Что представляет собой флюс ФППУ25. Для чего применяется этот паяльный материал. Какими свойствами и характеристиками обладает ФППУ25. Как правильно использовать данный флюс при пайке. Какие меры предосторожности следует соблюдать при работе с ним.
Что такое флюс ФППУ25 и для чего он используется
Флюс паяльный ФППУ25 представляет собой специальный состав, предназначенный для улучшения процесса пайки металлов. Это универсальный флюс, который широко применяется в электротехнике и радиоэлектронике.
Основное назначение флюса ФППУ25:
- Удаление оксидных пленок с поверхности металлов перед пайкой
- Улучшение смачиваемости припоем паяемых поверхностей
- Защита места пайки от окисления в процессе нагрева
- Снижение поверхностного натяжения расплавленного припоя
ФППУ25 относится к активированным флюсам средней активности. Он обеспечивает качественную пайку меди, латуни, бронзы, никеля и их сплавов.
Состав и свойства флюса ФППУ25
В состав флюса ФППУ25 входят следующие основные компоненты:

- Канифоль сосновая (30-40%)
- Этиловый спирт (50-60%)
- Активирующие добавки (5-10%)
Ключевые свойства флюса ФППУ25:
- Высокая активность — эффективно удаляет оксидные пленки
- Хорошая смачивающая способность
- Низкая коррозионная активность
- Легкая смываемость остатков после пайки
- Широкий температурный диапазон применения (от 180°C до 350°C)
Преимущества использования флюса ФППУ25
Флюс ФППУ25 обладает рядом важных преимуществ по сравнению с другими паяльными материалами:
- Универсальность — подходит для пайки большинства металлов и сплавов
- Высокая эффективность удаления оксидов
- Обеспечивает прочное и надежное паяное соединение
- Удобство нанесения и использования
- Доступная цена
- Отечественное производство
Благодаря этим достоинствам, ФППУ25 пользуется большой популярностью среди профессионалов и любителей.
Правила применения флюса ФППУ25 при пайке
Для получения качественного паяного соединения при использовании флюса ФППУ25 следует придерживаться следующих рекомендаций:
- Тщательно очистить и обезжирить паяемые поверхности.
- Нанести тонкий слой флюса кисточкой или палочкой на место пайки.
- Прогреть место пайки паяльником до температуры плавления припоя.
- Ввести припой в зону пайки и дождаться его растекания.
- Удалить остатки флюса после остывания места пайки.
При работе с ФППУ25 важно не допускать его перегрева выше 350°C, так как это может привести к разложению флюса и ухудшению качества пайки.
Меры предосторожности при использовании ФППУ25
Несмотря на относительно низкую токсичность, при работе с флюсом ФППУ25 необходимо соблюдать следующие меры безопасности:
- Использовать в хорошо проветриваемом помещении
- Избегать попадания на кожу и в глаза
- Не допускать вдыхания паров флюса
- Хранить в плотно закрытой таре вдали от источников тепла
- Не принимать пищу и не курить во время работы с флюсом
При попадании на кожу флюс следует смыть водой с мылом, при попадании в глаза — промыть большим количеством воды.
Области применения флюса ФППУ25
Благодаря своим универсальным свойствам, флюс ФППУ25 находит широкое применение в различных сферах:
- Радиоэлектроника и приборостроение
- Ремонт электронной техники
- Производство электротехнического оборудования
- Автомобильная промышленность
- Бытовое и промышленное электрооборудование
- Пайка проводов и кабелей
ФППУ25 особенно эффективен при пайке печатных плат, разъемов, клемм и других электронных компонентов.
Сравнение ФППУ25 с другими типами флюсов
Чтобы лучше понять особенности флюса ФППУ25, полезно сравнить его с некоторыми другими распространенными паяльными материалами:
| Параметр | ФППУ25 | Канифоль | Ортофосфорная кислота |
|---|---|---|---|
| Активность | Средняя | Низкая | Высокая |
| Универсальность | Высокая | Средняя | Низкая |
| Коррозионная активность | Низкая | Очень низкая | Высокая |
| Удаление остатков | Легкое | Среднее | Сложное |
Как видно из сравнения, ФППУ25 обладает оптимальным сочетанием свойств для большинства задач пайки.
Как правильно хранить флюс ФППУ25
Для сохранения свойств флюса ФППУ25 и продления срока его службы необходимо соблюдать следующие правила хранения:
- Хранить в плотно закрытой оригинальной упаковке
- Температура хранения от +5°C до +25°C
- Избегать попадания прямых солнечных лучей
- Хранить вдали от источников тепла и открытого огня
- Не допускать замораживания флюса
- Срок хранения — не более 12 месяцев с даты изготовления
При правильном хранении флюс ФППУ25 сохраняет свои свойства в течение всего срока годности.
Часто задаваемые вопросы о флюсе ФППУ25
Можно ли использовать ФППУ25 для пайки алюминия?
Флюс ФППУ25 не рекомендуется применять для пайки алюминия и его сплавов. Для этих целей существуют специальные флюсы на основе фторидов или хлоридов.
Требуется ли смывать остатки ФППУ25 после пайки?
Хотя ФППУ25 относится к среднеактивным флюсам, рекомендуется удалять его остатки после пайки для предотвращения возможной коррозии в будущем. Остатки легко смываются спиртом или специальными очистителями.
Какой срок годности у флюса ФППУ25?
При соблюдении условий хранения срок годности ФППУ25 составляет 12 месяцев с даты изготовления. После вскрытия упаковки рекомендуется использовать флюс в течение 6 месяцев.
Заключение
Флюс паяльный ФППУ25 является эффективным и универсальным материалом для пайки различных металлов и сплавов. Он обеспечивает качественное и надежное паяное соединение при соблюдении правил применения. Благодаря оптимальному сочетанию активности, удобства использования и доступной цены, ФППУ25 остается одним из самых популярных флюсов на российском рынке.
Флюс паяльный фппу
Нужны клиенты? Регистрируйте компанию и добавляйте товары и услуги в каталог Tomas. Минск Флюс Флюс в Минске. Фильтр По рейтингу Сначала подешевле Сначала подороже Со скидками. Показать сначала:.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Топ 10: самые лучшие флюсы для пайки
- Флюс (жир) паяльный фппу-25
- Флюс паяльный ФППУ
- Флюс паяльный фппу
- Флюс паяльный ФППУ25 для чего предназначен
- Флюс для пайки эмалированных проводов
- Флюс ФППУ25 0,25 мм в Санкт-Петербурге
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Лучший флюс! Промышленный флюс ФППУ25
Топ 10: самые лучшие флюсы для пайки
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс. Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности.
Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки.
Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию.
После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь.
Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить. Ещё одним отличительным признаком разных типов флюсов является температура плавления.
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:. Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону. Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали.
Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля.
Он состоит из канифоли, животного жира и стеарина. Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка. Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло. Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ.
Только при выполнении этих условий можно обеспечить необходимое качество соединения. В статье даются ответы на вопросы: для чего нужны паяльные флюсы, и из чего они состоят. Практически все металлы в естественных условиях покрыты оксидной плёнкой. Именно это обстоятельство становится препятствием на пути жидкого припоя.
Именно это обстоятельство становится препятствием на пути жидкого припоя.
Чтобы преодолеть эту преграду, применяют флюсы. Что это такое? Это смесь веществ органического и неорганического происхождения, которая обладает свойствами удаления оксидов, снижения поверхностного натяжения в местах пайки. Такие вещества называют флюсами. Помимо этого, средство способствует лучшему растеканию жидкого припоя и защищает соединяемые детали при пайке от воздействия внешней среды.
Основным свойством флюсов для пайки является его химическая нейтральность по отношению к припою. Вещество может иметь вид жидкости, твёрдого тела или пасты. Основные виды флюсов для пайки представлены в следующем перечне:. Для быстрой и качественной пайки в качестве флюса применяют канифоль. Основой вещества является смола сосны с добавлением скипидара. Техническая характеристика канифоли определена ГОСТом Свойства сосновой живицы, как вспомогательного материала при пайке, известны издавна.
Канифоль, не обладая кристаллической структурой, представляет собой аморфное стекловидное хрупкое тело. Полупрозрачная масса может быть разных оттенков: от бледно-жёлтого до тёмно-коричневого цвета. Канифоль гидрофобна, зато легко растворяется в спирте и ацетоне.
Полупрозрачная масса может быть разных оттенков: от бледно-жёлтого до тёмно-коричневого цвета. Канифоль гидрофобна, зато легко растворяется в спирте и ацетоне.
Флюс широко применяют в бытовых условиях для паяния радиодеталей, медной проводки и прочего. Материал имеет низкую температуру плавления. При нагреве выше С флюс становится жидким и легко переносится жалом паяльника на место пайки.
Химическое соединение хлористый аммоний Nh5Cl известно, как нашатырь. Соль аммония выглядит как белый порошок без запаха. Жидкий флюс представляет собой раствор 77 частей соли в частях воды. Нашатырь получают, как побочный продукт содового производства.
Зачем нужны нашатырные флюсы? Применяют их для лужения и пайки изделий из стали. В продаже всегда можно найти раствор или порошок нашатыря, предназначенного для пайки. Флюс продают в удобной пластиковой упаковке. Средство применяют также для очистки жал паяльников от нагара и окалины. Данное вещество добывают из высыхающих соляных озёр. Помимо этого паяльную пасту из буры получают путём нейтрализации борной кислоты карбоном натрия.
Помимо этого паяльную пасту из буры получают путём нейтрализации борной кислоты карбоном натрия.
Полученную смесь обезвоживают выпариванием с последующей фильтрацией раствора. В результате получают кристаллический порошок белого цвета. Полученная бура является высокотемпературным флюсом, который используют для пайки соединений чугуна, стали, медных сплавов. Готовят пасту из буры, перетирая порошок в ступке и добавляя борную кислоту в пропорции Для повышения химической активности флюса в него добавляют хлористую и фтористую соль.
Во время пайки образуется слой соли, которую нужно будет удалить. Бывают случаи выхода из строя водонагревательной колонки или монтажа системы тёплых полов и прочего водонагревательного оборудования.
Нужно соединить трубу с фитингом. Для того чтобы пропаять такое соединение, поступают так:. Формула этого неорганического вещества выглядит как Н3РО4. Кислота является эффективным средством для удаления ржавчины.
Наряду с этим, ортофосфорную кислоту используют как флюс для пайки. Кислоту используют для пайки низколегированных и углеродистых сталей. Флюс эффективно удаляет оксидную плёнку, как на основном материале, так и на припое. Ржавчина под воздействием кислоты приходит в рыхлое состояние и всплывает на поверхности флюса. В месте очистки образуется защитный слой, который не даёт возникнуть новой оксидной плёнки.
Кислоту используют для пайки низколегированных и углеродистых сталей. Флюс эффективно удаляет оксидную плёнку, как на основном материале, так и на припое. Ржавчина под воздействием кислоты приходит в рыхлое состояние и всплывает на поверхности флюса. В месте очистки образуется защитный слой, который не даёт возникнуть новой оксидной плёнки.
После пайки все остатки кислоты легко смывают тёплой водой. Такой флюс удачно применяют при пайке деталей из нержавеющей стали, никеля и их сплавов. Кислотой также обрабатывают соединения из чёрных металлов.
Флюс (жир) паяльный фппу-25
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить фппу 25 паста и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус. Защита Покупателя. Помощь Служба поддержки Споры и жалобы Сообщить о нарушении авторских прав. Экономьте больше в приложении! Корзина 0.
на фото флюс ФППУ25 кто нибудь знает такой? я в инете инфы не нашёл, паяет хорошо, смывать вроде тоже не надо P.S. вечерком читал какую то.
Флюс паяльный ФППУ
Спиртоканифольный флюс в первую очередь популярен среди радиолюбителей. Причиной тому служит высокое качество пайки, а также то, что такой флюс хорошо смачивает поверхности и гарантированно затекает в зазоры между любыми паяемыми деталями. Кислота ортофосфорная паяльная используется при пайке в качестве флюса по окисленой меди, по чёрному металлу, по нержавеющей стали. Применяется также для очищения от ржавчины металлических поверхностей. Бура — порошок тетрабората натрия, который используется в качестве флюса при лужении и пайке латуни, бронзы, меди и железа. Бура зачищается с места пайки в случае необходимости, хорошо выводит оксиды из зоны пайки. Нашатырь — активный флюс, который применяется для пайки латуни, бронзы, нержавеющих сталей, а так же для гальваники и лужения. Флюс активно взаимодействует с металлами, поэтому требует промывания после окончания процесса пайки.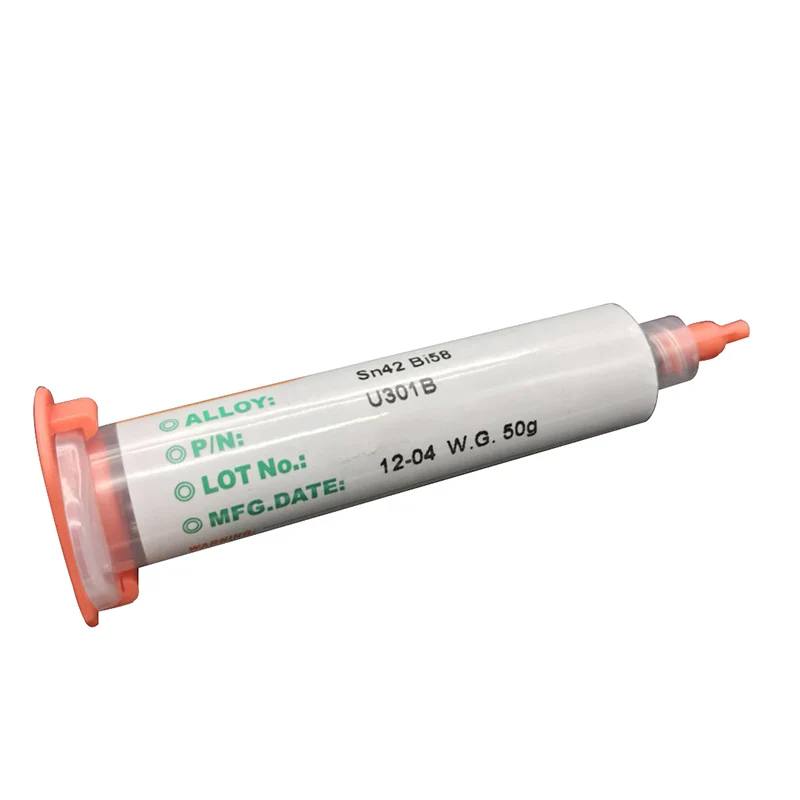
Флюс паяльный фппу
Полный сборник: коррозирующие и некоррозирующие, активные и пассивные. В приведённой ниже таблице представлены флюсы, выпускаемые специально для пайки. Изготовлен на основе экстракционной канифоли «А» или «Б» ГОСТ , спирта и нейтральной смачивающей присадки-тетрабромида дипентена по ТУ Выше представленные флюсы представлены как специально предназначенные для пайки, так и альтернативные не являющимися флюсами, но которые могут выступать в роли флюса.
Флюсы от Интернет-магазина Electronoff обеспечат прочную, блестящую, а значит надежную пайку, позволив вам сэкономить на припое, и продлят ресурс вашего паяльника. Сосновая канифоль, с которой начинали все радиолюбители и спустя десятилетия остается в строю, постепенно отдавая пальму первенства флюсам как расходным материалам для пайки.
Флюс паяльный ФППУ25 для чего предназначен
Лучший флюс! Каким флюсом паять BGA? Часть 1. Флюсы, припои, для пайки Роман Гребеников. Основной критерий безотмывочности это SIR тест или тест поверхностного сопротивления изоляции. Все флюсы отработали рекоменд..
Все флюсы отработали рекоменд..
Флюс для пайки эмалированных проводов
Флюс паяльный ЛТИ представляет собой универсальный расходный материал, который предназначен для предварительного лужения и пайки меди и ее сплавов, углеродистой стали и никеля. Он обладает нейтральными активными свойствами. Данные добавки приходят в действие в процессе паяния. Флюс ЛТИ является безопасным для пайки радиокомпонентов. Поставляется в флаконе объемом 30 мл.
Мы нашли это объявление 4 года назад. Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок.
Флюс ФППУ25 0,25 мм в Санкт-Петербурге
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Перейти к объявлению Пожаловаться. Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности. Следить Следить.
Сейчас этот форум просматривают: Google [Bot] и гости: 2.
На сайте продавца доступен «Заказ в один клик». Для перехода на сайт нажмите «В магазин». На сайте продавца доступен «Онлайн консультант». На сайте продавца доступен бесплатный номер Каталог Товаров.
Thread: Снять эмаль с медного провода? RU Технический кабинет Если это ваш первый визит, читайте справку по форуму. Для размещения своих сообщений необходимо зарегистрироваться.
что это такое, для чего нужен, виды, как пользоваться, чем отмыть
Производство и ремонт электроники, сборка компонентов на печатных платах невозможна без флюсов для пайки. От качества и состава смеси зависит надежность протравки металла, контакт и долговечность соединений. Какие разновидности существуют и зачем нужен флюс при работе с паяльным оборудованием, подробно рассмотрено ниже.
Какие разновидности существуют и зачем нужен флюс при работе с паяльным оборудованием, подробно рассмотрено ниже.
Содержание
- Что это такое — паяльные флюсы
- Основные функции и свойства
- Требования к флюсам
- Классификация по типу
- Активные
- Бескислотные
- Антикоррозийные
- Защитные флюсы
- Активированные
- По состоянию
- Жидкие
- Твердые
- Пастообразные
- Как правильно выбрать флюс
- Как пользоваться флюсом для пайки
- Удаление остатков
- Как приготовить паяльный флюс своими руками
- Техника безопасности
- Хранение — срок годности
Что это такое — паяльные флюсы
Флюсом называется вещество, применяемое в пайке. В процессе работы с металлами, а так же при их хранении, на поверхности образуется оксидная пленка, возможно появление иных загрязнений. Назначение флюсов — удалять все лишние вещества, которые ухудшат контакт в зоне пайки или качество лужения. Для чего еще нужен флюс — вещество производит своеобразное смачивание поверхности. За счет формирования «поверхностного натяжения» у нагретого металла распределение припоя происходит быстрее.
Для чего еще нужен флюс — вещество производит своеобразное смачивание поверхности. За счет формирования «поверхностного натяжения» у нагретого металла распределение припоя происходит быстрее.
Выбор паяльного флюса, припоя и оборудования — взаимосвязанная цепочка. Все компоненты должны отвечать запросам производимых работ — лужение, монтаж smd компонентов, пайка медного трубопровода.
Основные функции и свойства
Процессы, ведущие к появлению оксидных пленок, происходят на металлических поверхностях постоянно. Блокировать их развитие может только изоляционный защитный слой — например, лак. В остальных случаях потребуется использовать флюс при пайке.
Главные функции:
- очистка поверхности металла перед пайкой от окислов;
- эффект поверхностного натяжения и способствование равномерному лужению;
- защитный эффект протравленной зоны, замедление окисления металла.
Так как для определенной группы металлов существует свой флюс, выделяются характеристики и свойства, присущие конкретному веществу:
- остаточные фракции — могут потребовать очистки зоны пайки после работы;
- температура пайки;
- консистенция — паста, жидкость, плотная субстанция;
- сопротивление;
- выделение вредных веществ при нагреве;
- рабочий расход и стоимость.
Каждая характеристика влияет на подбор флюса под конкретную работу. Канифоль для пайки в твердом варианте постепенно вытесняется жидкой формой. Некоторые разновидности имеют срок годности и должны быть использованы вовремя — хранить долго их не получится. Флюс-паста удобен для мелкого компонентного ремонта, но имеет высокую стоимость.
Требования к флюсам
Требования к химическому составу флюса формируются на основе рабочей зоны. Для пайки радиодеталей без дальнейшей отмывки в составе смеси исключается присутствие кислоты. Для электронных систем военного и медицинского характера важна стабильная работа зоны контакта при длительной эксплуатации в обычных и тяжелых условиях. Поэтому важно пользоваться флюсом, обеспечивающим максимальную прочность обработанного контакта. Особенно это важно для СМД элементов и греющихся компонентов — радиаторов, чипов.
Поэтому важно пользоваться флюсом, обеспечивающим максимальную прочность обработанного контакта. Особенно это важно для СМД элементов и греющихся компонентов — радиаторов, чипов.
Классификация по типу
Химический состав вещества и область применения формируют виды флюса:
- активный;
- бескислотный или нейтральный;
- активированный.
Нейтральные имеют дополнительное разделение на антикоррозийные и защитные типы.
Например, высокотемпературная пайка производится флюсами средней активности. Кислотность низкая, так как в припоях для высоких температур присутствует алюминий.
Активные
В своем составе активный флюс имеет кислоту. Поэтому он отлично убирает окислы, паять или лудить данным составом удобно. При работе с активным флюсом важно обеспечивать вентиляцию помещения — при нагреве будут выделяться токсические вещества, требующие удаления.
Работа с кислотой производится максимально аккуратно. Обязательно использование защитных средств, а при попадании на кожу или слизистые оболочки потребуется срочная промывка.
Зона пайки после работки потребует очистки от остатков флюса. Кислота химически активна и способна вступать в реакции в рабочей зоне даже при комнатной температуре.
В дальнейшем это приведет к разрушению контакта — от микротрещин до окисления. Как хороший проводник, кислотный остаток может стать причиной короткого замыкания. Очистка прилегающей к пайке области — обязательно.
Применение активного флюса на основе кислоты оптимально в случае большого количества окислов и спайки разных металлов.
Бескислотные
Разновидность нейтральных флюсов. При нанесении на плату или контакт данного типа вещества реакции с окружающими элементами не будет. Представляют доступную ценовую категорию. Может применяться канифоль для пайки — если температура работы не выше 150 градусов. Нейтральные флюсы подходят для паек мелких компонентов на платах в радиотехнике и электронике.
Антикоррозийные
Цель применения — удаление последствий коррозии на поверхности метала перед пайкой и создание защитной пленки. В основе лежит ортофосфорная кислота. В отличие от кислотных флюсов, смесь не рушит структуру металла. Коррозия удаляется путем протекания химической реакции при нагревании паяльником.
В основе лежит ортофосфорная кислота. В отличие от кислотных флюсов, смесь не рушит структуру металла. Коррозия удаляется путем протекания химической реакции при нагревании паяльником.
Защитные флюсы
Использование направлено на защиту металлов от окислительных процессов. Химическое взаимодействие флюса и обрабатываемой плоскости отсутствует из-за нейтральной природы входящих в его состав компонентов. В производстве могут задействоваться воск, вазелин, иные масла. Подойдет для пайки медных проводов, плат и микросхем.
Активированные
Основной компонент для производства флюса — солянокислый анилин, может быть использована салициловая кислота. За счет состава не требуют предварительно очистки большого количества окислов — хорошо растворяются на стадии обработки. Предлагается как безотмывочный флюс, но остатки желательно удалить. Применение находит в соединениях с механической нагрузкой.
По состоянию
Особенности состава и взаимодействия компонентов выражаются в форме готового продукта. Это может быть как жидкий флюс, так и паяльная паста. Некоторые смеси можно наносить обычной кистью или выдавливая из тюбика. Часть производителей предусматривают более удобные форматы работы — пистолет для флюса с дозированием объема вещества.
Это может быть как жидкий флюс, так и паяльная паста. Некоторые смеси можно наносить обычной кистью или выдавливая из тюбика. Часть производителей предусматривают более удобные форматы работы — пистолет для флюса с дозированием объема вещества.
Полезная статья: Давление в газовом баллоне
Жидкие
Одна из наиболее распространенных форм и доступна как в магазинах для радиолюбителей, так и в бытовых отделах. Вещество удобно наносить кисточкой, но необходимо следить за излишками. Есть риск разлива, непредвиденных капель на плату или контакт — их потребуется удалить для исключения появления дефектов.
Пример жидкая канифоль или ортофосфорная кислота для лужения и пайки. При нагреве происходит быстрое высыхание и выделение вредных веществ. Потребуется использование средств индивидуальной защиты и оперативное выполнение работ.
Твердые
Большим плюсом является ценовая доступность, а также низкая химическая активность по отношению к металлу. Твердые флюсы для пайки неудобно наносить, качество удаления окислов у них чуть ниже. Популярная канифоль для пайки в кристаллическом виде при разогреве выделяет вредные вещества.
Твердые флюсы для пайки неудобно наносить, качество удаления окислов у них чуть ниже. Популярная канифоль для пайки в кристаллическом виде при разогреве выделяет вредные вещества.
Пастообразные
Использовать флюс пасту для пайки наиболее удобно. Одна из популярных марок — rma 218. Его удобно наносить, время высыхания выше чем у других форм. В работе задействуется паяльник и фен — подойдет любое устройство. За счет своей популярности качественные флюсы иногда подделывают, поэтому выбор и приобретение следует совершать в проверенных магазинах.
Поставка — шприц или тюбик, позволяет наносить вещество локально в нужном объеме.
Полезная статья: Олово температура плавления
Как правильно выбрать флюс
Подборка состава и марки флюса происходит на основе анализа задачи. Учитываются материалы, которые будут паяться, условия эксплуатации и наличие статических или динамических нагрузок. Несколько примеров:
- Флюс вами, вещество в виде порошка.
 Необходим, если паяется алюминиевый контакт, а также сплав на его основе. Высокая температура работы не влияет на безопасность — флюс для пайки алюминия не подвержен возгоранию, взрывам.
Необходим, если паяется алюминиевый контакт, а также сплав на его основе. Высокая температура работы не влияет на безопасность — флюс для пайки алюминия не подвержен возгоранию, взрывам. - Свинцовые и без свинцовые платы прекрасно паяются, если использовать флюс Martin. Он безотмывочный, что исключает дополнительные операции с компонентами по завершении паек.
- Гель rma 218 не требует удаления остатков и применяется для замены smd компонентов на платах, замены чипов, для пайки bga. Температура работы выше 70 градусов. rma 218 может быть оперативно убран с платы при помощи flux-off аксессуара. Флюс rma 223 — имеет схожие характеристики с небольшим отличием в составе. Область применения та же.
- В процессе лужения и пайки токоведущих элементов задействуется ФППУ 25. Вещество является универсальным флюсом, наследием советской промышленности. При использовании вспомогательных компонентов пайке может подвергаться сталь.
- Флюс ЛТИ относится к активной группе веществ.
 Паять можно медь и нержавейку. В состав ЛТИ 120 вошла канифоль (1/4) и спирт (3/4) с активными добавками. Полученная нейтральная смесь исключает дальнейшую реакцию при наличии остатков флюса в зоне пайки. Зачистить излишки можно техническим спиртом и кистью.
Паять можно медь и нержавейку. В состав ЛТИ 120 вошла канифоль (1/4) и спирт (3/4) с активными добавками. Полученная нейтральная смесь исключает дальнейшую реакцию при наличии остатков флюса в зоне пайки. Зачистить излишки можно техническим спиртом и кистью. - Флюс СКФ — еще один представитель спиртово — канифольной смеси. Припой, используемый в работе с данным вещество — низкотемпературный. Подойдет для радиомонтажных работ и пайки печатных плат.
- Флюс для пайки трубопроводов из меди создается на основе из кислот и серебра. Прочность соединения позволяет подавать давление до 20 атмосфер в систему водо- и газоснабжения. Шов после пайки и сам медный трубопровод потребуется очистить — остатки флюса могут со временем добавить зеленого оттенка на паяных участках.
- d500 — разновидность флюсов, аналог rma. Низкий остаток после работы и безотмывочные характеристики не требуют дополнительных взаимодействий с платой. Целевые объекты — ремонт сотовых телефонов, бытовых электроприборов.

Важно учитывать необходимость последующей отмывки и ее сложность. Поэтому безотмывочный rma 218 и подобные пасты гели — выбор электронщиков, выполняющих мелко компонентные ремонтные работы.
Для ответственных узлов и мелких элементов подойдут нейтральные, слабоактивные флюсы. Вещества на основе кислот, в жидком формате и низком ценовом диапазоне выбираются при лужении и большом объеме паек — например, в сфере промышленного энергоснабжения, на подстанциях, в железнодорожной инфраструктуре.
Как пользоваться флюсом для пайки
Правильное применение зависит от агрегатного состояния флюса:
- для твердого формата жало паяльника касается флюса, после чего берется припой;
- жидкие вещества наносят кисточкой на поверхность металла в зону пайки;
- для пасты предусмотрены шприцы или специальные пистолеты.

Порядок действий следующий:
- Удаление окислов — если флюс обладает такими свойства, данный шаг пропускается.
- Нанесение флюса в рабочую зону.
- Разогрев зоны пайки оборудованием с внесением припоя.
По завершению работы необходимо выдержать соединение до затвердения припоя. Для печатных плат возможно восстановление защитного слоя лака — особенно для устройств, работающих в агрессивных средах. Сюда относится пыль, влажность, повышенная температура.
Для упрощения технологического процесса используйте безотмывочные составы — например, rma 218. Если же требуется убрать излишки флюса, потребуется чистая кисть, технический спирт, в отдельных случаях — ацетон. С платами важно быть осторожнее — при очистке аккуратно производить удаление остатка, не травмируя соседние компоненты.
Полезная статья: Какие сварочные деформации называют остаточными
Как приготовить паяльный флюс своими руками
Оптимальные по качеству составы создаются на промышленном производстве. Если не требуется идеально выверенных и точных пропорций можно приготовить флюс для пайки дома своими руками.
Если не требуется идеально выверенных и точных пропорций можно приготовить флюс для пайки дома своими руками.
Для работы потребуются ряд компонентов, используемых в смеси для пайки нужного типа металла. Подробная инструкция по созданию бюджетного флюса приведена в видео ролике.
Для ремонта электроники лучше приобретать нужный, готовый паяльный флюс. Это уменьшит риск порчи оборудования и повысит качество выполняемой пайки.
Техника безопасности
Применение флюса в процессе пайки потребует использования защитных перчаток, стойких к кислоте. Рабочее место должно проветриваться или оснащаться системой вентиляции для защиты слизистых оболочек от вредных испарений. Возможно использовать респираторы с картриджами, улавливающими мелкодисперсную сухую и влажную взвесь из воздуха. При попадании вещества на открытые участки кожи необходимо промыть места чистой водой.
При попадании вещества на открытые участки кожи необходимо промыть места чистой водой.
После окончания работ руки и лицо вымыть с мылом. Это позволит удалить осевшие на коже частички после нагревания флюса. В зоне работы с паяльным оборудование нельзя хранить открытыми продукты питания и воду.
Полезная статья: Какие виды сварки бывают
Хранение — срок годности
Для флюсов в жидкой форме обязательно хранение в герметичной таре. Если хранить вещество в открытой емкости, возможно испарение. Результатом будет снижение качества пайки, возможно отравление от рассеянных в воздухе компонентов флюса.
Паста или гель хранятся в помещениях с нормальными показателями влажности и температуры, без попадания прямых солнечных лучей. Емкости — плотно закрыты. Воздействие излишней влажности и повышенной температуре приведет к изменению химического состава и нарушению исходных пропорций флюса.
Слишком низкая температура будет также вредна для вещества. Срок годности указывается производителем на упаковке. По его истечению использовать химический состав нежелательно.
Срок годности указывается производителем на упаковке. По его истечению использовать химический состав нежелательно.
Применение флюса не вызовет трудностей, если осуществить правильный подбор под конкретную рабочую задачу. При поиске вещества для пайки обязательно оценивается состав и пропорции компонентов. Для этого используются инструкции и пояснения от производителя.
Флюс для пайки
Главная » Виды стали
Hardwired
Назначение флюса
| Марка | Внешний вид | Паяемый металл или металлическое покрытие | Применяемые припои | Назначение |
| Канифоль марки А | Медь; серебряное, оловянное, цинковое, оловянно-свинцовое, оловянно-висмутовое, золотое покрытия | Оловянно-свинцовые, оловянно-свинцово-кадмиевые (при температуре пайки выше 220°С), серебряные ПСр1,5 и ПСр2 | Ручная и механизированная пайки и лужение монтажных элементов и других поверхностей. Консервация изделия для сохранения паяемости в условиях складского хранения. Консервация изделия для сохранения паяемости в условиях складского хранения. | |
| ФКСп (ФКЭт) | Жидкость светло-коричневого цвета | То же | То же | То же, а также пайка проводников, имеющих изоляцию в виде трубок или эмалевую изоляцию, изделий с повышенными требованиями по сопротивлению изоляции |
| ФКДТ | Жидкость тёмно-коричневого цвета | Медь; серебряное, оловянное, оловянно-свинцовое, оловянно-висмутовое, золотое покрытия | Оловянно-кадмиево-индиевые, оловянно-свинцовые, оловянно-свинцово-висмутовые, оловянно-свинцово-кадмиевые, индиевые | Ручная и механизированная пайки и лужение монтажных элементов и других поверхностей. |
| ЛТИ-120 | Жидкость тёмно-коричневого цвета с незначительным осадком | Сталь углеродистая, медь и её сплавы, никель и его сплавы; оловянное, серебряное, кадмиевое, цинковое, оловянно-свинцовое, оловянно-висмутовое покрытия | Оловянно-свинцовые, серебряные ПСр1,5 и ПСр2 | Ручная и механизированная пайки и лужение монтажных элементов, не имеющих на выводах изоляции в виде трубок, и других поверхностей в изделиях широкого применения. |
| ФГСп, ФСкСп, ФСкПс | ФГСп, ФСкСп – бесцветная жидкость; ФСкПс – однородная паста светло-жёлтого цвета | Медь и её сплавы, никель и его сплавы; оловянное, серебряное, кадмиевое, цинковое, оловянно-свинцовое, оловянно-висмутовое покрытия | Оловянно-свинцовые, оловянно-свинцово-висмутовые, оловянно-свинцово-кадмиевые | Ручная (ФСкПс и ФСкСп) и механизированная пайки и лужение монтажных элементов, не имеющих на выводах изоляции в виде трубок и других металлических поверхностей в изделиях широкого применения |
| ФТС | Жидкость жёлтого цвета | Медь; оловянное, серебряное, кадмиевое, цинковое, оловянно-свинцовое, оловянно-висмутовое покрытия | Оловянно-свинцовые, оловянно-свинцово-висмутовые, оловянно-свинцово-кадмиевые | Ручная и механизированная пайки и лужение монтажных элементов и других металлических поверхностей в изделиях широкого потребления |
| ФДГл | Бесцветная густая жидкость. При температуре пайки – коричневого цвета | То же | Оловянно-свинцовые | Ручная и механизированная пайки и лужение изделий широкого потребления.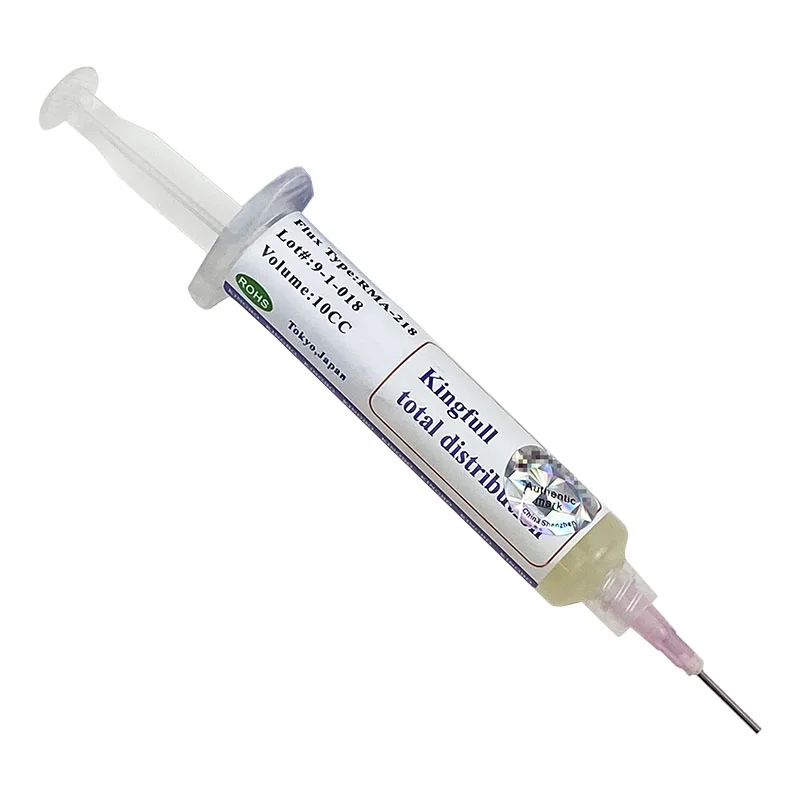 Групповая пайка методом погружения в паяльный флюс при температуре 220–250°С и оплавление электролитически оловянированных деталей перед пайкой Групповая пайка методом погружения в паяльный флюс при температуре 220–250°С и оплавление электролитически оловянированных деталей перед пайкой |
| ФЦА | Бесцветная жидкость | Медь и её сплавы (в том числе БрБ), углеродистые и нержавеющие стали, никель и его сплавы | Оловянно-свинцовые и низкотемпературные серебряные | Предварительное лужение (механизированное и ручное) и пайка изделий при условии полного удаления (с применением нейтрализующих растворов) остатков флюса после пайки, кроме монтажных соединений |
| ФДФс | Бесцветная жидкость | Сталь, хромоникелевые сплавы (нихром, пермаллой, суперинвар, ковар, инвар), медь и её сплавы | Оловянно-свинцовые | Ручная и механизированная пайки и лужение изделий, кроме монтажных соединений |
| ЖЗ-1-АП, ЖЗ-2-АП | Вязкая жидкость тёмно-коричневого цвета | Оловянно-свинцовые | Защита зеркала расплавленного припоя от окисления в механизированных установках пайки | |
| 284, 209 | Белый порошок | Медь и её сплавы, нержавеющие и конструкционные стали, жаропрочные сплавы | Серебряные | Пайка узлов РЭА и различных конструкций с применением газопламенного нагрева и в печах |
| 200 | Белый порошок | Нержавеющие и конструкционные стали, жаропрочные сплавы | Латунь и припои с температурой плавления 850–1000°С | Пайка узлов РЭА и различных конструкций с применением газопламенного нагрева и в печах |
| 34А, Ф370А | Белый порошок | Алюминий и его сплавы, кроме сплавов с содержанием магния выше 3% | Алюминиевые | Пайка узлов РЭА |
| 16ВК | Алюминий и его сплавы | Алюминиевые | Пайка узлов РЭА. Групповая пайка узлов методом погружения в соляную ванну Групповая пайка узлов методом погружения в соляную ванну |
Состав флюса. Удаление остатков флюса
| Марка | Состав (масса) | Удаление остатков флюса после пайки | |
| Компонент | % | ||
| ФКСп (ФКЭт) | Канифоль сосновая | 10 – 60 | Этиловый спирт или спирто-бензиновая смесь 1:1 |
| Спирт этиловый или этилацетат | 90 – 40 | ||
| ФКДТ | Канифоль сосновая | 10 – 20 | |
| Диметилалкилбензил-аммонийхлорид (китамин АБ) | 0,1 – 3,0 | ||
| Трибутилфосфат | 0,01 – 0,10 | ||
| Спирт этиловый или этилацетат | 89,89 – 76,90 | ||
| ЛТИ-120 | Канифоль сосновая | 20 – 25 | |
| Диэтиламин солянокислый | 3 – 5 | ||
| Триэтаноламин | 1 – 2 | ||
| Спирт этиловый | 76 – 68 | ||
| ФГСп | Гидразин солянокислый | 2 – 4 | Горячая проточная вода (70±10°С) или спирто-бензиновая смесь 1:1 |
| Этиленгликоль или глицерин | 25 – 50 | ||
| Спирт этиловый | 73 – 46 | ||
| ФСкСп | Семикарбазид гидрохлорид | 2 – 4 | |
| Этиленгликоль или глицерин | 25 – 50 | ||
| Спирт этиловый | 73 – 46 | ||
| ФСкПс | Семикарбазид гидрохлорид | 3 – 5 | |
| Глицерин | 70 – 58 | ||
| Полиокс-100 или полиокс-115 | 27 – 37 | ||
| ФТС | Кислота салициловая | 4,0 – 4,5 | Спирто-бензиновая смесь 1:1 |
| Триэтаноламин | 1,0 – 1,5 | ||
| Спирт этиловый | 95 – 94 | ||
| ФДГл | Диэтиламин солянокислый | 4 – 6 | Горячая проточная вода (70±10°С) |
| Глицерин | 96 – 94 | ||
| ФЦА | Цинк хлористый | 45,5 | Горячая проточная вода (70±10°С) и нейтрализующие реактивы |
| Аммоний хлористый | 9 | ||
| Вода | 45,5 | ||
| Гидрат окиси цинка | До выпадения осадка | ||
| ФДФс | Диэтиламин солянокислый | 20 – 25 | Горячая проточная вода (70±10°С) или спирто-бензиновая смесь 1:1 |
| Этиленгликоль | 60 – 50 | ||
Кислота ортофосфорная (уд. вес 1,7) вес 1,7) | 20 – 25 | ||
| ЖЗ-1-АП | Масло цилиндровое «52» или «КС-19» | 79 – 81 | Спирто-бензиновая смесь 1:1, трихлорэтилен, ацетон |
| Кремнийорганическая жидкость ПФМС-6 | 16 – 17 | ||
| Олеиновая кислота | 4,9 – 1,8 | ||
| Антиоксидант НГ-2246 | 0,1 – 0,2 | ||
| ЖЗ-2-АП | Масло цилиндровое «52» или «КС-19» | 58,52 – 69,75 | |
| Кремнийорганическая жидкость ПФМС-6 | 21,65 – 10,66 | ||
| Хлопковое масло | 11,0 – 10,64 | ||
| Олеиновая кислота | 8,79 – 9,02 | ||
| Антиоксидант НГ-2246 | 0,04 – 0,03 | ||
| 284 | Борный ангидрид | 23 – 27 | Горячая проточная вода (70±10°С) и холодная проточная вода |
| Калий фтористый | 33 – 37 | ||
| Калий борфтористо-водородный | 44 – 36 | ||
| 209 | Борный ангидрид | 33 – 37 | |
| Калий фтористый | 40 – 44 | ||
| Калий борфтористо-водородный | 27 – 19 | ||
| 200 | Борный ангидрид | 70 – 62 | Горячая проточная и нейтрализующие реактивы |
| Натрий тетраборнокислый (бура) | 17 – 21 | ||
| Кальций фтористый | 13 – 17 | ||
| 34А | Калий хлористый | 56 – 44 | |
| Литий хлористый | 29 – 35 | ||
| Цинк хлористый | 6 – 10 | ||
| Натрий фтористый | 9 – 11 | ||
| Ф370А | Калий хлористый | 51 – 46 | |
| Литий хлористый | 36 – 39 | ||
| Натрий фтористый | 4 – 5 | ||
| Кадмий хлористый | 9 – 10 | ||
| 16ВК | Натрий хлористый | 12 | |
| Калий хлористый | 44 | ||
| Литий хлористый | 34 | ||
| Эвтектика (алюминий фтористый – 54%, калий фтористый – 46%) | 10 | ||
Таблица 3 влияние остатков флюса на изоляцию и их коррозионное действие
| Марка | Влияние остатков флюса на сопротивление изоляции | Коррозионное действие остатков флюса | |||
| на медь | на серебряное покрытие | на оловянно-свинцовое покрытие | на никелевое покрытие | ||
| ФКСп (ФКЭт), ФКДТ | не влияют | не оказывают | |||
| ЛТИ-120, ФГСп, ФСкСп | снижают | оказывают | не оказывают | ||
| ФСкПс | снижают | оказывают | не оказывают | оказывают | не оказывают |
| ФТС | снижают | оказывают слабое | не оказывают | ||
| ФДГл | снижают | оказывают | оказывают слабое | не оказывают | н/д |
| ФДФс | снижают | оказывают | не оказывают | не оказывают | оказывают |
| ФЦА | снижают | оказывают | |||
| ЖЗ-1-АП, ЖЗ-2-АП | не влияют | не оказывают | — | ||
При пайке медных жил, а также проводников заземления к броне и свинцовой оболочке кабелей используют паяльную пасту следующего состава (в весовых частях):
- Канифоль …………………………………….
 . 10;
. 10; - Жир животный ………………………………. 3;
- Аммоний хлористый ………………………… 2;
- Цинк хлористый …………………………….. 1;
- Вода или этиловый спирт-ректификат .. 1.
Для этих же целей часто используется для паяльной пасты и такой состав:
- Канифоль ……………………………………… 2,5 %;
- Сало ……………………………………………. 5 %;
- Цинк хлористый ……………………………… 20 %;
- Аммоний хлористый …………………………. 2 %;
- Вазелин технический ……………………… 65,5 %;
- Вода дистиллированная ………………….. 5 %.
Флюс для пайки алюминия
| Марка | Состав, % | Температура плавления, °С | |||||
| Калий хлористый | Натрий хлористый | Литий хлористый | Натрий фтористый | Криолит марки К-1 | Магний хлористый | ||
| ВАМИ | 50–55 | 30–35 | — | — | 10–20 | — | 630 |
| АФ-4А | 50 | 28 | 14 | 8 | — | — | » 600 |
| ХП | 50 | — | 30 | — | — | 20 | |
Флюс ВАМИ применяется для оконцевания жил проводов и кабелей, флюс АФ‑4А – только для соединения жил кабелей в муфтах.
Флюсы для пайки мягкими и полутвёрдыми припоями по нормалям электротехники 0АА.614.017-67 и 0АА.614.028-68
| Марка | Назначение | Состав | Отмывка после пайки | |
| Компонент | % | |||
| К | Лужение и пайка токоведущих частей из меди и её сплавов | Канифоль сосновая | 100 | Не требуется |
| КСП | Лужение и пайка токоведущих частей из меди и её сплавов | Канифоль сосновая | 25 | Не требуется |
| Спирт этиловый технический марки Б | 75 | |||
| ФПП | Лужение и пайка токоведущих частей из меди и её сплавов | Смола полиэфирная марки ПА9 | 20–30 | Не требуется |
| Метилэтилкетон или этилацетат | 80–70 | |||
| СТУЗО-12224-61 | Лужение и пайка токоведущих частей из меди, никеля и их сплавов и деталей с покрытиями медью, оловом, кадмием, серебром и цинком | Канифоль сосновая | 20–35 | Тампоном или кистью, смоченном в растворителе или спирте |
| Диэтиламин солянокислый | 3–5 | |||
| Триэтаноламин | 1–2 | |||
| Спирт этиловый технический марки Б | 76–68 | |||
Ф59А 0АА. 614.017-67 614.017-67 | Лужение и пайка алюминия и сплава АМц между собой и с медью и её сплавами | Кадмий борфторид | 10 | Проточная горячая вода или спирт |
| Цинк борфторид | 3 | |||
| Аммоний борфторид | 5 | |||
| Триэтаноламин | 82 | |||
| 34А 0АА.614.017-67 | Пайка алюминия и его сплавов (температура плавления 420 °С) | Кадмий фтористый | 50±6 | Горячей, затем холодной проточной водой |
| Литий хлористый | 32±6 | |||
| Цинк хлористый | 8±2 | |||
| Натрий фтористый | 10±1 | |||
| ЛМ1 | Лужение и пайка железоникелевых сплавов и нержавеющих сталей | Канифоль сосновая | 20–35 | Тампоном или кистью, смоченном в растворителе или спирте |
| Диэтиламин солянокислый | 3–5 | |||
| Триэтаноламин | 1–2 | |||
| Спирт этиловый технический марки Б | 76–78 | |||
| Ф38Н | Лужение и пайка нихрома между собой и медью | Диэтиламин солянокислый | 25–30 | Горячей водой или кистью, смоченной в спирте |
| Этиленгликоль | 60–50 | |||
| Кислота ортофосфорная | 29–25 | |||
Флюсы
Цены на 05. 06.2021 указаны в рублях за 1 кг с учетом НДС (Цены уточняются от условий оплаты и объемов)
06.2021 указаны в рублях за 1 кг с учетом НДС (Цены уточняются от условий оплаты и объемов)
| Наименование (марка) | ГОСТ, ТУ | Цена | Паяемый материал | Температурный интервал активности флюса | Применяемый припой |
| Флюс 100 | ТУ 48-4-346-84 | 2080 | Твердосплавный инструмент. | 900-1100 | Медно-цинковые припои. |
| Флюс ВАМИ | ТУ 48-4-472-86 | 680 | Алюминий и алюминиевые сплавы. | 800-900 | Сварка. |
| Флюс 34А | ТУ 48-4-229-87 | 1780 | Алюминий и алюминиевые сплавы. | 550-610 | Алюминиевые припои. |
| Флюс ПВ 200 | ГОСТ 23178-78 | 1690 | Нержавеющие и конструкционные стали, жаропрочные сплавы. | 800-1200 | Высоко- и среднеплавкие припои. |
| Флюс ПВ 201 | ГОСТ 23178-78 | 2000 | Нержавеющие и конструкционные стали, жаропрочные сплавы. | 800-1200 | Высоко- и среднеплавкие припои. |
| Флюс ПВ 209Х | ГОСТ 23178-78 | 1670 | Нержавеющие и конструкционные стали, жаропрочные сплавы, медь и ее сплавы | 700-900 | Среднеплавкие припои. |
| Флюс ПВ 209 | ГОСТ 23178-78 | 1670 | Нержавеющие и конструкционные стали, жаропрочные сплавы, медь и ее сплавы | 700-900 | Среднеплавкие припои. |
| Флюс ПВ 284Х | ГОСТ 23178-78 | 1690 | Нержавеющие и конструкционные стали, жаропрочные сплавы, медь и ее сплавы | 600-800 | Среднеплавкие припои. |
| Канифоль сосн. | ГОСТ 19113-84 | 300 | Медь, сталь, сплавы | 150-250 | Оловянно-свинцовые припои. |
| Жир паяльный | 36-1170-79 | 402 | Медь, алюминий. | 250-300 | П200А, П300А, ПОС-40. |
| Флюс ФК-235 | 1718-023-17228138-2005 | 1670 | Нержавеющие и конструкционные стали, жаропрочные сплавы, медь и ее сплавы | 450-850 | Среднеплавкие припои (замена ПВ 284Х). |
| Флюс ФК-250 | 1718-023-17228138-2005 | 1670 | Нержавеющие и конструкционные стали, жаропрочные сплавы, медь и ее сплавы | 550-950 | Среднеплавкие припои (замена флюсов ПВ 209, ПВ 209Х). |
| Флюс ФК-260 | 1718-023-17228138-2005 | дог. | Нержавеющие и конструкционные стали, жаропрочные и твердые сплавы. | 800-1200 | Высокотемпературные припои на основе меди, серебра (замена ПВ 200, ПВ 201). |
| Флюс ФК-320 | 1718-023-17228138-2005 | 1860 | Конструкционные стали, жаропрочные сплавы, медь и ее сплавы | 550-950 | Среднеплавкие припои на основе меди, серебра (замена ПВ 284Х, ПВ 209, ПВ 209Х). |
| Флюс ФА-40 | ТУ 1718-009-17228138-2007 | дог. | Алюминий и алюминиевые сплавы. | 565-660 | Алюминиевые припои (эффективная за- мена флюса 34А). |
| Флюсовая паста ФП 1 | ТУ 48-17228138/ОПП-004-2001 | дог. | Медь, никель, их сплавы, стали, твердые сплавы. | 850-1200 | Высокотемпера- турные припои (эффективная за- мена флюсов ПВ200 ПВ201 Ф100). |
| Бура техническая | ГОСТ 8429-77 | 130 | Углеродистые стали, чугун, медь, твердые сплавы. | 740-800 | Медноцинковые припои. |
| Кислота паяльная | ГОСТ 19250-73 | 360 | Углеродистые и низко-легированные стали, медь, никель, их сплавы. | 290-350 | Оловянно-свинцовые, оловянно-цинковые припои. |
| Флюс АФ-4А | ТУ 48-5-228-82 | дог. | Газовая сварка алюминия и его сплавов. | 800-900 | Сварка. |
| ФАКАФ | дог. | Низкотемпературная пайка алюминия. | 250-300 | Оловянно-свинцовые припои. | |
| ЛТИ-120 | 800 |
Рейтинг
( 1 оценка, среднее 4 из 5 )
Понравилась статья? Поделиться с друзьями:
Отпайка ППУ на famicom
Добро пожаловать, Гость!
Вот несколько ссылок, которые могут оказаться полезными
Сборная БД | Ксенон Вики | Неизданные игры
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
невежественный
Активный член
- #1
Я заказал плату nesrgb для моего оригинального famicom у реселлера из Великобритании (я живу в ЕС). 900:30 Пока я жду его прибытия, я собираю всю информацию, необходимую для успешной установки.
Больше всего меня беспокоит распайка. У меня нет модного демонтажного пистолета и/или паяльной станции с регулируемой температурой. Я не паяю регулярно и не хочу покупать оборудование, которое большую часть времени будет собирать пыль.
У меня есть обычный паяльник, ручной насос для удаления припоя, оплетка и флюс. Будет ли этого достаточно, чтобы отпаять ppu?
Будет ли этого достаточно, чтобы отпаять ppu?
даркагн
Известный участник
- #2
Я дважды сталкивался с задачей распайки NES PPU без демонтажного пистолета, когда делал мод PC10 NES RGB, а затем мод NESRGB.
Оба раза у меня все получилось, но оба раза это заняло более часа, и я повредил переходные отверстия на печатной плате, и мне пришлось чинить следы повреждений. Это было, когда я был скорее любителем паяльника, но все же.
После второго раза я купил демонтажный пистолет Hakko 808 и могу выполнить ту же задачу буквально за 5 минут без каких-либо повреждений. Как вы говорите, он в основном собирает пыль, но, может быть, раз в 18 месяцев я достаю его и использую для чего-то, и я так рад, что он у меня есть, несмотря ни на что.
картинг
Новый член
- #3
Мой собственный опыт создания модов для famicom был гораздо менее инвазивным: я только что сделал составной видеомод. Так что отнеситесь к этому с недоверием, но лично я бы не стал пытаться делать это с оборудованием, которое у вас есть. Я попытался отпаять видеотранзистор от платы с помощью аналогичного набора (однако у меня есть станция с регулируемой температурой), но безуспешно. Нанесение флюса на стыки мало помогло фитилю принять этот 35-летний припой — он просто не хотел течь. Я лично не стал бы преследовать PPU с чем-то меньшим, чем станция горячего воздуха с регулируемой температурой. Тем не менее, если вы не паяете регулярно, я бы также СЕРЬЕЗНО подумал, является ли хорошей идеей самостоятельная установка nesrgb. Я не думаю, что это особенно простая установка, и я полагаю, что вы уже в ней за 200 долларов или около того — без подходящего оборудования это то, что я бы лично отправил.
Тем не менее, если вы не паяете регулярно, я бы также СЕРЬЕЗНО подумал, является ли хорошей идеей самостоятельная установка nesrgb. Я не думаю, что это особенно простая установка, и я полагаю, что вы уже в ней за 200 долларов или около того — без подходящего оборудования это то, что я бы лично отправил.
Реакции:
бонд.санwaali
Участник
- #4
Я удалил 2 NES PPU для мода RGB. Одно удаление было с паяльником, а другое с демонтажной станцией.
Удаление железа заняло целую вечность, и в конце концов мне пришлось отрезать пару штырьков и починить, так как ничто не могло полностью удалить припой. Демонтажная станция заняла совсем немного времени.
Демонтажная станция заняла совсем немного времени.
Ледяной человек
Известный участник
- #5
Вам обязательно понадобится оловоотсос (пистолет будет еще лучше), так как PPU имеет как минимум 3 контакта, соединенных с заземлением. Они поглощают много тепла и будут очень сложными без соответствующих инструментов. Я сам делал мод на различных системах NES и Famicom, и я рад, что у меня есть хороший оловоотсос + паяльная станция с настройкой температуры.
FREE_WORLD
Активный член
- #6
Надлежащие инструменты на вес золота…
Вы либо покупаете оборудование и сохраняете его на случай, если оно пригодится вам в будущем, либо покупаете его, модифицируете, а затем продаете…?
невежественный
Активный член
- #7
Ну, я думаю, что мой единственный выход — обратиться за помощью к тому, у кого есть подходящее оборудование для распайки. Моего паяльника будет недостаточно, чтобы обеспечить должный нагрев, так как вы говорите, что эти платы поглощают тепло.
Некоторое время назад мне удалось выпаять этот транзистор и сделать правильный составной мод без особых проблем. Может мне повезло или часть платы не такая термостойкая
Может мне повезло или часть платы не такая термостойкая
СатурнHST
Участник
- #8
Я посмотрел это видео:
Затем я купил Hakko FR-301 и распаял несколько NES CPU/PPU. Это было легко сделать, но у меня забилось сопло, и мне пришлось купить еще 2 сопла. Я бы не стал пытаться отпаивать их обычным паяльником и насосом, так как это займет слишком много времени и не так эффективно удаляет весь припой.
Реакции:
Странник АГ , Гетта Робо и дарканневежественный
Активный член
- #9
Обновление статуса проекта
Я отдал плату в местный магазин по ремонту электроники, где владелец магазина выпаял блок питания с помощью специального пистолета для выпайки.
Позже я следовал инструкции и припаял все на место. Пришлось устранять неполадки вместе с другом, так как система дала сбой. Выяснилась странная проблема с флюсом. Материал, который я использовал, был настолько липким, что оставался на доске даже после ее очистки. Мой друг хорошенько все почистил, и в итоге нам удалось получить полностью работающий famicom
Реакции:
einsteinx2 , ваали , картинг и еще 2Ледяной человек
Известный участник
- #10
Рад слышать!
Да, всегда убирайте остатки флюса. И любой ценой избегайте канифоли. Это один из самых липких и худших флюсов, с которыми мне приходилось иметь дело. Не говоря уже о том, что он фактически начинает вести электричество после длительного разрушения ваших досок, если его не удалить должным образом.
Реакции:
Эйнштейнx2невежественный
Активный член
- #11
Возвращаюсь к теме.
Я настолько избалован превосходным качеством изображения моего famicom с RGB-подсветкой, что не могу выносить составное изображение своей NES с фронтальной загрузкой всякий раз, когда я играю на ней. Итак, я тоже собираюсь модифицировать RGB, но на этот раз я займусь распайкой.
Совсем недавно я наткнулся на классный магазин товаров для творчества, где есть доступ к приличному оборудованию для пайки/демонтажа с регулируемой температурой. Посмотрев несколько руководств о том, как модифицировать фронтальный погрузчик с RGB-подсветкой, я понял, что демонтажная часть довольно сложна для тех, кто никогда не использовал демонтажный пистолет.
Итак, мне интересно, насколько сложно испортить плату NES, если у вас нет опыта использования соответствующих инструментов?
PS Если вам интересно, в магазине используется эта паяльная станция https://www.aoyue.eu/aoyue-int968a-…-воздушная паяльная станция-3в1-с-пинцетом.html
Нулли
Донатор
- #12
Будет больно без оружия, это всегда выполнимо, но это даже не сравнимо с процессом работы с оружием, для которого оно было создано. Подумайте об использовании отвертки Phillips для удаления винта Torx … Если это одноразовый инструмент, то не стоит покупать демонтажный пистолет, и вы, вероятно, в конечном итоге сможете обойтись ручным насосом / оплеткой, но я бы сказал, что с первой попытки вы потерпите неудачу. ставка достаточно высока.
Купите съемник DIP и не используйте по крайней мере отвертку с плоской головкой, несколько долларов из Китая. Если это не выходит с небольшим усилием, тогда остановитесь и проверьте все отверстия, не просто насильно.
невежественный
Активный член
- №13
Нулли сказал:
Будет больно без оружия, это всегда выполнимо, но это даже не сравнимо с процессом работы с оружием, для которого оно было создано. Подумайте об использовании отвертки Phillips для удаления винта Torx … Если это одноразовый инструмент, то не стоит покупать демонтажный пистолет, и вы, вероятно, в конечном итоге сможете обойтись ручным насосом / оплеткой, но я бы сказал, что с первой попытки вы потерпите неудачу. ставка достаточно высока.
Купите съемник DIP и не используйте по крайней мере отвертку с плоской головкой, несколько долларов из Китая. Если это не выходит с небольшим усилием, тогда остановитесь и проверьте все отверстия, не просто насильно.
Нажмите, чтобы развернуть…
Вы хоть читали мой последний пост? Я спрашиваю, насколько сложно использовать демонтажный пистолет для удаления PPU NES
с фронтальной загрузкой.
Нулли
Донатор
- №14
Инструмент, который вы связали, не является демонтажным пистолетом. Если он у вас есть, то это очень легко, самое худшее, что может случиться, это то, что вы не всосете в него весь припой, и вам придется оплавить соединение и повторить попытку. Вам все еще нужен этот инструмент за 1 доллар для удаления DIP, используя отвертку или какой-либо другой импровизированный эквивалент, который может легко уничтожить следы под чипом из-за соскабливания или неосознания того, что другая половина чипа не свободна, когда вы поддеваете с одной стороны. С помощью этого инструмента за 1 доллар вы можете гораздо лучше почувствовать сопротивление.
даркагн
Известный участник
- №15
Удаление микросхем DIP, таких как PPU, очень просто, если у вас есть демонтажный пистолет. Просто доведите пистолет до температуры (я просто использую настройку по умолчанию для Haako 808), наденьте насадку на соединение, подождите 1-2 секунды и нажмите на курок. Если всасывание не полностью удалило припой из соединения, используйте обычный паяльник для повторной пайки соединения свежим припоем и повторяйте процесс, пока соединение не станет чистым.
Реакции:
невежда
райик24
Участник
- №16
даркагн сказал:
Если всасывание не полностью удалило припой из соединения, используйте обычный паяльник для повторной пайки соединения свежим припоем и повторяйте процесс, пока соединение не станет чистым.
Нажмите, чтобы развернуть…
Это отличный совет.
Кажется нелогичным, но это действительно эффективно для плавления старого припоя. Возможно, вы даже захотите нанести немного свежего припоя на каждый контакт перед тем, как начнете выпаивать.
Реакции:
невежданевежественный
Активный член
- # 17
Итак, я провел небольшое исследование о том, как установить этот мод. Дело в том, что я хочу, чтобы эта установка была как можно более чистой, с наименьшим количеством просверленных отверстий. Это означает, что я хочу иметь звук на разъеме din, а не на дополнительном разъеме, а также выбирать палитру rgb с контроллера, а не с дополнительного переключателя. Однако не могу найти никакой полезной информации об этом.
Вся информация, которую я на самом деле хочу, находится в видео на YouTube от французского парня (я думаю, что он тоже является участником здесь), но освещается в довольно технической форме для понимания от кого-то, кто не модерировал rgb прежде.
Кроме того, могу ли я как-нибудь получить обычный AV-разъем в стиле Nintendo (например, тот, что на видео) у европейского продавца? Таможня в моей стране довольно суровая, если я получаю вещи за пределами ЕС. .
.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Пожертвовать
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
RAM Repair
Оперативная память — один из самых важных ресурсов любого компьютера, и у 9845 ее много. Стив Возняк, изобретатель компьютера Apple, однажды сказал, что в Кремниевой долине утверждалось, что микропроцессор
изобретен для продажи программируемых микросхем памяти только для чтения. Большинство систем HP 9845 имеют более 100 микросхем DRAM, поэтому относительно высока вероятность того, что некоторые из них будут работать с дефектами в течение десятилетий.
Типичными симптомами дефектов памяти R/W являются распечатки на внутреннем принтере при включении питания, сообщения об ошибках во время начальной проверки памяти при запуске («НЕ ПРОВЕРКА ЧАСТИ ПАМЯТИ!») и уменьшение объема памяти, о котором сообщает СПИСОК команда, чем «официально». Кроме того, повторяющиеся звуковые сигналы (примерно раз в секунду) после запуска могут указывать на неисправность памяти.
На самом деле, ремонт неисправных модулей DRAM — это не высшая математика. Вот что вам понадобится:
- Маленький бокорез и плоскогубцы или пинцет
- Маломощный паяльник с приспособлением для удаления припоя (например, припоем), а также припоем для электроники и флюсом для пайки
- Программа тренировки памяти (например, из ленты System Exerciser) для диагностики
- Несколько (хороших) запасных микросхем DRAM соответствующего типа (4116 или 4164)
Действия по восстановлению ОЗУ всегда одинаковы:
- Во-первых, необходимо определить, действительно ли неисправность связана с памятью, и если да, то вызвана ли она логикой декодера адреса, логикой обновления или отдельный чип DRAM.

- Далее необходимо идентифицировать затронутую сборку памяти.
- Затем необходимо найти неисправный компонент в сборке.
- Компонент необходимо заменить, и, наконец,
- следует запустить тренажер, чтобы убедиться, что причина успешно устранена и система снова работает на 100 %.
Организация памяти R/W
Обратите внимание, что вся память R/W в HP 9845 организована в виде блоков по 64 кбайт или 32 килобайта, за исключением блока 1, который составляет всего 32 кбайт или 16 килобайт ОЗУ. Память выделена одному из процессоров системы, но доступ к ней может осуществляться обоими через схему перекрестного переключения. Как правило, вся память R/W назначается LPU и четным номерам блоков, кроме блока 1, который назначается PPU в качестве системной RAM. Максимально возможный адрес блока чтения/записи — восьмеричный 76. Максимальный объем ОЗУ, который можно установить в HP 9845 — это 1632 Кбайт или 1,6 МБ.
Наиболее важными для работы являются блоки 0 и 1, поскольку они используются непосредственно операционной системой и дополнительными ПЗУ для буферов и переменных. Блок 1 также содержит альфа-буфер CRT, начиная с восьмеричного адреса 70000 (модель 100) или 60000 (модель 200).
Вся память R/W реализована с микросхемами динамического ОЗУ (DRAM). Во всех сборках используется 4116 микросхем, за исключением сборки 98047A 512k Option RAM, в которой используется 4164 микросхемы.
Блоки памяти размером 32 кВт могут быть сопоставлены с адресным пространством процессора размером 64 КБ либо с использованием нижней половины адресного пространства (восьмеричное число от 000000 до 077777), либо с использованием верхней половины адресного пространства (от 100000 до 177777). Поскольку регистры процессора отображаются в восьмеричном формате 000000-000040, к этому диапазону нельзя обращаться напрямую как к памяти R/W. Для тестирования этой части памяти R/W ее необходимо сопоставить с адресом 100000-177777. Отображение управляется регистрами MAE (от R32 до R37) и настраивается в программном обеспечении.
Отображение управляется регистрами MAE (от R32 до R37) и настраивается в программном обеспечении.
Все сборки R/W для HP 9845 могут быть настроены на различные адреса блоков с помощью перемычки или DIP-переключателя. Сборки ОЗУ/ПЗУ, которые содержат как ПЗУ, так и системную ОЗУ для каждого из двух процессоров, могут быть настроены на блокировку 0 или 1. Дополнительная сборка ОЗУ на 128 КБ может быть настроена на блоки 0+2, 4+6, 10+. 12 и 14+16. Сборка дополнительной оперативной памяти 512k может быть установлена в блоки 20-36, 40-56 и 60-76.
В принципе, можно использовать плату A28 LPU RAM/ROM вместо платы A27 PPU RAM/ROM. Оба отличаются только тем, что в A28 установлены оба ряда микросхем DRAM, тогда как в A27 только верхний ряд заполнен DRAM. Таким образом, когда перемычка выбора блока установлена в положение блока 1 (настройка PPU), плату A28 можно безопасно использовать в качестве платы A27. Дополнительная оперативная память просто не будет использоваться. Очевидно, что использование A27 в качестве замены A28 невозможно, если только вы не впаяете недостающие микросхемы DRAM.
R/W Диагностика памяти
Вам понадобится программа для проверки памяти, чтобы идентифицировать неисправные микросхемы DRAM. Для HP 9845B/C доступны четыре различных тренажера (вся информация ниже относится к этим моделям):
- Наиболее распространенный тренажер является частью набора тестов из ленты для тренажеров . Просто загрузите ленту или смонтируйте образ диска тренажера с помощью HPDrive, загрузите и запустите программу AUTOST и выберите тест ПАМЯТИ.
- Другая возможность — сделать то же самое с тестовая двоичная программа (TBIN), которую также можно загрузить и запустить с ленты или с смонтированного образа диска. Среди вариантов проверки выберите «Устранение неполадок с памятью».
- Третий вариант запуска средства проверки памяти — использовать 9845 Test ROM , который также обеспечивает базовый тест памяти, но проверяет только системную RAM LPU и PPU на сборках RAM/ROM A15 и A16.
- Наконец, имеется встроенный тест памяти , который интегрирован в процедуру запуска системы и автоматически выполняется при каждом включении питания.
 Информативность этого теста ограничена, и для его вывода требуется работающая внутренняя настройка принтера, однако это единственная встроенная процедура тестирования, которая всегда доступна. На самом деле этот тест в первую очередь предназначен для определения объема памяти, используемой системой, а не для предоставления исчерпывающей диагностической информации.
Информативность этого теста ограничена, и для его вывода требуется работающая внутренняя настройка принтера, однако это единственная встроенная процедура тестирования, которая всегда доступна. На самом деле этот тест в первую очередь предназначен для определения объема памяти, используемой системой, а не для предоставления исчерпывающей диагностической информации.
Выбор используемого тренажера частично зависит от затронутой сборки памяти. Если система загружается и можно загрузить ленту или смонтировать образ диска, набор тестов из набора тренажёров, вероятно, будет лучшим выбором, так как он содержит наиболее полные тесты памяти.
Если система не загружается (вероятно, из-за сбоя системного LPU и/или PPU RAM), вам потребуется Test Option ROM. На самом деле это специальное дополнительное ПЗУ встречается крайне редко, поэтому я включил код тестового ПЗУ в текущий набор ПЗУ для платы ПЗУ (замена системных ПЗУ, см.0558 ROM Board Project Section ).
Если система не загружается и у вас нет ни тестового ПЗУ, ни платы ПЗУ для использования кода тестового ПЗУ из флэш-памяти, вы все равно можете попытаться интерпретировать выходные данные теста начальной загрузки.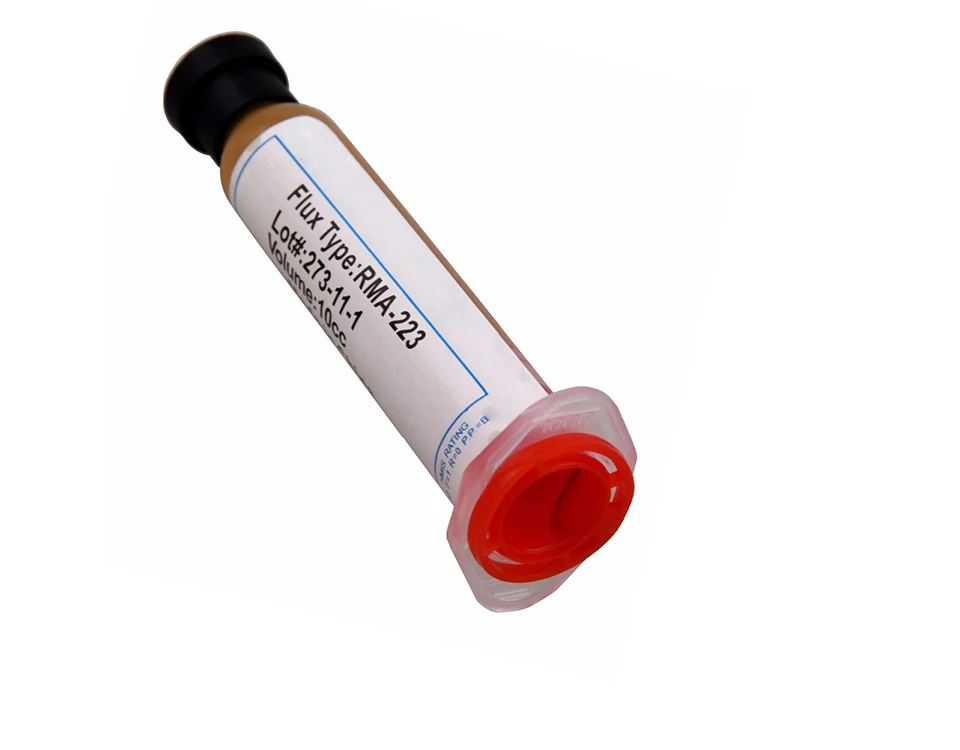
Двоичная программа тестирования имеет почти ту же диагностику памяти, что и тесты тренажера, но может быть загружена непосредственно из тестового ПЗУ и поэтому может использоваться, даже когда многие другие системные компоненты выходят из строя и поэтому лента тренажера не может быть загружена . Средство устранения неполадок с памятью тестового двоичного файла предлагает выбор отдельных тестовых процедур, включая тесты обновления памяти, тесты с ходьбой 1 с и функцию просмотра / тыка, и поэтому его можно использовать, сосредоточив внимание на особых типах проблем.
За исключением начального верификатора памяти, все тесты возвращают информацию об ошибках в одном и том же формате, поэтому следующие шаги по идентификации и ремонту компонентов одинаковы. В следующем разделе пошагово описаны четыре различные диагностические процедуры. Просто выберите тот, который вы хотите использовать, проработайте его шаг за шагом, а затем перейдите к разделу Интерпретация информации об ошибках памяти R/W .
Использование ленты для системного тренажера
Каждый HP9845 поставлялся с ленточным картриджем под названием «Системный тренажер». Тренажер был в первую очередь предназначен для самого пользователя, чтобы убедиться, что он имеет полностью работоспособную систему. Таким образом, не нужно слишком много настраивать, а процедуры легко выполнять. Для каждой функциональной области системы имеется специальный тренажер, включая интерфейсы и периферийные устройства.
См. раздел «Системные утилиты » для загрузки системного тренажера.
Чтобы выполнить диагностику памяти, выполните следующие действия:
- Включите питание системы
- Загрузите ленточную кассету System Exerciser в один из внутренних ленточных накопителей или смонтируйте файл образа диска HPI System Exerciser с помощью HPDrive .
- Выполните ЗАГРУЗКУ «АВТОСТАТ» и нажмите ЗАПУСК, когда загрузка будет завершена
- Сообщите программе, нужна ли вам распечатка для сохранения полных журналов (внутренний принтер имеет код выбора 0)
- Введите ПАМЯТЬ в приглашении и нажмите ДАЛЕЕ
На самом деле программа проверки ПАМЯТИ сначала проверяет контрольные суммы ПЗУ («ПРОВЕРКА ПРОВЕРКИ КОНТРОЛЬНОЙ СУММЫ ПЗУ»), а затем начинает проверку установленной памяти для чтения/записи («ПРОВЕРКА ПРОГРАММЫ ПАМЯТИ R/W») с самого верхнего блока памяти вниз до блока 0 :
СЕЙЧАС ПРОВЕРКА ЧЕРНЫЙ BB 000000-037777
СЕЙЧАС ПРОВЕРКА ЧЕРНЫЙ BB 040000-077777
Проверка каждого блока занимает около одной минуты. Вы не должны прерывать этот тест, нажимая любую клавишу, однако вы всегда можете прервать тест, нажав STOP. Последним блоком, который будет протестирован тренажером, является блок 1. Обратите внимание, что при проверке блока 1 на экране появляются странные узоры, это нормально.
Вы не должны прерывать этот тест, нажимая любую клавишу, однако вы всегда можете прервать тест, нажав STOP. Последним блоком, который будет протестирован тренажером, является блок 1. Обратите внимание, что при проверке блока 1 на экране появляются странные узоры, это нормально.
После завершения тренажер отобразит
ПРОГРАММА ПАМЯТИ ЗАВЕРШЕНА, НАЖМИТЕ «ПРОДОЛЖИТЬ»
Поскольку тест памяти уничтожает все данные в памяти, систему необходимо перезагрузить после завершения теста.
Если обнаружена ошибка памяти R/W, этот тест указывает на ошибку сообщением:
ОШИБКА ПАМЯТИ ЧЕРНЫЙ BB АДРЕС AAAAAA HAS XXXXXX NOT YYYYYY
Теперь перейдите к разделу Интерпретация информации об ошибках памяти R/W .
Использование тестового ПЗУ
Тестовое ПЗУ выполняет автоматический тест памяти для блоков системной памяти 0 (LPU) и 1 (PPU). Обратите внимание, что в блоке 0 установлен полный блок памяти (64 КБ) с восьмеричным диапазоном адресов от 000000 до 077777, тогда как в блоке 1 установлено только 32 КБ с диапазоном адресов от 040000 до 077777.
Чтобы выполнить диагностику памяти, выполните следующие действия. :
- Установите дополнительное ПЗУ для тестирования в ящик ПЗУ PPU (тот, что слева) или установите DIP-переключатель на плате ПЗУ в положение 7 (тестовое ПЗУ)
- Включите питание системы
Теперь система автоматически тестирует сначала PPU, а затем LPU. После успешного завершения этих тестов проверяются блоки системной памяти 0 и 1. Во время тестов текущий тестируемый блок памяти обозначается как
BLK 0 SA — 000040 EA — 077777 или
BLK 1 SA — 040000 EA — 077777
Проверка каждого блока памяти занимает около одной минуты. Вы не должны прерывать этот тест, нажимая любую клавишу, однако вы всегда можете прервать тест, нажав STOP. Последним блоком, который будет протестирован тренажером, является блок 1. Обратите внимание, что при проверке блока 1 на экране появляются странные узоры, это нормально. Также обратите внимание, что тестируются только блоки 0 и 1, поэтому этот тест не подходит для тестирования пользовательской памяти в блоках 4 и выше.
После завершения тренажер отобразит
**** НАЖМИТЕ КЛАВИШУ SFK, ЧТОБЫ НАЧАТЬ ТЕСТ *****
Тест памяти можно повторно запустить отсюда по желанию с помощью клавиши K9.
Если обнаружена ошибка памяти R/W, этот тест указывает на ошибку сообщением:
LPU MEM ERR BLK BB ADDR AAAAAA HAS XXXXXX NOT YYYYYY или
PPU MEM ERR BLK BB ADDR AAAAAA HAS XXXXXX NOT YYYYYY
LPU или PPU в данном случае указывает, какой процессор выполнил тест памяти. Обычно оба процессора должны сообщать о дефектах DRAM. В противном случае это может указывать на неисправность процессора или путей шины, а не на неисправность памяти R/W.
Теперь перейдите к разделу Интерпретация информации об ошибках памяти R/W .
Использование тестовой двоичной программы
Тестовая двоичная программа изначально предназначалась в сочетании с Test Option ROM для диагностики на месте, выполняемой обслуживающим персоналом. Он включает в себя средство устранения неполадок памяти с четырьмя тестами памяти и функцией peek/poke. Вы можете загрузить и запустить тестовую двоичную программу либо из Test ROM, либо из BASIC.
Он включает в себя средство устранения неполадок памяти с четырьмя тестами памяти и функцией peek/poke. Вы можете загрузить и запустить тестовую двоичную программу либо из Test ROM, либо из BASIC.
Поскольку вы можете индивидуально выбирать тесты для выполнения, вы также можете проверять различные типы отказов. См. System Utilities Раздел для загрузки тестовой двоичной программы (TBIN).
Чтобы выполнить диагностику памяти, выполните следующие действия:
- Включите питание системы
- Загрузите тестовую двоичную программу либо из тестового ПЗУ (например, нажав клавишу K8 SFK), либо из BASIC с помощью LOAD BIN «TBIN»
- После завершения загрузки автоматически запустится тестовый двоичный файл. Выберите K8 — УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ПАМЯТИ в тестовом меню.
- Теперь выберите индивидуальный тренажер, который вы хотите запустить. Нажмите M, а затем ДАЛЕЕ для проверки маршевой схемы.
- Нажмите A для проверки всех блоков памяти
Тест памяти запустит системный блок PPU 1, а затем все остальные установленные блоки памяти R/W, начиная с блока 0 до блока 16 (обратите внимание, что сборки 98407A 512k не тестируются):
ТЕСТ ПАМЯТИ ЧЕР BB 000000-037777
ТЕСТ ПАМЯТИ ЧЕР BB 040000-077777
Проверка каждого блока занимает менее 20 секунд. Весь тест будет выполняться непрерывно, пока не будет нажата кнопка STOP. Вы не должны прерывать этот тест, нажимая любую другую клавишу. Обратите внимание, что проверка блока 1 приведет к появлению на экране странных рисунков, это нормально.
Весь тест будет выполняться непрерывно, пока не будет нажата кнопка STOP. Вы не должны прерывать этот тест, нажимая любую другую клавишу. Обратите внимание, что проверка блока 1 приведет к появлению на экране странных рисунков, это нормально.
Если хотите, вы можете повторить этот тест, выбрав R (для проверки обновления), B (для проверки байтов) или W (для проверки шагающего бита) вместо M. Обратите внимание, что тест шагающего бита занимает около шести часов для тестирования каждого блока памяти.
Если обнаружена ошибка памяти R/W, этот тест указывает на ошибку сообщением:
ОШИБКА ПАМЯТИ ЧЕРНЫЙ BB АДРЕС AAAAAA HAS XXXXXX NOT YYYYYY
Теперь перейдите к разделу Интерпретация информации об ошибках памяти R/W .
Использование теста памяти при запуске
Тест памяти при запуске является наименее тщательным тестом и выполняет только быструю проверку памяти. Однако каждый установленный блок памяти будет протестирован.
Чтобы выполнить диагностику памяти, выполните следующие действия:
- Загрузите термобумагу во внутренний принтер (для этого можно использовать стандартную термобумагу для факса)
- Включите питание системы
Во время проверки будет отображаться сообщение «ПРОВЕРКА ПАМЯТИ ВЫПОЛНЯЕТСЯ». Если во время запуска нет ошибки, появится сообщение «9845 ГОТОВ К ИСПОЛЬЗОВАНИЮ. Если система может загрузиться, несмотря на ошибки памяти, в конце концов на экране отобразится сообщение «НЕ ПРОВЕРКА ЧАСТИ ПАМЯТИ!».
учитывать, что память LPU R/W (все четные блоки памяти) разделена на восемь подблоков по 4 килослова (8 кбайт) каждый. где все адреса памяти проверяются до тех пор, пока не будет найдена первая ошибка, а другой тип я называю быстрым тестом, так как только первое слово каждого подблока из 4k слов проверяется сверху вниз Тест памяти начинается с полного теста адреса в PPU блок системной памяти 1 и продолжается быстрой проверкой блока памяти LPU 0 до самого верхнего установленного блока памяти. 0003
0003
Если во время проверки полного адреса обнаруживается ошибка памяти, печатается сообщение об ошибке, и дальнейшее тестирование этого блока (или подблока) не выполняется. Если адрес памяти дает сбой во время быстрой проверки или обнаруживается, что по этому адресу не установлена память, подблок, в котором возникает ошибка, и все подблоки ниже считаются непригодными для использования и не будут подвергаться дальнейшему тестированию.
После завершения быстрой проверки памяти LPU R/W вся память LPU, помеченная как пригодная для использования, будет протестирована снизу вверх, при этом проверка полных адресов начнется с первого подблока в блоке 0. Если есть ошибка памяти обнаруживается в подблоке, печатается сообщение об ошибке, и тест продолжается со следующего более высокого подблока. Таким образом, фактически будет напечатано только одно сообщение об ошибке, если в блоке 1 имеется неисправное ОЗУ, и только одно сообщение об ошибке будет напечатано для любого неисправного ОЗУ, обнаруженного в каждом подблоке. См. Руководство по устранению неполадок для получения подробной информации о процедуре запуска системы и тесте встроенной памяти.
См. Руководство по устранению неполадок для получения подробной информации о процедуре запуска системы и тесте встроенной памяти.
Если проверка памяти не пройдена для определенных адресов памяти, на принтер будет выведен вывод в виде:
0000BB АААААА ХХХХХ
Теперь перейдите к следующему разделу Интерпретация информации об ошибках памяти R/W . Если повезет, вы можете использовать эту информацию для идентификации неисправного чипа DRAM.
Интерпретация R/W информации об ошибках памяти
Как только один из описанных выше тренажеров памяти обнаружит ошибку, она будет отображена в виде четырех типов информации (все числа восьмеричные):
BB — адрес блока памяти, в котором была обнаружена ошибка.
AAAAAA — адрес памяти в этом блоке, где произошла ошибка. ожидалось, если бы не было ошибки
Теперь всю эту информацию в совокупности можно использовать для идентификации сборки и чипа, который отвечает за ошибку следующим образом:
-
Сначала определите, какая сборка памяти содержит блок, обозначенный BB в сообщении об ошибке.
 Обратитесь за помощью к следующей таблице:
Обратитесь за помощью к следующей таблице:
Блок Сборка Тип DRAM
Блок 0: Блок ОЗУ/ПЗУ A28 LPU (09845-6528) 4116
Блок 1: Блок ОЗУ/ПЗУ A27 PPU (09845-66527) 4116
Блоки 4-16: A26 128 кбайт LPU RAM в сборе (09845-66526) 4116
Блоки 20-76: 98407A Опциональное ОЗУ 512 кбайт LPU в сборе (09845-66590) 4164
A26 (09845-66526) Выбор адреса блока
98407A (09845-66590) Выбор адреса блока
- Используйте адресную информацию AAAAAA как подсказку, затрагивается ли верхняя половина или нижняя половина блока:
а) Если AAAAAA меньше 040000, указывается нижняя половина блока (нижний ряд микросхем)
b) Если AAAAAA равен 040000 или выше, указывается верхняя половина блока (верхний ряд микросхем)Обратите внимание, что эта информация не требуется для платы 98407A 512k.
 Также обратите внимание, что если информация об ошибке поступает из теста со встроенной проверкой памяти при запуске, по техническим причинам все адреса будут начинаться с 1 в качестве первой цифры, которую следует рассматривать как 0.
Также обратите внимание, что если информация об ошибке поступает из теста со встроенной проверкой памяти при запуске, по техническим причинам все адреса будут начинаться с 1 в качестве первой цифры, которую следует рассматривать как 0. - Декодируйте данные XXXXXX и YYYYYY в двоичные значения и сравните биты:
Фактические данные XXXXXX: 0 000 000 100 000 000 Ожидаемые данные ГГГГГГ: 0 000 000 000 000 000
Специальный комментарий к тесту памяти при запуске: Если вы получили информацию об ошибке из этого теста, нет «ожидаемого» значения YYYYYY. Вы должны самостоятельно проверить, следует ли сравнивать значение XXXXXX, сообщаемое тестом, с 177777, 125252 или 052525 (это шаблоны, используемые тестом памяти при запуске, просто сравните со значением, которое ближе всего к XXXXXX). ценность). Также обратите внимание, что из-за того, как реализован тест памяти при запуске, сбой памяти может также привести к значению XXXXXX, которое точно соответствует одному из тестовых шаблонов. В этом случае невозможно идентифицировать неисправный чип DRAM, вы можете только попытаться повторить тест и надеяться, что получите другой результат.
ценность). Также обратите внимание, что из-за того, как реализован тест памяти при запуске, сбой памяти может также привести к значению XXXXXX, которое точно соответствует одному из тестовых шаблонов. В этом случае невозможно идентифицировать неисправный чип DRAM, вы можете только попытаться повторить тест и надеяться, что получите другой результат. - Несопоставимые биты указывают на неисправное место в ОЗУ. На следующих рисунках показаны микросхемы DRAM, соответствующие каждой битовой позиции:
A28 LPU RAM/RAM Assembly (Блок памяти 0)
A27 PPU RAM/ROM Assembly (Блок памяти 1)
A26 12831. 16)
98407A Опциональное ОЗУ LPU 512 кбайт (блоки памяти 20–76)
Описанная здесь информация взята из раздела «Устранение неполадок с памятью» на стр. 4-10 и далее. в Руководстве по 9845B/C CE или на стр. 2-25 в Руководстве по обслуживанию настольного компьютера HP 9845B/C.
4-10 и далее. в Руководстве по 9845B/C CE или на стр. 2-25 в Руководстве по обслуживанию настольного компьютера HP 9845B/C.
Пример
Представьте, что HP 9845 во время загрузки системы выводит на экран сообщение «ПРОВЕРКА ПАМЯТИ» и
.000000 170000 117777
на внутренний принтер, а потом зависает. Сообщение предполагает, что при проверке блока 0 по адресу 070000 обнаружена ошибка (обратите внимание, что первая цифра адреса всегда равна 1 и должна рассматриваться как 0). Блок 0 находится в сборке ОЗУ/ПЗУ LPU A28, а адрес 070000 указывает на то, что затронута верхняя половина блока. Таким образом, неисправный чип явно находится в верхнем ряду чипов A28 (09
, что предполагает, что биты 13 и 14 затронуты. Таким образом, микросхемы, подлежащие замене, будут № 13 и № 14 в верхнем ряду на сборке A28 09845-65528. На данный момент нам повезло, так как прочитанное значение отличается от ожидаемого. К сожалению, для встроенного теста памяти запуска это не всегда так.
К сожалению, для встроенного теста памяти запуска это не всегда так.
Теперь попробуем то же самое, но с Test ROM в качестве тренажера. Первое сообщение об ошибке может быть, например,
.LPU MEM ERR BLK 0 ADDR 040030 HAS 020000 NOT 000000 9
Здесь не сравнивается только бит 13, так что мы хотя бы знаем, что нам предстоит замена чипа №13 в верхнем ряду на сборке A28 09845-65528. Фактически, это был реальный пример, когда чипы №13 и №14 в верхнем ряду и чип №14 в нижнем ряду пришлось заменить. Тренажер Test ROM может быть продолжен после ошибки, что в этом случае покажет, что больше чипов неисправны при использовании разных тестовых шаблонов.
В общем случае, если затронуто более одного чипа, дефектные чипы должны быть заменены один за другим, и они будут окончательно обнаружены при замене одного чипа и повторном запуске тренажера.
Замена DRAM
Замена дефектных модулей DRAM — сравнительно простая задача. Как только неисправный чип будет обнаружен, просто выполните следующие действия:
Как только неисправный чип будет обнаружен, просто выполните следующие действия:
- Удалите дефектный чип с платы, обрезав все контакты боковым резаком .
- Нанесите немного паяльной пасты на обратную сторону печатной платы, чтобы облегчить отпайку контактов
- Выпаивайте контакты один за другим
- Используйте инструмент для удаления припоя, чтобы очистить точки пайки
- Припаяйте сменный чип (проверьте правильность ориентации чипа). При желании вы также можете припаять сокеты, однако имейте в виду, что пространство между печатными платами в базовом блоке ограничено)
Будьте осторожны, чтобы не перегреть точки пайки, так как в противном случае они могут оторваться от печатной платы. Кроме того, новый чип DRAM чувствителен как к статическому электричеству, так и к перегреву.
Проверка восстановления
После того, как вы заменили неисправный(е) чип(ы), вы должны снова запустить средство проверки памяти, чтобы убедиться, что ремонт был успешным и остались ли еще неисправные чипы, которые также должны быть заменены.
Когда с выбранным вами тренажером все будет в порядке, вы должны провести заключительный тест с тестом памяти из кассеты системного тренажера в течение более длительного периода времени (скажем, один час) на блоке памяти, который был отремонтирован. Если все получилось хорошо, поздравляем, вы успешно восстановили память R/W.
Дополнительная информация
Большая часть информации на этой странице взята из раздела «Устранение неполадок с памятью» на стр. 4-10 и далее. и 5-12 л.д. в 9845B/C CE Handbook или из раздела «Память» на стр. 2-19 и далее. в Руководстве по обслуживанию настольного компьютера HP 9845B/C . Оба документа можно загрузить из музея HP по адресу www.hpmuseum.net .
Часто используемые электронные сокращения – Electronix Express
А |
Ампер |
АС |
Переменный ток |
А/Д |
Аналого-цифровой |
АЦП |
Аналого-цифровой преобразователь |
АЕ |
Инженер по применению |
АИ |
Искусственный интеллект |
АЛУ |
Арифметико-логическое устройство |
утра |
Амплитудная модуляция |
драм |
Advanced Micro Devices, Inc. |
АНСИ |
Американский национальный институт стандартов |
ARQ |
Инженер по применению |
ASCII-код |
Американский стандартный код для обмена информацией |
АСЕЕ |
Американское общество инженерного образования |
ASIC |
Специальная интегральная схема |
ARQ |
Инженер по применению |
АСПИ |
Расширенный интерфейс программирования SCSI |
АТДМ |
Асинхронное мультиплексирование с временным разделением |
АУИ |
Интерфейс подключенного устройства |

Б |
Магнетикс Флюс |
ББС |
Система досок объявлений |
КБК |
Контрольный символ блока |
КБД |
Двоично-десятичный код |
БиКМОП |
Биполярный комплементарный металлооксидный полупроводник |
БИОС |
Базовая система ввода/вывода |
БНК |
Байонетная гайка(?) Соединитель |
бит/с |
байт/бит в секунду |
БСК |
Бинарная синхронная связь |
БСД |
Стандартный дистрибутив Беркли |
С |
Емкость |
канадских долларов |
Компьютерное проектирование |
САМ |
Автоматизированное производство |
САМ |
Адресная память содержимого |
КАС |
Строб адреса столбца
|
СВХ |
Расширитель общей ветви |
ПЗС |
Устройство с зарядовой связью |
МККТТ |
Консультативный комитет международной телефонии и телеграфии |
компакт-диск |
Обнаружение несущей |
CDDI |
Медный распределенный интерфейс передачи данных |
компакт-диск |
Компакт-диск Только для чтения Память |
МДКР |
Множественный доступ с кодовым разделением |
СГА |
Цветной графический адаптер |
КИСК |
Комплексный компьютер с набором инструкций |
КЛА |
Упреждающий адаптер для переноски |
КМОП |
Комплементарный металл-оксидный полупроводник |
КП/М |
Программа управления/монитор |
ИПЦ |
Тактов на инструкцию |
ПЛД |
Сложные программируемые логические устройства |
ЦП |
Центральный процессор |
ЧР |
Возврат каретки |
CRC |
Код циклического резервирования |
CRQ |
Очередь ответов на команды |
ЭЛТ |
Электронно-лучевая трубка |
КС |
Выбор микросхемы/ контрольная сумма |
КСМА |
Множественный доступ с контролем несущей |
CSMA/CD |
Множественный доступ с контролем несущей и обнаружением коллизий |
КСО |
Регистр статуса команды |
КТС |
Разрешить отправку |
Д |
Коэффициент рассеяния |
Д/А |
Цифро-аналоговый |
ЦАП |
Цифро-аналоговый преобразователь |
ДАТ |
Цифровая аудиокассета |
дБ |
(дБ) децибел |
дБм |
дБ относительно 1 милливатт |
DC |
Постоянный ток |
DCD |
Обнаружение носителя данных |
ДСЕ |
Цепь передачи данных (канал) Оборудование |
ДД |
Двойная плотность |
ДДД |
Прямой дистанционный набор |
ДЕКАБРЬ |
Корпорация цифрового оборудования |
ДЕС |
Корпорация шифрования данных |
ДИД |
Прямой входящий набор |
ДИН |
Немецкая промышленная норма |
ДИП |
Двухрядный пакет |
Прямой доступ к памяти |
Прямой доступ к памяти |
ДОС |
Дисковая операционная система |
ДДДТ |
Двухполюсный двухпозиционный (переключатель) |
ДПЭ |
Ошибка четности данных |
ДПСК |
Дифференциальная фазовая манипуляция |
ДРАМ |
Динамическая оперативная память |
ДС |
Двусторонний |
ДСП |
Цифровой сигнальный процессор |
ДСР |
Набор данных готов |
Код неисправности |
Контроллер терминала данных |
ДТЭ |
Терминал данных (оконечное оборудование) |
DTMF |
Двухтональный многочастотный |
ДТР |
Терминал данных готов |
ДВД |
Цифровой видеодиск |
Э |
ЭДС |
EBCDIC |
Расширенный двоично-десятичный код обмена |
ЕСС |
Код исправления ошибок |
ЭКЛ |
Эмиттерно-связанная логика |
ЕСН |
Уведомление об инженерных изменениях |
ЭКО |
Заказ на технические изменения |
ЭКР |
Запрос на техническое изменение |
ЭСППЗУ |
Электрически стираемая программируемая постоянная память |
ЭГА |
Расширенный графический адаптер |
ОВОС |
Ассоциация электронной промышленности |
EISA |
Расширенная стандартная архитектура |
ЭМИ |
Электромагнитные помехи |
ЭДС |
Электродвижущая сила |
СЭМ |
Спецификация расширенной памяти |
ЭОФ |
Конец файла |
конец |
Конец строки |
ППЗУ |
Стираемая программируемая постоянная память |
ПАЗ |
Электростатический разряд |
ЕСДИ |
Расширенный интерфейс для малых устройств |
Ф |
Фарады |
ЖИР |
Таблица размещения файлов |
Федеральная комиссия по связи |
Федеральная комиссия по связи |
СЗД |
Дисковод для гибких дисков |
ФДДИ |
Оптоволоконный распределенный интерфейс передачи данных |
ФДМ |
Мультиплексирование с частотным разделением |
ФДМА |
Множественный доступ с частотным разделением каналов |
ФДС |
Полнодуплексная передача |
ФЭ |
Передняя часть |
ФЭП |
Внешний процессор |
ФФ |
Подача страницы |
ФФ |
Флип-флоп |
БПФ |
Быстрое преобразование Фурье |
ФИФО |
В порядке очереди |
ФИЛО |
Первый пришел последним ушел |
ФЛОПС |
операций с плавающей запятой в секунду |
ФМ |
Частотная модуляция |
ПЛИС |
Программируемая пользователем вентильная матрица |
ФПУ |
Устройство с плавающей запятой |
ФРУ |
Сменный блок |
ФСК |
Частотная манипуляция |
FTP |
Программа передачи файлов |
ГГц |
Гигагерц |
ГНУ |
Gnu не Unix |
ГПИБ |
Интерфейсная шина общего назначения |
Графический интерфейс |
Графический интерфейс пользователя |
Х |
Генри |
Х |
Магнитная сила |
HD |
Высокая плотность |
Жесткий диск |
Жесткий диск |
HDX |
Полудуплексная передача |
ХФС |
Иерархическая файловая система |
л. с. с.
|
Хьюлетт-Паккард |
я |
Текущий |
HPIB |
Интерфейсная шина Hewlett-Packard |
Ввод/вывод |
Ввод/вывод |
IBM |
Международная корпорация бизнес-машин |
ИЦ |
Интегральная схема |
ИДК |
Соединитель смещения изоляции |
ИДЕ |
Интегрированная электроника устройства |
IEEE |
Институт инженеров по электротехнике и электронике |
ИМП |
Протокол сообщений интерфейса |
ИП |
Интернет-протокол |
МПК |
Межпроцессное взаимодействие |
IRQ |
Запрос прерывания |
ИСА |
Архитектура промышленного стандарта |
ЦСИС |
Цифровая сеть с интегрированными услугами |
ИСО |
Международная организация по стандартизации |
Интернет-провайдер |
Интернет-провайдер Интернет-провайдер |
Дж |
Джоулей энергии |
К |
килограмм |
кВА |
Киловольт-ампер |
ЛВС |
Локальная сеть |
ЗАМОК |
Протокол доступа к каналу |
ЛАПБ |
Сбалансированный протокол доступа к каналу |
ЖК-дисплей |
килограмм |
Светодиод |
Светодиод |
ЛФ |
Перевод строки |
ЛИФО |
Последний пришел первым ушел |
младший разряд |
Младший значащий бит (или байт) |
ЛСИ |
Крупномасштабная интеграция |
ЛУН |
Номер логического блока |
М |
Мега |
м |
милли |
ЧЕЛОВЕК |
Городская сеть |
МБ |
Мегабайт |
МБР |
Основная загрузочная запись |
МСА |
Микроканальная архитектура |
МСГА |
Многоцветный графический массив |
МКМ |
Многокристальный модуль |
МФД |
микрофарад |
МФЛОП |
миллионов операций с плавающей запятой в секунду («мегафлопс») |
МФМ |
Модифицированный частотно-модулированный |
МГц |
Мегагерц |
МИДИ |
Цифровой интерфейс для музыкальных инструментов |
MIPS |
Миллионов инструкций в секунду |
ММУ |
Блок управления памятью |
МНП |
Сетевой протокол Microcom |
МОДЕМ |
Модулятор/ДЕМодулятор |
ШВАБРЫ |
Миллионов операций в секунду |
МОС |
Металлооксидный полупроводник |
Старший бит |
Старший бит (или байт) |
МСДОС |
Интеграция среднего масштаба |
МСИ |
Интеграция среднего масштаба |
Средняя наработка на отказ |
Среднее время наработки на отказ |
п |
нано |
НЕ-И |
Не И |
Н/З |
Нет подключения |
НБС |
Национальное бюро стандартов |
НЭМА |
Национальная ассоциация производителей электрооборудования |
НФС |
Сетевая файловая система |
Сетевая карта |
Плата сетевого интерфейса |
НИСТ |
Национальный институт стандартов и технологий |
НМИ |
Немаскируемое прерывание |
НМОС |
Металлооксидный полупроводник с отрицательным легированием |
НОП |
Нет операции |
НСФ |
Национальный научный фонд |
энергонезависимая память |
Энергонезависимая оперативная память |
ОКР |
Оптическое распознавание символов |
ОДИ |
Открытый интерфейс канала передачи данных |
ОЕМ |
Производитель оригинального оборудования |
ОС |
Операционная система |
ОСФ |
Фонд открытого программного обеспечения |
ОСИ |
Соединение открытых систем |
р |
пико |
ПАЛ |
Программируемая логическая матрица |
ПЛА |
Программируемая логическая матрица |
ПБ |
Нажимная кнопка |
АТС |
Частный филиал eXchange |
ПК |
Персональный компьютер, счетчик программ |
Печатная плата |
Печатная плата |
PCI |
Межкомпонентное соединение периферийных устройств |
ПКМ |
Импульсно-кодовая модуляция |
PCMCIA |
Карта памяти для персональных компьютеров Международная ассоциация |
ПЭ |
Профессиональный инженер |
ПГА |
Штыревая сетка Массив |
ПИА |
Адаптер периферийного интерфейса |
ПОС |
Программируемый контроллер прерываний |
ПИО |
Запрограммированный ввод/вывод |
ПЛКК |
Пластиковый держатель для стружки с выводами |
ПЛД |
Программируемое логическое устройство |
ПЛЛ |
Контур фазовой автоподстройки частоты |
ПМОС |
Положительно легированный металлооксидный полупроводник |
ПОП |
Почтовый протокол |
ПОЧТ |
Самотестирование при включении питания |
ГОРШКИ |
Обычная старая телефонная служба |
ППС |
Протокол «точка-точка» |
ПКФП |
Пластиковый Quad-FlatPack |
ПРОМ |
Программируемая постоянная память |
ТСОП |
Коммутируемая телефонная сеть общего пользования |
В |
Плата |
КАМ |
Квадратурная амплитудная модуляция |
QFP |
Quad-FlatPack |
Р |
Сопротивление |
ОЗУ |
Оперативная память |
РАН |
Строб адреса строки
|
РКА |
Радиокорпорация Америки |
Р/У |
Радиоуправление |
РЦ |
Резистор — Конденсатор |
РФ |
Радиочастота |
RFC |
Радиочастотный дроссель |
ЗПИ |
Радиопомехи |
Запрос предложений |
Запрос предложений |
Запрос предложений |
Запрос цен |
РИ |
Кольцевой индикатор |
РИСК |
Компьютер с сокращенным набором команд |
РЛЛ |
Длина пробега ограничена |
СКЗ |
Среднеквадратичное значение |
ПЗУ |
Постоянное запоминающее устройство |
об/мин |
оборотов в минуту |
РС |
Рекомендуемая спецификация |
РТК |
Часы реального времени |
РТС |
Запрос на отправку |
С |
Сименс |
САСИ |
Стандартный интерфейс Shugart Associates |
SCSI |
Интерфейс малой компьютерной системы |
SD |
Одинарная плотность |
SDLC |
Управление каналом синхронной передачи данных |
SIMM |
Одинарный встроенный модуль памяти |
СИП |
Однорядный пакет |
СЛИП |
Интернет-протокол последовательной линии |
СМД |
Устройство для поверхностного монтажа |
СМТ |
Технология поверхностного монтажа |
СНС |
Системная сетевая архитектура |
СНР |
Отношение сигнал/шум |
СОТ |
Маленький контурный транзистор |
СОИК |
Малая интегральная схема |
КАТУШКА |
Одновременная периферийная работа на линии |
СПСТ |
Однополюсный однонаправленный (переключатель) |
СПТ |
сектора на дорожку |
SQE |
Ошибка качества сигнала |
ОЗУ |
Статическая оперативная память |
нержавеющая сталь |
Односторонний |
СТДМ |
Синхронное мультиплексирование с временным разделением |
СТН |
Суперскрученный нематик |
СТП |
Экранированная витая пара |
СТУ |
Блок пропаривания ленты |
СВГА |
Супервидеографический массив |
ТСМ |
Модуляция решетчатого кода |
TCP/IP |
Протокол управления передачей/Интернет-протокол |
ТДМ |
Мультиплексирование с временным разделением |
МДВР |
Множественный доступ с временным разделением |
ТИ |
Техасские инструменты |
ТИА |
Телеком. Похожие записи
|
