Как правильно паять провода паяльником. Какие инструменты и материалы понадобятся для пайки. Пошаговая инструкция по пайке проводов в домашних условиях. Советы по выбору паяльника и припоя. Как проверить качество пайки.
Необходимые инструменты и материалы для пайки проводов
Для качественной пайки проводов в домашних условиях потребуются следующие инструменты и расходные материалы:
- Паяльник мощностью 30-60 Вт
- Припой (например, ПОС-61)
- Флюс (канифоль или специальные составы)
- Зачистка для проводов
- Пинцет
- Подставка для паяльника
- Губка для очистки жала паяльника
- Термоусадочные трубки для изоляции
Выбор паяльника — один из ключевых моментов. Для большинства бытовых задач подойдет модель мощностью 40-60 Вт. Слишком маломощный паяльник не сможет достаточно прогреть толстые провода, а слишком мощный рискует повредить тонкие.
Пошаговая инструкция по пайке проводов
Процесс пайки проводов включает следующие основные этапы:
- Зачистите концы проводов от изоляции на 1-2 см.
- Обработайте зачищенные участки флюсом.
- Прогрейте жало паяльника и облудите его, нанеся тонкий слой припоя.
- Прогрейте паяльником концы проводов и нанесите на них припой.
- Соедините облуженные концы и прогрейте место соединения паяльником.
- Добавьте припой в место соединения до образования ровной галтели.
- Дайте соединению остыть естественным путем.
- Проверьте качество пайки.
- Заизолируйте место соединения термоусадочной трубкой.
Выбор оптимального припоя для пайки проводов
Для пайки медных проводов рекомендуется использовать оловянно-свинцовые припои марок ПОС-61, ПОС-60 или ПОС-40. Цифры в маркировке обозначают процентное содержание олова. Чем больше олова, тем пластичнее и дороже припой.
Оптимальным вариантом считается ПОС-61, содержащий 61% олова и 39% свинца. Он обеспечивает прочное и пластичное соединение. Для большинства бытовых задач подойдет и более доступный ПОС-40.
Припой в виде тонкой проволоки с канифольным сердечником наиболее удобен в использовании, так как не требует отдельного нанесения флюса.

Как правильно наносить флюс при пайке
Флюс играет важную роль в процессе пайки:
- Очищает поверхность металла от оксидной пленки
- Защищает от повторного окисления при нагреве
- Улучшает растекание припоя
Наиболее распространенным флюсом является канифоль. Ее можно использовать в твердом виде, нанося на разогретый провод, или в виде спиртового раствора. Для удобства применения выпускаются специальные гелеобразные или пастообразные флюсы.
Флюс следует наносить тонким слоем на зачищенные участки проводов непосредственно перед пайкой. Избыток флюса может привести к образованию пустот в паяном соединении.
Техника безопасности при пайке проводов
При работе с паяльником необходимо соблюдать следующие правила безопасности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки
- Не касайтесь нагретых частей паяльника
- Держите паяльник только за ручку
- Кладите горячий паяльник только на специальную подставку
- Не оставляйте включенный паяльник без присмотра
- После работы тщательно вымойте руки с мылом
Типичные ошибки начинающих при пайке проводов
Новички при пайке проводов часто допускают следующие ошибки:
- Недостаточная зачистка проводов от изоляции и окислов
- Использование паяльника неподходящей мощности
- Работа с непрогретым или загрязненным жалом паяльника
- Недостаточный или избыточный нагрев места пайки
- Использование слишком большого количества припоя
- Подвижность проводов в процессе остывания припоя
- Отсутствие флюса или его неправильное нанесение
Избежать этих ошибок поможет внимательное изучение техники пайки и накопление практического опыта.
Как проверить качество паяного соединения
Качественное паяное соединение проводов должно обладать следующими признаками:
- Гладкая блестящая поверхность без пор и трещин
- Равномерное распределение припоя по всей площади соединения
- Хорошая смачиваемость припоем поверхности проводов
- Отсутствие излишков припоя и наплывов
- Прочность соединения при легком механическом воздействии
Для проверки качества пайки можно осторожно потянуть за провода в разные стороны — соединение не должно разрушаться. Также можно проверить целостность цепи с помощью мультиметра.

Как пользоваться паяльником: материалы, инструкция, советы
Есть много способов, которые с успехом применяются для сращивания проводов, однако самым эффективным из них остается всем известная пайка. Только она гарантирует полную неразъемность соединений, испытывающих постоянную повышенную нагрузку. Начинающим домашним электрикам и радиолюбителям может показаться, что этот процесс до неприличия элементарен. Те мастера, кому часто приходится работать с прибором (как на работе, так и дома), мыслят по-другому. Такие люди считают, что умение хорошо паять сродни искусству. Поэтому перед началом каких-либо практических занятий лучше поинтересоваться, как пользоваться паяльником наиболее эффективно, как правильно паять провода. Даже минимальные знания помогут быстрее освоиться с новыми навыками.
Паяльник и его задачи
Пайка — соединение металлических контактов при помощи расплава (свинец и олово), обладающего электролитическими (токопроводящими) свойствами.
Приборы, используемые в домашних условиях, — электрические паяльники. Выбор устройства зависит от того, какие работы мастер планирует выполнять в будущем:
- для пайки электронных элементов будет достаточно небольшой мощности — 40-60 Вт;
- если толщина спаиваемых деталей не более 1 мм, то хватит 80-100 Вт;
- элементы, имеющие стенки до 2 мм, требуют уже тяжелой артиллерии — инструмента мощностью выше 100 Вт.
Чтобы иметь возможность выполнять почти любые подобные работы в бытовых условиях, домашнему мастеру лучше приобрести сразу два разных прибора — первый и второй, более мощный ни к чему: лучше, если пайкой толстостенных деталей будет заниматься опытный человек-«паяльник».

Составы и дополнительные инструменты
Необходимо приобрести еще несколько вспомогательных материалов. В это список входит:
- Припой, о котором уже упоминалось вскользь. Для соединения медных проводов оптимальны оловянно-свинцовые припои ПОС-40, ПОС-50 либо ПОС-60, где цифры — процент содержания олова, так как свинец добавляют только для удешевления. Для пайки алюминиевых контактов — сплавы на основе цинка: ЦА-15 (цинк + алюминий), марки А (цинк, медь, олово), ЦО-12, П250А (цинк +олово).
- Флюс. Он используется для очистки проводов от различных загрязнений, а также от оксидной (окисной) пленки. Цель флюса — обеспечение хорошей адгезии (сцепления) припоя с поверхностью. Чаще в этой роли используют канифоль или смеси с ней (глицерин, спирт, цинк): например, ЛТИ-120. Для серебра, нержавеющей стали применяют кислотные (активные) флюсы, но их остатки необходимо смывать спиртом.
Есть еще паяльные пасты, в составе их два главных компонента — припой и флюс. Смесь наносят на деталь, затем ее прогревают жалом паяльника. Цель использования — пайка в труднодоступных местах, при поверхностном монтаже SMD компонентов.
Смесь наносят на деталь, затем ее прогревают жалом паяльника. Цель использования — пайка в труднодоступных местах, при поверхностном монтаже SMD компонентов.
Для нормальной работы с паяльником потребуется:
- подставка, которая имеет две металлические опоры — для корпуса и рукоятки;
- напильник для заточки или очистки жала;
- миниатюрные пассатижи либо пинцет с термоусадочной трубкой — для удерживания быстро и сильно нагревающихся проводов;
- спирт для удаления остатков флюса, тряпка для снятия припоя;
- наждачная бумага (надфиль) для очистки проводников;
- термоусадочные трубки разных диаметров и/либо изолента для проводников.
Подготовка к работе
Перед тем как пользоваться паяльником, лучше изучить все неявные моменты, которые сделают работу удобной и безопасной. Первая забота — организация рабочего места. Главное требование — его близость к розетке, чтобы в случае необходимости выключить прибор из электросети можно было бы почти мгновенно.
Про удобную подставку, позволяющую быстро брать в руки и класть прибор обратно, уже было написано. Ее можно изготовить самостоятельно, используя в качестве основания дерево либо текстолит. М-образные стойки обычно делают из стальной проволоки, альтернатива — пруток, чей диаметр составляет 4-5 мм.
Удобную работу «паяльщика» трудно представить без маленьких емкостей для канифоли, припоя. Лучший вариант — довольно широкие, но невысокие баночки, изготовленные из металла. Их рекомендуют закрепить на подставке под паяльник.
Проводники
Их освобождают от изоляции (30-50 мм или больше, если диаметр провода велик), затем механически удаляют окисную пленку. Зачищают поверхности, используя наждачную бумагу, до появления блеска. При сильном загрязнении металла провода пользуются растворителем. Для обработки стальных деталей берут на вооружение паяльную кислоту.
Жало
Неидеальное состояние инструмента требует предварительной подготовки, так как пользоваться паяльником, если кончик жала потерял форму, нельзя. Рабочий участок сначала осматривают. При обнаружении изъянов — наплывов либо выемок — первоначальную форму (скос 45°) восстанавливают напильником.
Далее жало паяльника лудят — покрывают припоем. Делают операцию так:
- сначала прибор разогревают до рабочей температуры;
- одну сторону кончика сначала помещают в канифоль, потом в припой;
- лишний припой, не выключая инструмент, стирают тряпкой, альтернатива — протирание плоскости о деревянную поверхность;
- аналогичным образом подготавливают вторую сторону паяльника.
Если рабочий участок имеет один скос, залуживают только его.
Пайка
Теперь о том, как пользоваться паяльником по прямому назначению: как правильно паять провода. Сам процесс прост, но для лучшего результата необходимо познакомиться с несколькими условиями. После включения бытового инструмента в сеть, обычно ждут около 5 минут, за этот период он нагревается до оптимальной температуры, позволяющей канифоли закипеть, а расплаву стать однородным.
После включения бытового инструмента в сеть, обычно ждут около 5 минут, за этот период он нагревается до оптимальной температуры, позволяющей канифоли закипеть, а расплаву стать однородным.
Нормой считают температуру в 240-280°. При недостаточном нагреве флюс только слегка размягчится, а олово чуть-чуть оплавится. Припой в таком состоянии использовать нельзя. Перегрев тоже приведет к «катастрофе»: флюс будет шипеть и плеваться, а расплав потеряет пластичность. В такой ситуации паяльник отключают от сети, дают ему время на охлаждение.
Лужение
Когда достигнута температура плавления канифоли, зачищенную, подготовленную часть проводника укладывают на кусок, затем нагревают паяльником до тех пор, пока весь провод не погрузится в канифоль полностью. После этого на жало берут каплю припоя, быстро распределяют его по проводу, который немного поворачивают. «Готовый» медный проводник избавляется от «предательской» красноты — становится серебристым. Аналогичным образом поступают со всеми деталями, предназначенными для пайки.
Аналогичным образом поступают со всеми деталями, предназначенными для пайки.
Основная работа
Подготовленные проводники плотно соединяют. В некоторых случаях целесообразнее делать скрутку. Взяв на жало припой, его с небольшим усилием прижимают к проводам, которые рукой удерживают вместе. Когда растекшийся припой покрывает все место соединения, операцию считают успешно завершенной, однако паяльник не убирают, дожидаясь остывания припоя. Для ускорения этого процесса, который занимает всего 3-4 секунды, на него рекомендуют дуть. Если толщина припоя не устраивает, то жалом переносят еще одну каплю.
Последний этап — изоляция места соединения. После того как проводники остыли, на них наматывают изоленту. Кто хочет большей надежности, те надевают термоусадочную трубку, которую потом разогревают. Если работы касались электропроводки, то используют комбинированную защиту — сразу оба варианта: после наматывания ленты на нее надевают термоусадку.
Скрутка
Для обеспечения большей надежности соединения рекомендуют предварительно скручивать концы проводников. Расплав наносят таким образом, чтобы он попадал в зазоры между ними. Пайку деталей встык не приветствуют по понятным причинам: такое соединение не может похвастаться прочностью. Если надо припаять провод к середине другого, то конец первого обматывают вокруг второго, крайний случай при недостаточной длине — формирование петли.
Особенности пайки
Они есть, если использовать другие составы и более сложные провода.
- Операция с флюсом. В случае активной смеси провода предварительно не очищают от оксидной пленки, ее «съест» кислота. Их смазывают флюсом, затем нагревают паяльником, на который берут небольшое количество припоя. В последующих действиях различий с «неувядаемой классикой» почти нет, если не считать протирания мест пайки ваткой со спиртом. Простая операция уничтожит остатки агрессивного состава.

- Многожильные проводники. Здесь перед лужением все элементы раскручивают, чтобы была возможность погрузить их в канифоль. При нанесении припоя очень внимательно следят за всеми проводками, так как на каждом обязан быть его тонкий слой. Перед пайкой их снова скручивают вместе, а затем действуют описанным выше способом.
- Союз меди и алюминия. Их в одну телегу впрячь не можно: в этом случае пайка невозможна. Причина — «несовместимость характеров»: разная степень теплопроводности, электропроводности. Этот союз неизбежно приведет к расставанию — нарушению контакта. Выход есть. Он, самый надежный и простой, показан на фото.
У любого человека может возникнуть необходимость в подобной операции. Ответы на вопросы о том, как пользоваться паяльником и как правильно паять провода, несложны для понимания. Все, что нужно для успеха — хороший инструмент, качественные материалы и то, что скоро придет, — опыт, который нужно «нажить».
Как происходит весь процесс «live», можно посмотреть в этом видеоролике:
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках.![]() Качественная спайка выдерживает вес, превышающий материал проводников.
Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.
Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.
4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Поделиться:
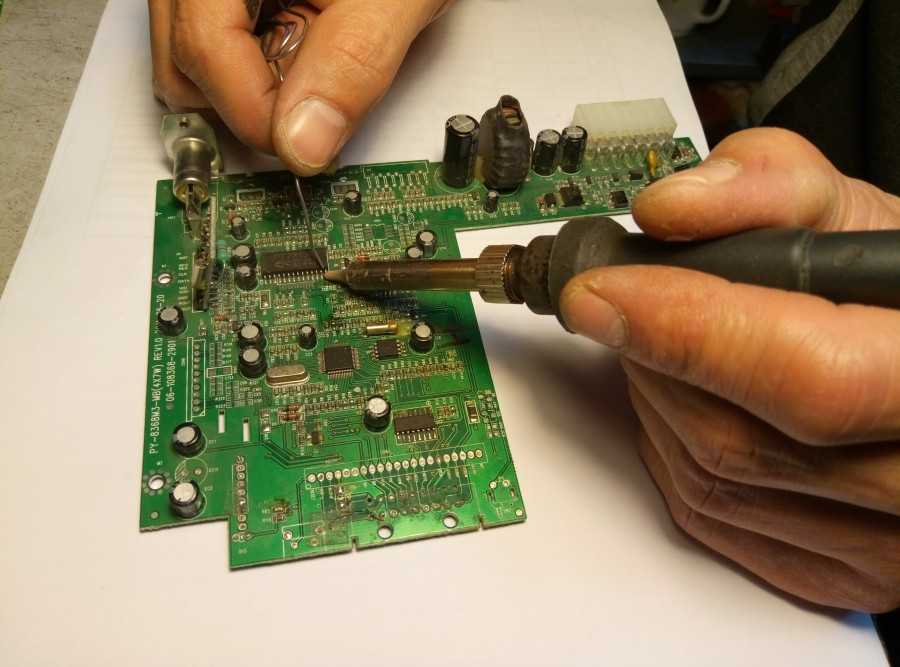
Что нужно для пайки плат
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника.
 Также удобно, если есть небольшая металлическая коробочка для канифоли.
Также удобно, если есть небольшая металлическая коробочка для канифоли.Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы
краткое руководство по пайке
Мне наконец-то удалось обновить это руководство, и теперь я добавил фотографии. Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы из 2008 г. и были взяты Астрид Бэрндал. В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме. Как вы увидите, «конструкционная» пайка включает некоторые различия в методах; материалы разные, и зачастую требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более сложные методы сборки 3D-конструкций.
На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более сложные методы сборки 3D-конструкций.
Для чего нужна пайка?
Для форм, которые слишком тонкие, чтобы их можно было изготовить в нужном масштабе из других материалов, таких как картон, дерево или пластик … например, металлические каркасы кроватей или перила. Иногда для гибкой металлической арматуры… например. для фигур или деревьев … с возможностью осторожного изменения положения. Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго при уходе.
Большая часть моей преподавательской работы сосредоточена на создании моделей в масштабе 1:25. Таким образом, круглый латунный стержень 0,8 мм — это удобная толщина для представления тонких перил или специальных предметов, таких как латунный каркас кровати, показанный ниже. Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепловыделения для работы с более толстыми стержнями… до 2 мм, что составляет размер стандартных строительных лесов в масштабе 1:25.
Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепловыделения для работы с более толстыми стержнями… до 2 мм, что составляет размер стандартных строительных лесов в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я обновляю информацию о пайке сейчас, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили.. эта латунь — единственный простой вариант или, по крайней мере, самый надежный. Я все еще согласен с тем, что латунь может быть самой прочной и наименее сложной … за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки … когда я знаю, что пробовал ее много лет назад без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , т. Е. Сталь с цинковым покрытием. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что связь здесь может быть.
Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки … когда я знаю, что пробовал ее много лет назад без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , т. Е. Сталь с цинковым покрытием. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что связь здесь может быть.
На данный момент простой ответ заключается в том, что латунь гарантированно работает хорошо, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Как работает пайка
Металлические детали, которые необходимо соединить, нагреваются кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них припой из мягкого металла. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на металлический наконечник и переносился на соединение, потому что это обеспечит очень слабое соединение.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен расплавить клей.
Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на металлический наконечник и переносился на соединение, потому что это обеспечит очень слабое соединение.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен расплавить клей.
На фотографии выше я расположил наконечник паяльника так, чтобы он касался обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, нужно просто коснуться конца припоя, и небольшая его часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой правильно пропитал соединение.. то есть не только покрывая верх, но и переходя на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в описанной выше схеме не хватает чего-то важного. Нет никаких признаков применения флюса к стыку. Это была чисто демонстрационная установка, и железа даже не было … Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Это была чисто демонстрационная установка, и железа даже не было … Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Что для этого нужно?
См. В конце раздела рекомендации по конкретным производителям, поставщикам и ценообразование для следующего списка:
Паяльник мощностью не менее 30Вт.. На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как бит . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми «карандашными» битами. Как видно на некоторых старых фотографиях, стандартная насадка для карандашей будет работать, если у утюга достаточно мощности для выработки тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы обрабатывать металл любой толщины, превышающей малую долю миллиметра. . потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет достигать более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, так как более толстые куски металла очень быстро отводят тепло.
. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет достигать более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, так как более толстые куски металла очень быстро отводят тепло.
Все это делает поиск подходящего паяльника и ценовых опций еще более сложным.. но, к сожалению, есть на что обратить внимание. Посмотрите на три вида утюгов, сравниваемых ниже:
Наверху моя старая модель Draper K40P .. 40W / 240V .., которая поставлялась с долотом и уже много лет работает очень надежно. Обратите внимание на головку винта на конце вала, что означает, что паяльную насадку можно легко удлинить или удалить, просто ослабив ее. Бита, поставляемая с Draper, примерно в два раза длиннее, чем то, что вы видите торчащим, а это означает, что есть много возможностей для расширения по мере износа. Под ним находится утюг от «паяльной станции Parkside», дешевое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг работает достаточно хорошо с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании … но … паяльная насадка типа «вкручиваемая» и очень короткая … такая короткая, что невозможно прижать биту. против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Под ним находится утюг от «паяльной станции Parkside», дешевое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг работает достаточно хорошо с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании … но … паяльная насадка типа «вкручиваемая» и очень короткая … такая короткая, что невозможно прижать биту. против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Тип, приведенный ниже, также может быть хорошим вариантом .. хотя угловые биты не очень распространены. Я нашел этот утюг «без торговой марки» в магазине £, и он очень хорошо работал в течение ряда лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Я нашел этот утюг «без торговой марки» в магазине £, и он очень хорошо работал в течение ряда лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Подводя итог … приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого механизма с винтовой фиксацией, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной насадки, чтобы ее можно было при необходимости удлинить.
Подставка (иногда входит в комплект поставки утюга) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, часто поставляемые хрупкие «стойки» из листового металла никогда не справляются с последними! Похоже, что существует довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе без какого-либо натяжения шнура, если только у вас нет удобной розетки «кухонного стиля» на высоте рабочей поверхности.Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение: прикрепить к столу любую имеющуюся у вас «подставку». Здесь я импровизировал совершенно адекватную подставку из сварной проволочной сетки.
Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе без какого-либо натяжения шнура, если только у вас нет удобной розетки «кухонного стиля» на высоте рабочей поверхности.Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение: прикрепить к столу любую имеющуюся у вас «подставку». Здесь я импровизировал совершенно адекватную подставку из сварной проволочной сетки.
Или более элегантное решение — покупка отдельной подставки. Этот ниже от Antex и стоит около 6 фунтов стерлингов … Подробнее о ценах позже. Эти подставки утяжелены и обычно имеют прикрепленную губку, которую необходимо смочить, если она используется для протирки утюга во время работы.
Припой Проволока из мягкого металлического сплава, плавящаяся при контакте с теплом с образованием «клея», обеспечивающего соединение. До недавнего времени стандартным типом сплава было 60% олова — 40% свинца, но сейчас доступно множество бессвинцовых сплавов. Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался стабильно лучших результатов, используя старомодный припой олово / свинец и отдельный флюс.
Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался стабильно лучших результатов, используя старомодный припой олово / свинец и отдельный флюс.
Флюс Жидкость или паста, которая наносится на соединение непосредственно перед пайкой и которая помогает припою правильно сплавляться с металлом, предотвращая окисление поверхности металла.Флюс испаряется, как только металл нагревается.
Стальная вата или мелкая наждачная бумага / ткань для очистки металла перед пайкой. Будет легче протирать стержни тонкой стальной ватой, но наждачная бумага или «влажная / сухая» бумага также подойдут.
Влажная губка, стальная вата или металлические файлы для очистки паяльной насадки во время работы. Это нужно делать, когда утюг нагревается, но недостаточно просто сделать это один раз в начале сеанса. Горячее железо снова почернеет в течение минуты, поэтому для предотвращения накопления этого окисления очистку необходимо повторять, по крайней мере, каждый раз, когда снова поднимают утюг. Это не имеет отношения к чистоте! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Это не имеет отношения к чистоте! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Пенокартон Kapa-line или плотный картон для крепления шаблона чертежа
Предостережение : Рекомендуется использовать пенопласт Kapa-line (полиуретан), потому что это идеальный изолятор (не отводит тепло от металла), а пенополиуритан в некоторой степени сопротивляется нагреванию. Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие пенопласта Kapa-line обугливается, но опасность возгорания или возгорания пены невелика.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылительная установка для крепления нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для фиксации вырезанного металла на шаблоне.Лента обычно выдерживает нагревание в достаточной степени, чтобы закрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или переделанные участки, эти крепления могут ослабнуть и, возможно, потребуется их замена. Понятно, что скотч — не вариант, потому что он тает!
Скальпель (подходит для проточки тонкой латуни) или ножовка для более толстых стержней. У меня есть несколько старых лезвий скальпеля для этого, и я обнаружил, что латуни диаметром до 2 мм отрезать / ломать довольно легко.
Также плоскогубцы, кусачки для проволоки и металлические напильники.. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный припой олово / свинец. Кроме того, флюс выгорает в процессе, и пары могут быть вредными, если они скапливаются или остаются.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию, и, если его оставить, он продолжит разъедать металл.
Пошаговая инструкция
Нарисуйте форму для пайки на бумаге (я рекомендую сначала нарисовать 1:10, а затем уменьшить 40% на 1:25 при работе в таком маленьком масштабе).Скопируйте его и нанесите на пенопласт или плоскую карту. Это будет шаблон для пайки. Я разработал тот, который ниже, так, чтобы я мог использовать изогнутые части скрепок.
Тщательно очистите металл стальной мочалкой перед отрезанием небольших отрезков, даже если стержень новый. На латунный стержень наносят покрытие, чтобы предотвратить его слишком быстрое потускнение, и это будет мешать адгезии припоя, если его оставить. Протирание тонкой стальной мочалкой — наиболее удобный метод, хотя подойдет и мокрый / сухой метод или наждачная бумага.
Отрежьте металлические детали по размеру и используйте тонкие полоски малярной ленты, чтобы закрепить их на шаблоне. Края металла должны плотно прилегать друг к другу, чтобы тепло передавалось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
Края металла должны плотно прилегать друг к другу, чтобы тепло передавалось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется большое количество деталей, которые должны быть точно одинаковой длины, потому что чаще всего они должны располагаться между двумя горизонтальными линиями. Лучший способ добиться этого — сделать «приспособление для резки» … L-образный кусок карты или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый.В противном случае протрите влажной губкой или металлической мочалкой или используйте металлический напильник. Некоторые производители моделей рекомендуют «залудить» железо на этом этапе (окунув самый конец бита во флюс, а затем нанеся на него немного припоя). Это может способствовать передаче тепла к металлу, если возникнут проблемы, но в этом нет необходимости.
Некоторые производители моделей рекомендуют «залудить» железо на этом этапе (окунув самый конец бита во флюс, а затем нанеся на него немного припоя). Это может способствовать передаче тепла к металлу, если возникнут проблемы, но в этом нет необходимости.
Я использую небольшую старую кисть, чтобы нанести немного флюса (пасты или жидкости) на шов. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет еще больше флюса, флюс на них испарится при нагревании первого стыка.Это может не иметь значения … это просто вошло в привычку.
После нанесения флюса коснитесь бита паяльника как можно ближе к стыку, пытаясь коснуться обеих (или хотя бы более одной) металлических частей. Подержите там несколько секунд … Хороший начальный признак — если флюс сразу начнет дымиться, что означает, что латунь достаточно нагревается. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь припоя к стыку. Немного припоя должно быстро расплавиться и, надеюсь, попасть в стык. Используйте как можно меньше … хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настроить угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что в каждом случае приводит к «успешной» пайке. Это нужно попробовать, и если что-то работает, выглядит правильно и кажется сильным … вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Немного припоя должно быстро расплавиться и, надеюсь, попасть в стык. Используйте как можно меньше … хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настроить угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что в каждом случае приводит к «успешной» пайке. Это нужно попробовать, и если что-то работает, выглядит правильно и кажется сильным … вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работа может быть удалена с шаблона практически сразу.. такие мелкие детали очень быстро остынут. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством … или сухим методом с использованием металлической ваты), чтобы удалить оставшийся флюс. Если оставить это, он будет продолжать разъедать металл.
Я был довольно доволен этим результатом . .. Мне удалось сохранить ровные части латунного стержня при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки металлической ватой.Часто бывает очень трудно сделать припой настолько минимальным, насколько хотелось бы, а некоторые соединения выглядели слишком «вздутыми». Припой настолько мягкий, что его можно сбрить кончиком лезвия скальпеля, или можно использовать надфили , подобные приведенному выше, чтобы удалить излишки. «Наборы» для пайки часто включают демонтажный насос , который похож на подпружиненный шприц. Идея заключается в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что на этом этапе я не хочу рисковать, чтобы латунные детали были выровнены!
.. Мне удалось сохранить ровные части латунного стержня при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки металлической ватой.Часто бывает очень трудно сделать припой настолько минимальным, насколько хотелось бы, а некоторые соединения выглядели слишком «вздутыми». Припой настолько мягкий, что его можно сбрить кончиком лезвия скальпеля, или можно использовать надфили , подобные приведенному выше, чтобы удалить излишки. «Наборы» для пайки часто включают демонтажный насос , который похож на подпружиненный шприц. Идея заключается в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что на этом этапе я не хочу рисковать, чтобы латунные детали были выровнены!
Почему работать с латунью проще всего?
Латунь — это сплав … в данном случае смесь меди и цинка. Цинк придает латуни более жесткую поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягкий, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из наиболее доступных металлов в большом количестве мелкозернистых форм.Медь более мягкая и с ней легче работать, но стержни толщиной около 1 мм будут слишком легко деформироваться и будут иметь гораздо меньшую жесткость конструкции. Кроме того, медь является отличным проводником, а это значит, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области соединения.
Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягкий, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из наиболее доступных металлов в большом количестве мелкозернистых форм.Медь более мягкая и с ней легче работать, но стержни толщиной около 1 мм будут слишком легко деформироваться и будут иметь гораздо меньшую жесткость конструкции. Кроме того, медь является отличным проводником, а это значит, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и стык ..! Под ними находятся два небольших кусочка очень тонкого листа латуни толщиной 0,1 мм .., которые прикреплены пятнами плавления припоя.Справа — простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева изображена самая прочная форма соединения, при которой небольшая длина одной детали пересекает или «перекрывает» другую.
Поиск и устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает мелкими шариками, это может означать, что: .. это может быть припой неправильного типа; стык не флюсованный или его недостаточно; утюг может быть недостаточно горячим или достаточно прочным для работы; сверло может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близкого к обоим кускам металла…
Если ничего не помогает, помогите тепловому потоку, либо «залуживая» утюг, как некоторые рекомендуют, либо касаясь наконечником утюга практически поверх стыка, расплавляя припой прямо на наконечнике, чтобы упасть на стык.
Альтернативный метод
Как я уже сказал, может быть очень сложно удерживать кусочки латуни именно там, где они должны быть, потому что малярная лента немного ослабляется при нагревании металла. Если припой плавится и быстро заполняет стык, это не проблема, но по различным перечисленным причинам это часто занимает больше времени. На фотографии ниже показан метод, которым я гораздо больше доволен и который дает гораздо лучшие результаты … но стоит потратить дополнительное время только в том случае, если настройка будет использоваться более одного раза.
На фотографии ниже показан метод, которым я гораздо больше доволен и который дает гораздо лучшие результаты … но стоит потратить дополнительное время только в том случае, если настройка будет использоваться более одного раза.
Для этого паяльного приспособления я использовал прочный «серый картон», переработанный картон той же толщины, что и стержень диаметром 1 мм, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно ложились в эти прорези. Я использовал эту приманку уже 4 раза и не понимаю, почему она не должна длиться дольше.
Избранные поставщики и цены
Латунный стержень всегда прямой длины, никогда не в рулоне.Дешевле на длину 1 м, чем на 300 мм. например Цены на 4D для длины 1 м (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативным источником являются расходные материалы для моделей EMA . . для длины 91 см 0,8 мм 0,67 фунтов стерлингов, 1,6 мм 1,27 фунтов стерлингов .. но выбор толщины очень ограничен.
. для длины 91 см 0,8 мм 0,67 фунтов стерлингов, 1,6 мм 1,27 фунтов стерлингов .. но выбор толщины очень ограничен.
Silverline 60:40 Олово / свинец (4D £ 1,80 за 20 г, доступно 4,00 £ за 100 г) работает очень хорошо! Точка плавления 183-190 ° С.
Флюс
Флюс типа «смазка», который я всегда использую при обучении, всегда работал хорошо, но он у меня был так долго, что первоначальный контейнер начал распадаться.. так что я больше не знаю бренд! Но я слышал, что это хорошая паста La-Co Regular Soldering Flux Paste, доступная от Screwfix по цене 5,39 фунтов стерлингов за 125 г .. для использования с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Другой признанной надежной пастой является флюкситовая паяльная паста, подходящая для меди и латуни… на самом деле для большинства металлов, кроме алюминия (хотя для других металлов требуются другие припои), и ее можно использовать как со свинцовыми припоями, так и без свинца.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Джусона. По какой-то причине у Maplin просто запасы консервных банок по 450 г, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D £ 20,99) Доступны отдельные биты за 3,80 £. Около 18 фунтов стерлингов на Amazon (с долотом).
От AllElectricRC http: // www.Allelectricrc.co.uk/ это будет стоить 13,59 фунтов стерлингов, но поставляется с насадкой для карандашей .. все же стоит заказать дополнительную насадку для долота (у AllElectric их нет)
Draper 71417 40W-230V на Amazon £ 15,95 (на фото показана долото, я надеюсь, что это так)
B&Q предлагает паяльник мощностью 40 Вт за 12,85 фунтов стерлингов, который выглядит почти идентично старой модели Draper, которая есть у меня выше, и имеет долото, как показано на фотографиях продукта. Этого должно быть хорошо, если он был собран с достаточной осторожностью.
Этого должно быть хорошо, если он был собран с достаточной осторожностью.
марки Silverline, 4D £ 3,65, которую стоит приобрести (Antex показан на фото около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. Также
Дэвид Акку Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C + L Finescale. — перейдите в «Центр знаний», чтобы получить краткие сведения о материалах и методах, включая таблицу с указанием того, какой припой и флюс использовать для различных металлов
http: //www.finescale.org.uk/index.php?option=com_content&view=article&id=27&Itemid=2
4D Modelshop — базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-soldering.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm — это написано для специального использования в электронике, но большая часть советов применима.
Как это:
Нравится Загрузка …
определение пайки по The Free Dictionary
Итак, они принялись за работу в одной из больших желтых комнат замка и работали три дня и четыре ночи, ковая, скручивая, сгибая, паяя, полируя и стучая по ногам, телу и голове Железного Дровосека, пока, наконец, он был выровнен в свою старую форму, и его суставы работали как никогда хорошо.Сначала он достал паяльник и немного водопроводного припоя, а затем небольшую масляную лампу, которая при зажигании в углу гробницы выдавала газ, который пылал синим пламенем, затем свои действующие ножи, которые он помещенный в руку и последний круглый деревянный столб толщиной около двух с половиной или трех дюймов и длиной около трех футов. С практикой и обучением студенты могут развить навыки, которые улучшат их способность выполнять более сложные пайки, расширенные образовательные программы и компании-производители электроники используют J-STD (J Standards) 001-006 в качестве эталона качества пайки. Лю, «Глобальные тенденции в бессвинцовой пайке», Международный журнал передовых технологий упаковки, том. В последние годы сплавы с низкой температурой плавления, которые подходят для применения при пайке бессвинцовых материалов, привлекают все больший технологический интерес [38] Материал подготовлен при поддержке APVV-0023-12: Исследование новых припоев для безфлюсовой пайки с применением лучевых технологий и ультразвука и VEGA 1/0455/14: Исследование модифицированных припоев для безфлюсовой пайки металлических и керамических материалов. .Запатентованные особенности паяльного пистолета All-In-One Hander позволяют избавиться от необходимости использовать обе руки при пайке. Продукт способен направлять припой в точную точку, устраняя беспорядочные подтёки. Температура ликвидуса или плавления считается наиболее важным фактором при пайке волной припоя. Температура эвтектики Sn-Pb составляет 183 [градуса] C, что часто рассматривается как эталонная температура. Чтобы понять механизмы, связанные с деградацией жала паяльника, мы сначала должны понять состав жала паяльника.
Лю, «Глобальные тенденции в бессвинцовой пайке», Международный журнал передовых технологий упаковки, том. В последние годы сплавы с низкой температурой плавления, которые подходят для применения при пайке бессвинцовых материалов, привлекают все больший технологический интерес [38] Материал подготовлен при поддержке APVV-0023-12: Исследование новых припоев для безфлюсовой пайки с применением лучевых технологий и ультразвука и VEGA 1/0455/14: Исследование модифицированных припоев для безфлюсовой пайки металлических и керамических материалов. .Запатентованные особенности паяльного пистолета All-In-One Hander позволяют избавиться от необходимости использовать обе руки при пайке. Продукт способен направлять припой в точную точку, устраняя беспорядочные подтёки. Температура ликвидуса или плавления считается наиболее важным фактором при пайке волной припоя. Температура эвтектики Sn-Pb составляет 183 [градуса] C, что часто рассматривается как эталонная температура. Чтобы понять механизмы, связанные с деградацией жала паяльника, мы сначала должны понять состав жала паяльника. Поместите провод на печатную плату и удерживайте его на месте кончиком паяльника. Это делает процесс пайки двухэтапным, который по своей сути стоит дороже и требует больше времени для сборки готовой сборки.
Паяльные наконечники
Поместите провод на печатную плату и удерживайте его на месте кончиком паяльника. Это делает процесс пайки двухэтапным, который по своей сути стоит дороже и требует больше времени для сборки готовой сборки.
Паяльные наконечники — Как паять: лучшие наконечники в процессе пайки
ПайкаПайка выполняется в электронных конструкциях для соединения компонентов с дорожками печатной платы. От точности и совершенства пайки зависит качество работы схемы.Проложить хорошую трассу — это искусство. Пайка требует навыков, и практика хороших методов пайки поможет вам создать хорошую рабочую схему. Здесь объясните методы хорошей пайки. Для пайки требуется паяльник, паяльник и флюс, а также печатная плата и схема расположения компонентов.
Выбор хорошего паяльника:
Паяльник Выбор паяльника очень важен. Паяльник — это электрическое устройство, которое нагревает припой и обеспечивает соединение.Доступно много типов паяльников, поэтому выберите один на 15-25 Вт. Если мощность утюга слишком высока, это может привести к повреждению термочувствительных компонентов или отслоению дорожек на печатной плате. Выберите утюг с трехконтактным шнуром. Заземление важно для удаления паразитного тока, который накапливается в наконечнике утюга. Это очень важно при пайке компонентов, чувствительных к статическому электричеству, таких как КМОП ИС и МОП-транзисторы.
Выберите утюг с трехконтактным шнуром. Заземление важно для удаления паразитного тока, который накапливается в наконечнике утюга. Это очень важно при пайке компонентов, чувствительных к статическому электричеству, таких как КМОП ИС и МОП-транзисторы.
Используйте лучшую паяльную проволоку:
Паяльный выводПаяльный вывод надежно соединяет выводы компонентов с контактами печатной платы.Качество припоя должно быть достаточно хорошим, чтобы процесс пайки был безупречным. Канифольный припой сердечника — хороший выбор. Не используйте припой с кислотным сердечником, используемый для пайки электрических контактов и металлических соединений сантехники, поскольку содержание кислоты разъедает медные дорожки печатной платы. Хороший припой содержит 60% олова и 40% свинца. Подойдет припой диаметром от 0,75 до 1 мм. Некоторые марки припоя содержат внутри сердечник из флюса.
Use Little Soldering Flux
Soldering Flux Паяльный флюс обычно наносится на паяные соединения перед пайкой. Флюс снижает температуру плавления свинца, поэтому припой легко плавится и равномерно распределяется по паяному соединению. Флюс жидкого типа лучше, так как он не оставляет грязи после пайки. Пары флюса токсичны, поэтому пайку следует проводить в хорошо вентилируемом месте и использовать вытяжной вентилятор в комнате.
Флюс снижает температуру плавления свинца, поэтому припой легко плавится и равномерно распределяется по паяному соединению. Флюс жидкого типа лучше, так как он не оставляет грязи после пайки. Пары флюса токсичны, поэтому пайку следует проводить в хорошо вентилируемом месте и использовать вытяжной вентилятор в комнате.
Ухоженное жало облегчит пайку
Для хорошей пайки требуется чистое паяльное жало. Если паяльник новый, сначала нанесите слой свинца перед началом пайки.Это называется лужением, которое помогает легко передавать тепло. После продолжительного использования жало загрязнится, что затруднит процесс пайки. Поэтому перед началом пайки очистите жало с помощью напильника или наждачной бумаги и сделайте его светящимся. После очистки протрите наконечник влажной ватой или губкой. Поскольку процесс пайки прерывистый, держите жало паяльника на радиаторе. Для этого можно использовать старый фарфоровый держатель предохранителя или приобрести одну подставку под паяльник с радиатором.
Посмотрите следующее видео, чтобы получить хорошие практические знания о процессе пайки:
Лучшие советы по процессу пайки:
Следующие советы помогут вам практиковать хорошие методы пайки:
- Во-первых, хорошо очистите стыки печатной платы, используя лезвие или нож для удаления грязи и корродированных материалов. Если соединение загрязнено, паяные соединения будут ослаблены.
- Очистите выводы компонентов перед их установкой на печатную плату.
- Выводы будут выступать со стороны медных дорожек печатной платы.Поместите резисторы, слегка выступающие над поверхностью печатной платы, чтобы рассеять тепло.
- Сначала припаяйте резисторы, затем конденсаторы, диоды и т. Д. И, наконец, транзисторы и ИС.
- Нанесите очень мало флюса на паяные соединения и выполните пайку. Вывод паяльника и наконечник паяльника должны располагаться под углом 45 градусов, чтобы припой легко растекался.
- При пайке компонентов CMOS не держите жало паяльника на месте пайки более 3 секунд.

- После пайки внимательно проверьте паяные соединения.При необходимости используйте ручную линзу. Стыки должны быть коническими, однородными и блестящими.
- Если паяное соединение сухое, это значительно повлияет на работу цепи. Так что еще раз проверьте все стыки и при необходимости перепаяйте.
- Холодный припой — это термин, используемый для описания паяных соединений без прочного соединения. Холодный припой будет выглядеть как шарик над паяным соединением. Так что, если кажется, что удалите излишки припоя горячим железным наконечником.
- Обрежьте лишние выводы компонентов триммером.
- Если используются компоненты, чувствительные к статическому электричеству, коснитесь жала паяльника металлического предмета перед пайкой, чтобы снять статический заряд, накопленный на жале.
- Провода должны быть надежно припаяны, чтобы предотвратить неплотный контакт. Перед пайкой проводов очистите оголенный провод лезвием от ржавчины или грязи. Нанесите припой на наконечник провода и сделайте пайку.

- После завершения пайки еще раз проверьте соединения на предмет замыкания проводов. Это важно для транзисторов и микросхем.
- Очистите сторону пайки печатной платы спиртом или чистящим раствором для печатной платы.
- После подключения источника питания просто коснитесь компонентов. При появлении тепла немедленно отключите источник питания и проверьте, нет ли короткого замыкания.
- Если в печатной плате используется переменный ток, не касайтесь каких-либо точек при подключении к сети.
- В качестве меры безопасности при пайке надевайте обувь из щебня. Лучше использовать пластиковый лист на полу, чтобы ножка во время пайки опиралась на утепленный лист.
Пайка Безопасные наконечники:
Пайка является важной частью конструкции схемы. Пайка — это процесс соединения двух металлических частей с помощью металлического сплава. Металлический сплав, используемый при пайке, представляет собой смесь свинца и олова. Чтобы припой равномерно распределялся по стыкам, наносится паяльный флюс, который удаляет остатки окисления в металлических стыках и придает форму контакта. Флюс также снижает температуру плавления свинца, облегчая плавление.Процесс пайки требует должной осторожности, чтобы избежать опасных ситуаций. Ниже приведены некоторые возможные опасности при пайке и советы по их устранению.
Флюс также снижает температуру плавления свинца, облегчая плавление.Процесс пайки требует должной осторожности, чтобы избежать опасных ситуаций. Ниже приведены некоторые возможные опасности при пайке и советы по их устранению.
Опасность поражения электрическим током
Паяльник — это устройство переменного тока, используемое для нагрева жала утюга. В утюге есть нагревательный элемент, который нагревается при прохождении тока. Для подключения паяльника необходима трехконтактная розетка с правильным заземлением. Перед использованием проверьте металлическую часть утюга с помощью тестера переменного тока на предмет утечек.Также периодически проверяйте вилку, шнур и т. Д. На предмет обрыва изоляции. Во время пайки всегда надевайте резиновую обувь. На пол рабочего помещения лучше положить резиновый лист, чтобы ступни во время работы опирались на него.
Skin Burning
Паяльник становится слишком горячим при подключении к сети. Не прикасайтесь к нему частями тела, чтобы не обжечься. Расплавленный свинец также вызывает ожоги. Во время пайки лучше надевать очки, чтобы защитить глаза, потому что иногда пузырек припоя может взорваться и есть шанс попасть в глаза.
Расплавленный свинец также вызывает ожоги. Во время пайки лучше надевать очки, чтобы защитить глаза, потому что иногда пузырек припоя может взорваться и есть шанс попасть в глаза.
Опасности для здоровья
Свинец и флюс, используемые для пайки, содержат токсичные материалы, которые выделяются в виде дыма и газов. При нагревании вывод для пайки выделяет оксид свинца, который при чрезмерном вдыхании является очень токсичным. Попав в организм, он всасывается через слизистую оболочку легких, желудка и затем попадает в кровоток. Симптомы отравления свинцом включают потерю аппетита, несварение желудка, тошноту, рвоту, запор, головную боль, спазмы в животе, нервозность, бессонницу и т. Д.
Свинец для пайки Флюс — это чистящее средство, используемое вместе с припоем для удаления окисления с металлических стыков. Это улучшает общую текучесть и эффективность припоя. Обычно используемый флюс — это флюс на основе канифоли. Изготовлен из экстрактов сока сосны. Колофония — это базовый продукт флюса.