Что такое припой и флюс для пайки. Какие бывают виды припоев. Чем отличаются легкоплавкие и тугоплавкие припои. Что входит в состав припоев. Для чего нужен флюс при пайке. Какие бывают виды флюсов.
Что такое припой и для чего он используется
Припой — это металлический сплав, используемый для соединения металлических деталей методом пайки. Основные функции припоя:
- Заполнение зазора между соединяемыми деталями
- Обеспечение прочного и герметичного соединения
- Создание электрического контакта между деталями
Припой должен иметь температуру плавления ниже, чем у соединяемых металлов. При нагреве он расплавляется и заполняет пространство между деталями, а при остывании затвердевает, образуя прочное соединение.
Основные виды припоев
Припои классифицируются по температуре плавления на две основные группы:
Легкоплавкие припои
Имеют температуру плавления до 450°C. Основные характеристики:
- Используются для пайки электронных компонентов и радиодеталей
- Основа — олово с добавками свинца, висмута, индия
- Не требуют сильного нагрева, подходят для работы паяльником
- Образуют менее прочные соединения по сравнению с тугоплавкими
Тугоплавкие припои
Температура плавления выше 450°C. Их особенности:

- Применяются для пайки крупных деталей из стали, меди, латуни
- Основа — медь, серебро, никель
- Требуют сильного нагрева горелкой или в печи
- Образуют очень прочные соединения
Состав и маркировка припоев
В состав припоев могут входить различные металлы:
- Олово (Sn) — основа большинства легкоплавких припоев
- Свинец (Pb) — снижает температуру плавления, улучшает смачиваемость
- Висмут (Bi) — делает припой еще более легкоплавким
- Сурьма (Sb) — повышает прочность и блеск
- Медь (Cu) — основа тугоплавких припоев
- Серебро (Ag) — улучшает прочность и электропроводность
Маркировка припоев обычно отражает их состав. Например:
- ПОС-61 — припой оловянно-свинцовый, 61% олова
- ПСр-72 — припой серебряный, 72% серебра
Для чего нужен флюс при пайке
Флюс — это вещество, которое наносится на место пайки перед нагревом. Основные функции флюса:
- Очищает поверхность металла от оксидной пленки
- Защищает место пайки от окисления при нагреве
- Улучшает растекание припоя по поверхности
- Способствует лучшему сцеплению припоя с металлом
Без применения флюса качественная пайка большинства металлов невозможна, так как оксидная пленка препятствует смачиванию припоем.

Основные виды флюсов для пайки
Флюсы различаются по химической активности и составу:
Активные (кислотные) флюсы
Содержат кислоты или хлориды. Их свойства:
- Эффективно удаляют оксидные пленки
- Подходят для пайки «трудных» металлов — стали, никеля
- Требуют тщательной отмывки после пайки
- Могут вызывать коррозию
Канифольные (пассивные) флюсы
На основе натуральной или синтетической канифоли. Характеристики:
- Слабая химическая активность
- Подходят для пайки электроники
- Не требуют отмывки после пайки
- Не вызывают коррозию
Как выбрать припой и флюс для пайки
При выборе припоя и флюса нужно учитывать следующие факторы:
- Материал соединяемых деталей
- Требуемая прочность соединения
- Допустимая температура нагрева
- Условия эксплуатации изделия
- Необходимость последующей отмывки
Для электроники обычно используют легкоплавкие припои с канифольными флюсами. Для пайки крупных деталей подойдут тугоплавкие припои с активными флюсами.
Техника безопасности при работе с припоями и флюсами
При пайке необходимо соблюдать меры предосторожности:

- Работать в хорошо проветриваемом помещении
- Использовать средства защиты глаз и органов дыхания
- Не допускать попадания флюса на кожу
- Мыть руки после работы
- Хранить припои и флюсы в недоступном для детей месте
Особую осторожность следует соблюдать при работе со свинецсодержащими припоями и активными флюсами, так как они токсичны.
Популярные марки припоев и флюсов
Некоторые распространенные марки припоев и флюсов:
Припои:
- ПОС-61 — универсальный оловянно-свинцовый припой
- ПОС-40 — более тугоплавкий и прочный
- ПОСК-50-18 — бессвинцовый припой для электроники
- ПСр-45 — серебряный припой для ювелирных работ
Флюсы:
- ФКСп — канифольный флюс в спирте
- ЛТИ-120 — активированный канифольный флюс
- F-SW 12 — активный флюс для пайки стали
- Fluxsol — нейтральный гелевый флюс
При выборе конкретной марки стоит ориентироваться на рекомендации производителя паяльного оборудования и специфику выполняемых работ.
что это такое и как использовать?
Екатерина
Время чтения: 6 минут
Припой и флюс для пайки — незаменимые помощники для многих домашних и профессиональных мастеров. С их помощью можно добиться качественных ровных швов. Производители предлагают множество разновидностей флюсов и припоев. На рынке существует даже припой, внутри которого есть флюс! И во всем этом разнообразии трудно разобраться, если вы никогда не использовали припои и флюсы.
Мы решили облегчить вам задачу и рассказать про виды припоев и флюсов, и их применение. Вы узнаете, чем легкоплавкие припои отличаются от тугоплавких, что такое активные и пассивные флюсы, и как использовать эти материалы в своей работе.
Содержание статьи
- Разновидности припоев
- Легкоплавкие
- Тугоплавкие
- Припой с флюсом
- Разновидности флюсов
- Химически активные
- Химически пассивные
- Как использовать?
- Вместо заключения
Разновидности припоев
Припой — это металлический пруток, используемый для заполнения стыков между двумя деталями. Он плавится и смешивается с основным металлом или вовсе выступает как основной металл. Может иметь различный диаметр. Изготавливается из олова, но с добавлением других металлов. Например, свинца цинка или меди. Может быть легкоплавким или тугоплавким.
Он плавится и смешивается с основным металлом или вовсе выступает как основной металл. Может иметь различный диаметр. Изготавливается из олова, но с добавлением других металлов. Например, свинца цинка или меди. Может быть легкоплавким или тугоплавким.
Легкоплавкие
Легкоплавкие припои чаще всего используются при выполнении мелкой работы. Например, при пайке радиоаппаратуры. Также такой припой незаменим, если необходима пайка радиоэлектронных элементов. В составе чаще всего можно встретить сочетание олова с кадмием, висмутом, свинцом или цинком.
Исходя из названия, нетрудно догадаться, что такие припои легко плавятся. Чтобы их расплавить достаточно одного небольшого паяльника. Если вам нужен припой для работы с радиоэлектроникой, то выбирайте прутки с температурой плавления до 140 градусов.
Существуют и специальные припои для лужения плат. Температура их плавления не превышает 100 градусов. За счет таких свойств лужение проходит легче и быстрее. У припоев есть свои марки но на этом мы не будем заострять внимание.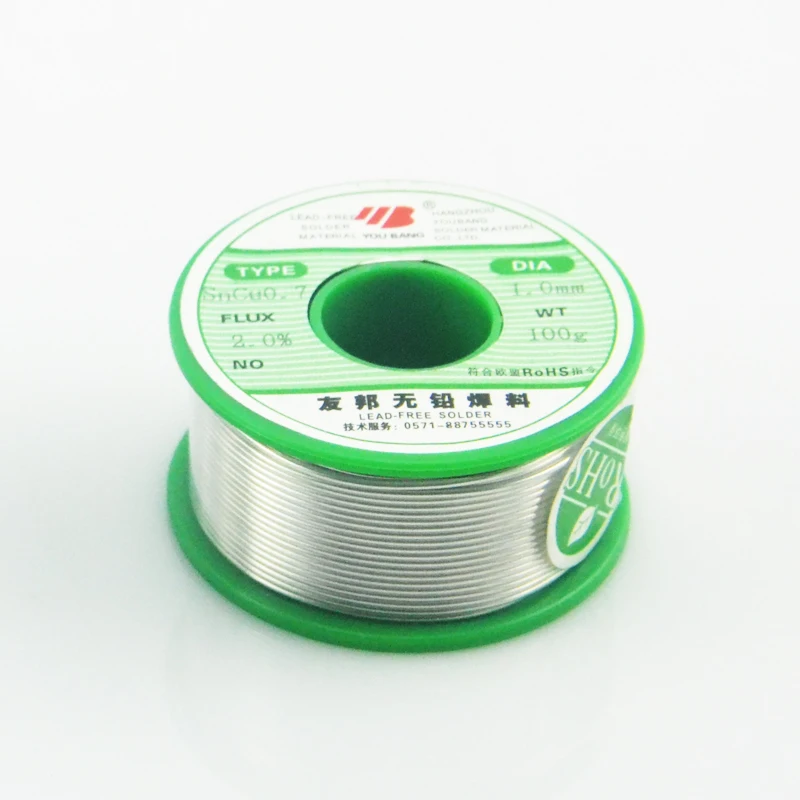 Это тема для отдельной статьи.
Это тема для отдельной статьи.
Скажем лишь, что при пайке современной аппаратуры рекомендуется использовать припой без свинца и с температурой плавления около 200 градусов. Это связано с особенностями зарубежной техники. Она изготавливается в соответствии со строгими экологическими нормами, согласно которым свинец при пайке выделяет вредные пары.
Тугоплавкие
Тугоплавкие припои — антипод легкоплавким. Температура их плавления начинается с отметки в 400 градусов. Такие припои используются в профессиональной промышленной сварке, где необходимо заварить большие детали. В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
Припой с флюсом
Существует отдельная категория припоев — это припой с флюсом внутри. Он же припой трубчатый. Представляет собой полый пруток, в сердцевине которого содержится флюс. Пруток плавится при пайке, позволяя флюсу выделяться и выполнять защитную функцию. Яркий пример — это припой Castolin 192 FBK с флюсом и припой Brazetec Comet 3476U.
Пруток плавится при пайке, позволяя флюсу выделяться и выполнять защитную функцию. Яркий пример — это припой Castolin 192 FBK с флюсом и припой Brazetec Comet 3476U.
Такие припои очень удобны в работе, поскольку выполняют сразу две функции: практическую и защитную. Не нужно тратить время на нанесение флюса и его выбор. Но вы должны понимать, что такие припои не обеспечивают достаточную защиту зоны пайки. Они лишь немного улучшают качество швов. Если вам необходим безупречный результат, то лучше использовать припой и флюс отдельно друг от друга. Как два разных материала.
А вот что такое флюс и зачем он нужен, вы узнаете дальше.
Разновидности флюсов
Флюс — это вещество, наносимое на место пайки или сварки, защищающее металл от окисления и улучшающее качество шва. Флюс способен кардинально изменить качество, в том числе ровность шва и его эстетические характеристики. Поэтому к выбору флюса нужно подойти с умом.
Здесь есть четкая связь с припоем. Чем легче плавится припой, тем лучше раскрываются свойства флюса. У флюса должна быть температура плавления чуть ниже, чем у припоя. Тогда вы добьетесь качественного результата.
У флюса должна быть температура плавления чуть ниже, чем у припоя. Тогда вы добьетесь качественного результата.
Производители предлагают флюсы для пайки двух разновидностей: активные и пассивные.
Химически активные
Химически активные флюсы содержат в своем составе кислотосодержащие вещества. Они, в свою очередь, способы уничтожить любой налет или признаки коррозии. В качестве кислотосодержащего может использоваться известная всем соляная кислота, хлористый цинк и др. Если не очистить место пайки от остатков флюса металл может испортиться и появится новая коррозия.
Химическая активность таких флюсов — это и достоинство, и недостаток одновременно. При неумелом использовании такие флюсы разъедают металл и текстолит, если применять их в радиоэлектронике. Не стоит забывать, что такие флюсы способны оставлять ожоги на коже, поэтому важно соблюдать технику безопасности. Зато при грамотном использовании активные флюсы удаляют любой налет и коррозию, позволяя улучшить качество работ.
Мы не рекомендуем использовать химически активные флюсы в повседневной пайке. Они требуют внимания и опыта. А при пайке радиокомпонентов лучшее вообще не использовать данный тип флюса. Поскольку с большой вероятность он будет разъедать текстолит, и вы ничего не сможете исправить.
Химически пассивные
Химически пассивные флюсы используются очень часто. У них нет таких ярко выраженных окислительных свойств, как у химически активных, поэтому с ними проще работать. Химически пассивные флюсы удаляют жировой налет и небольшие загрязнения, но не коррозию. В составе таких флюсов есть органические компоненты, поэтому их можно применять при пайке радиоэлементов.
Химически пассивные флюсы защищают зону сварки от окисления и улучшают качество работы. Впрочем, как и химически активные.
Читайте также: Выбор флюса для пайки алюминия
Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями.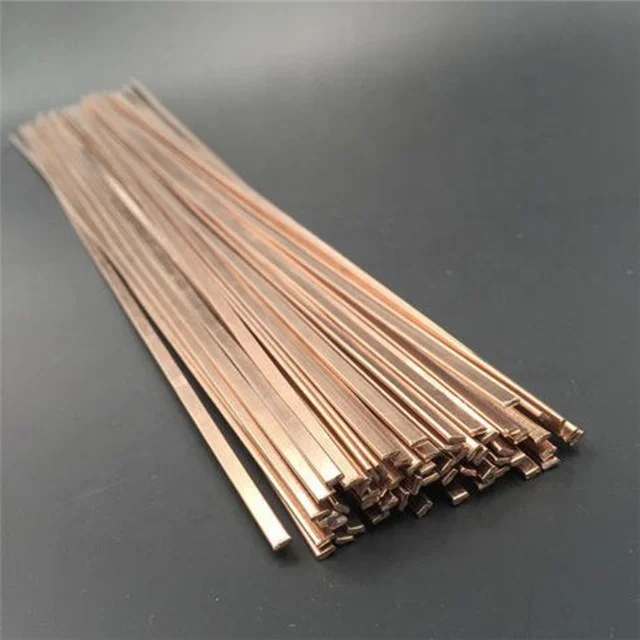 А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Вместо заключения
Как вы теперь знаете, припои и флюсы применяемые при пайке могут быть предназначены для различных работ. Одни подходят для мелкого ремонта, а вторые раскрывают свой потенциал при профессиональной сварке. Поэтому при выборе припоев и флюсов обращайте внимание именно на тип работ, который собираетесь проводить. Это во многом облегчит вам задачу.
Поэтому при выборе припоев и флюсов обращайте внимание именно на тип работ, который собираетесь проводить. Это во многом облегчит вам задачу.
Похожие публикации
что это такое, зачем нужен, паста, гель, какой лучше, бура, виды, как сделать в домашних условиях своими руками, безотмывочный, активный – Оборудование для пайки на Svarka.guru
Главная / Расходные материалы
Назад
Время на чтение: 3 мин
0
383
Как профессионалы, так и любители часто в своей практике используют припои и флюсы для паяния. Добротные красивые швы – одно из главных преимуществ такой пайки.
Существует много видов этих материалов для качественной сварки дома и на производстве. В специализированных местах можно даже найти припой со встроенным внутрь флюсом.
Поэтому тем кто первый раз встречается с подобным видом пайки, бывает сложно выбрать нужные материалы. Чтобы вам помочь, мы расскажем о некоторых видах и как их использовать.
Чтобы вам помочь, мы расскажем о некоторых видах и как их использовать.
Какие отличия существуют у легкоплавких и тугоплавких припоев? Что мы знаем про слабоактивные и активные флюсы? Как работать с такими материалами? Ответы вы найдёте чуть ниже.
- Какие бывают припои Легкоплавкий
- Тугоплавкий
- Активные
Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.

- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.
Плавкость паяльных составов, область применения:
- Сплав Вуда – 600 С (лужение плат).

- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).
Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.
ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.
ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.

- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Разновидности припоев
Припой — это металлический пруток, используемый для заполнения стыков между двумя деталями. Он плавится и смешивается с основным металлом или вовсе выступает как основной металл. Может иметь различный диаметр. Изготавливается из олова, но с добавлением других металлов. Например, свинца цинка или меди. Может быть легкоплавким или тугоплавким.
Легкоплавкие
Легкоплавкие припои чаще всего используются при выполнении мелкой работы. Например, при пайке радиоаппаратуры. Также такой припой незаменим, если необходима пайка радиоэлектронных элементов. В составе чаще всего можно встретить сочетание олова с кадмием, висмутом, свинцом или цинком.
В составе чаще всего можно встретить сочетание олова с кадмием, висмутом, свинцом или цинком.
Исходя из названия, нетрудно догадаться, что такие припои легко плавятся. Чтобы их расплавить достаточно одного небольшого паяльника. Если вам нужен припой для работы с радиоэлектроникой, то выбирайте прутки с температурой плавления до 140 градусов.
Существуют и специальные припои для лужения плат. Температура их плавления не превышает 100 градусов. За счет таких свойств лужение проходит легче и быстрее. У припоев есть свои марки но на этом мы не будем заострять внимание. Это тема для отдельной статьи.
Скажем лишь, что при пайке современной аппаратуры рекомендуется использовать припой без свинца и с температурой плавления около 200 градусов. Это связано с особенностями зарубежной техники. Она изготавливается в соответствии со строгими экологическими нормами, согласно которым свинец при пайке выделяет вредные пары.
Тугоплавкие
Тугоплавкие припои — антипод легкоплавким. Температура их плавления начинается с отметки в 400 градусов. Такие припои используются в профессиональной промышленной сварке, где необходимо заварить большие детали. В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
Температура их плавления начинается с отметки в 400 градусов. Такие припои используются в профессиональной промышленной сварке, где необходимо заварить большие детали. В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
Припой с флюсом
Существует отдельная категория припоев — это припой с флюсом внутри. Он же припой трубчатый. Представляет собой полый пруток, в сердцевине которого содержится флюс. Пруток плавится при пайке, позволяя флюсу выделяться и выполнять защитную функцию. Яркий пример — это припой Castolin 192 FBK с флюсом и припой Brazetec Comet 3476U.
Такие припои очень удобны в работе, поскольку выполняют сразу две функции: практическую и защитную. Не нужно тратить время на нанесение флюса и его выбор. Но вы должны понимать, что такие припои не обеспечивают достаточную защиту зоны пайки. Они лишь немного улучшают качество швов. Если вам необходим безупречный результат, то лучше использовать припой и флюс отдельно друг от друга. Как два разных материала.
Они лишь немного улучшают качество швов. Если вам необходим безупречный результат, то лучше использовать припой и флюс отдельно друг от друга. Как два разных материала.
А вот что такое флюс и зачем он нужен, вы узнаете дальше.
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Похожее
- Управление процессами.
 Обеспечение культуры производства на предприятии
Обеспечение культуры производства на предприятии - Приготовление заливочных компаундов «ЭКС», «ЭЛК – 5» «Аратан», «Виксинт ПК – 68»
- Критерии оценки качества электронных сборок
- Обеспечение работников смывающими и (или) обезвреживающими средствами
- Должностная инструкция начальника административно-хозяйственного отдела
- Снятие следов коррозии
- Оценка и выбор поставщиков, наблюдение за поставщиками, развитие поставщиков
Предыдущая статья Монтаж силовых наконечников
Следующая статья Отгрузка продукции с производства при ВП
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.

- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–3300 С.
Температуры применения 250–3300 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
Виды припоя и флюса
В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ. Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т. д. В то же время пайка элементов не должна быть излишне перегружена припоем, так как в данном случае могут быть образованы кольцевые трещины, элементы «холодной пайки» (когда визуально припой на месте, но контактирующая область металлов отсутствует), а так же замыкания соседних дорожек или контактов. Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия. В этой связи особое внимание необходимо уделить довольно важному аспекту в радиоэлектронике как выбор припоя и флюса, о чем пойдет ниже речь в этой статье.
д. В то же время пайка элементов не должна быть излишне перегружена припоем, так как в данном случае могут быть образованы кольцевые трещины, элементы «холодной пайки» (когда визуально припой на месте, но контактирующая область металлов отсутствует), а так же замыкания соседних дорожек или контактов. Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия. В этой связи особое внимание необходимо уделить довольно важному аспекту в радиоэлектронике как выбор припоя и флюса, о чем пойдет ниже речь в этой статье.
Из определения известно, что процесс пайки представляет собой соединение двух металлизированных или металлических твердых поверхностей с помощью припоя, температура плавления которого значительно ниже величины разрушения (плавления) соединяемых изделий. Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле (лужение). Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки. За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.
Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки. За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.
Припои и их разновидности
Припой состоит большей частью из олова с добавлением различных материалов. В структуру припоя могут входить следующие компоненты:
Олово (Sn) – представляет собой мягкий металл с температурой плавления + 231,9 С градусов. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. При воздействии комнатных температур олово не подвергается окислению, однако при ее снижении ниже +18 С и особенно ниже -50 С происходит разрушение кристаллической решетки металла, в результате чего олово приобретает серый оттенок.
Свинец (Pb) – очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом. Металл легко растворяется в щелочи и кислотах, содержащих азот и органику.
Кадмий (Cd) – применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом. В чистом виде – токсичен, температура его плавления + 321 С. Зачастую кадмий применяется в антикоррозийных целях.
Висмут (Bi) – один из самых легкоплавких металлов при использовании его в составе припоя с температурой плавления + 271 С. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты.
Сурьма (Sb) – тугоплавкий металл с температурой плавления + 630,5 С. Не подвержен воздействию воздуха. Не окисляется. В припое дает эффект глянца. Металл токсичен.
Цинк (Zn) – хрупкий металл синевато-серого цвета с температурой плавления + 419 С. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Медь (Cu) – металл с самой высокой температурой плавления в изготовлении припоя + 1083 С. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Припои разделяют на легкоплавкие и тугоплавкие.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. Температура плавления легкоплавких припоев не выше + 450 С. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк. В радиоэлектронике большое применение получили припои с температурой плавления до + 145 С градусов. В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
ПОС-18 – состоит из олова (17 – 18%), сурьмы (2 – 2,5%) и свинца (79 – 81%). Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Температура плавления +183 +270 градусов (начало плавления / растекаемость).
Температура плавления +183 +270 градусов (начало плавления / растекаемость).
ПОС-30 – состоит из олова (29 – 30 %), сурьмы (1,5 – 2%), свинца (68 – 70%). Лужения и пайка меди, стали и их сплавов. Температура плавления +183 +250 градусов.
ПОС-50 – олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике. Плавление +183 +230 градуса.
ПОС-90 – олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%. Высокопрочный припой с температурой плавки +18 + 222 градуса, применяемый в лужении деталей с последующим золочением и серебрением. Не применяется в установках с повышенной рабочей температурой.
Припои ПОС-40 и ПОС-60 в радиоэлектронике наиболее популярны. Для спаивания латуни или пластин для экранирования стоит применять ПОС-30. При поверхностном лужении дорожек на платах лучше всего использовать припои с содержанием кадмия или висмута ПОСК-50 или ПОСВ-33. Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. Их температура плавления от + 450 до + 800 С. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность. Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления. Припои марки ПМЦ (припой медно-цинковый) применяется для спаивания латуни с содержанием меди (ПМЦ-42), бронзы и меди (ПМЦ-52). Данный припой выпускается в виде слитков определенных форм.
ПМЦ-42 – состоит из меди (40 – 45%), цинка (52 – 57%).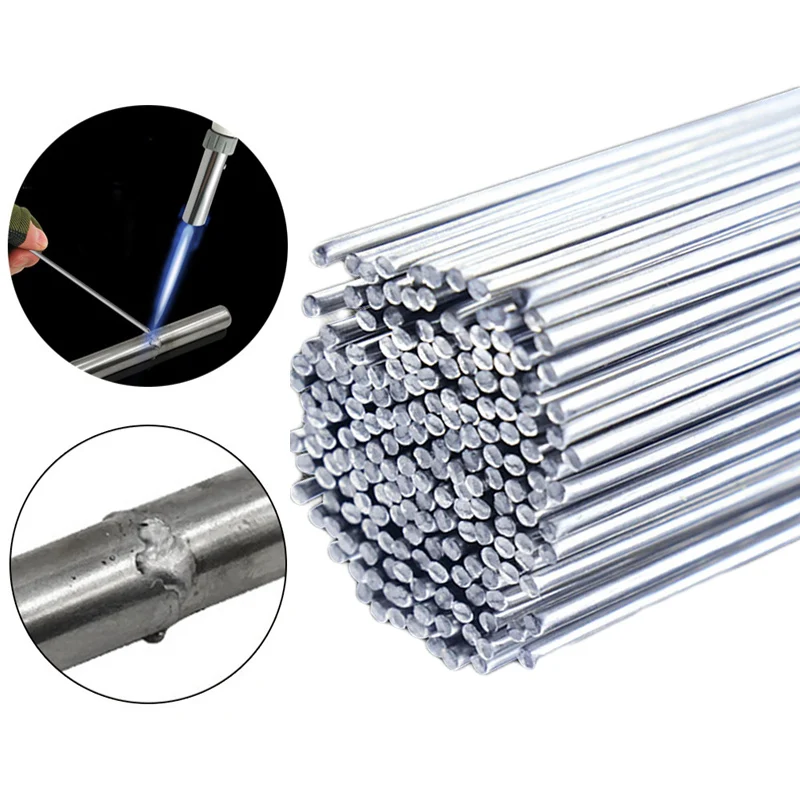 Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
ПМЦ-53 – медь 49 – 53%, цинк 44 – 49%. Температура плавления +870 градусов.
В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью. Место пайки гибко и легко обрабатываемо. Температура таких припоев от +720 до +830 градусов. Высокотемпературные припои ПСР-10 и 12 используют для спаивания сплавов латуни и меди, ПСР-25 и 45 необходимы для работы с медью, бронзой и латунью. ПСР-70 – припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.д.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников.
Флюсы
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
— Химически активные флюсы, в состав которых входит, как правило, кислотосодержащие реагенты (ортофосфорная и соляная кислоты, хлористый цинк, хлористый аммоний). Данные флюсы прекрасно справляются с жирными налетами и окислами, однако, недостаточная промывка места пайки со временем приводит к «выеданию» металла и его коррозии, где остался кислотосодержащий флюс. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны. К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
— Химически пассивные флюсы помогают удалить жировые отложения, а так же в меньшей степени удаляют окислы. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления. Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т.д. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин. Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека. Исключение только составляет флюс ЛТИ-120, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина.
Наименования флюсов и их применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота – опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. После пайки обязательным условием является очистка места спаивания 5% раствором соды, чтобы погасить кислотную активность и выедание металла. Паяльная кислота особо эффективна при температуре 270 – 330 градусов.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
БУРА – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные флюсы
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
Оптимальная пайка достигается с использованием горячего воздуха.
«RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.

- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов.
 Не требует отмывки.
Не требует отмывки. - СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Применение
Материалы предназначены для разных работ, поэтому и техники по эксплуатации будут отличаться. Например, припои приспособлены для заполнения границ между заготовками.
А флюсы необходимы для того, чтобы улучшить шов и сберечь от разъедания покрытия кислотами.
Для того, чтобы эксплуатировать припой, его нужно довести до определённой температуры. При работе с небольшими деталями, нужно приложить его к зоне пайки, а к прутку поднести паяльный аппарат, чтобы он нагрелся и заполнил границы.
Если вы занимаетесь сваркой, вместе паяльника нужно взять газовую горелку.
Работа с отдельным видом припоя со встроенным флюсом, никак не отличается от работы с основными типами, легкоплавкими и тугоплавкими. Припой расплавится, а пары флюса выделятся поверх зоны паяния.
Для эксплуатации флюсов, вы должны разбираться в их консистенции. Если материал жидкий или пастообразный, то его наносят кистью, если сухой, то для этого понадобится специальный аппарат.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль).
 Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном. - «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот.
 После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Какие бывают флюсы
Флюс — это вещества, используемые для удаления оксидов с поверхностей пайки и повышающие уровень качества шва. Флюс работает на эстетику.
Он может сильно изменить вид шва, но помимо этого улучшает качество и гладкость. Он очень важен. Поэтому необходимо выбирать внимательно.
Припой напрямую влияет на флюс. Если припой растапливается с легкостью, то и свойства флюса раскроются хорошо. У защитного материала должна быть маленькая температура при которой он плавится, относительно припоя.
Только в этом случае вы выполните работу качественно. Существует два вида флюсов: активные и слабоактивные.
Существует два вида флюсов: активные и слабоактивные.
Активные
В структуру химически активных флюсов входят множество кислотосодержащих веществ. Они необходимы для того, чтобы уничтожать налёт и коррозию.
После работы с флюсом, нужно отчистить зону паяния от остатка, чтобы металл не испортился, и не появилась новая ржавчина.
Активность таких видов это плюс и минус в одно время. Если химикат использовать не правильно, он может разъесть материалы, при работе с радиоаппаратурой.
Также химикат оставляет ожоги на поверхности кожи, поэтому нужно помнить о технике безопасности. Но когда вы выполняете работу правильно, этот вид может послужить вам хорошую службу: удалить налёт и ржавчину, повысит уровень качества.
Для алюминия
Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Для латуни и медных сплавов
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльные пасты
Паяльная паста (Тиноль) представляет собой смесь из припоя и флюса. Такой материал не заменим при пайке в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Для этого необходимо нанести пасту в нужном количестве на место пайки и прогреть электрическим паяльником (температура полного расплавления 200°С). Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя и напильником с крупной насечкой приготовить опилки. Затем их перемешать с жидким флюс до получения пастообразного состава. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более шести месяцев.
Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более шести месяцев.
Известно, что основной функцией припоя является хорошая диффузия с металлической поверхностью. Кроме того, он должен иметь оптимальную температурную вязкость, позволяющую ему ровным слоем распределиться по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Поэтому, от того, какие припои и флюсы для пайки паяльником вы выберете, будет зависеть конечное качество работ.
Что такое припой, для чего он нужен и как его выбрать для качественной пайки
Рубрика: Все про пайку, О материалах и инструментах, Статьи обо всем
Опубликовано 06.04.2020 · Комментарии: 0 · На чтение: 5 мин · Просмотры:
Post Views: 1 228
Как надежно соединить две детали или две поверхности? Можно попробовать скрутку, но это долго и не эффективно. Можно применить сварку, но не будет возможности отсоединить детали друг от друга. А можно использовать пайку, после которой будет возможность снова расплавить припой, и отсоединить детали друг от друга. От качества припоя зависит надежность и долговечность контакта.
Можно применить сварку, но не будет возможности отсоединить детали друг от друга. А можно использовать пайку, после которой будет возможность снова расплавить припой, и отсоединить детали друг от друга. От качества припоя зависит надежность и долговечность контакта.
Содержание
Что такое припой
Припой – это смесь сплавов с помощью которых соединяются детали. Процесс соединения деталей припоем называется пайкой.
Хороший результат пайки – это чистый и блестящий контакт. Если у контакта есть трещины, то это результат холодной пайки. Холодная пайка может быть не только от несоблюдения температуры, но и от состава припоя. Если в припое много шлаков, они негативно повлияют на надежность соединения.
Для разных задач используются разные припои.
Общее разделение
Припои разделяются на две группы. Это мягкие и твердые.
Мягкие имеют температуру плавления до 300 °C. Такими припоями паяют радиодетали, и к ним можно отнести оловянно свинцовые и бессвинцовые материалы.
Твердые плавятся свыше 300 °C. Это прочные материалы с высоким пределом прочности по сравнению с мягкими.
К ним относятся медно-цинковые и серебряные. С такими припоями можно работать только с мощными паяльниками, паяльными лампами или горелками.
В данной статье будут подробно описаны мягкие припои, которые используются для радиодеталей и ремонта техники.
Второй важный компонент пайки
Как и при выборе паяльного флюса, припой также виляет на результат, долговечность и надежность контакта.
От чего зависит качество и почему это важно
Качество припоя зависит от количества примесей и шлаков. Если производитель нарушает технологию изготовления, то припой получается неудовлетворительного качества. Например, при производстве дешевого припоя, производитель может добавлять примеси для увеличения массы продукта. После пайки таким припоем на контакте остаются микротрещины, которые не смогли расплавиться с оловом. Такой контакт ненадежен априори, и не соответствует стандартам пайки. С течением времени контакт полностью разрушится. Поэтому, так важно читать отзывы о производителе и его продукции, особенно новичкам. Начинающие не могут сразу отличить хороший припой от плохого по причине недостаточного опыта работы. Даже если делать пайку по правилам, с плохим припоем не получится ничего хорошего.
Такой контакт ненадежен априори, и не соответствует стандартам пайки. С течением времени контакт полностью разрушится. Поэтому, так важно читать отзывы о производителе и его продукции, особенно новичкам. Начинающие не могут сразу отличить хороший припой от плохого по причине недостаточного опыта работы. Даже если делать пайку по правилам, с плохим припоем не получится ничего хорошего.
Процесс деградации контакта
Рассмотрим схематично несколько примеров.
Хороший контакт блестит и не имеет никаких трещин и разводов.
А если контакт плохо спаян или припой некачественный, на нем сразу же после пайки появляется небольшие разводы. На фото ниже показан припой с большим содержанием примесей.
Это микротрещины, которые со временем начинают окисляться, повышать сопротивление контакта.
По итогу контакт обрывается, образуются видимые трещины по всей поверхности.
Не всегда контакт с разводами означает признак плохой пайки или припоя.
Если на контакте есть небольшие разводы, то это в пределах нормы. Другое дело, когда на всей поверхности контакта такие разводы.
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
Припои выпускаются:
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки.
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Низкотемпературные сплавы
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда.
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
Плавление припоя
Важно понимать, что во время пайки нужно соблюдать температурный режим. Если вы ставите температуры на паяльном оборудовании свыше плавления припоя, то он начнет частично испаряться и быстрее окисляться. Это ухудшит контакт и сам процесс пайки, поэтому соблюдайте температурный режим.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке. Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Если вы заказываете из интернет-магазинов, например Aliexpress, игнорируйте такие отзывы, как «получил, 5 баллов» и им подобные.
Читайте отзывы с обзорами и проверяете полученный товар.
Как удобно паять с прутками припоя
Еще один плюс в копилку припоев в виде прутков — это улучшение скорости пайки DIP контактов.
Достаточно установить деталь, закрепить плату, и приложить пруток припоя с небольшим запасом.
Нагреваем контакт, и припой расплавляется равномерно по контакту. Это можно сделать только с припоем, в составе которого есть флюс (канифоль).
Post Views: 1 228
Припой для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретомОднако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;
 4. Размешивается до однородной смеси
4. Размешивается до однородной смеси- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.
Рис. 5. Сплав РозеВидео в развитие темы
Литература.
При написании статьи использовалась следующая техническая литература:
- ГОСТ 17325-79. ПАЙКА И ЛУЖЕНИЕ. Основные термины и определения.
- ГОСТ 21930-76. Припои оловянно-свинцовые в чушках. Технические условия.
- Гуляев А. П. Металловедение. М.: «Металлургия» 1986 г. 544 с.
легко- и тугоплавкие изделия для пайки, их характеристики и температуры плавления
Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями. Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы. Их выбор зависит от материала обрабатываемых элементов.
Их выбор зависит от материала обрабатываемых элементов.
- Основные свойства
- Используемые материалы
- Разновидности припоя
- Флюсы и их применение
- Типы паяльников
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла.
Это необходимо для того, чтобы последний во время пайки не расплавился.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте.

- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов.
 Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
Не окисляется под действием кислорода. Очень токсичен, придает припою глянец. - Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
д.
В радиоэлектронике популярность приобрели изделия, которые плавятся при показателях менее +145 градусов. Для лужения плат нередко используют сплав Вуда или Розе. Работа с ними осуществляется при 70−95 градусах, они равномерно распространяются на плате, опущенной в кипяток.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К. Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе. Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:
- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.

- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.
С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
При изготовлении припоев особое значение имеют тугоплавкие изделия, в составе которых присутствует медь и серебро.
Заводская маркировка — ПСР.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.

- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.
Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота.
 Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла. - Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.

- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.
Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические.
 Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора. - Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.
Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Припой ПОС 5, 10, 40, 63, 90 — Свердловский металлургический завод
|
Металлокалькулятор |
|
Марка припоя |
Содержание, % |
Область применения |
|
|---|---|---|---|
|
Sn |
Pb |
||
|
ПОС 90 |
89-91 |
11-9 |
Медицинская аппаратура, пищевая посуда |
|
ПОС 61 |
59-61 |
41-39 |
Точные приборы, радиоэлектроника, печатные плиты |
|
ПОС 40 |
39-41 |
61-59 |
Электроаппаратура, элементы из латуни железа, медные провода |
|
ПОС 30 |
29-31 |
71-69 |
Продукция машиностроения, гибкие шланги и бандажная проволока электромоторов |
|
ПОС 10 |
9-10 |
91-90 |
Контактные поверхности реле, электроприборов, аппаратов |
Припои для пайки – сплавы или чистые металлы, которые используются для введения в полости/зазоры или швы между соединяемыми деталями. Припой полностью заполняет пустоты, образовавшиеся в процессе диффузии. Сплавы и металлы имеют более низкие температурные показатели, чем элементы пайки. И чем меньшую температуру нагрева имеет припой ПОС 30, 60 или 61, тем больше прочность в области пайки.
Припой полностью заполняет пустоты, образовавшиеся в процессе диффузии. Сплавы и металлы имеют более низкие температурные показатели, чем элементы пайки. И чем меньшую температуру нагрева имеет припой ПОС 30, 60 или 61, тем больше прочность в области пайки.
Используемые в процессе работ материалы/сплавы должны равномерно растекаться по области пайки, хорошо смачивать детали, заполнять зазоры и быстро отвердевать, формируя прочные и стойкие к коррозии соединения. При пайке может использоваться медный, оловянный, латунный, золотой, серебряный, оловянно-свинцовый припой. При правильном подборе металлы/сплавы имеют аналогичный с деталью коэффициент температурного расширения. При работе со сложными изделиями необходимо подбирать материалы в соответствии с требованиями к жаропрочности, теплопроводности, стойкости к химической агрессии.
В зависимости от специфики работы могут использоваться сплавы с разными характеристиками:
- мягкий припой (плавление происходит при температуре до 4000°С) – материалы, которые используются в процессе пайки отдельных элементов аппаратов и машин, которые не имеют токоведущих конструкций;
- твёрдые припои, которые плавятся при температуре выше 5000°С, используются при работе с материалами/конструкциями, подвергающимися высокому нагреву с постоянными существенными нагрузками.

Выполненный по ГОСТ 21931-76 припой ПОС 5, 10, 40, 63, 90 имеет высокий предел прочности – до 50-70 МПа. Соединение деталей/элементов осуществляется методом погружения всего изделия в металл или забора порции нужного размера жалом паяльника.
Твердый сплав (припой ПСР) – это материал, предел прочности которого превышает 500 МПа. В процессе работ используется электроконтактный способ с использованием графитовых или медных электродов, дуговой и аргонной сварки (пайка мелких деталей).
Высокотемпературные материалы содержат в своем составе серебро, никель, медь и цинк. Можно купить медный, серебряный припой для пайки, который предназначен для работы со всеми металлами, кроме алюминия, магния.
Низкотемпературные сплавы, такие как припой ПОССУ 40 или ПОСК 50-18 состоят из олова, свинца и сурьмы. Эти материалы не могут использоваться при пайке легких сплавов, так как при контакте со свинцом происходит окисление и коррозийное разрушение деталей.
С учетом химического компонентного состава, купить припой можно в нескольких видах:
- Припой ПОС (без сурьмы) применяется при пайке с повышенными требованиями к пластичности и герметичности шва (лужение и пайка аппаратуры, посуды). На выполненный по ГОСТ припой ПОС цена незначительно выше других сплавов, так как материал не токсичен, не опасен для человека.
- Припой (45, 60 ,61) с содержанием сурьмы до 0,5%. Материал отличается пластичностью и используется для пайки цинковых изделий.
- Сурьмянистый припой оптом можно купить для абразивной пайки в машино- и авиастроении, холодильной промышленности и других областях, где нужна гарантия прочности/герметичности швов.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
| Марка припоя для пайки | ПОС 90 | ПОС 61 | ПОС 40 | ПОС 10 | ПОС 61М | ПОСК 50-18 | ПОССу 61-0,5 | ПОССу 50-0,5 | |
|---|---|---|---|---|---|---|---|---|---|
| t плавления, С° | Солидус | 183 | 183 | 183 | 268 | 183 | 142 | 183 | 183 |
| Ликвидус | 220 | 190 | 238 | 299 | 192 | 145 | 189 | 216 | |
Плотность, г/см3.
|
7,6 | 8,5 | 9,3 | 10,8 | 8,5 | 8,8 | 8,5 | 8,9 | |
| Удельное электро-сопротивление Ом*мм2/м | 0,12 | 0,139 | 0,159 | 0,2 | 0,143 | 0,133 | 0,14 | 0,149 | |
| Теплопроводность, ккал /см*с*град | 0,13 | 0,12 | 0,1 | 0,084 | 0,117 | 0,13 | 0,12 | 0,112 | |
Времен. сопротивление разрыву, кгс/мм2 сопротивление разрыву, кгс/мм2
|
4,9 | 4,3 | 3,8 | 3,2 | 4,5 | 4 | 4,5 | 3,8 | |
| Относит. удлинение, % | 40 | 46 | 52 | 44 | 40 | 40 | 35 | 62 | |
| Ударная вязкость, кгс/см 2 | 4,2 | 3,9 | 4 | 3,2 | 1,1 | 4,9 | 3,7 | 4,4 | |
| Твердость по Бринеллю, ПВ | 15,4 | 14 | 12,5 | 12,5 | 14,9 | 14 | 13,5 | 13,2 | |
| Марка припоя для пайки | ПОССу 40-0,5 | ПОССу 35-0,5 | ПОССу 30-0,5 | ПОССу 25-0,5 | ПОССу 18-0,5 | ПОСу 95-5 | ПОССу 40-2 | ПОССу 35,2 | |
| t плавления, С° | Солидус | 183 | 183 | 183 | 183 | 183 | 234 | 185 | 185 |
| Ликвидус | 235 | 245 | 255 | 266 | 277 | 240 | 229 | 243 | |
Плотность, г/см3.
|
9,3 | 9,5 | 8,7 | 10 | 10,2 | 7,3 | 9,2 | 9,4 | |
| Удельное электро-сопро-тивление Ом*мм2/м | 0,169 | 0,172 | 0,179 | 0,182 | 0,198 | 0,145 | 0,172 | 0,179 | |
| Теплопро-водность, ккал /см*с*град | 0,1 | 0,1 | 0,09 | 0,09 | 0,084 | 0,11 | 0,1 | 0,09 | |
Времен. сопротивление разрыву, кгс/мм2 сопротивление разрыву, кгс/мм2
|
4 | 3,8 | 3,6 | 3,6 | 3,6 | 4 | 4,3 | 4 | |
| Относит. удлинение, % | 50 | 47 | 45 | 45 | 50 | 46 | 48 | 40 | |
| Ударная вязкость, кгс/см 2 | 4 | 3,9 | 3,9 | 3,9 | 3,6 | 5,5 | 2,8 | 2,6 | |
| Твердость по Бринеллю, ПВ | 13 | 13,3 | 13,2 | 13,6 | - | 18 | 14,2 | - | |
| Марка припоя для пайки | ПОССу 30-2 | ПОССу 25-2 | ПОССу 18-2 | ПОССу 15-2 | ПОССу 10-2 | ПОССу 8-3 | ПОССу 5-1 | ||
| t плавления, С° | Солидус | 185 | 185 | 186 | 184 | 268 | 240 | 275 | |
| Ликвидус | 250 | 260 | 270 | 275 | 285 | 290 | 308 | ||
Плотность, г/см3.
|
9,6 | 9,8 | 10,1 | 10,3 | 10,7 | 10,5 | 11,2 | ||
| Удельное электро-сопро-тивление Ом*мм2/м | 0,182 | 0,185 | 0,206 | 0,208 | 0,208 | 0,207 | 0,2 | ||
| Теплопро-водность, ккал /см*с*град | 0,09 | 0,09 | 0,081 | 0,08 | 0,08 | 0,081 | 0,084 | ||
Времен. сопротивление разрыву, кгс/мм2 сопротивление разрыву, кгс/мм2
|
4 | 3,8 | 3,6 | 3,6 | 3,5 | 4 | 3,3 | ||
| Относит. удлинение, % | 40 | 35 | 35 | 35 | 30 | 43 | 40 | ||
| Ударная вязкость, кгс/см 2 | 2,5 | 2,4 | 1,9 | 1,9 | 1,9 | 1,7 | 2,8 | ||
| Твердость по Бринеллю, ПВ | - | - | 11,7 | 12 | 10,8 | 12,8 | 10,7 | ||
|
Марки ПОС припоев |
Сферы применения |
|---|---|
|
ПОС 90 |
Для паяния внутренних швов пищевой посуды, медицинской аппаратуры. |
|
ПОС 61 |
Точные приборы, радиоэлектроника, печатные плиты |
|
ПОС 40 |
Электроаппаратура, элементы из латуни железа, медные провода. |
|
ПОС 10 |
Контактные поверхности реле, электроприборов, аппаратов. |
|
ПОС 61М |
Для пайки тонких фольги, медных проволок, печатных проводников. |
|
ПОСК 50-18 |
Для пайки деталей, чувствительных к перегреву, для ступенчатой пайки конденсаторов, металлизированной керамики, |
|
ПОССу 61-0,5 |
Для пайки элементов печатных плат, электроаппаратуры, обмоток электромашин. |
|
ПОССу 50-0,5 |
Для пайки пищевой посуды, авиа радиаторов. |
|
ПОССу 40-0,5 |
Для пайки обмоток электромашин, жести, монтажных элементов, радиаторных трубок, кабельных и моточных изделий, оцинкованных деталей холодильных устройств. |
|
ПОССу 35-0,5 |
Для пайки свинцовых кабельных оболочек изделий электротехники не ответственного назначения, тонколистовой упаковки. |
|
ПОССу 30-0,5 |
Для пайки радиаторов, листового цинка, в цинковом прокате |
|
ПОССу 25-0,5 |
Для пайки радиаторов. |
|
ПОССу 18-0,5 |
Для пайки электроламп, трубок теплообменников. |
|
ПОСу 95-5 |
Для пайки трубопроводов, эксплуатируемых в условиях повышенной t°, в электро-промышленных областях. |



Чтобы уточнить цены на оловянный, оловянно-свинцовый или серебряный припой, выполненный по ГОСТ, свяжитесь с нами удобным для вас способом – обратный звонок, письмо на электронную почту или сообщение менеджеру. Мы поможем вам подобрать сплавы/материалы с учетом специфики деятельности вашего предприятия и по доступной цене купить припой ПОС 40, 30, 61 и другие марки для работы с любыми металлами, изделиями и деталями.
Назад к каталогу продукции
Что такое припой » Electronics Notes
Обзор того, что такое припой, типы, используемые для пайки электроники, и как его можно использовать для пайки в электронных конструкциях.
Учебное пособие по пайке Включает:
Основы пайки
Ручная пайка: как паять
Паяльники
Инструменты для пайки
Припой — что это такое и как им пользоваться
Распайка — секреты, как это сделать правильно
Паяные соединения
припой для печатных плат
См. также: Методы пайки SMT для сборки печатных плат
Хотя припой широко используется в электронной промышленности, а также для соединения компонентов и их закрепления на месте, иногда полезно спросить, что такое припой, чтобы понять, что это такое и как его лучше всего использовать.
Припой, очевидно, является ключевым элементом в любой форме конструкции электроники, где используется пайка. Он обеспечивает механическое и электрическое соединение, необходимое для удержания компонентов на месте после сборки схемы. В то время как механическая прочность важна, также необходимо убедиться, что паяное соединение обеспечивает хорошее электрическое соединение между двумя соединениями, требующими соединения. Это может быть удовлетворительно достигнуто только в том случае, если среда, то есть припой, соединяющий их, хорошо проводит электричество.
Это может быть удовлетворительно достигнуто только в том случае, если среда, то есть припой, соединяющий их, хорошо проводит электричество.
Еще одно требование к материалу, из которого изготовлено соединение, заключается в том, что он должен быть простым и удобным в использовании. Преимущество припоя в отличие от других смесей или чистых металлов заключается в том, что он плавится при относительно низкой температуре. Это означает, что его можно использовать в конструкции электронного оборудования.
Что такое припой?
Традиционный припой, который раньше использовался для пайки в электронной промышленности, представлял собой смесь олова и свинца. Различные типы припоя используются для разных целей. Припой, конечно, используется в сантехнике. Тип припоя, используемый для электроники, обычно содержит 60% олова и 40% свинца. Его часто называют припоем «60/40». Это так называемая «эвтектическая смесь». Хотя это химический термин, в основном этот тип смеси плавится при температуре значительно ниже ожидаемой.
В дополнение к металлическим компонентам также требуется флюс для обеспечения хороших соединений. Флюс представляет собой кислую смесь, которая помогает удалить оксиды из области соединения и, следовательно, помогает припою легко растекаться по соединению и формировать хорошее сцепление. Флюс можно увидеть в виде коричневой жидкости при нагревании припоя, иногда он выделяет едкий дым, который может действовать как раздражитель. Это одна из причин, по которой пайку всегда следует выполнять в хорошо проветриваемом помещении.
Для припоя сантехники используется отдельный флюс, а для припоя электроники он содержится в самом припое. Припой, используемый в электронике, обычно представляет собой проволоку, и если ее аккуратно разрезать, можно увидеть небольшие жилы флюса, проходящие через припой. Содержащееся количество подходит для изготовления соединений электроники, и отдельный флюс никогда не следует использовать.
Размеры под пайку
Припой для электронных конструкций продается в виде тонкой проволоки. При пайке это облегчает обращение и нанесение на место, где должно быть выполнено паяное соединение. Доступны различные размеры припоя, и при покупке необходимо будет сделать выбор. Для большинства применений пайки электроники это мало что изменит. Более тонкая проволока гораздо лучше подходит для тонкой работы. Если он используется для обычной пайки, то тонкий припой может быть немного менее удобным, поскольку для нормального соединения используются более длинные отрезки.
При пайке это облегчает обращение и нанесение на место, где должно быть выполнено паяное соединение. Доступны различные размеры припоя, и при покупке необходимо будет сделать выбор. Для большинства применений пайки электроники это мало что изменит. Более тонкая проволока гораздо лучше подходит для тонкой работы. Если он используется для обычной пайки, то тонкий припой может быть немного менее удобным, поскольку для нормального соединения используются более длинные отрезки.
Различные производимые припои обычно указываются либо в стандартном калибре проволоки (SWG), либо в американском калибре проволоки (AWG). Для большинства печатных плат и общих работ по пайке выбирайте припой 20–22 SWG (19–21 AWG), хотя для больших соединений лучше подойдет более толстый припой, возможно, 18 SWG (16 AWG).
Бессвинцовый припой
Стремление уменьшить количество свинца, используемого по экологическим и санитарным причинам, в настоящее время широко используется бессвинцовый припой. Европейская директива требует, чтобы припои, содержащие свинец, не использовались в коммерческих целях. Это означает, что для любой пайки любителем традиционный припой, содержащий свинец, будет недоступен.
Европейская директива требует, чтобы припои, содержащие свинец, не использовались в коммерческих целях. Это означает, что для любой пайки любителем традиционный припой, содержащий свинец, будет недоступен.
Традиционный оловянно-свинцовый припой заменяется другими типами бессвинцового припоя. На рынке появляется разнообразие. Один тип содержит 99,3% олова и 0,7% меди. Он имеет очень похожую температуру плавления на оловянно-свинцовый припой и плавится при температуре около 227°C. Другой тип продается и содержит небольшое количество серебра. Хотя он немного дороже оловянно-медного припоя, он имеет более низкую температуру плавления – около 217°С. Этот второй тип припоя иногда продается как «бессвинцовый серебряный припой». Однако следует помнить, что в нем мало серебра, и на рынке есть другие серебряные припои. Эти припои продаются в катушках или в дозаторах так же, как продается традиционный оловянно-свинцовый припой.
При использовании эти новые бессвинцовые припои работают так же, как и традиционные припои. Хотя температура плавления немного выше, обычно это незаметно при использовании обычных паяльников. Также не считается, что есть какие-либо другие различия в методе использования. Поэтому это не должно представлять проблемы для домашнего строителя или любителя.
Хотя температура плавления немного выше, обычно это незаметно при использовании обычных паяльников. Также не считается, что есть какие-либо другие различия в методе использования. Поэтому это не должно представлять проблемы для домашнего строителя или любителя.
Резюме
Приступая к сборке электронных схем, важно выбрать припой, подходящий для работы, а не тип припоя, используемый для водопровода и т. д. С новыми директивами по использованию бессвинцового припоя эти новые формы припоя теперь широко доступны и, очевидно, должны использоваться, если это возможно.
При пайке следует соблюдать все меры предосторожности, чтобы горячий паяльник не мог вызвать травму или возгорание, и, кроме того, необходимо обеспечить, чтобы пайка выполнялась в хорошо проветриваемом помещении, чтобы пары флюса не вдыхались. Необходимо соблюдать общие правила техники безопасности, чтобы гарантировать отсутствие травм или угроз для здоровья, и таким образом можно безопасно сконструировать и спаять схемы. Конечным результатом может быть гордость за построенную схему.
Конечным результатом может быть гордость за построенную схему.
Хотя в электронной промышленности припой считается само собой разумеющимся, часто бывает полезно спросить, что такое припой, чтобы лучше понять его природу и свойства, чтобы его можно было правильно использовать и получить лучшие результаты.
Другие идеи и концепции строительства:
Пайка
Пайка компонентов SMT
ESD — электростатический разряд
производство печатных плат
Сборка печатной платы
Вернуться в меню «Технологии строительства». . .
Что за флюс: как вообще работает припой?
- автор: Дэн Мэлони
Я давно паяю и горжусь своими способностями. Не скажу, что я лучший пайщик в округе, но я неплохо разбираюсь в этом важном мастерском навыке — по крайней мере, для сквозной и «традиционной» пайки; У меня еще не было большой практики в SMD материалах. Я уверен, что смогу сделать хорошее, прочное, стабильное соединение, которое будет и электрически, и механически исправным практически для любого типа провода или проводника.
Я уверен, что смогу сделать хорошее, прочное, стабильное соединение, которое будет и электрически, и механически исправным практически для любого типа провода или проводника.
Но, как и многие из нас, я изучил пайку как практический навык; соединяйте припой и железо, наблюдайте за результатами, повторяйте то, что работает, и избегайте того, что не работает. Кажется, что добавление небольшой внутренней информации может помочь мне улучшить свои навыки, поэтому я приступил к изучению того, что происходит механически и химически внутри паяного соединения.
Припой != Металлический клей
Неудивительно, что, как и другие методы обработки металлов, пайка имеет строгое определение. Пайка – это соединение металлов путем вплавления присадочного металла в соединение. В отличие от сварки, плавится только присадочный металл — припой. Соединяемые металлы обычно имеют гораздо более высокую температуру плавления, чем припой. В этом отношении пайка похожа на пайку; хотя припой при пайке плавится при гораздо более высокой температуре, чем припой, соединяемые металлы все же не плавятся.
Для полного обсуждения металлургических деталей самого припоя могут потребоваться тома, но для наших целей это довольно простые вещи. Припой — это просто сплав, который плавится при определенной температуре. Для использования в электронике королем припоев в течение многих лет был сплав из 60% олова и 40% свинца. Новые правила в ответ на экологические проблемы привели к разработке различных бессвинцовых сплавов, но независимо от состава работа припоя довольно проста. Припой должен плавиться при предсказуемой температуре и сохранять свои механические и электрические свойства после затвердевания. Другими словами, припой должен быть достаточно прочным, чтобы физически скреплять соединение без придания соединению каких-либо нежелательных электрических свойств.
Интерметаллическая связь. Источник: Indium Corp Однако припою нужно делать больше, чем просто плавиться и затвердевать. Люди, кажется, думают о припое как о каком-то «металлическом клее» — нанесите его в виде жидкости и дайте ему затвердеть, чтобы скрепить соединение. Однако это только часть картины. Чтобы паяное соединение было электрически и механически надежным, припой должен смачивать соединяемые металлы. В контексте пайки смачивание — это процесс, при котором расплавленный припой частично растворяется в медном основном металле, образуя область, состоящую частично из припоя и частично из меди. Это создает интерметаллическое соединение и это ключ к пайке. В большинстве припоев расплавленное олово является основным растворителем, который растворяется в медной подложке и образует интерметаллическую связь, электрически и механически стабилизирующую соединение.
Однако это только часть картины. Чтобы паяное соединение было электрически и механически надежным, припой должен смачивать соединяемые металлы. В контексте пайки смачивание — это процесс, при котором расплавленный припой частично растворяется в медном основном металле, образуя область, состоящую частично из припоя и частично из меди. Это создает интерметаллическое соединение и это ключ к пайке. В большинстве припоев расплавленное олово является основным растворителем, который растворяется в медной подложке и образует интерметаллическую связь, электрически и механически стабилизирующую соединение.
Интерметаллиды необходимы для хорошего паяного соединения, но, как и во многих других случаях, слишком много хорошего может быть плохим. Интерметаллиды имеют тенденцию быть хрупкими, поэтому, если интерметаллический слой слишком толстый, соединение может быть механически слабым. Внутри интерметаллического слоя также могут быть пустоты, которые усиливают механическую нестабильность.
Поддержание чистоты
Все мы знаем, что флюс имеет решающее значение для качества паяных соединений. Но что такое флюс и почему производители припоя утруждают себя его запихиванием в сердечник припоя?
Важность флюса обусловлена его способностью бороться со смертельным врагом припоя: оксидами металлов. Оксиды металлов не годятся для паяных соединений — припой не будет адекватно смачивать соединение, когда есть покрытие из оксида металла. Флюсы предназначены для удаления оксидов металлов во время пайки соединения. Предварительная очистка металлов не помогает, к тому времени, когда припой течет, атмосферный кислород уже восстановил слой оксида металла в достаточной степени, чтобы испортить смачивание припоя.
Электронный припой обычно имеет флюс из канифоли. Канифоль — это натуральный продукт, полученный из сосен, в частности, лоблолли и длиннолистных сосен для производства канифоли в США. Его преимущество заключается в том, что он более или менее инертен при комнатной температуре, но очень кислый в жидком состоянии и имеет температуру плавления немного ниже, чем припой. Таким образом, канифольное ядро электронного припоя будет плавиться раньше припоя, затекая в соединение и вокруг него. Кислая жидкость вступает в реакцию с оксидами металлов, открывая чистый металл для смачивания припоем. Кислый жидкий флюс превращает оксиды металлов в соли металлов и воду, которые обычно остаются во флюсе, когда он затвердевает. Продукты реакции, как правило, в этот момент безвредны, но некоторые процессы все же требуют удаления израсходованного флюса.
Таким образом, канифольное ядро электронного припоя будет плавиться раньше припоя, затекая в соединение и вокруг него. Кислая жидкость вступает в реакцию с оксидами металлов, открывая чистый металл для смачивания припоем. Кислый жидкий флюс превращает оксиды металлов в соли металлов и воду, которые обычно остаются во флюсе, когда он затвердевает. Продукты реакции, как правило, в этот момент безвредны, но некоторые процессы все же требуют удаления израсходованного флюса.
Конечно, пайка — это не только это, но это основные сведения о том, что происходит внутри этого шарика припоя на конце вашего утюга.
Что такое припой и как он работает?
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
Припой — это материал, который обеспечивает механическое, а также электрическое соединение между компонентами и печатной платой, на которой компоненты собираются. Хорошее электрическое соединение важно для работы цепи и прохождения сигналов. Механическое соединение важно для удержания небольших электрических компонентов на месте.
Для получения этих двух типов соединений припой должен быть из прочного материала и в то же время быть хорошим проводником электричества. Он должен быть устойчив к воздействию окисления и коррозии, которые со временем могут повредить соединение. Он также должен быть легко доступным, простым в использовании и удобным для хранения. Он должен иметь приемлемые рабочие параметры и плавиться при температуре, не требующей специального дорогостоящего оборудования. Другими словами, он должен плавиться при достаточно низкой температуре, чтобы его можно было использовать в основных условиях мастерской.
Материалы, используемые для изготовления припоя, позволяют производить его в форме проволоки. Следовательно, припой доступен в продаже с различной толщиной проволоки. Можно легко получить провод в диапазоне от 18AWG до 22AWG. Чем меньше номер AWG, тем толще проволока припоя. Более тонкий припой хорош для работы с очень маленькими компонентами и конструкциями очень мелких размеров, а более толстые припои подходят для изготовления крупных соединений.
Следовательно, припой доступен в продаже с различной толщиной проволоки. Можно легко получить провод в диапазоне от 18AWG до 22AWG. Чем меньше номер AWG, тем толще проволока припоя. Более тонкий припой хорош для работы с очень маленькими компонентами и конструкциями очень мелких размеров, а более толстые припои подходят для изготовления крупных соединений.
Состав и свойства традиционного припоя
Традиционные припои изготавливаются из двух металлов: олова и свинца. Соотношение смеси часто состоит из 60% олова и 40% свинца. Этот припой 60/40, как его часто называют, плавится при температуре, которая намного ниже, чем эквивалентная температура его отдельных компонентов олова и свинца. В химии для этого есть термин, он называется «эвтетическая смесь». Следует отметить, что оловянно-свинцовый припой используется в электронной промышленности. В других отраслях промышленности используются другие типы припоя. Существуют различные типы припоев с различным соотношением металлов.
| Solder Composition | Tensile Strength (N mm-2) | Density (g cc-1)
| Electrical Conductivity (% IACS) |
| Pure Tin | 12 | 10.2 | 13.9 |
| 96S (96% Tin, 4% Lead) | 54 | 10.0 | 13.9 |
| 95A (95% Tin, 5% Lead) | 31 | 7.3 | 10.8 |
| Sn63 (63% Tin, 37% Lead) | 67 | 8.5 | 11.9 |
| Sn60 (60% Tin, 40% Lead) | 48 | 8.5 | 11.5 |
| 50EN (50% Tin 50% Lead) | 47 | 8.5 | 10.9 |
| 40EN (40% Tin 60% Lead) | 47 | 9.1 | 10.1 |
| 30 EN (30 % олово 70 % свинец) | 49 | 9. 3 3 | 9.3 |
| 20/80 (20% Tin 80% Lead) | 51 | 9.7 | 8.7 |
| 15/85 (15% Tin 85% Lead) | 49 | 7,5 | 8,5 |
| HMP (5% олова 95%) | 36 | 7,2 | 8.0 |
 Следовательно, пайка всегда должна выполняться в хорошо проветриваемом помещении.
Следовательно, пайка всегда должна выполняться в хорошо проветриваемом помещении. Бессвинцовый припой
Хотя несколько десятилетий назад использование свинца было приемлемым, в настоящее время большое внимание уделяется экологичности. Свинец не считается очень экологически чистым. Следовательно, в настоящее время в качестве опции доступны бессвинцовые припои. Это может быть вариантом в некоторых странах, но в некоторых других странах (особенно в Европе) припой на основе свинца запрещен для коммерческой продажи.
Бессвинцовый припой включает широкий спектр составов. Одним из наиболее распространенных является олово и намек на медь. Отношение олова к меди равно 9.9,3% до 0,7%. Изменение состава припоя с традиционного оловянно-свинцового на оловянно-медный не сильно меняет температуру плавления. Бессвинцовый припой плавится при температуре около 227 o C.
Существует тип бессвинцового припоя, в состав которого входит серебро. Он известен как бессвинцовый серебряный припой. Фактическое содержание серебра очень мало. Катушки с этим серебряным припоем доступны на рынках так же, как и катушки с традиционной проволокой для припоя. Температура плавления припоя на основе серебра немного ниже, чем у традиционного припоя.
Фактическое содержание серебра очень мало. Катушки с этим серебряным припоем доступны на рынках так же, как и катушки с традиционной проволокой для припоя. Температура плавления припоя на основе серебра немного ниже, чем у традиционного припоя.
Иногда висмут используется вместе с оловом, иногда вместе с оловом и свинцом. Висмут снижает температуру плавления, что очень полезно при пайке деталей мэйнфреймов. Следовательно, сплав на основе висмута используется в низкотемпературных приложениях.
Индий добавляется в припой для пайки неметаллов, таких как стекло, оксид алюминия и слюда. Припой на основе индия также используется для пайки золота. Золото имеет тенденцию растворяться в присутствии олова. Он не так сильно растворяется в индии. Припой на основе индия подвержен коррозии.
Цинк также может использоваться в припоях. Он очень экономичен и может снизить температуру плавления припоя, в котором он используется. Припой на основе цинка отлично подходит для пайки алюминия. Он подвержен окислению и коррозии. Следовательно, цинк не является хорошим выбором для пайки волной припоя. Паяльная паста с цинком будет иметь гораздо более короткий срок службы, чем паста без цинка.
Он подвержен окислению и коррозии. Следовательно, цинк не является хорошим выбором для пайки волной припоя. Паяльная паста с цинком будет иметь гораздо более короткий срок службы, чем паста без цинка.
Иногда для повышения прочности добавляют сурьму, не влияя на смачиваемость. Это также помогает предотвратить оловянного вредителя. Припой на основе сурьмы используется в сантехнической промышленности, потому что он может обеспечить хорошую устойчивость к термической усталости, обеспечивая при этом хорошую прочность на сдвиг. Сплав на основе сурьмы также используется для пайки железа и стали.
Properties of commonly used solder compositions
| Material | Melting Point ( o C) | Thermal Conductivity (W/m-k) | |||||||||||||||||||||||||||||||||||||
| Aluminum | 660.1 | 240 | |||||||||||||||||||||||||||||||||||||
| Медная | 1083 | 393-401 | |||||||||||||||||||||||||||||||||||||
| FR-4 (смеси Epoxy Fiberglss) | N/A/ | . 0133 0133 | Lead | 327.3 | 35.0 | ||||||||||||||||||||||||||||||||||
| Pb-5Sn | 310 | 63 | |||||||||||||||||||||||||||||||||||||
| Sn-2.5Ag-0.8Cu-0.5Sb | 215-217 | 57.26 | |||||||||||||||||||||||||||||||||||||
| Sn- 2.8Ag-20.0In | 175-186 | 53.5 | |||||||||||||||||||||||||||||||||||||
| Sn-37Pb | 183 | 50.9 | |||||||||||||||||||||||||||||||||||||
| Sn (Tin) | 231.9 | 73.0 |
Soldering 101
Soldering (обычно произносится soddering ) — способ соединения металлических деталей друг с другом с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.

Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый + мягкий припой до точки текучести 9Твердый припой 0057 , мягкий припой смешивается со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавляйте компоненты из недрагоценных металлов, ремонтируйте бижутерию и припаивайте соединительные кольца из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. ниже). Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. Помимо флюса, твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряные твердые припои подходят для сборки серебряных украшений, а также могут использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Иногда возникает путаница, потому что «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей. У нас есть следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояЩелкните изображения ниже, чтобы получить советы, списки деталей и продукты для изготовления этих конструкций. | ||||||||||||||||||
| ||||||||||||||||||
 Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя.
Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. 

 Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.
Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.  Каждый сорт плавится при разной температуре. Используется для пайки сложных деталей с большим количеством соединений. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Каждый сорт плавится при разной температуре. Используется для пайки сложных деталей с большим количеством соединений. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром. 
Что такое паяльная паста? | Паяльная паста
Куксонголд
- Пайка
Сохранить на потом
Слышали о шприцах с паяльной пастой? Но не знаете, как их использовать? Прочтите наше руководство по паяльной пасте ниже и узнайте больше о преимуществах паяльной пасты и о том, когда ее следует использовать.
Что такое паяльная паста?
Паяльная паста представляет собой смесь порошка металлического припоя и флюса — двух элементов, необходимых для успешной пайки двух кусков металла. Как и любой другой вид припоя, такой как полоса припоя или проволока, вы можете получить паяльную пасту. Во-первых, что такое паяльная паста? Это смесь порошка металлического припоя и флюса – двух элементов, необходимых для успешной пайки двух кусков металла. Как и любой другой вид припоя, такой как полоса припоя или проволока, вы можете получить паяльную пасту в различных типах сплавов, включая серебро и золото. Вы также можете получить паяльную пасту, которая плавится при разных температурах (жесткая, средняя, легкая). По сути, паяльная паста похожа на любую другую форму припоя, которую вы можете купить — у вас есть только дополнительное преимущество, заключающееся в том, что она предварительно смешана с флюсом!
Как использовать шприцы с серебряной припойной пастой
Вот наше пошаговое руководство по использованию серебряной припойной пасты, от нанесения до нагревания.
Использование серебряной припойной пасты – применение
- Одним из лучших преимуществ использования серебряной припойной пасты является то, что она поставляется в шприце! Это делает нанесение паяльной пасты невероятно точным — она отлично подходит для пайки соединительных колец. Просто снимите колпачок со шприца и закрепите прилагаемую к нему иглу на месте.
Напоминание: не выбрасывайте пластиковые колпачки, прилагаемые к шприцам с паяльной пастой. Они пригодятся позже…
- Убедитесь, что металл, который вы паяете, чистый и на нем нет мусора или жирных отпечатков пальцев. Это может помешать процессу пайки, что значительно затруднит протекание паяльной пасты через соединение.
- Убедитесь, что место пайки полностью заподлицо. Файлируйте до тех пор, пока вы не перестанете видеть свет, просачивающийся через соединение. Это обеспечит максимально возможную прочность паяного соединения и поможет паяльной пасте хорошо течь.

- Нанесите небольшое количество паяльной пасты на соединение или область металла, которую собираетесь спаивать. Слегка надавите на поршень шприца — вскоре вы привыкнете к давлению, необходимому для нанесения небольшого количества паяльной пасты, которое необходимо использовать для обработки выводов.
Напоминание: всегда наносите немного больше паяльной пасты, чем при использовании паллионов, так как паяльная паста не является чистым припоем. Флюс, смешанный с припоем, в конце концов сгорит, и припой останется.
- Вытрите излишки паяльной пасты со шприца и закройте колпачок. Возьмите за привычку делать это сразу после каждого использования, чтобы сохранить консистенцию пасты для серебряного припоя как можно дольше.
Как паять с помощью паяльной пасты
- Теперь вы можете круговыми движениями нагревать место пайки. Используйте ту же технику нагрева, что и припойную ленту или проволоку — круговыми движениями нагревайте весь кусок металла. По мере того, как металл приближается к температуре отжига (светится тусклым вишнево-красным цветом), вы можете сконцентрировать тепло более конкретно на паяном соединении.
- Имейте в виду, что флюс в паяльной пасте будет пузыриться и в конце концов сгорит. И по мере того, как вы продолжаете нагревать припой, вы можете увидеть, как сам припой начинает слипаться. Не беспокойтесь слишком сильно, если вы обнаружите, что припой не полностью попадает в нужное место. Просто не забудьте сфокусировать тепло вашего пламени на соединении, так как припой будет притягиваться к нему.
- Не на 100 % довольны пайкой? Просто повторно очистите деталь, добавьте еще немного паяльной пасты в соединение и снова нагрейте, следуя описанным выше шагам.
- Если вы довольны своим паяным соединением, закалите и протравите его, чтобы удалить окисление. Если вы обнаружите какие-либо заусенцы или остатки припоя, просто спилите их для получения аккуратной, профессиональной отделки.
Не забывайте, что вы также можете ознакомиться с основами пайки серебром, включая информацию о флюсе, температуре плавления и многом другом, в нашем руководстве для начинающих.
Каковы преимущества паяльной пасты?
Хранение паяльной пасты не может быть проще. Наш совет номер один? Всегда убедитесь, что вы закрываете колпачок шприца после каждого использования. Это предотвратит высыхание паяльной пасты и ее непригодность. Серебряная паяльная паста при хороших условиях может храниться более двух лет. Вот несколько дополнительных шагов, которые вы можете выполнить, чтобы ваша паяльная паста прослужила долго:
- Вы давно не планируете использовать паяльную пасту? Снимите иглу со шприца и снова установите пластиковую крышку. Вы также можете положить его в пакет Ziplock. Таким образом, снижается вероятность просачивания воздуха через иглу и высыхания паяльной пасты.
- Если вы часто используете серебряную паяльную пасту и храните ее для более регулярного использования, рассортируйте шприцы с паяльной пастой по температуре их плавления. Это означает, что нет никакой путаницы или суеты, когда вы ищете подходящую паяльную пасту для своего последнего проекта.
- Засорилась ли одна из игл шприца? Попробуйте замочить его в небольшом количестве теплой воды, чтобы размягчить сухую паяльную пасту. И если это не сработает, используйте тонкую металлическую проволоку, чтобы полностью удалить пасту.
Теперь вы знаете все, что вам нужно, чтобы использовать паяльную пасту в своих последних проектах, и вы готовы усовершенствовать сложное искусство пайки соединительных колец и других непростых находок! Просмотрите весь ассортимент припоев в Cooksongold, чтобы найти необходимые расходные материалы.
Сохранить на потом
Написано
Куксонголд
Что такое флюс для припоя? Полное руководство
3 марта 2021 г.|Общие сведения
От элементов управления Bluetooth до компьютеров, с которыми мы работаем каждый день, печатные платы появляются во всех аспектах нашей повседневной жизни. Конечно, иногда вам нужно сделать небольшой ремонт, чтобы ваша машина продолжала двигаться или создать необходимый апгрейд. Вот тут-то и пригодятся паяльник, флюс и немного ноу-хау.
Припой и ноу-хау имеют смысл, но зачем вам флюс для пайки? Читайте дальше, чтобы узнать, что это такое, зачем вам это нужно и можете ли вы использовать какие-либо альтернативы для своего проекта.
Что такое флюс для припоя?
Содержание
- 1 Что такое флюс для припоя?
- 2 Применение различных типов флюсов
- 3 Флюс для очистки электроники
- 4 В чем разница между флюсом и паяльной пастой?
- 5 Чем можно заменить флюс для припоя?
- 5.1 Можно ли использовать вазелин в качестве флюса?
- 5.2 Существуют ли другие альтернативы коммерческому флюсу?
- 6 Заключение
Флюс для припоя – это вещество, используемое при пайке электронных компонентов. В частности, флюс удаляет окисленный металл с поверхностей и изолирует воздух, так что вам не нужно беспокоиться о дальнейшем окислении. Кроме того, использование флюса улучшает характеристики смачивания жидким припоем.
Применение различных типов флюсов
У вас есть три категории флюсов, с которыми вы можете работать, в зависимости от типа электрических компонентов, которые вам нужно припаять. В каждом классе используются уникальные химические составы и методы нанесения, которые делают их более совместимыми с конкретной электроникой.
- Для пайки волной припоя требуется флюс с большим количеством растворителей, которые очищают компоненты и удаляют любые существующие оксидные слои. Обычно его наносят на плату перед пайкой. Платы с менее агрессивными продуктами потребуют предварительной очистки перед распылением флюса.
- Метод оплавления припоя включает пасту, изготовленную из липкого флюса и маленьких шариков металлического припоя. Эта паста удерживает детали стабильными до тех пор, пока вы не сможете применить тепло, чтобы припой оплавился и склеился должным образом. Флюс очищает, изолирует воздух и способствует течению по мере плавления припоя.
- Селективная пайка включает процессы распыления или капельной струи для покрытия печатной платы.
Пайка электроники — это точный процесс, требующий тщательного управления. Вам нужно тщательно нанести правильное количество флюса, чтобы он мог выполнять свою работу, не мешая процессу пайки. Слишком большое количество флюса или слишком быстрый нагрев компонентов могут привести к образованию зазоров или брызг на участках платы, на которых не должно быть припоя.
Как видите, очень важно выбрать правильную категорию для вашей печатной платы. Если вы не уверены, какой флюс использовать, обратитесь за рекомендациями к производителю печатных плат.
Очистка флюса от электроники
После того, как вы закончите работу, вам, вероятно, потребуется смыть флюс с электронных компонентов, особенно если вы используете коррозионно-активный флюс. Вам необходимо знать, какой флюс вы используете, чтобы предпринять соответствующие шаги для очистки вашего продукта.
- Для флюса на основе канифоли требуются химические растворители с фторуглеродами.
- Удалить водорастворимый флюс с помощью моющих средств и деионизированной воды.
- Как следует из названия, флюс без очистки оставляет после себя ограниченное количество остатков. Тем не менее, вы можете захотеть стереть что-нибудь неподобающее, чтобы сохранить связь и улучшить косметический вид.
Следует отметить, что даже флюсовые продукты, не требующие очистки, могут оставлять после себя пленку, которая мешает некоторым испытаниям и проверкам. Хотя более важно счищать коррозионно-активные продукты флюса, в ваших же интересах проводить общую очистку каждой детали, которую вы используете для припоя.
В чем разница между флюсом и паяльной пастой?
Существует тонкая грань между жидким флюсом и флюсом для паяльной пасты, но каждое вещество обладает уникальными свойствами. В большинстве случаев основные различия между пастой и жидкой версией заключаются в физических свойствах и составе.
Жидкий флюс представляет собой жидкость и в основном состоит из растворителей с некоторыми активаторами, канифолями и другими добавками. Обычно его разбавляют водой и распыляют на компоненты, поэтому многие жидкие флюсы относятся к категории не подлежащих очистке.
Флюс для паяльной пасты представляет собой желеобразное вещество, которое можно смешать с порошком припоя, чтобы получить серую пасту, очень похожую на замазку. Как вы понимаете, флюс для паяльной пасты обычно требует дополнительной очистки.
Другое различие между жидким флюсом и флюсом для паяльной пасты заключается в том, как они работают. Жидкий припой содержит до 25% активных ингредиентов, в то время как желеобразная паяльная паста содержит от 60% до 80% активных ингредиентов.
Химический состав остается одним из самых интригующих аспектов пасты для флюса. После смешивания паяльная паста может иметь до 90% металла, что звучит довольно тяжело. Однако неметаллические части имеют меньшую плотность и составляют примерно половину объема изделия.
Чем можно заменить флюс для припоя?
Флюс необходим для пайки, но что будет, если он закончится? Не всегда удобно останавливаться посреди проекта, но у вас может быть подходящая замена, сидящая у вас дома.
Можно ли использовать вазелин в качестве флюса?
Да, вазелин работает так же хорошо, как коммерческий флюс, и вы даже можете купить непатентованный флюс. Вазелин в основном изготавливается из восков и минеральных масел, поэтому он не вызывает коррозии компонентов. Кроме того, он очищает грязь и устраняет оксиды металлов, которые могут нарушить вашу связь.
Существуют ли другие альтернативы коммерческому флюсу?
Конечно, есть и другие варианты, если под рукой нет вазелина. Есть несколько менее эффективных вариантов, которые могут сработать в крайнем случае. Будьте осторожны при работе с этими заменителями, потому что вам нужно предварительно очистить поверхности перед их использованием.
Лимонный сок — еще один распространенный предмет домашнего обихода, который может заменить коммерческий поток. Лимонная кислота эффективна против оксидов металлов, и одного лимона может хватить на небольшую работу. Тем не менее, вы можете не захотеть сделать это привычкой, потому что лимоны могут дорого стоить.
Похожие записи
