5. Электронный регулятор тока для сварочного трансформатора.
Важной
особенностью конструкции любого
сварочного аппарата является возможность
регулировки рабочего тока. известны
такие способы регулировки тока в
сварочных трансформаторах: шунтирование
с помощью дросселей всевозможных типов,
изменение магнитного потока за счет
подвижности обмоток или магнитного
шунтирования, применение магазинов
активных балластных сопротивлений и
реостатов. Все эти способы имеют как
свои преимущества, так и недостатки.
Например, недостатком последнего
способа, является сложность конструкции,
громоздкость сопротивлений, их сильный
нагрев при работе, неудобство при
переключении. Наиболее оптимальным
является способ ступенчатой регулировки
тока, с помощью изменения количества
витков, например, подключаясь к отводам,
сделанным при намотке вторичной обмотки
трансформатора. Однако, этот способ не
позволяет производить регулировку тока
в широких пределах, поэтому им обычно
пользуются для подстройки тока. Помимо
прочего, регулировка тока во вторичной
цепи сварочного трансформатора связана
с определенными проблемами. В этом
случае, через регулирующее устройство
проходят значительные токи, что является
причиной увеличения ее габаритов. Для
вторичной цепи практически не удается
подобрать мощные стандартные переключатели,
которые бы выдерживали ток величиной
до 260 А.
Помимо
прочего, регулировка тока во вторичной
цепи сварочного трансформатора связана
с определенными проблемами. В этом
случае, через регулирующее устройство
проходят значительные токи, что является
причиной увеличения ее габаритов. Для
вторичной цепи практически не удается
подобрать мощные стандартные переключатели,
которые бы выдерживали ток величиной
до 260 А.
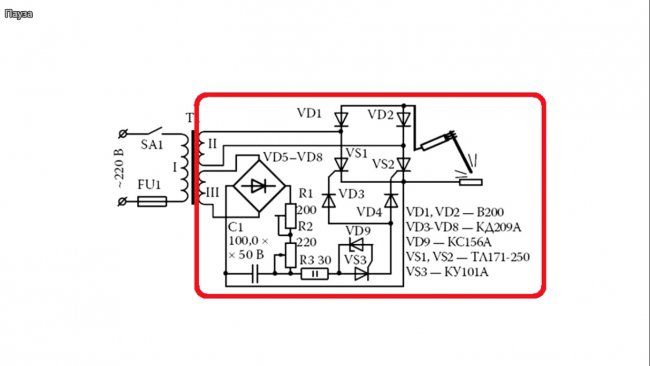
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
|
Рис. 20. Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416 VS1, VS2 — Е122-25-3 С1, С2 — 0,1 мкФ 400 В R1, R2 — 200 R3, R4 — 220 R5, R6 — 1 кОм R7 — 68 кОм |
Регулирование
мощности происходит при периодическом
отключении на фиксированный промежуток
времени первичной обмотки сварочного
трансформатора на каждом полупериоде
тока. Среднее значение тока при этом
уменьшается. Основные элементы регулятора
(тиристоры) включены встречно и параллельно
друг другу. Они поочередно открываются
импульсами тока, формируемыми транзисторами
VT1, VT2. При включении регулятора в сеть
оба тиристора закрыты, конденсаторы С1
и С2 начинают заряжаться через переменный
резистор R7. Как только напряжение на
одном из конденсаторов достигает
напряжения лавинного пробоя транзистора,
последний открывается, и через него
течет ток разряда соединенного с ним
конденсатора. Вслед за транзистором
открывается и соответствующий тиристор,
который подключает нагрузку к сети.
Изменением сопротивления резистора R7
можно регулировать момент включения
тиристоров от начала до конца полупериода,
что в свою очередь приводит к изменению
общего тока в первичной обмотке сварочного
трансформатора Т1. Для увеличения или
уменьшения диапазона регулировки можно
изменить сопротивление переменного
резистора R7 в большую или меньшую сторону
соответственно. Транзисторы VT1, VT2,
работающие в лавинном режиме, и резисторы
R5, R6, включенные в их базовые цепи, можно
заменить динисторами (рис.
Среднее значение тока при этом
уменьшается. Основные элементы регулятора
(тиристоры) включены встречно и параллельно
друг другу. Они поочередно открываются
импульсами тока, формируемыми транзисторами
VT1, VT2. При включении регулятора в сеть
оба тиристора закрыты, конденсаторы С1
и С2 начинают заряжаться через переменный
резистор R7. Как только напряжение на
одном из конденсаторов достигает
напряжения лавинного пробоя транзистора,
последний открывается, и через него
течет ток разряда соединенного с ним
конденсатора. Вслед за транзистором
открывается и соответствующий тиристор,
который подключает нагрузку к сети.
Изменением сопротивления резистора R7
можно регулировать момент включения
тиристоров от начала до конца полупериода,
что в свою очередь приводит к изменению
общего тока в первичной обмотке сварочного
трансформатора Т1. Для увеличения или
уменьшения диапазона регулировки можно
изменить сопротивление переменного
резистора R7 в большую или меньшую сторону
соответственно. Транзисторы VT1, VT2,
работающие в лавинном режиме, и резисторы
R5, R6, включенные в их базовые цепи, можно
заменить динисторами (рис.
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Аноды
динисторов следует соединить с крайними
выводами резистора R7, а катоды подключить
к резисторам R3 и R4. Если регулятор собрать
на динисторах, то лучше использовать
приборы типа КН102А. В качестве VT1, VT2
хорошо зарекомендовали себя транзисторы
старого образца типа П416, ГТ308, однако
эти транзисторы, при желании, можно
заменить современными маломощными
высокочастотными транзисторами, имеющими
близкие параметры. Переменный резистор
типа СП-2, а постоянные резисторы типа
МЛТ. Конденсаторы типа МБМ или К73-17 на
рабочее напряжение не менее 400 В. Все
детали устройства с помощью навесного
монтажа собираются на текстолитовой
пластине толщиной 1…1,5 мм. Устройство
имеет гальваническую связь с сетью,
поэтому все элементы, включая теплоотводы
тиристоров, должны быть изолированы от
корпуса.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html — много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm
тоже сайт энтузиаста сварки, уже упоминался в начале статьи сайт учителя С. М.
Гурова,
где он предлагает описание сварочного
аппарата из статора электродвигателя
собственной конструкции;
М.
Гурова,
где он предлагает описание сварочного
аппарата из статора электродвигателя
собственной конструкции;По этой ссылке можно скачать интересную книгу «Сварочный аппарат своими руками» автора Д.И. Зубаль
При написании статьи использовалась часть материалов из книги Пестрикова В. М. «Домашний электрик и не только…»
Страница 1, 2, 3 Сварочный инвертор
На главную Карта сайта Список статей
Электронный регулятор сварочного тока (2)
Продолжение. Начало — www.radioelectronika.ru/?mod=cxemi&sub_mod=full_cxema&id=683
БЛОК А2
Входное напряжение ЭРСТ непрерывно контролирует блок, схема которого показана на рис. 8. Его плюс подан на вывод 2, минус — на вывод 3 блока. Два порога срабатывания получены с помощью всего одного элемента сравнения — компаратора на ОУ DA1.

На рис. 9 показаны зависимости напряжения на инвертирующем (U2) и неинвертирующем (U3) входах ОУ от входного напряжения блока (UBX). Благодаря стабилитронам VD1—VD3 кривые пересекаются в двух точках. Прежде всего подстроечным резистором R3 устанавливают верхний порог срабатывания компаратора (точка 2), а затем подстроечным резистором R7 — нижний (точка 1). Обратная связь через резистор R12 обеспечивает четкое, без «дребезга», переключение компаратора. Для питания микросхемы DA1 входное напряжение блока понижают и стабилизируют с помощью стабилитрона VD5.
Пока контролируемое напряжение в норме (рабочая точка компаратора находится между точками 1 и 2), на выходе ОУ DA1 высокий уровень. При этом транзистор VT2 открыт, в обмотке реле К1 течет ток и его контакты замкнуты. На рис. 1 внутри блока А2 изображены именно эти контакты и диод VD7, который защищает конденсаторы С1, С2 (см. рис. 1) от зарядки напряжением неправильной полярности. Резистор R16 ограничивает ток в обмотке реле, а диод VD6 защищает транзистор VT2 от пробоя напряжением самоиндукции в момент прекращения этого тока.
Реле К1 — РЭС49, исполнение РС4.569.421-00 (подойдут также однотипные реле исполнений РС4.569.421 -04 илиРС4.569.421-10).
В устройствах, подобных ЭРСТ, на входе которых установлен конденсатор большой емкости (С1, С2, см. рис. 1), его зарядный ток в момент подключения к источнику питания ограничивают резистором (R2, см. рис. 1). По окончании зарядки выводы резистора замыкают, чтобы исключить потери энергии в рабочем режиме ЭРСТ. Зачастую это делают с помощью таймера, отсчитывающего достаточный для полной зарядки интервал времени. Такое решение не исключает, что в некоторых ситуациях (например, при обрыве ограничительного резистора) непосредственно к источнику все-таки будет подключен разряженный конденсатор и его зарядный ток превысит безопасное значение. Нечто подобное регулярно происходит с инверторными сварочными источниками ВДУЧ-160, после чего им требуется серьезный ремонт.
Блок А2 в предлагаемом ЭРСТ следит за напряжением, падающим на зарядном резисторе. Пока идет зарядка и оно велико, транзистор VT1 открыт текущим через резисторы R4 и R9 током и его участок коллектор—эмиттер шунтирует базовую цепь транзистора VT2, не позволяя последнему открыться, а реле К1 — сработать. Так продолжается, пока зарядный ток конденсаторов С1, С2 (см. рис. 1) и пропорциональное ему падение напряжения на резисторе R2 (см. рис. 1) не уменьшатся до значения, при котором транзистор VT1 закроется.
Пока идет зарядка и оно велико, транзистор VT1 открыт текущим через резисторы R4 и R9 током и его участок коллектор—эмиттер шунтирует базовую цепь транзистора VT2, не позволяя последнему открыться, а реле К1 — сработать. Так продолжается, пока зарядный ток конденсаторов С1, С2 (см. рис. 1) и пропорциональное ему падение напряжения на резисторе R2 (см. рис. 1) не уменьшатся до значения, при котором транзистор VT1 закроется.
БЛОК A3
На рис. 10 изображена схема блока. Он состоит из формирователя управляющих коммутирующим транзистором ЭРСТ (транзисторами VT1—VT20, см. рис. 1) импульсов и узла тепловой защиты этих транзисторов.
Управляющие импульсы на затвор коммутирующего транзистора необходимо подавать относительно его истока, который находится под большим пульсирующим напряжением относительно общего провода ЭРСТ. Поэтому общий провод формирователя (вывод 6 блока) соединен с истоком коммутирующего транзистора, управляющие сигналы поступают через оптроны U1 —U3, а напряжение питания 12В (на выводы 1 и 2) — от находящегося в блоке А1 изолированного выпрямителя.
 Усилитель мощности импульсов на транзисторах VT5, VT6 питают этим напряжением непосредственно, а микросхемы DD1—DD4 — пониженным до 5 В с помощью интегрального стабилизатора DA2.
Усилитель мощности импульсов на транзисторах VT5, VT6 питают этим напряжением непосредственно, а микросхемы DD1—DD4 — пониженным до 5 В с помощью интегрального стабилизатора DA2. Если в результате неисправности выпрямителя питающее напряжение превысит приблизительно 15В, сработает узел защиты на стабилитроне VD5, транзисторах VT3, VT4 и элементе DD4.2. Открывшийся выходной транзистор элемента DD4.2, соединив вход усилителя мощности с общим проводом, не допустит попадания повышенного напряжения на выход усилителя (вывод 5 блока A3) и на соединенный с ним затвор коммутирующего транзистора.
Оптрон U1 связывает формирователь с ШИ регулятором (блоком А4). Когда через излучающий диод оптрона течет ток, логический уровень на выходе инвертора DD1.3 высокий, а на выходе элемента DD2.1 (при некоторых условиях, о которых речь пойдет ниже) — низкий. Это переводит триггер DD3.1, DD3.2 в состояние высокого уровня на выходе элемента DD3.1, в котором триггер остается до окончания поступающего от ШИ регулятора импульса.
Выходной сигнал триггера через элементы DD2.3 и DD4.1 и усилитель на транзисторах VT5, VT6 управляет коммутирующим транзистором. В отсутствие аварийных ситуаций длительность открытого состояния этого транзистора равна длительности импульса ШИ регулятора.
Оптрон U2 и связанные с ним элементы служат для контроля завершения цикла рекуперации трансформатора Т1 (см. рис. 1). Под действием наведенного в обмотке II этого трансформатора импульса через излучающий диод оптрона U2 течет ток, его фототранзистор открыт и логический уровень на одном из входов (выводе 10) элемента DD2.1 — низкий, что запрещает до завершения рекуперации переводить триггер DD3.1, DD3.2 в состояние, соответствующее открыванию коммутирующего транзистора.
Узел на транзисторе VT7 контролирует падение напряжения на открытом коммутирующем транзисторе, пропорциональное протекающему через него току. Это напряжение поступает на базу транзистора VT7 через соединенный со стоком коммутирующего транзистора диод VD7 и резистивный делитель R30— R32, если на затвор транзистора с вывода 5 блока A3 подано открывающее напряжение. В паузах между импульсами тока, когда напряжение затвор—исток низкое, диод VD7 закрыт и напряжение на базе транзистора VT7 близко к нулевому. Конденсатор С7 сглаживает кратковременные импульсы, возникающие при переключении коммутирующего транзистора в точке соединения анода диода VD7 с резисторами R29 и R30.
В паузах между импульсами тока, когда напряжение затвор—исток низкое, диод VD7 закрыт и напряжение на базе транзистора VT7 близко к нулевому. Конденсатор С7 сглаживает кратковременные импульсы, возникающие при переключении коммутирующего транзистора в точке соединения анода диода VD7 с резисторами R29 и R30.
Если напряжение сток—исток открытого коммутирующего транзистора достигло значения, достаточного для открывания транзистора VT7, сигнал низкого логического уровня с коллектора VT7 через элементы DD1.1, DD1.2 поступает на один из входов элемента DD2.1, запрещая срабатывание триггера DD3.1, DD3.2. Этот же сигнал через элементы DD1.4 и DD2.2 установит триггер токовой защиты DD3.3, DD3.4 в состояние низкого уровня на выходе элемента DD3.4, что приведет к немедленной установке на затворе коммутирующего транзистора закрывающего нулевого напряжения. Триггер защиты будет возвращен в исходное состояние лишь с началом нового импульса ШИ регулятора (блока А4).
Датчик температуры коммутирующего транзистора — однопереходный транзистор VT1 [7]. Узел, показанный на рис. 11, не только обеспечивает тепловой контакт транзистора 3 с теплоотводом 1 через алюминиевую пластину 4, но и служит одной из точек крепления платы блока A3 (2). При указанном на схеме подключении выводов транзистора в электрической изоляции его корпуса от теплоотвода нет необходимости.
Узел, показанный на рис. 11, не только обеспечивает тепловой контакт транзистора 3 с теплоотводом 1 через алюминиевую пластину 4, но и служит одной из точек крепления платы блока A3 (2). При указанном на схеме подключении выводов транзистора в электрической изоляции его корпуса от теплоотвода нет необходимости.
Микросхему DA1, служащую компаратором, питают входным напряжением ЭРСТ через параметрический стабилизатор на стабилитроне VD4. Дифференциальный вход компаратора подключен к диагонали моста, образованного участком база1—база2 однопереходного транзистора и резисторами R6, R9—R11.
Подстроечным резистором R9 мост сбалансирован таким образом, что низкий уровень на выходе DA1 соответствует температуре датчика более 80 °С. При этом открыт транзистор VT2, течет ток через излучающий диод оптрона U3, резисторы R16, R17 и подключенный к выводам 9 и 10 светодиод (HL2, см. рис. 1). Сигнал низкого логического уровня с коллектора фототранзистора оптрона U3, поступив на вход элемента DD2. 3, запретит открывание коммутирующего транзистора. Работа ЭРСТ будет заблокирована, пока температура теплоотвода не снизится до 65 °С.
3, запретит открывание коммутирующего транзистора. Работа ЭРСТ будет заблокирована, пока температура теплоотвода не снизится до 65 °С.
Стабилитрон VD2 обеспечивает нормальную работу тепловой защиты при обрыве в цепи установленного вне блока светодиода.
Налаживание блока A3 сводится к установке порогов срабатывания токовой и тепловой защиты. Для регулировки токовой защиты необходимо временно отключить верхний по схеме вывод резистора R29 от эмиттеров транзисторов VT5 и VT6 и соединить его с плюсом источника питания (выводом 1). Между выводами 4 и 6 нужно включить подстроечный резистор номиналом 2 кОм. С его помощью устанавливают напряжение между этими выводами равным 2,97 В — падению напряжения на коммутирующем транзисторе при токе 350 А и температуре кристалла 125 °С. Остается подстроенным резистором R31 добиться смены высокого уровня на выходе элемента DD1.2 низким, после чего, выключив питание, удалить вспомогательный подстроечный резистор и восстановить исходное подключение резистора R29.
Чтобы отрегулировать тепловую защиту, транзистор-датчик VT1 помещают в термостат. Вполне подходящий можно соорудить из литровой банки с водой, для термоизоляции обернутой полотенцем. Датчик гидроизолируют, поместив его в центр согнутой пополам поливинилхлоридной трубки диаметром 8…10 мм и длиной 400…500 мм. Температуру контролируют образцовым ртутным термометром, а добиваются нужного значения, подогревая воду в банке электрокипятильником или добавляя в нее холодную воду. С помощью подстроечного резистора R9 добиваются, чтобы при температуре выше 80 °С светодиод HL2 (см. рис. 1) загорался.
БЛОКА4
В промышленных универсальных сварочных источниках наклон нагрузочной характеристики обычно изменяют дискретно с помощью переключателя. В рассматриваемом ЭРСТ наклон регулируют плавно переменным резистором R7, установленным в блоке А4, схема которого изображена на рис. 12.
На нижний по схеме вывод R7 поступает напряжение, пропорциональное току нагрузки ЭРСТ. Его получают с помощью ОУ DA2, включенного по классической схеме дифференциального усилителя, входы которого подключены к измерительному шунту R33 (см. рис. 1). Диоды VD1 и VD2 защищают входы микросхемы DA2 от перегрузки. Номиналы элементов дифференциального усилителя выбраны таким образом, что при сварочном токе 315 А и указанном на рис. 1 сопротивлении шунта напряжение на выходе DA2 равно 1,2В.
Его получают с помощью ОУ DA2, включенного по классической схеме дифференциального усилителя, входы которого подключены к измерительному шунту R33 (см. рис. 1). Диоды VD1 и VD2 защищают входы микросхемы DA2 от перегрузки. Номиналы элементов дифференциального усилителя выбраны таким образом, что при сварочном токе 315 А и указанном на рис. 1 сопротивлении шунта напряжение на выходе DA2 равно 1,2В.
Напряжение на выходе ОУ DA1 и верхнем (по схеме) выводе резистора R7 пропорционально выходному напряжению ЭРСТ. Коэффициент передачи регулируют подстроечным резистором R4.
В зависимости от положения движка переменного резистора R7 снимаемый с него сигнал обратной связи пропорционален току нагрузки, напряжению дуги или их линейной комбинации. Усиленный по мощности повторителем на ОУ DA3 этот сигнал поступает на узел сравнения и усилитель сигнала рассогласования на ОУ DA4. Сюда же подано напряжение с переменного резистора R9 «Уровень», которым регулируют сварочный ток, и с подстроечного резистора R12, которым устанавливают минимальное значение сварочного тока при нижнем (по схеме) положении движка переменного резистора R9. Максимальное (в верхнем положении движка R9) значение тока устанавливают подстроенным резистором R13.
Максимальное (в верхнем положении движка R9) значение тока устанавливают подстроенным резистором R13.
Узел, генерирующий импульсы переменной ширины (длительности), состоит из генератора пилообразного напряжения и запускающих импульсов на транзисторах VT1—VT3, компаратора на ОУ DA5 и триггера на элементах DD1.3, DD1.4. Последний значительно повышает устойчивость блока к импульсным помехам. По классификации [1] длительность импульса в описываемом узле изменяют модуляцией его фронта.
Частоту импульсов релаксационного генератора на транзисторе VT1 можно регулировать в небольших пределах подстроечным резистором R10. Каждый импульс открывает транзисторы VT2 и VT3, первый из которых разряжает конденсатор С13, а импульс с коллектора второго устанавливает триггер в состояние высокого уровня на выходе элемента DD1.4. По окончании импульса релаксационного генератора происходит зарядка конденсатора С13 через резистор R20. Напряжение на инвертирующем входе DA5 нарастает. В момент, когда оно превысит поступающее на неинвертирующий вход напряжение рассогласования, высокий уровень на выходе компаратора сменится низким, что переведет триггер DD1. 3, DD1.4 в состояние, противоположное установленному ранее запускающим импульсом.
3, DD1.4 в состояние, противоположное установленному ранее запускающим импульсом.
Сформированный триггером импульс, проинвертированный элементами DD1.1, DD1.2 (для уменьшения выходного сопротивления они соединены параллельно), управляет выходной ступенью на транзисторе VT4. В коллекторную цепь этого транзистора включен излучающий диод находящегося в блоке АЗ оптрона U1.
Напряжение питания 2×12 В поступает на выводы 1 —3 блока А4 из блока А1. Фильтры L1C1C3 и L2C2C4 подавляют помехи. Резистор R26 ограничивает ток светодиода HL3 (см. рис. 1).
Налаживание блока А4 начинают с установки подстроенным резистором R8 нуля на выходе ОУ DA2. Эту операцию выполняют, предварительно соединив между собой выводы 7—9 блока. Далее на выводы 6 и 7 подают постоянное напряжение 40 В (плюсом к выводу 7) и подстроечным резистором R4 устанавливают на выходе DA2 напряжение 1,2 В. С помощью резистора R10 настраивают генератор на транзисторе VT1. Период повторения его импульсов должен быть равен 40 мкс (частота 25 кГц).
ОКОНЧАТЕЛЬНАЯ РЕГУЛИРОВКА ЭРСТ
К изготовленному ЭРСТ, в котором установлены предварительно проверенные и отрегулированные блоки А1—А4, подключают эквивалент нагрузки — балластный реостат РБЗОО или другой достаточной мощности. Если подобного реостата найти не удалось, его заменяют самодельными резисторами из стальных или нихромовых полос или прутков сечением S не менее 100 мм2. Необходимое сопротивление резистора вычисляют по формуле
Затем определяют нужную длину полосы
где р — удельное сопротивление материала, Ом·м·10-6.
Движки переменных резисторов R7 «Наклон» и R9 «Уровень» переводят в нижнее по схеме положение. Рукоятку управления реостатом устанавливают на отметку 10 А или подключают вместо него нагрузочный резистор, рассчитанный на этот ток. Подав на ЭРСТ напряжение первичного источника, дожидаются загорания светодиода НИ («Готов») и нажимают кнопку SB1 «Пуск». Должны заработать вентиляторы и загореться светодиод HL3 «Включено». Подстроечным резистором R12 устанавливают по амперметру РА1 минимальный сварочный ток — 10 А.
Подстроечным резистором R12 устанавливают по амперметру РА1 минимальный сварочный ток — 10 А.
Затем переводят рукоятку балластного реостата на отметку 315 А, а движок переменного резистора R9 — в верхнее по схеме положение и с помощью подстроечного резистора R13 устанавливают стрелку амперметра РА1 на 315 А — это максимальный сварочный ток. Все упомянутые в этом разделе переменные и подстроечные резисторы находятся в блоке А4 (рис. 12). Позиционные обозначения других элементов — по схеме, изображенной на рис. 1.
ЛИТЕРАТУРА
7. Володин В. Экономичное управление симистором. — Радио, 2003, № 6, с. 27, 28.
В. ВОЛОДИН, г. Одесса, Украина
«Радио» №№8-10 2004г.
Похожие статьи:
Электронный регистратор событий
Симисторный регулятор мощности
Комбинированный регулятор мощности
Электронное регулирование сварочного тока
Двухканальный регулятор мощности с ДУ
Электронный предохранитель
Сенсорный регулятор освещения
Электронный уровнемер
Электронный регулятор сварочного тока (1)
Симисторные регуляторы мощности
Post Views: 1 394
Electroweld Настольный точечный сварочный аппарат с цифровым контроллером 15 кВА (T – Electroweld Industries
+
Часто задаваемые вопросы (FAQ):
Как мы можем запросить ценовые предложения или запросить машину для нашего конкретного применения сварки?
4
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
com
или
Отправьте запрос ценового предложения по следующей ссылке:
Для получения непосредственной помощи в выборе подходящей машины для ваших требований к сварке и области применения вы также можете заказать онлайн-встречу в масштабе с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile/WhatsApp: +91-9820160332
Звонок (США/Мексика. линию, и мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях франко-завод FOB/CIF через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо на [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на индивидуальную настройку по адресу [email protected]
. Для международных заказов указанная цена включает доставку, оплачиваемую поставщиком через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу
— Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0007
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видео работы, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
Условия и условия для покупки продуктов Electroweld Industries доступны здесь
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, Индия — 400074
9 9. Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214)-639-004 Электронная почта: [email protected]
Напишите нам, и мы свяжемся с вами как можно скорее
Как связаться с Electroweld по любому другому вопросу, связанному с аппаратом для контактной сварки?
Контактная информация:
Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач.
Электросварочные предприятия
5, Hira Compound, R.C Marg
Chembur, Mumbai, India — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
/WhatsApp: +911579330
/WhatsApp: +911579330
/WhatsApp: +911579330
/WhatsApp: +911579330
/Whats. -9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
3 к вам как можно скорее
Средства контроля сварки — Spot Weld, Inc.
Запросить предложение
Общая информация
Покупка сварочного контроля может быстро усложниться. Комбинации и варианты практически безграничны.
Существует множество марок средств контроля сварки.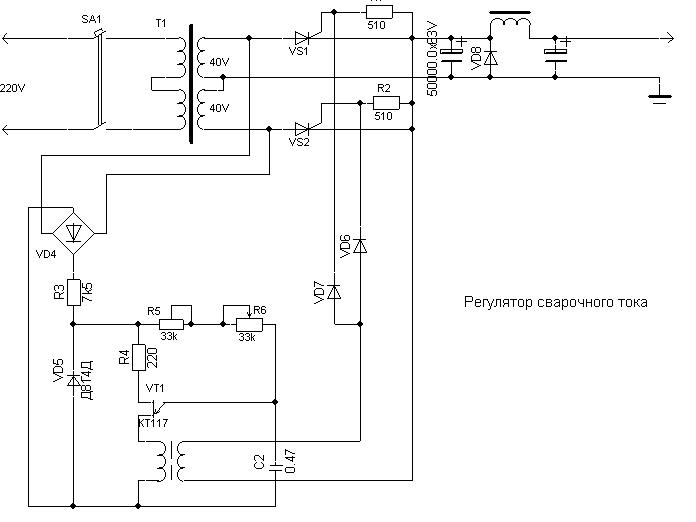 Чтобы охватить весь спектр сварщиков в мире, каждая марка должна иметь множество вариантов. Эти варианты варьируются от простых до сложных. Вот некоторые примеры опций: постоянный ток, электронный воздух, защита автоматическим выключателем (размер соответствует машине), контроль давления, изолирующий контактор, соответствие требованиям UL/CSA/CE, линейный энкодер, мониторинг первичного или вторичного тока, автоматическое управление напряжением, дистанционное программирование. подвесной пульт управления, программное обеспечение для связи с ПК, коммуникационные карты, функция кузнечного производства, дифференциальное давление, дистанционный выбор расписания, выключатели блокировки программы, выбор бинарного расписания, IP-адрес Ethernet, реле расхода воды, защита от защемления, срабатывание защиты от привязывания, электронная защита от защемления и более.
Чтобы охватить весь спектр сварщиков в мире, каждая марка должна иметь множество вариантов. Эти варианты варьируются от простых до сложных. Вот некоторые примеры опций: постоянный ток, электронный воздух, защита автоматическим выключателем (размер соответствует машине), контроль давления, изолирующий контактор, соответствие требованиям UL/CSA/CE, линейный энкодер, мониторинг первичного или вторичного тока, автоматическое управление напряжением, дистанционное программирование. подвесной пульт управления, программное обеспечение для связи с ПК, коммуникационные карты, функция кузнечного производства, дифференциальное давление, дистанционный выбор расписания, выключатели блокировки программы, выбор бинарного расписания, IP-адрес Ethernet, реле расхода воды, защита от защемления, срабатывание защиты от привязывания, электронная защита от защемления и более.
Пожалуйста, свяжитесь с нами для получения более подробной информации по выбору и размеру правильного управления для ваших нужд.
Вот руководства для некоторых марок и моделей, которые мы предлагаем в Spot Weld, Inc.:
- Entron
- Инструкции Entron
- Однофазное управление EN6001
- EN6021 однофазное управление
- Однофазные регуляторы EN1000 и EN1001 (Примечание: у Entron осталось ограниченное количество регуляторов EN1000, и производство прекращается) 903:00
- Однофазное управление EN1000, каскадная сварка (Примечание: Entron имеет ограниченное количество устройств управления EN1000 и прекращает их производство)
- Однофазный контроль сварки EN200 (снято с производства)
- Трехфазное управление EN1701, MFDC (снято с производства)
- Руководство по встроенному датчику давления Документация инвертора iPak
-
- Руководство по таймеру iPAK
- Руководство по связи iPAK
- Схема подключения 1
- Схема подключения 2 903:00
- Инструкции Entron
- ЦМТ (Технитрон, Медар, Роботрон)
- Руководства по ВТЦ
- Однофазный регулятор WTC Technitron T2050 (снято с производства)
- Контроль сварки WTC Medar MedWeld 3005 (снято с производства)
- Контроль сварки WTC MedWeld T2200
- WTC WT6000 трехфазное управление средней частотой (MFDC), интерактивное через Интернет
- WTC Gen6 MFDC управление
- Панель ввода данных WTC DEP-105 и DEP-100
- Панель ввода данных WTC DEP-300
- Панель ввода данных WTC DEP-600
- Видеоруководство по быстрому запуску DEP-600
- Пуск
- Загрузка спецификации сварки
- Редактирование спецификации сварки
- Копирование спецификации сварки
- Видеоруководство по быстрому запуску DEP-600
- Спецификация системы управления WTC 4000
- Руководство по управлению WTC 4000
- Руководства по ВТЦ
- Текна
- Руководства Tecna по управлению сваркой для стационарных и переносных сварочных аппаратов
- Руководство по эксплуатации стационарного аппарата точечной сварки Tecna TE-101
- Руководство по управлению сварочной горелкой Tecna TE-300
- Руководство по управлению сварочной горелкой Tecna TE-450 (снято с производства)
- Руководство по управлению сварочными горелками Tecna TE-470 и TE480
- Руководства Tecna по управлению сваркой для стационарных и переносных сварочных аппаратов
- Хармс+Венде
- Брошюры Harms+Wende
- Каталог продукции «Промышленные решения»
- Руководство по быстрой установке модуля Genius
- GeniusHWI MFDC Инструкция по эксплуатации 903:00 Презентация Harms+Wende по сварке алюминия
- Брошюры Harms+Wende
- Бош
- Инструкции по трехфазному инвертору Bosch Rexroth
- PSI 6xxx серии
- PSI 6xxx.
 1 Серия 05xx
1 Серия 05xx - Руководство по эксплуатации пульта дистанционного управления BT6
- Инструкции по трехфазному инвертору Bosch Rexroth
- Унитрол
- Большинство руководств Unitrol доступны только в печатном виде. За дополнительной информацией обращайтесь
- Unitrol Soft Touch брошюра
- Технический бюллетень Unitrol Soft Touch
- Unitrol Solution «i» Инструкции в сборе
- Решение Unitrol «i» с Soft Touch
- Интертрон
- Инструкции Intertron
- 100B однофазное управление
- 100C однофазное управление
- 105 однофазное управление
- 108 однофазное управление
- 108B однофазное управление
- Блок управления трехфазным преобразователем частоты Intertron 301B 903:00
- Управление трехфазным преобразователем частоты Intertron 302A
- 3000 трехфазное управление, MFDC
- Инструкции Intertron
- Amada Miyachi Unitek (ранее Miyachi America)
- Форвел
- SK24 Стандартная брошюра по управлению
- SK24 руководство
- SK54 Регулятор постоянного тока, брошюра
- SK54 руководство
- Точечная сварка, Inc.