Как правильно использовать буру при пайке латуни. Каковы преимущества буры в качестве флюса. Какие меры предосторожности нужно соблюдать при работе с бурой. Как подготовить поверхность латуни перед пайкой с бурой.
Что такое бура и почему она эффективна для пайки латуни
Бура представляет собой тетраборат натрия — неорганическое соединение, которое широко применяется в качестве флюса при высокотемпературной пайке металлов, в том числе латуни. Эффективность буры для пайки латуни обусловлена следующими факторами:
- Высокая температура плавления (740-780°C), что подходит для пайки латуни твердыми припоями
- Способность растворять оксидные пленки на поверхности латуни
- Защита паяемых поверхностей от окисления при нагреве
- Улучшение растекания припоя по поверхности латуни
- Повышение прочности паяного соединения
При нагревании бура превращается в стекловидную массу, которая обволакивает паяемые поверхности, растворяет оксиды и способствует качественному соединению латунных деталей припоем.
Подготовка поверхности латуни перед пайкой с бурой
Правильная подготовка поверхности латуни — важный этап, обеспечивающий качество паяного соединения. Перед применением буры необходимо выполнить следующие действия:
- Очистить поверхность латунных деталей от загрязнений, жира, окислов с помощью наждачной бумаги или металлической щетки.
- Обезжирить поверхность ацетоном или спиртом.
- При наличии глубоких окислов обработать поверхность слабым раствором соляной кислоты, после чего тщательно промыть и высушить.
- Нанести тонкий слой буры на очищенные поверхности с помощью кисточки или путем окунания нагретых деталей в порошок буры.
Тщательная подготовка поверхности обеспечит хорошее сцепление буры с латунью и эффективное удаление остаточных оксидов в процессе пайки.
Технология пайки латуни с использованием буры
Процесс пайки латуни с применением буры в качестве флюса включает следующие основные этапы:
- Подготовка поверхности латунных деталей, как описано выше.
- Нанесение тонкого слоя буры на места соединения.
- Размещение припоя (например, медно-фосфорного или серебряного) в месте пайки.
- Равномерный нагрев всей области пайки до температуры плавления припоя (обычно 650-800°C).
- После расплавления припоя и его затекания в зазор прекратить нагрев.
- Дать соединению остыть естественным путем.
- Удалить остатки буры с помощью горячей воды или слабого раствора кислоты.
При пайке важно контролировать температуру нагрева, чтобы избежать перегрева латуни и чрезмерного испарения цинка из сплава.
Преимущества использования буры при пайке латуни
Применение буры в качестве флюса при пайке латуни имеет ряд существенных преимуществ:
- Эффективное удаление оксидных пленок с поверхности латуни
- Защита паяемых поверхностей от окисления при высоких температурах
- Улучшение смачиваемости латуни припоем
- Повышение прочности и герметичности паяного соединения
- Возможность пайки крупногабаритных латунных деталей
- Совместимость с различными видами припоев (медно-фосфорными, серебряными)
Благодаря этим преимуществам бура остается одним из наиболее популярных флюсов для высокотемпературной пайки латуни в промышленности и при ремонтных работах.
Меры предосторожности при работе с бурой
Несмотря на эффективность, при использовании буры для пайки латуни необходимо соблюдать определенные меры предосторожности:
- Работать в хорошо вентилируемом помещении, так как при нагреве бура выделяет вредные пары
- Использовать защитные очки и перчатки для предотвращения попадания буры на кожу и в глаза
- Избегать вдыхания пыли буры при работе с сухим порошком
- Не допускать попадания буры в пищу и на слизистые оболочки
- Хранить буру в герметичной упаковке, недоступной для детей
- После работы тщательно мыть руки с мылом
Соблюдение этих мер позволит безопасно использовать буру и получать качественные паяные соединения латунных деталей.
Альтернативные флюсы для пайки латуни
Хотя бура является эффективным флюсом для пайки латуни, существуют и альтернативные варианты:
- Борная кислота — часто используется в смеси с бурой для усиления флюсующих свойств
- Канифоль — подходит для низкотемпературной пайки латуни
- Паяльные пасты на основе хлоридов цинка и аммония — активные флюсы для пайки окисленной латуни
- Специализированные флюсы для латуни промышленного производства
Выбор альтернативного флюса зависит от конкретных условий пайки, типа припоя и требований к паяному соединению. Однако бура остается универсальным и надежным вариантом для большинства задач по пайке латуни.
Особенности пайки различных видов латуни
Латунь представляет собой сплав меди и цинка, при этом существует множество марок латуни с различным соотношением компонентов и добавками других металлов. Это влияет на процесс пайки:
- Латуни с высоким содержанием меди (более 80%) паяются легче, так как меньше подвержены обесцинкованию при нагреве
- Латуни с высоким содержанием цинка требуют более тщательного контроля температуры во избежание испарения цинка
- Свинцовистые латуни могут вызывать образование пористых швов, что требует применения специальных припоев
- Кремнистые и алюминиевые латуни сложнее поддаются пайке из-за образования тугоплавких оксидов
При пайке различных видов латуни с использованием буры важно учитывать эти особенности и при необходимости корректировать технологию пайки.
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.

Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя

Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.

- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника

Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки

Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.

Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Паяльная бура представлена высокотемпературным флюсом, который производится в виде мелкодисперсного порошка для состыковки металлических деталей.
Вещество переходит в текучее агрегатное состояние при нагреве более 700° C, отчего именуется высокотемпературным припоем.
Технические характеристики флюса описываются Государственным стандартом 842977, что указывает на растворение буры в воде с последующим застыванием прозрачной стекловидной массы.
Содержание статьиПоказать
Общие сведения
Техническая бура — тетраборат натрия, является неорганическим соединением, мелкокристаллическим порошком белого цвета. Состоит из сильного основания и ортоборной кислоты.
Добывается из периодически высыхающих соленых природных водоемов в результате искусственного синтеза. Флюс доступен для соединения чугунных, медных и стальных элементов. Добавки из меди, латуни либо серебра усиливают паяные соединения.
Бура, или по-другому, боракс, плавится при температуре 750-900° C. После перехода в текучее состояние кристаллизуется с выделением специфических веществ, которые очищают кромки соединяемых деталей от грязи, пыли, следов масла.
Расплав боракса также предупреждает образование окислительных реакций.
Бура при смешивании с ортоборной кислотой в равноценном соотношении создает борный флюс. После совмещения составляющих, последние растираются в фарфоровой чашке и заливаются теплым растворителем.
Жидкость испаряется на медленном огне с оставлением твердой формы. Получить более активный флюс помогают фтористые либо хлористые соли.
Плюсы и минусы флюса

Припой чаще всего используется при ремонте или восстановлении медного трубопровода. Поэтому достоинства флюса и его недостатки следует рассматривать с точки соединения медных элементов.
Боракс имеет следующие плюсы:
- сочленяемые элементы могут быть различной исходной температуры;
- сварной валик получается надежным даже при пайке металла и неметаллического предмета;
- высокая степень разогрева флюса все равно не позволяет медным деталям коробиться, имеющим более высокую температуру плавления;
- бура позволяет улучшить характеристики сварного шва;
- капиллярная пайка показана лучшей операцией при соединении элементов.
Имея некоторые навыки пайки, даже начинающий сварщик оформит ровный и долговечный шов.
Минусы использования буры следующие:
- при застывании припоя, на соединяемых элементах образуются солевые отложения, которые необходимо периодически счищать;
- припой — активно поглощающее влагу вещество, даже при нахождении в закрытой посуде.
Возможно у начинающего сварщика не получится сразу подобрать необходимое количества боракса для получения хорошего сварочного валика.
Использование
Перед соединением деталей, нужно уделить внимание их подготовке. Последняя заключается в следующей последовательности:
- Очистить стыки элементов от грязи, коррозийного разрушения с помощью скребка с грубыми ворсинками. С оксидной пленкой на поверхности, флюс справится сам.
- Пламенем паяльной лампы разогреть стыки свариваемых конструкций.
- Во время разогрева оставить между элементами зазор, равный не менее 1 мм.
- В разрыв ввести буру с припоем, также подогретый лампой, с одновременным продолжением нагрева.
- При кристаллизации боракса, паяльную лампу выключить.
- После остывания деталей удалить щеткой солевые отложения.
Первая пайка бурой может пройти неудачно, по причине малого количества вещества. Рекомендуется подбирать его практически. Для улучшения шва можно использовать борный флюс с добавлением фтористых либо хлористых элементов.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.

Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.

Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.

Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.

Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
БУРА пятиводная, Флюс высокотемпературный 20гр
Описание Сроки доставки Цена и наличие в магазинах
Бура пятиводная (Na2B2O7•5h3O)
Для высокотемпературной пайки используют борную кислоту (Н3ВО3) и буру (Na2B2O7). Эти вещества при пайке выделяют борный ангидрид (В2О3), который, соединяясь с основными окислами металлов, образует легкоплавкий шлак, всплывающий на поверхность шва и предохраняющий его от вторичного окисления. Так, при пайке меди борной кислотой процесс может идти по следующей реакции: СuО + 2Н3ВО3 = СuО × В2О3 + ЗН2О. При использовании в качестве флюса буры пайка происходит по реакции CuO + Na2B2O7 = СuО × В2О3 + Na2B2O4. Образовавшаяся смесь легкоплавких солей (СuО × В2О3 и Na2B2O4) плавится при температуре более низкой, чем каждая из них в отдельности. Аналогично происходит пайка при применении буры и борной кислоты и других металлов, окислы которых являются основаниями. Наиболее известные бораты: CuO×B2O3; ZnO × B2O3; 2Fe2O3 × 3B2O3 и др. Таким образом, борная кислота, бура, их смеси, иногда и борный ангидрид используются при пайке преимущественно железа и низкоуглеродистой стали медью, медно-цинковыми и серебряными припоями, а также меди, бронз, томпака, латуней с высокой температурой плавления- медноцинковыми и серебряными припоями при температурах 800-1150ºC
· Вес: 20 г
· Фасовка: пластиковая баночка
Технические параметры
Агрегатное состояние
Техническая документация
Выберите регион, чтобы увидеть способы получения товара.
— Выберите город — Москва Санкт-Петербург Белгород Волгоград Воронеж Гомель Екатеринбург Ижевск Казань Калуга Краснодар Красноярск Минск Набережные Челны Нижний Новгород Новосибирск Омск Орёл Пермь Ростов-на-Дону Рязань Самара Саратов Смоленск Тверь Томск Тула Тюмень Уфа Челябинск Ярославль Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод.
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
 Для пайки латуни очень важно подобрать флюс. В процессе соединения с поверхности обрабатываемого сплава должна быть удалена оксидная пленка. Обыкновенный канифольно-спиртовый флюс этого сделать не способен, поэтому необходимо использовать более активные компоненты, содержащие в своей основе хлористый цинк.
Для пайки латуни очень важно подобрать флюс. В процессе соединения с поверхности обрабатываемого сплава должна быть удалена оксидная пленка. Обыкновенный канифольно-спиртовый флюс этого сделать не способен, поэтому необходимо использовать более активные компоненты, содержащие в своей основе хлористый цинк.Припой для пайки латуни следует подбирать особенно тщательно. Для работы со сплавом, в котором большое содержание меди, отлично подойдут медно-фосфорные и серебряные компоненты. Можно использовать и саму латунь, но при этом нужно учитывать, что ее температура плавления в качестве припоя должна быть ниже, чем у основного сплава. Довольно часто латунь соединяют с помощью твердого припоя, например, L — CuP 6. Такие соединения получаются очень прочными.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
 газовую горелку;
газовую горелку;- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.
В некоторых случаях может понадобиться бронза.
Подготовка припоя
 В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
 Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
 Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя.
Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя.- Теперь спаиваемые элементы нужно потихоньку греть. Делать это следует медленно и осторожно, чтобы они не перегрелись и не деформировались.
- Сначала нагреть надо чуть-чуть, чтобы припой немного расплавился и схватил детали. Потом примерно до 700 градусов. Припой будет затекать в щели и крепко спаивать элементы. На этом этапе особое внимание надо уделить температуре плавления. Разница плавления латунных деталей и припоя составляет всего 50 градусов, поэтому надо следить за тем, чтобы не перегреть обрабатываемые материалы. В противном случае можно получить один большой слиток.
 Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой.
Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой.- Последний этап – это очистка полученного изделия от остатков флюса в виде наплывов и стекловидных капель. Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
 Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
 С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше). Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше). Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
 Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев. В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
 Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия. Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.

В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Оцените статью: Поделитесь с друзьями!Бура бурой, а ковка по расписанию
На чтение 5 мин. Просмотров 39.1k. Опубликовано
с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
О тетраборате и декагидрате
У буры есть серьезнейшее научное название, потому что это не что иное как соединение слабой кислоты с сильным основанием. Название с первого раза запомнить трудно: декагидрат тетрабората натрия.
[box type=”fact”]Эта смесь, которую гремучей никак не назовешь, входит в состав всех эффективных флюсов и шлаковых смесей при кузнечной ковке или сложных и капризных металлов типа меди, ее сплавов, чугуна, стали.[/box]Флюс для кузнечной сварки – особая технологическая заслуга буры, о которой нужно рассказать отдельно.
Ковка или кузнечная сварка с бурой
 Применение буры по нормативам.
Применение буры по нормативам.
Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.
Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается .
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Кузнечная сварка применяется для сварки стальных сплавов с по возможности низкой долей углерода – на уровне 0,3%. Высокоуглеродистые стали не годятся для ковки, для этого у них слишком низкая свариваемость при таком методе.
Обязательное требование перед процессом – тщательное удаление с поверхностей заготовок любых загрязнений и оксидных пленок.
Нужно заметить, что в принципе не дает крепкого металлические соединения, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма кузнеца – без этого ничего не получится.
Поэтому он практически не используется в промышленных целях и на заводах. А вот если дело касается ремонтных работ в полевых и неблагоприятных условиях, этот метод применяется довольно часто.
Хорошенько греем
Нагревание деталей идет в печах или горнах. Количество топлива должно быть точно рассчитано – не больше и не меньше. Лучшее топливо для ковки – древесный уголь и кокс. Но на практике чаще применяется обычный каменный уголь.
Металлические детали загружаются в горн только после полного прогорания угля, чтобы из него удалилась сера, присутствие которой плохо сказывается на качестве соединения.
Температура нагревания деталей должна быть выше, чем уровень, при котором начинается ковка. Уровень температуры нагрева в цифрах зависит от процента углерода в стали: чем ниже его содержание в сплаве, тем выше нужно поднимать температуру нагрева для плавления.
Для низкоуглеродистой стали нагрев должен быть не ниже 1350 – 1370°С, отличительный признак – сияющий белый цвет металла. Если сталь содержит высокую долю углерода, достаточно нагрева около 1150°С, цвет тогда будет иметь желтый оттенок.
Флюс для кузнечной сварки добавляется для защиты. Все дело в обильном образовании окалины вследствие нагревания. Флюсовые смеси предохраняют от этого. Флюс для кузнечной сварки засыпают в точно обозначенный момент – когда уровень нагрева будет находиться между 950°С и 1050°С.
Основа смеси – мелкий чистый речной песок с добавкой 10% буры после хорошей прокалки. Бура в песке работает на хорошее образование шлака и легкую очистку металла от примесей в дальнейшем.
Толщина слоя имеет значение: если он будет слишком толстым, прогрев деталей снизит скорость и качество. Поэтому флюс для кузнечной сварки засыпают равномерным и тонким слоем. Добавка буры в флюсовую смесь особенно важна и необходима, если используется уголь низкого качества.
 Таблица норм для буры.
Таблица норм для буры.
Из флюсовой смеси формируется шлак, который может стечь с металлической заготовки, что весьма нежелательно. Для предупреждения этого на заготовки подсыпают дополнительные порции песка – осторожно и в умеренных количествах.
Отличным партнером буры выступают железные опилки мягкой консистенции или ферромарганец. Опилки способны к поглощению углерода с поверхности металла в условиях высокой температуры, тем самым значительно повышая качество процесса сварки.
Если нужно сварить детали из разных металлов или марок стали, то первым делом разогревают металл с меньшей долей углерода из-за более высокой температуры плавления. И только затем начинают работать со второй деталью, металл которой содержит более высокий процент углерода.
Безопасность и правила хранения буры
Особой опасности с точки зрения взрывов или пожаров бура для ковки не представляет. Умеренная степень токсичности наблюдается из-за содержания борной кислоты. В организм бура может попасть через дыхательные пути в виде пыли или аэрозольного распыления, в результате чего слизистые могут быть раздражены.
[box type=”warning”]В больших количествах бура может вызвать отравление. Поэтому во время работы с использованием буры не рекомендуется пить, курить или принимать пищу. Индивидуальная защита не представляет из себя ничего необычного: это спецодежда, очки защитного типа, рабочие перчатки и т.д.[/box]Хранить буру нужно в закрытых помещениях и обязательно в упаковках – никакой россыпи. Обычно хранение производится в специальных контейнерах, которые должны стоять на твердом покрытии. Срок хранения буры – всего полгода, что нужно учитывать при планировании закупок и использования.


Описание:
Этот профессиональный набор для выжигания по дереву — это удобный набор для любого пирографа или мастера. Можно выгравировать на многих материалах, такие как дерево, пробка, пайка.
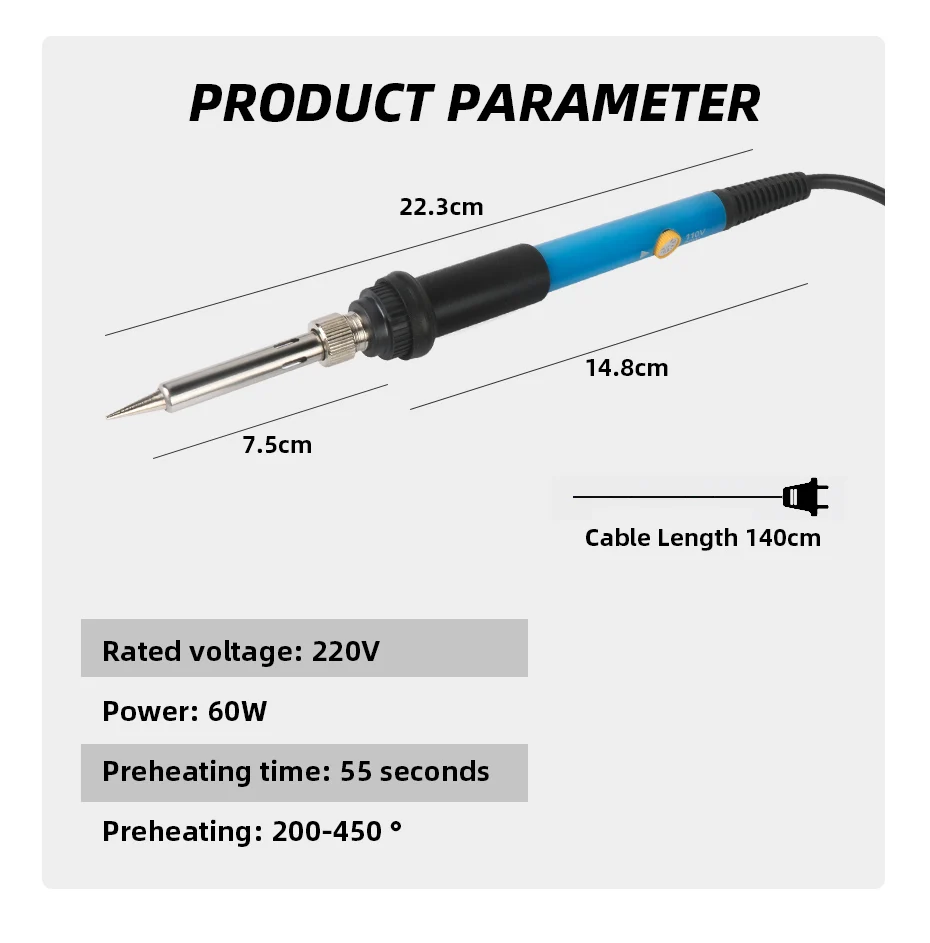
Технические характеристики:
Материал: медь + алюминиевый сплав + резина + пластик
Нагревательный элемент: алюминиевый сплав
Размер: прибл. L: 17.5 см / 6,9 дюйма
Напряжение: 220 В / 110 В
Мощность: 60 Вт
Особенности:
— Набор для выжигания по дереву и набор различных советов
— Можно регулировать температуру
— Используется для ремонта, резьбы по дереву, тиснения по дереву, сжигания и наконечники для пайки
— портативные и более удобные для ежедневного использования
— отлично подходят для деревообработки, пайки, металлообработки, хобби, ремесла, дома и т. д.


,

Описание:
6шт. Латунные цанговые патроны 1-3,2 мм с черным гайкой M8x0,75 мм Принадлежности вращающегося инструмента Dremel
Спецификация:
| цанговый патрон латунный | Материал | |
| Размер | 1.0 / 1,6 / 2,0 / 2,4 / 3,0 / 3,2 мм | |
| Количество | 6шт | |
| Черный орех | Материал | Сплав |
| Размер | M8x0,75 мм | |
| Количество | 1шт |
Диаметр хвостовика цангового патрона составляет около 4,85 мм.

Особенности:
Включая латунные цанги (1.0mm, 1.6mm, 2.0mm, 2.4mm, 3.0mm, 3.2mm) и 1шт M8x0.75mm гайки.
Может надежно удерживать сверла и другие вращающиеся принадлежности, простой в установке, безопасный и быстро меняющийся инструмент.
Подходит для вращающегося инструмента Dremel, электрической дрели Hilda и так далее.
В пакет включено:
6 х цангов из латуни
1 х чёрный орех
Подробнее:










 9000 9000 9 9000 9
9000 9000 9 9000 9 В пакет включено:
6 х цангов из латуни
Описание товара
Латунный патрон Lanxstar для вращающегося инструмента Dremel Аксессуары из латуни и гайки Мини-сверлильный патрон 0,5-3,2 мм Набор сверлильных патронов
- Тип продукта: Миниатюрная гравировальная дрель из латуни Collet.
- Используется для вала двигателя 2 мм.
Метод регулировки концентричности: перед блокировочным долотом необходимо отрегулировать концентричность, в противном случае возникнет сильная вибрация, некоторое время включается при вращении на гладкой поверхности пола или стекла, блокирующий бит за концентрическим долотом. - Технические характеристики:
Материал: латунь
Размер: 25 мм (L) x 8 мм (диаметр).
Диаметр заднего вала (соответствует валу двигателя): 2 мм. - Стандартные аксессуары: 6 шт. Винтов, 1 шт. Ключ типа L.
- Пакет включает в себя: 3 шт. 2.Латунные сверлильные патроны 0мм
Сведения о доставке и обслуживании
- Детали будут отправлены в течение 3 рабочих дней после получения оплаты.
- Товары, отправляемые из Китая выбранным вами способом доставки, когда вы разместили заказ, экспресс-способом или заказным письмом.
- Срок доставки зависит от пункта назначения, способа доставки (экспресс или почтой), может занять от 8 до 35 рабочих дней.
- Товар будет помечен как «Подарок» и объявлен как «Нижняя стоимость» только для целей доставки.Покупатели несут ответственность за любые таможенные пошлины, если это применимо.
- Пожалуйста, убедитесь, что ваш адрес в Aliexpress правильно. Если вы хотите изменить свой адрес, отправьте нам сообщение или электронное письмо, как только вы оплатите платеж. LANXSTAR
- Мы заботимся о наших уважаемых клиентах и всегда готовы решить их. Если у вас есть какие-либо проблемы, пожалуйста, свяжитесь с нами, прежде чем оставить нам любой отрицательный или нейтральный отзыв. Мы сделаем все возможное, чтобы справиться с этим. Спасибо за Вашу поддержку.
- Мы предоставим вам обслуживание как можно лучше. Пожалуйста, свяжитесь с нами через «Мои сообщения» или «Задать вопросы продавцу», если у вас есть какие-либо вопросы о наших списках или вашей покупке. LAN
Картинки товара, показывающие










Обратная связь и благодарный обмен
- Следуйте за нами, мы предоставим скидку в размере 1 $, когда вы размещаете заказ;
- Оставьте нам хороший отзыв на 5 звезд, когда мы его переадресуем, вы можете получить купон на 2 доллара или скидку на ту же стоимость для вашего следующего заказа;
- Поделитесь ссылкой на наш продукт с вашими социальными сетями, такими как Facebook, Twitter, Вконтакте, Instagram и т. Д. Затем, сделайте снимок экрана нам, вы получите подарок или купон на 3 доллара при следующем посещении;
- Добавить в список желаний, вы можете легко найти нас, и мы можем предложить вам подарок.

,
Похожие записи
