Как правильно читать маркировку сварочных электродов. Что означают буквы и цифры в обозначении. Какие бывают типы и марки электродов. Как выбрать электроды по диаметру и назначению. Характеристики тока и покрытия.
Что такое маркировка электродов и зачем она нужна
Маркировка электродов — это система условных обозначений, нанесенных на упаковку и покрытие электродов, которая содержит важную информацию об их свойствах и характеристиках. Правильное понимание маркировки позволяет сварщику выбрать оптимальные электроды для конкретной задачи. Какие сведения можно узнать из маркировки?
- Тип электрода и его прочностные характеристики
- Марку и назначение электрода
- Диаметр электродного стержня
- Тип покрытия
- Допустимые пространственные положения при сварке
- Род и полярность сварочного тока
Рассмотрим подробно, как расшифровывается маркировка электродов и на что обращать внимание при их выборе.
Типы электродов: что означают буквы и цифры в начале маркировки
Первая часть маркировки указывает на тип электрода. Она начинается с буквы «Э» (электрод) и содержит цифры, обозначающие прочность металла шва. Например:

- Э42 — прочность шва 420 МПа (42 кг/мм²)
- Э46 — 460 МПа
- Э50 — 500 МПа
Чем выше цифра, тем прочнее получаемое сварное соединение. Буква «А» после цифр (например, Э42А) указывает на повышенную пластичность и ударную вязкость металла шва.
Марки электродов: расшифровка популярных обозначений
После типа электрода в маркировке указывается его марка. Она определяет назначение и состав покрытия. Наиболее распространенные марки:
- УОНИ-13/45, УОНИ-13/55 — универсальные электроды для ответственных конструкций
- МР-3 — для сварки углеродистых сталей
- АНО-4, АНО-21 — для сварки на переменном токе
- ОЗС-12 — для сварки во всех пространственных положениях
- ОЗЛ-8 — для сварки высоколегированных сталей
Знание марок помогает быстро подобрать подходящие электроды под конкретную задачу.
Диаметр электрода: как правильно выбрать
В маркировке обязательно указывается диаметр электродного стержня в миллиметрах. Как правильно выбрать диаметр электрода?
- Для тонкого металла (до 3 мм) — 1,6-2 мм
- Для металла 3-5 мм — 2,5-3 мм
- Для металла 5-10 мм — 3-4 мм
- Для металла толще 10 мм — 4-6 мм
Слишком тонкий электрод будет быстро плавиться, а слишком толстый не обеспечит нужного проплавления. Оптимальный диаметр позволяет получить качественный шов.
Назначение электродов: какие металлы можно сваривать
В маркировке может присутствовать буква, указывающая на назначение электрода:
- У — для углеродистых и низколегированных сталей
- Л — для легированных конструкционных сталей
- В — для высоколегированных сталей
- Т — для теплоустойчивых сталей
- Н — для наплавки
Это позволяет быстро определить, подходит ли электрод для сварки конкретного металла.
Коэффициент толщины покрытия: что он означает
Буква в маркировке может указывать на толщину обмазки электрода:
- М — тонкое покрытие
- С — среднее покрытие
- Д — толстое покрытие
- Г — особо толстое покрытие
Чем толще покрытие, тем лучше защита сварочной ванны от воздействия атмосферы. Но при этом усложняется процесс сварки.
Группа индексов: дополнительные характеристики электродов
В некоторых маркировках присутствует группа цифровых индексов, указывающих на:
- Коррозионную стойкость шва (0-5)
- Жаропрочность соединения (1-9)
- Максимальную рабочую температуру (1-9)
- Содержание ферритной фазы в шве (0-8)
Эти индексы важны при сварке специальных сталей и сплавов, работающих в агрессивных средах или при высоких температурах.

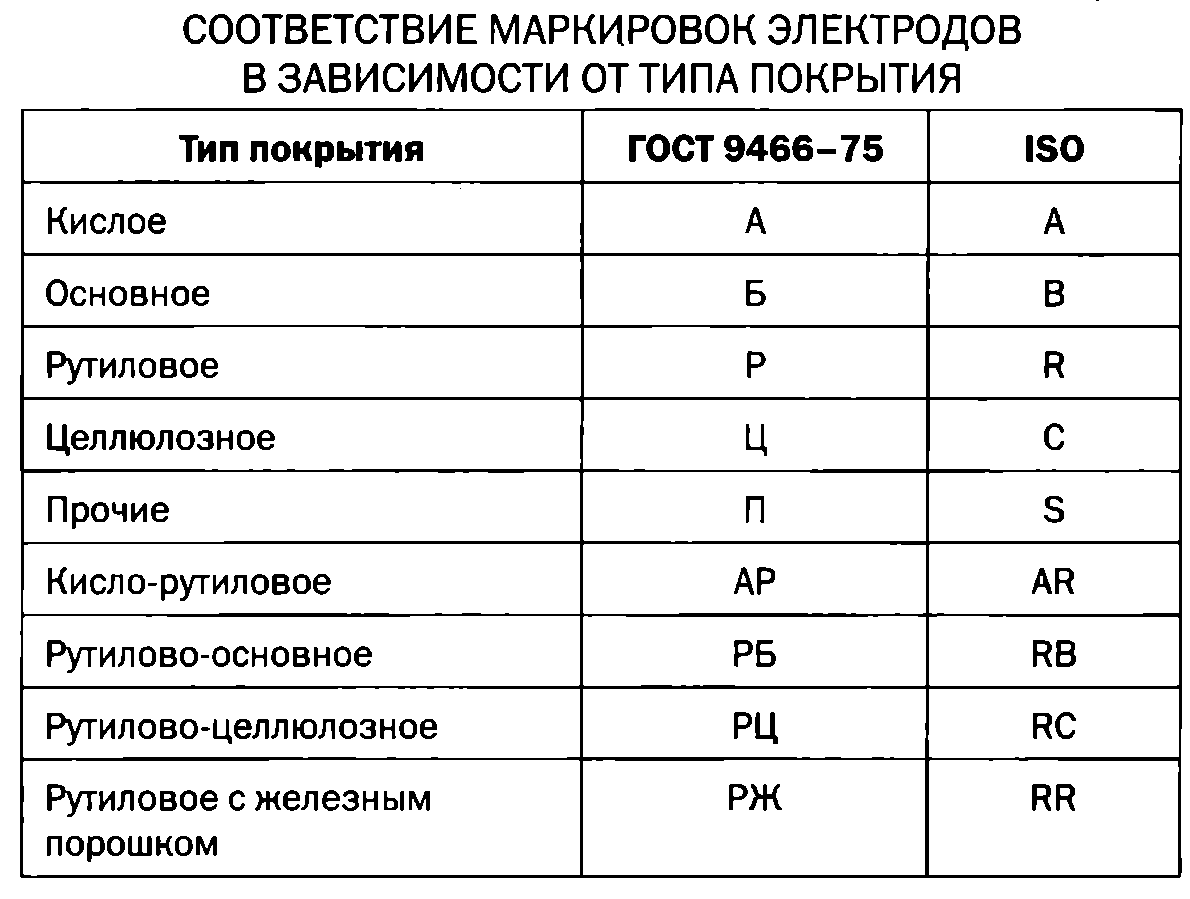
Тип покрытия электрода: влияние на свойства шва
Буква в маркировке указывает на тип покрытия электрода:
- А — кислое покрытие
- Б — основное покрытие
- Р — рутиловое покрытие
- Ц — целлюлозное покрытие
Тип покрытия влияет на стабильность горения дуги, формирование шва и его механические свойства. Например, электроды с основным покрытием обеспечивают высокую прочность и пластичность шва.
Пространственные положения сварки: возможности электрода
Цифра в маркировке указывает, в каких положениях можно выполнять сварку данным электродом:
- 1 — для всех положений
- 2 — для всех положений, кроме вертикального сверху вниз
- 3 — для нижнего и горизонтального на вертикальной плоскости
- 4 — для нижнего положения
Выбор электрода с подходящими возможностями обеспечивает качественное выполнение сварки в нужном положении.
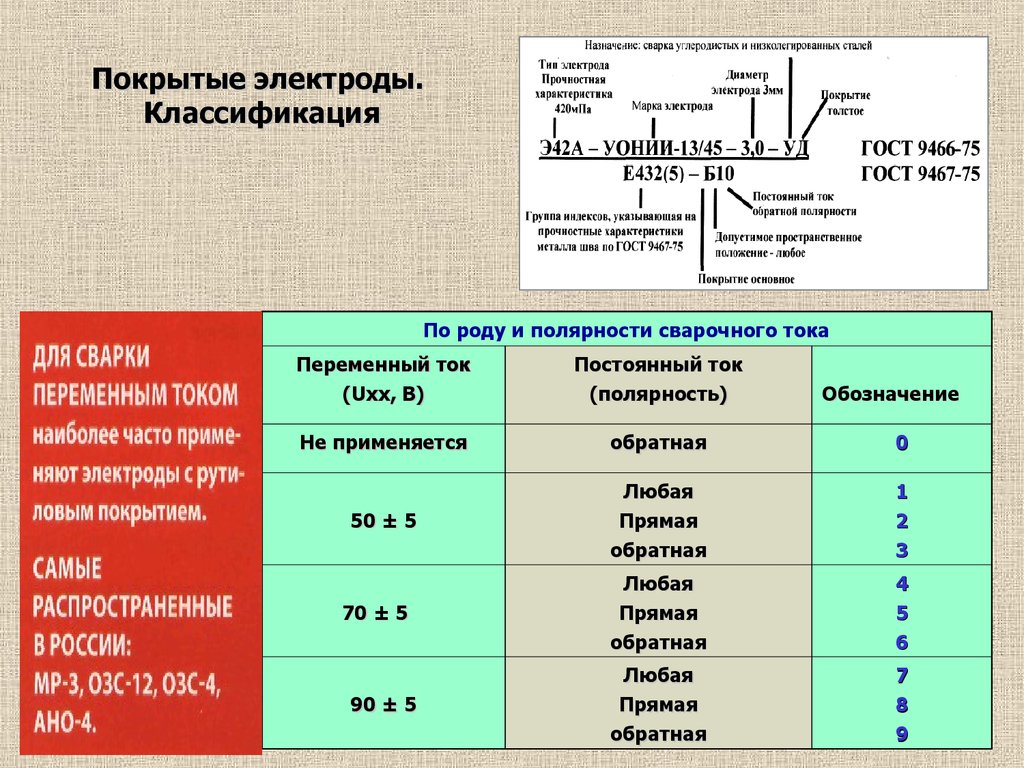
Характеристики сварочного тока: как выбрать оптимальный режим
Последняя цифра в маркировке может указывать на род тока и полярность:
- 0 — постоянный ток обратной полярности
- 1 — переменный или постоянный любой полярности
- 2 — переменный ток
Также может указываться напряжение холостого хода источника питания. Соблюдение рекомендованных параметров тока обеспечивает стабильное горение дуги и качественное формирование шва.
Как выбрать вольфрамовые электроды | Тиберис
0
На сумму: 0 р.
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности. Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода.
 Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
Спасибо за подписку!
всё, что вам нужно знать
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы.Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.

- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Марки электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.

- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки.
 Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
- универсальные для всех положений (как в нашем примере).

- для всех положений, кроме вертикального сверху-вниз.
- оптимально варят по горизонтали на вертикальной поверхности. Не предназначены для потолочной сварки.
- для нижних угловых, тавровых и обычных соединений.
Характеристики сварочного тока
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Этот параметр не всегда указывается отдельно, поскольку определяется по типу обмазки. Но некоторые производители его выводят в отдельный индекс маркировки. Цифра 0 означает, что электроды подходят для сварки постоянным током обратной полярности. Дополнительно есть еще 9 вариантов с указанием напряжения от 50 до 90 В и типом полярности:
- 50 V, полярность любая.
- 50 V, прямая.
- 50 V, обратная.
- 70 V, любая.
- 70 V, прямая.
- 70 V, обратная.
- 90 V, любая.

- 90 V, прямая.
- 90 V, обратная.
Отклонения в напряжении допускаются в пределах -/+ 10 V.
Ответы на вопросы: маркировка электродов
Какими электродами лучше варить чернуху?
СкрытьПодробнее
Малоуглеродистую и углеродистую сталь хорошо варят электроды типа Э42, Э46. Если это ответственная конструкция (рама грузового автомобиля, крановая установка и пр.), используйте электроды Э46А, Э50А.
Какими электродами лучше варить нержавейку?
СкрытьПодробнее
Для работы с нержавейкой выбирайте электроды, в маркировке которых есть следующие индексы — Э-12Х13, Э-06Х13Н, Э-10Х17Т. Это типы для работы с высоколегированной сталью.
Электроды сильно брызгаются и трещат при сварке, что делать?
СкрытьПодробнее
Повышенное разбрызгивание и треск указывают на то, что обмазка отсырела. Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Какое покрытие электродов лучше?
СкрытьПодробнее
Здесь нет однозначного ответа и все зависит от производственных задач. С целлюлозным будет легко варить потолок постоянным током, а рутиловое снижает разбрызгивание металла, подходит для переменного тока.
Посоветуйте, какие марки электродов для сварки переменным током лучше?
СкрытьПодробнее
Существует много вариантов для сварки аппаратами, вырабатывающими переменный сварочный ток. Используйте, например, МР-3, АНО-4, ОЗС-12, АНО-21.
Что значит электроды для подводной сварки?
СкрытьПодробнее
Это электроды определенных марок, обеспечивающие горение электрической дуги под водой. При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
Такие электроды пригодятся при сварке труб и резервуаров, если нельзя полностью удалить жидкость, но требуется заварить трещину, свищ, приварить латку. При этом под воду можно погружать только кончик электрода, а не держатель.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрЭлектроды ESAB ОЗЛ-8 ⌀ 2,5 мм, пачка 2,5 кг
2 250 руб / кг
Купить
Быстрый просмотрЭлектроды МР-3С ⌀ 3,0 мм, пачка 5,0 кг (СпецЭлектрод)
274 руб / кг
Купить
Быстрый просмотрЭлектроды BOHLER УОНИ 13/55 ⌀ 4,0 мм, пачка 5 кг
219 руб / кг
Купить
Быстрый просмотрЭлектроды ESAB АНО-4С ⌀ 3,0 мм, пачка 5 кг (СВЭЛ)
446 руб / кг
Купить
Быстрый просмотрЭлектроды ESAB ОЗС-12 ⌀ 3,0 мм, пачка 5,0 кг (СВЭЛ)
423 руб / кг
Купить
Быстрый просмотрЭлектроды ТМУ-21У ⌀ 4,0 мм
265 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 5 кг
- пачка 5 кг
ПРОИЗВОДИТЕЛЬ:
БАРС
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- Симэл
- Ярославль
- ВЭЗ (Волгодонск)
Электроды Т-590 ⌀ 4,0 мм
302 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 4 кг
- пачка 4 кг
- пачка 5 кг
- пачка 5,5 кг
ПРОИЗВОДИТЕЛЬ:
ЯЭМП
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- ЯЭМП
- Звезда (НТЦ Сварка)
- Тольятти
- Ярославль
- Высокие Технологие (Ярославль)
хит продаж
Быстрый просмотрЭлектроды ESAB OK 46. 00 ⌀ 3,0 мм, пачка 5,3 кг
00 ⌀ 3,0 мм, пачка 5,3 кг
433 руб / кг
Купить
Электрод — Энергетическое образование
Энергетическое образованиеМеню навигации
ИСТОЧНИКИ ЭНЕРГИИ
ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ
ЭНЕРГЕТИЧЕСКОЕ ВОЗДЕЙСТВИЕ
ИНДЕКС
Поиск
Рис. 1. Упрощенная схема гальванического элемента с цинковым и медным электродами для замыкания цепи через неметаллическую среду.
Электрод — это проводник, который используется для контакта с неметаллической частью цепи. [1] Электроды обычно используются в электрохимических элементах (см. рис. 1), полупроводниках, таких как диоды, и в медицинских устройствах. Электрод – это место, где происходит перенос электрона.
рис. 1), полупроводниках, таких как диоды, и в медицинских устройствах. Электрод – это место, где происходит перенос электрона.
Электрод классифицируется как катод или анод в зависимости от типа протекающей химической реакции. Если на электроде происходит реакция окисления (окисление представляет собой потерю электронов), то электрод классифицируется как анод. Если на электроде происходит реакция восстановления (восстановление — это присоединение электронов), то электрод классифицируется как катод. [2] Обычный ток в чем-то вроде разряжающейся батареи поступает в устройство через его анод и выходит из устройства через катод. [3]
Различают активных электродов и инертных электродов. Например, магниевый электрод обычно является активным электродом, поскольку он участвует в окислительно-восстановительной (сокращенно «окислительно-восстановительной») реакции. Платиновый электрод обычно является инертным электродом, поскольку он не участвует в окислительно-восстановительной реакции. Инертный электрод химически неактивен и присутствует только для того, чтобы ток мог протекать через электрохимическую ячейку. [2]
Инертный электрод химически неактивен и присутствует только для того, чтобы ток мог протекать через электрохимическую ячейку. [2]
Анод и катод
Рис. 2. Упрощенная схема, показывающая анод и катод топливного элемента. Обратите внимание, что стрелки на диаграмме показывают поток электронов. Обычный ток будет в противоположном направлении.
Есть много способов понять, какой электрод является анодом, а какой катодом в электрохимической системе. Иногда аноды и катоды описываются как отрицательные и положительные электроды. Однако это может сбивать с толку, поскольку аноды и катоды могут оба могут быть отрицательными или положительными в зависимости от того, производит ли электрохимическая ячейка электричество или потребляет электричество. Таким образом, самый полезный способ думать об этом — это отношение к потоку электронов. Как было сказано ранее, анод относится к электроду, на котором происходит окисление или где электроны вытекают . Катод относится к электроду, на котором происходит восстановление или где электроны текут в . [4]
Катод относится к электроду, на котором происходит восстановление или где электроны текут в . [4]
Аноды и катоды находятся в электрических компонентах с потенциалом ячейки, включая батареи, топливные элементы, фотогальванические элементы, электролитические элементы и диоды.
Для дополнительной информации
Для получения дополнительной информации см. соответствующие страницы ниже:
- Диод
- Постоянный ток
- Адаптер переменного тока в постоянный
- Фотогальванический элемент
- Электрический ток
- Или исследуйте случайную страницу!
Ссылки
- ↑ Электрод [Онлайн]. Доступно: http://www.merriam-webster.com/dictionary/electrode
- ↑ 2.0 2.1 Химия, Университет Райса, 2015. [Онлайн]. Доступно: https://web.ung.edu/media/Chemistry2/Chemistry-LR.pdf
- ↑ Как определить анод и катод [онлайн].
 Доступно: http://www.av8n.com/physics/anode-cathode.htm
Доступно: http://www.av8n.com/physics/anode-cathode.htm
- ↑ О’Хейр, Р., Ча, С., Колелла, В., и Принц, Ф. Б. (2016). Основы топливных элементов.
Стандартные электроды — Химия LibreTexts
-
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 269
Электрод по определению представляет собой точку, в которой ток входит и выходит из электролита. Когда ток покидает электроды, он известен как катод, а когда ток входит, он известен как анод. Электроды являются жизненно важными компонентами электрохимических элементов. Они переносят произведенные электроны из одной полуэлемента в другую, что создает электрический заряд. Этот заряд основан на стандартной электродной системе (SHE) с эталонным потенциалом 0 вольт и служит средой для любого расчета потенциала клетки.
Этот заряд основан на стандартной электродной системе (SHE) с эталонным потенциалом 0 вольт и служит средой для любого расчета потенциала клетки.
Какова механика электрода?
Какие процессы происходят?
Электрод представляет собой металл, поверхность которого служит местом, где устанавливается окислительно-восстановительное равновесие между металлом и тем, что находится в растворе. Электрод может быть анодом или катодом. Анод получает ток или электроны из смеси электролитов, таким образом окисляясь. Когда атомы или молекулы подходят достаточно близко к поверхности электрода, раствор, в который помещен электрод, отдает электроны. Это заставляет атомы/молекулы становиться положительными ионами.
С катодом происходит обратное. Здесь электроны высвобождаются из электрода, а раствор вокруг него восстанавливается.
Из чего сделан электрод?
Электрод должен быть хорошим проводником электричества, поэтому обычно это металл. То, из чего сделан этот металл, зависит от того, участвует ли он в реакции. Для некоторых реакций требуется инертный электрод, который не участвует. Примером этого может быть платина в реакции SHE (описанной ниже). В то время как в других реакциях используются твердые формы реагентов, что делает их электродами. Примером этого типа ячейки может быть:
Для некоторых реакций требуется инертный электрод, который не участвует. Примером этого может быть платина в реакции SHE (описанной ниже). В то время как в других реакциях используются твердые формы реагентов, что делает их электродами. Примером этого типа ячейки может быть:
(левая сторона — анод) Cu(s)|Cu(NO 3 ) 2 (водн.) (0,1M)||AgNO 3 (водн.) (0,01M)|Ag(s) ( правая сторона — катод)
(В приведенной выше схеме ячейки: внешние компоненты — это электроды для реакции, а внутренние части — это растворы, в которые они погружены)
Здесь вы можете видеть, что твердая форма реагента, используется медь. Медь, как и серебро, участвует в качестве реагентов и электродов.
Примеры электродов
Некоторые обычно используемые инертные электроды: графит (углерод), платина, золото и родий.
Некоторые обычно используемые реактивные (или вовлеченные) электроды: медь, цинк, свинец и серебро.
Стандартный водородный электрод
Стандартный водородный электрод (SHE) — это электрод, который ученые используют для сравнения во всех реакциях с потенциалом полуэлемента. Значение стандартного электродного потенциала равно нулю, что составляет основу, необходимую для расчета клеточных потенциалов с использованием разных электродов или разных концентраций. Важно иметь этот общий эталонный электрод так же, как для Международного бюро мер и весов важно иметь запечатанный кусок металла, который используется для ссылки на килограмм СИ.
Значение стандартного электродного потенциала равно нулю, что составляет основу, необходимую для расчета клеточных потенциалов с использованием разных электродов или разных концентраций. Важно иметь этот общий эталонный электрод так же, как для Международного бюро мер и весов важно иметь запечатанный кусок металла, который используется для ссылки на килограмм СИ.
Из чего сделана ОНА?
SHE состоит из 1,0 М раствора H + (водный), содержащего квадратный кусок платинированной платины (соединенный с платиновой проволокой, по которой может происходить обмен электронами) внутри трубки. Во время реакции газообразный водород затем пропускают через трубку в раствор, вызывая реакцию:
2H + (водн.) + 2e — <==> H 2 (г).
Платина используется, потому что она инертен и мало реагирует с водородом.
Что происходит в этом процессе?
Сначала начальный разряд позволяет электронам заполнить самый высокий занятый энергетический уровень Pt. При этом часть ионов H+ образует ионы H 3 O + с молекулами воды в растворе. Эти ионы водорода и гидроксония затем подходят достаточно близко к платиновому электроду (на платинированной поверхности этого электрода), где водород притягивается к электронам в металле и образует атом водорода. Затем они объединяются с другими атомами водорода, чтобы создать h3(g). Этот газообразный водород выпускается из системы. Чтобы реакция продолжалась, к электроду требуется постоянный поток H 2 (г). Провод Pt подключен к аналогичному электроду, в котором происходит противоположный процесс, в результате чего создается заряд, соответствующий 0 вольт. Другие стандартные электроды обычно предпочтительнее, потому что электрод SHE может быть сложным в настройке. Трудность возникает при подготовке платинированной поверхности и контроле концентрации реагентов. По этой причине SHE называют гипотетическим электродом.
При этом часть ионов H+ образует ионы H 3 O + с молекулами воды в растворе. Эти ионы водорода и гидроксония затем подходят достаточно близко к платиновому электроду (на платинированной поверхности этого электрода), где водород притягивается к электронам в металле и образует атом водорода. Затем они объединяются с другими атомами водорода, чтобы создать h3(g). Этот газообразный водород выпускается из системы. Чтобы реакция продолжалась, к электроду требуется постоянный поток H 2 (г). Провод Pt подключен к аналогичному электроду, в котором происходит противоположный процесс, в результате чего создается заряд, соответствующий 0 вольт. Другие стандартные электроды обычно предпочтительнее, потому что электрод SHE может быть сложным в настройке. Трудность возникает при подготовке платинированной поверхности и контроле концентрации реагентов. По этой причине SHE называют гипотетическим электродом.
Трехэлектродная система
Трехэлектродная система состоит из рабочего электрода, электрода сравнения и вспомогательного электрода. Трехэлектродная система важна в вольтамперометрии. Все три электрода служат уникальному валку в трехэлектродной системе. Электрод сравнения относится к электроду, который имеет установленный электродный потенциал. В электрохимической ячейке электрод сравнения можно использовать как полуячейку. Когда электрод сравнения действует как полуячейка, можно определить электродный потенциал другой полуячейки. Вспомогательный электрод — это электрод, который следит за тем, чтобы ток не проходил через эталонную ячейку. Это гарантирует, что ток равен току рабочего электрода. Рабочий электрод — это электрод, который переносит электроны к присутствующим веществам и от них. Вот некоторые примеры эталонных ячеек:
Трехэлектродная система важна в вольтамперометрии. Все три электрода служат уникальному валку в трехэлектродной системе. Электрод сравнения относится к электроду, который имеет установленный электродный потенциал. В электрохимической ячейке электрод сравнения можно использовать как полуячейку. Когда электрод сравнения действует как полуячейка, можно определить электродный потенциал другой полуячейки. Вспомогательный электрод — это электрод, который следит за тем, чтобы ток не проходил через эталонную ячейку. Это гарантирует, что ток равен току рабочего электрода. Рабочий электрод — это электрод, который переносит электроны к присутствующим веществам и от них. Вот некоторые примеры эталонных ячеек:
Каломельный электрод: Этот электрод сравнения состоит из молекул ртути и хлорида ртути. Этот электрод может быть относительно проще в изготовлении и обслуживании по сравнению с SHE. Он состоит из твердой пасты Hg 2 Cl 2 и жидкой элементарной ртути, прикрепленной к стержню, погруженному в насыщенный раствор KCl. Необходимо, чтобы раствор был насыщенным, так как это позволяет фиксировать активность хлоридом калия, а напряжение быть ниже и ближе к СВЭ. Этот насыщенный раствор позволяет происходить обмену ионами хлора. Все это обычно помещают внутрь трубки с пористым соляным мостиком, позволяющим электронам течь обратно и замыкать цепь. 9-_{(водн.)}\]
Необходимо, чтобы раствор был насыщенным, так как это позволяет фиксировать активность хлоридом калия, а напряжение быть ниже и ближе к СВЭ. Этот насыщенный раствор позволяет происходить обмену ионами хлора. Все это обычно помещают внутрь трубки с пористым соляным мостиком, позволяющим электронам течь обратно и замыкать цепь. 9-_{(водн.)}\]
Серебряно-хлоридный электрод : Электрод такого типа осаждает в растворе соль, которая участвует в электродной реакции. Этот электрод состоит из твердого серебра и его осажденной соли AgCl. Это широко используемый электрод сравнения, потому что он недорогой и не такой токсичный, как каломельный электрод, содержащий ртуть. Серебряно-хлоридный электрод изготавливается путем взятия проволоки из твердого серебра и кодирования ее в AgCl. Затем его помещают в пробирку с раствором KCl и AgCl. Это позволяет образовываться ионам (и наоборот) по мере того, как электроны втекают и выходят из системы электродов. 9-_{(aq)}\]
Ссылки
- Айвз, Дэвид Дж.
 Г. и Джордж Джон. Янц. «2. Водородный электрод». Электроды сравнения. Нью-Йорк [usw.]: Acad. Пр., 1961. Печать.
Г. и Джордж Джон. Янц. «2. Водородный электрод». Электроды сравнения. Нью-Йорк [usw.]: Acad. Пр., 1961. Печать. - Аллманд А. и Гарольд Иоганн Томас. Эллингем. «Глава 4: Электролизная ванна». Принципы прикладной электрохимии, . Нью-Йорк: Лонгманс, Грин, 1924. Печать .
- Стандартный водородный электрод: искаженная концепция, http://pubs.acs.org/doi/pdf/10.1021/ed050p604
Задачи
1. Какой электрод окисляет раствор в полуэлементе? Анод или катод?
2. Почему стандартный водородный электрод важен для расчета потенциалов клеток?
3. Определите, какая сторона является катодом, а какая анодом.
Ag(s) | Ag+(водн.)(0,5M) || Ag + (водн.) (0,05M) | Ag(s)
4. Почему важно использовать инертный электрод в ситуациях, подобных SHE?
5. Каков стандартный потенциал полуэлемента для SHE?
Ответы (выделите, чтобы увидеть):
1. Анод
2. Важен при расчете потенциалов полуэлемента, т.
