Как выбрать паяльник для пайки. Какие припои и флюсы использовать для разных материалов. Как подготовить детали к пайке. Какие инструменты нужны для качественной пайки. Как правильно выполнить пайку деталей паяльником.
Выбор паяльника для разных задач
Паяльник — основной инструмент для пайки. От правильного выбора паяльника зависит качество и удобство работы. Основные характеристики паяльников:
- Мощность — от 25 до 100 Вт и более
- Температура нагрева жала — от 200 до 450°C
- Тип нагревательного элемента — керамический или спиральный
- Форма и размер жала
Для разных задач подойдут следующие типы паяльников:
- 25-40 Вт — для пайки мелких радиодеталей и электроники
- 60-80 Вт — универсальные паяльники для большинства бытовых задач
- 100 Вт и более — для пайки массивных деталей
Важно выбрать паяльник с подходящей мощностью и формой жала для конкретных задач. Слишком мощный паяльник может повредить чувствительные детали.
Припои и флюсы для пайки разных материалов
Для качественной пайки важно правильно подобрать припой и флюс. Наиболее распространенные припои:
- ПОС-61 — оловянно-свинцовый припой для пайки меди, латуни, стали
- ПОС-40 — для пайки стали, низкотемпературный припой
- Бессвинцовые припои — экологичные, для пайки электроники
В качестве флюса обычно используют:
- Канифоль — универсальный флюс для пайки меди и других цветных металлов
- Ортофосфорная кислота — для пайки нержавеющей стали
- Паяльная кислота — для пайки черных металлов
Правильный выбор припоя и флюса обеспечивает надежное соединение и предотвращает окисление при пайке.
Подготовка деталей к пайке
Перед пайкой необходимо тщательно подготовить поверхности деталей:
- Очистить от грязи, жира, краски, окислов
- Зачистить наждачной бумагой или надфилем до металлического блеска
- Обезжирить спиртом или ацетоном
- Нанести тонкий слой флюса на места пайки
- При необходимости выполнить лужение — покрыть тонким слоем припоя
Качественная подготовка поверхностей — залог прочного паяного соединения. Пропуск этого этапа может привести к непрочной пайке.
Дополнительные инструменты для пайки
Кроме паяльника для качественной пайки понадобятся:
- Подставка для паяльника
- Губка для очистки жала
- Пинцет для удержания мелких деталей
- Кусачки и плоскогубцы
- Отсос для удаления припоя
- Третья рука с лупой
- Паяльная станция с регулировкой температуры
Правильно подобранные инструменты облегчат процесс пайки и позволят получить качественное соединение даже новичку.
Техника выполнения пайки паяльником
Процесс пайки паяльником включает следующие этапы:
- Прогреть паяльник до рабочей температуры
- Очистить и облудить жало паяльника
- Нанести флюс на места пайки
- Прогреть соединяемые детали паяльником
- Подать припой на место пайки
- Распределить припой по всей поверхности соединения
- Убрать паяльник и дать остыть соединению
- Очистить место пайки от остатков флюса
Важно не перегревать детали и не держать паяльник слишком долго. Оптимальное время пайки — 2-3 секунды. При правильной технике получается гладкий блестящий шов.
Пайка чувствительных электронных компонентов
При пайке электронных компонентов нужно соблюдать особую осторожность:
- Использовать паяльник небольшой мощности (25-40 Вт)
- Применять теплоотвод (пинцет) для защиты от перегрева
- Ограничить время пайки 1-2 секундами
- Использовать безсвинцовые припои
- Применять антистатический браслет
Соблюдение этих правил позволит избежать повреждения чувствительных микросхем и транзисторов при пайке.
Типичные ошибки при пайке и их устранение
Начинающие паяльщики часто допускают следующие ошибки:
- Недостаточный прогрев деталей — припой не растекается
- Перегрев компонентов — выход из строя электроники
- Использование грязного жала паяльника
- Недостаточное количество флюса
- Неправильный выбор мощности паяльника
Для устранения этих ошибок нужно тщательно подготовить детали, правильно подобрать паяльник и расходные материалы, а также освоить технику пайки на практике.
Меры безопасности при пайке
При работе с паяльником необходимо соблюдать следующие меры безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки
- Не прикасаться к нагретым частям паяльника
- Держать паяльник только за ручку
- Не оставлять включенный паяльник без присмотра
- Мыть руки после работы с припоем
Соблюдение техники безопасности позволит избежать ожогов и отравления парами припоя при пайке.
какие материалы и приспособления необходимы, как правильно паять провода
Если рассматривать способы пайки, то работа, произведённая паяльником, является самым распространённым и удобным. Несмотря на это, паяние паяльником имеет два важных ограничения, которые стоит учесть при выборе способа. Паять паяльником следует только низкоплавкими припоями и затруднительно производить нужные манипуляции, если детали, которые необходимо спаять, уж слишком массивные.
Последнее затруднение можно преодолеть, если воспользоваться дополнительными источниками тепла, такими как газовая или электрическая плита, газовая горелка. С помощью этих источников можно добиться нужного результата, прогрев паяемую деталь, хоть это и усложнит весь процесс.
Чтобы начать процесс пайки, необходимо подготовить нужный инструмент и специальные материалы. В первую очередь, конечно, необходим сам паяльник и понятно дело, что не обойтись без флюса и припоя.
Виды паяльников
Специалисты различают такие виды паяльных инструментов:
- Электрические паяльники, которые имеют керамический или спиральный нагреватель.

- Газовые паяльники, оснащённые газовой горелкой.
- Термовоздушные паяльники, в которых тепло проводится в нужное место воздушным потоком.
- Молотковые паяльники (которые работают с помощью открытого пламени или электрические).
- Индукционные паяльники.
Самыми распространёнными приборами для пайки считаются электрические паяльники, так как ими легко пользоваться и нетрудно приобрести. Нужный паяльный инструмент выбирают в зависимости от его мощности, которая показывает уровень теплового потока, направленного на паяемые детали.
Производить пайку электронных компонентов будет правильно прибором, мощность которого не будет превышать 40 Вт. Если у деталей, которые следует спаять стенки или провод, не превышают один миллиметр, то уместно будет выбрать инструмент в диапазоне 80–100 Вт. Если стенка детали от двух миллиметров и больше, то мощность нужна больше 100 Вт. Как раз к таким мощным инструментам относятся молотковые, работающие от электричества паяльники, которые бівают мощностью в 250 Вт.
Теплопроводность паяемого материала тоже необходимо учитывать при выборе мощности паяльника. Например, при пайке изделий из стали он должен находиться в менее нагретом состоянии, чем при работе с медной конструкцией.
Припои
Для паяния электрическим инструментом используется чистое олово, оловянно-свинцовые, оловянно-серебряные и другие варианты припоев.
Свинцово содержащие припои отличаются своей вредностью, но в то же время качество работы при их использовании значительно выше других припоев.
Если необходимо подвергнуть пайке посуду, применяемую для приготовления пищи, то правильно будет использовать лишь чистое олово.
Флюсы
Как утверждают специалисты, хорошо паяются такие материалы, как бронза, серебро, нейзильбер, медь, олово, золото, латунь, свинец. Вполне приемлемо можно паять никель, низколегированные и углеродистые стали, цинк. К материалам, с которыми сложно работать, можно отнести алюминий, нержавеющие, а также хром, высоколегированные стали, алюминиевую бронзу, чугун, магний, титан. На практике же можно отметить, что только неподготовленная деталь или провод, неправильно подобранный флюс и неверно выбранная температура обработки ведёт к плохой пайке.
Вполне приемлемо можно паять никель, низколегированные и углеродистые стали, цинк. К материалам, с которыми сложно работать, можно отнести алюминий, нержавеющие, а также хром, высоколегированные стали, алюминиевую бронзу, чугун, магний, титан. На практике же можно отметить, что только неподготовленная деталь или провод, неправильно подобранный флюс и неверно выбранная температура обработки ведёт к плохой пайке.Так что правильно подобранный флюс залог идеально выполненной работы с минимальными временными и физическими затратами. Именно флюс отвечает за то, будет ли паяться нужный металл, какой будет прочность соединения, насколько будет трудно проходить весь процесс. Вся задача флюса заключается в том, чтобы разрушить окисную плёнку паяемого металла.
Флюс «Паяльную кислоту», которая относится к кислым активным флюсам, запрещается применять, когда производится паяние электронных деталей. Своей агрессивностью такой флюс может вызвать коррозию. Но именно это его свойство позволит идеально соединить металлические детали. Таким образом, чем металл химически стоек, то активнее должен быть применяемый флюс. Но нельзя забывать, что то, что осталось от активных флюсов, нужно удалить после завершения процесса.
Но именно это его свойство позволит идеально соединить металлические детали. Таким образом, чем металл химически стоек, то активнее должен быть применяемый флюс. Но нельзя забывать, что то, что осталось от активных флюсов, нужно удалить после завершения процесса.
Для пайки стальных конструкций эффективными флюсами считаются водный раствор хлористого цинка и паяльные кислоты, произведённые на этой основе. На данный момент производители представили широкий ассортимент сильных флюсов, которые тоже можно использовать при пайке.
При работе с нержавеющей сталью в отличие от низколегированной и углеродистой стали, нужно применять более активные флюсы, которые позволят разрушить слой стойких окислов, покрывающий, поверхность нержавеющей стали.
Выясняя, как паять паяльником изделия из чугуна, то очевидно, что для этих целей электрический паяльник будет непригоден, так как не сможет выполнить поставленную перед ним задачу. Паять чугун нужно выполнимо лишь высокотемпературной пайкой.
Чтобы выполнить качественно работы с нержавейкой, необходимо применить ортофосфорную кислоту (Ф-38). Так как она лучше всего одолевает окисную стойкую плёнку, покрывающую этот материал.
Железо оцинкованное с лёгкостью позволит спаять флюс, который включает хлористый цинк, этиловый спирт, хлористый аммоний, канифоль (ЛК-2).
Приспособления и материалы
Далеко не все приспособления и материалы необходимы при проведении паяльных работ. Но все они упрощают и делают работу с паяльником более удобной и комфортной.
Подставка для паяльного инструмента нужна не только для удобства, но и для безопасности. Чтобы нагревающийся наконечник устройства не касался посторонних предметов, которые могут быть повреждены от такого соприкосновения.
Возможны три варианта получения такого нужного приспособления:
- Подставка продаётся в наборе с паяльным инструментом.
- Приобретается.
- Производится самостоятельно из листа тонкой жести.

Для удаления от излишков припоя существует специальная оплётка, которая производится из офлюсованных тонких медных проводков. Размотанный её конец прикладывается к припою, а затем сверху прижимается паяльником. Впоследствии весь лишний припой с помощью капиллярных сил, есть возможность собрать в ней, как в промокашке. Использованный кончик оплётки, который уже пропитан припоем, обрезается и выбрасывается.
При паяльных работах будет очень уместно иметь приспособление, которое именуется «третья рука». Данное устройство своими зажимами решает вопрос с катастрофической нехваткой рук при процессе паяния, где в одной руке держится паяльник, а в другой припой. К тому же это устройство может быть оснащено ещё и увеличительным стеклом, которое поможет лучше рассмотреть паяемые мелкие изделия или тонкий провод.
И конечно же, нельзя обойтись при проведении паяльных процедур без пинцетов, зажимов, плоскогубцев. Ведь детали могут сильно разогреться, и руками их держать будет невозможно.
Техника работы паяльником
Распространены несколько способов работы с паяльником:
- Доставка припоя с кончика инструмента сразу на нужные детали.
- Подача припоя непосредственно на площадку паяемой детали.
Но прежде чем начать паять, необходимо произвести подготовительные манипуляции с деталями. Подготовка заключается в закреплении деталей, разогреве паяльника и смачивании флюсом места пайки.
Если паяют первым способом, на паяльнике плавят маленькое количество припоя и придавливает его жало к необходимым местам на паяемых деталях. Уверенное движение наконечника паяльника вдоль предполагаемого шва способствует идеальному распределению припоя по паяемой поверхности.
При втором варианте пайки нужно сначала разогреть паяльником нужные детали до необходимой температуры пайки, а потом подают припой встык между нужными деталями или на подвергаемую пайке поверхность. Припой, расплавившись, заполнит расстояние между деталями, что обеспечит нужный результат.
Лужение проводов
Проведение лужения — это процесс покрытия верхнего слоя металла припоем. Такую операцию проводят как приготовительную перед пайкой, так и как самостоятельную операцию.
Самым распространённым направлением, где применяется лужение, это лужение концов электрических проводов. Как правильно паять паяльником провода и производить лужение, чтобы получить нужный эффект, рассмотрим в подробностях.
В зависимости из чего произведены провода и их состояния, в котором они находятся на момент работ, различается и обработка, которой их нужно подвергать.
Провод медный одножильный лучше всего подходит для лужения. Новый провод не защищён окислами, поэтому с ним не нужно проводить манипуляции по зачищению. Процесс заключается в нанесении на кончик провода флюса, на горячий конец паяльника наносится припой, а проводится по проводу паяльником, при этом стараясь проворачивать провод.
В некоторых случаях, когда проводник не намерен лудиться может помочь простая таблетка.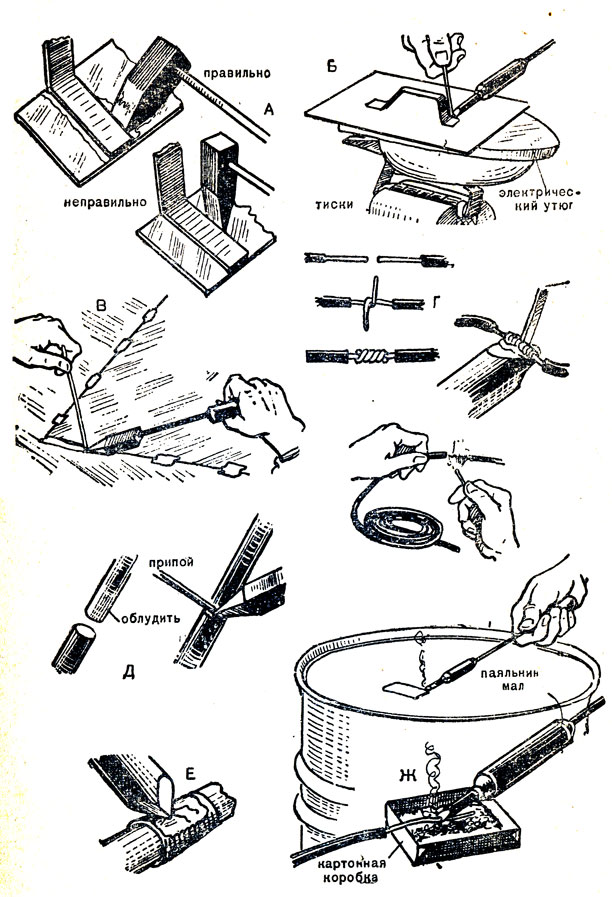 Такое может случиться в том случае, если провод покрыт лаком или эмалью. В таком случае необходимо таблетку аспирина разместить на дощечки и плотно прижав к её поверхности проводник, разогреть паяльником в течение нескольких секунд. При таких действиях таблетка плавится, чем вызывает разрушение лака. После этого можно проводить лужение провода без проблем.
Такое может случиться в том случае, если провод покрыт лаком или эмалью. В таком случае необходимо таблетку аспирина разместить на дощечки и плотно прижав к её поверхности проводник, разогреть паяльником в течение нескольких секунд. При таких действиях таблетка плавится, чем вызывает разрушение лака. После этого можно проводить лужение провода без проблем.
Пары от расплавленной таблетки аспирина вредны для здоровья, поэтому можно воспользоваться специальным флюсом, который удаляет лак с поверхности проводов.
Если провода старые, то они, как правило, покрыты окислами, которые будут препятствовать процессу лужения. Решить проблему можно с помощью уже упомянутого аспирина. Для этого необходимо расплести проводник, его положить на таблетку и несколько секунд греть паяльником, продвигая проводник из стороны в сторону.
Чтобы провести лужение провода из алюминия, необходимо приобрести специальный флюс, например, идеально подойдёт «Флюс для пайки алюминия». Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия.
Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия.
Чтобы убрать образовавшийся при лужении остаток припоя, можно провод разместить вертикально и к месту избытка прижать горячий паяльник. Все излишки стекут на паяльник с провода.
Используя все знания и нужные материалы, можно добиваться идеально выполненных работ при использовании паяльника.
Берем паяльник в руки!
Как и при других работах, так и при пайке деталей есть свои секреты и особенности. Некоторые думают: всё просто — включил паяльник, взял припой, канифоль и паяй себе сколько угодно!
В отличие от сварки, где происходит плавление соединяемых деталей, пайка — это своего рода «склеивание» двух (и более) элементов при помощи специального сплава- припоя, разогретого до необходимой температуры. Уметь правильно паять — это своего рода искусство. Чтобы хорошо и качественно паять, нужно знать некоторые основные секреты пайки, о которых и пойдёт речь в этой статье.
Уметь правильно паять — это своего рода искусство. Чтобы хорошо и качественно паять, нужно знать некоторые основные секреты пайки, о которых и пойдёт речь в этой статье.
Хороший паяльник
Конечно первое, что вам нужно — это паяльник. Паяльники, выпускаемые промышленностью, различаются в основном по их мощности. Самые распространенные — 25, 40, 65, 80 и 100 Ватт. Для радиолюбительской практики желательно иметь несколько видов паяльников различной мощности для пайка различных деталей:
-
Для мелких радиоэлементов — резисторы, транзисторы, конденсаторы, микросхемы вполне пригоден паяльник мощностью 25 Ватт.
-
Для пайки более крупных вещей — радиаторы микросхем, толстые провода, мощные клеммы необходим паяльник помощнее: Ватт на 40- 60.
Большинство из них работают от сети ~ 220В и не контролируют температуру нагрева жала.
Один из секретов качественной пайки — чистота жала паяльника и его нагрев. Если жало грязное, им трудно работать — плавиться припой будет, а к поверхности жала не прилипнет. Жало надо обязательно зачистить и залудить — покрыть тонким слоем припоя. Делают это так. Разогрейте паяльник и зачистите его жало напильником или шлифовальной шкуркой. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя поводите жало по деревянной палочке (или по подставке) так, чтобы вся поверхность его покрылась слоем припоя. Со временем жало будет покрываться окисным налетом темного цвета, мешающим пайке. Вот тогда снова залудите его.
Если жало грязное, им трудно работать — плавиться припой будет, а к поверхности жала не прилипнет. Жало надо обязательно зачистить и залудить — покрыть тонким слоем припоя. Делают это так. Разогрейте паяльник и зачистите его жало напильником или шлифовальной шкуркой. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя поводите жало по деревянной палочке (или по подставке) так, чтобы вся поверхность его покрылась слоем припоя. Со временем жало будет покрываться окисным налетом темного цвета, мешающим пайке. Вот тогда снова залудите его.
Припой
Кроме паяльника есть несколько других вещей, которые считаются необходимым для хорошего пайки. Конечно, один из которых — это припой. Требования к припою — тягучесть и хорошая смачиваемость в расплавленном виде, хорошее механическое соединение деталей в твердом виде. Припоем называется легкоплавкий металлический сплав, которым спаиваются провода и выводы деталей. При радиомонтаже чаще применяют оловянно-свинцовые припои, представляющие сплав олова и свинца.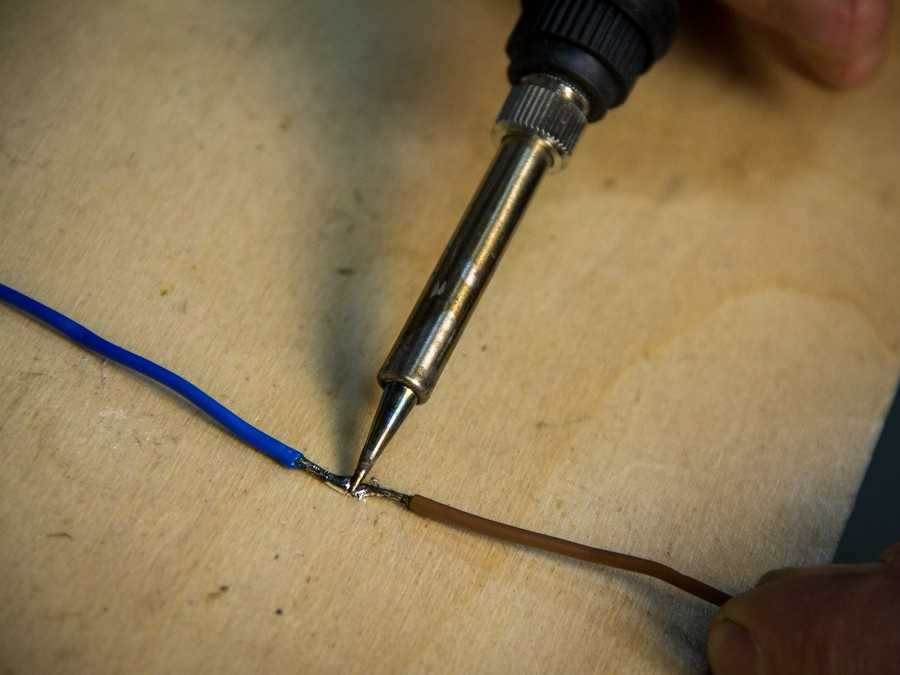 Температура плавления припоя 180 — 200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), например: ПОС-40, ПОС-60 цифры — это содержание олова в процентах. Самый распространённый припой ПОС-61 с канифолью. Он состоит из 61% олова и 39% свинца с флюсом в центре припоя.
Температура плавления припоя 180 — 200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), например: ПОС-40, ПОС-60 цифры — это содержание олова в процентах. Самый распространённый припой ПОС-61 с канифолью. Он состоит из 61% олова и 39% свинца с флюсом в центре припоя.
Кроме этого существуют припои и с более низкой или высокой температурой плавления:
сплав Вуда: Олово- 12,5%, Свинец- 25%, Кадмий- 12,5%, Висмут- 50%. Температура плавления- 60,5 град/С.
припой ПСр-25: Медь- 40%, Серебро- 25%, Цинк- 35%. Температура плавления- 780град/С.
Флюс
На качество пайки, в первую очередь, влияет наличие окислов на спаиваемых деталях. При окисленной (или загрязненной) поверхности детали ухудшается смачиваемость, и следовательно припой плохо или вообще не прилипнет к спаиваемой детали.
Для улучшения смачиваемости, кроме зачистки поверхности, применяются так — же и химические соединения — флюсы. Флюсы — это противоокислительные вещества. Они применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Без флюса припой может не прилипнуть к поверхности металла.
Флюсы — это противоокислительные вещества. Они применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Без флюса припой может не прилипнуть к поверхности металла.
Флюсы условно делятся на пассивные и активные.
Самый простой пример пассивного флюса — канифоль. Используется для соединения медных деталей. Применяется так — же и в виде спиртового раствора (СКФ). В виде раствора свойства канифоли даже лучше, чем в твердом виде: раствор позволяет проникать в труднодоступные участки соединений.
К активным флюсам можно отнести различные химические соединения на основе кислот или щелочей. Применяются они для пайки изделий, когда канифоль малопригодна: черные металлы, сталь, алюминий, драгоценные металлы. Таких флюсов достаточно много, самые распространенный из них — паяльная кислота.
Пайка радиоэлементов активными флюсами допускается лишь в крайних случаях и требует обязательной отмывки остатков флюса при помощи растворителей! Кроме этого почти все активные флюсы обладают еще и проводимостью, что так — же требует обязательного удаления остатков флюса после пайки.
Обязательно, соблюдайте правила безопасности при пайке: мойте руки после пайки теплой водой с мылом, не вдыхайте пар от расплавленного припоя! Помните, что при пайке выделяются вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять у открытого окна, зимой чаще проветривайте помещение. Хорошо бы иметь вытяжку над рабочим местом!
Вспомогательные инструменты для пайки
Вы должны иметь удобный держатель для паяльника. Бывают просто подставки, подставки вместе с очисткой наконечника жала паяльника.
Другой инструмент, которым часто пользуются — это вакуумный экстрактор припоя. Они бывают механическими, которые удаляют припой разогретый паяльником, и совмещенные модели с насадкой для разогрева места демонтажа(подключаются к сети 220В). Считается, что это один из недорогих и лучших способов освободить деталь от припоя.
Конечно, есть и другие вещи, которые помогут с пайкой, например, хорошо освещенное место работы, пинцеты с защёлкой, лента для выпайки, приспособление «третья рука» и т. д.
д.
Секреты пайки
Если вы паяете радиодетали, чувствительные к перегреву — используйте теплоотвод. Это может быть обычный пинцет, утконосы или плоскогубцы. Придерживайте ножку радиодетали во время пайки. Если надо спаять концы двух залуженных проводников, плотно прижмите их друг к другу и к месту касания приложите паяльник с каплей припоя на конце жала. Как только место спайки прогреется, припой растечется и заполнит промежутки между проводниками. Плавным движением паяльника распределите припой равномерно по всему месту спайки. Продолжительность пайки не должна превышать 3-5 с, особенно это касается радиодеталей, чувствительных к перегреву (транзисторов, микросхем, диодов, стабилитронов…). Припой быстро затвердеет и прочно скрепит детали, в это время надо следить, чтобы детали или проводники не смещались в течение 10 с. Для быстроты остывания можно подуть на место пайки, заодно мы будем сдувать испарения припоя от себя в сторону.
Во время налаживания конструкций приходится перепаивать проводники или заменять детали. Это нужно учитывать при монтаже. Так, концы деталей, соединяющиеся согласно схеме с общим проводником, следует припаивать не в одной точке, а на некотором расстоянии друг от друга. Не рекомендуется закручивать концы деталей вокруг проводника.
Это нужно учитывать при монтаже. Так, концы деталей, соединяющиеся согласно схеме с общим проводником, следует припаивать не в одной точке, а на некотором расстоянии друг от друга. Не рекомендуется закручивать концы деталей вокруг проводника.
Если вы делаете плату с большим количеством компонентов, сначала подумайте о порядке, чтобы все радиодетали уместились на ней. Учитывайте размер деталей, а также нагрев во время работы. Не располагайте близко к нагреваемым радиоэлементам другие компоненты, особенно электролитические конденсаторы. Ели необходимо оставьте место под радиатор.
Если вы паяете многожильный провод — сначала снимите с него необходимый отрезок изоляции, скрутите жилки провода, а затем облудите его припоем. Если вы будете залуживать лакированный провод (ПЭЛ, ПЭВ), зачистите это место шлифовальной шкуркой или перочинным ножом и поднесите кусок канифоли. Плавным движением паяльника равномерно распределите припой по залуживаемой поверхности.
Места проводников и деталей, предназначенных для пайки, должны быть зачищены до блеска. Тщательно зачищенный проводник кладут на кусок канифоли и хорошо прогревают паяльником. Канифоль быстро расплавится, а имеющийся на паяльнике припой растечется по проводнику. Поворачивая проводник и медленно двигая по нему жало паяльника, добейтесь равномерного распределения припоя по поверхности проводника.
Теперь берите паяльник в руки и воплотите свои мечты в реальность, произведите впечатление на своих друзей своими интересными электронными самоделками!
Чем можно заменить припой для пайки — ▷ Как можно?
В обиходе жизни бывают случаи когда необходимо найти способ, чем заменить припой для пайки, поскольку обычной канифоли дома не оказалось. В домашних условиях можно использовать множество довольно актуальных вариантов, некоторые более доступны, другие наоборот найти будет сложнее. В данный статье мы рассмотрим несколько вариантов таких замен и постараемся дать пояснения по ним подробнее.
В данный статье мы рассмотрим несколько вариантов таких замен и постараемся дать пояснения по ним подробнее.
Припой в домашних условиях можно заменить
| Вариант припоя | Описание |
| Аспирин | Наверное, самый доступный вариант, поскольку его можно найти в каждой аптечке. Для проведения качественной пайки обязательно использовать только сильно концентрированный раствор. Также важно учитывать – пайка с ацетилсалициловой кислотой сопровождается неприятным запахом. Поэтому важно обеспечить хорошую вентиляцию, помещение должно хорошо проветриваться. |
| Жир | Доступное средство, имеющее низкую стоимость. Главные недостатки жира – его консистенция, неприятный запах. Однако, он легко плавится и распространяется по пайке. Рассматривая варианты, чем можно заменить припой для пайки, жир нельзя оставить без внимания. |
| Смола | Использовать лучше смолу деревьев, особенно хвойных. Представляет собой неагрессивное вещество, которое легко плавить и распределять по поверхности. Можно использовать для различных вариантов пайки, лужения. Представляет собой неагрессивное вещество, которое легко плавить и распределять по поверхности. Можно использовать для различных вариантов пайки, лужения. |
| Янтарь | Экзотический и дорогой вариант. Однако благодаря схожим с канифолью характеристикам, является лучшим вариантом для пайки в домашних условиях. Главный недостаток – это низкая доступность. Найти янтарь не так уж и просто. |
| Канифоль для инструментов | Применяется для натирания смычков музыкальных инструментов. Однако ее можно использовать для пайки, поскольку имеет схожие с обычной канифолью характеристики. |
5 проверенных способов, чтобы паять без паяльника
Современный мир насыщен большим количеством разнообразных электротехнических изделий, а также металлической продукцией. Поэтому умение, а также навыки пользоваться обыкновенным паяльником, пригодятся каждому человеку. Благодаря пайке, пользователь может самостоятельно, не пользуясь услугами специальных сервисных центров, ремонтировать разнообразную бытовую технику (телевизоры, мониторы, радиоприемники), а также восстанавливать различные предметы из домашней утвари, при изготовлении которых использовались такие материалы как серебро, медь либо латунь.
Не у каждого человека под рукой есть такой инструмент как электрический паяльник. Однако существует большое количество разнообразных способов, которые позволяют вполне успешно паять разные по своему размеру детали, механизмы, а также изделия, без использования электрических паяльников. Некоторые методы пайки, позволяют паять разнообразные детали, а также соединять между собой металлы, в том случае, когда в доме нет электроэнергии.
Лужение без паяльника
Во время соединения между собой разнообразных участков конструкций механизмов либо деталей, на их поверхность предварительно наносится небольшой слой специального припоя. Такая процедура называется лужением. Благодаря лужению можно существенно улучшить контакт между соединяемыми деталями, а также повысить качество пайки.
Такую процедуру как лужение можно вполне успешно выполнить без такого инструмента как паяльник. Чтобы нанести тонкий слой припоя на детали необходимо взять небольшую металлическую емкость (можно использовать металлическую крышку из-под банки кофе) и насыпать в нее чистого олова либо оловянно – свинцового припоя. Также в емкость следует добавить немного канифоли.
Также в емкость следует добавить немного канифоли.
Затем металлическую емкость нужно разогревать до тех пор, пока не начнет расплавляться помещенный в нее припой. Осуществлять нагрев можно благодаря простой свече, электрической либо газовой плите. Затем конец очищенного от изоляции провода необходимо поместить в канифоль, а потом в расплавленный припой приблизительно на 2 секунды. Затем провод следует извлечь из емкости с расплавленным припоем и при помощи обыкновенной тряпки потереть его. Это позволит устранить из поверхности провода лишние слои припоя.
Без применения пальника можно залудить небольшие участки плоских деталей. Для того на их поверхность необходимо поместить немного, заранее наструганного, припоя и канифоли. Затем деталь необходимо разогреть. Для этого нижнюю ее часть подносят к источнику огня. Разогревать деталь рекомендуется непосредственно в том месте, куда была насыпана канифоль вместе с припоем. После того, как припой полностью расплавится, его при помощи стального стержня, следует аккуратно, равномерно растереть по плоской поверхности детали.
Во время лужения деталей, изготовленных из стали, канифоль использовать не нужно. Однако участки и места стальных деталей, где будет производиться пайка или лужение, необходимо предварительно обработать, используя для этого специальную паяльную кислоту.
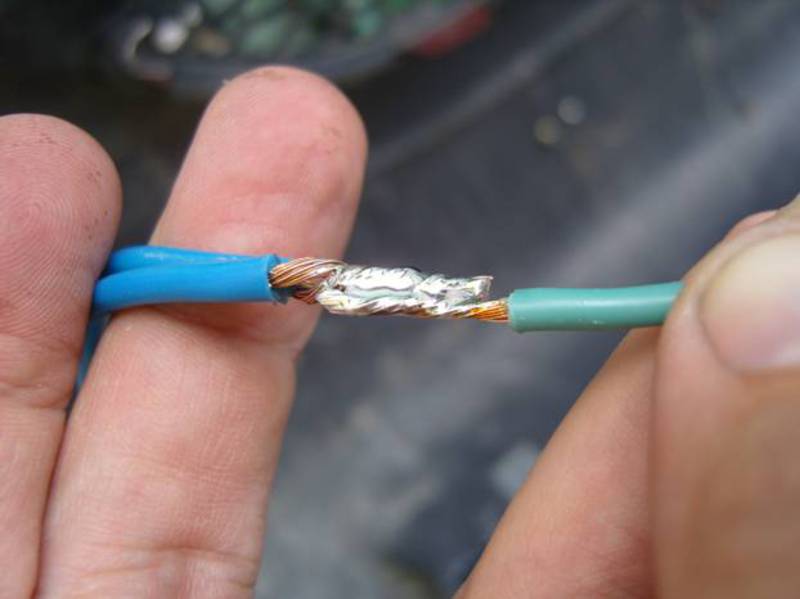
Пайка проводов без использования паяльника
Без применения паяльника можно быстро и легко спаять между собой медные провода. Для этого концы проводов подвергаются процессу лужения, а затем скручиваются друг с другом. Потом место пайки необходимо разогревать до тех пор, пока не начнет плавиться слой нанесенного припоя. В этом случае, в качестве элемента для разогрева следует использовать свечу, спички либо обыкновенную зажигалку. Это обусловлено тем, что в данном случае, для разогрева поверхности необходимо узконаправленное пламя.
Для пайки посуды либо домашней утвари, сделанной из алюминия, рекомендуется применять специальный припой, в состав которого входит свинец и олово. Чтобы соединить между собой провода большого диаметра, на место пайки, перед нагревом необходимо добавить немного измельченного припоя. Это обусловлено тем, что одного лужения, для надежного соединения между собой крупного провода может быть недостаточно. Таким образом, можно соединять между собой медные провода, диаметр которых не превышает отметки в 2 мм.
Это обусловлено тем, что одного лужения, для надежного соединения между собой крупного провода может быть недостаточно. Таким образом, можно соединять между собой медные провода, диаметр которых не превышает отметки в 2 мм.
Чтобы надежно припаять провода к деталям, на которых присутствует плоская поверхность необходимо подвергнуть их процессу лужения. Полудить нужно участок поверхности детали, где будет выполняться пайка и конец провода. Затем провод нужно прижать к плоской поверхности и насыпать на него немного припоя. После этого деталь следует разогреть, пока олово полностью не расплавится.
С использованием желобка
Для пайки проводов, диаметр которых составляет не более 3 мм, можно применять специальный желобок. Чтобы изготовить такой желобок можно воспользоваться обыкновенной алюминиевой фольгой, толщина которой составляет около 0,8 мм. Затем с концов провода рекомендуется удалить изоляцию длиной приблизительно в 3 см. Потом очищенные провода необходимо скрутить друг с другом или положить параллельно.
Фольгу следует отрезать в форме полоски, ширина которой должна быть равна участку пайки. Затем ее нужно согнуть в желобок таким образом, чтобы края полностью охватывали и покрывали соединенные участки проводов. Затем в желобок, предварительно загнув одну сторону фольги, насыпается немного канифоли и припоя. Потом фольга, для расплавления припоя, разогревается. После остывания олова, фольгу необходимо снять от спаянных проводов.
Пайка посуды или емкостей
Иногда возникают ситуации, когда нужно запаять небольшие отверстия, которые появились на поверхности такой домашней утвари как кастрюли либо ведра. Если диаметр появившегося отверстия не превышает отметки в 6 мм, тогда их можно быстро запаять, без применения такого инструмента как паяльник.
Для пайки посуды и разнообразных емкостей применяется специальный припой (ПОСво). Место, непосредственно возле отверстия нужно зачистить наждачкой. Зачищается отверстие во внутренней части емкости таким образом, чтобы в итоге оно приобрело форму конуса. Потом место пайки нужно обработать при помощи паяльной кислоты. В качестве альтернативы можно также вполне успешно использовать и соляную кислоту.
Потом место пайки нужно обработать при помощи паяльной кислоты. В качестве альтернативы можно также вполне успешно использовать и соляную кислоту.
В нижнюю часть отверстия нужно поместить небольшую, тонкую пластинку, которая не даст припою высыпаться наружу. В отверстие, с внутренней части емкости, необходимо положить небольшое количество припоя и канифоли. После этого при помощи направленного источника пламени припой нужно нагревать до тех пор, пока он не расплавится.
Для пайки посуды сделанной из алюминия, нужно пользоваться специальным припоем. Для его изготовления необходимо смешать олово вместе с цинком, в пропорции 4 к 1. Вместо цинка можно применять алюминий (в этом случае отношение олова к алюминию будет 99 к 1).
Пайка с использованием пасты
Соединить между собой провода либо разнообразные электронные, радиодетали можно без использования паяльника, при помощи специальной паяльной пасты. Такую пасту можно сделать самостоятельно, в домашних условиях. Для этого нужно взять эмалированную кастрюлю или ведро и налить в нее концентрированную соляную кислоту (32 мл). Затем в емкость необходимо добавить немного воды (12 мл). После этого, в раствор следует добавить цинк (8,1г), и олово (7,8г). Стоит отметить, что олово в емкость добавляется только после полного растворения в растворе ранее добавленного цинка.
Для этого нужно взять эмалированную кастрюлю или ведро и налить в нее концентрированную соляную кислоту (32 мл). Затем в емкость необходимо добавить немного воды (12 мл). После этого, в раствор следует добавить цинк (8,1г), и олово (7,8г). Стоит отметить, что олово в емкость добавляется только после полного растворения в растворе ранее добавленного цинка.
После того, как закончится действие химической реакции, из полученной смеси, путем выпаривания нужно удалить воду. После этого в емкости должна остаться пастообразная, по своей консистенции, смесь. Затем полученную пасту нужно положить в емкость, сделанную из фарфора и добавить в нее измельченный до порошкообразного состояния свинец (7,4г), олово (14,8г). Кроме того, в смесь, для получения пасты, необходимо добавить сухой нашатырь (7,5г), глицерин (10г), канифоль (9,4г), а также измельченный до консистенции пыли цинк (29,6г).
Чтобы спаять между собой провода или детали при помощи пасты нужно сначала зачистить районы, где будет производиться пайка.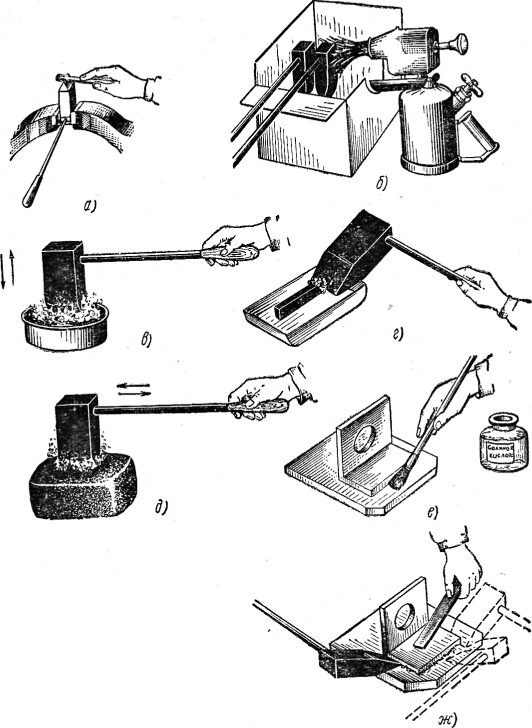 Затем, используя кисточку, на места пайки нужно нанести слой пасты и при помощи свечи либо огня спиртовки разогреть ее. После расплавления пасты, необходимо убрать источник пламени и подождать пока она полностью не застынет.
Затем, используя кисточку, на места пайки нужно нанести слой пасты и при помощи свечи либо огня спиртовки разогреть ее. После расплавления пасты, необходимо убрать источник пламени и подождать пока она полностью не застынет.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка.
 Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Подборка полезных приспособлений для пайки и ремонта электроники
Инструментов и приспособлений в любом деле много не бывает. Если прежде во время пайки удавалось обходиться паяльником, пинцетом, припоем и канифолью, то сейчас паяльные работы больше напоминают работу хирурга и химика. Появились новые виды флюсов, а радиокомпоненты измельчали. Для получения положительного результата теперь требуется специальный инструмент и оснастка. В новой подборке десяток полезных многим электронщикам-ремонтникам и просто радиолюбителям приспособлений.
Появились новые виды флюсов, а радиокомпоненты измельчали. Для получения положительного результата теперь требуется специальный инструмент и оснастка. В новой подборке десяток полезных многим электронщикам-ремонтникам и просто радиолюбителям приспособлений.
1. У любого, кто работает паяльником (и не паяет только ведра и тазики) обязательно есть пинцет или целый их набор. Однако большинство пинцетов фиксируют компоненты лишь, когда пинцет надежно зажат пальцами руки. Чуть ослабил хватку и какой-нибудь SMD резистор уже выпал и время уходит на его поиски. Избежать таких ситуаций можно используя пинцет с фиксацией. Длина пинцета 16,5 см, выполнен из нержавеющей стали и доступен в двух вариантах: прямой и изогнутый. Купить можно здесь.
2. Монтаж компонентов сейчас столь плотный, что извлечь их из платы порой бывает довольно проблематично. Не всегда выручают и пинцеты. Справиться с «мелюзгой» при плотном монтаже может помочь специальный компактный фиксатор. Длина фиксатора 120 мм, диаметр 10 мм, внешне напоминает отвертку, но при нажатии на шток-кнопку разжимаются четыре изогнутых щупа, компоненты можно фиксировать и вынимать из платы. Купить фиксатор можно тут.
Канифоль конечно флюс хороший, но в нынешних условиях уже далеко не всегда удобный. Сейчас гораздо удобнее пользоваться пастообразными флюсами. Их множество и фасуются они в шприцы, а это накладывает свои требования. Для выдавливания можно пользоваться поршнем от обычного медицинского шприца, но не всегда удается точно рассчитать усилие. В результате флюса выдавливается слишком много. Профессиональные приспособления стоят дорого, потому предлагаю Вашему вниманию пару дозаторов с куда более гуманными ценниками.
3. Первый из них это винтовой дозатор, который позволяет очень точно дозировать выход флюса или маски из шприца. Дозатор рассчитан на работу с шприцами 10 сс, т.е. 10 кубических сантиметров. Фиксируется на корпусе шприца, поршень закреплен на длинном винте, поворотом винта выдавливаем нужное количество флюса, маски и т.д. Просто и экономично.
4. Белее совершенный вариант дозатора, уже имеет более продвинутую форму. Стоит дороже, но зато позволяет обходиться одной рукой. Шприц вкладывается в дозатор, а нужное количество флюса выдавливается «спусковым крючком». По принципу действия напоминает клеевой пистолет. В комплекте десяток игл пяти диаметров.
Довольно часто приходится во время пайки убирать лишний припой с полигонов и контактных площадок. Наиболее удобным, на мой взгляд, видится применение специальных приспособлений.
5. Очень хорошо себя зарекомендовала в деле удаления излишков расплавленного припоя медная оплетка, в виде лент разной ширины. В зависимости от ситуации применяется той или иной ширины. Флюс, как и в случае пайки, ускоряет процесс прогрева и улучшает эффективность удаления припоя. Длина оплетки 1,5 метра, ширина на иллюстрации ниже.
6. Когда требуется точечно удалить припой вокруг выводов компонентов медная оплетка помогает слабо. В таких ситуациях куда эффективнее будет использовать оловоотсос. Принцип работы очень простой — в цилиндре корпуса спрятан подпружиненный поршень. Шток поршня утапливается в корпус (тем самым взводится пружина), нагреваем контактную площадку с выводом компонента, прислоняем оловоотсос и кнопкой спускаем поршень. Он двигается вверх и благодаря создаваемому разряжению воздуха, расплавленный припой засасывается внутрь оловоотсоса. Доступны комплекты с расходниками — уплотнительными кольцами для поршня и насадками.
7. Следующая полезная мелочь — это мочалка для очистки жала паяльника. Очень хорошо очищает жало от окислов и нагара. Как альтернатива — специальная губка, или совсем по-нашему: мочалка для посуды из хозмага (работает, но выглядит не серьезно)).
8. Жала современных паяльников покрыты никилиевым сплавом и благодаря этому служат долго. Однако и они не вечные, никилиевое покрытие порой перестает смачиваться припоем и пайка превращается в увлекательное мероприятие. Можно жало заменить, а можно продлевать ему жизнь, используя восстановитель жал Mechanic MCN-8S. Очищаем жало от нагара, обрабатываем рабочую часть жала восстановителем, пользуемся дальше.
9. При нынешней сложности электроники паяльник вещь не универсальная. Выпаять и припаять SMD резисторы и прочую мелочь еще можно, а вот с чипами дело обстоит куда сложнее. Тут без термофена обойтись сложно. Сам пользуюсь YIHUA 8858-1, который не раз меня выручал. Для домашнего применения вполне и более чем. Мощность 650 Вт, температура регулируется от 100 до 480 градусов, можно изменять скорость воздушного потока (на максимуме 480 л/мин), есть функция калибровки температуры. В комплекте 9 насадок на любой случай. Запасные нагревательные элементы в свободной продаже,
10. И чтобы освободить руки от фена, и свободно заниматься платой электронного устройства наши друзья придумали штатив для термофена вышеуказанной и похожей на него модели. Схож с штативом настольной лампы, но вместо светильника оборудован зажимом для фена. Крепится к столу струбциной, по вертикали угол изменяется на 180 градусов, по горизонтали можно разворачивать на 360, т.е. без проблем можно приспособить под нужные задачи и условия.
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта
40% и абсолютно не вреден для печатных плат.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Подручные средства для замены канифоли
Любая пайка может быть успешной только при соблюдении всех требований к выполнению процедуры. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
В продаже имеется достаточное количество готовых средств. Самым доступным, популярным признана канифоль. Случается так, что материала нет под руками, а припаять что-то нужно срочно.
Приходится соображать, чем можно заменить канифоль без ущерба для результата работы. Благо, выпускается большое количество специальных флюсов, а помимо них, можно использовать подручные средства.
Требования к материалам
Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Канифоль благополучно справляется с задачей. Соединения получаются качественными и долговечными.
Размышляя над тем, чем заменить канифоль в домашних условиях, следует помнить о необходимости выполнения припоем всех функций.
Замена должна соответствовать ряду следующих требований:
- иметь невысокую температуру плавления и небольшую плотность;
- хорошо расплавляться паяльником;
- не растекаться вне рабочей зоны;
- эффективно растворять оксиды;
- равномерно распределяться по поверхности;
- не вступать в реакции с металлом деталей и припоем;
- подлежать легкому удалению по окончании работы.
Продукты разложения флюса вместе с растворенными оксидами должны легко выталкиваться расплавом припоя из зоны формирования шва.
Натуральная светло-желтая канифоль, похожая на стеклообразную массу, — идеальный вариант. Чем ее можно заменить – подсказывают опытные умельцы.
Аспирин и электролит из батарейки
Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Обращаем внимание на то, что заменить канифоль шипучими таблетками не удастся. Они содержат наполнители (соединения натрия), которые при пайке не нужны. Поэтому применяют самый обычный простой аспирин.
Таблетки следует растолочь до порошкообразного состояния и растворить в воде или обычном винно-водочном спирте. Можно взять одеколон в качестве растворителя.
Растворяется ацетилсалициловая кислота хорошо. Ее свойств бывает достаточно для очистки поверхности, удаления грязи. Она может заменить канифоль без труда.
Неудобство состоит в необходимости проведения работы под вентиляционной вытяжкой или в проветриваемом месте. Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Если аспирина рядом нет, заменить канифоль рекомендуют электролитом от использованной солевой батарейки. Важно, чтобы она не была щелочной.
Жир, смола, янтарь
Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Запахи при работе исходят неприятные, но переносить их некоторое время можно без вентиляции.
Многие умельцы, особенно живущие в окружении лесов, применяют обычную смолу деревьев. Она легко плавится, хорошо растекается по поверхности рабочей зоны.
Есть положительные отзывы об использовании смолы елей, сосен. Ее собирают в обычной банки из жести, измельчают, насколько это возможно, а затем потихоньку растапливают на водяной бане.
Расплав нужно постоянно помешивать, убирая из него иголки и древесные частицы. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Для пайки железа древесную смолу советуют растворить в пищевом уксусе. Обращаем внимание на то, что применять эссенцию или концентрированную уксусную кислоту нельзя.
Очень подходит для применения в качестве флюса янтарь. Совет приемлем для жителей регионов, в которых янтарь добывают. Всем остальным заменить канифоль янтарем сложно. Цена слишком высока.
Нестандартные способы
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.
Кислоты со стеарином
Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Для предотвращения окисления металла можно тщательно зачистить его и припой, затем покрыть их стеарином. Стеарин (парафин) можно взять из свечек.
Перед нанесением защитного слоя на металл стеарин нужно расплавить, не перегревая. Защитный слой исключит контакт с кислородом. Пайку следует проводить под стеариновым слоем.
Некоторые мастера, чтобы заменить канифоль, на зачищенную поверхность металла намазывают всем известный клей БФ-6. Паять при этом нужно, сильно прижимая паяльник.
Приведенные способы – это «скорая помощь» паяльщика. При неожиданных ситуациях выход всегда можно найти с помощью простых и доступных средств. Но все же для качества пайки лучше использовать специальные средства.
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.
Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Пайка паяльником и пламенем
Существуют два способа пайки — твердым и мягким припоем. Выбор нужного способа определяется характером нагрузки, которую будут испытывать спаянные детали. Если соединение будет подвержено сильной нагрузке, то используется твердый припой. Когда пайка твердым припоем выполнена с соблюдением правил, материал в месте соединения при нагрузке гнется, но не разрывается. Температура плавления применяемого припоя в большинстве случаев ниже температур плавле — ния металлов, из которых состоят детали. Jo есть их соединение — это не результат плавления металлов, как при сварке: соединение происходит в процессе поверхностного легирования контактных участков припоем.
Паять мягким припоем можно паяльником и пламенем при температуре от 180 до 400°С. Для пайки твердым припоем требуется значительно больший нагрев — свыше 450°С. Достичь такой температуры можно только мощной горелкой.
Под пайкой подразумевается неразъемное соединение металлических деталей с использованием связующего вещества — припоя. Важное значение придается правильному выбору припоя и температуре пайки: без этого соединение не получится.
Огнеупорный стол для пайки
Лужение
Чтобы оловянный припой лучше прихватывал детали, наносите паяльную пасту на обе контактные поверхности, которые желательно начистить до блеска.
Окуните конец разогретого паяльника в паяльную пасту. Это предупредит «приклеивание»оловянного припоя и окисленного шлака к паяльнику и тем самым уменьшит его накал.
Теперь равномерно нагревайте контактную поверхность паяльником и прижимайте припой так плотно, чтобы он слегка расплывался. Не допускайте образования капель.
Соединение
Лучше сначала прихватить детали двумя точечными припоями. Подайте припой на предварительно нагретые точки верхней детали и поместите ее на нижнюю.
Держите детали в нужном положении и разогревайте точки соединения. При достижении определенной температуры припой начинает расплываться — детали прихвачены.
После этого нетрудно окончательно сформировать непрерывный паяный шов. Ведите паяльник вдоль стыковки деталей с наклоном, чтобы увеличить площадь нагрева.
Соединения, паянные мягким припоем
По возможности применяйте паяные соединения внахлест — это увеличивает площадь пайки и укрепляет соединение. Складывайте детали вместе так, чтобы щель между ними была равна 0,1-0,5 мм.
Соединения, паянные твердым припоем
При пайке твердым припоем остается более толстый шов, чем при пайке мягким припоем. Следует подавать много твердого припоя, чтобы быть уверенным, что он проходит повсюду. Паяный шов затем зачищается напильником.
Пайка трубы
Паять трубы из листового металла непросто: скрученный лист коробится при нагревании и стремится вернуть себе первоначальную форму. Поэтому здесь важны точная фиксация и равномерный нагрев.
Вспомогательный фиксирующий инструмент должен обеспечивать сильное зажатие и в то же время быть узким.
Широкий захват непосредственно в месте шва нарушил бы округлую форму трубы.
Паяльник большой мощности равномерно прогревает два лежащих друг на друге края листа. Экономно расходуйте оловянный припой: он должен только поплыть!
Подготовку к пайке также начинают с лужения. Поскольку лист соединяют внахлест, то один его край лудят с верхней стороны, другой — с нижней.
Фиксировать положение скрученной из листа трубы лучше струбциной. Нужно только нанести немного припоя снаружи, он протечет между краями листа и схватит их.
Пайка мягким припоем с помощью пламени
Пайку мягким припоем с использованием пламени целесообразно применять в случаях, когда необходимо соединить относительно толстые или крупные детали. Разогреть пламенем их можно быстрее и равномернее, чем паяльником.
Для пайки мягким припоем пригодны почти все металлы и их сплавы. Нельзя паять легкие металлы, например алюминий. Существуют припои, предназначенные для конкретных материалов или для соединения различных металлов. Прежде чем приобретать припой, поинтересуйтесь у продавца, какой лучше подойдет для выбранного вами материала и способа соединения.
Основным условием надежного соединения пайкой является чистота контактных поверхностей. Антикоррозионную смазку или посторонние наслоения, оставшиеся на поверхностях, выжигают пламенем. Однако из-за относительно низкой температуры при пайке мягким припоем (180-400°С) это достигается не всегда. Поэтому встык можно паять только декоративные соединения, так как они не испытывают больших нагрузок. При наличии механических нагрузок следует соединять внахлест.
Меры предосторожности
Проводя паяльные работы, обеспечьте хорошую вентиляцию помещения. Дело в том, что припой, в составе которого есть и тяжелые металлы, при разогревании и плавлении выделяет ядовитые пары. Они, как и испарения разогретого флюса, вредны для здоровья. Вести пайку следует в защитных очках и на безопасном расстоянии от возгорающихся материалов.
Такое угловое соединение встык лучше предварительно закрепить проволочными фиксаторами: это облегчит пайку непрерывного шва.
Нагрев
Очищенные до блеска металлические детали прилаживают друг к другу. Рабочие перчатки предупреждают попадание на поверхность жирных пятен.
Разогревайте детали равномерно. Горелку держите под небольшим углом к поверхности. В целях безопасности придерживайте детали деревянным бруском.
Обработку пламенем ведите от края к середине. По изменению окраски, особенно заметному у медных и латунных листов, можно видеть, как постепенно нагревается лист.
Подготовка
Чтобы соединение было безупречным, отшлифуйте контактные участки деталей наждачной бумагой до блеска.
Закрепить перед пайкой соединяемые детали в нужном положении поможет обычная проволока, которую надо согнуть соответствующим образом.
Чтобы предохранить контактные участки деталей от нового окисления, перед пайкой окуните разогретый оловянный припой в порошок нашатыря — это отличный материал для флюса.
Пайка твердым припоем с использованием пламени
Для соединения твердым припоем пригодны все металлы, включая бронзу и чугун. Этим способом можно соединять и такие разные материалы, как сталь и латунь.
Процесс пайки твердым припоем мало чем отличается от пайки мягким припоем, только в первом случае работа выполняется при более высоких температурах нагрева. Для небольших тонкостенных деталей подойдет газовая паяльная лампа.
Проволокой фиксируют только положение вертикально стоящей детали. Проволоку сгибают таким образом, чтобы участок пайки оставался свободным.
Производите нагрев, медленно продвигаясь от края нижней детали к участку соединения: так вы сможете предупредить сдвиг деталей по отношению друг к другу.
Подавайте припой понемногу, чтобы паяный шов получился аккуратным.
Пайка металлов — Медницко-жестяницкие работы
Пайка металлов
Категория:
Медницко-жестяницкие работы
Пайка металлов
Пайка паяльником
Паяльник является основным инструментом, применяемым при пайке. Назначение паяльника — расплавлять и наносить припой на спаиваемые поверхности, а также прогревать место спая.
Паяльники периодического действия нагреваются пламенем паяльной лампы или на горне, а непрерывного действия — электрическим током или бензиновой горелкой.
Паяльники периодического действия изготовляются из красной меди марки Ml, которая быстро нагревается, хорошо сохраняет тепло и легко передает это тепло припою и спаиваемому материалу.
Паяльник состоит из медной головки, железного стержня и деревянной ручки. Головка имеет заостренную под углом 40—50° рабочую часть и плоскую тыльную.
Поверхность головки должна быть чистой и гладкой, без раковин и трещин. Для лучшего распределения припоя рабочая часть облуживается. Вес паяльника зависит от его назначения. Обычно при работе употребляют паяльники весом от 250 г до 1 кг.
Паяльники непрерывного действия в зависимости от источника нагрева подразделяются на бензиновые и электрические.
Бензиновый паяльник состоит из двух частей: небольшой паяльной лампы и обычного паяльника, который можно передвигать, устанавливая на различном расстоянии от горелки. Для ремонтных работ такие паяльники очень удобны и практичны. Они быстро нагреваются и в отличие от электрических не требуют никакого дополнительного оборудования и электропроводки. Ими можно пользоваться как паяльной лампой, удалив медный паяльник.
Электрический паяльник удобен там, где нельзя работать с открытым пламенем. Основными его недостатками являются наличие проводов для подвода электрического тока и малый запас тепла, которого хватает только для пайки деталей с небольшой массой. В качестве нагревательного элемента в паяльнике применяют
спираль из проволоки высокого сопротивления, обычно из нихрома, У паяльников, работающих от сети напряжением 120 и 220 в, толщина проволоки мала, поэтому спирали часто перегорают. Для увеличения срока службы паяльников напряжение питающего электрического тока снижают с помощью трансформаторов до нескольких вольт (6—12 в), что позволяет применять для спиралей более толстую проволоку.
При включении паяльника в сеть проверяют, на какое напряжение он рассчитан. Рабочее напряжение паяльника указывается на тыльной стороне. Рекомендации по выбору паяльников приведены в таблице 8.
Для удобства пайки и получения качественных паяных соединений применяют специальные приспособления: паяльные зажимы, поддержки.
Спаиваемые поверхности зачищают шаберами и напильниками.
Припои и флюсы. При пайке паяльником применяют оловянно-свинцовые припои.
Марка припоев расшифровывается следующим образом: буква П обозначает припой, ОС — оловянно-свинцовый, а цифра — процент олова в данном припое.
Припой ПОС-90 применяется для пайки внутренних швов пищевой посуды.
Припой ПОС-61, как наиболее легкоплавкий, употребляется когда соединяемые детали нельзя нагревать выше 200°.
Припой ПОС-50 обладает повышенной текучестью и используется при пайке радиаторов и других ответственных деталей.
Припои ПОС-40 и ПОС-30 применяются для пайки электро- и радиоаппаратуры и электромонтажных работ. Ими можно паять детали из оцинкованного железа и стали.
Припой ПОС-18 служит для лужения деталей перед пайкой и для пайки деталей, которые не требуют повышенной прочности соединения.
Для приготовления оловянно-свинцовых припоев определяют потребное количество олова и свинца по процентному содержанию их в припое Например, на 100 г припоя ПОС-40 берут 40 г олова, 58 г свинца и 2 г сурьмы. Свинец расплавляют в графитовом тигле и в него небольшими порциями добавляют олово, размешивая смесь железным прутком. Каждую следующую порцию олова подмешивают после полного расплавления предыдущей. Затем вводят в смесь сурьму. Расплавленный припой разливают в железные или чугунные сухие формы. Палочка припоя должна быть длиной 250—300 мм, шириной 10—15 мм и толщиной 3—5 мм.
Паяльные флюсы используют для очистки поверхности деталей и припоя от окислов и загрязнений и улучшения смачиваемости расплавленным припоем соединяемых поверхностей. Паяльные флюсы должны обладать более низкой температурой плавления, чем применяемые припои.
В качестве флюсов для пайки широко применяются хлористый цинк, нашатырь, канифоль.
Хлористый цинк употребляется в порошке и в растворенном виде (в соотношении: 1 часть хлористого цинка и 3 части воды).
После окончания пайки остатки флюса тщательно смывают теплой водой, чтобы избежать разъедания паяного шва. Для изделий, которые после пайки трудно промыть, не применяют хлористый цинк. При отсутствии готового хлористого цинка его легко приготовить, растворив металлический цинк в соляной кислоте. Для растворения цинка берут техническую соляную кислоту. Количество цинка зависит от крепости кислоты. Обычно на одну весовую часть металлического цинка нужно пять весовых частей крепкой (дымящей) кислоты, которую предварительно разбавляют равным по объему количеством воды.
Цинк растворяют в фарфоровой или стеклянной посуде, металлическую посуду кислота быстро разъедает. Цинк следует брать в виде стружки или мелких кусочков. После прекращения выделения пузырьков газа, флюс готов. Такой раствор называют травленой кислотой. Если его выпарить, то на дне останется белый порошок — хлористый цинк.
Нашатырь (хлористый аммоний) — распространенный флюс для пайки мягкими припоями, встречается в виде порошка и в кусках. Он легко растворяется в воде и хорошо растворяет жировые вещества — поэтому широко применяется при лужении. Нашатырем проводят химическую очистку паяльников. При нагревании нашатыря выделяются белые ядовитые пары.
Канифоль применяют для пайки чистых и обезжиренных деталей из меди и латуни, особенно для пайки медных электропроводов. Расплавленная канифоль растворяет окись меди. Остатки флюса не оказывают никакого химического действия на паяный шов и поэтому могут не удаляться. Канифоль бывает в виде порошка, кусков или концентрированного раствора в спирте.
Подготовка к пайке состоит из двух операций: подготовки паяльника и подготовки изделия. Подготовку паяльника начинают с зачистки его рабочей части драчевым напильником в тисках или на упоре. Рабочая часть паяльника должна иметь скругленную форму. Только при пайке очень тонких швов допускается заточка носка почти на острый угол. После опиловки паяльник нагревают с тыльной стороны в пламени паяльной лампы или на горне. При перегреве паяльник сильно окисляется и его трудно облудить припоем.
Достаточно нагретый паяльник при прикосновении к припою расплавляет его. После нагревания очищают носок паяльника от окислов путем трения его о кусок нашатыря и облуживают припоем тонким и ровным слоем. Если припой ложится неравномерно, паяльник нагревают сильнее.
Подготовку изделия проводят следующим образом: спаиваемые поверхности хорошо подгоняют друг к другу, тщательно очищают от грязи и жира и прочно скрепляют зажимами или другими приспособлениями, чтобы детали при нагреве и пайке не смещались одна относительно другой. Зазоры должны быть равны 0,1—0,15 мм, при зазоре большей величины уменьшается прочность соединения. При очень малых зазорах (меньше 0,05 мм) прочность снижается — припой не заполняет весь зазор. Лучшими соединениями являются нахлесточное и телескопическое. Стыковое соединение применяется только для обеспечения герметичности швов. Перед пайкой на соединяемые поверхности наносят кисточкой флюс.
Подготовив паяльник и изделия, приступают к пайке: нагретым паяльником каплю припоя переносят на шов и медленно проводят паяльником по шву, чтобы весь шов успел прогреться. Плоскую грань наконечника паяльника прикладывают так, чтобы обеспечить наибольшую площадь соприкосновения с деталью. Припой должен ложиться тонким слоем без разрывов. Если припой не смачивает какое-либо место( не пристанет к металлу), то туда добавляют каплю флюса.
Пайку лучше вести двумя паяльниками: пока работают одним паяльником, другой нагревается. После каждого нагревания паяльник зачищают о кусок нашатыря.
При пайке массивного толстостенного изделия его предварительно нагревают в печи или паяльной лампой до температуры 120—150°, после чего запаивают и дают ему остыть.
Сразу же после окончания пайки спаянное изделие нельзя передвигать или ударять, так как припой при затвердевании бывает очень хрупким. Спаянному шву надо дать спокойно остыть, затем удаляют остатки флюса теплой водой. Промывку не проводят, если в качестве флюса применялись вещества, не вызывающие коррозии мест пайки (канифоль, вазелин, воск).
Инструмент и материалы, использованные при пайке, убирают на место, предварительно удалив с напильника окалину и грязь и охладив его на воздухе. При охлаждении паяльника в воде ухудшается теплопроводность меди, вследствие чего паяльник приходит в негодность. Для восстановления первоначальных свойств меди паяльник перековывают.
Ниже приведены характерные дефекты пайки.
Припайку наконечников к тросам осуществляют следующим образом:
1. Отмеряют трос требуемой длины. Участок, где трос надо разрубить, обвязывают мягкой железной проволокой в двух местах на расстоянии 50 мм. Часть троса, заключенную между двумя обвязками, зачищают и спаивают во избежание раскручивания конца троса после разрубания. Подготовленный трос рубят зубилом на наковальне.
2. Зачищают внутреннюю поверхность наконечника шабером или наждачной бумагой, смазывают ее травленой кислотой и тщательно облуживают. Облуженный наконечник опускают в раствор щелочи, после чего промывают и просушивают.
3. Смазывают конец троса флюсом и облуживают все его пряди.
4. Надевают наконечник на трос и припаивают его при помощи массивного паяльника или с подогревом паяльной лампой.
Для припайки кабельных наконечников нужно:
— осторожно подрезать ножом изоляцию на расстоянии 15—18 мм от конца провода, аккуратно зачистить ее и свить проволочки.
Облудить провод и наконечник.
Припаять наконечник к проводу припоем ПОС-40 или ПОС-30. В качестве флюса используют канифоль или раствор нашатыря в денатурированном спирте. Применять хлористый цинк запрещается.
—
Пайка есть процесс соединения металлических частей с помощью более легкоплавкого присадочного металла, называемого припоем. При пайке основной металл находится в твердом состоянии, а припой — в расплавленном. Соединение частей основного металла осуществляется вследствие взаимного растворения и диффузии припоя и основного металла в зоне шва.
Рис. 1. Схема электрошлаковой; сварки
Диффузия и растворение припоя и основного металла возможны лишь в том случае, если припой смачивает основной металл; свинец, например, не смачивает медь и не может служить для нее припоем. Для диффузии необходимо также, чтобы спаиваемые поверхности были свободны от грязи и окислов. Кроме того, в процессе пайки припой и основной металл должны быть защищены от окисления кислородом воздуха или пламени. Для удаления окислов и для защиты от окисления при пайке служат флюсы.
Пайкой могут соединяться углеродистая и легированная стали всех марок, твердые сплавы, ковкие и серые чугуны, а также благородные, редкие и цветные металлы и их сплавы. Возможна также пайка разнородных металлов и сплавов (например, стали с твердым сплавом и др.).
Преимущества пайки: простота выполнения операции, прочность и чистота соединения, отсутствие плавления основного металла, сохранение размеров и формы спаиваемых частей, возможность механизации и автоматизации процесса.
Улучшение составов припоев и усовершенствование технологии пайки в последние годы дают возможность все шире внедрять пайку в производство автомобилей, велосипедов, деталей других машин, механизмов и приборов.
Принято различать два вида пайки: пайку мягким припоем и пайку твердым припоем. Мягкие припои имеют невысокую механическую прочность (спч — 5—7 кг/мм2) и температуру плавления ниже 400°. Твердые припои имеют значительную прочность — до 50 кг/мм2 и температуру плавления выше 550°.
—
Пайка, так же как и сварка, относится к способам образования неразъемных соединений. Принципиальное ее отличие от сварки состоит в том, что материал соединяемых деталей не плавится, а соединение осуществляется с помощью более легкоплавкого металла, называемого припоем. Жидкий припой смачивает соединяемые поверхности, частично диффундирует в них и при остывании прочно их соединяет. Различают пайку твердыми и мягкими припоями.
Рис. 1. Схема пайки твердым припоем:
1 — припой; 2 — детали; 3 — зазор; 4 — припой.
Твердые припои — медно-цинковые и серебряные — плавятся при температуре 720—860° и дают высокую прочность, которая достигает 40—50 кг/мм2.
Папку твердым припоем производят в следующем порядке: части, подлежащие соединению, подгоняют друг к другу с таким расчетом, чтобы зазор между ними не превышал 0,2— 0,3 мм, так как при большем зазоре прочность соединения уменьшается. Затем эти части обезжиривают горячим раствором щелочи и, подложив в месте соединения пластинку или пруток припоя, скрепляют железной проволокой. Место спая посыпают бурой или борной кислотой, которые предохраняют спаиваемые поверхности от окисления и называются флюсами.4 Затем в пламени паяльной лампы, газовой горелки, в камерной или муфельной печи, в горне, а иногда даже токами высокой частоты детали нагревают до расплавления припоя.
Жидкий припой благодаря поверхностному натяжению проникает в зазоры в месте спайки и после остывания дает прочное соединение деталей. На рисунке 38 показаны детали, подготовленные к пайке (а) и после нее (б).
В настоящее время применяется пайка стальных изделий в электрических печах с защитной газовой атмосферой (водород, аммиак), благодаря которой изделие не окисляется и остается светлым..
Мягкие припои легкоплавки (t° пл. = 200—300°С). При сравнительно низкой прочности (4—8 кГ/мм2) они позволяют получать герметичные, непроницаемые для жидкостей и газов швы и обеспечивают надежность электрического контакта. Их широко применяют в электро- и радиотехнике. В качестве мягких припоев широко применяется олово и оловянно-свинцовые сплавы. Так называемый «третник» состоит из сплава 1 части олова и 2 частей свинца.
Пайка мягкими припоями несложна и доступна каждому, если имеются следующие материалы и инструменты:
1. Паяльник — электрический или простой (кусок меди на железной рукоятке, нагреваемый в пламени примуса или газовой горелки).
2. Напильник или наждачная бумага для очистки спаиваемых поверхностей от ржавчины и грязи.
3. Раствор хлористого цинка в воде (ZnCy, иначе называемый «травленой соляной кислотой».
4. Хлористый аммоний или нашатырь (Nh5C1) куском или в порошке.
5. Кусочек припоя.
Паяльник нагревают до температуры 300—400°С и очищают от окислов, потерев его о кусок нашатыря. Если паяльник нагрет достаточно, от куска нашатыря идет белый дымок, а медь паяльника в этом месте становится чистой.
Паяльником касаются припоя, и несколько капель расплавленного металла прилипают к его очищенному концу.
Детали из меди, латуни и белой жести очищают от грязи и жира, смазывают раствором хлористого цинка и нагревают паяльником, пока припой не потечет по их поверхности. Тогда паяльник удаляют и, удерживая вместе спаиваемые детали, ждут, когда поверхность расплавленного припоя помутнеет. Это означает затвердение припоя и прочное соединение деталей.
Детали из стали следует предварительно залуживать, т.олова. Для этого их тщательно очищают от ржавчины, смазывают хлористым цинком и нагревают паяльником, двигав его по поверхности деталей, пока припой не прилипнет по всей поверхности шва. Тогда детали соединяют и снова прогревают паяльником до расплавления припоя.
Для пайки медных проводов вместо хлористого цинка часто употребляют канифоль. Массивные детали, которые не удается прогреть паяльником до температуры плавления припоя, следует нагревать предварительно.
Реклама:
Читать далее:
Пайка горелками
Статьи по теме:
4 секрета пайки | ldsound.ru
Бывает так: вроде бы детали спаяны хорошо, припоя на них предостаточно, а стоит слегка потянуть пинцетом вывод какой-либо детали — и пайка разваливается. Прочная и красивая пайка — своего рода искусство, которое дается не сразу. Здесь есть свои тонкости и секреты пайки.
Во-первых, жало паяльника на конце должно быть всегда облужено. Если же оно покрыто окалиной, припой будет плавиться, но к жалу не прилипнет. Паять таким паяльником нельзя. Чтобы облудить жало, надо зачистить его напильником или наждачной бумагой. Лучше перед этим слегка расклепать жало на наковальне или стальной плите легкими ударами молотка. Образовавшийся “наклеп” увеличивает прочность жала и замедляет образование раковин. Включите нагрев паяльника и периодически дотрагивайтесь до куска канифоли. Когда канифоль начнет плавиться, она покроет жало сплошным слоем. Подождите немного, чтобы паяльник нагрелся еще сильнее, и дотроньтесь до кусочка припоя. Если температура жала достаточна, припой расплавится и покроет жало тонким слоем. Периодически повторяйте эту операцию по мере износа конца жала.
Во-вторых, качество пайки сильно зависит от температуры жала. Недостаточно горячий паяльник превращает припой в кашицу, которая не дает прочного соединения, а с перегретого паяльника припой скатывается. Признаком достаточного нагрева паяльника являются вскипание канифоли и обильное выделение пара при соприкосновении ее с паяльником. Нормально нагретое жало хорошо плавит припой и почти не покрывается окалиной.
В-третьих, размеры и форма жала паяльника, а также температура его нагрева должны соответствовать размерам спаиваемых деталей и температуре плавления припоя. Поскольку в практике радиолюбителя встречается большое разнообразие паяльных работ, желательно использовать несколько типов (хотя бы два) паяльников с жалами различной формы и размеров.
Для пайки крупных деталей лучше использовать паяльник мощностью 60-100 Вт. Малогабаритные детали и интегральные микросхемы хорошо паяются 25-ваттным низковольтным паяльником (5-12 В), питаемым через понижающий трансформатор.
Нагреватели всех паяльников рассчитаны на нагрев до номинальной температуры при пониженном напряжении сети. При нормальном напряжении и длительной работе паяльники перегреваются, поэтому их желательно включать через устройства, позволяющие регулировать температуру жала (например, лабораторный автотрансформатор — ЛАТР).
В-четвертых, для пайки радиодеталей применяйте легкоплавкий припой ПОС-61 (температура плавления 190°С) или, в крайнем случае — ПОС-40 (Шл=235°С). В качестве флюса (вещества, которое защищает поверхность металла и припоя от окисления и обеспечивает смачиваемость места пайки) используется твердая канифоль или раствор канифоли в спирте. Ни в коем случае нельзя применять кислотный флюс (хлористый цинк), так как он разъедает выводы деталей.
Прежде чем припаивать вывод детали, его нужно облудить. Делают это так. Вывод зачищают надфилем, наждачной бумагой или ножом и, положив зачищенный вывод на кусочек канифоли, прикладывают к нему горячий паяльник. Канифоль плавится и покрывает вывод. После этого на жало паяльника набирают капельку припоя, кладут вывод детали на дощечку и проводят паяльником по выводу, поворачивая деталь. Вывод покрывается тонким слоем припоя. Облуживание следует производить быстро, чтобы не перегреть деталь. Особенно осторожно облуживайте выводы полупроводниковых приборов и конденсаторов, так как эти элементы боятся перегрева. Лучше всего вывод возле корпуса придерживать пинцетом или плоскогубцами, которые играют роль теплоотвода.
Чтобы припаять вывод одной детали к другой, их плотно прижимают друг к другу, берут жалом паяльника капельку припоя, опускают жало в канифоль и тут же прикладывают к месту пайки. Прогрев место пайки, равномерно распределяют по нему припой. При нормальном нагреве паяльника припой сам растекается по выводам. Количество припоя должно быть минимальным, тогда пайка получается аккуратной. Продолжительность пайки — не более 3 с. Теперь нужно убрать паяльник и до полного застывания припоя (около 10 с) детали нельзя шевелить.
Помните, что пайка обеспечивает хороший электрический контакт, но механическая прочность места пайки невысока. Поэтому, если прибор будет подвергаться ударам, вибрации или другим механическим воздействиям, то перед пайкой выводы деталей следует механически соединить (скрутить) между собой, как показано на рисунке.
|
главная основы элементы примеры расчетов любительская технология общая схемотехника радиоприем конструкции для дома и быта связная аппаратура телевидение справочные данные измерения обзор радиолюбительских схем в журналах обратная связь реклама
|
что такое электрический ток подготовка рабочего места техника безопасности немного о пайке
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ «Неужели даже в таком деле, как пайка
деталей, есть секреты?» — спросите вы. Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.
Четвертый
секрет — правильное соединение
проводов при пайке и хороший прогрев места
спайки деталей. Если надо спаять концы двух
залуженных проводников, плотно прижмите их
друг к другу и к месту касания приложите
паяльник с каплей припоя на конце жала. Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с. ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово — 90 %, Сурьма - 0,15%, Свинец — остальное. ПОС-60 — температура плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х мм.кв., используется для пайки высоко ответственных соединений, в том числе и в радиотехнике. Состав: Олово — 60%, Сурьма — 0,8%, Свинец - остальное. ПОС-50 — температура плавления — 222 градуса Цельсия, прочность на разрыв — 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово — 50%, Сурьма — 0,8%, Свинец — остальное. ПОС-40 — температура плавления — 235 градусов Цельсия, прочность на разрыв — 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово — 40%, Сурьма — 2%, Свинец — остальное. ПОС-30 — температура плавления — 256 градусов Цельсия, прочность на разрыв — 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово — 30%, Сурьма — 2%, Свинец — остальное. ПОС-18 — температура плавления — 277 градусов Цельсия, прочность на разрыв — 2,8 кГ х мм. кв., используется для пайки при пониженных требованиях к прочности шва, а также для лужения перед пайкой. Состав: Олово — 18%, Сурьма — 2,5%, Свинец — остальное. ПОС-4-6
— температура
плавления — 265 градусов Цельсия, прочность на разрыв — 5,8 кГ х мм.
кв., используется для пайки с погружением в ванну с расплавленным
припоем. Состав: Олово 4%, Сурьма — 6%, Свинец — остальное. |
10 вариантов использования паяльника
С паяльником знаком каждый умелец. Он плавит припой (металлический сплав с низкой температурой плавления) для плавления двух материалов с помощью тепла, подаваемого через концентрированную точку. Это особенно удобно для торговцев, таких как электротехники, ювелиры, слесарии и т. Д.
Это также более безопасно и точнее, чем плавление с помощью других нагревательных инструментов, таких как горелка, и практически не имеет риска воспламенения или ожога материалов, которые вы используете.Вот 10 способов узнать больше о возможностях паяльника:
1) Пайка в кровельных работах
Кровельщики часто используют припой для сплавления компонентов медной кровли. Его также используют при изготовлении гидроизоляции кровли. Поскольку кровля не требует такой точности, как работа с крошечными компонентами, обычный паяльник для кровли имеет широкий наконечник, который может очень быстро нагреваться, и ему часто помогает газ для поддержания тепла в ветреную погоду.
2) Пайка металлических желобов
Металлические желоба для дома скрепляются пайкой.Это похоже на материалы, которые кровельщик использовал бы для кровли. Пайка создает прочное соединение, которое делает водостоки герметичными. Определенно удобно в дождливые дни!
3) Пайка витражей и мозаики
Прекрасные узоры разных цветов, которые вы видите на витражах и мозаиках, скрепляются припоем. Обычно для этого требуется более мощный паяльник на 100 Вт, а также другие инструменты, такие как стеклорез или шлифовальный станок.
4) Пайка для пластиковых плат
Одно из самых распространенных применений паяльника, пластиковые печатные платы используются в электронике.Металлический сплав припоя обеспечивает продолжение электрического тока при соединении двух проводов. Необходимая для этого точность часто означает необходимость использования более точных инструментов, включая контроль температуры паяльника.
5) Пайка для электриков
Как и в случае с печатными платами, электрики используют паяльники для сращивания проводов в жилых или коммерческих помещениях. Они также используют их для предохранения проводов в электрических клеммах или панелях управления.
6) Пайка в автосервисе
Хотя припой недостаточно прочен для ремонта двигателя, он обычно используется для заполнения неровностей, сглаживания шероховатых поверхностей или затяжки соединений. Его также можно использовать для заполнения отверстий, плавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.
7) Паяльные инструменты для домашних проектов
Еще одно распространенное применение паяльника — домашние проекты мастеров на дому. Обширная тема означает, что в дополнение к обычному паяльнику есть также несколько паяльных инструментов, таких как паяльный карандаш или паяльный пистолет.
8) Пайка ювелирных изделий
Еще одно ремесло, требующее высокой точности, ювелиры, как правило, используют паяльные ручки или паяльники со сменными наконечниками для большей точности при работе с ювелирными изделиями. Припой также имеет высокий процент серебра.
Из-за оксидов, которые образуются при нагревании металла, ювелиры обычно используют флюс буры, чтобы уменьшить окисление, чтобы помочь сохранить качество своей работы.
9) Паяльные вакуумные трубки
Вакуумные трубки могут быть припаяны для образования герметика и изоляции деталей при выполнении соединений металл-керамика.Это важно в электронике, так как почти вакуум обеспечивает свободное прохождение электрического тока.
10) Пайка в сантехнике
В целях безопасности сантехники используют бессвинцовый припой при соединении водопроводных труб. Хотя более крупные проекты обычно можно выполнять с помощью горелки, в некоторых ситуациях они работают в ограниченном пространстве, где паяльник будет безопаснее и проще в обращении.
Вот и все! Паяльники бывают не только по-разному, но и по-разному.Чтобы подобрать идеальный паяльник для работы, ознакомьтесь с нашей подборкой на Chandler Tool! А если вы только изучаете все тонкости пайки, вот руководство для начинающих, которое поможет вам начать работу!
5 Применение паяльника в домашних условиях
Паяльники — отличный инструмент, который можно носить дома, даже если вы никогда не собираетесь выполнять электромонтажные работы. У паяльников есть много применений, которые могут быть полезны в доме — от простого ремонта небольших отверстий в металлических предметах до устранения определенных автомобильных проблем.
Паяльники знакомы большинству ювелиров, слесарей, кровельщиков и техников-электронщиков, поскольку они часто используют припой для соединения металлических деталей. В зависимости от работы используются разные типы припоя. Ювелиры используют припой с высоким содержанием серебра, а электрики обычно используют металлы с высоким содержанием олова. Кровельщики и слесари обычно используют смесь свинца и олова в соотношении 50/50, чтобы прикрепить два куска металла.
Дополнительную информацию о традиционном использовании паяльников можно найти на сайте handtoolsforfun.com. Однако есть много неэлектрических применений для утюгов, которые могут быть весьма полезны дома и в гараже.
Ремонт кровлиПаяльники отлично подходят для ремонта кровли. В частности, они используются для сплавления оцинкованных металлов для обшивки, а также для соединения частей металлических желобов друг с другом. Часто из-за ветреного характера ремонта крыши используются паяльники с газовым усилителем, но на самом деле подойдет любой утюг с широким наконечником.
Самое приятное то, что где бы припой ни был нанесен на крышу или водостоки, он станет водонепроницаемым, как только припой остынет. Это может быть особенно полезно, если ремонт необходимо произвести в сезон дождей.
Художественные занятияОтличный способ найти хорошее применение паяльнику — это создавать витражи или мозаику. Все, что требуется, — это большая плоская поверхность, на которой можно создать рисунок, и паяльник мощностью 100 Вт, чтобы соединить отдельные куски цветного стекла вместе.
Традиционно ремесленники использовали припой на основе свинца в витражах, но поскольку свинец оказался токсичным, художники перешли к использованию металлов, не содержащих свинца, в своих мозаиках и окнах. Само собой разумеется, что паяльники не только создают витражи, но и являются идеальным инструментом для быстрого ремонта там, где кусок стекла мог оторваться.
Ремонт автомобилейВ то время как большинство соединений металлов, выполняемых на автомобилях, выполняется с использованием ацетиленовых горелок и более традиционных методов сварки, паяльники могут быть полезны для небольших задач.Металл, используемый при пайке, слишком мягкий для длительного ремонта двигателя, на который может повлиять давление, создаваемое в двигателе.
Тем не менее, пайка металла — отличный способ заполнить любые неровные полости, затянуть стыки и сгладить любые неровности. Конечно, эти инструменты можно использовать для ремонта электрических систем.
Ремонт сантехникиПаяльник может быть полезен при необходимости быстрого ремонта медных и других металлических труб.Сантехники будут использовать бессвинцовый припой, чтобы не подвергать жителей воздействию токсичных материалов.
Обычно водопроводчики используют фонарик для ремонта труб, но для труб, которые расположены в местах с небольшим пространством для маневрирования, паяльник или ручка являются правильным инструментом. Для этого типа ремонта используются паяльники и пистолеты Roofer, так как жало не нагревается до нажатия на спусковой крючок.
ИтогПаяльник — это не просто инструмент для ремонта электрооборудования.Хотя это лучший способ соединить провода и несколько металлических частей, есть много других применений паяльника в доме. Проявив немного творческого мышления, можно придумать любое количество новых применений традиционного паяльника.
СопутствующиеМожно ли отремонтировать металл с помощью паяльной станции?
Полезность вашего паяльника во многом зависит от того, какую работу вы хотите выполнить, и от типа металла, который вы используете. Нельзя использовать любой металл с паяльником.Состав разных металлов будет влиять на то, насколько легко их можно паять, и какой паяльник вам понадобится. Многие начинающие пользователи ошибаются, полагая, что любой паяльник может починить любой металл. Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда. Припой не склеивается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Какие металлы работают?
Итак, какие металлы подходят для пайки? Есть множество факторов, влияющих на паяемость металла.Припои можно разделить на мягкие и твердые, в зависимости от того, имеют ли металлы высокую или низкую температуру плавления. Металл с низкой температурой плавления считается мягким, а металл с высокой температурой плавления — твердым. В паяльниках используются мягкие металлы, потому что они не выделяют достаточно тепла для эффективного плавления более твердых металлов.
Типы припоя
Припои обычно изготавливаются из более чем одного материала в зависимости от того, какой тип пайки вы выполняете. Раньше самым распространенным припоем был свинец с очень низкой температурой плавления.Плюс свинцовых припоев в том, что их легко плавить и связывать. Обратной стороной свинца (и любого сплава мягких металлов) является то, что они не так прочны, поэтому для получения более прочной связи припои часто также содержат олово. Олово прочное, и хотя у него немного более высокая температура плавления, оно дает более прочные связи. Комбинация мягкого металлического сплава и олова варьируется от припоя к припою. Для облегчения текучести будет присутствовать более высокий процент сплава. Для более прочных связей используется более высокий процент олова.
Одна проблема со свинцовым припоем заключается в том, что он не идеален для пайки предметов, которые будут носить (например, ювелирных изделий), а обращение со свинцом опасно для здоровья.В настоящее время использование большинства свинцовых припоев прекращается по причинам, связанным со здоровьем, и заменяется припоями на основе других мягких металлических сплавов. Бессвинцовые припои сейчас распространены гораздо шире, но в целом они одинаково эффективны.
Какое железо самое лучшее?
В зависимости от того, какой металл и какой вид ремонта вы планируете провести, вам нужно будет убедиться, что у вас есть лучший утюг для работы. Ознакомьтесь с нашим руководством, если вы хотите узнать больше о различиях между ними:
навесов.net / best-паяльная станция
Как поток является фактором:
Еще один важный компонент припоя — флюс. Флюс действует как катализатор, позволяя теплу от паяльника расплавить припой и создать химическую связь между металлом припоя и материалом, который вы паяете. Флюс улучшает текучесть и сцепление пайки, облегчая пайку некоторых металлов. Канифольный флюс и кислотный флюс являются наиболее распространенными типами. Кислотный флюс лучше всего подходит для сантехники, но может вызвать коррозию электроники. Таким образом, в электрической пайке обычно используется канифольный флюс.
С технической точки зрения все металлы можно паять. Но вообще говоря, очень твердые металлы просто не связываются. Благодаря низкой температуре плавления медь, олово, цинк, латунь, серебро и висмут являются хорошими и распространенными припоями. И наоборот, твердые металлы, такие как железо, нержавеющая сталь, сталь и алюминий, не будут склеивать без высокоспециализированного оборудования. Для пайки этих металлов требуются специальные припои и флюсы, а процесс может быть гораздо более опасным и требовать опыта. В большинстве случаев для склеивания этих металлов требуются горелки, которые производят гораздо более высокий и постоянный нагрев металлов для склеивания, и обычный паяльник не подойдет.
Короче говоря, паяльники лучше всего работают с мягкими металлами, такими как цинк, серебро, медь и висмут. Для твердых металлов, таких как сталь, алюминий и железо, требуется специальное оборудование, потому что они не соединятся, если вы попытаетесь паять их с помощью обычного паяльника.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне, безусловно, нравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет. Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом.И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Последние сообщения Джеймса Кеннеди (посмотреть все)Как паять украшения с помощью паяльника
Этот пост вдохновлен читательницей Пегги Барнетт, которая много лет назад прислала мне электронное письмо с вопросом, проводил ли я какое-либо исследование беспроводного (с питанием от бутана) Dremel Versatip.Промо-видео, безусловно, демонстрирует очень универсальный инструмент «6 в 1» с множеством применений, включая пайку.| припой, жидкий флюс, паяльник |
В то время я не проводил никаких исследований, и у меня нет инструмента. Что я знаю, так это то, что некоторые мастера любят пользоваться паяльниками. Другие предпочитают использовать фонарик. Последний, безусловно, предлагает более высокую температуру пайки. Итак, вот несколько фоновых и обучающих видео, которые помогут вам решить, будут ли паяльники в вашем будущем!
Основы пайки
В этом замечательном видео от Coldstart рассказывается об основах пайки электроники.Обратите внимание, что инструктор использует проволоку для припоя с канифольным сердечником, в состав которой входит флюс. Флюс необходим для очистки места соединения и облегчения плавного стекания расплавленного припоя. Паста или жидкий флюс не подходят для электроники.
Некоторые важные моменты, на которые следует обратить внимание:
- Лужение — Покрытие жала паяльника перед пайкой и в конце перед хранением защищает жало от окисления. В случае окисления утюг больше не будет работать.
- Wet Sponge — Не удаляйте излишки горячего припоя! Протрите наконечник влажной губкой, как это делают большинство людей.
- Третья рука — Действительно удобный инструмент, который поможет вам держать деталь, потому что она нагревается. Это не дорогой предмет, и его стоит использовать для других целей.
- Соединение горячего металла — Инструктор сначала нагревает соединяемый металл перед добавлением припоя. Это делает соединение более прочным, чем если бы вы делали холодный стык.
- Не используйте паяльник надолго (более часа) и не оставляйте его без присмотра.
- Очистите металл перед пайкой с помощью медицинского спирта, чтобы удалить жир и грязь.
- Помните, не все выдержит жару. Ближайшие драгоценные камни могут быть повреждены.
- Вентиляция рекомендуется из-за дыма.
Посмотрите видео на канале Crafts Channel, где инструктор Коринн Брэдд демонстрирует и использует Dremel Versatip для очень быстрой и простой пайки замкнутых соединительных колец.Она делает холодный сустав, в результате чего сустав становится слабее. Так что сначала попробуйте предварительно нагреть металл.
Паять по одному кольцу за один раз довольно трудоемко. Так что использовать подходящий фонарик быстрее. Посмотрите это видео, где инструктор использует угольный блок, чтобы удерживать несколько прыжковых колец.
Как паять подвески и дужки
Каждый, кто работал с витражами, знает об использовании медной ленты. Ванесса Спенсер из компании Stampington демонстрирует в этом видео, как припаять красивые стеклянные подвески и прикрепить проволочную скобу ручной работы.Вы, безусловно, можете использовать ту же технику, чтобы сделать свои собственные сломанные украшения из фарфора.
Удивительный кулон из проволоки Тэмми Хонаман с паяным дихроичным стеклом на сайте Fire Mountain Gems действительно вдохновляет!
Так ты бы скоро паял?
Перед тем, как отправиться в путь:
Оригинальная публикация THE BEADING GEM
Советы по изготовлению ювелирных изделий — Советы по ювелирному бизнесу
Step by Step PCB Жала для паяльников для новичков
Традиционный, старый тип припоя представляет собой смесь свинца (Pb) и олова (Sn).Этот тип припоя (60/40 — Pb / Sn) плавится при 200 ° C и обычно состоит из 60 процентов олова и 40 процентов свинца. Однако сегодня желательно использовать бессвинцовый припой, чтобы избежать токсичной окружающей среды. Бессвинцовый припой — это более современный сплав, который по-прежнему содержит олово, но заменяет свинец нетоксичными металлами, такими как медь и серебро. Типичный бессвинцовый припой плавится при 220 ° C. Свинец ядовит при проглатывании, вдыхании или всасывании через кожу. Свинец может в конечном итоге вызвать повреждение мозга или смерть, поэтому используйте вентилятор для вентиляции рабочего места и мойте руки после работы с припоем на основе свинца.
Рисунок 1: Пайка компонентов со сквозным отверстием на печатной плате. (Изображение: Эрик Арчер, CC BY-SA 2.0 через Wikimedia Commons.)Необходим приличный паяльник с контролем температуры . Убедитесь, что у выбранного вами утюга есть легко заменяемые наконечники. Если вы новичок в пайке, рекомендуется использовать термостойкий силиконовый кабель, чтобы он не расплавился при прикосновении к горячему утюгу. Кроме того, вам понадобится подставка для пайки, влажная губка для очистки паяльного жала и припой. Паяльная оплетка отводит излишки припоя в случае ошибки, а для «больших разливов припоя» есть ручной инструмент, называемый вакуумным насосом для удаления припоя или «присосой для припоя», который отсасывает излишки припоя.
Новички в пайке могут также захотеть использовать радиатор, так как тепло, вызванное процессом пайки, может повредить некоторые компоненты. Радиаторы устраняют некоторые проблемы, вызванные избыточным теплом, предотвращая чрезмерное повышение температуры таких компонентов, как герконы, транзисторы и интегрированные микросхемы (ИС). Даже простой зажим из кожи аллигатора предпочтительнее, чем ничего, так как он легко ложится на бумажник и рассеивает тепло, поэтому вы можете дольше прикладывать тепло во время пайки и не повредить компоненты.Чтобы использовать зажим, прикрепите его к проводу, который находится между корпусом компонента и предполагаемым паяным соединением.
Внутри припоя для электроники вы можете найти небольшую сердцевину из флюса, которая улучшает текучесть припоя, но также вызывает коррозию. Флюс также является химическим очищающим средством. [1] При плавлении припой очищает металлические поверхности. Припой может правильно стекать на чистую металлическую поверхность (то есть не окисляться). Если окисление является проблемой, перед пайкой вы можете взять мелкозернистую наждачную бумагу и аккуратно стереть окисленный материал, чтобы соединения, выполненные припоем, были надежными.Окисленные покрытия возникают естественным образом и могут создавать барьер между припоем и выводами или проводами, который может мешать потоку электронов, действуя как изолятор. Однако припой доступен не только для электроники. Сантехники используют его, чтобы «пропотеть» трубы и арматуру, а в витражах используется свинец, который проникает между кусками стекла, стыки которых необходимо спаять, чтобы скрепить стекла вместе. Припой для сантехники или витражей нельзя использовать для электроники.
Рис. 3. Припой для электроники имеет канифольный флюсовый сердечник, который улучшает текучесть.Изображение: Кевин Хэдли (собственная работа) [CC-BY-SA-3.0], через Wikimedia Commons Обратите внимание, что для электроники припой подходящего размера имеет диаметр около 1 мм и канифольный стержень. Водопроводный припой имеет кислотный припой, а припой для витражей имеет твердый сердечник диаметром 1/8 дюйма (~ 3 мм). Однако не используйте ни один из них для электроники.
Независимо от того, что вы паяете (сантехнику, витражи или электронику), не кладите паяльник ни на что, кроме подставки для паяльника.Можно сделать самодельную подставку, которая отталкивает наконечник от поверхностей, но паяльники могут вызвать серьезные ожоги, возгорание и появление токсичных паров горючих материалов.
Препарат
Для чистки кончика утюга можно использовать губку. Намочите губку на подставке для пайки и отожмите лишнюю воду, так как она должна быть влажной, а не насквозь мокрой. Если на вашей подставке нет губки, подойдет обычная губка из продуктового магазина. Не покупайте губку, пропитанную моющими средствами.Не покупайте губку типа «волшебный ластик» с мелкопористой поверхностью. Вам нужно немного трения, чтобы стереть мусор, образующийся при пайке. Натуральные губки приемлемы, но излишне дороги и не подходят для протирки жала паяльника. Губку некуда положить? Вы можете намочить дешевую губку, сложить ее пополам и положить в банку с кормом для тунца или кошки краями вверх. Наконечник припоя хорошо очистит эти края.
Поместите паяльник на подставку и подождите от 30 секунд до нескольких минут (в зависимости от вашего паяльника), чтобы он нагрелся до 400 ° C.Ваш паяльник достаточно горячий, когда немного припоя быстро тает на жало, что вы должны сделать перед запуском. Когда припой начинает плавиться, легкое лужение наконечника припоем способствует хорошей теплоотдаче при начале пайки.
Компоненты под пайку под заказ
Начните с какой-нибудь организации, разложив все свои компоненты и пометив их. Организация может сделать процесс менее напряженным. Многие компоненты имеют сквозное отверстие, что означает, что вы будете вставлять ножки компонентов через отверстие на печатной плате.
Прежде чем приступить к пайке микросхем или других компонентов, которые также чувствительны к разряду статического электричества, обязательно заземлите себя и наденьте заземленный браслет, предназначенный для предотвращения накопления статического разряда. Это похоже на ремень безопасности; никто не хочет этого делать, но это должно быть привычкой ради безопасности. Большинство микросхем никогда не демонстрируют повреждения, вызванные статическим разрядом сразу после этого. Однако характеристики микросхем, безусловно, могут ухудшиться намного быстрее, если они будут заблокированы изношенным, скользящим по ковру наполнителем для печатных плат.Если необходимо припаять ИС без браслета, по крайней мере, заземлите себя перед тем, как брать ИС. (По своим масштабам статический разряд может сделать с чипсами во многом то же, что микробы могут сделать с людьми. Вы не можете этого увидеть, но он может нанести серьезный ущерб.)
Когда вы припаиваете компоненты к печатной плате, это помогает начать с пайки компонентов, которые в наименьшей степени подвержены тепловыделению. Начните с пайки разъемов IC (еще не добавляя чип в разъем). Далее припаиваем резисторы.Следующими будут конденсаторы, начиная с конденсаторов ниже 1 мкФ. Затем припаяйте любые колпачки на 1 мкФ или выше, которые, скорее всего, будут электролитическими (которые очень похожи на крошечную жестяную банку).
Затем припаиваем диоды, светодиоды, затем транзисторы. Транзисторы более склонны к повреждению из-за чрезмерного нагрева, поэтому, чтобы быть осторожным, закрепите радиатор (зажим из крокодила) на ножке транзистора рядом, но не касаясь банки, если это возможно. Затем добавьте провода, перемычки и любые другие компоненты. К настоящему времени плата может быть захламлена, но вам нужно разместить свои ИС в последнюю очередь.Установите микросхему на место, затем плотно и равномерно надавите на нее. Обратите внимание, что некоторые ИС будут в антистатической упаковке из-за статической чувствительности, и вы должны оставить их в упаковке до тех пор, пока они не понадобятся.
В процессе пайки
Держите паяльник за основание ручки, как карандаш, чтобы не обжечься наконечником. Паяльник должен контактировать с ножкой или выводом компонента и дорожкой на печатной плате. Затем подержите металлический наконечник на желаемом соединении / стыке на пару секунд и нанесите немного припоя на наконечник припоя, где он касается стыка.Припой должен плавиться и плавно течь. Используйте только столько припоя, чтобы образовалось крошечное соединение в форме вулкана. Затем удалите припой и утюг, оставив только что соединенные компоненты на несколько секунд, пока соединение не затвердеет. Стык должен быть конусообразным и блестящим. Если нет, повторно нагрейте и введите еще припой или средство для удаления припоя и попробуйте еще раз.
Удаление припоя
Если вы не являетесь хорошо испытанным роботом, вам нужно будет удалить припой (отпаивать) стык в какой-то момент на этом пути.Будь то изменение положения, удаление или добавление компонента, есть два способа выполнить работу.
Первый метод — использовать демонтажный насос с соплом электростатического разряда (ESD). Электростатический разряд защищает ИС, которые могут быть повреждены статическим электричеством. Для начала вы нажимаете подпружиненный поршень вниз до фиксации, настраивая насос. Затем приложите железный наконечник и сопло к стыку и подождите несколько секунд, пока припой не расплавится. Чтобы освободить плунжер и всосать расплавленный припой, просто нажмите кнопку на насосе для удаления припоя.Удалите как можно больше припоя и повторите при необходимости. Наконец, не забывайте время от времени опорожнять насос, откручивая насадку и выбрасывая маленькие деформированные шарики припоя в мусор. (Никогда, никогда не позволяйте детям или домашним животным есть красивые, блестящие маленькие шарики припоя.)
Другой способ распайки стыка — это наложить припойную оплетку или фитиль. Устройство для снятия паяльной оплетки действует как фитиль для расплавленного припоя; она стекает из стыка на тесьму.
Сначала приложите железный наконечник и конец медной оплетки к стыку.Затем, когда припой начнет плавиться, он потечет из стыка на оплетку. Потом просто снимаем оплетку и потом пайку. (Если оплетка будет последней, припой может быстро затвердеть и прилепить всю оплетку к стыку, который вы пытаетесь очистить.) Отрежьте и выбросьте покрытую припоем часть оплетки.
В большинстве случаев вы сможете легко удалить провод или компонент после того, как он остынет. Если нет, снова примените паяльник, чтобы расплавить оставшийся припой, осторожно потянув за компонент, чтобы высвободить его.(Постарайтесь не обжечься.)
Микросхемы больше не большие, поэтому их легко паять
К сожалению, большие микросхемы PDIP, которые были распространены десять или два года назад, сейчас очень трудно найти. Многие производители сейчас вообще не делают свои микросхемы в упаковке PDIP, поскольку большая часть пайки выполняется машинами для набивки печатных плат в больших объемах. Любая компания, которая до сих пор производит чип в корпусе, достаточно большом, чтобы его можно было легко припаять вручную, — это святая. Никто не зарабатывает деньги на больших упаковках, поскольку большая часть электроники должна быть как можно меньше, чтобы сэкономить деньги, особенно при больших тиражах.Тем не менее, не только любители должны создавать прототипы; Каждый продукт начинается с дюжины или около того прототипов, которые используются для тестирования и настройки в реальной жизни перед запуском в серийное производство.
Примечание. В этой статье вкратце описаны наиболее важные аспекты сквозной пайки. Однако на YouTube и на многих других сайтах есть сотни учебных пособий, демонстрирующих искусство пайки в видеороликах, которые невозможно описать в одной статье. Одной из наиболее сложных задач пайки является пайка очень маленьких устройств с крошечными ножками / выводами / контактами, которые расположены очень близко друг к другу и находятся на поверхности печатной платы, а не через отверстия в печатной плате, такие как устройства для поверхностного монтажа (SMD).
[1] https://en.wikipedia.org/wiki/Flux_ (металлургия)
Припой и паяльник | Encyclopedia.com
Припои
Принцип пайки
Техника пайки
Пайка и сварка
Ресурсы
Пайка — это процесс, при котором две части основного металла соединяются друг с другом с помощью присадочного сплава, который обычно имеют температуру плавления ниже 840 ° F (450 ° C). Инструмент, используемый для соединения такого типа, называется паяльником, а сплав, из которого выполнено соединение, — припоем.Полученное соединение, или соединение, не такое прочное, как основной металл, но все же обладает достаточной прочностью, проводимостью и другими желательными характеристиками, чтобы удовлетворить свои потребности. Пайка может использоваться как для механического, так и для электрического соединения. Примером первого случая является ситуация, когда сантехник использует водопроводный припой для соединения двух отрезков трубы друг с другом. Примером последнего случая является ситуация, когда рабочий подключает электрический провод к печатной плате.
Техника пайки известна мастерам на протяжении многих веков.Например, некоторые металлические изделия, обнаруженные на останках древнего Египта и Месопотамии, содержат свидетельства примитивных форм пайки. По мере того, как рабочие в позднем средневековье лучше познакомились со свойствами металлов, пайка стала рутинной техникой при работе с металлами различных видов.
Подавляющее большинство припоев представляют собой сплавы, содержащие олово, свинец, а иногда и один или несколько других металлов. Например, широко известный припой, известный как припой сантехников, состоит на 50% из свинца и на 50% из олова.Припой, используемый для соединения поверхностей, содержащих серебро, состоит из 62% олова, 36% свинца и 2% серебра. Кроме того, припой, плавящийся при необычно низких температурах, может состоять из 13% олова, 27% свинца, 10% кадмия и 50% висмута. Наиболее широко используемые припои для электрических соединений состоят на 60–63% из олова и на 37–40% из свинца.
Сплавы припоя доступны во многих формах, таких как проволока, стержень, фольга, кольца, сферы и паста. Выбор конкретного типа припоя зависит от типа соединения, которое необходимо сформировать.Припой из фольги, например, может быть вызван, когда формируемый переход имеет определенную форму, которую можно штамповать или вырезать до фактического процесса пайки.
Сплав припоя, используемый для соединения слишком больших металлических частей, основных металлов, имеет температуру плавления ниже, чем у любого из основных металлов. Когда он помещается между двумя родителями, он медленно превращается из жидкости в твердое тело. Паяльник используется для расплавления припоя, после чего ему дают остыть.
В процессе затвердевания припой начинает образовывать новый сплав с каждым из основных металлов.Таким образом, когда припой окончательно остынет, соединение состоит из пяти сегментов: основного металла №1; новый сплав основного металла №1 и припой; сам припой; новый сплав основного металла №2 и продаваемый сплав; и основной металл №2.
Основная функция паяного перехода, конечно же, заключается в обеспечении соединения между двумя основными металлами. Однако стык не постоянный. Фактически, важной характеристикой паяного соединения является то, что его можно относительно легко разорвать.
Первым шагом в создании паяного соединения является нагрев припоя до его плавления. В самых примитивных паяльниках этот шаг можно выполнить, просто нагревая металлический цилиндр. Затем цилиндр используется для плавления сплава, который прикрепляется к основным металлам. Однако большинство паяльников теперь нагревается электрическим током, который предназначен для нанесения точно нужного количества припоя в точно правильное положение между двумя основными металлами.
Соединение двух основных металлов обычно труднее, чем можно было бы предположить из вышеприведенного описания, потому что большинство металлов окисляются при воздействии воздуха.Это означает, что перед началом пайки поверхности (то есть оксиды металлов, покрывающие их поверхности) двух основных металлов необходимо очистить. Кроме того, необходимо следить за тем, чтобы поверхности не окислялись повторно при высокой температуре, используемой при изготовлении припоя. Наиболее распространенный способ достижения этой цели — использование кислотного флюса в дополнение к самому припою. Кислотный флюс — это материал, который можно смешивать с припоем, но который плавится при температуре ниже точки плавления припоя.Поэтому в начале пайки флюс обеспечивает удаление любого нового оксида, образующегося на основных металлах.
КЛЮЧЕВЫЕ УСЛОВИЯ
Кислотный — Обладает свойствами кислоты, одно из которых состоит в том, что она реагирует с оксидами металлов и нейтрализует их.
Сплав —Смесь двух или более металлов со свойствами, отличными от металлов, из которых она изготовлена.
Flux — материал с низкой температурой плавления, используемый при пайке и других процессах, который помогает поддерживать чистоту поверхностей и способствует их соединению друг с другом.
Основной металл — Один из двух металлов, соединенных друг с другом во время пайки, пайки или сварки.
Пайка и сварка иногда описываются как специализированные формы пайки. Эти два метода также включают соединение двух металлов друг с другом, но каждый из них имеет несколько важных отличий от пайки. Вероятно, наиболее важным отличием является диапазон температур, в котором каждое из них имеет место. В то время как большинство форм пайки происходит при температурах в диапазоне от 356 ° F (180 ° C) до 590 ° F (310 ° C), пайка обычно происходит в диапазоне от 1022 ° F (550 ° C) до 2012 ° F. (1100 ° C) и сварка в диапазоне от 1832 ° F (1000 ° C) до 6332 ° F (3500 ° C).
Первым шагом как при пайке, так и при сварке является очистка двух соединяемых поверхностей. Затем при пайке в зазор между двумя поверхностями вставляется наполнитель и добавляется тепло либо одновременно, либо сразу после того, как наполнитель был помещен на место. Затем наполнитель плавится, образуя прочную связь между каждой из двух поверхностей. Наполнитель, используемый при пайке, похож на припой и выполняет ту же функцию, но плавится при более высокой температуре, чем припой.
В процессе сварки в зазор между двумя соединяемыми поверхностями добавляется тонкая полоска наполнителя, и в зазор подается горячее пламя.Наполнитель плавится, как и соединяемые друг с другом поверхности обоих металлов. В этом случае две металлические поверхности фактически соединяются вместе, а не только с самим наполнителем, как в случае пайки и пайки.
Большинство сплавов, используемых для пайки, содержат медь и цинк, часто с одним или несколькими другими металлами. Сам термин «пайка» происходит от того факта, что медь и цинк также являются основными компонентами сплава, известного как латунь.
См. Также Производство металлов.
КНИГИ
Cieslak, M.J., et al., Eds. Металловедение соединения. Warrendale, PA: Minerals, Metals, and Materials Society, 1992.
Humpston, Giles. Принципы пайки . Парк материалов, Огайо: ASM International, 2004.
Либерман, Эли. Современные методы пайки и пайки. Трой, Мичиган: Деловые новости, 1988.
Манко, Ховард Х. Припои и пайка: материалы, конструкция, производство и анализ для надежного соединения .4-е изд. Нью-Йорк: McGraw-Hill, 2001.
Pecht, Michael G. Процессы и оборудование для пайки . Нью-Йорк: John Wiley & Sons, 1993.
Ран, Армин. Основы пайки . Нью-Йорк: John Wiley & Sons, 1993.
Систар, Джордж и Фредерик Диск. «Припои и припои». Энциклопедия химической технологии Кирка-Отмера . 5-е изд. Дополнение Хобокен, Нью-Джерси: Wiley-Interscience, 2004.
Trefil, James. Энциклопедия науки и техники .The Reference Works, Inc., 2001.
Дэвид Э. Ньютон
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом от горелки или паяльника. Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл плавит припой по мере его подачи в соединение.
Последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений.Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь к стыку припоем. Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой. В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой.Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке. Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где есть значительная площадь для пайки (чем больше площадь контакта, тем прочнее будет соединение), лучше всего подойдет метод, который называется «пайка потом».» Этот метод требует предварительного лужения стыкуемых поверхностей — сначала покрыть металлические поверхности флюсом, а затем тонким слоем припоя (как при лужении паяльника).
Затем плотно скрепите поверхности вместе и снова нагрейте, используя горелку или большой паяльник. Но сконцентрируйте большую часть тепла на самых крупных кусках металла. Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Аналогичная технология применяется при пайке медных труб. Здесь вы собираете трубу и фитинг после очистки внешней стороны трубы и внутренней части фитинга. Нанесите флюс на эти поверхности перед тем, как вставить трубу в фитинг, направьте пламя от пропановой горелки на самую громоздкую часть соединения (обычно на угол колена или тройника).
