Какие бывают типы электродов для сварки. Как расшифровывается маркировка сварочных электродов. Как правильно выбрать электроды в зависимости от свариваемого металла и условий сварки.
Основные виды и типы сварочных электродов
Сварочные электроды классифицируются по нескольким основным параметрам:
- По типу покрытия (обмазки)
- По назначению (для каких металлов предназначены)
- По толщине покрытия
- По допустимым пространственным положениям сварки
Классификация электродов по типу покрытия
По типу покрытия выделяют следующие основные виды электродов:
- С рутиловым покрытием (обозначаются буквой «Р»)
- С основным покрытием (буква «Б»)
- С целлюлозным покрытием (буква «Ц»)
- С кислым покрытием (буква «А»)
Также встречаются электроды со смешанными типами покрытий, например:
- АР — кисло-рутиловое покрытие
- РБ — рутилово-основное покрытие
- РЦ — рутилово-целлюлозное покрытие
Маркировка сварочных электродов
Э46А УОНИ-13/45 3,0
Где:
- Э — электрод для ручной дуговой сварки
- 46 — предел прочности металла шва (в кгс/мм²)
- А — повышенное качество
- УОНИ-13/45 — марка электрода
- 3,0 — диаметр электрода в мм
Как выбрать подходящие электроды для сварки
При выборе электродов нужно учитывать несколько ключевых факторов:
Тип свариваемого металла
Электроды подбираются в зависимости от состава и свойств свариваемого металла:
- Для низкоуглеродистых сталей — электроды с рутиловым или основным покрытием
- Для легированных сталей — электроды с основным покрытием
- Для нержавеющих сталей — специальные электроды для нержавейки
- Для чугуна — специальные электроды для сварки чугуна
Толщина свариваемого металла
Диаметр электрода должен соответствовать толщине свариваемых деталей:
- Для металла 1-2 мм — электроды диаметром 2-2,5 мм
- Для металла 3-5 мм — электроды 3-4 мм
- Для металла 5-10 мм — электроды 4-5 мм
Пространственное положение сварки
Для сварки в разных положениях подходят электроды с соответствующей маркировкой:
- 1 — для сварки во всех пространственных положениях
- 2 — для всех положений, кроме вертикального сверху вниз
- 3 — для нижнего, горизонтального и вертикального снизу вверх положений
Популярные марки сварочных электродов
Рассмотрим некоторые распространенные марки электродов и их основные характеристики:
Электроды УОНИ-13/45
Универсальные электроды с основным покрытием для ответственных конструкций:
- Для сварки углеродистых и низколегированных сталей
- Высокая прочность и пластичность сварного шва
- Работа только на постоянном токе обратной полярности
Электроды МР-3
Электроды с рутиловым покрытием для сварки конструкций из углеродистых сталей:
- Универсальные, подходят для разнообразных работ
- Легкий поджиг и стабильное горение дуги
- Работают на переменном и постоянном токе
Правила хранения и подготовки электродов к сварке
Для обеспечения качественной сварки необходимо правильно хранить и подготавливать электроды:
- Хранить в сухом помещении при температуре выше +15°C
- Перед сваркой прокаливать при температуре 250-300°C в течение 1-2 часов
- Не допускать увлажнения и механических повреждений покрытия
- Использовать электроды с неповрежденным покрытием, без следов ржавчины
Особенности работы с различными типами электродов
Разные типы электродов имеют свои особенности применения:

Электроды с рутиловым покрытием
- Легкий поджиг и стабильное горение дуги
- Подходят для сварки во всех пространственных положениях
- Хорошо подходят для начинающих сварщиков
Электроды с основным покрытием
- Обеспечивают высокое качество сварного шва
- Требуют более высокой квалификации сварщика
- Чувствительны к влаге, требуют обязательной прокалки
Как подобрать силу сварочного тока
Сила сварочного тока зависит от диаметра электрода и типа покрытия:
- Для электродов диаметром 2 мм — 50-80 А
- Для электродов 3 мм — 80-120 А
- Для электродов 4 мм — 130-180 А
Точные значения указываются производителем на упаковке электродов.
Возможные дефекты сварки и их причины
При неправильном выборе или применении электродов могут возникать различные дефекты сварки:
- Пористость шва — из-за влажности электродов или загрязнений металла
- Трещины — при неправильном подборе электродов или режимов сварки
- Непровар — при малой силе тока или большой скорости сварки
- Прожоги — при излишне большом токе для тонкого металла
Заключение
Правильный выбор сварочных электродов — важное условие получения качественного сварного соединения. Необходимо учитывать тип свариваемого металла, условия сварки, квалификацию сварщика. Внимательное изучение маркировки и характеристик электродов поможет подобрать оптимальный вариант для конкретной задачи.
Существующие виды электродов, назначение и тип их покрытия
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Содержание статьи
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Должно обеспечиваться:
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
 Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
 Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Электроды для сварки — виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.

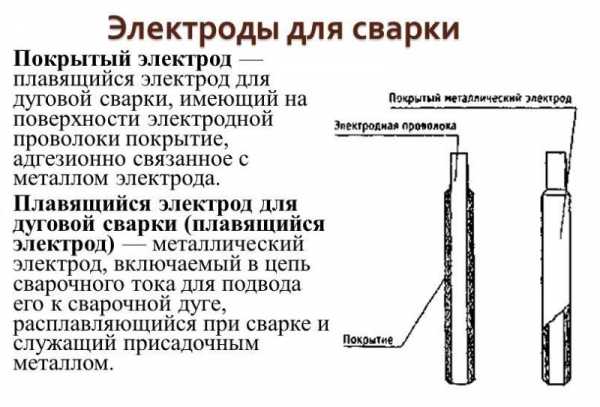
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.

Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.

Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.

Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Электроды для ручной дуговой сварки: марки, покрытия, типы
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
 Электроды для ручной дуговой сварки
Электроды для ручной дуговой сваркиКлассификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
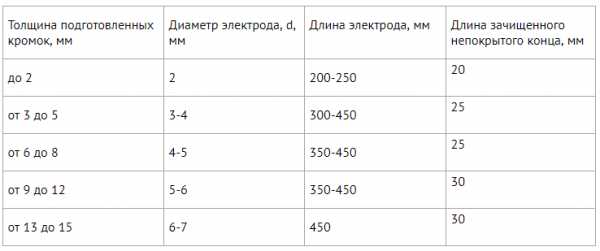
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как выбрать электроды для сварки – инструкция от производителя
Правильный выбор сварочных электродов – залог успешно выполненной сварки. Чтобы облегчить процесс подбора, и лучше понимать какие сварочные электроды выбрать мы подготовили эту статью. В статье мы рассмотрим основные критерии выбора электродов их виды и типы. Как толщина свариваемого металла влияет на выбор диаметра электрода, а диаметр на силу сварочного тока. Познакомимся с популярными марками и дадим несколько полезных советов. Приятного чтения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых Шадринским электродным заводом, в зависимости от назначения металла подлежащего сварке или наплавке.
|
Назначение |
Рекомендуемые марки |
|
Углеродистые и низколегированные стали |
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
|
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках |
УОНИ-13/55, АНО-11, GOODEL-OK48 |
|
Сварка трубопроводов |
GOODEL-52U, ТМУ-21У |
|
Высоколегированные нержавеющие стали |
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
|
Жаростойкие и жаропрочные высоколегированные стали |
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
|
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) |
НИИ-48Г |
|
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья |
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
|
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом |
ЦЧ-4 |
|
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна |
МНЧ-2 |
|
Сварка меди и бронзы |
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
|
Электродуговая наплавка |
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
|
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования |
ОЗШ-6, ОЗШ-8 |
|
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С |
ОЗИ-3 |
|
Легированные теплоустойчивые стали |
ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
|
Диаметр электрода |
2 мм | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
|
Сила тока |
40-64 А | 65-80 А | 70-130 А | 130-160 А | 180-210 А | 200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на [email protected] или звоните по телефонам 8-800-302-19-27, +7(35253) 3-00-63.
Понравилась статья? Поделитесь в социальных сетях!
goodel.ru
маркировка, как отличить, какая сила тока и какие электроды лучше
Аппаратов для великое множество. Они разнятся по функциям, габаритам и многим другим критериям. Но один из самых важных технических показателей – это тип сварочного тока, получаемого на выходе в процессе сварки. Таких типов всего два: постоянный и переменный.
Правильные сварочные электроды переменного тока – залог качественной работы сварщика. Они обладают своими особенностями и точными техническими характеристиками.
Что такое переменный ток в сварке
Плохо это или хорошо, какой ток лучше? Переменный или постоянный? Однозначного ответа вам не даст никто.

Классификация сварки.
Для начала лучше разобраться с особенностями процессов при переменном токе, они следующие:
- Поведение дуги оставляет желать лучшего: при переменном напряжении она самая нестабильная.
- Сварочный шов не самого высокого качества из-за отклонения от оси сварочной дуги.
- Если дуга гаснет, то возобновить ее горение можно только при повышении напряжения.
- Металл разбрызгивается в значительной степени.
При всех этих сложностях оборудование, необходимое для сварки переменным током, является простым и недорогим. Это, прежде всего, трансформаторы – аппараты, которые по-прежнему весьма популярны среди мастеров сварки.
Казалось бы, что электроды для переменного тока должны постепенно терять свою актуальность: ведь на рынке появилось множество выпрямителей – недорогие и с удобными для работы небольшими габаритами. Тем не менее, эти расходники по-прежнему востребованы на многих и в кустарных мастерских.
Большая часть марок универсальна, что также чрезвычайно устраивает отечественных сварщиков старшего поколения.
Если разобраться, лучшие расходники для «переменки» имеют и показывают очень серьезные производственные плюсы. Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Сварочный трансформатор
Диаметр электродов и толщина стали.
Для осуществления сварки с помощью трансформатора необходимые следующие обязательные элементы конструкции:
- Обмотки первичная и вторичная. Первичная – из специального изолированного провода, на вторичной обмотке изоляции нет.
- Магнитный провод.
- Винт для контроля положения двух обмоток и изменения расстояния между ними.
- Защитный корпус для всего агрегата.
- Рукоятка винта, ходовая гайка.
- Вентилятор и другие элементы в зависимости от модели трансформатора.
Несмотря на то, что многие профессионалы сварки расценивают трансформаторы как оборудование «уходящего поколения», на рынке они представлены в виде широкой линейки моделей самого разного значения и для кошельков любой толщины.
Трансформаторы различаются по следующим критериям:
- габаритам и весу;
- силе тока на выходе;
- уровню напряжения на выходе при холостом ходе;
- объему потребляемого электричества;
Сварочный генератор
Он оценивается как самостоятельный аппарат, необходимый для работы, если нет полноценного сетевого электричества.

Маркировки электродов.
Устройство генератора включает в себя обязательные конструкционные элементы:
- Важнейшая часть – преобразователь состоит из электрогенерирующего элемента с двигателем переменного напряжения. Они обеспечивают изменение показателей тока.
- Приводной двигатель внутреннего сгорания.
- Индикатор для мониторинга и фиксации силы тока.
- Переключатели режимов.
- Специальный прерыватель цепи.
- Регуляторы силы тока и поведения электрической дуги.
- Клеммы для подключения кабелей и выходы ан 230В.
Такого рода генераторы выпускаются в двух вариантах:
- Коллекторные генераторы.
- Вентильные генераторы.
Главными преимуществами газового генератора в сравнении с другими аппаратами для сварки являются:
- Компактность и, следовательно, высокая мобильность.
- Удобство, относительная дешевизна, бесшумность.
- Широкая функциональность и высокая надежность.
- Достаточно высокие технические характеристики.
Электроды для переменного тока
Электроды для переменного тока обладают интересной особенностью: они универсальны, то есть годятся для работы как с переменным, так и с постоянным напрпяжением. Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Используются электроды переменного тока там, где в качестве сварочных аппаратов стоят трансформаторы и генераторы. Как и сами аппараты, эти электроды весьма востребованы, так как с этими методами можно работать только на «переменке».
И агрегаты, и расходные материалы значительно дешевле, чем сварочные технологии, основанные на использовании постоянного напряжения. Так что популярность и спрос на «переменку» не собирается снижаться.

Маркировки электродов для разных типов покрытий.
Преимущества электродов переменного тока:
- Использование расходников для переменке не требует выпрямителей в дополнение к трансформатору.
- Сварочная ванна не подвергается вредному действию азота и кислорода из воздуха.
- Универсальность такого рода расходников.
Недостатки переменных расходников:
- Самый главный минус – качество сварочных швов ниже, чем при использовании постоянного напряжения.
- Разбрызгивание металла во время сварки.
- Низкий уровень вязкость под ударом.
Четыре типа покрытия электродов:
- Кислое покрытие с маркировочной буквой А, имеющее в составе высокую долю кислорода. Это типичный «универсал», с такими расходниками можно работать и на постоянном токе.
- «Основное» покрытие с маркировкой буквой Б. Отличаются высоким потенциалом ионизации, из-за чего на переменном токе с ними лучше не работать.
- Рутиловое покрытие обычно наполовину состоит из специального рутилового концентрата, а он весьма лоялен к переменному току.
- Электроды из целлюлозы годятся для работы с постоянным током.
Из всех возможных вариантов покрытия самым популярным в работах с переменным током является рутиловое покрытие.
Рейтинг электродов переменного тока
Типы электродов для сварки переменным и постоянным током.
Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
- ОЗС – 12 . Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
- МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
- АНО – 4 также используются для углеродистых сталей. Отличная , которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
- МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
- АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
- ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
- АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с и трансформатором полуавтоматического типа. Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
- ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Рейтинг электродов для постоянного тока
Отличия в сварке при различной полярности тока.
Разновидности , применяемых для сварки постоянным током:
- УОНИ – 13/55 – знаменитые в своем роде электроды для постоянного тока, применимы для стальных сплавов – с низкими дозами легирующих элементов и с добавкой углерода. Обладают значительными достоинствами: сварочный шов очень пластичен и вязок для механических воздействий, весьма долговечный. Почти не образуется примесей и газов. Дуга легко поджигается. В стержень помещается проволока параметров Св-08 или Св-08А.
- УОНИ – 13/45 также используются для соединения заготовок из углеродистых и низколегированных сталей. Шов не склонен образовывать трещин – ни горячих, ни холодных. Он весьма пластичный и вязкий, с идеальной герметичностью, что делает его подходящим вариантом для сварки емкостей, которые в дальнейшем будут подвергаться высокому давлению. Швы, выполненные с данными электродами, намного дольше не стареют.
- ОЗЛ – 6 отличаются своей узкой направленностью: они используются в работе с жаропрочными сталями. В швах не образуются поры и трещины, они не подвергаются в дальнейшем коррозии и обладают такой же жаропрочностью, как и основной металл. Подходит для металлов с разной структурой.
- ОЗС – 12 предназначаются для стальных сплавов с низкой долей легирующих добавок и углерода. Работать возможно в любых пространственных положениях, лояльны к поверхностям с ржавчиной. Сварной шов формируется с отличными характеристиками: прочностью и долговечностью. Устойчивая дуга. Во время работы не наблюдается выделений токсических веществ.
- ЦЛ – 11 также узкоспециализированные электроды, которые предназначены для стальных сплавов с добавками хрома и никеля, а также коррозионностойких сталей. Сварные швы отличаются стойкостью к коррозии. Металл почти не разбрызгивается, дуга устойчивая, хорошо отделяется шлак в виде корки.
- АНО – 21 несмотря на то, что предназначены они также для углеродистых и низколегированных стальных сплавов, как и предыдущие марки электродов, данные расходники чрезвычайно популярны среди мастеров самого разного уровня профессиональной подготовки. Их особенности – мелкочешуйчатая структура металла сварочного шва, отличный поджиг дуги, мягкость, небольшое разбрызгивание металла и так далее.
- LB – 52U отличаются высокой производительностью процесса сварки с их помощью. Дуга стабильная, металл почти не разбрызгивается, возможна работа в любом положении в пространстве, в шве почти не образуются трещины.
- МР – 3 типичные универсальные электроды, которые с полным правом присутствуют в обоих списках – и для переменного, и для постоянного тока. В шве практически не образуются поры и горячие трещины, дуга мощная и стабильная, малое разбрызгивание металла, легкое отделение шлака в виде корки.
- ОЗЧ – 2 предназначаются для сварки чугуна. При всей своей кажущейся узкой функциональной направленности они имеют солидные преимущества в виде универсальности, простоте в использовании, отличной дуге с прекрасными характеристиками, пластичности сварочного шва без трещин, хорошо отделяемой корки со шлаком в конце процесса.
tutsvarka.ru
Электрод — Википедия
Материал из Википедии — свободной энциклопедии
Электро́д (от «электро…» и греч. ὁδός — «дорога, путь»[1]) — электрический проводник, имеющий электронную проводимость (проводник 1-го рода) и находящийся в контакте с ионным проводником — электролитом (ионной жидкостью, ионизированным газом, твёрдым электролитом).
Важнейшей характеристикой электродов является электродный потенциал, устанавливающийся на границе электрод/электролит.
Анод и катод в электрохимических ячейках[править | править код]
Конфигурация электродаЭлектрод в электрохимической ячейке называется анодом или катодом (термины, придуманные Уильямом Уэвеллом по просьбе Майкла Фарадея)[2]. Анод определяется как электрод, на котором электроны покидают ячейку, и происходит окисление (обозначается знаком «минус» — «—»), а катод — это электрод, на котором электроны поступают в ячейку и происходит восстановление (обозначается знаком «плюс» — «+»). Каждый электрод может стать либо анодом, либо катодом в зависимости от направления тока через элемент. Биполярный электрод — электрод, который функционирует как анод одной ячейки и катод другой ячейки.
В электронике электрод — проводник, посредством которого часть электрической цепи, образуемая проводами (дорожками), соединяется с частью цепи, проходящей в неметаллической среде.
В электрохимии — часть электрохимической системы, включающая в себя проводник и окружающий его раствор (например, водородный электрод, хлорсеребряный электрод, электрод сравнения, стеклянный электрод). Системы двух различных электродов могут использоваться как химические источники тока, а при пропускании через такие системы постоянного тока — в качестве электролизёров.
Из других сфер использования можно назвать сварочный электрод, печной электрод, электрод в электроэнцефалографии.
- ↑ Электрод
- ↑ Weinberg, Steven. The Discovery of Subatomic Particles Revised Edition. — Cambridge University Press, 2003. — P. 81–. — ISBN 978-0-521-82351-7.
- Электрод // Толковый словарь иноязычных слов
ru.wikipedia.org
Выбор марки электродов для дуговой ручной сварки
Сварка — одно из важнейших ремесел для человека. Благодаря открытиям в этой области мы можем воплотить любые, даже самые смелые идеи: от изготовления распашных ворот до конструирования космических кораблей. Существует множество видов сварки, в том числе и промышленной, но среди них именно ручная дуговая сварка получила наибольшее распространение. Это простая и понятная технология, которой можно обучиться самостоятельно.

Современный рынок предлагает разные типы электродов для ручной дуговой сварки, в которых трудно разобраться начинающим сварщикам. В этой статье мы расскажем, какие бывают марки электродов для электродуговой ручной сварки и как их выбрать исходя из своих задач.
Содержание статьи
Суть ручной дуговой сварки
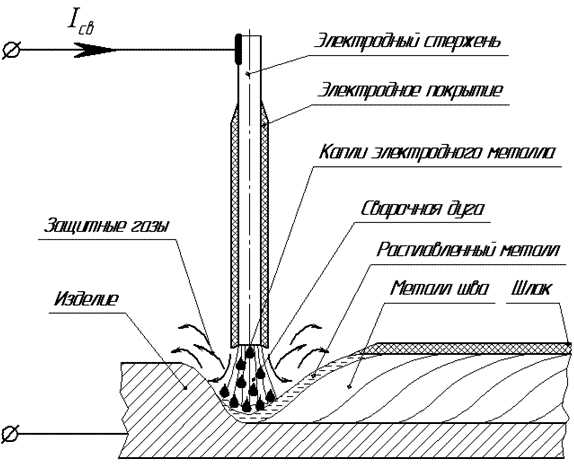
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка. Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
Краткая классификация электродов

Как мы писали выше, электроды сложно классифицировать лишь по одному параметру. Но в основном все стержни прежде всего делятся по типу материала, из которых они изготовлены, а также по покрытию (или обмазке). Вот краткая классификация электродов:
- Плавящиеся электроды. Их изготавливают из металла, например, чугуна, алюминия, стали или меди. Материал, из которого изготовлен электрод, подбирается в соответствии с металлом, который необходимо сварить. Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент.
- Неплавящиеся электроды. Изготавливаются из угля, графита или вольфрама. Их используют в паре со сварочной проволокой, потому что такие стержни не способны сформировать сварочный шов. При использовании угольных стержней используйте прямую полярность вместо обратной. Вольфрамовые стержни незаменимы при аргонодуговой сварке за счет высокой температуры плавления, но редко используются при ручной дуговой сварке.
- Электроды без покрытия или обмазки. Они используются в связке с флюсом, который непрерывно подается на протяжении всего сварочного процесса. При ручной дуговой сварке такие стержни не используются.
- Электроды с покрытием или обмазкой. Самые распространенные электроды на рынке. Покрытие электродов для ручной дуговой сварки выполняет сразу несколько функций: защищает металл от негативного влияния кислорода, обеспечивает стабильное горение дуги, улучшает качества сварного соединения. Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.
Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде. Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током.
- Рутиловое покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие. Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
- Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Выбор диаметра электрода
Большинство начинающих сварщиков классифицируют сварочные стержни именно по диаметру, что правильно. Ведь от толщины детали напрямую зависит диаметр электрода. И даже если вы выберите стержень с нужным покрытием и из нужного материала, но размер будет неправильным, вы не получите качественный шов.
Диаметр электрода указывается в миллиметрах на упаковке или на самом стержне. При этом от диаметра зависит и длина электрода. Для сварки в домашних условиях обычно используют электродов для дуговой сварки с диаметром от 2 до 4 мм. Это универсальный размер, подходящий для большинства сварочных работ. Более толстые электроды используются на заводах или в частных мастерских.
Выбор электродов в зависимости от типа шва
Также целесообразно проводить выбор электродов для ручной дуговой сварки по типу шва, которым вы собираетесь варить металл. Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Марки электродов, подходящие для ручной дуговой сварки
Существуют также виды электродов для ручной дуговой сварки, разделяющиеся по маркам. Марка используемого электрода так же зависит от металла, который вам нужно сварить.
Для сварки углеродистых низколегированных сталей используются следующие марки:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Для сварки легированных сталей (в том числе высокопрочных):
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
- Э125: НИИ-3М, Э150: НИАТ-3.
Для наплавки металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для сварки чугуна: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Для сварки алюминия и его сплавов: ОЗА-1/Al, ОЗАНА-1/Al.
Для сварки меди и ее сплавов: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Для сварки никеля и его сплавов: ОЗЛ-32.
Как выбрать качественные электроды
Как и любое оборудование для сварки, электроды подчиняются ГОСТам, которые регулируют их качество. Так, согласно нормативам, стержни должны быть изготовлены из качественных материалов, закупленных у сертифицированных поставщиков.
Покрытие электродов для ручной дуговой сварки не должно иметь существенных дефектов, допускается наличие небольших трещин и вмятин из-за плохой транспортировки. При плавлении покрытие электрода не должно осыпаться или плавиться неравномерно, а также должно разбрызгиваться в пределах нормы для каждого конкретного типа обмазки.

Стержни должны быть прочными и устойчивыми к механической нагрузке. Шов должен получаться качественным, без трещин и пор. Зная эти особенности, вы сможете без труда выбрать качественные электроды и быть уверенным в результате.
Вместо заключения
Теперь вы знаете, как бывают типы покрытий электродов для ручной сварки и как их правильно выбрать. Начинающим сварщикам трудно разобраться в разнообразии маркировок и предназначении каждого типа электродов, но изучив их однажды вы существенно расширите свои возможности. Опытные мастера могут поделиться своим опытом в комментариях, он будет полезен для всех новичков. Желаем удачи!
[Всего голосов: 2 Средний: 5/5]svarkaed.ru
