Как научиться правильно паять паяльником. Какие инструменты и материалы нужны для пайки. Как подготовить детали и паяльник к работе. Какую температуру выбрать для пайки разных металлов. Основные техники и приемы пайки для начинающих.
Что такое пайка и для чего она нужна
Пайка — это процесс соединения металлических деталей с помощью расплавленного припоя. При этом сами соединяемые детали не плавятся, а лишь нагреваются. Основные преимущества пайки:
- Позволяет надежно соединять разные металлы
- Обеспечивает прочное и герметичное соединение
- Не требует сложного оборудования
- Подходит для мелких и тонких деталей
- Соединение можно при необходимости разъединить
Пайка широко применяется в электронике, ремонте бытовой техники, ювелирном деле и других областях. Научиться правильно паять не так сложно, если знать основные принципы и соблюдать технологию.
Необходимые инструменты и материалы для пайки
Для выполнения пайки потребуются следующие инструменты и расходные материалы:
- Паяльник подходящей мощности
- Припой (чаще всего оловянно-свинцовый)
- Флюс (канифоль, паяльная кислота)
- Наждачная бумага или металлическая щетка
- Пинцет
- Кусачки
- Отвертка
- Держатель для плат
Начинающим лучше выбрать простой электрический паяльник мощностью 30-60 Вт. Для большинства бытовых задач этого достаточно. Припой рекомендуется использовать марки ПОС-61.
Подготовка паяльника к работе
Перед началом пайки необходимо правильно подготовить паяльник:
- Очистить жало паяльника от загрязнений наждачной бумагой
- Прогреть паяльник до рабочей температуры (250-350°C)
- Облудить жало — нанести тонкий слой припоя
- Проверить, что припой хорошо растекается по жалу
Правильно подготовленное жало должно быть блестящим и покрыто ровным слоем припоя. Это обеспечит хороший контакт и теплопередачу.
Подготовка деталей к пайке
Качественная пайка невозможна без тщательной подготовки соединяемых поверхностей:
- Очистить детали от грязи, жира, краски наждачной бумагой или щеткой
- Обезжирить спиртом или ацетоном
- Нанести тонкий слой флюса на места пайки
- Зафиксировать детали в нужном положении
Чистые и обезжиренные поверхности обеспечат хорошее растекание припоя и прочное соединение. Флюс защитит от окисления и улучшит смачиваемость.

Выбор температуры пайки
Температура пайки зависит от типа припоя и паяемых материалов:
- Для оловянно-свинцовых припоев — 300-350°C
- Для бессвинцовых припоев — 350-380°C
- Для алюминия — 380-420°C
- Для нержавеющей стали — 400-450°C
Слишком низкая температура приведет к непропаям, а слишком высокая — к перегреву и окислению. Оптимальную температуру нужно подбирать опытным путем.
Основные техники пайки
Существует несколько основных техник пайки для разных задач:
Пайка встык
Применяется для соединения проводов и плоских деталей:
- Зачистить и облудить концы проводов
- Соединить провода встык
- Нагреть место соединения паяльником
- Подать припой на стык
- Дождаться полного растекания припоя
Пайка внахлест
Используется для соединения плоских деталей внахлест:
- Нанести флюс на соединяемые поверхности
- Наложить детали друг на друга
- Нагреть место соединения
- Подать припой с края нахлеста
- Прогреть всю площадь соединения
Пайка на весу
Применяется для быстрого соединения мелких деталей:
- Нанести флюс на детали
- Нагреть одну деталь паяльником
- Подать припой на разогретую деталь
- Быстро приложить вторую деталь
- Дождаться застывания припоя
Выбор техники зависит от типа деталей и требуемой прочности соединения. С опытом приходит понимание, какой способ оптимален в каждом случае.

Распространенные ошибки начинающих при пайке
При освоении навыков пайки новички часто допускают типичные ошибки:
- Недостаточная очистка и обезжиривание деталей
- Неправильно подобранная температура пайки
- Использование загрязненного или окисленного припоя
- Слишком долгий нагрев одного места
- Недостаточное количество флюса
- Неправильное положение паяльника
- Дрожание рук при пайке
Избежать этих ошибок поможет внимательность, аккуратность и практика. Со временем приходит опыт и навык качественной пайки.
Меры безопасности при пайке
При работе с паяльником важно соблюдать технику безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки
- Не прикасаться к разогретым частям паяльника
- Класть горячий паяльник только на подставку
- Не допускать попадания флюса и припоя на кожу
- После работы тщательно вымыть руки с мылом
Соблюдение этих простых правил позволит избежать ожогов и вредного воздействия паров припоя и флюса.
Что такое припой, для чего он нужен и как его выбрать для качественной пайки
Рубрика: Все про пайку, О материалах и инструментах, Статьи обо всем Опубликовано 06.04.2020 · Комментарии: 0 · На чтение: 5 мин · Просмотры:Post Views: 750
Как надежно соединить две детали или две поверхности? Можно попробовать скрутку, но это долго и не эффективно. Можно применить сварку, но не будет возможности отсоединить детали друг от друга. А можно использовать пайку, после которой будет возможность снова расплавить припой, и отсоединить детали друг от друга. От качества припоя зависит надежность и долговечность контакта.Что такое припой
Припой – это смесь сплавов с помощью которых соединяются детали. Процесс соединения деталей припоем называется пайкой.
Хороший результат пайки – это чистый и блестящий контакт. Если у контакта есть трещины, то это результат холодной пайки. Холодная пайка может быть не только от несоблюдения температуры, но и от состава припоя. Если в припое много шлаков, они негативно повлияют на надежность соединения.
Для разных задач используются разные припои.
Общее разделение
Припои разделяются на две группы. Это мягкие и твердые.
Мягкие имеют температуру плавления до 300 °C. Такими припоями паяют радиодетали, и к ним можно отнести оловянно свинцовые и бессвинцовые материалы. Основной рабочий инструмент с такими материалами это паяльники до 50 Вт и паяльные фены.
Твердые плавятся свыше 300 °C. Это прочные материалы с высоким пределом прочности по сравнению с мягкими.
К ним относятся медно-цинковые и серебряные. С такими припоями можно работать только с мощными паяльниками, паяльными лампами или горелками.
В данной статье будут подробно описаны мягкие припои, которые используются для радиодеталей и ремонта техники.
Второй важный компонент пайки
Как и при выборе паяльного флюса, припой также виляет на результат, долговечность и надежность контакта.
От чего зависит качество и почему это важно
Качество припоя зависит от количества примесей и шлаков. Если производитель нарушает технологию изготовления, то припой получается неудовлетворительного качества. Например, при производстве дешевого припоя, производитель может добавлять примеси для увеличения массы продукта. После пайки таким припоем на контакте остаются микротрещины, которые не смогли расплавиться с оловом. Такой контакт ненадежен априори, и не соответствует стандартам пайки. С течением времени контакт полностью разрушится. Поэтому, так важно читать отзывы о производителе и его продукции, особенно новичкам. Начинающие не могут сразу отличить хороший припой от плохого по причине недостаточного опыта работы. Даже если делать пайку по правилам, с плохим припоем не получится ничего хорошего.
Процесс деградации контакта
Рассмотрим схематично несколько примеров.
Хороший контакт блестит и не имеет никаких трещин и разводов.
А если контакт плохо спаян или припой некачественный, на нем сразу же после пайки появляется небольшие разводы.
Это микротрещины, которые со временем начинают окисляться, повышать сопротивление контакта.
По итогу контакт обрывается, образуются видимые трещины по всей поверхности.
Не всегда контакт с разводами означает признак плохой пайки или припоя. Если на контакте есть небольшие разводы, то это в пределах нормы. Другое дело, когда на всей поверхности контакта такие разводы.
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
Припои выпускаются:
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки.
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Низкотемпературные сплавы
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда.
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
Плавление припоя
Важно понимать, что во время пайки нужно соблюдать температурный режим. Если вы ставите температуры на паяльном оборудовании свыше плавления припоя, то он начнет частично испаряться и быстрее окисляться. Это ухудшит контакт и сам процесс пайки, поэтому соблюдайте температурный режим.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке. Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Если вы заказываете из интернет-магазинов, например Aliexpress, игнорируйте такие отзывы, как «получил, 5 баллов» и им подобные.
Читайте отзывы с обзорами и проверяете полученный товар.
Как удобно паять с прутками припоя
Еще один плюс в копилку припоев в виде прутков — это улучшение скорости пайки DIP контактов.
Достаточно установить деталь, закрепить плату, и приложить пруток припоя с небольшим запасом.
Нагреваем контакт, и припой расплавляется равномерно по контакту. Это можно сделать только с припоем, в составе которого есть флюс (канифоль).
Post Views: 750
Припой для пайки — виды, свойства, состав и применение
Припой для пайки — виды, свойства, состав и применениеПрипой — это специальный сплав, который используется для низко- и высокотемпературной пайки металлов. Соответственно припой бывает мягким и твёрдым.
Мягкие виды припоев используются для пайки обычным паяльником, а твёрдые припои с применением газовой горелки, поскольку для их расплавления нужна высокая температура, свыше 450 градусов.
Состав припоя для пайки может быть разным. Как правило, это олово и свинец в различных соотношениях. Свинец добавляется в олово для того, чтобы снизить себестоимость припоя, поскольку паять одним лишь чистым оловом, является дорогим удовольствием.
Оловянно-свинцовые припои имеют особую маркировку в виде ПОС (с содержанием цифр), например, ПОС-61. Расшифровывается данная маркировка следующим образом: П — это припой, О — олово, С — свинец. Цифра 61 после аббревиатуры «ПОС» означает процентное содержание олова в припое.
В данной статье сайта про сварку и пайку svarkapajka.ru мы расскажем о том, что такое припой и каким он бывает. Надеемся, что статья будет полезной, как для начинающих радиолюбителей, так и для опытных мастеров, которым по роду занятий приходится осуществлять соединение металлов.
Что такое припой для пайки
Припой для пайки — это специальный сплав, который наносится на металлы для их соединения. Лучшим припоем признано чистое олово. Однако использовать такой припой очень дорого, поэтому олово смешивается со свинцом, чтобы получить оловянно-свинцовый припой (ПОС).
Такой припой отличается низкой температурной плавления, до 200 градусов, хорошей адгезией с металлом и мягкостью. Однако при выборе припоя для пайки важно учитывать размер соединяемых деталей. Для пайки тонких проводов предпочтительно использовать мягкий припой, в то время как для соединения толстых проводов, нужен будет припой с более высокой температурой плавления.
Твёрдый припой характеризуется большей прочностью на разрыв.
Виды припоев
Все существующие припои можно разделить на три основных группы:
- Тугоплавкие припои;
- Легкоплавкие;
- Сверхлегкоплавкие.
Для пайки радиодеталей тугоплавкие припои не подходят, поскольку для их плавления нужна достаточно высокая температура, свыше 500 градусов. Тугоплавкие припои способны создать очень надёжное соединение металлов, которое характеризуется разрывом не менее чем 50/кг на 1 мм².
Для пайки тугоплавкими припоями не подходит электрический паяльник, поскольку он не способен обеспечить требуемую температуру плавления. Здесь уже используются инструменты помощнее, например, газовая горелка.
Радиолюбительские припои, они же легкосплавные, содержат в своём составе олово и свинец. Они мягкие и хорошо плавятся при температуре до 200 градусов. Поэтому чаще всего именно легкосплавные припои используют для пайки радиодеталей.
Легкоплавкие припои для радиодеталей
В отдельную категорию можно отнести и сверхлегкоплавкие припои, которые в своём составе, помимо олова и свинца, содержат такие вещества, как кадмий и висмут. Температура разогрева данных припоев составляет менее 100 градусов. Это очень мягкие припои, которые неспособны обеспечить большую механическую прочность соединения металлов.
Сверхлегкоплавкие припои используются там, где важно не перегреть радиодетали, например, при пайке транзисторов. Например, припой Вуда, имеет температуру плавления всего лишь 75 градусов. Он широко применяется радиолюбителями для пайки транзисторов и микросхем в домашних условиях.
виды флюса для пайки алюминия, меди, стали
Для чего нужен флюс: виды флюса для пайки металловФлюс для пайки позволяет избавиться от оксидной пленки и примесей с поверхности металлов, а также обеспечить равномерное растекание припоя. Без этого компонента невозможна пайка меди, алюминия, свинца, и других металлов.
На сегодняшнее время существуют различные виды флюсов: активные и неактивные, защитные и кислотные, для низко- и высокотемпературной пайки. Самым простым видом флюса является канифоль, которая широко применяется для пайки радиодеталей и меди.
В этой статье сайта про пайку svarkapajka.ru мы расскажем о том, что такое флюс и зачем он нужен. Какие виды флюсов для пайки металлов существуют, и в чем, собственно, их отличие друг от друга.
Что такое флюс для пайки
Итак, флюс для пайки — это вещество, (реагент) которое используется для подготовки поверхности металла перед нанесением припоя. Флюс позволяет подготовить поверхность металлов перед пайкой: удалить жиры и растворить оксидную плёнку, избавиться от инородных веществ, которые будут затруднять паяние.
В зависимости от состава, флюсы подразделяются на активные и неактивные. Активные флюсы содержат в своём составе кислоту, чаще всего соляную. Также бывают специальные кислотные флюсовые реактивы, которые используются для высокотемпературной пайки металлов.
Виды флюсов
Существующие виды флюсов можно подразделить на три больших категории:
Нейтральные или неактивные флюсы — они не содержат в своём составе кислот. Отличительной особенностью данных флюсов является невозможность проводить электричество. Ярким примером неактивного флюса является сосновая канифоль. Неактивные флюсы в основном применяются при низкотемпературной пайке деталей, обычным паяльником.
Кислотные или активные флюсы — содержат в своём составе кислоту. Активные флюсы используются для пайки алюминия, там, где нужны высокие температуры и сильная химическая реакция для удаления оксидной пленки.
Антикоррозийные или защитные флюсы — применяются для защиты готового места соединения от коррозийных процессов металла и появления ржавчины на них.
Каждый вид флюса предназначен для выполнения своих, каких-то конкретных задач. По своей консистенции флюсы бывают жидкими, в виде пасты и геля, твёрдыми, и в виде порошка, например, флюс бура.
Как применять флюс
В зависимости от консистенции, применять флюс для пайки металлов можно по-разному. Если флюс жидкий, то он наносится на подготовленную поверхность металла при помощи кисточки.
Твёрдый флюс, такой как канифоль, нужно предварительно расплавить перед нанесением на поверхность металла. Для этих целей используется разогретый паяльник, жало которого опускается во флюс для его расплавления и последующего лужения.
Как бы там ни было, но перед использованием флюса поверхность металлов перед пайкой нужно подготовить. Для этого используется наждачная бумага и ряд других материалов.
Кроме того, не стоит забывать о том, что активные флюсы с содержанием кислот обязательно нужно смывать после пайки. Поскольку в их составе находится не только кислота, но и другие, не менее вредные химические компоненты, стоит всегда при использовании флюсов защищать руки и органы дыхания от вредных паров (работать в хорошо вентилируемом помещении).
Как правильно паять паяльником: что требуется для пайки с использованием канифоли
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.
Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.
Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.
Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.
Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.
Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.
В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.
Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.
- Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.
- Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.
- Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.
Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.
Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.
Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших – острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.
Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.
Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.
Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.
Техника пайки
- В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.
- При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
- Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.
- Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.
Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять
- Также рекомендуем посетить:
Источник: https://zdesinstrument.ru/kak-payat/
Как правильно паять паяльником
Содержание:
Многие электрики и радиолюбители часто сталкиваются с необходимостью соединения между собой различных деталей и проводников.
В связи с этим, начинающим домашним мастерам приходится решать задачу, как правильно паять паяльником, поскольку данный способ позволяет получить самое надежное и качественное соединение.
Для того чтобы в полной мере освоить данную операцию, необходимо в общих чертах представлять себе физику самого процесса, а также правила и рекомендации, обязательные для выполнения.
Пайка: физические свойства и основные принципы
Процесс пайки представляет собой технологию соединения металлических элементов, находящихся в твердом состоянии. Для этого используются специальные припои, которые, находясь в расплавленном состоянии, растекаются по соединяемым поверхностям и попадают в зазоры между деталями. После застывания припоя и его кристаллизации в этом месте образуется прочный и надежный шов.
Следовательно, процедура пайки обязательно связана с нагревом. Непременным условием является предварительное удаление оксидной пленки с поверхностей деталей. Это нужно обязательно знать всем, перед тем как паять паяльником.
Соединение методом пайки во многом напоминает сварку, но это лишь внешнее сходство. На самом деле оба способа принципиально различаются между собой.
При сварке кромки основных деталей и электрод приходят в расплавленное состояние, тогда как во время пайки соединяемые элементы остаются твердыми. Капиллярный зазор просто заполняется расплавленным припоем, а при остывании он кристаллизуется с проникновением в металл деталей.
Еще одним отличием является возможность соединения деталей при нагреве, не превышающем температуру плавления соединяемых деталей.
Этим методом возможно припаять многие виды углеродистых, нержавеющих и легированных сталей, а также разновидности цветных, твердых и специальных сплавов.
В соответствии с используемыми материалами, процесс соединения разделяется на паяние с припоями мягкого или твердого типа.
В первом случае применяются материалы с температурой плавления менее 400 градусов, а во втором этот показатель достигает более 700 градусов, обеспечивая высокую термическую и механическую прочность соединений.
На стадии подготовки большое значение имеет очистка деталей от окислов и загрязнений, плотная подгонка их друг к другу. Места соединений обезжириваются и обрабатываются специальными составами, обеспечивающими дальнейшую чистую и ровную пайку.
Мягкая пайка осуществляется паяльниками с медными наконечниками, которые хорошо прогреваются и держат тепло в течение долгого времени. Разогрев может выполняться с помощью электротока или открытого пламени газовой горелки или паяльной лампы.
Паяльник – основной инструмент
Основным инструментом, без которого невозможно соединить детали и провода, является паяльник. Существует множество конструкций с различными техническими характеристиками, поэтому выбор нужного изделия будет непростой задачей для новичка.
Данные инструменты отличаются мощностью, в них устанавливаются керамические или спиральные нагреватели.
Первые разогреваются очень быстро, но требуют максимума аккуратности, поскольку даже незначительные удары приводят к поломке и выходу из строя.
Во втором случае паяльники разогреваются дольше, но отличаются большей практичностью и повышенным сроком эксплуатации. Любые из этих модификаций используются при решении задачи, как паять паяльником с оловом и канифолью.
Большинство известных паяльников по своей мощности разделяются на следующие категории:
- От 3 до 10 ватт. Применяются для работы с наиболее мелкими микросхемами.
- От 20 до 40 ватт. Используются радиолюбителями и для бытовых целей.
- От 60 до 100 ватт. Позволяют соединять толстые провода и конструкции средних размеров.
- От 100 до 250 ватт. При помощи этих паяльников соединяются массивные и крупногабаритные металлические детали.
Размеры паяльника зависят от его мощности: чем он мощнее – тем габаритнее. Поэтому для выполнения разных работ опытные мастера приобретают устройства с разными параметрами. Те, кто постоянно занимается пайкой, вместо паяльника используют паяльную станцию. Она имеет возможность точно регулировать диапазон нагрева и поддерживать постоянную температуру жала.
В комплект станции входит специальная подставка для инструмента и ванночка для чистящей губки. Подобные устройства требуют знаний и практических навыков, но они же и обеспечивают высококачественную скоростную пайку. Работа с обычным паяльником не требует столь качественного обучения.
При выборе паяльника нужно обращать внимание на форму жала. Она может быть в виде конуса, лопатки, иглы и т.д. То есть, каждый выбирает ту конфигурацию, к которой привык. Существуют инструменты с набором сменных насадок, облегчающих выполнение конкретной работы. В процессе эксплуатации они постепенно изнашиваются, поэтому рекомендуется выбирать жала с повышенной термической устойчивостью.
Дополнительное оборудование
Важной деталью, без которой неудобно работать, служит специальная подставка для паяльника. Инструмент, будучи включенным, разогревается в среднем до 300 градусов и его нельзя просто положить на стол. Подставка располагается справа, в наиболее удобном месте.
В процессе работы используется не только паяльное оборудование, но и различные дополнительные приспособления, способствующие ускорению и повышению качества соединений. К ним относятся следующие компоненты:
- Паяльная лампа. Используется при соединении между собой крупных деталей и конструкций. Даже самый мощный паяльник не сможет их прогреть до нужной температуры. Поэтому вначале места будущих соединений прогреваются лампой, а уже затем в работу включается паяльник. Источником энергии служит бензин, керосин, газ или спирт.
- Пинцет. Необходим при пайке для удерживания мелких деталей в нужном положении для припаивания. Иногда он выполняет функцию теплоотвода при работе с полупроводниками и другими предметами, чувствительными к перепадам температур.
- Надфили. Продаются в наборах и применяются для очистки жала паяльника от окисла и нагара перед его лужением. В основном используются инструменты плоской и круглой формы.
- Кусачки. С их помощью разрезаются провода, зачистка изоляции, механическое удаление излишков припоя.
- Отвертки. Применяются для демонтажа электронных и других компонентов из корпусов и плат приборов и электронных устройств. Инструменты, изготовленные из стали должны быть предварительно размагничены.
- Струбцины металлические. Применяются для фиксации деталей между собой и на рабочей поверхности. Такое положение сохраняется на весь период пайки и последующего остывания.
- Увеличительное стекло на штативе. Требуется при работе с очень мелкими деталями, в том числе и с ювелирными изделиями.
- Принудительная вентиляция. Устанавливается в помещениях, где паяльные работы проводятся регулярно.
Использование флюсов в процессе пайки
В качестве дополнительных компонентов, без которых невозможно качественно спаять детали, используются флюсы. Наибольшее распространение получила канифоль, изготавливаемая из хвойных деревьев твердых пород. Она становится мягкой уже при 50 градусах, а при достижении 250 переходит в кипящее состояние.
Недостатком канифоли считается ее взаимодействие с окружающей средой, поэтому по окончании работы оставшийся флюс должен быть удален. В противном случае влага, попавшая в эти места из атмосферы, приведет к нарушению нормальной работы электронных компонентов. Это требование следует обязательно учитывать при решении задачи, как правильно паять паяльником с канифолью.
Существует несколько видов флюсов, чаще всего применяемых при действиях с электрическими приборами:
- Неактивные флюсы с канифолью. С их помощью соединяется медь и прочие мягкие металлы, в том числе провода. Светлая канифоль не содержит дополнительных веществ и может сразу же применяться для работы. Раствор спирта и канифоли представляет собой смесь в соотношении 1:5, их смешивание производится перед началом работы. Для создания герметичных соединительных швов используются смеси с канифолью и глицерином.
- С использованием активных флюсов можно спаять любые виды цветных и драгоценных металлов. Они производятся на основе хлористого цинка, спирта или вазелина. В последнем случае флюс находится в пастообразном состоянии и более удобен для работы.
- Кислотно-активные флюсы представлены хлористоцинковым веществом и ортофосфорной кислотой. Выпускаются в виде жидкости или пасты с добавлением канифоли и других компонентов. С их помощью можно успешно паять паяльником с кислотой.
В состав ортофосфорной кислоты входят этиловый спирт, вода и сама кислота, плотность которой составляет 1,7. С ее помощью соединяются детали из нержавейки, серебряных или медных материалов. Все флюсы на основе спирта должны быть упакованы в герметичную тару.
Разновидности припоев для соединения металлов
Качество соединений зависит не только от флюсов, но и от припоев, используемых в процессе работы. Они изготавливаются на основе легких металлов, расплавляющихся при определенной температуре.
Идеальным вариантом считается чистое олово, но ввиду его высокой стоимости применяются сплавы на его основе, преимущественно со свинцом.
В зависимости от составляющих, все припои могут быть твердыми или мягкими, которыми паяют провода.
В твердых сплавах нередко используются добавки легирующих сталей и другие примеси, с помощью которых возможно получить заданные характеристики, уровень прочности, антикоррозийные свойства. Как правило, используются материалы марки ПОС, означающие припои оловянно-свинцовые. Число после букв соответствует процентному содержанию олова. Температура плавления составляет 700 градусов и выше.
Если для пайки приходится использовать материалы неизвестного происхождения, то в первую очередь нужно обратить внимание на следующие внешние проявления:
- Свинцово-оловянные припои начинают плавиться при температуре 183-2650С.
- Припой с высоким содержанием олова отличается ярким металлическим блеском, что соответствует марке ПОС-61 и выше.
- Тусклый серый оттенок и матовая поверхность указывает на повышенное содержание свинца.
- Припой в виде проволоки с большим количеством свинца можно легко согнуть руками. Более качественные сплавы сгибаются с большим трудом.
Легкоплавкие низкотемпературные припои переходят в жидкое состояние при температуре до 450 градусов. Они применяются для соединения проводов, ремонта радиоэлектронной аппаратуры и других работах, где требуется низкотемпературный режим. В электронике используются специальные сплавы, которые становятся жидкими уже при 70 градусах.
Чаще всего, материал для пайки выпускается в форме проволоки, диаметром 2-2,5 мм и выше. Низкотемпературными сплавами можно паять транзисторы, предохранители и другие детали, обладающие повышенной чувствительностью к перегреву.
Общие правила пайки
На начальном этапе выполняется подготовка паяльника. Эта процедура включает в себя несколько этапов:
- Рабочая часть жала зачищается напильником с мелкой насечкой, после чего металл становится красноватого цвета, характерного для меди. Сама поверхность должна слегка блестеть. Одновременно жалу придается форма, необходимая для работы в данный момент.
- Инструмент подключается к сети и разогревается до нужной температуры.
- Далее жало подвергается лужению, после чего его покрывает тонкий слой олова. Вначале кончик опускается в канифоль, а затем по нему нужно провести припоем и равномерно распределить его, потерев о металлическую поверхность.
Во время работы слой олова обгорает и стирается, поэтому лужение проводится неоднократно с предварительной очисткой жала о наждачную шкурку. Если в инструменте установлен никелированный стержень, не подверженный обгоранию, то во время работы он очищается влажной тканью или специальной губкой.
Подготовленный паяльник нужно разогреть и выбрать подходящую температуру. Современные модели оборудуются терморегуляторами, позволяющими легко определять степень разогрева.
При его отсутствии следует ориентироваться на состояние припоя и канифоли, которые должны плавиться через 1-2 секунды. От нагрева паяльника зависит прочность соединения.
При недостаточной температуре припой не достигнет нужной кристаллизации, а его структура приобретет гранулированный или губчатый вид и контакт будет слабым.
Нормально разогретый паяльник переводит припой в текучее состояние, после чего можно начинать спаивать. Нужное количество берется на кончик жала и переносится на соединяемую деталь.
Если используется проволока, то припой без переноса сразу же ложится на свое место. Таким же образом можно паять провода паяльником. Все операции выполняются максимально быстро и точно.
Такой результат достигается регулярной работой с паяльником и отработкой всех движений.
Источник: https://electric-220.ru/news/kak_pravilno_pajat_pajalnikom/2019-02-05-1643
Как правильно паять паяльником с канифолью
Здравствуйте уважаемые читатели сайта sesaga.ru. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником.
У каждого радиолюбителя есть минимальный набор инструментов, которые ему необходимы для сборки или ремонта любой радиоэлектронной конструкции. Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.д.Поэтому, что-либо здесь рекомендовать я не буду, а остановлюсь на самых основных. Это уже в дальнейшем, если Вам понадобится дополнительный инструмент,то Вы его приобретете.
Первое, что нужно приобрести, если у Вас нет, это пинцет и паяльный набор:
1. Паяльник,
2. Припой (олово),
3. Флюс (баночка канифоли).
Паяльник лучше купить обычный, мощностью 40Вт с питающим напряжением 220В. В домашних условиях любой другой мощности не надо, когда научитесь паять, то это поймете. А когда мы соберем для него регулятор мощности, регулируемый температуру жала, он станет более удобным и универсальным.
Припой
В радиотехнике для соединения между собой поверхностей узлов и деталей применяют припой — сплав свинца и олова в различных пропорциях.
Как правило, припой изготавливают в виде проволоки, или трубки заполненной флюсом. Лучше отдать предпочтение припою в виде проволоки, так как флюсом придется пользоваться в любом случае.
Обычно припои различаются по температуре плавления и твердости, и маркируются буквенными и числовыми значениями, например, ПОС-60.
ПОС — припой оловянно-свинцовый, цифра 60 означает процентное содержание олова в сплаве, соответственно свинца 40%. Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Флюсы
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей, служат для защиты поверхностей металла и припоя от окисления, и обеспечивают хорошее смачивание поверхности деталей жидким припоем.
Например, жало паяльника сделано из меди, которая при нагреве окисляется, и на рабочей поверхности жала образуется корка нагара. Если Вы прикоснетесь таким жалом к припою, то он естественно расплавится, но на рабочей поверхности не останется, а просто скатится, соответственно запаять что-либо таким паяльником Вы не сможете.
Самым распространенным и доступным флюсом является канифоль, которая изготавливается из сосновой смолы. Выглядит она как янтарь, прозрачная с желтоватым оттенком.
Подготавливаем жало паяльника для пайки
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально.Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Устройство нагревательного элемента паяльника
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Самодельная подставка для паяльника
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.Все. Ваша подставка готова.
Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!
Теперь можно включать паяльник.Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Окончательная подготовка жала паяльника. Облуживание
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось!
Таким белым жало должно быть всегда.
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала.
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники.Удачи!
Источник: https://sesaga.ru/kak-pravilno-payat-payalnikom-s-kanifolyu.html
Как правильно паять паяльником с канифолью
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Какие основные виды аккумуляторных батареек существуют?
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.).
Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой.
После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Как проверить конденсатор на работоспособность мультиметром?
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Источник: https://odinelectric.ru/knowledgebase/kak-pravilno-payat-payalnikom
Как правильно паять паяльником с канифолью
Каждому начинающему радиолюбителю рано или поздно приходится обзавестись минимальным набором инструментов и научиться основам пайки паяльником. Чтобы выполнить работу быстро и максимально качественно, необходимо освоить паяние канифолью.
1
Как правильно паять паяльником с канифолью
Для того чтобы приступить к работе, необходимо приобрести минимальные приспособления:
- электрический паяльник;
- олово или припой;
- канифоль.
Относительно мощности паяльника, подойдет обычный на 40 Вт (напряжение 220В). Для домашнего использования такого паяльника вполне достаточно. Теперь припой – он понадобится для того, чтобы соединить узлы и детали. Припой может быть разным: канифоль, сплав олова со свинцом. Продается он в виде трубок (внутри флюс) или же в виде проволоки. Последний вариант лучше.
Что касается выбора припоя, то по твердости и температуре плавления подойдет флюс с маркировкой ПОС (оловянно-свинцовый припой), 60 – это процент олова, а 40 (эта цифра не указывается, ее мы высчитываем самостоятельно) – столько свинца в этом припое. Хорошо, если удастся найти припой с высоким содержанием свинца (он отличается по цвету, он будет темнее). Температура плавления у такого припоя на порядок выше, а это означает – повышенная прочность пайки.
И напоследок, о флюсах – это вещество предназначено для удаления со спаиваемых деталей, окислов. Этого не избежать, потому что наконечник у паяльника медный и при нагревании будет окисляться, поэтому периодически придется убирать нагар. Если этого не делать, то припой не будет прикрепляться к деталям, а просто растечется. Припаять таким загрязненным жалом ничего не получится.
Самый простой и надежный флюс – это канифоль. Материал природный, потому что канифоль изготавливают из смолы сосны. Это янтарного оттенка жидкость, обладает приятным хвойным ароматом.
Продается кусками в чистом виде, в виде вязкого или жидкого флюса.
Для новичков подойдет как чистая канифоль, так и флюс спиртово-канифольный, это универсальный материал, состоящий из раствора канифоли и этилового спирта в чистом виде.
2
Как паять канифолью
Все необходимое приобретено, подготовлено, нужно зачистить жало паяльника (а если оно не сплющено, сделать это самостоятельно). Чем тоньше наконечник, тем более тонкие работы по пайке можно выполнить. Угол у жала должен быть двугранный 30-45 градусов.
Как паять канифолью:
- Откройте окно, работать нужно в хорошо проветриваемом помещении.
- Включите паяльник, дождитесь, пока уйдет неприятный запах и характерный дымок – жало прокалилось и готово к использованию.
- Можно пока выключить паяльник, чтобы прочистить жало.
- Снова включите электроприбор, дождитесь, когда жало накалится.
- Можно слегка залудить фиксаторы деталей (несколько раз коснуться к канифоли раскаленным жалом, чтобы наконечник покрылся припоем), чтобы выполнить качественное сцепление спаиваемых деталей.
- Возьмите канифоль, коснитесь кончиком жала к канифоли, чтобы немного набрать припоя. Подождите, пока он нагреется. Это займет буквально несколько минут.
- Приложите жало на сосновую доску на несколько секунд, потом еще раз повторите свои действия.
- Через несколько повторений у вас все получится.
- Новичку при осваивании азов пайки удобнее работать, чтобы жало было оголено, это самая основная ошибка при работе. Из-за большого оголения жала часто происходит возгорание схемы.
- При работе с медным проводом достаточно одного залуживания, то есть нужно прогреть жало, коснуться к канифоли, приложить жало к рабочей поверхности, приподнять провод, опустить в канифоль, приложить раскаленный наконечник к поверхности и приподнять проводок.
- В результате проделанных действий канифоль начнет дымиться, провод обтечет канифолевой массой. После этого нужно будет покрыть пайку оловом, перенести на провод.
- Если в результате проделанных действий провод изменил цвет с желтого на серебристый, то это означает, что все сделано правильно. Чтобы припаять 2 провода, нужно залудить оба.
Источник: https://sovetclub.ru/kak-pravilno-payat-payalnikom-s-kanifolyu
Как правильно паять? пайка для начинающих
ТЕОРЕТИЧЕСКАЯ СУТЬ ПРОЦЕССА ПАЙКИ
Чтобы научиться, что-либо чинить или ремонтировать, очень полезно понимать базовую (физическую) основу той или иной работы.
В чем состоит суть пайки, как процесса? Если обратиться к физике, то можно сказать, что во время пайки мы используем способность одного металла, который находится в расплавленном виде, растекаться по поверхности другого металла.
Соединенные пайкой детали обволакиваются слоем припоя и остаются неподвижно соединенными после его застывания.
При пайке для нас наиболее важны два параметра: прочность спаянного соединения и проводимость спаянного соединения.
Как правило, эти два параметра пропорциональны – чем прочнее и плотнее схвачены детали, тем больше между ними проводимость.
Но следует помнить, что используемый припой имеет высокое удельное сопротивление, поэтому его слой должен быть, как можно тоньше, а вот укрывистость наоборот, как можно больше.
Возможность пайки определяется двумя основными условиями:
- Чистота деталей в месте спаивания. Соединение припоя происходит на атомном уровне, а присутствие даже самой малейшей оксидной пленки или загрязнения сделает надежное соединение невозможным.
- Температура плавления припоя должна быть ниже температуры плавления спаиваемых деталей. Вроде бы это само собой разумеется, но существуют и припои температура плавления, которых выше чем у алюминия.
ИНСТРУМЕНТ И РАСХОДНИКИ ДЛЯ ПАЙКИ
ФЛЮСЫ. Опытные мастера говорят, что правильный выбор припоя и флюса – это уже половина успеха при пайке. Сфера применения флюсов, как правило, подробно описывается на упаковке. Имеются и универсальные флюсы, которые подойдут для большинства случаев.
Флюс применяется для протравливания деталей, для снятия оксидной пленки и защиты металла от коррозии. Покрывая поверхность флюсом, вы очищаете ее и даете возможность олову растекаться по ней и смачивать ее.
Условно флюсы принято делить на два типа.
- Активные флюсы, сделанные на основе кислот, как правило, хлорной или соляной, могут паять почти что угодно. Основным их недостатком является необходимость смывки флюса сразу же после пайки. Это необходимо делать, потому что остатки кислоты вызывают сильную коррозию, а кроме того кислоты сами по себе являются проводниками и могут вызвать замыкание.
- Второй тип флюса – это флюсы, созданные на базе канифоли, которую используют и в чистом виде. Канифоль менее эффективна при пайке стальных деталей, но хороша для пайки цветных металлов и сплавов. Канифоль также требует смывки, так как со временем тоже способствует коррозии, а кроме того со временем же становится проводимой, вбирая в себя влагу из окружающей среды.
ПРИПОЙ. Чаще всего используют свинцово-оловянные припои под маркой ПОС. В маркировке припоя цифра после букв означает содержание в припое олова.
Чем больше олова, тем выше механическая прочность соединения, а также его электропроводность. Кроме того, при большом содержании олова температура плавления припоя ниже.
Зачем же в припое свинец? Свинец способствует нормализации застывания, без свинца олово может растрескаться или покрываться иглами.
Выделяют и специальные типы припоев. Например, бессвинцовые (марка БП). В таких припоях свинец заменен на индий или цинк. Эти припои не токсичны за счет отсутствия свинца, но имеют более высокую температуру плавления.
Кроме того, такие припои дают более прочное более устойчивое к коррозии соединение. Также можно выделить специальные легкоплавкие припои, которые растекаются уже при температуру 90-100 градусов C.
Эти припои используются при пайке деталей чувствительных к высоким температурам, например, в радиоаппаратуре. К таким специальным легкоплавким припоям относят сплавы Вуда и Розе.
ПАЯЛЬНИК. Паяльники различают по типу питания: сетевые и паяльные станции. Сетевые паяльники питаются от сети 220В. Они хороши для пайки проводов и массивных деталей за счет своей большой мощности.
Большая мощность обеспечивает качественный и глубокий прогрев детали. Главным недостатком сетевого паяльника является неудобство работы с ним: он тяжеловат, жало располагается далеко от рукоятки.
Выполнять тонкие работы таким паяльником неудобно и затруднительно.
В паяльных станциях используется термоконтроль для поддержки стабильного уровня температуры. Это маломощные паяльники, как правило, не более 40 Вт. Таким паяльником можно работать с мелкими деталями и деталями чувствительными к перегреву.
ЖАЛА ПАЯЛЬНИКА. Жала различают по форме: шиловидное (универсальное), лопаточка, тупой конус, скос и др. Выбирая форму жала важно добиться максимальной площади соприкосновения со спаиваемыми деталями. Это даст мощный, но непродолжительный нагрев.
Практически все жала изготавливаются из меди. Но жала могут быть с покрытием или без него. Жала с покрытием из хрома или никеля очень долговечные, но хуже смачиваются припоем, а также требуют бережного к ним отношения.
Чистят такие жала с помощью латунной стружки или вискозной губки. Жала без покрытия – это по сути расходный материал. Жало со временем покрывается окислами, припой перестает к нему прилипать, и рабочая кромка нуждается в зачистке и лужении.
В результате использования такое жало очень быстро стачивается.
Это наиболее простой вид пайки и выполнить его достаточно просто. Залуживаем провода. Концы проводов опускаем в раствор флюса.
Затем смачиваем жало паяльника во флюсе и проводим эти жалом по концам проводов. Излишки расплавленного припоя стряхиваем.
После лужения формируем скрутку и тщательно прогреваем, наносим припой в небольшом количестве, заполнением им пространство между жилами проводов.
Можно использовать и другой способ. Перед скручиванием провода смачивают флюсом, а пайку производят без предварительного лужения. Этот способ особенно часто используется при пайке многопроволочных жил.
ВНИМАНИЕ!
Это касается электромонтажных работ. Соединять проводку с помощью пайки в распределительных коробках не принято.
Потому что, во-первых, это будет неразъемным соединением, а во-вторых пайка со своим высоким переходным сопротивлением вызовет риск коррозии соединения.
Провода, как правило, паяют при соединениях внутри самого электрического прибора или залуживают концы многопроволочных жил перед их затяжкой с помощью винтовых клемм.
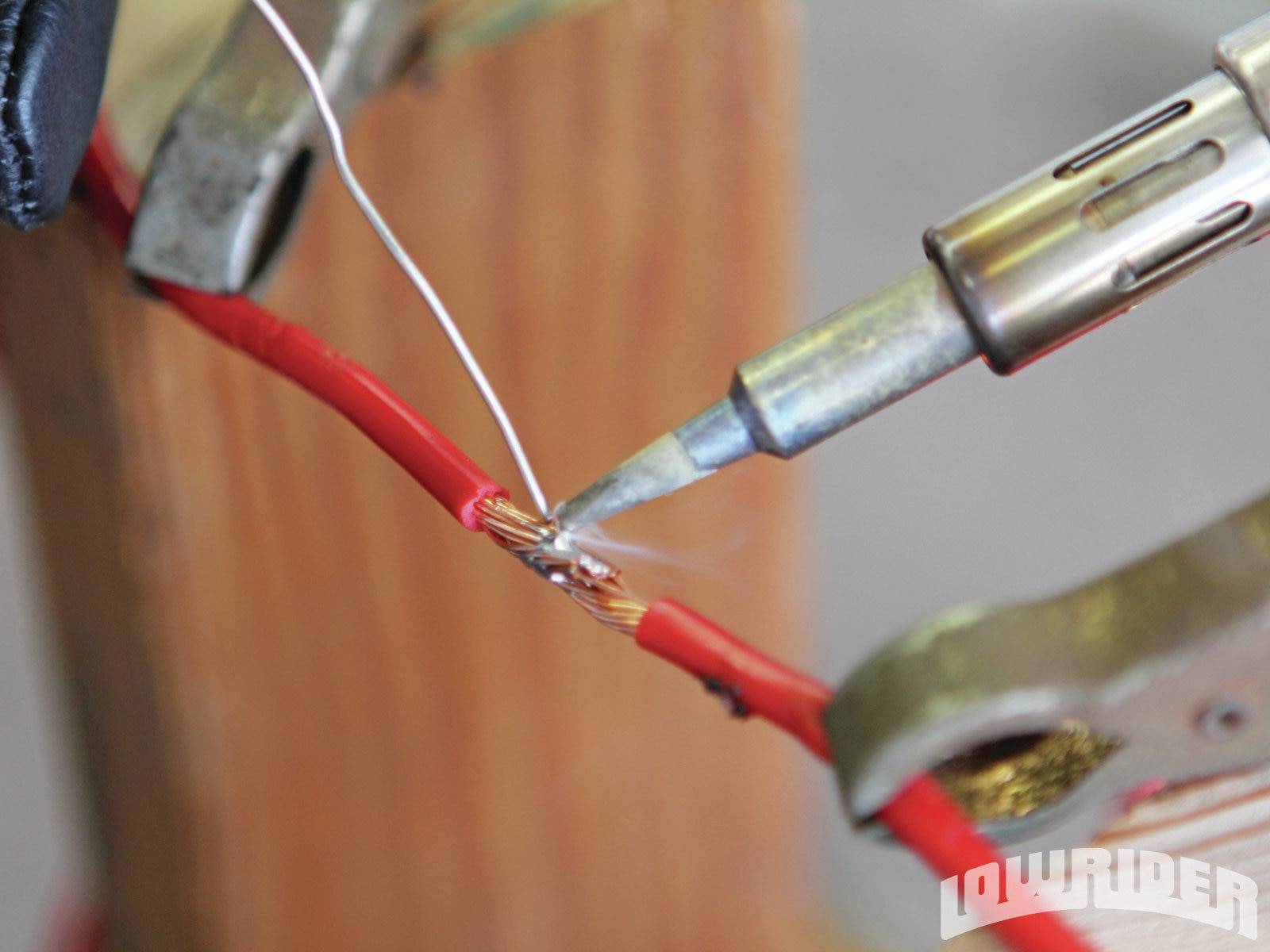
ПРОИЗВОДИМ ПАЙКУ ПРОВОДОВ
ПАЙКА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ
Для пайки электроники уже нужен определенный опыт. Хотя простая работа по замене неисправного электронного компонента на плате по силу и дилетанту.
Проще всего паять выводные элементы. Это элементы с ножками. Для начала фиксируем выводы этих элементов в отверстиях платы. Теперь с обратной стороны платы плотно прижимаем паяльник к хвосту, чтобы его прогреть.
Затем в место пайки вводим проволочку припоя с флюсом. Обратите внимание, что достаточно небольшого количества олова. Нужно чтобы оно равномерно затекло в лунку и образовало подобие небольшой выпуклой «шляпки».
Во время пайки важно сохранять соединяемые элементы неподвижными до момента полного остывания припоя. Ведь любое даже самое малое нарушение формы олова во время кристаллизации приведет к дроблению всего припоя на мельчайшие кристаллики. Признаком такого явления будет резкое помутнение припоя. Если такое произошло, то нужно еще раз разогреть припой и дать ему остыть в полной неподвижности.
В нашей статье мы кратко рассказали лишь о самых первых основах пайки. Но даже эти минимальные знания будут полезны нашим домашним мастерам, которые впервые сталкиваются с проблемой пайки.
Ссылка на источник
ОБЯЗАТЕЛЬНО СТАВЬТЕ ЛАЙКИ И ПОДПИСЫВАЙТЕСЬ НА КАНАЛ!!!
Источник: https://zen.yandex.ru/media/id/5b2e9e4e3acfb800a8af7382/5b3b3deb04251900aa53224a
Ответы@Mail.Ru: Объясните, плиз, на пальцах, как паять припоем, который уже с канифолью( ПОС 61 )?
Новый паяльник нужно действительно покрыть слоем олова. Как это сделать написали выше. Но зачищать можно только медное жало. Обычно оно клиновидное, а если конус — то зачищать нельзя, на нём есть покрытие, защищающее от прогорания. Именно конусовидным жалом удобно паять платы с Вашим припоем.
Повторю, залудить — покрыть слоем олова (припоя) . Как правило медные проводнички в наушниках покрыты какой-то гадостью, которая с первого захода не даёт залудить провод. А это надо сделать, чтобы был хороший контакт. Чтобы всё-таки залудить провод, это надо делать в канифоли, т. е.
положить кончик провода на кусочек канифоли и приложить к проводу разогретый паяльник с оловом. Можно даже вдавить провод в канифоль. Если кончик покрылся ровным слоем олова, — всё получилось, если нет, — пробуем по новой. Да, кончик провода не должен топорщиться, надо пригладить выступающие волоски паяльником.
Если олово уже с канифолью, то надо приложить к месту пайки конец оловянной проволоки, потом коснуться этого кончика разогретым паяльником. Олово расплавится и запаяет контакт. Не лейте слишком много олова, а то эти сопли могут что-нибудь замкнуть или помешать закрыться крышке, смотря где расположено место пайки.
Используйте паяльник мощностью около 25-40 Вт, не больше, иначе убъёте наушники. Не перегревайте место пайки, а то дорожка платы может отстать от основания.
Нагретым паяльником дотронуться до припоя, чтобы капля прилипла к жалу, и паять провода, пока канифоль не испарилась. Провода должны быть без изоляции в месте пайки.
В пос тыкнул, поводил по проводу, снова тыкнул, поводил по плате, после снова в припой, соединил места пайки и поводил паяльником, немного.
Отдать соседу, который умеет паять. Если самому, потренируйтесь на ненужном.
Разогрей кусочек олова паяльником и погрузи в него зачищенный конец своего провода, грей до тех пор пока зачищенная часть покроется равномерным слоем олова . Откуси кусачками излишек зачищенного ппровода . Дальше подставляешь провод к дорожке платы и нагреваешь это место паяльником и всё
1, Включить паяльник в сеть. 2.Приготовить мелкий напильник или среднюю шкурку. При нагреве жало паяльника окисляется, поэтому его нужно в процессе нагрева плавно зачищать напильником или шкуркой, начать с кончика.
Когда он полностью нагрет начинаем макать его в припой, там образуется прилипшая капля, опять же водим тихонько паялльником или шкуркой размазывая припой. И так нужно покрыть все жало (главное кончик) тонким слоем. Затем то же только намного нежнее делаем с проводом телефона ( это как раз называется ЗАЛУДИТЬ).
После этого прислоняем проводок к месту на плате и прогреваем, паяльникм (предварительно ткнутым в припой) до образования маленькой возвышенности. Все.
Источник: https://touch.otvet.mail.ru/question/73332083
Для чего нужна паяльная кислота при пайки
Каждый, кто пробовал паять какие-либо вещи, отлично понимает, насколько важно применять флюс. Без него практически невозможно достичь хоть какого-либо нормального результата, не говоря уже о том, что большинство припоев даже не начнут плавиться без использования дополнительных расходных материалов. Таким образом, пытаясь ответить на вопрос, для чего нужна паяльная кислота, стоит понимать, что она является таким же флюсом, как и остальные материалы. Главной особенностью такого состава является большая активность. Если при помощи обыкновенной канифоли не удается добиться поставленного результата, то кислота зачастую помогает решить проблему.
Паяльная кислота для пайки
Многие слышали о ее существовании, но на своем опыте, так и не узнали, зачем нужна паяльная кислота. Несмотря на свою распространенность, чаще всего она применяется в профессиональной сфере, так как именно там встречаются сложные случаи, требующие тщательной подготовки. Данный материал поставляется в жидком виде и хорошо подходит при пайке мелких предметов. Кислота для пайки производится согласно следующему ГОСТу – 23178-78.
Зачем нужна паяльная кислота?
Вне зависимости от своей разновидности, основным предназначением данного материала является создание максимально приемлемых для спаивания условий. Чтобы достичь идеального результата, поверхность материала должна быть чистой, но видимая человеческому глазу чистота это еще не показатель. Здесь требуется, чтобы на поверхности не было даже тонких жировых пленок, а главное, окислов, которые могут создать неразрушимую пленку, что помешает нормальному сцеплению материалов. Температура плавления некоторых окислов значительно выше температуры плавления основного металла и пайки в целом, так что качество соединения при этом будет минимальным. Ярким тому примером является пайка алюминия.
Таким образом, основным фактором, для чего нужна паяльная кислота, является ликвидация всех лишних налетов. Применение помогает остановить возникновения окисла, так как некоторые металлы могут снова обрасти пленкой в течение нескольких секунд после механической очистки. Здесь же происходит химическая обработка, что является более надежным и востребованным способом.
Еще одним эффектом, который дает паяльная кислота во время применения, является снижение натяжения расплавленного припоя. Это обеспечивает его более свободное распространение. При компоновке плат таким материалом не стоит пользоваться, так как есть риск повреждения мелких деталей. Особенно характерно данное условие при работе с концентрированной кислотой. Она относится к агрессивным средам, поэтому, когда предстоит выбор, каким припоем паять микросхемы, зачастую используют обыкновенную канифоль еловую.
Стоит также отметить, что кислота становится проводником, если будет пущен электрический ток. Это еще одна причина, по которой не стоит ее применять во время работы с микросхемами, так как она может вызвать замыкание, что приведет к серьезной поломке всего изделия. Особенно это заметно при недостаточно хорошем просушивании после пайки.
Преимущества
- Позволяет уничтожить практически любые окислы, которые образуются на металле;
- Сохраняет свое воздействие достаточно долго, что не позволяет повторно образовываться налетам и окислам;
- Может использоваться как в концентрированном виде, так и в растворенном, чтобы снизить агрессивность среды;
- Очень распространенным по тематическим магазинам и доступный флюс;
- Улучшает смачиваемость и растекаемость припоя по основному металлу.
Недостатки
- Среда является очень агрессивной, что подходит далеко не для всех вариантов пайки;
- Контакт с кислотой может быть опасен для здоровья человека, так что нужно следить, чтобы она не попала на слизистую оболочку;
- Работать с ее применением желательно в проветриваемых помещениях.
Виды паяльной кислоты
Разобравшись, для чего нужна паяльная кислота при пайке, стоит более подробно рассмотреть, какие бывают ее виды.
- Ортофосфорная – когда поверхность металла обрабатывается при помощи такого флюса, то на ней образуется защитная пленка. Она позволяет обеспечить защиту от образования окислов и прочих загрязнений.
Ортофосфорная паяльная кислота
- Соляная кислота – данный вид флюса является более сложным химическим составом. Она распространяется в небольших флаконах и имеет желтоватый оттенок. Жидкость обладает резким специфическим запахом, благодаря чему и требуется проветривание во время использования. Она более агрессивная, чем ортофосфорная и может разъедать кожный покров при попадании на него. Во время работы с ней нужно соблюдать особые меры предосторожности.
Паяльная кислота с соляной кислоты и цинка
Технология пайки
Теперь стоит рассмотреть основной процесс, для чего служит паяльная кислота, а именно как следует паять с ее помощью. Перед процессом поверхность металла очищается от грязи и ржавчины. Для этого понадобится напильник или наждак. Примерно по одной-две капли наносится на основной металл и припой.
«Важно!
Работу лучше вести в перчатках, чтобы случайные брызги не повредили кожу.»
Нанесение паяльной кислоты на металл
Ели кислота покрыла всю рабочую поверхность, то такого количества ее будет явно достаточно. Поверхность должна быть покрыта вся без пропусков, чтобы соединение было крепким по всей длине. Затем жалом раскаленного паяльника расплавляется припой и переносится на покрытую флюсом поверхность. Вначале все должно покрыться тонким слоем, чтобы обеспечить защитное лужение.
Данная процедура повторяется и с заготовкой, которую нужно припаять. После того, как две поверхности будут залужены, можно приступать к непосредственному их спаиванию. Для этого берется значительно большее количество припоя и соединяется на шве соприкосновения двух деталей. Как только металл припоя растекся и его толщина оказалось достаточно большой для надежного схватывания, следует прекратить какое-либо температурное воздействие и нужно дать остыть всей конструкции.
Лужение и пайка кузова автомобиля
Приветствую Вас на блоге kuzov.info!
В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930‑х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см. статью об истории изобретения и развития шпаклёвки).
Содержание:
Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
Флюсовая паста для лужения.Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Какие инструменты и материалы нужны для лужения и пайки кузова?
- Существуют специальные наборы, в которые входит сам припой, флюсовая паста, инструменты для выравнивания нанесённого припоя и инструкция. Также, все принадлежности можно купить по отдельности.
- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100. Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей.
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Процесс лужения и пайки кузова (нанесение припоя):
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Используйте нейлоновый зачистной круг, который не удаляет металл при чистке. Зачищайте поверхность минимум на 5 см с запасом по краям. Протрите поверхность обезжиривателем или ацетоном.
- Нанесите кистью флюсовую пасту для припоя на ремонтируемую область с запасом по краям.
- Далее поверхность с нанесённой пастой разогревается пропановой горелкой (или другим источником пламени или горячего воздуха) до момента, когда приобретёт серебристо-коричневый пенистый вид. Когда это произойдёт, возьмите чистую хлопковую тряпку и вытрите излишки флюса. Чистой хлопковой тряпкой нужно разровнять слой и стереть остатки флюса. Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
- Можно применить другой метод лужения металла кузова. Нужно нагреть панель (не докрасна). После разогрева поверхности используйте медную мочалку для посуды, чтобы нанести флюсовую пасту. Удерживая плоскогубцами или зажимом для сварки, её нужно намокнуть во флюсовую пасту и начать протирать нагретую поверхность, продолжая поддерживать нагрев панели пламенем. После лужения, остатки от флюса нужно тщательно смыть с поверхности раствором горячей воды с содой.
- Нужно предварительно подготовить деревянный блок для разравнивания нанесённого припоя. Если он не новый и уже использовался, то нужно убрать остатки состава, предотвращающим прилипание к припою, который был на него нанесён в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.
- Технология нанесения припоя может быть разной. Можно нагреть панель и припой и нанести его на поверхность горками в нескольких местах. Потом снова нагреть эти горки и разровнять деревянным блоком. Есть другой способ. Нужно разогреть поверхность кузова, поставить стержень припоя под углом 45 градусов к поверхности и разогреть его кончик до момента, когда он начнёт плавиться. Далее нужно наплавлять припой полосками, двигая припой вдоль поверхности.
- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.
- При обработке большой площади, можно удерживать в руке несколько стержней припоя. Как и в случае со шпаклёвкой, наносить припой нужно немного дальше повреждённой области и выше общего уровня всей панели, с запасом. Лучше потом срезать напильником излишек припоя, чем добавлять его после застывания. При работе на вертикальных поверхностях правильный нагрев припоя наиболее важен. Не страшно, если припой при разогреве и нанесении будет немного капать. Нужно просто немного увеличить расстояние пламени от поверхности.
- Следующим шагом, после остывания припоя, нужно очистить поверхность раствором соды в воде, чтобы нейтрализовать остатки флюса, а также стереть остатки масла от выравнивающей лопатки или блока. Этот этап особенно актуален, если остатки флюса стирались простой тряпкой (см. пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
- Далее используйте специальный кузовной напильник, чтобы выровнять припой по форме панели. Более подробно о применении напильника можете прочитать в статье “рихтовка своими руками”. После обработки напильником, поверхность становится достаточно гладкой. Припой срезается напильником гораздо быстрее, чем прилегающая поверхность, поэтому периодически проверяйте форму припоя, чтобы не срезать лишнего. При обработке напильником, двигайте его диагонально вдоль ремонтной поверхности, приподнимая переднюю часть напильника. Если обрабатываете припой со свинцом шлифовальной бумагой, то лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой. Напильником нужно двигать наискосок, чтобы зазубрины и края не врезались в припой и не оставляли царапин. Обработка шлифовальной машинкой не должна производиться, так как образуется и поднимается в воздух токсичная пыль, которая вредна для здоровья, а также может прилипнуть к припою и вызывать коррозию.
- При необходимости, можно нанести тонкий слой шпаклёвки, чтобы довести поверхность до идеала. Для повышения адгезии перед шпаклеванием или грунтованием акриловым грунтом, на поверхность с нанесённым и обработанным припоем можно нанести эпоксидный грунт (см. статью “эпоксидный грунт, применение”).
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
Печатать статью
Ещё интересные статьи:
В чем разница между паяльной маской и паяльной пастой?
В чем разница между паяльной маской и паяльной пастой?
Когда дело доходит до паяльной маски и паяльной пасты, многие инженеры-электронщики не понимают, в чем разница между паяльной маской и паяльной пастой, поэтому PCBGOGO предоставит вам объяснение. Вы лучше поймете паяльную маску и паяльную пасту.
Что такое паяльная маска?
Паяльная маска — это тонкий подобный лаку слой полимера, который обычно наносится на медные следы печатной платы для защиты от окисления и предотвращения образования паяных перемычек между контактными площадками. Паяный мост — это непреднамеренное электрическое соединение между двумя проводниками с небольшой каплей припоя, и платы могут предотвратить это с помощью паяльных масок. Паяльная маска не всегда используется для ручной пайки сборок, однако она важна для плат массового производства, которые паяются автоматически с использованием методов оплавления или паяльной ванны.В паяльной маске необходимо сделать отверстие там, где компоненты припаяны после наложения, что выполняется с помощью фотолитографии.
Что такое паяльная паста?
Паяльная паста, также называемая паяльной пастой, представляет собой смесь мельчайших сфер припоя, удерживаемых в специальной форме припоя, который является одним из важных материалов, используемых при производстве печатных плат для соединения компонентов поверхностного монтажа с контактными площадками на плате.А также сделать возможным пайку штифта через отверстие в компонентах пасты путем нанесения паяльной пасты в отверстия. Это металлический порошковый припой, взвешенный в густой текучей среде, которая называется флюсом. Паяльная паста — это форма припоя, которая используется в инфракрасных машинах оплавления в процессе сборки печатных плат.
Разница между паяльной маской и паяльной пастой
1. Нет чернил паяльной маски для отверстий на паяльной маске, однако паста есть на отверстиях паяльной пасты.
2. Паяльная маска является частью печатной платы, а паяльная паста — нет, так как паяльная паста предназначена только для трафарета SMT.
3. Паяльная маска используется для чернил паяльной маски, а паяльная паста используется для пасты.
4. При изготовлении печатной платы применяется паяльная маска, однако для сборки печатной платы SMT используется паяльная паста.
5. Для паяльной маски доступно очень много цветов, в то время как паяльная паста обычно серая.
Ваша паяльная маска на печатной плате и паяльная паста на сборке печатной платы в печатной плате GOGO
PCBGOGO является лидером отрасли более 10 лет и является одним из самых опытных производителей печатных плат и сборок печатных плат в Китае.узкоспециализированный не только на быстровращающихся прототипах печатных плат и сборке печатных плат, но и на производстве печатных плат средних и малых объемов. И мы сделаем все возможное, чтобы изготовить вашу печатную плату с паяльной маской, а также собрать печатную плату под ключ с высочайшим качеством, чтобы удовлетворить ваши требования и придерживаться самых строгих стандартов при изготовлении и сборке печатных плат.
Если у вас есть какие-либо вопросы или вам нужна дополнительная информация о паяльной маске или паяльной пасте, свяжитесь с нами по адресу service @ pcbgogo.com, мы будем рады Вам помочь.
Учебное пособие по пайке
В этой статье рассматриваются некоторые из основных базовых методов успешной пайки, будь то гитарная коробка для сигар или другая электроника. Этот короткий учебник, наполненный фотографиями и полезными советами, основанными на многолетнем опыте, поможет вам успешно паять в кратчайшие сроки.
Обсуждаемые темы включают в себя: важность лужения железа и проводов, внешний вид хороших паяных соединений, пайка с потенциометром тона / громкости, пайка с пьезоэлементом и эстетика проводов.Если вы не уверены в своих навыках пайки, это руководство — отличное место для начала.
|
НАКОНЕЧНИКИ ДЛЯ ПАЙКИ |
| Для начала несколько советов и мифов. |
|
Лужение утюга — Расплавьте немного припоя на кончике паяльника. Это способствует передаче тепла от кончика утюга к паяемому соединению.Более быстрая передача тепла означает меньше времени на нагрев (это хорошо). Делайте это после подключения утюга к сети и иногда во время пайки после очистки жала. Лужение провода — Расплавьте небольшое количество припоя на зачищенный и скрученный конец провода. Это облегчит вставку проволоки в отверстия кастрюль, розеток и т. Д. Это также способствует передаче тепла в процессе пайки. Свинцовый припой и пары свинца — Свинец кипит при температуре около 3000 ° F, большая часть пайки происходит значительно ниже 750 ° F.Вы не вдыхаете пары свинца. Вы получите дым и испарения от флюса. Эти пары по-прежнему опасны, поэтому пайку следует всегда проводить в проветриваемом помещении. Всегда мойте руки после использования свинцового припоя, он может быть не в легких, но будет на пальцах. Бессвинцовый припой — Бессвинцовый припой не течет так же хорошо, как свинцовый припой, попробуйте достать свинцовый припой, если можете. Важное замечание: пары флюса от бессвинцового припоя могут быть хуже, чем пары от свинцового припоя. Очистка жала — Жало паяльника следует чистить после первоначального лужения и перед пайкой каждого стыка. Многие утюги поставляются с небольшой губкой, которую вы увлажняете. Вытирая утюг влажной губкой, вы очистите его, но также охладите его, чего вам на самом деле не нужно. Можно легко и дешево сделать лучший очиститель для наконечников: сходите в продуктовый или долларовый магазин и возьмите пачку медных скрубберов. Приклейте один к внутренней части большой крышки-баночки. Чтобы очистить наконечник, просто вставьте его в скребок, пошевелите — и готово. Механические и электрические — Ваши паяные соединения должны быть как физически прочными, так и электропроводящими. Сильный сустав не годится, если он вызывает короткое замыкание, а слабый сустав рано или поздно выйдет из строя. Добиться стабильно хороших результатов при пайке можно с помощью хороших методов, особенно когда речь идет о хорошей подготовке проводов перед пайкой. |
| ПРАКТИКА ДЕЛАЕТ ИДЕАЛЬНОЕ |
|
Как и в большинстве случаев в жизни, ключ к постоянному успеху — это практика.Особенно это касается пайки. Чем больше вы это делаете, тем легче это будет казаться, особенно если вы с самого начала практикуете хорошие методы. Итак, давайте начнем с того, как вы можете попрактиковаться в пайке, и научимся делать это правильно. Этот метод был впервые описан (насколько нам известно) Стивеном на сайте buildyourownclone.com, и это отличный метод, поэтому мы представляем его здесь. Для начала найдите кусок мягкой древесины, например сосну, и забейте восемь гвоздей, как показано на фотографии в качестве примера.Затем возьмите кусок провода, с которого вы сняли всю изоляцию, и оберните его вокруг гвоздей, как показано на фото, чтобы сформировать своего рода сетку. |
|
Как всегда, начните с того, что убедитесь, что жало вашего паяльника правильно лужено. Затем поместите наконечник в место пересечения проводов, чтобы нагреть часть проводов, которую вы будете паять. |
|
Один из ключей к хорошей пайке — не подвергать элементы слишком сильному нагреву от паяльника.Вам нужно достаточно тепла, чтобы припой правильно стекал в намеченную область, но не настолько, чтобы что-нибудь расплавилось или «приготовилось». Весь процесс нагрева и пайки проводов в этом упражнении должен занять около секунды. |
5 шагов для начала серебряной пайки
Пайка стерлингового серебра — одно из основных навыков, которым должен обладать каждый ювелир. Однако запуск дома может быть немного пугающим, поэтому мы собрали это пошаговое руководство со списком инструментов и принадлежностей для пайки ювелирных изделий, чтобы начать работу.
Научитесь паять серебро сегодня! В наши дни многие начинающие мастера по металлу впервые зажигают факелы, чтобы освоить более совершенные методы изготовления ювелирных изделий. Пайка стерлингового серебра — одно из основных навыков, которым должен обладать каждый ювелир. Однако запуск дома может быть немного пугающим, поэтому мы собрали это пошаговое руководство и список инструментов и принадлежностей для пайки ювелирных изделий, которые помогут вам начать работу.
Шаг 1. Подготовьте рабочее место
Припаивание украшения из 14-каратного золота кметаллической заготовке из стерлингового серебра
Безопасность прежде всего! Пайка предполагает использование открытого пламени и расплавленного металла, поэтому вам нужно подготовить безопасное рабочее место.Убедитесь, что вы используете прочный стол. Накройте поверхность куском алюминия, большой плитки или толстым деревянным бруском, чтобы случайно не обжечь стол. Закрепите алюминий или дерево, чтобы он не сдвинулся во время работы. Очистите область площадью около 3 квадратных футов от предметов, о которых вы можете столкнуться или повредить фонариком.
Личная безопасность тоже важна! Защитите себя защитными очками, чтобы не повредить глаза или очки по рецепту. Джинсовый или брезентовый фартук поверх одежды также подойдет, если вы уроните кусок горячего металла.Избегайте свободной, объемной одежды, когда учитесь паять и носите обувь с закрытым носком, на всякий случай.
И последнее. При пайке важна вентиляция. Перед началом пайки убедитесь, что вы находитесь в хорошо проветриваемом помещении. На всех наших страницах с описанием припоев в Интернете вы можете найти загружаемые паспорта безопасности. Эти паспорта безопасности содержат всю информацию о списках материалов и предупреждениях, которые в них могут быть. Рекомендуем скачать эти листы и держать их под рукой в ювелирной мастерской.
Шаг 2: Соберите припасы
Вот удобный список ювелирных изделий. Не стесняйтесь распечатать это!
Ниже приведен глоссарий инструментов и расходных материалов для пайки ювелирных изделий, включенных в список покупок выше.
- Поверхность для пайки — это небольшая рабочая зона, которая будет принимать прямое тепло от пламени вашей горелки. У каждого свои предпочтения, но общие варианты включают сетчатый экран и штатив, магнезиальный блок, угольный блок, керамическую или паяльную плату с сотовой структурой.Когда вы начнете, вам понадобится только один из них, но в будущем вы соберете больше этих материалов для пайки по мере изучения новых методов.
- Паяльник — Вам понадобится один из них, чтобы поправить припой или украшение, пока оно горячее. Всегда держите паяльник в доминирующей руке во время пайки, чтобы случайно не коснуться пальцами горячего металла в случае, если что-то сдвинется.
- Пинцет — С помощью пинцета вы можете взять горячий предмет и отложить его в сторону для охлаждения на воздухе, плюс вы также можете использовать его для размещения припоя.
- Горелки и бутан — Ручные горелки Micro-flame или Max Flame — отличные пусковые горелки для пайки серебра. Вам также понадобится канистра с бутаном из хозяйственного магазина. Потренируйтесь зажигать фонарик, это может быть непросто. Ваша высота будет влиять на положение газового клапана при зажигании. Всегда направляйте резак от себя и держите его не доминирующей рукой во время пайки.
- Flux — Флюс — это восстановитель кислорода, который облегчает пайку и снижает образование накипи.Вам нужно будет выбрать между жидким или пастообразным флюсом. Пасту можно наносить небольшой кистью, но она имеет тенденцию высыхать, поэтому вам нужно периодически добавлять воду, чтобы смягчить ее. Флюс для распыления жидкости покроет всю вашу деталь флюсом, однако сопло имеет тенденцию к засорению, поэтому вам придется время от времени прочищать наконечник.
- Припой — Серебряный припой выпускается в форме чипов, листов, проволоки или шприцевой пасты. У каждого свои предпочтения, и разные формы могут лучше подходить для конкретных задач пайки.Лично мне провод нравится простотой использования. Состояние припоя относится к температуре плавления припоя. Бывает мягкий, средний или твердый припой. Для простых стартовых проектов вам просто понадобится мягкий припой. По мере развития ваших навыков у вас будут под рукой все три дрессировочных припоя, чтобы вы могли выполнять более сложную пайку с несколькими паяными соединениями.
- Щипцы для меди — Не засовывайте пинцет в рассол! Сталь испортит ваш рассольный раствор, поэтому возьмите за привычку использовать медные щипцы всякий раз, когда вы кладете какие-либо предметы в горшок для рассола или вынимаете их.
- Crockpot — Маленькая мультиварка с небольшим количеством водопроводной воды и ложкой маринада нагреется за пять минут и будет готова к работе. Вы можете хранить рассол в течение нескольких недель или дольше, прежде чем вам понадобится заменить его для повышения эффективности.
- Предупреждение: после того, как в мультиварке будет рассол, вы больше не сможете использовать ее для пищевых продуктов.
- Рассол — Рассол, растворенный в теплой воде, используется для удаления накипи с серебра после его пайки.Чешуя — это поверхностный эффект на металле, который окрашивает серебро в красный, оранжевый или черный цвет. Вы можете использовать Sparex или другой бренд в качестве раствора для травления.
- Охлаждающая чашка — Маленькая керамическая чашка или миска с водопроводной водой.
- Чистая тряпка — Используйте чистую тряпку, чтобы высушить изделие, предварительно замочив его в теплой воде.
Дополнительные принадлежности:
- Наждачная бумага — Всегда слегка шлифуйте металл перед пайкой.Загрязнения могут препятствовать правильному плавлению и / или склеиванию металлов. Выполняйте шлифовку на отдельном участке подальше от паяльной станции, чтобы эта область оставалась чистой.
- Охлаждающая поверхность — Это может быть место в стороне от жаропрочной рабочей зоны, или вы можете использовать стальной настольный блок или чашку из пемзы для охлаждения.
- Материалы из стерлингового серебра — Различные учебные пособия будут предлагать различные начальные проекты или сверла для изучения навыков пайки.Как минимум, вы должны начать с чистой проволоки и прыжковых колец под рукой, чтобы у вас были материалы для практики.
Обзор того, как приступить к пайке, смотрите в нашем видео.
Шаг 3. Посмотрите руководства
Простая пайка, Джо СильвераПайка сложна, и вы будете разочарованы, если не пойдете на занятия или не получите хорошие учебные справочные материалы. Есть много книг и видео, которые предлагают инструкции по пайке серебра.Посетите наш канал Youtube в Halstead, чтобы увидеть несколько видеороликов о пайке. Мой любимый DVD для покупки — Soldering Made Simple Джо Сильвера.
Шаг 4: Практика!
Соберите волосы назад, убедитесь, что детей нет рядом, и выпустите кошку из комнаты. Вы не хотите отвлекаться, если вы новичок в пайке. Ваш первый опыт работы с фонариком может быть пугающим, но вы очень быстро освоитесь, если у вас будет тихое рабочее место, свободное от помех.
Прежде чем вы достанете металл, вам следует потренироваться выключать и включать фонарик несколько раз. Как и все новое, пайка требует большой практики и терпения. Потренируйтесь перемещать пламя горелки на паяльной поверхности не доминирующей рукой, одновременно перемещая кончик кирки или пинцета рядом с пламенем доминирующей руки. Эти простые тренировочные пробежки не только укрепят вашу уверенность в себе, но и дадут вам время привыкнуть к факелу.
Шаг 5: Приступаем к пайке
Теперь, когда у вас есть все необходимые паяльные инструменты и расходные материалы, пора приступить к пайке серебром.Я храню в своей студии следующий контрольный список с напоминаниями, чтобы не сбиться с пути, когда берусь за проект пайки. Этот контрольный список убедит вас, что вы сделали все, что вам нужно, и в правильном порядке.
Примечание. У вас проблемы с тем, что припой не течет? Прочтите статью «5 основных причин, по которой серебряный припой не течет», чтобы устранить проблему.
Удачи при пайке украшений!
Пайка открывает совершенно новый мир дизайнерских возможностей при изготовлении ювелирных изделий.Экспериментируйте и наслаждайтесь новыми горизонтами, с которыми вы сталкиваетесь по мере развития своих навыков.
Теперь, когда вы знаете, как паять серебро, получите советы по пайке меди и латуни, прочитав статью Эрики: Пайка меди и латуни в ювелирной студии
Подробнее о жалах для пайки читайте дальше:
3 горелки для пайки ювелирных изделий
Припои, горелки и топливо, используемые в ювелирной студии
Instructables Статья и видео: Паяльные изделия в домашних условиях: начало пайки
Идеи дизайна для пайки ювелирных изделий:
6 шагов к пайке штырей для серег
5 творческих применений соединительных колец в ювелирном деле
Полукруглый провод для пайки и узор для колец
Halstead — один из ведущих дистрибьюторов качественных ювелирных изделий в Северной Америке.В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек и металлов для художников-ювелиров.
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Вопросы и ответы
Q: Здравствуйте, я новичок в пайке, и я очень смущен тем, какие материалы можно и нельзя паять, и какие материалы можно использовать при пайке.Я разрабатываю украшения из плавленого стекла и обычно обматываю их проволокой, но я не хочу вставлять их в рамку для колец и т. Д. ПОМОГИТЕ — Lori
A: Вы можете паять большинство металлов, но конкретные методы немного различаются от металла к металлу из-за разной температуры плавления материалов. Золото можно паять, но это сложнее и не рекомендуется для начинающих. Если вы не можете посетить занятия или семинар по пайке, вы можете найти множество книг и обучающих DVD-дисков для покупки или видео на YouTube бесплатно в Интернете.Паять сложно без каких-либо инструкций, поэтому стоит потратиться на однодневный курс, если вы собираетесь изготавливать индивидуальные лицевые панели.
Q: Привет! Недавно я начал делать украшения из стерлингового серебра, но безуспешно, потому что после пайки мои серебряные украшения становятся очень хрупкими и ломаются. Подскажите, пожалуйста, что я делаю не так? Я пробовала припаять швензы из стерлингового серебра к серегам из стерлингового серебра. Сначала я окунаю кусочки стерлингового серебра в смесь борной кислоты и денатурированного спирта (для предотвращения ожогов), затем нагреваю, пока он не начинает пузыриться, затем добавляю немного серебряной пасты (содержит флюс), соединяю кусочки вместе и снова нагреваю.А потом окунаю в теплый рассол. После того, как я почищу и подпилию детали, они легко сломаются. Я не знаю, что я делаю неправильно … Я был бы очень признателен, если бы вы направили меня в правильном направлении. Спасибо! — Елена
A: Извините, у вас возникли такие трудности с пайкой, и, надеюсь, эти советы могут вам помочь. Во-первых, вы должны нанести припой и флюс, прежде чем нагревать деталь. Кроме того, опиливание может быть слишком грубым, и в следующий раз вы можете попробовать припой для проволоки вместо пасты.Наконец, вы должны посмотреть несколько видеороликов на YouTube, чтобы помочь себе в обучении, есть много квалифицированных видео с практическими рекомендациями. Надеюсь, эти советы помогут!
Q: Я паяю нормально, но когда я кладу кусок в рассол, соединение становится черным, и я легко могу его сломать. Что я делаю неправильно. Спасибо — Em
A: Старайтесь обильно использовать флюс в точке пайки, чтобы предотвратить окисление
Q: Требуется ли другая температура пламени при использовании резака на полутвердом серебре? — Кристина
A: Не то чтобы я когда-либо слышал, но из любопытства, для чего вы используете пламя? Пайка? Отжиг?
Q: Здравствуйте! У меня вроде есть серебряная пайка, но я начинаю использовать проволоку с золотой заливкой и хотел бы получить рекомендации о том, какой припой и флюс использовать.
