Как работает индукционный нагрев металлов. Каковы преимущества индукционного нагрева. Где применяется индукционный нагрев в промышленности. Какие факторы влияют на эффективность индукционного нагрева. Как выбрать оборудование для индукционного нагрева.
Принцип работы индукционного нагрева металлов
Индукционный нагрев — это метод бесконтактного нагрева электропроводящих материалов с помощью электромагнитной индукции. Как же работает этот процесс?
При прохождении переменного электрического тока через катушку-индуктор вокруг нее создается переменное магнитное поле. Если внутрь этой катушки поместить металлическую заготовку, то в ней будут индуцироваться вихревые токи. Эти вихревые токи, протекая по объему металла, вызывают его нагрев за счет джоулева тепла.
Таким образом, при индукционном нагреве тепло генерируется непосредственно внутри самой заготовки, а не передается от внешнего источника. Это обеспечивает высокую эффективность и скорость нагрева.
Преимущества индукционного нагрева металлов
Индукционный метод нагрева имеет ряд существенных преимуществ по сравнению с традиционными способами:
- Высокая скорость нагрева
- Возможность локального нагрева определенных участков
- Отсутствие прямого контакта с нагреваемой деталью
- Чистота процесса, отсутствие вредных выбросов
- Высокий КПД и энергоэффективность
- Легкость автоматизации и контроля процесса
- Повторяемость результатов нагрева
Благодаря этим достоинствам индукционный нагрев получил широкое распространение в различных отраслях промышленности.
Области применения индукционного нагрева в промышленности
Индукционные нагревательные системы применяются во многих технологических процессах обработки металлов:
Термообработка
Индукционный нагрев используется для закалки, отпуска, нормализации, отжига различных деталей и инструментов. Позволяет выполнять как объемную, так и поверхностную закалку.
Пайка и сварка
Высокая скорость и локальность нагрева делают индукционный метод идеальным для пайки и сварки металлов. Применяется для пайки твердыми и мягкими припоями, а также для индукционной сварки труб.

Плавка металлов
Индукционные печи используются для плавки черных и цветных металлов. Обеспечивают высокую чистоту расплава и точный контроль температуры.
Нагрев перед пластической деформацией
Индукционный нагрев применяется перед ковкой, штамповкой, прессованием для снижения сопротивления деформации металла.
Специальные технологии
Также метод используется для нанесения покрытий, спекания порошков, зонной плавки и других специальных процессов.
Факторы, влияющие на эффективность индукционного нагрева
Эффективность индукционного нагрева зависит от ряда параметров:
Частота тока
Свойства материала заготовки
Электропроводность и магнитная проницаемость материала влияют на эффективность индукционного нагрева. Ферромагнитные металлы нагреваются лучше, чем немагнитные.
Геометрия заготовки и индуктора
Форма и размеры нагреваемой детали, а также конструкция индуктора определяют равномерность нагрева и КПД процесса.

Мощность и время нагрева
Подводимая мощность и длительность воздействия магнитного поля позволяют регулировать температуру и скорость нагрева заготовки.
Выбор оборудования для индукционного нагрева
При выборе индукционной нагревательной установки следует учитывать следующие факторы:
- Требуемая температура нагрева
- Размеры и материал заготовок
- Производительность
- Необходимая глубина нагрева
- Потребляемая мощность
- Степень автоматизации процесса
На основе этих параметров подбирается оптимальный тип преобразователя частоты, конструкция индуктора и система управления нагревом.
Перспективы развития индукционного нагрева
Технология индукционного нагрева продолжает активно развиваться. Основные тенденции:
- Повышение энергоэффективности преобразователей частоты
- Разработка новых типов индукторов сложной формы
- Совершенствование систем контроля и управления нагревом
- Расширение сфер применения индукционного нагрева
Индукционный нагрев остается одной из самых перспективных и экологичных технологий термической обработки металлов в промышленности.

Индукционный нагрев — применение в промышленности
Индукционный нагрев – это популярный современный метод обработки металла под воздействием токов высокой частоты. Проходя через индуктор, электрическая энергия становится мощнее, преобразуясь в электромагнитное поле. Вихревые токи этого поля проникают в изделие, которое должно размещаться в непосредственной близости с индуктором, как правило, в самом индукторе. В металле токи высокой частоты трансформируются в тепловую энергию, совершая нагрев изделия.
Принцип индукционного нагрева довольно прост, именно по этой причине его стали активно применять в промышленности.
Индукционный нагрев – применение в промышленности
Индукционный нагрев стал довольно активно применяться в промышленности. Сейчас практически не осталось предприятий, работающих с металлом, которые не знали бы о достоинствах индукционного оборудования. Сфера применения индукции не ограничивается промышленными предприятиями, и токи высокой частоты стараются активно применять для работы различного оборудования, например, кухонных плит, однако в промышленности индукционный нагрев получил более распространенное применение.
На сегодняшний день индукционный нагрев активно применяется на следующих предприятиях:
- Металлургические заводы, занимающиеся выпуском деталей и различных изделий из металла. На таких предприятиях, как правило, активно используют кузнечный нагреватель, закалочный комплекс, индукционную установку для пайки и автоматизированные линии ТВЧ.
- Литейные цеха. Чаще всего индукционные плавильные печи используют вторичные плавильные цеха, которым достаточно того объема плавления, с которым справляется индукционная печь за один прием.
- Ювелирные мастерские. Чаще всего ювелиры использую индукционную печь, которая позволяет плавить драгоценные металлы, получая качественный сплав.
- Исследовательские лаборатории. Индукционный нагрев позволяет получить более чистые и качественные образцы сплавов, поэтому в лабораториях используют индукционную печь для получения опытных образцов сплавов металлов.
Индукционный нагрев применяется в промышленности довольно активно, вытесняя все альтернативные способы нагрева на второй план. На сегодняшний день практически нет предприятий, которые отказались бы от индукции в пользу электрических установок и газопламенных.
На сегодняшний день практически нет предприятий, которые отказались бы от индукции в пользу электрических установок и газопламенных.
Индукционный нагрев в промышленности – причины применения
Главная причина активного применения индукционного нагревателя в промышленности – это огромное количество достоинств, которыми обладает каждая установка. Индукционный нагрев имеет множество плюсов, среди которых хочется выделить основные: экономия производственных ресурсов, возможность увеличения производительности предприятия, качественная обработка изделий, безопасность для сотрудников предприятия, автоматизированный контроль за рабочим процессом.
Как видите, причины, по которым индукционный нагрева стал активно применяться в промышленности, довольно весомы. Купить установку индукционного нагрева вы можете уже сейчас в компании ЭЛСИТ. Просто перейдите по кнопке «Отправить заявку» и заполните все необходимые поля.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукционный нагреватель своими руками – схема, устройство, видео
Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова. Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах. Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.

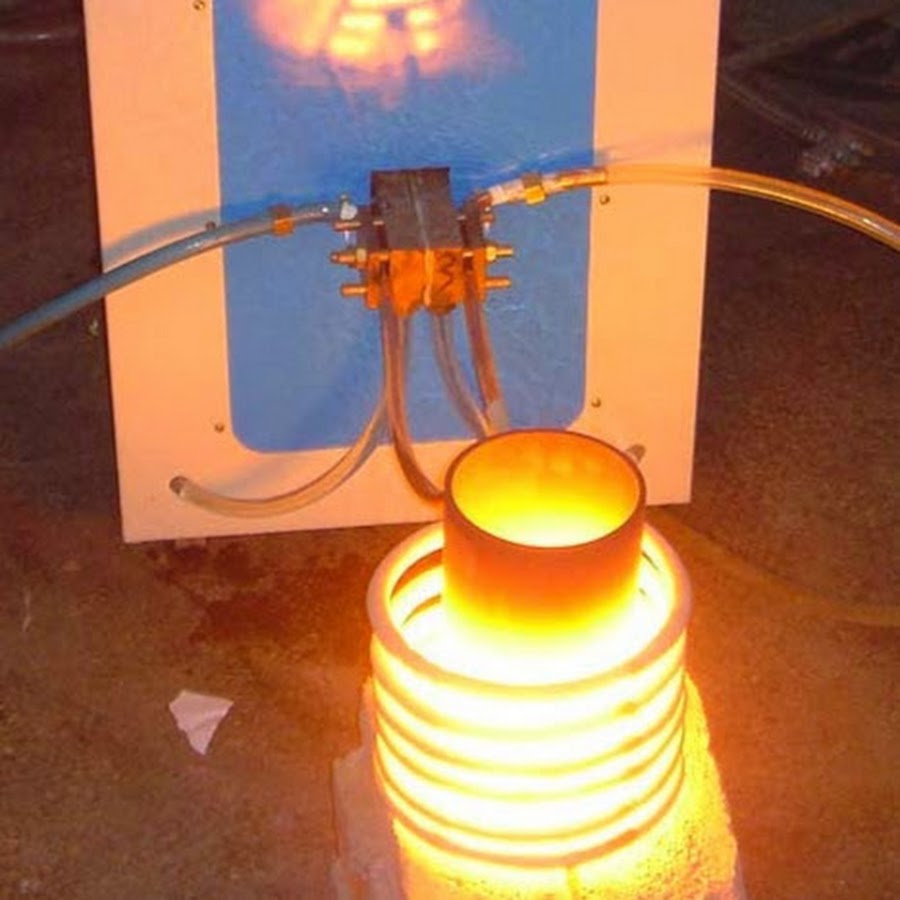
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.
Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей водеВторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах).
 Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет. - По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.
- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
Примечание. С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%. Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Варианты самодельных устройств
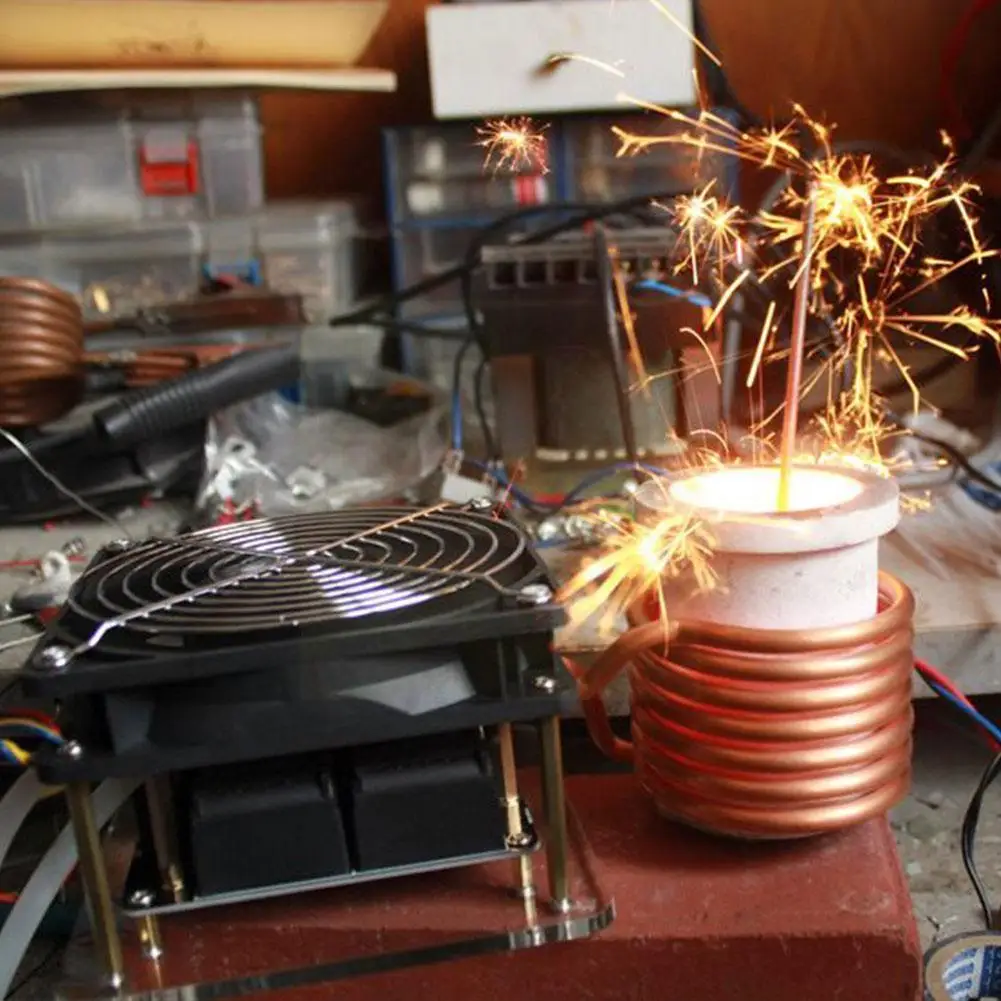
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы.
Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.

- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.
 5 кВт. Для этого придется собрать схему преобразователя частоты.
5 кВт. Для этого придется собрать схему преобразователя частоты. - КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.
- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.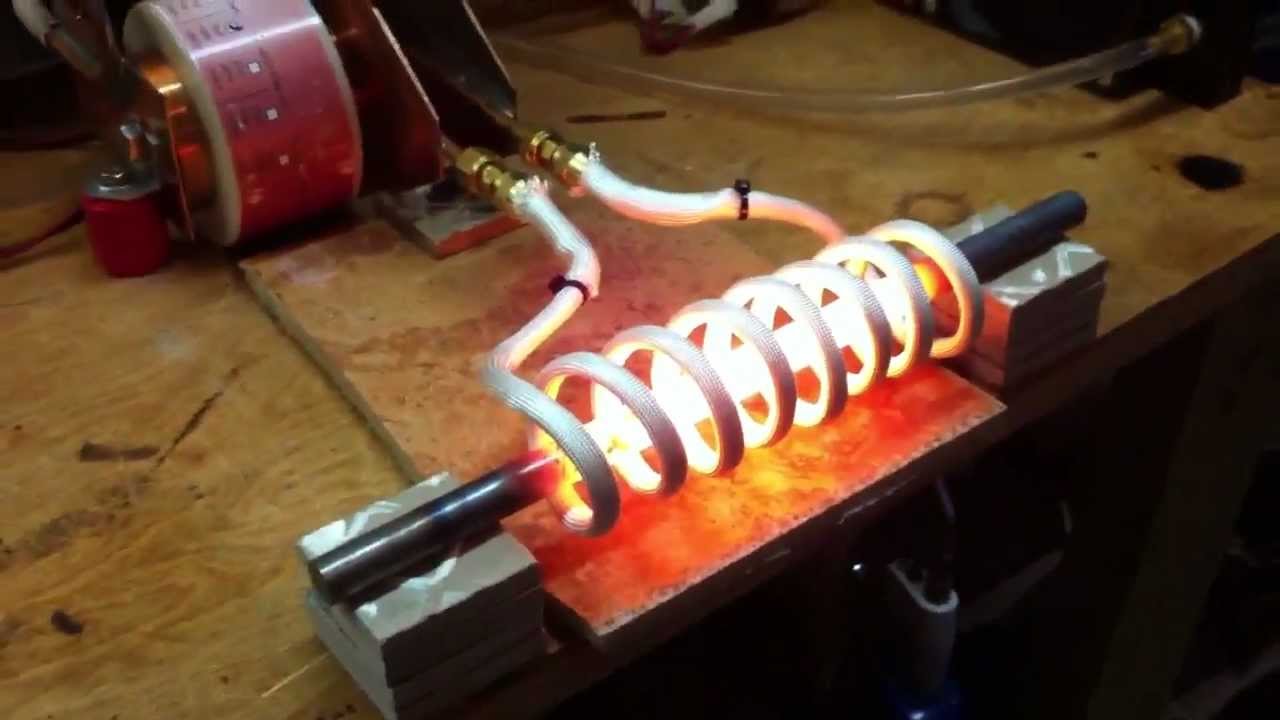
Что такое индукционный нагрев | ROBOTERM
Индукционный нагрев – это электрический нагрев с применением электромагнитной индукции. Если поместить предмет из электропроводного материала внутрь катушки, по обмотке которой проходит переменный ток, во вложенном в полость катушки предмете переменным магнитным полем индуцируются вихревые токи. В сущности, речь идет о трансформаторе, в котором вторичной обмоткой является заготовка (обмотка, замкнутая накоротко), а первичной обмоткой является катушка, которая в индукционных нагревателях называется индуктором. Вихревые токи нагревают вложенный предмет (заготовку). Тепло к заготовке подводится переменным магнитным полем, а не градиентом температуры, как при непрямых нагревах, и возникает прямо в заготовке. Все остальное вокруг может быть холодным. Это значительное преимущество индукционного нагрева.
Тепло в заготовке не образуется равномерно по всему сечению. Напр.: при нагреве заготовки цилиндрической формы наибольшая плотность тока будет на поверхности, а к середине снижается приблизительно экспоненциально. Это явление называется скин-эффект.
Это явление называется скин-эффект.
jx = Jo e-kx
Глубина, в которой плотность тока снижается до значения Jo/e, т.е., на 0,368 плотности на поверхности, называется глубиной проникновения δ
где:
- ω = 2πf угловая частота, f — частота
- ρ удельное сопротивление материала заготовки
- µo проницаемость вакуума (4π x 10-7Hm-1)
- µr удельная проницаемость материала заготовки.
На практике целесообразно это отношение откорректировать:
В поверхностном слое толщины одной глубины проникновения образуется 86,5% всего тепла, в слое двух глубин проникновения δ 98%, в слое 3δ 99,8 % (относится к цилиндру с диаметром более 8 δ).
Очевидно, что глубина проникновения зависит от частоты тока индуктора и от удельного сопротивления и относительной проницаемости материала заготовки при рабочей температуре заготовки.
Для наглядности приведем глубину проникновения меди и углеродной стали (мм):
| частота [Hz] | 50 | 500 | 1000 | 2000 | 4000 | 8000 | 10000 | 20000 | 50000 |
| медь 40°C | 10 | 3,2 | 2,3 | 1,6 | 1,1 | 0,8 | 0,7 | 0,5 | 0,3 |
| сталь 1200°C | 78 | 25 | 17,5 | 12,3 | 8,6 | 6,2 | 5,5 | 3,9 | 2,5 |
С точки зрения эксплуатационных затрат представляет интерес эффективность нагрева. Приблизительно эффективность η можно оценить с помощью отношения
Приблизительно эффективность η можно оценить с помощью отношения
где:
- D внутренний диаметр катушки индуктора
- d диаметр заготовки
- δ глубина проникновения
- ρ1 удельное сопротивление материала индуктора
- ρ2 удельное сопротивление материала заготовки
- µr относительная проницаемость материала заготовки.
Эффективность снижается с увеличением отношения D/d, потому что уменьшается связь магнитного поля индуктора с заготовкой. Поэтому не выгодно использовать один индуктор для большого диапазона диаметров заготовки. Эффективность снижается и при увеличении отношения δ/d. Низкое значение δ/d используется, например, для поверхностной закалки, при которой происходит быстрый процесс нагрева, а потом охлаждение тонкого поверхностного слоя.
Для формовки (ковки) необходимо, чтобы материал был прогрет по возможности равномерно. Поэтому выбирается более медленный нагрев, чтобы тепло могло разойтись к середине заготовки.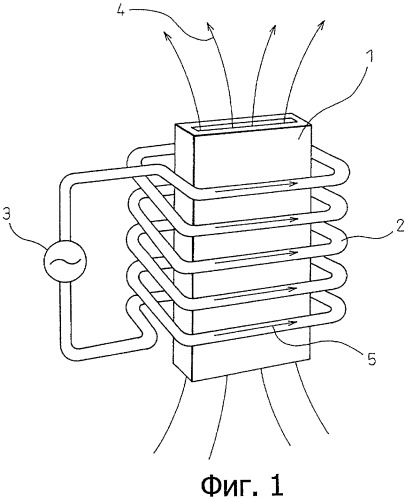 Ровномерности нагрева способствует и увеличение глубины проникновения. Выбирается компромисс частоты для достижения необходимого прогрева при хорошей эффективности переноса энергии от индуктора к заготовке.
Ровномерности нагрева способствует и увеличение глубины проникновения. Выбирается компромисс частоты для достижения необходимого прогрева при хорошей эффективности переноса энергии от индуктора к заготовке.
Практика показала, что для нагрева углеродной стали до 1200°C экономичным является следующий диапазон размеров заготовки:
| частота [Hz] |
диаметр заготовки [мм] |
сторона прямоугольного сечения [мм] |
| 50 | 200-600 | 180-550 |
| 250 | 90-250 | 80-225 |
| 500 | 65-180 | 60-160 |
| 1000 | 50-140 | 45-125 |
| 2000 | 35-100 | 30-80 |
| 4000 | 22-65 | 20-60 |
| 8000 | 16-50 | 15-45 |
| 10000 | 15-40 | 14-35 |
| 20000 | 10-30 | 9-25 |
У заготовки плоской формы толщина шины должна более чем в 2,5 раза превышать глубину проникновения. При малой толщине возникает так называемая проницаемость и эффект нагрева снижается, что необходимо учитывать при выборе оборудования.
При малой толщине возникает так называемая проницаемость и эффект нагрева снижается, что необходимо учитывать при выборе оборудования.
Для питания индуктора более высокой, чем в распределительной сети (50 Hz), частотой применяются статические преобразователи частоты — тиристорные или транзисторные.
ROBOTERM spol. s r.o. , г. Хотеборж производит преобразователи частоты с тиристорами от 25 до 1200 kW с частотой до 8 kHz и с транзисторами до 200 kW с частотой до 25 kHz .
Индукционный нагрев позволяет хорошо стабилизировать температуру нагреваемых предметов. Для управления процессом восновном применяются свободно программируемые автоматы. Температура в большинстве случаев измеряется бесконтактным способом – пирометрами. При нагреве алюминия и его сплавов используются так же термопары.
Одним из преимуществ индукционного нагрева является возможность его механизации, а в некоторых случаях и автоматизации. Последняя уменьшает необходимость человеческого труда и для очень мощного оборудования просто необходима.
На практике индукционный нагрев используется в следующих областях:
- для формовки – возможно самая широкая область применения, важным является ровномерное прогревание заготовки
- для плавления железных и не железных металлов, с низкой и средней частотой
- для поверхностной закалки – ROBOTERM spol. s r.o., г. Хотеборж при производстве оборудования для закалки сотрудничает также и с приглашенными технологами
- для пайки – между спаиваемыми металлическими частями вкладывается припой, детали помещаются в индуктор и припой расплавляется
- для горячего прессования – используется тепловое расширение металлов
- специальные технологии – сварка, плазма, вакуумная плавка, поддерживание температуры расплавленного стекла. Этими технологиями ROBOTERM spol. s r.o., г. Хотеборж пока еще не занимался.
Индукционный нагрев — высокоэффективная технология
Генераторы eldec обладают превосходными техническими характеристиками для индукционного нагрева металлов. Индукционный нагрев — это очень быстрый и точный процесс, поскольку тепло избирательно применяется только к тем частям заготовки, где требуется термическая обработка. Индукция обычно подходит для всех электропроводящих материалов.
Индукционный нагрев — это очень быстрый и точный процесс, поскольку тепло избирательно применяется только к тем частям заготовки, где требуется термическая обработка. Индукция обычно подходит для всех электропроводящих материалов.
Индукционный нагрев — эффективный способ точного нагрева металлов
Законы индукции лежат в основе всех процессов индукционного нагрева, таких как: индукционная закалка, индукционный отпуск, индукционный отжиг, индукционная пайка, индукционная сварка и другие технологии горячего формования.Генераторы eldec были специально разработаны для индукционного нагрева. Большой портфель индукционных генераторов Eldec позволяет найти оптимальное решение для различных областей применения.
Что такое индукционный нагрев? Как работает индукционный нагрев?
Во время индукционного нагрева переменным электромагнитным полем в электропроводящей металлической заготовке индуцируются вихревые токи. Они преобразуются в тепло за счет магнитных потерь. — Или, проще говоря, металл нагревается из-за протекания тока в заготовке.Это позволяет индукционному нагреву вводить тепло непосредственно в заготовку, а не через подключение от внешнего источника, такого как нагревание пламенем или в печи. Таким образом достигается очень высокая эффективность этого процесса. Кроме того, нагрев может осуществляться через непроводящие материалы. Окрестности обогреваются косвенно.
— Или, проще говоря, металл нагревается из-за протекания тока в заготовке.Это позволяет индукционному нагреву вводить тепло непосредственно в заготовку, а не через подключение от внешнего источника, такого как нагревание пламенем или в печи. Таким образом достигается очень высокая эффективность этого процесса. Кроме того, нагрев может осуществляться через непроводящие материалы. Окрестности обогреваются косвенно.
Влияние на индукционный нагрев
Глубина нагрева заготовки зависит от свойств материала заготовки.Частота тока, подаваемого генератором, также оказывает значительное влияние на глубину нагрева. Более высокие частоты особенно подходят для очень точного нагрева контуров при небольшой глубине проникновения в заготовку. Более низкие частоты подходят для большей глубины проникновения.
Поэтому в зависимости от задачи необходимо провести подробный анализ, чтобы выбрать оптимальный генератор для задачи индукционного нагрева. Помимо индуктора, частота является одним из ключевых критериев успеха процесса индукционного нагрева. Однако материал, температура нагрева и размеры производственных партий также имеют большое влияние на конструкцию решения для индукционного нагрева.
Однако материал, температура нагрева и размеры производственных партий также имеют большое влияние на конструкцию решения для индукционного нагрева.
eldec предлагает генераторы для индукционного нагрева следующих материалов:
|
|
Системы индукционного нагрева CEIA для пайки, закалки , Пайка оловом, Термическая обработка
ИНДУКЦИОННЫЕ Системы отопления
Более 30 лет CEIA занимается разработкой и производством бесконтактных индукционных нагревательных устройств для обработки металлов. Высокочастотные и среднечастотные генераторы, блоки управления, оптические датчики для измерения температуры и автоматические устройства подачи проволоки из припоя составляют линейку продуктов, известных как семейство Power Cube ® , которые идеально подходят для промышленных процессов термообработки и пайки. сварка.
Высокочастотные и среднечастотные генераторы, блоки управления, оптические датчики для измерения температуры и автоматические устройства подачи проволоки из припоя составляют линейку продуктов, известных как семейство Power Cube ® , которые идеально подходят для промышленных процессов термообработки и пайки. сварка.
Уникальные технологические решения CEIA позволяют изготавливать энергетическое оборудование с компактными размерами, чрезвычайно высокой энергоэффективностью и долговременной надежностью.
Предлагаемая ими высокая производительность способствует широкому использованию систем CEIA в наиболее важных промышленных областях, где они получили одобрение конечных пользователей и производителей конечной продукции.
Подбор по ПРИМЕНЕНИЮ
Наши системы индукционного нагрева в настоящее время применяются в различных отраслях промышленности. Благодаря чрезвычайно высокой энергоэффективности, гарантированной надежности во времени и уменьшенному общему размеру индукционные генераторы, блоки управления и оптические пирометры CEIA дополняются всеми основными производителями автоматических машин (OEM) и успешно используются во всех тех областях применения, где повторяемость процесса, постоянное электропитание и точный контроль температуры очень важны.
Благодаря чрезвычайно высокой энергоэффективности, гарантированной надежности во времени и уменьшенному общему размеру индукционные генераторы, блоки управления и оптические пирометры CEIA дополняются всеми основными производителями автоматических машин (OEM) и успешно используются во всех тех областях применения, где повторяемость процесса, постоянное электропитание и точный контроль температуры очень важны.
Твердая пайка
Генераторы CEIA особенно подходят для всех видов пайки стали, меди, нержавеющей стали, алюминия и других металлических сплавов.
Читать большеОлово для пайки
Специализированные блоки управления могут управлять всеми рабочими фазами пайки и выполнять систему управления с обратной связью, которая позволяет соблюдать все параметры пайки, установленные оператором.
Инструмент для пайки
Устройства CEIA, благодаря выходной мощности и чрезвычайно точному контролю температуры, позволяют ограничить нагрев только областью пайки, тем самым сохраняя металлургические свойства твердого металла и режущего наконечника.
Читать большеНагревательная обработка
Генераторы CEIA идеально подходят для закалочных работ, наплавки, отжига.Площадь и глубина нагрева фактически зависят от геометрии катушки и времени воздействия магнитного поля.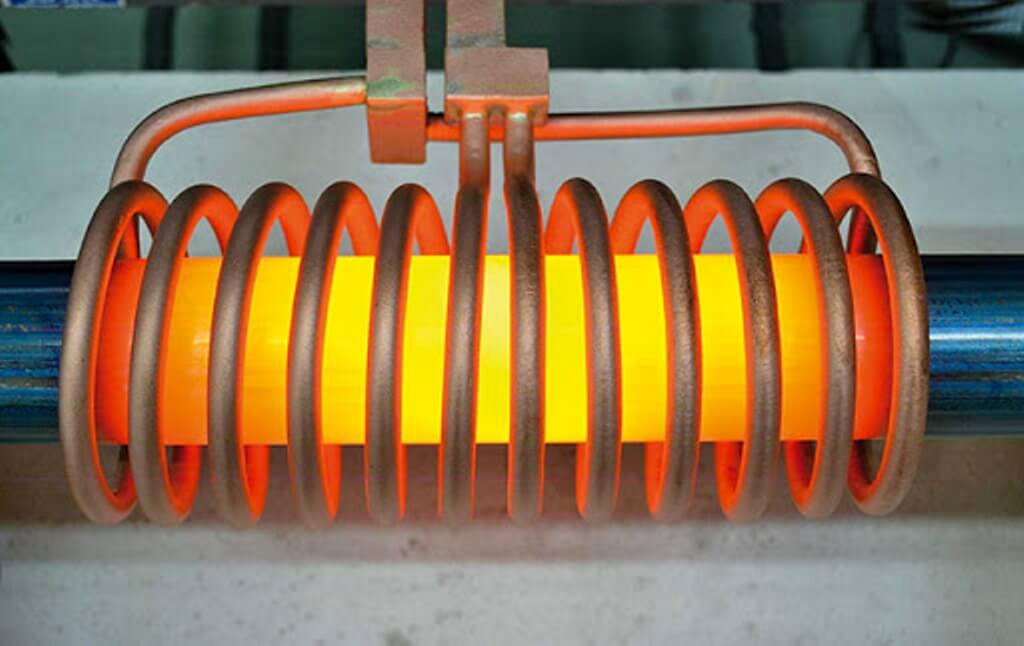
Пайка алюминия
Применение пайки алюминия особенно важно, потому что температура плавления припоя довольно близка к температуре плавления самого алюминия.
Читать большеУплотнение крышки
Таким образом, высокочастотные устройства серии 900 особенно подходят для герметизации крышек, где скорость, точность и повторяемость нагрева являются основными характеристиками.
Читать большеТеплое формование
Индукционные генераторы CEIA, благодаря чрезвычайно компактным размерам, могут быть легко интегрированы в кузнечные машины для процессов горячего формования (300-900 ° C) сплава титана, никеля, стали для производства крепежных изделий.
Благодаря широкому диапазону частот и мощности генераторы CEIA обеспечивают отличные характеристики и очень высокий выход как магнитных, так и немагнитных материалов (титановый сплав, никель, сталь).
Индукционное отверждение
Отверждение включает в себя любой процесс, в котором тепло используется для катализа или инициирования структурных изменений на химическом и молекулярном уровне в полимерных материалах, таких как эпоксидные смолы, фенольные смолы, полиэфиры и силиконы.Эти материалы по-разному применяются в различных продуктах для склеивания, защитного покрытия, герметизации, изоляции и других целей.
Читать большеТермоусадочная муфта
Это обычная техника в промышленности и механических мастерских для сборки и разборки механических компонентов и узлов трансмиссии. Этот метод включает использование тепла и явления теплового расширения для преодоления взаимного влияния размеров двух компонентов и создания чрезвычайно прочной механической связи между двумя частями.
Этот метод включает использование тепла и явления теплового расширения для преодоления взаимного влияния размеров двух компонентов и создания чрезвычайно прочной механической связи между двумя частями.
Индукционный нагрев
— перевод на немецкий — примеры английский
Эти примеры могут содержать грубые слова на основании вашего поиска.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
Дифференциальный нагрев высаженных концов НКТ индукционным нагревом .
Композитные панели с алюминиевым крепежом и индукционным нагревом способ крепления.
Verbundplatten mit Befestigungselementen aus Aluminium und Verfahren zum Anbringen der Elemente durch Induktionserwärmung .
Сделка также привела к появлению новых клиентов XP Power, в частности, в области фотоэлектрической энергии и индукционного нагрева .
Die Übernahme bedeutet für XP Power auch neue Kunden, vor all in den Bereichen von Photovoltaik und Induktionsheizung .Центральным элементом является гибкая система индукционного нагрева , которая точно и равномерно нагревает только участок ремонтной накладки.
Zentrales Element ist eine flexible Induktionsheizung , die nur den Bereich des Reparaturstücks (Patch) präzise und homogen erwärmt.Способ по п. 1, в котором индукционный нагрев осуществляется импульсами.
Способ по п. 42, отличающийся тем, что этап нагрева включает индукционный нагрев .
Переделка АКП 4-6 в Райнахе — Преимущества индукционного нагрева
Дидактический набор для индукционного нагрева | Все идет из Китая. Также читайте!
Способ по п. 13, отличающийся тем, что нагрев поверхности осуществляется индукционным нагревом .
Verfahren nach Anspruch 13, bei welchem die Erhitzung der Oberfläche mittels Induktionserwärmung durchgeführt wird.2. Способ по п.1, в котором используют печь с электрическим сопротивлением или индукционным нагревом .
Verfahren nach Anspruch 1, bei dem ein elektrischer Widerstandsoder Induktionsofen verwendet wird.
Способ по п. 2, отличающийся тем, что указанный предварительный нагрев выполняется с использованием индукционного нагрева .
2, отличающийся тем, что указанный предварительный нагрев выполняется с использованием индукционного нагрева .
Изобретение относится к устройству индукционного нагрева . 2.2.
Изобретение относится к способу эксплуатации устройства индукционного нагрева .
Преобразователь параллельного колебательного контура, особенно для индукционного нагрева деталей.
Электрический индукционный нагреватель устройство для жидкости, протекающей по трубке.
Клещи для выгрузки заготовок из устройства индукционного нагрева .
Узел индуктора для индукционного нагрева варочной посуды и управление им.
Аппарат для индукционного нагрева жидкого металла.
Устройство с подвижным якорем для непрерывного индукционного нагрева .
Способ и устройство для термической обработки осесимметричных заготовок индукционным нагревом .
Verfahren und Vorrichtung zur Wärmebehandlung вращениеssymmetrischer Gegenstände durch индуктивы Erwärmen .Индукционные нагрева трубы в непрерывном процессе
- Процесс
- индукционная закалка
- Поворотная подшипники
- коленчатых и распределительных валов
- Универсальная машина
- Специальные применения
- Индукционные Закалка
- подшипники Поворотные
- коленчатых и распределительных валов
- Универсальный станок
- Особые области применения
- Индукционная закалка и отпуск
- Трубы
- Стержни
- Индукционный отжиг шва
- Трубы
- Индукционный нагрев
- Заготовки
- Длинные стержни
- Плоский прокат
- Тонкие полосы
- Трубы
- Болты
- Заготовки
- Индукционная сварка
- Трубы
- Индукционная плавка
- Металлы черных и цветных металлов ls
- Другое
- Преобразователи
- Индукторы
- Добавочные индукторы
- Контроль качества индукционная закалка
- Повышение эффективности индукционных катушек
- индукционная закалка
- Промышленность
- Автомобильная промышленность
- Индукционная закалка компонентов двигателя
- Индуктивная упрочнение компонентов зубчатых
- Индуктивная упрочнение коленчатых и распределительных валов
- Индуктивная упрочнение компонентов шасси
- Индукционный нагрев адаптированных заготовок
- Энергия
- Индуктивный упрочнения поворотных подшипников
- Индуктивная упрочнение больших коленчатых
- Обработка стали
- Индукционный нагрев заготовок
- Индукционный нагрев прутков
- Индукционный нагрев сортового проката
- Индукционный нагрев плоского проката
- Индукционный нагрев тонкого проката рипс
- Индукционный нагрев стальных труб
- Индукционный нагрев черных и цветных металлов
- Индукционный нагрев для экструзии
- Индуктивный отпуск прутков
- Нефть и газ
- Индукционный отпуск труб
- Индукционный отжиг трубы
- Индукционная сварка труб
- Термическая обработка
- Индуктивная закалка автомобильных компонентов
- Индуктивная закалка коленчатых и распределительных валов
- Индуктивная закалка колец
- Индукционная закалка специальных компонентов
- Индукционная закалка и отпуск труб
- Индуктивная закалка и отпуск прутков
- Индуктивный отжиг швов труб
- Индуктивный нагрев труб
- Сельское и лесное хозяйство
- Индуктивная закалка компонентов двигателя
- Индуктивная закалка деталей шестерен
- Индук Индукционная закалка коленчатых и распределительных валов
- Индукционная закалка колец
- Индуктивный нагрев заготовок
- Индукционный нагрев прутков
- Индукционный нагрев заготовок на заказ
- Ковка
- Индукционный нагрев заготовок
- Индукционный нагрев прутков
- Строительная промышленность
- Индуктивная закалка колец
- Индуктивная закалка различных компонентов
- Индукционная закалка труб
- Индукционная закалка прутков
- Индукционный нагрев сортового проката
- Индукционный нагрев плоского проката
- Машиностроение
- Индукционная закалка различных компонентов
- Индуктивная закалка плоского проката
- Индукционная сварка труб
- Navy
- Индуктивная закалка коленчатых и распределительных валов
- Индуктивная сварка закалка колец
- Индукционный нагрев плоского проката
- Индукционный отжиг труб
- Индукционная сварка труб
- Автомобильная промышленность
- Сервис
- Горячая линия сервиса
- Консультация
- Осмотр и обслуживание

