Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Свойства латуни
- Что нужно учитывать при спайке латуни в домашних условиях
- Выбор материалов для пайки латуни в домашних условиях
- Этапы процесса спаивания латунью дома
- Методы прогрева латуни
- Техника безопасности при спайке латуни в домашних условиях
- Как паять латунью в домашних условиях: видео
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака; - Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака;По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк; - Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным; - Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Можно ли паять проводку в автомобиле
- Главная
- Статьи
- Проводку в автомобиле паять нельзя. Или всё-таки можно?
 org/BreadcrumbList»>
org/BreadcrumbList»>Автор: Евгений Балабас
«Категорически недопустимо производить соединения в автомобильной электропроводке пайкой!» – пишут популярные автоблогеры. «Непременно случится пожар, взрыв и человеческие жертвы! Только скрутка или обжимка! А еще лучше – ультразвуковая сварка!». Но так ли это на самом деле?
Собрать клики проще всего, привлекая внимание к какой-то весьма простой, заурядной и обыденной вещи, обыгрывая ее в «желтом» стиле. Псевдосенсации и «разоблачения» хитрецы рождают из самых обычных вещей, и автомобильная тема не стала исключением. Масса автомобильных блогеров «открывают глаза» читателям на мнимую опасность совершенно обыденной бытовухи, заманивая пошловатыми заголовками. В последнее время мне на глаза часто стала попадаться тема опасности соединения автомобильной проводки с помощью пайки. Многие ведущие прикладных блогов и каналов о ремонте и обслуживании автомобилей отметились по теме в духе «если вы так сделаете, автомобиль загорится, взорвется, и все погибнут!», зачастую не обладая навыками в электротехнике и электромонтаже и действуя по принципу «слышал звон…». Мы же попробуем разобраться без дешевых сенсаций и вдумчиво.
Многие ведущие прикладных блогов и каналов о ремонте и обслуживании автомобилей отметились по теме в духе «если вы так сделаете, автомобиль загорится, взорвется, и все погибнут!», зачастую не обладая навыками в электротехнике и электромонтаже и действуя по принципу «слышал звон…». Мы же попробуем разобраться без дешевых сенсаций и вдумчиво.
Начнем с начала. В практике ремонта немолодой машины, владелец которой обслуживает и чинит ее своими руками, нередко возникает необходимость работы с электропроводкой. Масса автомобилей, в силу возраста не являющихся дорогущими «компьютерами на колесах», вполне позволяют вольное вмешательство в электропроводку при наличии базовых навыков электромонтажа. Отремонтировать неисправные штатные электроцепи путем замены отгнивших от старости или оборванных проводов и восстановления контакта, подключить какое-то дополнительное оборудование, для чего требуется поставить промежуточное реле, врезать предохранитель, вывести разъем и тому подобное. Основные и наиболее распространенные в практике мероприятия, при которых требуется соединение проводов, выглядят так:
Все эти подключения в гаражных условиях выполняют зачастую методом скрутки проводов. Порой весьма вульгарной и грубой. И, несмотря на то что соединение на скрутке, проделанное аккуратно и тщательно, в целом работоспособно и имеет право на существование, минусов у него все же хватает. Контакт в скрутке способен ухудшаться со временем от окисления из-за нанесенного на медные жилки естественного жира с пальцев (если руки чистые), разных масел-солидолов (если руки перепачканы от ремонта), от легко попадающей извне влаги. Скруткой достаточно непросто обеспечить качественный контакт в проводах большого сечения, с протекающими токами от 10 ампер и выше – приходится зачищать скручиваемые проводники от изоляции на весьма существенной длине, что далеко не всегда возможно. Есть и другие подобные нюансы, и если вы копаетесь в машине с любовью и для себя, а не устраняете наспех неисправности перед продажей, то скруток желательно по возможности избегать.
Порой весьма вульгарной и грубой. И, несмотря на то что соединение на скрутке, проделанное аккуратно и тщательно, в целом работоспособно и имеет право на существование, минусов у него все же хватает. Контакт в скрутке способен ухудшаться со временем от окисления из-за нанесенного на медные жилки естественного жира с пальцев (если руки чистые), разных масел-солидолов (если руки перепачканы от ремонта), от легко попадающей извне влаги. Скруткой достаточно непросто обеспечить качественный контакт в проводах большого сечения, с протекающими токами от 10 ампер и выше – приходится зачищать скручиваемые проводники от изоляции на весьма существенной длине, что далеко не всегда возможно. Есть и другие подобные нюансы, и если вы копаетесь в машине с любовью и для себя, а не устраняете наспех неисправности перед продажей, то скруток желательно по возможности избегать.
В условиях же автозавода или мастерской хорошего уровня подключения и соединения в электропроводке выполняют, разумеется, не на скрутках, а посредством обжимки через втулки/ гильзы/ скобки или с помощью ультразвуковой сварки. Ультразвуковое устройство для сварки проводов – профессиональный прибор, и в арсенале гаражного мастера он не встречается. А вот обжим гильзами или скобами – процедура нехитрая, инструмент (обжимные клещи, кримпер) и расходники – недорогие, и соединить провода таким методом можно не хуже, чем на заводе.
Ультразвуковое устройство для сварки проводов – профессиональный прибор, и в арсенале гаражного мастера он не встречается. А вот обжим гильзами или скобами – процедура нехитрая, инструмент (обжимные клещи, кримпер) и расходники – недорогие, и соединить провода таким методом можно не хуже, чем на заводе.
Впрочем, многие обладают навыками пайки и ловко владеют паяльником, припоем и канифолью. Пропаять соединение вместо обжима гильзой – почему нет, если паяльник под рукой, а вот кримпера как раз нет? Однако ж нередко звучит мнение, что пайка в электропроводке автомобиля неприемлема. В чем причина? Объясняем!
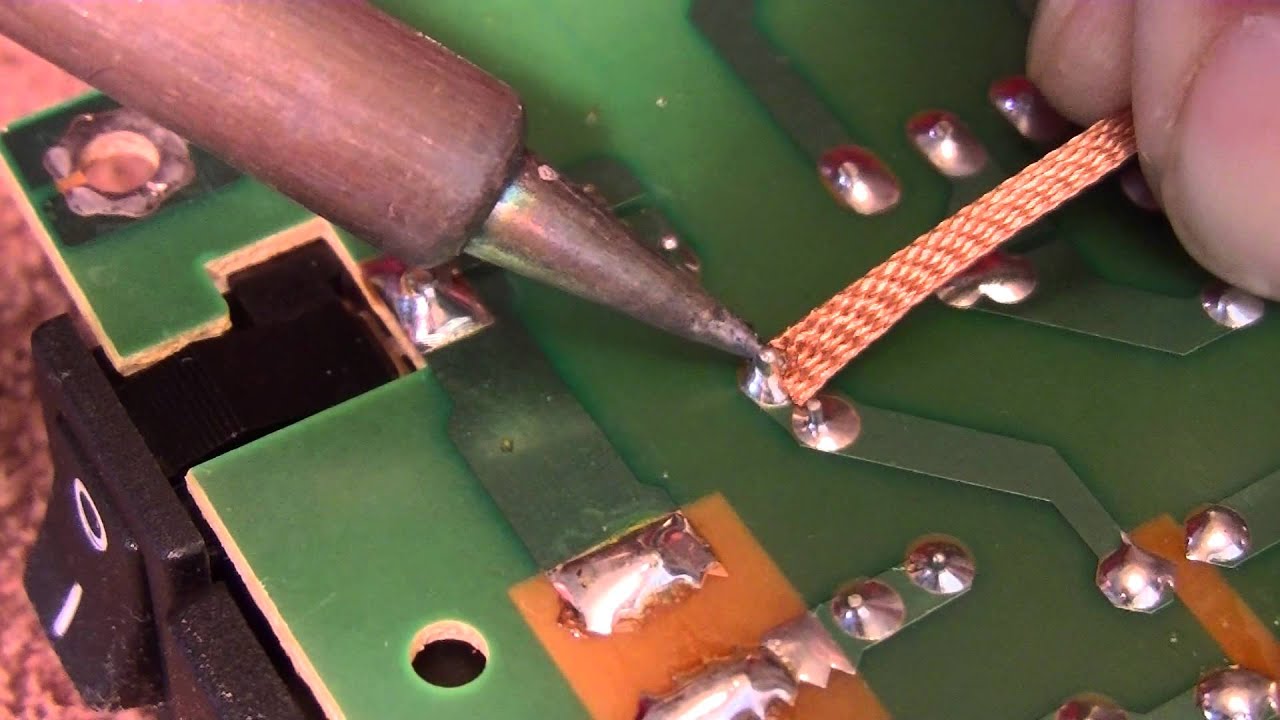
При подготовке к пайке медные провода залуживаются – покрываются слоем припоя с использованием флюса (в качестве которого даже в XXI веке по-прежнему лучше всего работает старая-добрая канифоль), придающего припою текучесть и изолирующего от окисления точки пайки кислородом воздуха. Однако залуженный медный провод на стыке пропитанной припоем оголенной части и непропитанной, скрытой под изоляцией, теряет эластичность и приобретает определенную ломкость. Если говорить сухим языком науки – в процессе нагревания проволоки, изготовленной методом холодной деформации (а это метод, которым производится практически вся проволока, применяемая для электропроводки), происходят рекристаллизационные процессы, которые приводят к изменению физико-механических свойств меди, уменьшая стойкость к изгибу.
Если говорить сухим языком науки – в процессе нагревания проволоки, изготовленной методом холодной деформации (а это метод, которым производится практически вся проволока, применяемая для электропроводки), происходят рекристаллизационные процессы, которые приводят к изменению физико-механических свойств меди, уменьшая стойкость к изгибу.
Залуженные, а затем спаянные проводники в точках, обозначенных стрелками, становятся более ломкими, нежели исходный провод. Для того чтобы сломать руками зачищенный от изоляции многожильный медный провод, его нужно сгибать до сотни раз подряд, а паяный достаточно согнуть в вышеозначенных точках для слома раз двадцать, и он отвалится…
Согласитесь, звучит убедительно не в пользу применения пайки для соединения проводов в машине? Однако далеко не все так страшно, и те, кто обладает пониманием процессов и навыками пайки, используют ее в автомобильной проводке запросто, без проблем и практически без каких-либо ограничений!
Да, автомобиль в движении испытывает бесконечные вибрации, часто весьма интенсивные.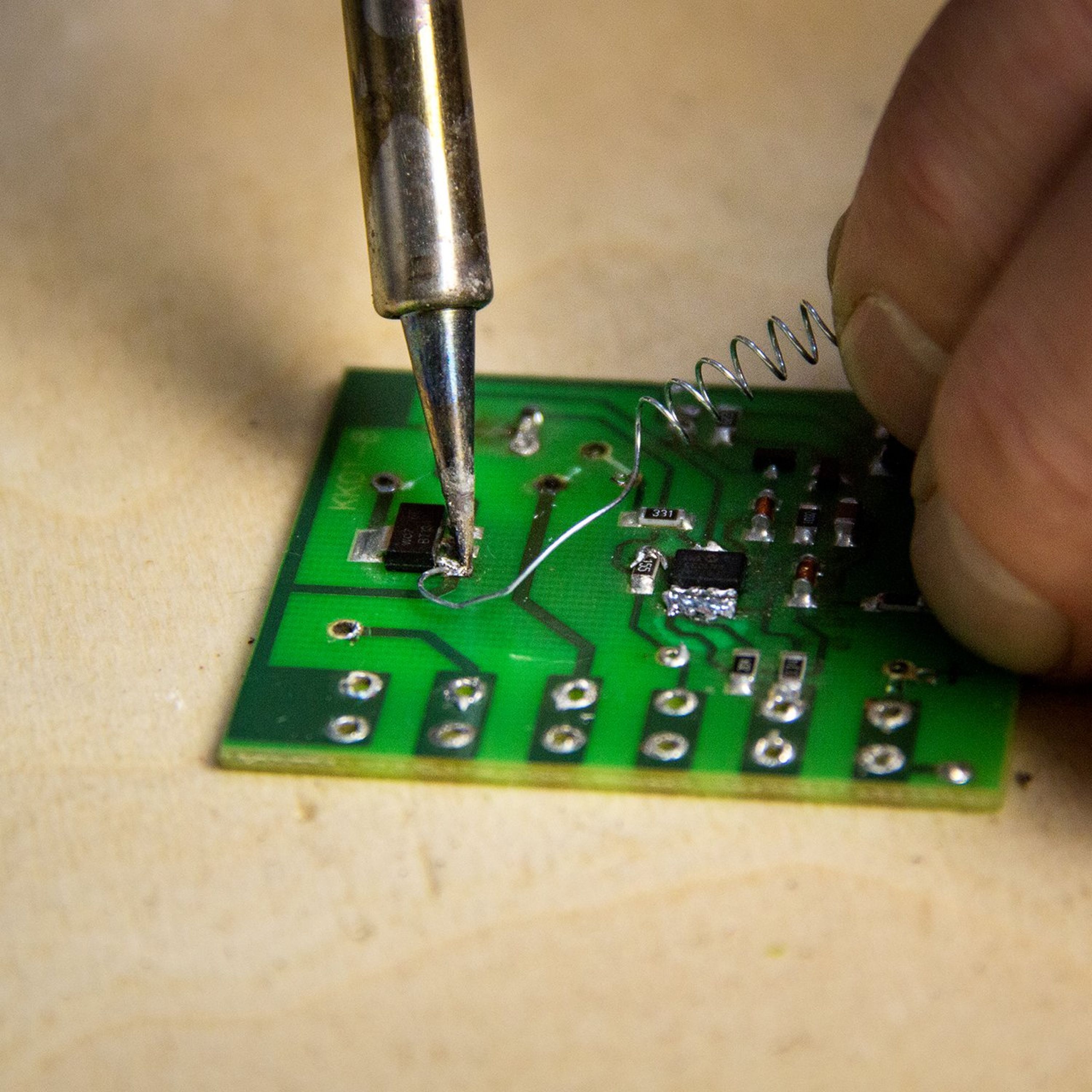 И если спаянный провод свободно подвесить под капотом на длине с полметра, как веревочный мост над рекой, через некоторое время вихляния и болтания он действительно может дать излом на границе пайки и изоляции. Но даже в таких малореальных условиях произойдет это нескоро, и не факт, что вообще произойдет.
И если спаянный провод свободно подвесить под капотом на длине с полметра, как веревочный мост над рекой, через некоторое время вихляния и болтания он действительно может дать излом на границе пайки и изоляции. Но даже в таких малореальных условиях произойдет это нескоро, и не факт, что вообще произойдет.
На деле же в автомобиле нет висящих проводников в электрооборудовании. Провода объединены в жгуты, перевязаны, уложены вдоль кузовных элементов и закреплены. Провисающие и не имеющие опоры участки типа выходов к датчикам или лампам фар обычно очень короткие. Если же проводится ремонт, и провода удлиняются, стыкуются или пробрасываются новые, заменяющие и дублирующие штатные (в которых контакт потерян и искать его сложнее, чем прокинуть «дублера»), то все эти новые провода также либо приматываются изолентой или пластиковыми стяжками к родным жгутам, либо размещаются в защитных электромонтажных гофротрубках, прихватываемых хомутами. Поэтому существенные колебания проводов, способные разрушить вибрацией паяное соединение, практически исключены! И соединять провода пайкой можно!
Основных условий для надежного паяного соединения два. Первое – это щедрое использование термоусадки, обеспечивающей помимо электрической изоляции соединения не менее важную механическую защиту от крутого изгиба и риска того самого излома на границе залуженной и незалуженной части. Трубочка термоусадки должна закрывать не только место спая, но и иметь припуск на пару сантиметров в обе стороны от него. А для жестких проводников большого сечения спайку целесообразно затянуть двойным, а то и тройным слоем термоусадки один поверх другого.
Первое – это щедрое использование термоусадки, обеспечивающей помимо электрической изоляции соединения не менее важную механическую защиту от крутого изгиба и риска того самого излома на границе залуженной и незалуженной части. Трубочка термоусадки должна закрывать не только место спая, но и иметь припуск на пару сантиметров в обе стороны от него. А для жестких проводников большого сечения спайку целесообразно затянуть двойным, а то и тройным слоем термоусадки один поверх другого.
Отметим еще вот что: использование дорогой и далеко не всегда доступной спецтермоусадки с клеевым слоем внутри для защиты пайки от влаги, которую часто рекомендуют все те же автоблогеры, совершенно не обязательно даже для подкапотных соединений. Да, для скрутки такая защита весьма полезна, ибо проникающая влага окисляет проводники в точках прижима друг к другу. Пайка же влаги не боится в принципе, а участки провода за пределами пайки, уходящие в изоляцию, пропитаны канифолью при залуживании и не пускают влагу под изоляцию, внутрь провода. Поэтому для защиты пайки достаточно самой обычной дешевой термоусадки – лишь бы оптимально подходила по диаметру.
Поэтому для защиты пайки достаточно самой обычной дешевой термоусадки – лишь бы оптимально подходила по диаметру.
Аналогичным образом с помощью пайки выполняются и разветвления проводов, стыки проводов, подпайка разъемов и т. п.:
И второе, еще более важное условие – тщательная фиксация проводников, в которых используется пайка, хомутами или изолентой к штатным жгутам или иным неподвижным элементам под капотом, торпедо и т. п. Красный провод на фото как раз имеет в середине затянутую в термоусадку пайку, место которой прихвачено стяжками к толстому и жесткому жгуту выше и ниже соединения и полностью защищено тем самым от колебаний, способных привести к излому:
Неужели страшилки о недопустимости пайки электропроводки вообще ни на чем не основаны? Весьма вероятно, что слухи о чрезвычайной ломкости паяных проводов возникли благодаря использованию в качестве флюса так называемой «паяльной кислоты», представляющий собой обычно хлорид цинка (цинк, растворенный в соляной кислоте).
Кислоту применяют для пайки разного грубого чермета, для электрических соединений ее применять не принято. Однако ее нередко используют китайские малые производители всякой бытовой электронной дряни с преобладанием в производственном процессе ручного монтажа. «Паялы» залуживают кончики проводов перед пайкой для максимальной скорости процесса не паяльником и канифолью, а поочередным окунанием в чашечку с раствором хлористого цинка и чашечку с расплавленным припоем.
Поначалу никаких проблем это может не вызывать, однако со временем провод на стыке залуженной и голой медной части начинает разрушаться кислотным остатком, жилы зеленеют, истончаются и ломаются даже от легкого изгиба. Но, откровенно говоря, в пайке автомобильных проводов такая ситуация способна иметь место лишь при катастрофической безграмотности паяльщика, и огульно распространять «кислотную проблему» на пайку в общем и целом – то же самое, что ругать бензиновую машину за то, что она не едет на залитом в бак дизеле…
практика
Новые статьи
Статьи / Популярные вопросы
По каким причинам в ГИБДД могут отказать в перерегистрации автомобиля или постановке на учет
Мы уже разбирались в том, как оформить куплю-продажу автомобиля и поставить его на учет, а также с тем, можно ли сделать это не в своем регионе и что будет, если не зарегистрировать машин. ..
479
0
0
08.05.2023
..
479
0
0
08.05.2023
Статьи / Авто с пробегом 5 причин покупать и не покупать Mercedes-Benz E-Klasse III W211 Mercedes Е-класса в кузове W211 стали любить особенно сильно после того, как вышло следующее поколение – W212. Только с выходом 212-го пришло понимание того, что последний «настоящий» Е-клас… 2988 2 0 07.05.2023
Статьи / Обзор
Два мотора, две коробки и пять комплектаций: первое знакомство с BAIC X35
Число новых китайских брендов, приходящих в Россию в последний год, таково, что может показаться, что пришли уже все. Но на самом деле это не так, и даже не все крупнейшие имена отметились в…
1821
2
3
05.05.2023
Но на самом деле это не так, и даже не все крупнейшие имена отметились в…
1821
2
3
05.05.2023
Популярные тест-драйвы
Тест-драйвы / Тест-драйв Тест-драйв Geely Monjaro: лучше, чем Volvo? В Китае этот полноразмерный кроссовер дебютировал еще два года назад под неблагозвучным для нашего уха именем Xingyue L и заводским индексом KX11. В России машину сертифицировали в 2022, и в… 10794 8 9 07.04.2023
Тест-драйвы / Тест-драйв
Пятаки на снегу: первый тест-драйв Москвич 3
Про автомобили с эмблемой московского завода «Москвич» сейчас говорят много и не всегда – хорошо. Что уж там, всем ведь понятно, что в этом «россиянине с раскосыми и жадными глазами» из росс…
7112
17
2
23.12.2022
Что уж там, всем ведь понятно, что в этом «россиянине с раскосыми и жадными глазами» из росс…
7112
17
2
23.12.2022
Тест-драйвы / Тест-драйв Наппа, блокировки и танковый разворот: тест-драйв внедорожника Tank 300 Горная Хакасия, массив Сундуки. Крутой подъем и колея с глубокими промоинами, ведущая на вершину. Кажется, будет трудно – ведь в каждой такой промоине автомобиль попадает на диагональное выв… 6714 11 4 02.03.2023
Пайка и плавление — workingsilver.com
Пайка и плавление
В чем разница между пайкой и плавлением? Каковы преимущества каждого метода и каковы трудности? Какие инструменты и оборудование необходимы для каждой техники? Это лишь некоторые из вопросов, которые нам часто задают в Worksilver.
Вот ответы.
Что такое пайка?
С точки зрения изготовления ювелирных изделий пайка представляет собой соединение двух кусков металла с другим металлическим сплавом, называемым припоем, с использованием тепла (горелки) и флюса. Небольшой кусочек припоя помещается на соединение и нагревается до точки текучести, что при охлаждении приводит к прочному соединению между частями. Паять можно многие металлы, используемые в ювелирном деле, в том числе стерлинговое серебро, чистое серебро, латунь, медь, золото и золото с наполнителем.
Сплавление, с другой стороны, возможно только с чистыми металлами, такими как чистое серебро (чистота 99,9 %) и 24-каратное золото, или с некоторыми «устойчивыми к потускнению» серебряными сплавами, такими как True Silver, Sterlium Plus или Argentium. Сплавление достигается без использования припоя путем нагревания двух соприкасающихся кусков металла до температуры их плавления, в результате чего два куска соединяются (плавятся) в один кусок.
Поскольку при плавлении используются металлы, которые не окисляются в процессе нагрева, этот метод можно использовать с меньшим количеством инструментов и расходных материалов, чем необходимо для пайки. Наиболее примечательным является отказ от использования флюса и припоя, а также необходимость очистки окисления с помощью травления (раствор слабой кислоты).
Аккуратное плавление приводит к получению чистого соединения с небольшой потребностью в дополнительной шлифовке или удалении лишнего металла. Однако, если деталь нагреть немного слишком сильно, металл будет склонен слипаться и создавать очень органичный результат (не всегда отрицательный результат, но его трудно контролировать)
(Изображение 1) правильно сплавленное кольцо
(Изображение 2) Некоторые проблемы, которые могут возникнуть при закреплении. Первое кольцо было слишком сильно нагрето, второе не имело достаточно плотного соединения.
Пайка создает соединение, которое, хотя и не такое прочное, как сварное соединение, при правильной очистке и обработке становится практически невидимым.
(Изображение 3) Хорошо спаянное кольцо
Использование чистых металлов в ювелирных изделиях также имеет свои плюсы и минусы. Чистое серебро никогда не тускнеет, как стерлинговое серебро, но поскольку оно не содержит меди или другого металла, делающего его более твердым сплавом, оно невероятно мягкое и не подходит для некоторых ювелирных изделий. Кольца и браслеты, изготовленные из чистого серебра, могут погнуться и принять неправильную форму, в то время как изготовление звеньев цепи или безеля из того же материала может дать замечательные результаты. Поскольку чистое серебро такое мягкое и податливое, создавать текстурированные звенья и компоненты легко и весело.
Если вам любопытно и не терпится приступить к изготовлению прекрасных ювелирных компонентов или цепочек ручной работы, но вы не уверены в том, стоит ли полностью погрузиться в процесс и инвестировать в полную настройку паяльной станции, тогда попробуйте свои силы в плавке — это отличное место для начала. Основные инструменты, которые вам потребуются для успешного сплавления:
Основные инструменты, которые вам потребуются для успешного сплавления:
Горелка — микробутановая горелка достаточно горячая, чтобы плавить чистое серебро до 14 калибра на угольном блоке, если кусок не слишком велик.
Поверхность для пайки – рекомендуется использовать древесный уголь, так как он способствует сохранению тепла, или огнеупорный кирпич
Мелкие серебряные инструменты
для получения хорошего соединения для сплавления; плоскогубцы, кусачки, напильник
Какую бы технику вы ни выбрали, развлекайтесь и творите… и всегда будьте в безопасности!
Процесс пайки серебром | Как серебряный припой
Куксонголд
- Пайка
Сохранить на потом
Успешная пайка серебром может стать ключом к множеству творческих возможностей после освоения, и существует целый ряд различных методов, которые можно использовать для создания прочного соединения. Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Серебряная пайка — это процесс неразъемного соединения двух кусков металла вместе с использованием тепла для расплавления кусочков серебряного припоя для заполнения подготовленного соединения. Он используется в основном с серебром для изготовления ювелирных изделий и серебряных дел, но также может быть использован для соединения меди, позолоченного металла, латуни и золота, если это необходимо.
Существуют ли разные типы припоя?Да. Существует четыре сорта серебряного припоя (твердый, средний, легкий и сверхлегкий), которые выпускаются в виде полосок. Температура плавления серебряного припоя зависит от типа припоя.
Лента для серебряного припоя
Идея состоит в том, чтобы использовать их последовательно, начиная с твердого материала, который имеет самую высокую температуру плавления, поэтому он может выдерживать длительный нагрев при выполнении последующих соединений – ниже вы найдете руководство по температуре плавления серебряного припоя для различных типов припоя:
| Припой | Диапазон плавления |
| Hard | 7 45 – 780°С |
| Средняя | 720 – 765°C |
| Easy | 705 – 725°C |
| Extra Easy | 655 – 7 10°C |
Тепло для серебряной пайки обеспечивается паяльной лампой. Они могут быть маленькими и портативными, если вы работаете в условиях ограниченного пространства, или большими и более сложными, если они подключены к газовому баллону через резиновые шланги, если это предпочтительнее. Оба типа паяльных горелок производят горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), которое регулируется клапаном для управления смесью, тем самым изменяя размер и интенсивность пламени.
Они могут быть маленькими и портативными, если вы работаете в условиях ограниченного пространства, или большими и более сложными, если они подключены к газовому баллону через резиновые шланги, если это предпочтительнее. Оба типа паяльных горелок производят горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), которое регулируется клапаном для управления смесью, тем самым изменяя размер и интенсивность пламени.
Флюс представляет собой очищающий раствор, который наносится на паяное соединение перед нагревом. Припой не будет работать без него, поэтому iFlux – это, по сути, очищающий раствор, который наносится на паяное соединение перед нагревом. Припой не работает без него, поэтому он является жизненно важным компонентом любого процесса пайки. Флюс бывает жидкий (Auroflux) или пастообразный (тарелка с бурой и конус) и наносится небольшой кистью.
Где я могу паять? Пайка должна выполняться на термостойкой поверхности, способной выдерживать и поглощать сильное тепло. Небольшую рабочую зону можно легко построить из термостойких листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. д.), которые идеально подходят для большинства небольших паяльных работ. Крупные работы должны выполняться только в специально построенном очаге для пайки, с достаточной вентиляцией и полными мерами пожарной безопасности и безопасности.
Небольшую рабочую зону можно легко построить из термостойких листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. д.), которые идеально подходят для большинства небольших паяльных работ. Крупные работы должны выполняться только в специально построенном очаге для пайки, с достаточной вентиляцией и полными мерами пожарной безопасности и безопасности.
Ювелиры используют чистящий раствор под названием Pickle (Picklean) для удаления оксидов и грязи, которые накапливаются во время пайки. Раствор можно использовать теплым или холодным, и украшения просто погружаются в него до тех пор, пока они не станут чистыми.
Процесс пайки
шаг за шагом- Очистите и обезжирьте металл, подлежащий пайке, с помощью напильников и наждака или влажной и сухой бумаги.
- Убедитесь, что металл, подлежащий пайке, как можно плотнее прилегает друг к другу (через соединение не должно быть видно).

- Нанесите флюс на соединение и осторожно нагрейте до полного высыхания.
- Нанесите крошечные палочки (кусочки) серебряного припоя вдоль соединения. Припой также должен быть чистым и обезжиренным.
- Равномерно нагрейте металл тонким пламенем. Держите пламя в движении и постоянно наблюдайте, как металл начинает светиться тусклым красным светом.
- Когда металл нагреется, следите за вспышкой серебра, что означает, что припой расплавился. Как только это произойдет, снимите паяльную лампу.
- Дайте изделию остыть и поместите его в травильный раствор для очистки.
ПРИМЕЧАНИЕ. Если припой не растекся или не сформировал надежное соединение, вам необходимо тщательно очистить изделие, прежде чем пытаться снова выполнить шаги, описанные выше.
После того, как вы овладеете искусством основного процесса пайки серебром и лучше познакомитесь с подходящими инструментами для работы, вы сможете перейти к более сложным проектам пайки.
