуляторами
Представляют собой конструкцию с механическим программируемым манипулятором-захватом заменяемым экструдером. Если речь о крупных промышленных экземплярах (а бывают и более компактные), то, помимо функций манипулятора и 3D-принтера, такой робот может производить сварочные работы, фрезерование, покраску и другие операции.
Источник: http://www.dubox.me/
Хотя механика 3Д-печати с робо-рукой в основном применяется в промышленности, существуют модели для индивидуального использования, с широким набором функций.
Роборука Dobot Magician Educational обладает множеством функций.Может рисовать, писать, захватывать и перемещать предметы, выполнять лазерную гравировку и т.д.
Пример работы:
Источник: https://www.youtube.com/
SCARA
SCARA (Selective Compliance Articulated Robot Arm) — кинематика основанная на перемещении рабочего блока в горизонтальной плоскости за счет вращения в сочленениях рычажного механизма.
Построенные на данной схеме устройства отличаются очень высокой точностью и повторяемостью, намного выше чем у традиционных роботов-манипуляторов, низким уровнем шума и вибрации, компактностью. Если говорить о картезианских и SCARA-роботах сравнимых размеров и массы, то скара как правило не только точнее, но и быстрее.
В то же время, такие устройства дороги, имеют ограничения жесткости по осям XY, меньшую область работы и свободу движений.
Примером такой кинематики может быть роборука Dobot M1. Это компактный настольный робот, совмещает в себе функции 3D-принтера и манипулятора. Действия программируются через установленное на компьютере ПО или мобильное приложение. Имеет сменные головки для печати, гравировки, пайки и сборки.
Пример работы:
Источник: https://thegadgetflow.com/
Анализ роботизированных кинематических схем
Преимущества 3D-принтеров с роботизированным манипулятором очевидны – такой принтер не ограничен объемом рабочей камеры, которой у него нет – при той же области печати, само устройство занимает намного меньше места.
Источник: https://spectrum.ieee.org/
Экструдер может перемещаться не только послойно, как в настольных принтерах, но и по сложным траекториям в трех измерениях, и под разными углами, что облегчает процесс создания сложных конструкций. Несомненный плюс также то, что обычно это универсальные конструкции, при замене экструдера на другие блоки выполняющие множество задач.
По точности печати манипуляторы не составят конкуренции картезианским 3D-принтерам, но, благодаря своей универсальности и крупным размерам, промышленные роботы активно используются в 3D-печати в промышленных условиях, где почти незаменимы.
Миниатюрные настольные роботы хороши в первую очередь как наглядное пособие, а также объект хобби или инструмент для него.
Заключение
Выбирая устройство перед покупкой, прежде всего, определитесь с целью — зачем вам нужен 3D-принтер? Коммерция, работа или развлечение? Универсальность FFF / FDM 3D-принтеров в том, что они подходят для разных применений. Не важно, хотите ли вы изучить 3D-печать и приобрести новое хобби, воплотить в жизнь творческие фантазии или открыть бизнес — для реализации каждой из этих целей найдется подходящий аппарат, надо лишь выбрать.
Приобрести подходящий аппарат и расходные материалы можно в https://top3dshop.ru — розничном подразделении Top 3D Group, ведущего интегратора аддитивного оборудования в России. А также на сайте: https://top3dshop.com, если вы проживаете не в странах СНГ.
Список используемых источников:
-
What are the advantages of the FDM technology? – Professional 3D Printers // [Электронный ресурс] : dddrop.com – Электрон. дан. – dddrop.com – Режим доступа: https://www.dddrop.com/fdm-technology/ (дата обращения: 03.08.2019).
-
Application of FDM three-dimensional printing technology in the digital manufacture of custom edentulous mandible trays // [Электронный ресурс] : Scientific Reports – Электрон. дан. – nature.com – Режим доступа: https://www.nature.com/articles/srep19207 (дата обращения: 03.08.2019).
-
Reconstruction and Development of a 3D Printer Using FDM Technology // [Электронный ресурс] : Procedia Engineering – Электрон. дан. – sciencedirect.com – Режим доступа: https://www.sciencedirect.com/science/article/pii/S1877705816311651 (дата обращения: 03.08.2019).
-
Catalog // [Электронный ресурс] : 3D Printers – Электрон. дан. – top3dshop.com – Режим доступа: https://top3dshop.com/3d-printers/ (дата обращения: 03.08.2019).
-
Каталог // [Электронный ресурс] : 3D Printers – Электрон. дан. – top3dshop.ru – Режим доступа: https://top3dshop.ru/kupit-3d-printer/ (дата обращения: 03.08.2019).
Настройка первого слоя на 3D-принтере Дельта
При печати на «Дельте», я обратил внимание, что первый слой у меня получается какой-то не такой. Линии не свариваются друг с другом. Возьмём, к примеру, вот эту рыбку (здесь и далее — освещение специально сделано боковое, чтобы было лучше видно линии)
Вот линии более крупным планом. Пропуски между ними видны чётко.
Рыбка взята не просто так. Дело в том, что у меня есть точно такая же, напечатанная с этой же катушки пластика, но на MZ3D. Вот какой у неё красивый первый слой
А при таком освещении — видно, что она даже блестит
Рыбка печатается долго, поэтому я сделал фишку, на вывод которой нужно 4 минуты. Низ получился тоже не ахти
А вот верх — как и у рыбы, замечательный. Полоска к полоске
Виноват зазор по Z? Я пытался его уменьшать. Плохо давится пластик. Короче, как-то не очень принимает стекло этот пластик. Что делать? Смотрим настройки слайсера, которые можно изменять именно для первого слоя
First Layer Height — это как раз аналог Z-зазора. Им я уже играл, правда, на вкладке G-Code. First Layer Width. Этот параметр — более интересен. Это ширина линии. Сначала я попробовал эту ширину увеличивать. Не сильно-то помогло. Дело в том, что экструзия-то растёт, но и расстояния между линиями — тоже растут.
Тут я вспомнил, что главное отличие MZ3D от Дельты в том, что у MZ3D штатное сопло имеет диаметр 0.3 мм, а у Дельты — 0.4 мм. Давайте уменьшим ширину линии! Фото вставлять не буду, от фото у всех и так уже рябит в глазах наверняка. Скажу только, что на 80% линии стали аккуратней. А на 75% экструзия стала так мала, что полезли проплешины
а на 70% получилось так плохо, что даже печатать я не стал, ибо первый слой прилипал к стеклу только островами, а Z-зазор не решал проблему, ведь экструзия была совсем недостаточная.
В целом, можно повысить коэффициент экструзии хоть в свойствах слайсера, хоть командой принтера, но беда в том, что оба варианта работают глобально, а сделать-то это нужно лишь для первого слоя. А для остальных — надо вернуть! А соответствующих настроек в Simplify3D — нет. Можно воспользоваться заданиями для разной высоты, но уж больно много мучений. Как быть? И тут я вспомнил про скрипты.
Дело в том, что уже давненько по комментариям на форуме ходит одна интересная мысль. На самом деле, ей надо не ходить по комментариям, а быть в основной теме, но кто это придумал — не считает нужным сделать статью, а мне это в виде основной темы выносить не совсем прилично — это же не моя находка. Но для понимания дальнейшей теории — это важно, так что рассмотрим это подробнее, отдельно указав, что я это просто нашёл на просторах форумов.
Я уже отмечал в блоге, что НЧ-звон, как минимум, на «обычных» принтерах, зависит от ускорений. Чем выше ускорение, тем сильнее трясёт головку на поворотах, и тем больше получается волна «звона». Поэтому ради качества, ускорения надо «зажать». На MZ3D я «зажимал» их в районе 1000 мм/с2, у текущей Дельты производитель сам «зажал» в районе 800 мм/с2. Но чем ниже ускорения, тем выше время печати. Иногда оно доходит до двухкратного превышения над рассчитанным слайсером. В целом, разница во времени зависит от характера изделия, я об этом тоже много рассуждал.
И вот, кто-то очень верно рассудил, что на самом деле, «зажать» надо только ускорение внешних периметров. Остальное — да пусть оно «звенит» на здоровье. Но как достичь динамического изменения ускорений? Тут нам на помощь приходит тот факт, что слайсер вставляет в G-код массу комментариев. Например:
G92 E0
G1 E-4.0000 F1800
; inner perimeter
G1 X0.000 Y-14.460 F7200
G1 E0.0000 F1800
G92 E0
G1 X0.405 Y-14.454 E0.0121 F2700
Перед печатью каждого класса линий, вставляется подобный комментарий. С другой стороны, вот здесь
можно вставить скрипт, обрабатывающий файл G-кода после того, как он был сформирован
Команда изменения ускорения — M204 S. Таке полезно знать, что символом обозначается перевод строки. Для моей Дельты, у которой ускорения «зажаты» в районе 800 мм/с2, я сделал такой скрипт:
{REPLACE «; outer perimeter» «; outer perimeterM204 S800»}
{REPLACE «; inner perimeter» «; inner perimeterM204 S1000»}
{REPLACE «; infill» «; infillM204 S1500»}
{REPLACE «; bridge» «; bridgeM204 S800»}
{REPLACE «; solid layer» «; solid layerM204 S1000»}
Результат следующий: Рассчётное время печати пары ждунов — 2 часа 05 минут. Реальное время печати пары ждунов на статическом ускорении 800 мм/с2 — 3 часа 07 минут. Время печати с применением данного скрипта — 2 часа 35 минут. То есть, прирост есть. А качество видимых частей — то же. Заполнение — тоже симпатичное. То есть, смысл имеется. Для MZ3D я ускорения поставил ещё больше, там выигрыш — ещё выше (но грохот стоит — сильный, стол сильно дёргает, так что может, уменьшу хотя бы по оси Y через команду M201).
Ну вот. Мы легко и непринуждённо выяснили, что скрипты — это мощный инструмент, а G-код просто изобилует комментариями. Есть там и комментарий следующего вида:
G1 E-4.0000 F1800
G1 Z-0.050 F1002
; process Process1
; layer 1, Z = 0.200
T0
; tool H0.200 W0.360
; skirt
G1 X-0.207 Y-21.637 F7200
G1 E0.0000 F540
G92 E0
G1 X-0.169 Y-21.638 E0.0011 F3600
G1 X-0.019 Y-21.640 E0.0056
G1 X0.019 Y-21.640 E0.0067
Посему вот такая вставка в скрипт
{REPLACE «; layer 1, » «M221 S110; layer 1, «}
{REPLACE «; layer 2, » «M221 S100; layer 2, «}
на первом слое включит 100-процентный поток, а на втором — 100-процентный (и дальше эта величина будет сохраняться)
Пробуем — получается лучше, но не идеально. Увеличиваем поток до 120% — головка начинает наматывать «козявку», она — тащит слой за собой, и получается вот такой брак:
А что, если скрестить ежа и ужа? Сделаем линии поуже, но втопим поток — побольше!
Получаем вот такой результат
Эта картинка мне хорошо знакома по MZ3D. Надо уменьшать Z-зазор. Уменьшаем — получаем вот такой результат:
Честно говоря, это — не блеск, но уже намного симпатичнее того, с чего мы начинали, так как линии выглядят поаккуратней за счёт меньшего размера. Плавно уменьшая Z-зазор и наращивая поток (в данном случае, уже до 130%), получаем:
На самом деле, издалека это уже смотрится достаточно ровно. Но нет блеска. И тут меня начинают терзать смутные сомнения… Рыбку-то я печатал на лаке Нелли, который является страшным дефицитом. Сейчас я печатаю на лаке Intesa, который достать можно только через заказ, но можно. Брызгаем Нелли, с теми же параметрами, получаем:
Чуть иной свет:
В общем, параметры параметрами, а химия тоже важна. Тем не менее, для визуальной красоты, этого достаточно. Будет желание — доведу до монолита, продолжая играть параметрами. Но это — когда будет желание. Пока же — хоть на Интезе, хоть на Нелли, а первый слой невооружённым взглядом стал смотреться очень даже ничего. Цель достигнута. Напомню, что сначала была уменьшена ширина линий слайсера, а затем — увеличен поток, причём увелиение сделано через скрипт.
ЗаключениеСкриптовый механизм постобработки G-Code, имеющийся в слайсере Simplify3D — очень мощный инструмент. Показано, как можно реализовать динамическое управление ускорениями (повышает быстродействие), а также как можно автоматически дорабатывать параметры выбранного слоя (в частности — первого и всех, начиная со второго).
Также выявлено, что хоть доступный к закупке лак Intesa и является отличным адгезивом, он не даёт того блеска, какой даёт лак Нелли (который, правда, в России практически не купить).
Источник: Инк-Маркет.ру.3D принтер Rostock Delta — 3DPrinter
Описание
3D-принтер Rostock Delta – новинка на рынке Украины!
Единственный принтер на рынке Украины, который построен на базе инновационной технологии Delta. Эти принтеры выгодно отличаются по своим характеристикам и возможностям от всех ближайших собратьев. Принтер построен на базе самых лучших и надежных комплектующих из-за чего гарантирует своему обладателю высокую точность т долгий срок службы.
Принтер Rostock Delta:
- Z разрешение: 0,05 мм (и даже менее)
- Х / разрешение Y: 0.005 мм
- Скорость печати : 80 мм / сек – 400 мм / сек
- Скорость передвижения:> 500 мм / с
3D принтер Rostoc Delta использует для печати PLA, ABS, нейлон и поликарбонатную нить. С высотой слоя – 0,1 мм и 0,2 мм толщиной стенки.
Целью производителя было создание высококачественных 3D-принтеров с приемлемой ценой и минимальными требованиями к обслуживанию. После 2 лет глубоких исследований команда инженеров добилась весьма высоких результатов.
|
Rostock Kossel Delta |
Наименование |
|
Silver |
Цвет |
|
Диаметр 25.4 см, высота 30 см |
Габариты |
|
9 кг |
Вес |
|
Алюминий 3 мм и модулированные вставки |
Материал корпуса |
|
В полусобранном виде/собранном |
Состояние устройства при пересылке |
|
|
|
|
100 микрон |
Толщина слоя |
|
11 микрон по осям X,Y |
Разрешение печати |
|
16.5 л |
Объём области построения |
|
Радиус 19 см |
Размер поверхности построения |
|
30 см |
Высота области построения |
|
350 мм/сек |
Макс. Скорость построения |
|
1.75 мм 185°C – 280°C |
HOTEND
|
|
Прямая подача |
Екструдер |
|
Электроника |
|
|
да |
Подогрев стола |
|
3M 9mm Wide reinforce fiberglass Stainless steel rods 6mm, U Groove Linear Bearing |
Механика |
|
STL , OBJ , AMF |
Поддерживаемые форматы файлов |
||
|
Repetier, Cura |
Программное обеспечение |
||
|
Windows , Mac OS |
Совместимые ОС |
||
Только зарегистрированные клиенты, купившие этот товар, могут публиковать отзывы.
Преимущества и недостатки дельта 3D-принтеров
Среди различных конструкций 3D-принтеров наиболее удачной считается система «дельта». Ее кинематика имеет ряд преимуществ перед классическими 3D-принтерами с декартовой системой координат. Кроме того, дельта-принтеры выглядят интересно, а процесс их работы просто завораживает.
Проблемы декартовых 3D-принтеров и превосходство дельты
80% всех принтеров являются декартовыми. У них оси перемещения независимы друг от друга. Каждая отвечает только за свой вектор перемещения, просчеты для одной оси никак не могут повлиять на перемещение других.
Проблема декартовых принтеров заключается в слишком долгом перемещении из точки А в точку Б. Много времени уходит на разгон и торможение системы, прежде чем печатающая головка достигнет своей позиции. В итоге печать одной детали вместо двух часов может затянуться на четыре.
Конечно, можно повысить скорость перемещения, уменьшить время разгона и торможение, разогнав шаговые двигатели до более высоких скоростей и подкорректировав настройки в прошивке. Но электроника может не справиться с поставленной задачей, да и к тому же физику никто не отменял: детали головки слишком тяжелые, чтобы их вовремя ускорить или затормозить на больших скоростях, и поэтому головка просто не сможет резко разогнаться или вовремя остановиться. У двигателей появится пропуск шагов, это неизбежно приведет к смещению слоев детали.
У дельта-принтеров такая проблема отсутствует вовсе. При небольшой скорости двигателя головка движется максимально быстро за счет уникальной системы тяг. С такой конструкцией принтер производит печать на сверхскоростях, при этом затрачивает гораздо меньше усилий на перемещение печатающей головки.
Подводные камни дельта-принтеров
Оси перемещения у дельта 3D-принтера зависимы друг от друга. Небольшое изменение одной оси ведет к перемещению печатающей головки по всем трем координатам. Чтобы передвинуть головку хотя бы в одну сторону, нужно сделать расчеты по сложной формуле, которая должна учитывать всю конструкцию принтера, рабочую поверхность, длину тяг, габариты самого устройства и люфты.
Если вы решили собрать дельта 3D-принтер своими руками, готовьтесь к тому, что калибровка займет недели. Недостаток именно в настройке, так как малейший люфт или отклонение в геометрии конструкции вызовет серьезные искажения детали при печати.
Еще один недостаток дельты — это его габариты в высоту. Кроме выделенной области под печать часть объема принтера нужна для перемещения самой головки.
Немного слов об электронике Delta 3D-принтера
Поскольку дельта-принтер производит расчеты по сложным формулам, при его сборке вам придется побеспокоиться о хорошем контроллере. Для такого принтера желательно иметь 32-битную плату. Если взять обычную 8-битную, могут возникнуть проблемы при перемещении на длинные расстояния. Ресурсов вычисления будет катастрофически не хватать, и головка будет двигаться не по прямому, а по дугообразному пути. Помимо того, стоит побеспокоиться о точной калибровке дельта 3D-принтера — о том, как её выполнить, мы уже рассказывали ранее.
Несмотря на все недостатки, конструкция дельты считается наиболее удачной. Если правильно сделать геометрию, свести до минимума люфты и поставить хорошую электронику, вы будете радоваться своему самодельному принтеру очень долго.
7 лучших дельта-3D-принтеров 2021 года в каждом ценовом диапазоне
Названный в честь дельта-роботов, вдохновивших 3D-принтеры RepRap Rostock и Kossel, существует ряд небольших, но ключевых различий между дельта-3D-принтером и стандартным декартовым 3D-принтером.
Высокие и очень быстрые, мы объясним все, что вам нужно знать о дельта-3D-принтерах, а также о лучших дельта-принтерах, которые мы рекомендуем во всех ценовых диапазонах.
Лучшие 3D-принтеры Delta и где их купить
| Название | Максимальный объем сборки (мм) | Скорость (мм / с) | Цена | Где купить по лучшей цене |
|---|---|---|---|---|
| Monoprice Mini Delta | 110 x 110 x 120 | 150 мм / с | $ 179 | Amazon здесь |
| FLSUN Q5 | 200 x 200 x 200 | 150-300 мм / с | $ 260 | Amazon здесь |
| He3D K280 Delta | 280 x 280 x 600 | 150 мм / с | $ 320 | Amazon здесь |
| FLSUN QQ-S | 255 x 255 x 360 | 300 мм / с | 379 долларов США | Amazon здесь |
| Frankensbox FX-800 | 150 x 150 x 175 | 150 мм / с | 299 долларов США | Amazon здесь |
| Monoprice Delta Pro | 270 x 270 x 300 900 26 | 150 мм / с | 699 долларов США | Amazon здесь |
| WASP Delta 2040 PRO Turbo | 200 x 200 x 400 | 500-600 мм / с | 3400 долларов США | Здесь Amazon |
Что такое 3D-принтер Delta? Как работает Delta 3D Printing?
3D-принтеры Delta высокие и тонкие; Их легко отличить от стандартных декартовых принтеров по их цилиндрической конструкции.Они используют экструдеры Bowden и обычно имеют круглые, а не квадратные печатные столы, которые не двигаются.
Вместо этого экструдер над платформой для печати перемещается с помощью 3 рычагов, прикрепленных к отдельным стойкам, расположенным через каждые 120 градусов, чтобы сформировать треугольник. Хотя каждое отдельное плечо может перемещаться только вверх и вниз на каждой стойке, перемещая каждое из этих треугольных рычагов по отдельности с использованием тригонометрических функций, экструдер может достигать любой части печатной платформы и перемещаться в любом направлении. Роботы
Delta подобной конструкции вдохновили нас на создание первых 3D-принтеров Delta.3D-принтерыDelta известны своей скоростью. В них все сделано быстро — двигатели и экструдеры закреплены вокруг верхней и боковых сторон принтера, а печатающая головка максимально легкая, чтобы минимизировать сопротивление и сохранять точность на таких высоких скоростях. Хороший дельта-принтер нередко печатает со скоростью 300 мм / с, тогда как большинство декартовых принтеров в среднем составляют около 60 мм / с. Их приятно смотреть на таких высоких скоростях, и они делают большие отпечатки более терпимыми.
Сколько стоит 3D-принтер Delta?
Дешевые 3D-принтеры Delta могут стоить всего пару сотен долларов, что позволяет сэкономить, если вы хотите построить принтер самостоятельно.Мы рекомендуем принтер с самой низкой ценой — менее 200 долларов.
Для дельта-3D-принтера, который печатает быстрее, точнее и надежнее, вы можете потратить от нескольких сотен долларов до нескольких тысяч в зависимости от ваших предпочтений.
Здесь можно увидеть 3 руки на дельта-3D-принтере. Они влияют на движение этих очень точных 3D-принтеров.Delta 3D-принтер Плюсы и минусы и сравнение с декартовыми 3D-принтерами
Преимущества дельта-3D-принтера
- Чрезвычайно быстрый — даже самый дешевый дельта-3D-принтер в два раза быстрее, чем большинство декартовых принтеров.Декартовы принтеры тяжелее и рискуют печатать неточно из-за «превышения» размеров файла STL, если они попытаются печатать слишком быстро, из-за импульса, необходимого для перемещения более тяжелых частей принтера.
- 3D-печать большого объема — дельта-принтеры обычно могут печатать очень высокие конструкции.
- Стиль гипнотической печати — скорость и стиль дельта-печати делают ее почти гипнотической. Преимущество не техническое, а эстетическое.
Недостатки дельта-3D-принтера
- Меньшее сообщество пользователей — меньше пользователей дельта-принтеров, поэтому тем, кто сталкивается с проблемами, может быть труднее найти решения.Тем не менее, существуют группы в Facebook и форумы для конкретных владельцев 3D-принтеров Delta, где они могут делиться информацией и помогать друг другу.
- Более высокая кривая обучения — сборка многих дельта-3D-принтеров своими руками может занимать много часов и требует предыдущего опыта в области электроники или 3D-печати. Принтеры Delta обычно больше подходят для экспертов, чем для новичков. Тем не менее, мы включили предварительно собранные дельта-3D-принтеры в наш рейтинг, а также для тех, кто менее уверен в своих навыках DIY.
3DSourced поддерживается для чтения.Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучший 3D-принтер Delta
1. Monoprice Mini Delta
- Цена 3D-принтера Delta: 179 долларов США — Доступно на Amazon здесь
- Максимальный объем печати: 110 x 110 x 120 мм
- Скорость: до 150 мм / s
- Вес: 1,8 кг
Monoprice — одни из лучших бюджетных 3D-принтеров в мире, и Monoprice Mini Delta не является исключением. Несмотря на невысокую цену, Mini Delta имеет прочную стальную и алюминиевую раму, обеспечивающую стабильность и долговечность.Кроме того, кровать с подогревом означает, что вы можете печатать из ABS и PLA — хотя новичкам в 3D-печати, вероятно, больше всего понравится тот факт, что Mini Delta поставляется в полностью собранном виде и не требует каких-либо навыков DIY.
Невероятно, но Monoprice Mini Delta может печатать с разрешением слоя 50 микрон, что является фантастическим для такого недорогого принтера. Принтер калибруется самостоятельно, в этом нет необходимости, и вы можете печатать удаленно через Wi-Fi, а также через USB или SD-карту.
Однако скорость печати не такая высокая, как у некоторых дельта-3D-принтеров более высокого ценового диапазона.Хотя скорость 150 мм / с по-прежнему намного выше, чем у большинства 3D-принтеров FDM, для дельта-принтера это все еще посредственно. Он прост в использовании, поставляется в собранном виде и совместим с 3D-слайсерами Cura или Repetier-Host, поэтому для дешевого дельта-3D-принтера это отличный выбор.
2. FLSUN Q5
- Цена: 260 долларов — Доступно на Amazon здесь
- Максимальная область печати: 200 x 200 x 200 мм
- Скорость: до 300 мм / с (рекомендуется около 150 мм / с)
- Вес: 6,5 кг
FLSUN Q5 — это более дешевая версия высоко оцененного FLSUN QQ-S, один из лучших дельта-3D-принтеров.Он по-прежнему имеет прочную металлическую структуру для стабильности, по-прежнему имеет простой в использовании сенсорный экран и все еще может печатать со скоростью до 300 мм / с.
Одним из ключевых отличий QQ-S (помимо того, что он дешевле на 100 долларов) является меньший объем печати: 200 x 200 x 200 мм. Этого по-прежнему достаточно для большинства отпечатков, но те, кто ищет большой 3D-принтер, могут предпочесть QQ-S или другой дельта-3D-принтер, который мы рекомендуем. Его легко собрать, он печатает почти все стандартные нити FDM и имеет функцию возобновления питания, которая может сэкономить вам так много стресса в случае отключения электроэнергии.
Он не такой точный, как некоторые из принтеров в этом списке, но для недорогого 3D-принтера, который может печатать быстро и с разумной точностью, это отличный выбор.
3. He3D K280 Delta — 3D-принтер с огромной дельтой
- Цена: 329 долларов США — Доступен на Amazon здесь
- Максимальная площадь сборки: 280 x 280 x 600 мм
- Скорость печати на 3D-принтере Delta: 150 мм / с
- Вес : 10,5 кг
He3D K280 Delta — действительно массивный 3D-принтер. Вам нужно будет собрать его самостоятельно, но когда вы это сделаете, этот зверь печатает более высокие детали, чем почти любой другой 3D-принтер в мире.
Рама изготовлена из прочного алюминия и стали и предназначена для печати самых разных нитей, включая древесные волокна, нейлон, ТПУ, HIPS, гибкий PLA, а также стандартные PLA и ABS. Он совместим с Repetier-Host и, как и Monoprice Mini Delta, может печатать с очень впечатляющим минимальным разрешением слоя 50 микрон. Как и Mini Delta, вы также можете печатать по Wi-Fi, с USB- или SD-карты.
Причина, по которой вы получаете такой объем печати по такой низкой цене, заключается в том, что вам нужно создавать его самостоятельно.Некоторые обозреватели Amazon указали на трудности с некоторыми винтами в процессе сборки, но были найдены довольно простые исправления. Если у вас возникнут проблемы, существует активная группа Facebook по K280 Delta, которую вы можете найти здесь.
Если вы новичок или не так уверены в своих навыках изготовления, выберите FLSUN QQ-S (или Mini Delta, если вы хотите сэкономить), но если у вас есть навыки, вы можете пожать размер печати преимущества He3D K280 Delta. Да, еще они делают действительно изящный 3D-сканер.
4. FLSUN QQ-S
- Стоимость 3D-принтера Delta: 379 долларов — Доступно на Amazon здесь
- Максимальный объем печати: 255 x 255 x 360 мм
- Скорость: до 300 мм / с
- Вес: 12,5 кг
Мы настоятельно рекомендуем FLSUN QQ-S как один из лучших бюджетных дельта-3D-принтеров. Он поставляется в собранном виде на 90% (последние несколько шагов занимают около 20 минут), поставляется с 3,2-дюймовым сенсорным экраном и может выравниваться самостоятельно.
- Нам посчастливилось получить FLSUN QQ-S для тестирования и обзора.Ознакомьтесь с нашим обзором FLSUN QQ-S!
Созданный под влиянием RepRap Kossel и выполненный в истинном стиле дельта-3D-принтера, FLSUN QQ-S имеет как большую площадь печати, так и фантастическую скорость печати, способную печатать до 300 мм / с. Он может печатать PLA, ABS, HIPS, PVA, нити с древесным наполнителем, а его тяжелая металлическая рама обеспечивает стабильность принтера во время печати.
Еще одна особенность, которая улучшает качество 3D-печати, — это решетчатая платформа-платформа, предназначенная для максимально простого удаления отпечатков после завершения печати, а также поддержания температуры для уменьшения деформации.И все это он делает, оставаясь при этом ниже 50 дБ, это один из самых тихих 3D-принтеров в мире! Он высоко оценен как один из лучших 3D-принтеров в своем ценовом диапазоне.
5. Frankensbox FX-800 — лучший 3D-принтер Delta для начинающих
Frankensbox FX-800 — это компактный дельта-принтер, печатающий меньшие размеры, чем FLSUN QQ-S Delta, а также способный печатать с шумом ниже 50 дБ.
Как и FLSUN QQ-S, он поставляется в собранном виде — полностью, а не на 90% — и разработан для тех, кто ценит удобство.Это идеальный дельта-3D-принтер для тех, кто хочет просто подключить его, настроить программное обеспечение для 3D-принтера и сразу же запустить его. FX-800 может печатать с разрешением до 100 микрон, оснащен функцией выравнивания одной кнопкой и может печатать удаленно через Wi-Fi, SD-карту или USB-накопитель.
Обладая максимальной скоростью 150 мм / с, он не так быстр, как FLSUN QQ-S, но отличается удобством. Вы получаете годовую гарантию на свою покупку, поэтому вы застрахованы от любых проблем, а если у вас возникнут какие-либо проблемы с FX-800, у Frankensbox есть служба поддержки клиентов в США, которая поможет вам найти решение.
6. Monoprice Delta Pro
Премиум и улучшенная версия более дешевой модели Mini Delta, Delta Pro имеет гораздо большую площадь сборки, может автоматически выравниваться и имеет полностью металлические детали для стабильной печати, не подверженной вибрациям.
Он обладает всеми ожидаемыми функциями: датчиком для определения низкого уровня нити накала, чтобы не испортить отпечатки; и стеклянная платформа для печати для хорошей адгезии и легкого удаления отпечатков.
Delta Pro совместим со всеми распространенными волокнами, такими как PLA, ABS, PETG и древесными волокнами, а также с более прочными волокнами, такими как нейлон, и материалами с металлическим наполнителем.Он точный, с разрешением слоя до 50 микрон и скоростью печати до 150 мм / с.
В целом, это один из лучших дельта-3D-принтеров стоимостью менее 1000 долларов.
7. WASP 2040 PRO Turbo — Самый быстрый в мире принтер Delta 3D!
Итальянская компания по производству 3D-принтеров WASP не только производит отличные дельта-3D-принтеры, но также внесла большой вклад в создание 3D-печатных домов. Они утверждают, что WASP 2040 Pro Turbo — самый быстрый 3D-принтер в мире с максимальной скоростью печати 600 мм / с, что в 10 раз быстрее, чем у некоторых декартовых принтеров! Он популярен среди занятых производителей, которые ценят скорость, и малых предприятий, стремящихся создавать быстрые пластиковые прототипы.
Все оптимизировано для скорости, но это не значит, что чем-то жертвуют. WASP 2040 PRO по-прежнему может печатать с высокой точностью — до 50 микрон — и с хорошей стабильностью благодаря прочной алюминиевой раме для получения четких отпечатков. Он также может полностью откалибровать себя с помощью своей системы автоматической калибровки.
Функции качества жизни включают в себя возможность возобновления печати с той точки на том слое, где печать была приостановлена или остановлена - например, в случае отключения электроэнергии.Это недооцененное преимущество; у всех нас есть ужасающая история о 40-часовой печати, которая была испорчена из-за случайного обстоятельства, которое привело к ошибке печати всего за несколько часов, и пришлось начинать все заново. Но не с WASP. Детектор нити также информирует вас и прекращает печать, когда вы заканчиваете, чтобы отпечатки никогда не выходили из строя.
WASP 2040 PRO Turbo может печатать различные волокна для 3D-принтера, включая PLA, PETG, ABS, PA, Carbon, и его можно модернизировать, если вы купите надстройку экструдера для глины для 3D-печати глины.Вы можете использовать WASP с Cura, Slic3r или Simplify3D для нарезки и знать, что принтер быстрый, эффективный и надежный. Несомненно, это один из лучших дельта-3D-принтеров, это просто вопрос денег, поскольку WASP заметно дороже, чем некоторые более дешевые дельта-принтеры, которые мы рекомендуем.
Если вам понравилась эта статья:
Подпишитесь на нашу рассылку и получайте последние новости о 3D-печати, руководства для покупателей и подарки прямо на свой почтовый ящик:
Топ 5 лучших 3D-принтеров Delta 2020
Принтеры
Delta сильно отличаются от обычных декартовых принтеров и принтеров i3.Модель Delta вдохновлена моделями Ростока и Косселя с открытым исходным кодом. Хотя с ним немного сложно работать, у него есть еще несколько преимуществ. Вы можете легко создавать высокие объекты с помощью этого типа принтера. Скорость печати сравнительно лучше, чем у других типов принтеров из-за работы шкивов и линейных направляющих.
1. Anycubic Predator:
Predator был произведен Anycubic. Это один из самых больших из доступных на рынке дельта-3D-принтеров.
Характеристики:
- Увеличенный объем сборки 370 x 370 x 455 мм
- Кровать с подогревом Ultrabase pro
- 37 точек для автоматического выравнивания
- Датчик накаливания с возобновлением автоматического отключения питания
- Сенсорный экран
Посмотреть подробную информацию и купить
2 Flsun QQ-S Pro:
QQ-S Pro был произведен компанией Flsun.Это вторая версия серии QQ и преемник QQ-S. У этой машины есть самое главное обновление — многомерная система автоматического выравнивания.
Характеристики:
- Сборная модульная конструкция
- 255X360 мм размер печати
- Уровень шума ниже 50 дБ
- Новая 16-точечная многомерная система автоматического нивелирования
- 32-битный контроллер
- Высокоскоростная печать
- Цельнометаллическая конструкция
- Цветной сенсорный экран
- Экструдер Titan для печати гибких нитей
- Датчик накаливания и возобновление автоматического отключения питания
- Платформа для печати с решеткой
Посмотреть подробную информацию и Купить
3.Flsun Q5
В дополнение к серии Flsun QQ, Q5 обозначает мини-версию, и она вполне доступна для многих пользователей, которым требуются средние или малые размеры сборки. Эта машина имеет те же функции, что и QQ-S Pro, за исключением цвета внешнего дизайна, размеров и размера печати.
Характеристики:
- Сборная модульная конструкция
- Размер печати 200X200 мм
- Уровень шума ниже 50 дБ
- Новая 16-точечная многомерная система автоматического нивелирования
- 32-битный контроллер
- Высокоскоростная печать
- Цельнометаллическая конструкция
- Цветной сенсорный экран
- Экструдер Titan для печати гибких нитей
- Датчик накаливания и возобновление автоматического отключения питания
- Платформа кровати с решетчатым принтом
Посмотрите дополнительную информацию и купите
4.He3D K280
K280 — самый старый и высокий парень в этой серии. Да, он печатает высотой до 600 мм, что является одним из самых высоких размеров, которые у нас когда-либо были с дельтой. He3D сделал несколько обновлений этого принтера с момента его выпуска в 2016 году. Двойная экструзия 2 на 1 и 2 на 2 — это уникальные особенности, которыми гордится He3D. Если у вас есть достаточно времени, чтобы научиться и вы заинтересованы в создании стандартного набора дельта-косселя, то это лучший вариант.
Характеристики:
- Большой размер печати 280 x 600 мм.(одна из самых больших высот)
- Цельнометаллический экструдер
- Алюминиевая кровать быстрого нагрева
- Блок питания 400 Вт, парник можно быстро нагреть до 110 градусов Цельсия
- Шкив разработан с четырьмя колесами и является более точным, чем другой шкив с тремя колесами
- Поддерживает печать на нескольких материалах
- Поддерживает смешанную цветную печать с помощью двойного экструдера 2-в-1 (доступно обновление)
Посмотрите дополнительную информацию и купите
5.He3D K200
В дополнение к серии дельта-принтеров He3D, K200 — это маленькая версия K280. Он обладает той же уникальной особенностью, что и K280, с поддержкой двухцветной смешанной печати «2 на 1».
Характеристики:
- Цельнометаллический экструдер
- Модернизация двойного экструдера «2-в-1» для печати смешанных цветных отпечатков.
- Цельнометаллический каркас
- Шкив разработан с четырьмя колесами и более точен и устойчив, чем другой шкив с тремя колесами
- Подшипники на штанге импортируются из США, имеют более высокую точность
- Алюминиевый нагревательный стол может быстро нагреваться до 110 градусов
- лучше всего подходит для начинающих, так как он прост в сборке и красивый внешний вид
Посмотрите дополнительную информацию и купите
Крис Джоэл (Автор)
Крис Джоэл — писатель в интернет-магазине 3D-принтеров.Родом с юга Лондон, он имеет степень по английской литературе. Его интересы включают применение технологии 3D-печати в искусстве и его популяризация.
Технология 3D-печати — Дельта против декартовой
Рынок 3D-печати достаточно конкурентен, и каждый принтер имеет свою собственную технологию 3D-печати и уникальные возможности, поэтому важно знать, какой принтер больше всего подходит для желаемых результатов. Как и большинство 3D-принтеров, принтеры Tractus3D используют метод 3D-печати FFF (также известный как 3D-печать FDM), что означает, что все печатается слой за слоем с использованием нити.
В технологии 3D-печати FDM можно выделить два типа систем печати: декартова и дельта. Самая большая разница между этими двумя системами — способ передвижения. Поскольку у каждой системы свой способ движения, вы добьетесь разных результатов.
Первые сведения о технологии FDM
Существует несколько различных технологий 3D-печати, но наиболее часто используемой является Fused Deposition Modeling (3D-печать FDM). Технология FDM — это запатентованный Stratasys метод аддитивного производства 3D-печати для быстрого прототипирования.Этот процесс также известен как 3D-печать FFF (Fused Filament Fabrication). Технология FDM очень популярна. За последние два десятилетия 3D-принтер FDM стал даже самой используемой технологией 3D-печати в мире.
Благодаря технологии 3D-печати FDM экструзионное сопло перемещается над рабочей платформой в горизонтальном и вертикальном направлениях. Термопластический материал нагревается до температуры плавления, а затем слой за слоем экструдируется для создания трехмерного объекта. Каждый из этих слоев можно рассматривать как горизонтальный разрез конечного объекта.По завершении одного слоя основание опускается, чтобы освободить место для следующего слоя пластика. Как только объект снимается с 3D-принтера FDM, его поддерживающие материалы могут быть удалены.
В технологии 3D-печати FDM существует два типа систем печати: декартова и дельта. Самая большая разница — это способ передвижения. Объясним…
3D-принтер Delta
3D-принтерыDelta также используют декартову систему координат, но не используют отслеживаемое линейное движение для укладки нити.Вместо этого они используют три плеча, каждое из которых представляет собой параллелограмм. Они также перемещаются от одной точки X или Y к другой, но делают это, изменяя углы этих параллелограммов. Кронштейны 3D-принтера Delta свисают с неподвижной платформы. Все механизмы, управляющие движением рук, расположены на этой платформе. В результате печатающая головка 3D-принтера Delta намного легче, чем если бы в ней также были двигатели для движения. Этот уменьшенный вес приводит к уменьшению инерции. За счет уменьшения инерции, особенно в конце движения, производственная головка может быстро реагировать, сохраняя при этом свою точность.
3D-принтер Delta обычно имеет круглую печатную платформу, которая является неподвижной. Благодаря круглой печатной платформе принтер Delta имеет естественную форму круга. Следовательно, прямоугольные объекты имеют тенденцию быть довольно маленькими по сравнению с декартовым 3D-принтером. В чем 3D-принтер Delta выделяется по сравнению с 3D-декартовым принтером, так это в его способности создавать высокие объекты. Особенно высокая точка печати может быть сделана исключительно точной. Их также довольно легко сделать больше, особенно в высоту, благодаря их конструкции.Обладая в целом менее сложной конструкцией и меньшим количеством используемых деталей, он снижает затраты на обслуживание и затраты. Если у вас нет / вам нужно много горизонтального пространства, но вместо этого вы хотите построить много слоев друг над другом (по вертикали), вам обязательно стоит подумать о 3D-принтере Delta.
Его обратная сторона заключается в том, что 3D-принтер Delta должен быть намного выше, чем его объем сборки, из-за конструкции рычага машины. Вот почему вам, как правило, требуется больше места для размещения вашего принтера, чем для декартового 3D-принтера.
Недостатки 3D-принтера Delta
- Формат, требуется больше места (по высоте)
- Ошибки, которые сложно выявить
- Сложнее печатать на объектах с большими поверхностями (горизонтальными)
Преимущества 3D-принтера Delta
- Отлично в печати в высоту
- Легкий, поэтому его легко перемещать
- Возможно мгновенное изменение направления
- Более точный в центре, чем на внешних границах
- Простота обслуживания и модернизации
- Высокая скорость и точность печати
Декартов 3D принтер
Декартовы принтеры обязаны своим названием декартовой системе координат, которую они используют, которую изобрел Рене Декарт.Они не только работают в системе координат X и Y, но также управляют печатающей головкой с помощью механизма, который движется линейно по осям X и Y.
Декартовы принтеры перемещаются слева направо, спереди назад, вверх и вниз. Проще говоря, он перемещается от A к B, перемещая только одну ось за раз. Большинство декартовых принтеров состоят из квадратной движущейся печатной платформы. Вместо того, чтобы сопло перемещалось по направлению к печатной платформе, в некоторых случаях печатная платформа перемещается к соплу.
Недостатком декартовых 3D-принтеровявляется то, что их движущиеся части довольно тяжелые.Из-за этого декартовому принтеру сложно остановиться или изменить направление в одно мгновение. Постоянные рывки платформы могут привести к отслаиванию отпечатков и получению неточных отпечатков, особенно когда отпечатки становятся выше.
Недостатки декартового 3D-принтера
- Вес
- Трудно изменить из-за пространственных ограничений
- Без мгновенного изменения направления
- Не подходит для печати высоких предметов
- Малый объем сборки
Декартовы преимущества 3D-принтера
- Excel по ширине (по горизонтали) печатает
- Легче в освоении благодаря понятной кинематике
- Удобство для потребителей
- Легко закрывает большинство моделей благодаря кубической раме
- Дешевле
Как выбрать между декартовым и дельта-3D-принтером — Fargo 3D Printing
В 3D-печати есть несколько разных стилей принтеров.Двумя наиболее распространенными стилями настольных 3D-принтеров являются декартово и дельта. Оба этих принтера используют технологию Fused Deposition Modeling (FDM), но имеют разные способы перемещения печатающей головки в пространстве 3D-печати.
декартово
Декартов принтер.
Из: All3DP
Декартовы принтеры названы в честь декартовой системы координат, которая использует координаты X, Y и Z для нанесения точек. Эта система координат используется для определения местоположения печатающей головки и экструдера.Декартовы принтеры делают это с помощью системы направляющих, которые используются для перемещения печатающей головки и печатной платформы для размещения экструдера в любом месте трехмерного пространства.
Плюсы
Одно из самых больших преимуществ декартовых принтеров — их популярность. Поскольку декартовы принтеры являются наиболее широко используемым типом принтеров, пользователи этих принтеров пользуются гораздо большей поддержкой, чем пользователи принтеров Delta. Благодаря этому солидному рынку легче найти запчасти и отремонтировать декартовы принтеры.
Кроме того, отпечатки на декартовом принтере обычно имеют лучшую поверхность, чем отпечатки на принтере Delta. Это связано с тем, что декартовы принтеры имеют более жесткие оси, что оставляет меньше места для ошибок при перемещении печатающей головки в трехмерном пространстве.
Минусы
Полных проблем с декартовыми принтерами нет. Большинство возникающих проблем относятся к разным брендам. Таким образом, любые недостатки принтеров в декартовом стиле зависят от производителя. Ознакомьтесь с нашими страницами по устранению неполадок и руководствами, чтобы узнать о распространенных проблемах с различными брендами и моделями 3D-принтеров.
Дельта
Принтер Delta.
Из: All3DP
Delta, как и декартовы принтеры, также работают в декартовой плоскости. Однако они используют другую систему для навигации и определения местоположения печатающей головки в трехмерном пространстве.
Дельта-принтер состоит из трех рычагов на направляющих, которые независимо перемещаются вверх и вниз для перемещения печатающей головки. В принтерах Delta используются тригонометрические функции, основанные на углах, которые создают эти рычаги, для определения точного положения печатающей головки в пространстве 3D-печати.
Плюсы
ПринтерыDelta имеют круглые печатные столы, что позволяет им более эффективно использовать печатное пространство, особенно при печати круговых отпечатков. Кроме того, многие печатные платформы неподвижны, что может быть преимуществом для некоторых отпечатков. Благодаря своей конструкции принтеры Delta также могут печатать более высокие объекты, чем большинство декартовых принтеров.
Одно из главных преимуществ принтера Delta — его скорость. Эти принтеры были разработаны для быстрой печати. Печатающие головки Delta максимально легкие, что ускоряет процесс печати.
Минусы
Однако акцент в этой конструкции на скорость приводит к ряду недостатков для принтера. Один из них — точность принтера. По мере увеличения скорости принтера его точность снижается. Из-за этого принтеры Delta, как правило, печатают с меньшей детализацией и более шероховатой поверхностью, чем декартовы принтеры.
Другой главный недостаток — экструзия в стиле Боудена. Чтобы уменьшить вес печатающей головки, шаговый двигатель снимается и помещается на корпус принтера.Затем нить подается к печатающей головке с помощью трубки Боудена. Этот тип экструзии ограничивает количество используемых нитей и может вызвать связывание внутри самой трубки. Эта проблема в настоящее время решается компанией Zesty Technology и их новым приводом экструдера Nimble, который легче стандартного привода экструдера или шагового двигателя. Узнайте больше об экструзии Боудена здесь.
Какой выбрать?
Схема декартового принтера (слева) и дельта-принтера (справа).
От: Printspace3D
При выборе между ними следует учитывать, что вы хотите от принтера. Декартовы принтеры часто поставляются в собранном виде и работают прямо из коробки. Кроме того, поскольку они более популярны, для декартовых принтеров предоставляется больше поддержки клиентов. Принтеры Delta часто входят в комплекты, и их необходимо собрать перед использованием. Они также очень удобны при изготовлении высоких предметов.
Получайте обновления, предложения и другие интересные публикации, присоединяясь к нашему сообществу, насчитывающему более 6000 человек!
[sexy_author_bio]
2021 Лучшие 3D-принтеры Delta для хобби и профессионального использования
Помимо множества тестовых устройств, у Мартина сейчас работает свой четвертый 3D-принтер, и он печатает как хобби для друзей, семьи и себя.Он с радостью делится своим опытом с каждой новой статьей.
Раскрытие информации: ссылки, отмеченные *, являются партнерскими ссылками. Я зарабатываю на соответствующих покупках, если вы решите совершить покупку по этим ссылкам — без дополнительных затрат для вас!
3D-принтеры
Delta становятся все более популярными, особенно из-за их скорости.
Как и обычные 3D-принтеры, ассортимент 3D-принтеров Delta постоянно растет и может сбивать с толку.
Чтобы помочь вам найти лучшие 3D-принтеры Delta, мы перечислили лучшие из них и продолжим знакомить с ними в этой статье.Это лучшие 3D-принтеры Delta:
Наш топ 3:
Как работает 3D-принтер Delta?
На первый взгляд 3D-принтеры Delta отличаются от классических декартовых 3D-принтеров своим дизайном. Когда вы думаете о 3D-принтере, это, вероятно, также декартова модель.
Это очевидно, потому что они также являются наиболее широко используемыми 3D-принтерами на рынке. Эти декартовы принтеры, как следует из названия, перемещают печатающую головку или платформу в направлениях декартовой системы координат.Итак, есть оси x, y и z. Это приводит к направлениям движения вперед, назад, влево, вправо, вверх или вниз.
3D-принтерыDelta работают в другой системе движения. У них есть три идентичных фиксатора, которые расположены над круглой печатной формой в виде треугольника на полосах, называемых A, B и C. Печатающая головка прикреплена к этим фиксирующим рычагам. На трех вертикальных направляющих фиксаторы точно перемещаются вверх и вниз с помощью кареток и, таким образом, позиционируют печатающую головку.
Хотя все рычаги имеют одинаковую длину, их индивидуальное управление позволяет печатающей головке перемещаться в любом направлении, независимо от системы координат. Дельта-принтер преобразует всю информацию о положении XYZ G-кода из принтера непосредственно в свою систему координат ABC. Если есть проблемы с отдельными осями, их гораздо труднее найти, чем с декартовыми принтерами.
Основная идея разработки 3D-принтера Delta заключалась в ускорении процесса печати.В то же время неподвижная печатная форма должна позволять изготавливать специальные модели.
Похожие сообщения: Дельта против декартовых 3D-принтеров — скорость, качество
Благодаря вертикальной конструкции устройства, в зависимости от модели, можно изготавливать гораздо более высокие структуры, чем на декартовом принтере. Для увеличения скорости конструкция должна быть особенно легкой. Наконечник принтера состоит только из горячего конца, тяжелая часть, то есть экструдер с двигателем, крепится к раме.Для особо точных моделей экструдер подвешивается над печатающей головкой с помощью эластичных резинок.
В промышленном секторе 3D-принтеры Delta особенно популярны для печати больших и высоких форматов. Причина этого — неизменная точность даже при увеличении высоты. Есть даже прототипы в форме Delta, которые печатают целые дома. Однако в нашем сравнении мы говорим о настольных моделях, которые, в том числе, подходят для домашнего использования.
Если вы хотите купить 3D-принтер Delta, перед покупкой вы должны сначала определить максимальную высоту модели.Часто это всего лишь около одной трети общей высоты корпуса, потому что механике нужно много места, особенно наверху. Это позволяет креплениям работать под относительно острыми углами, что значительно увеличивает точность. Также имеет решающее значение, какая будет основная кубатура ваших моделей для печати. Дельта-принтер больше подходит для вертикальных удлиненных форм из-за своей формы и небольшой круглой печатной формы. Большие форматы не могут быть произведены или производятся только в ограниченном объеме.
Вес изготавливаемой детали играет важную роль, особенно в направлении оси z. 3D-принтеры других, условных конструкций могут быть перегружены более массивными моделями. Поскольку строительная плита прочно закреплена в области ног 3D-принтера Delta, ее также можно загружать по мере необходимости.
Преимущества 3D-принтеров Delta
- Быстрая печать: 3D-принтеры Delta предназначены для высокоскоростной печати. Так что, если вам нужны быстрые результаты, и, возможно, вам просто нужна печать в качестве тестового объекта или 3D-печать — это просто ваше хобби, вам понравится модель Delta.Если для вас также важно оптимальное качество печатающего устройства, вам следует обратить внимание не только на скорость, но и на разрешение слоя. Также такие функции, как нагретая печатная форма, улучшают качество за счет фиксации модели.
- Высокое качество печати: Этот момент вызывает споры среди экспертов. Благодаря специальной конструкции и неподвижной печатной платформе результат может быть лучше, чем у обычных декартовых принтеров, в зависимости от структуры и состояния изделия.Однако для некоторых моделей скорость печати имеет решающее значение, что, естественно, приводит к потере качества. Перед покупкой лучше всего решить, на чем вы хотите сосредоточиться при печати.
- Оптика: Многие выбирают 3D-принтер Delta из-за его конструкции. Также он выглядит намного эффектнее, когда вы смотрите его распечатку. Треугольное расположение позволяет наблюдать за процессом печати со всех сторон. Поэтому этот тип 3D-принтеров особенно популярен в школах и университетах.
Недостатки 3D-принтеров Delta
- Ограниченный размер модели: По высоте 3D-принтер Delta может делать гораздо больше, чем декартово 3D-принтер, но занимаемая площадь сильно ограничена. Для крупномасштабных моделей подходят всего несколько устройств. Если для вас важна максимально возможная площадь, обратите особое внимание на диаметр печатной формы и высоту модели. Внимание, высота устройства не равна максимальной высоте модели.
- Устранение неполадок более сложное: Это связано с тем, что существует гораздо меньше 3D-принтеров Delta, чем декартовых 3D-принтеров. Соответственно, существует меньшее сообщество, которое может помочь с любыми возникающими проблемами. Но если вы посмотрите вокруг, вы найдете множество форумов и руководств. Некоторые производители также предлагают обширную поддержку и запасные части.
Какой процесс используют 3D-принтеры Delta? 3D-принтеры
Delta работают с FDM или Fused Deposition Modeling.На английском языке: Fused Deposition Layering. Этот процесс также известен как производство плавленых волокон (FFF).
Модель построена послойно из плавкого пластика. В новых технологиях также используются металлические материалы, но это не актуально для нашей области применения.
Процесс был разработан С. Скоттом Крампом в конце 80-х годов прошлого века. Спустя короткое время он уже поступил в продажу. Сначала на поверхность, как на обычный принтер, наносится точечная матрица.Точки изготовлены из расплавленного пластика, который наносится экструзией через сопло.
Затем пластик затвердевает в желаемом положении на рабочей плоскости. Рабочая плоскость теперь перемещается вверх при каждом проходе, что приводит к наложению модели слоями. Толщина слоя варьируется в зависимости от требований модели и возможностей принтера.
Возможно изготовление как полых, так и твердых тел. Если модель для печати имеет выступы или очень тонкие структуры, которые могут стоять самостоятельно только после затвердевания, необходима поддержка во время процесса печати.Это может быть сделано с помощью полистирола или несущих конструкций, сделанных принтером, которые после завершения снимаются.
3D-принтер FDM обрабатывает данные в виде G-кода, обычного текстового формата для управления системами ЧПУ. Он создается с помощью слайсеров из стандартных форматов данных 3D CAD.
Для чего можно использовать 3D-принтер?
Возможные области применения 3D-принтеров очень обширны и зависят от многих факторов. В частном пользовании основные области применения
№ У вас есть конкретное представление о том, что именно вы можете напечатать, или, если вы не очень хорошо знакомы с программами САПР, вы можете загрузить свои первые тестовые объекты с веб-сайта Thingiverse и создать их на своем новом 3D-принтере Delta.Связанное сообщение: Приложения для 3D-принтеров в домашних условиях + Руководство
В коммерческом секторе спектр возможных применений намного шире. Процессы 3D-печати используются в автомобильной промышленности, космических путешествиях и научных исследованиях.
Даже медицина открыла для себя возможность этих процедур; тем временем органы или их части печатаются в дополнение к зубным имплантатам. Благодаря значительной экономии материала и точным возможностям адаптации в упаковочной промышленности открываются новые возможности.
Из-за новых процессов, позволяющих обрабатывать металл, производство небольших и сложных соединительных деталей, в частности, стало делом для 3D-принтера. Ручная постобработка становится все более неуместной, поскольку принтеры становятся все более точными.
Какие материалы подходят для 3D-принтера Delta?
Какие пластмассы вы можете использовать в качестве нитей в вашем 3D-принтере Delta, зависит от модели и возможной температуры печатающей головки.Ниже вы найдете обзор возможных материалов. Какой из них подходит для какого принтера, можно найти в списке с наиболее важными свойствами устройства.
PLA
PLA * — сокращение от полиактидов. Это синтетические полиэфирные волокна, полученные из сахара.
Это многоступенчатый процесс, сначала сахар ферментируется до молочной кислоты. Затем эта молочная кислота полимеризуется. Большим преимуществом нитей PLA, помимо их произвольной формуемости, является их обработка без запаха.
Полиактиды поддаются биологическому разложению на промышленных предприятиях, но вряд ли подходят для использования на открытом воздухе.
АБС
ABS * означает сополимеры акрилонитрил-бутадиен-стирол. Это синтетические пластмассы. Модели из АБС устойчивы к воздействию окружающей среды, например, к влаге и высоким температурам.
Однако во время производства появляется неприятный запах, и ABS также очень чувствителен к температуре обработки.Это может быстро привести к проблемам при печати.
БЕДРА
HIPS * — ударопрочные полистиролы.
Это полистиролы, модифицированные резиной. HIPS особенно устойчив к давлению и поэтому часто используется в качестве материала-носителя для моделей.
Древесная нить
В древесных волокнах * , включая непромокаемую древесину и другие материалы, в названии которых присутствует дерево, используется жидкая древесина. Используются древесные отходы от процессов переработки, которые смешиваются с полимерами.
Из этого материала создаются модели с имитацией дерева, возможны конструкции даже с годичными кольцами.
ТПУ
TPU * — термопластичный полиуретан. Этот материал гибкий и на нем легко печатать. К сожалению, не так много 3D-принтеров, которые могут обрабатывать этот материал.
Полное руководство по нити: Нити для 3D-принтера — Представлено 40 типов нитей
На что следует обратить внимание при покупке 3D-принтера Delta
Если вы новичок в 3D-печати, вам следует выбрать простой в использовании принтер.Некоторые производители также отмечают, что их модели просты в использовании, что делает их подходящими для новичков.
Однако с такими заявлениями следует проявлять осторожность. Незнание и неуверенность потенциального покупателя часто эксплуатируются. Может случиться так, что принтер выдает результаты плохого качества или невозможно использовать нити других производителей.
Возможно, вам придется за это заплатить. Посмотрите наше сравнение и отзывы покупателей об устройстве помогут!
У вас ограниченный бюджет, и вы просто хотите купить самый дешевый 3D-принтер Delta, который только сможете найти? Будьте осторожны, дешево не означает такое же соотношение цены и качества.Посмотрите наше сравнение, даже известные производители предлагают хорошее качество по действительно разумным ценам.
Но если вы хотите сэкономить, возможно, вам пригодятся комплекты для самостоятельного строительства. Некоторые производители предлагают исчерпывающую помощь и инструкции. Также есть разные уровни сложности, некоторые детали уже собраны и их просто нужно соединить.
Если вы опытный специалист в области 3D-печати и заинтересованы в 3D-принтере Delta, большинство функций вам кое-что подскажут.Для вас у нас также есть несколько действительно лучших продуктов для сравнения, некоторые из которых можно печатать даже в соответствии с отраслевыми стандартами.
Вам также может быть интересно поиграть с разными материалами, есть несколько устройств, которые в этом отношении очень гибкие.
Сравните лучшие 3D-принтеры Delta
Чтобы помочь вам найти подходящий 3D-принтер Delta для ваших нужд, мы выбрали лучшие модели этого года. Исчерпывающее сравнение должно помочь вам в принятии решения о покупке.
Если вы не хотите читать все о каждом принтере, ниже вы найдете обзор наиболее важных технических характеристик.
Monoprice Mini Delta
Monoprice Mini Delta * — один из самых доступных 3D-принтеров Delta на рынке.
Нагреваемый печатный стол достигает конечной температуры около 50 ° C, температура печатающей головки может изменяться от 180 до 260 ° C. Он имеет функцию автоматической калибровки, поэтому нет необходимости в утомительном выравнивании пластины.
PLA и PETG очень хорошо обрабатываются с помощью Monoprice Mini Delta. Печать с помощью АБС также возможна в ограниченной степени, но с менее удовлетворительными результатами. Особым преимуществом, помимо подогреваемого печатного стола, является возможность подключения принтера к Интернету.
Эта функция обычно доступна только в гораздо более высоком ценовом диапазоне. Печатная платформа сравнительно небольшая, ее диаметр составляет всего 110 миллиметров, а высота модели, предназначенной для печати, также может быть всего 12 сантиметров.Однако в зависимости от ваших личных требований этого может быть вполне достаточно.
Максимальная скорость печати указана как 150 миллиметров в секунду. Разрешение слоя 50 микрометров позволяет печатать результаты профессионального качества. Эта модель может печатать через беспроводное соединение Wi-Fi, USB-соединение или в автономном режиме с помощью карты micro-SD.
Еще одно преимущество: если вы не хотите возиться с кузовом, вам понравится Monoprice Mini Delta. Он приходит к вам в полностью собранном виде.
Детали
- объем печати: 110 x 110 x 120 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 150 миллиметров в секунду
- Обрабатываемые материалы: PLA, ограниченный ABS
- Особенности: Wi-Fi соединение, автокалибровка печатной платформы, подогреваемой печатной платформы
FLSUN Q5
FLSUN Q5 * немного дороже, но он также имеет гораздо больше дополнительных функций и производительности.Экструдер изготовлен из титана и поэтому практически не поддается разрушению.
Печатная платформа регулируется автоматически и, имея диаметр 200 миллиметров, уже достаточно велика для принтера Delta. Максимальная высота модели — 20 сантиметров, а это значит, что можно производить целый ряд различных конструкций.
При громкости всего 50 дБ FLSUN Q5 работает особенно тихо. Управляется через сенсорный экран. С помощью всего нескольких винтов эту модель могут быстро установить и ввести в эксплуатацию даже менее квалифицированные мастера.
Детали
- объем печати: 270 x 270 x 300 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 150 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, PETG, нейлон
- закаленное стекло, сменная печатающая головка, автокалибровка печатной платформы
Monoprice Delta Pro
Вместе с тайваньским производителем Atom компания Monoprice разработала этот 3D-принтер Delta Pro * .
Благодаря диаметру 27 сантиметров и максимальному размеру печати 30 сантиметров 3D-принтеры Delta для частных клиентов могут изготавливать очень большие модели.
Но и цена соответственно выше. Он печатает практически со всем, что может предложить индустрия 3D-печати, и делает это очень тихо. Разрешение слоя 50 мкм.
Детали
- Объем печати: 200 x 200 x 200 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 150 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, PETG
- Особенности: автокалибровка печатной платформы с подогревом печатная платформа, экструдер из титана, управление через сенсорный экран, особо тихий
FLSUN QQ-S
FLSUN QQ-S * выделяется своим особенно элегантным сплошным корпусом из нержавеющей стали.Печатная форма диаметром 260 миллиметров имеет специальное покрытие.
Это гарантирует, что напечатанные модели хорошо прилипают к доске, но также могут быть легко удалены впоследствии. Конечно, он нагревается и достигает 100 ° C менее чем за пять минут, максимум — 270 ° C.
Это позволяет FLSUN QQ-S обрабатывать целый ряд различных материалов, например PLA, ABS и PETG. Максимальная высота печати — 32 сантиметра, что для своей цены удивительно много.
Управление этой моделью также осуществляется через сенсорный экран, автоматическая регулировка печатной формы является стандартной. Встроенная система охлаждения продлевает срок службы принтера.
Благодаря прилагаемому программному обеспечению и подробным инструкциям эта модель может использоваться даже новичками в области 3D-печати.
Детали
- Объем печати: 260 x 260 x 320 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 150 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, PETG
- Особенности: автокалибровка печатной платформы с подогревом печатная платформа, экструдер из титана, управление через сенсорный экран
SeeMeCNC Rostock MAX V4
Печатная форма из боросиликатного стекла и печатающая головка, которая может нагреваться до 280 ° C, позволяют SeeMeCNC Rostock MAX V4 * обрабатывать нейлон.
Обычно этот материал используется только в промышленном оборудовании. Опционально доступен экструдер 2в1, который позволяет одновременно печатать разными цветами или разными материалами.
Дополнительные функции, такие как подключение к Интернету или управление через сенсорный экран, превращают использование этого 3D-принтера Delta в настоящее удовольствие.
Детали
- объем печати: 280 x 280 x 385 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 100 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, PETG, нейлон
- Особенности: автокалибровка печатного стола , подогреваемая платформа для печати, дополнительный экструдер 2в1 для нескольких цветов или различных материалов, соединение Wi-Fi
BIQU Маг
BIQU Magician * — это надежная стартовая модель для входа в мир 3D-печати.
Печатная платформа съемная, но без подогрева. Поэтому принтер может обрабатывать только PLA. Если вы новичок или можете без проблем справиться с этим ограничением, этот принтер идеально подходит для вас.
Печать осуществляется на пластине диаметром 100 миллиметров; по вертикали возможны до 150 миллиметров. Он доступен в нескольких цветах, а его привлекательная цена делает его пригодным для использования в учебных заведениях.
Детали
- Объем печати: 100 x 100 x 150 миллиметров
- Разрешение покрытия: 100 микрометров
- Максимальная скорость печати: 70 миллиметров в секунду
- Обрабатываемые материалы: PLA
- Особенности: гибкая съемная платформа для печати, автокалибровка печатный стол, управление через сенсорный экран
CoLiDo D1315 плюс
3D-принтер CoLiDo D1315 Plus Delta * создан для скорости.Так что, если вы хотите очень быстро увидеть результаты или распечатать множество различных вариантов модели, этот принтер для вас.
Максимальный объем печати 13 на 15 сантиметров, печатная форма не нагревается. Особенностью является низкое энергопотребление всего 30 Вт.
Поскольку 3D-принтер работает некоторое время, он может существенно повлиять на ваш счет за электроэнергию.
Детали
- объем печати: 130 x 130 x 150 миллиметров
- Разрешение покрытия: 50 микрометров
- Обрабатываемые материалы: PLA
- Особенности: печатная платформа не нагревается, особенно простая фиксация печатающей головки для более быстрой печати
Дельта Оса 2040 Pro
Delta Wasp 2040 Pro * , вероятно, является Ferrari из 3D-принтеров Delta.Помимо невероятной скорости 500 миллиметров в секунду, он оснащен плавающим экструдером.
Вес экструдера больше не приходится на печатающую головку, что значительно увеличивает точность. Саму печатающую головку можно заменить, а это значит, что можно обрабатывать и специальные материалы, такие как глина.
Если в процессе печати прерывается подача питания, Delta Wasp 2040 Pro возобновляет работу именно с того места, где он был прерван. Объем печати диаметром 200 миллиметров и высотой 400 миллиметров также впечатляет.
Единственная сложность в сравнении — цена, которая немного выходит за рамки обычных расходов на гаджеты. Однако, если вы ищете точность, скорость и гибкость, вы гарантированно останетесь довольны этой топовой моделью.
Детали
- объем печати: 200 x 200 x 400 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 500 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, PETG, нейлон
- Особенности: Закрытая камера для печати, сменная печатающая головка, бесперебойная печать после перебоев в электроснабжении, автокалибровка печатной платформы, подогреваемая печатная платформа
Любой хищник
Anycubic Predator * выделяется своим особенно прочным металлическим корпусом.Это сводит к минимуму обычные колебательные движения во время печати и повышает точность.
Печатная платформа регулируется автоматически, что позволяет избежать утомительного выравнивания перед печатью. Покрытие печатной платформы позволяет легко снять модель после завершения, чего нельзя сказать о некоторых других принтерах.
В Predator есть встроенный датчик, который указывает, когда нить накаливания заканчивается или обрывается. Управление удобно через сенсорный экран. Особым преимуществом этого устройства является чрезвычайно большой объем печати.Имея размер 370 на 455 миллиметров, он превосходит все другие принтеры в сравнении.
Исключительную точность также обеспечивает плавающий экструдер, который не нагружает печатающую головку. Anycubic’s Predator может обрабатывать PLA, ABS, HIPS и ткани на древесной основе.
Детали
- объем печати: 370 x 370 x 455 миллиметров
- Разрешение покрытия: 50 микрометров
- Максимальная скорость печати: 150 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, TPU, HIPS, дерево
- Особенности: автокалибровка платформа для печати, платформа для печати с подогревом, плавучий экструдер для большей точности
Anycubic Kossel Росток
Anycubic Rostock * вместе со шкивом является самой популярной моделью от Anycubic.Имея объем печати 230 на 300 миллиметров, он создает относительно большие модели для 3D-принтера Delta.
Он печатает со скоростью до 150 миллиметров в секунду, что довольно впечатляет по сравнению с другими моделями в этой статье. Разрешение слоя 100 микрометров, но цена вполне приемлемая.
Принтер поставляется в комплекте, который, однако, состоит всего из семи частей. Поэтому он подходит и для начинающих. Еще одним плюсом производитель называет улучшенный блок питания.
Это означает, что вы, как пользователь, не соприкасаетесь с многочисленными соединениями, что обеспечивает большую безопасность. Кроме того, крепится держатель для нити, что значительно увеличивает устойчивость конструкции.
Детали
- объем печати: 230 x 230 x 300 миллиметров
- Разрешение покрытия: 100 микрометров
- Максимальная скорость печати: 60 миллиметров в секунду
- Обрабатываемые материалы: PLA, ABS, HIPS, дерево
- Особенности: автокалибровка печатного стола , нет подогреваемой печатной платформы, согласно отчетам пользователей, в этой модели также нет необходимости
Создайте свой собственный 3D-принтер Delta
Если вы уже являетесь профессионалом в области 3D-печати и ищете сложные задачи, вы можете создать свой собственный 3D-принтер Delta.
Преимущество в том, что вы можете установить именно те детали, которые вам необходимы. Многие поставщики готовых принтеров и пакетов также предлагают отдельные детали и инструкции, которые можно использовать в качестве руководства.
Сообщество 3D-печати также может оказаться большим подспорьем, поскольку многие из них делятся своим опытом работы с устройствами, изготовленными по индивидуальному заказу, на форумах. Помимо индивидуального подбора комплектующих, вы также можете сэкономить много денег.
Часто детали дешевле.Так что потраченное время окупается вдвойне. Производители, предлагающие запчасти и поддержку для любителей, например:
- atom
- SeeMeCNC
- Ultibots
- Anycubic
Также доступны готовые комплекты * . Обычно они дешевле, чем готовые 3D-принтеры Delta, и вы избавляетесь от долгого поиска и сравнения отдельных деталей.
Набор Micro Delta Rework от eMotion Tech, например, состоит примерно из 200 отдельных частей; По словам производителя, на сборку уйдет три часа.В итоге принтер достигает вполне приличной скорости 200 миллиметров в секунду.
Вы можете выбрать опорную плиту с подогревом или без нее, в комплект также можно добавить другие аксессуары. Anycubic Kossel Linear Plus — это комплект для самостоятельной сборки для начинающих.
Благодаря частичной сборке он также подходит для неопытных и новичков и может быть собран за два-четыре часа. В отличие от своего предшественника, он значительно больше и предлагает объем печати 230 на 230 на 300 миллиметров.
Какой 3D-принтер Delta выбрать?
К сожалению, мы не можем дать вам конкретную рекомендацию по покупке. Не потому, что мы не знаем, какой 3D-принтер Delta купить, а потому, что у всех совершенно разные требования.
Прежде чем выбрать устройство из сравнения, следует подумать о будущей области применения принтера.
- Насколько хорошо вы уже знаете о 3D-принтерах? Если вы новичок, вам следует обратить особое внимание на удобство использования программного обеспечения и элементов управления.
- Насколько велики будут ваши модели? Если вы хотите напечатать только мелкую мелкую структуру, большой объем печати не имеет решающего значения. Однако, если вы не уверены, возможно, вам стоит рассмотреть более крупное устройство.
- Сколько времени вы хотите потратить на печать? Если вы хотите быстро создать несколько вариантов модели или много печатать, стоит посмотреть на максимальную скорость печати и, возможно, даже инвестировать в лучшее устройство, если вы не хотите жертвовать качеством.
- Кто будет управлять 3D-принтером? Конечно, у вас есть другие требования к устройству, когда оно используется в образовательном учреждении, чем когда оно используется только для вас в частном порядке.
- Сколько денег вы хотите потратить? Это важно, потому что диапазон цен на 3D-принтеры Delta широк. Если вам нужна дополнительная мощность, но при этом нужно следить за своим бюджетом, вы можете подумать о комплекте для самостоятельной работы.
Когда вы думаете обо всех этих аспектах, ничто не мешает вашему новому 3D-принтеру Delta. Если вы решите внимательно, вы будете наслаждаться этим долгое время.
Раскрытие информации: этот веб-сайт является собственностью Мартина Люткемейера и управляется Мартином Люткемейером.Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
6 лучших 3D-принтеров Delta (обновление 2021 г.)
В 3D-принтерах Delta используются некоторые физические и инженерные аспекты. Печатающая головка по-прежнему находится в верхней части устройства, но вместо одного стержня или направляющей, направляющей головку вверх и вниз, имеется тонна стержней.Каждый принтер может выбрать разную ориентацию стержней, но вы заметите, что они двигаются вверх, вниз и вокруг во время печати.
Нить накала все еще подается в сопло, и все еще есть двигатели, которые вращают нить и головку. Единственная реальная разница в том, как машина движется, фактическая работа идентична. Каковы плюсы и минусы дельта-3D-принтеров?
Плюсы 3D-принтеров Delta
Есть ряд причин, по которым кто-то может выбрать использование дельта-3D-принтеров.
Скорость
Самым большим преимуществом дельта-принтеров является то, насколько они быстрее. Фактически, некоторые дельта-принтеры более чем в 10 раз быстрее декартовых 3D-принтеров. Стандартные декартовы принтеры намного медленнее, чем дельта-принтер. Декартовы принтеры тяжелее, поэтому их импульс может испортить отпечаток.
Это означает, что эти принтеры должны двигаться медленнее, чтобы соблюдать осторожность и сохранять точность. У принтеров Delta нет этой проблемы, поскольку узел экструдера и головка намного легче.
Высота отпечатков
Следующее преимущество — насколько выше может работать дельта-3D-принтер. Из-за технологии и конструкции этих принтеров они в основном могут делать небоскребы.
Минусы 3D-принтеров Delta
У этой технологии также есть несколько недостатков.
Поскольку дельта-принтеры еще не в центре внимания, сообществ, стоящих за дельта-принтерами, гораздо меньше. Это означает, что устранение неполадок и дополнительная информация могут оказаться сложной задачей.Это действительно добавляет эксклюзивности использованию дельта-принтера, почти как яхт-клуб для ботаников 3D-печати!
Сложнее изучать и устранять неисправности
Помимо того, что конструкция является новой и более интересной для наблюдения, это также означает, что с принтером труднее работать. Основная операция такая же — вы загружаете распечатку и смотрите, как она работает. Разница в том, что когда что-то идет не так, исправить это намного сложнее.
Декартовы 3D-принтеры довольно интуитивно понятны в работе и устранении неполадок, но уникальный стиль дельта-принтера сложен.Добавьте к этому тот факт, что сообщество меньше, и у вас могут возникнуть реальные проблемы при устранении неполадок. Это также означает, что собрать дельта-3D-принтер из комплекта сложнее.
Меньше доступных единиц на рынке
Последний недостаток дельта-принтеров заключается в том, что они не так широко доступны, как декартовы 3D-принтеры. Вам нужно будет провести дополнительные исследования, чтобы найти правильный дельта-принтер для вас ( или просто прочтите эту статью ).
Знаете ли вы, что существует еще один тип 3D-принтера, называемый 3D-принтером CoreXY?
Как выбрать правильный 3D-принтер Delta
Большой проблемой будет убедиться, что вы правильно выберете для себя правильный дельта-3D-принтер.На рынке не так много товаров, но есть еще несколько важных моментов, о которых следует помнить. Если вы знаете, для чего будете использовать свой принтер, подумайте, какие из этих функций будут для вас наиболее важны, прежде чем читать дальше.
Объем сборки
Как и любой 3D-принтер, дельта-принтеры имеют разные объемы сборки. В этом списке есть несколько компактных устройств и несколько устройств, которые могут печатать массивные детали. Детали какого размера вы будете печатать?
Стоимость
Конечно, каждая единица имеет свою стоимость.В этом списке вы увидите принтеры стоимостью от 200 до 3000 долларов.
Точность, прецизионность и надежность
Некоторые принтеры сосредотачиваются на функциях или снижении стоимости, а другие принтеры сосредотачиваются на том, насколько хорошо они печатают. Уровень точности, точности и надежности этих принтеров немного отличается от устройства к устройству. По мере того, как машины становятся более дорогими, эта категория становится более ориентированной.
Функции
Наконец, каждая машина предлагает разные функции.
Некоторые автоматически выравнивают платформу для печати. Другие возобновят печать после приостановки или остановки. Помните, что эти функции связаны с расходами, поэтому, если вам не нужны функции, возможно, не стоит тратить лишние деньги.
5 наборов для высокоскоростной печати
Вообще говоря, 3D-принтеры Delta сильно отличаются от обычных декартовых и других типов 3D-принтеров, таких как Creality Ender 3.
Фактически, большинство 3D-принтеров Delta-моделей являются обычно вдохновляется различными моделями Косселя и Ростока с открытым исходным кодом.Хотя это, безусловно, правда, что средние принтеры Delta немного сложны в эксплуатации, однако дельта более чем компенсирует это благодаря своим многочисленным преимуществам.
Ключевым преимуществом принтера Delta является то, что с помощью такого 3D-принтера Delta можно довольно легко создавать действительно высокие объекты. Более того, общая скорость печати также сравнительно выше, чем у большинства других типов 3D-принтеров. Это во многом связано с линейными направляющими и шкивом принтера Delta.
Теперь, когда мы знаем, что такое 3D-принтер Delta, давайте сами посмотрим, что подходит для роли лучшего 3D-принтера Delta.В этом случае мы рассмотрим некоторые из лучших дельта-3D-принтеров, чтобы вы могли принять осознанное решение о покупке Delta, которая наилучшим образом соответствует вашим потребностям:
Лучший Delta 3D-принтер: 5 лучших вариантов
| ИЗОБРАЖЕНИЕ | ПРОДУКТ | ДЕТАЛИ | |
|---|---|---|---|
| Превосходная ценность Превосходная ценность 3D-принтер FLSUN QQ-S Delta |
| VIEW → AMAZON 900 | |
| Молниеносно Молниеносный 3D-принтер Monoprice Mini Delta |
| ВИД НА AMAZON → | |
| Сверхкомпактный Сверхкомпактный FLSUN 3D-принтер Mini Delta |
| ВИД НА AMAZON → | |
| большой и интуитивно понятный большой и интуитивно понятный 3D-принтер Monoprice Delta Pro |
| ПРОВЕРИТЬ ЛУЧШУЮ ЦЕНУ → |
1.FLSUN QQ-S Delta 3D Printer
Flsun QQ-S был произведен хорошими людьми из Flsun. Этот принтер Delta является частью серии QQ, в которую входят как QQ-S, так и профессиональная версия того же 3D-принтера. Это, в свою очередь, обновленная версия своего более старого предшественника — QQ. Китайская компания Flsun прошла долгий путь с момента своего создания, и принтер Flsun QQ-S — это выстрел в луки их конкурентов.
Давайте посмотрим, что делает этот принтер лучше, чем многие другие на рынке.
Характеристики
По словам производителя, Flsun QQ-S был оснащен собственным экструдером Titan (функции, которой не хватало в его более старых аналогах), 32-битной материнской платой, а также решетчатым печатным столом.
Эта последняя особенность отличает его от своего предшественника — Flsun QQ, поскольку более старый принтер работает на менее мощном 8-битном Arduino Mega 2560. QQ-S Delta 3D, с другой стороны, имеет собственное состояние 32-битная материнская плата, которая хорошо сочетается с отдельным модулем MOS.Тот, который позволяет получать стабильные отпечатки даже при очень высоких скоростях печати. В общем, это 3D-принтер Flsun, который выполняет свою работу быстро и эффективно, мягко говоря. Это делает его одним из лучших принтеров Delta.
Технические характеристики этого 3D-принтера
- Производитель: Flsun
- Рама: Delta
- Технология: FDM / FFF
- Модель: QQ-S
- Размер принтера: 290 x 350 x 800 мм
- Год: 2018
- Подключение: USB, SD
- Размер в коробке: 450 x 770 x 200 мм
- Категория: Настольный
- Комплект Вес в упаковке: 14 кг
- Вес принтера: 12 кг
- Потребляемая мощность: 110 — 220 В
Материалы для печати
- Для печати материалы: PLA ABS, гибкий, дерево, HIPS, PVA
- Совместимость с материалами сторонних производителей: Да
- Формат печати: G-Code, OBJ, STL
- Размер материала: 1.75 мм
Свойства печати
- Съемный слой: Нет
- Температура подогреваемого слоя: 0-100 ° C
- Температура сопла: 0-270 ° C
- Метод выравнивания: Автоматическое выравнивание в один клик
- Толщина слоя: 0,05 -0,4 мм
- Размер сопла: 0,4 мм
- Гибкая платформа: Нет
- Пауза / возобновление печати: Да
- Приводной механизм: Bowden
- Корпус: Нет
- Двойная / мультиэкструзия: Нет
- Размер печати: 260 x 260 x 320 мм
- Восстановление после отключения питания: Да
- Шаговые двигатели: Nema17
- Скорость печати: 30-300 мм / с
- Точность позиционирования по Z: 0.004 мм
- Диаметр сопла: 0,4 мм
- Точность позиционирования по оси XY: 0,012 мм
Купить на Amazon
2. 3D-принтер Monoprice Mini Delta
Компания Monoprice заявила о создании принтера Mini Delta. одного из лучших 3D-принтеров профессионального качества по самой низкой цене, доступных в настоящее время в любой точке мира.
Характеристики
Некоторые из его важных функций включают следующее:
- Это очень быстрый 3D-принтер Delta.Фактически, он настолько быстр, что может легко опередить многих своих более крупных собратьев по скорости. Благодаря производительности x 150 мм в секунду.
- Этот принтер поставляется в полностью собранном виде прямо из коробки. Фактически, многие производители 3D-принтеров настаивают на возможности Plug and Play, но это не означает, что такие возможности действительно присутствуют в их 3D-принтерах Delta. Однако в случае с принтером Mini Delta это действительно так, и вам просто нужно подключить его к ближайшей электросети, чтобы встать и начать работать.Это делает его отличным принтером для большинства новичков и студентов, не знакомых с игрой в 3D-печать.
- Это портативное устройство Delta 3D в полностью металлическом корпусе, защищающее его чувствительные компоненты даже в случае падения. Кроме того, он также оснащен ручкой для переноски, чтобы упростить переноску Delta 3D.
- Однако портативный принтер ничего не стоит, если вам придется его перемещать, поскольку он потеряет свой уровень. Помня об этом, инженеры Monoprice HQ вдумчиво добавили функцию автоматического выравнивания, чтобы вам не приходилось заново выравнивать кровать каждый раз, когда вы перемещаете принтер из точки А в точку Б.
- Простая в использовании функция автоматического выравнивания и калибровки позволит выровнять рабочую пластину всего за несколько секунд. Многие отраслевые эксперты считают это очень полезной функцией как для новичков, так и для опытных пользователей 3D-принтеров, поскольку обо всем этом позаботятся, щелкнув несколько переключателей и ручек.
- Достаточно хорошее качество достигается за счет разрешения слоя 50 микрон.
Однако здесь уместно отметить, что «mini» в его названии обозначает тот факт, что это, по сути, малогабаритный избранный мини-принтер Delta 3D.Если вы хотите напечатать что-то большое, этот вариант вам не подходит.
Технические характеристики
- Механическое устройство: стиль Delta
- Технология: FFF
- Год: 2018
- Производитель: Monoprice
- Сборка: полностью собранный
Свойства 3D-печати
- Средний рабочий шум: -49 дБА
- Объем сборки: 110 x 110 x 120 мм
- Система подачи: Bowden
- Печатающая камера: открытая, не закрытая
- Максимальная температура нагреваемого слоя: 60 ° C
- Высота слоя: 50-200 микрон
- Тип экструдера: одиночный
- Уровень кровати: автоматический
- Подключение: USB, SD-карта, размер сопла: 0.4 мм. Материалы нити: PLA ABS, Wood Fill, Copper Fill, Bronze Fill, Steel Fill
Программное обеспечение
- OS: Windows (XP и более поздние версии для 32- и 64-битных версий) Mac OS X (10.6+, а также 64- bit), Linux
- Типы файлов: STL, DAE, OBJ, AMF
- Рекомендуемый слайсер: Cura
Размеры и вес
- Размеры рамы: 348 x 264 x 430 мм
- Вес: 13.9 кг. Фактически, это так тихо; вы даже не узнаете, что это работает. Это делает этот mini Delta идеальным принтером для любой мастерской, где вы одновременно творите и творчески думаете. Фактически, он находится на одном уровне с Flsun Q5 в категории лучших 3D-принтеров.
Характеристики
- Он был оснащен нагревательной пластиной размером 260 x 260 x 370 мм
- Он имеет функцию автоматической калибровки
- Он совместим с большим количеством различных материалов
- Прочная металлическая рама
- Поставляется в комплекте -В собранном виде
- Excellent Touch control
- Поставляется со свободной нитью накала
Технические характеристики
- Фирменное наименование: FLSUN
- Вес изделия: 26,5 фунтов
- Материал: алюминий
- Размер нагревательной пластины: 260 x 260 x 370 мм
Функция автоматического выравнивания: Да - Предварительно собранные: Да
- Материалы: ABS, PLA, дерево, PV
- Размер нити: 1.75 стандартный
- Сенсорный экран: Да
- Пульт дистанционного управления: Да
- Соединение: Wi-Fi
Этот принтер обладает многими из тех же качеств, что и его старшая модель QQ-S, но на меньшей платформе, которая может поместиться даже на небольшую пробелы.
Купить на Amazon
4. 3D-принтер Monoprice Delta Pro
Этот принтер является результатом тесного сотрудничества между компанией Monoprice и тайваньской компанией по производству 3D-принтеров Atom.
Monoprice Delta Pro можно охарактеризовать как более современную профессионально созданную машину для 3D-печати с общим объемом сборки 270 x 300 мм.
Характеристики
- Как и большинство других топовых 3D-принтеров Delta, этот принтер to хорошо сочетается с функцией автоматического выравнивания станины
- Он имеет очень большой и интуитивно понятный сенсорный интерфейс
- Этот принтер может похвастаться бесшумным набором драйверов, которые обеспечивают почти бесшумную работу
- Стеклянная платформа для печати этого принтера может нагреваться до колоссальных 100 ° C, что обеспечивает большую гибкость с точки зрения использования нити
- Тройной вентилятор
- Настройка ПИД-регулятора
- Поставляется в предварительно собранном виде
- В целом отличное соотношение цены и качества
- Хороший покупатель support
Технические характеристики
- Производитель: Monoprice
- Скорость вертикальной печати: до 150 мм / сек Модель: Delta Pro
- Максимальная площадь застройки: ø270 x 300 мм
- Программное обеспечение: Cura, Simplify 3D и KISSlicer
- Толщина слоя: 50-300 мкм
- Диаметр нити: 1.75 мм
- Материалы: PLA, ABS, PETG, нейлон
- Габаритные размеры: 20,7 ″ x 20,7 ″ x 37,0 ″ (525 x 525 x 940 мм)
- Вес: 26,5 фунтов. (12,0 кг)
- Строительная платформа: стекло с подогревом
- Автоматическое выравнивание станины: поддерживается
- Входная мощность: 110 ~ 220 В переменного тока, 50/60 Гц
Это дорогой комплект для дельта-3D-принтера по сравнению с другими аналогами на этот список.
Купить на Amazon
5. SeeMeCNC Rostock Max
Rostock MAX — это полностью собранный 3D-принтер Delta с действительно мощным нагревательным элементом для кондиционера и полностью металлическим корпусом.
Усовершенствованный нагревательный слой не только улучшает рабочие характеристики, но и улучшает адгезию. Он достигает 100 градусов по Цельсию примерно за 8 минут. Его 32-битный контроллер Duet обеспечивает очень плавное, точное и бесшумное управление движением. Его хотенд SE300 всегда готов к работе с любыми нитями, требующими температуры до 280 ° C.
Основные характеристики
- Контроллер сенсорного экрана со встроенным считывателем SD-карт
- 32-битная плата управления Wi-Fi Duet
- Автоматический уровень кровати благодаря датчику SE300
- Очень тихое управление движением
- Очень хорошо 0.Шаговые двигатели с осью 9 градусов
- Полное управление через браузер с ПК, смартфона MAC или планшета
- Heat Bed с собственной рабочей пластиной из боросиликатного стекла
- Стандартное сопло диаметром 0,5 мм
Технические характеристики
- Диаметр 280 мм x 385 мм В Область печати
- Максимальная рекомендуемая высота слоя: сопло 5 мм из 0,4 мм
- Требования к питанию: 110 В переменного тока при 500 Вт
- Высота слоя: сопло 0,5 мм 0,08 мм
- Разрешение шага: 0,01 мм
- Максимальная температура нагрева: 280 ° C
- Максимальная скорость печати: 2 мм Высота слоя 100 мм / с
- Максимальная скорость перемещения: 350 мм / с
- Макс.температура нагреваемого слоя: 110C
- Общий размер принтера с установленной наверху катушкой: 430 мм Ш x 410 мм Д x 1130 мм В
- Типичный датчик слоя авто- отклонение калибровки: 0.От 08 мм до 0,13 мм
- Общий размер принтера без встроенной катушки: 430 мм Ш x 410 мм Д x 910 мм В
- Большой размер печати
- Сделано с использованием новейших технологий
- Сильный источник питания
Этот принтер по цене около 1400 долларов США немного дороговат .
Купить на AmazonДополнительная информация о принтере Delta:
Создайте свой собственный 3D-принтер Delta
Если вышеперечисленные конструкции слишком дороги, не нужно беспокоиться, поскольку многие комплекты 3D-принтеров Delta (например, как mini 3D) означает, что они могут быть построены с нуля.Если вас интересует delta diy, вы можете заказать комплект diy на Amazon и создавать всевозможные 3D-модели на своем настольном 3D-принтере.
3D-принтер Delta Kossel
Комплект для 3D-принтера Kossel Delta i3 — очень старая и хорошо известная конструкция. Это означает, что в Интернете есть много поддержки, даже если это ваша самая первая сборка 3D-принтера.
Этот комплект для 3D-принтера Kossel Delta (вместе с he3d k200) по-прежнему остается одним из любимых принтеров сообщества 3D-печати благодаря простому в использовании интерфейсу, а также простоте сборки.Лучше всего то, что этот 3D-принтер Delta достаточно высок для многих крупных сборок и не имеет большой цены.
DIY 3D-принтер Delta BOT
Это очень эффективный и надежный цельнометаллический 3D-принтер с деталями высшего качества. Он предлагает универсальные отпечатки хорошего качества, он может создавать 3D-объекты со скоростью до 140 мм / с. Он может конкурировать с he3d k200 за лучшие 3D-принтеры Delta в низком ценовом диапазоне.
С помощью этого комплекта для 3D-принтера вы можете построить собственную нагревательную кровать, а также гибридный подвесной экструдер Боудена.Более того, для сборки Delta Bot не требуется много инструментов. После начала печати она может продолжаться до 24 часов, не нагреваясь.
Дельта-принтеры против декартовых принтеров
В слове 3D-печати FDM есть два основных типа систем печати: декартова и дельта. Ключевое различие между ними — метод движения k8. Именно благодаря этой решающей разнице вы добьетесь разных результатов.
Система 3D-печати Delta в основном состоит из трех механических рычагов, которые перемещаются по рельсам.Они перемещаются вертикально, перемещая печатающую головку, в то время как платформа для печати остается неподвижной. Многие из них оснащены двойным экструдером. Он создает отличные 3D-печатные объекты. Они во многих отношениях лучше полимерных 3D-принтеров.
Декартовы принтеры , как следует из самого названия, основаны на декартовой системе координат и используют три отдельные и отдельные оси: X, Y и Z. Эти оси вместе определяют положение головки принтера в любой заданный момент времени. .
Плюсы и минусы 3D-принтеров Delta
Плюсы
- Принтеры Delta могут печатать высокие объекты
- Легкие и портативные
- Возможна мгновенная смена направления
- Простота обслуживания и обновления
- Очень высокая скорость печати и точность
- Широкие возможности печати плюс
Минусы
- Поскольку он высокий, трудно найти достаточно места для дельта-3D-принтера
- Очень сложно выявить ошибки
- Непросто распечатать большие горизонтальные объекты
Are Delta 3D Printers Лучше декартовых принтеров ??
В некотором смысле да, благодаря своей конструкции, эти принтеры почти всегда могут печатать гораздо более высокие объекты, чем их декартовы аналоги.
