Что такое индукционный кузнечный нагреватель. Как работает ИКН. Какие бывают виды индукционных нагревателей. Каковы преимущества индукционного нагрева перед печным. Какие меры безопасности нужно соблюдать при работе с ИКН.
Принцип работы индукционного кузнечного нагревателя
Индукционный кузнечный нагреватель (ИКН) — это устройство для быстрого и эффективного нагрева металлических заготовок перед горячей обработкой давлением. Принцип его работы основан на явлении электромагнитной индукции.
Как работает ИКН?
- Через индукционную катушку пропускается переменный ток высокой частоты
- Вокруг катушки создается переменное магнитное поле
- В помещенной в катушку металлической заготовке индуцируются вихревые токи
- Вихревые токи вызывают быстрый нагрев заготовки изнутри
Глубина проникновения индукционного нагрева зависит от частоты тока и свойств металла. Она может составлять от нескольких миллиметров до нескольких сантиметров.

Преимущества индукционного нагрева перед печным
По сравнению с традиционным печным нагревом, индукционный метод имеет ряд существенных преимуществ:
- Значительное снижение энергозатрат
- Многократное сокращение времени нагрева заготовок
- Повышение точности нагрева до заданной температуры
- Уменьшение образования окалины
- Улучшение условий труда персонала
- Экономия производственных площадей
За счет чего достигаются эти преимущества? Индукционный нагрев происходит непосредственно в металле заготовки, без промежуточных теплоносителей. Это обеспечивает высокий КПД и скорость нагрева.
Виды индукционных кузнечных нагревателей
Существует несколько основных видов ИКН, различающихся по конструкции и назначению:
1. ИКН с ручной загрузкой
Простейший вариант для небольших производств. Заготовки вручную помещаются в индуктор и извлекаются из него после нагрева.
2. Полуавтоматические ИКН
Оснащены механизмами подачи заготовок в индуктор с помощью пневматических или гидравлических цилиндров. Загрузка заготовок в направляющие производится вручную.

3. Автоматические ИКН
Полностью автоматизированные системы с механизированной подачей заготовок из бункера или вибробункера. Обеспечивают высокую производительность.
4. Многосекционные ИКН
Применяются для нагрева длинных и массивных заготовок. Индуктор разделен на несколько секций, между которыми расположены водоохлаждаемые ролики.
5. ИКН для линейного нагрева
Используются для непрерывного нагрева проволоки, прутка и других длинномерных заготовок. Имеют секционированный индуктор с роликами между секциями.
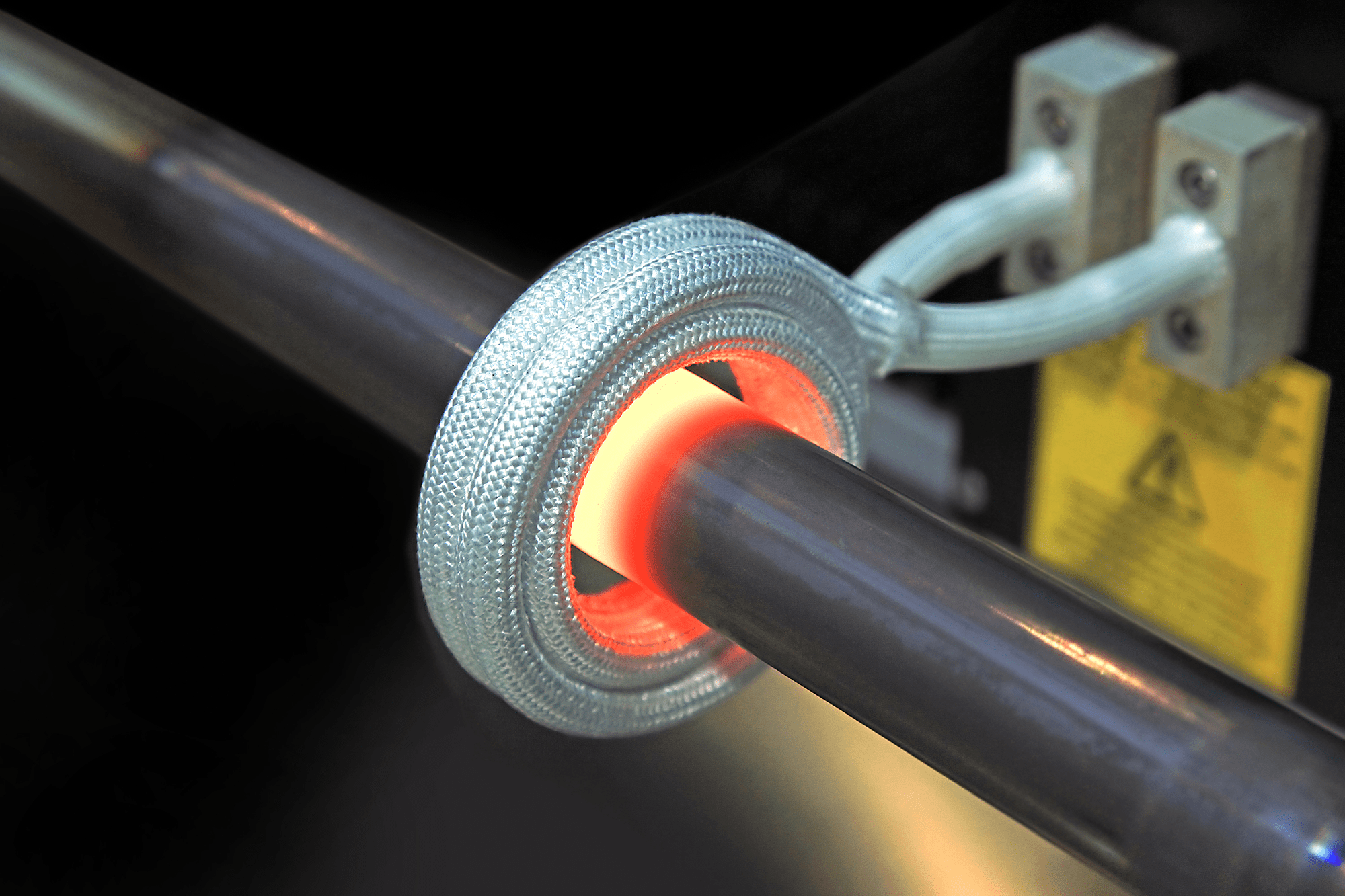
Устройство футерованной индукционной катушки
Ключевым элементом ИКН является футерованная индукционная катушка. Как она устроена?
- Основа — медная трубка прямоугольного сечения, навитая с нужным диаметром и шагом
- К трубке припаяны медные шпильки с резьбой
- Катушка обмотана изолирующей стеклотканью и пропитана лаком
- На шпильки закреплены стеклотекстолитовые направляющие для жесткости
- Внутри размещена футеровка из жаропрочного материала (керамика, бетон)
- Установлены направляющие для движения заготовок
Качественная футеровка обеспечивает длительный срок службы индуктора в условиях высоких температур.
Меры безопасности при работе с ИКН
При эксплуатации мощных индукционных нагревателей необходимо соблюдать ряд мер безопасности:
- Экранирование рассеянных электромагнитных полей металлическим кожухом
- Тщательное заземление оборудования
- Ограничение доступа персонала в зону действия сильных ЭМ полей
- Использование средств индивидуальной защиты
- Регулярный контроль состояния изоляции и охлаждающих систем
Соблюдение этих мер позволяет обеспечить безопасную эксплуатацию ИКН.
Системы охлаждения индукционных нагревателей
Эффективное охлаждение — важнейшее условие нормальной работы ИКН. Какие системы охлаждения применяются?
Водяное охлаждение
Базовый вариант — охлаждение проточной водой. Требования:
- Температура воды на входе не выше 40°C
- Давление 1-3 атм
- Недопустимо закипание воды в индукторе
Градирни
Применяются для охлаждения мощных установок. Бывают:
- Одноконтурные — с испарением охлаждающей воды
- Двухконтурные — с замкнутым контуром дистиллированной воды
Чиллеры
Автоматические фреоновые охладители. Преимущества:

- Высокая эффективность охлаждения
- Точное поддержание температуры
- Возможность работы при любой температуре окружающей среды
Правильный выбор системы охлаждения обеспечивает надежную работу ИКН.
Современные индукционные кузнечные нагреватели
Эта статья предназначена в первую очередь нашим потенциальным покупателям, выбирающим ту или иную модель индукционного кузнечного нагревателя (ИКН). Надеюсь, что-то новое почерпнут для себя специалисты, эксплуатирующие индукционное оборудование.
1. Особенности глубокого индукционного нагрева заготовок
С помощью Индукционных кузнечных нагревателей (ИКН) очень удобно нагревать металлические заготовки для целей горячей штамповки, ковки, гибки и высадки. По сравнению с электрическим печным нагревом, индукционный нагрев имеет ряд неоспоримых преимуществ:
· Значительно снижаются энергозатраты, что особенно важно в наше непростое для производства время.
· Во много раз снижает время нагрева заготовок, что резко повышает производительность производства.
· За счет автоматизации подачи заготовок, улучшается точность их нагрева до заданной температуры.
· Уменьшается количество окалины, что в свою очередь значительно повышает стойкость штамповой оснастки. · Улучшаются условия труда, это поймет каждый, кто хоть раз стоял у жерла открытой печи с большим количеством заготовок.
· Освобождаются дополнительные площади в цеху, за счет меньших габаритов индукционного оборудования.
Все эти преимущества достигаются за счет того, что в зависимости от рабочей частоты индукционный нагрев проникает от нескольких мм до нескольких см в глубину заготовки. В итоге максимальная температура нагрева создается на определенной глубине от поверхности детали. Вспомните слоган компании «Мосиндуктор»: «Согревая изнутри». Естественно, нагрев детали изнутри способствует лучшей теплопередаче в глубину заготовки. Различают высокотемпературный нагрев для штамповки и высадки стали 1200°С и низкотемпературный 850°С. Технология штамповки может предусматривать и промежуточную температуру между этими значениями.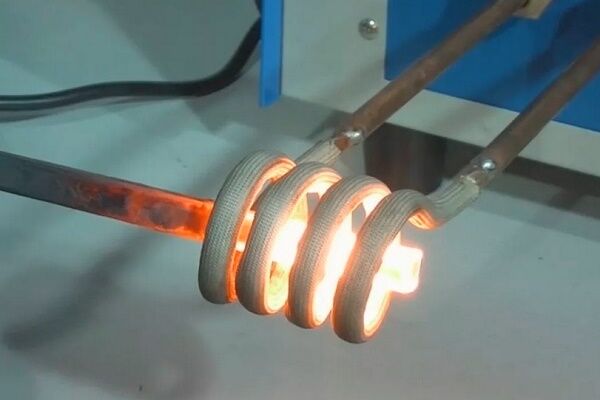
Существуют научнообоснованные требования по максимальной разнице температур по всему объему заготовки для обеспечения требуемой пластичности и однородности металлов. Для углеродистой стали максимальная разница температур составляет 100°С. Для других металлов и особых случаев разница может составлять 50°С.
Ориентируясь на эту разницу температур, рассчитывается время нагрева заготовки. Дело в том, что индукционный нагрев с высокой удельной мощностью может расплавить поверхность заготовки, при этом ее сердцевина останется холодной. Передача тепла внутрь заготовки осуществляется только за счет теплопроводности. Поэтому наша задача заключается в том, что бы создать на глубине горячего проникновения индукционного поля высокую температуру. Однако она должна быть существенно ниже температуры плавления металла. И выдержать в таком состоянии время, необходимое для проникновения тепла вглубь заготовки. Понятно, что чем толще сама заготовка, тем большее время потребуется для ее равномерного нагрева. Для сокращения времени нагрева заготовок большого диаметра полезно использовать более низкие частоты, чем для нагрева тонких заготовок.
Для сокращения времени нагрева заготовок большого диаметра полезно использовать более низкие частоты, чем для нагрева тонких заготовок.
Соответственно, чем большую производительность должен выдавать ИКН при нагреве заготовок большого диаметра, тем большее количество заготовок должно одновременно находиться в футерованной индукционной катушке, являющейся нагревающим органом ИНК. Сводную информацию по удельной мощности на квадратный сантиметр, времени нагрева, рабочей частоте и диаметре заготовок вы можете увидеть в Таблице №1.
Из нее, например, следует:
Что для нагрева заготовки диаметром 50 мм на частоте 2000 Гц потребуется 58 секунд при удельной мощности 133 Вт/см².
Для нагрева той же заготовки на частоте 6000 Гц потребуется 125 секунд при удельной мощности 67 Вт/см².
Можно сделать вывод, что в данном случае увеличение частоты в 3 раза приводит к снижению примерно в 2 раза разрешенной удельной мощности и увеличению в 2 раза времени нагрева заготовок.
С помощью таблицы №1 можно весьма приблизительно оценить необходимую мощность ИКН. Однако учтите, что для расчета площади нагрева берется только боковая поверхность заготовки, за исключением торцов. И существуют потери передачи энергии от индукционной катушки к нагреваемой детали, доходящие до 30-50%, в зависимости от конструкции катушки и соотношения диаметров катушки и нагреваемой заготовки. Чем ближе диаметр нагреваемой детали к внутреннему диаметру индукционной катушки, тем меньше потери энергии на рассеивание электромагнитного поля в пространстве. Однако чем меньше толщина футеровки, находящейся между индукционной катушкой и нагреваемой деталью, тем большее количество тепла вымывается из катушки охлаждающей ее водой. Главный закон диалектики – единства и борьбы противоположностей еще никто не отменял.
Часто возникает вопрос об универсальности ИКН при нагреве заготовок различного диаметра. Конечно, никто не запрещает нагревать в индукторе большого диаметра тонкие заготовки, однако КПД такого нагрева будет чрезвычайно низким. Нормальным можно считать соотношение максимальных и минимальных диаметров заготовки на уровне 1,5-1,7 раза. Т.е. если максимальный нагреваемый диаметр 50 мм, можно греть заготовки с минимальным диаметром 30-35 мм.
Нормальным можно считать соотношение максимальных и минимальных диаметров заготовки на уровне 1,5-1,7 раза. Т.е. если максимальный нагреваемый диаметр 50 мм, можно греть заготовки с минимальным диаметром 30-35 мм.
Важно правильно выбирать оптимальную рабочую частоту ИКН для нагрева заготовок различного диаметра исходя из данных представленных в Таблице №2.
Для ИКН всегда действуют следующие правила:
· Для нагрева большей массы металла в единицу времени требуется большая мощность.
· Чем больше диаметр заготовки, тем ниже должна быть рабочая частота и больше время нагрева.
2. Виды индукционных кузнечных нагревателей
Попытаемся составить примерную классификацию ИКН. В принципе ИКН называют любой индукционный нагреватель, использующийся для нагрева металлических заготовок для их дальнейшей объемной деформации.
Существует множество видов ИКН, отличающихся по конструкции и назначению:
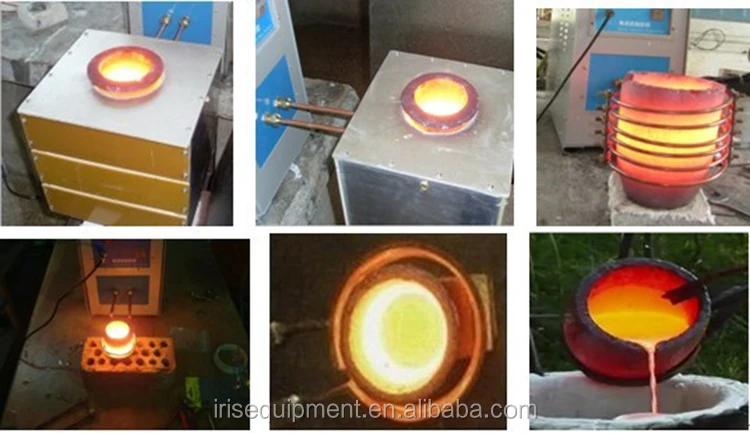
А) ИКН с ручной подачей и выемкой заготовок из индуктора, поштучно или коллективно. Применяются в основном с транзисторными индукционными преобразователями малой мощности, и в случае невысокой производительности оборудования. В них может нагреваться заготовка целиком или только ее часть, конец или середина. В таких ИКН на один преобразователь может нагружаться одна или несколько параллельных индукционных катушек, для увеличения производительности при нагреве толстых заготовок. В простейшем случае может использоваться индукционная катушка (индуктор) с подкладкой из асбеста. В более сложном — индуктор, футерованный жаропрочным бетоном или керамическая, разрезная втулка для исключения растрескивания от контакта с разогретойзаготовкой.
Для замены кузнечного горна применяют индукционный нагреватель с индукционной катушкой по профилю нагреваемой детали. Индукционная катушка при этом может не охватывать всю нагреваемую поверхность. Кузнец сам, перемещая заготовку, регулирует степень нагрева той или иной ее части.
Кузнец сам, перемещая заготовку, регулирует степень нагрева той или иной ее части.
Для нагрева прутков 10-16 мм вполне подойдет нагреватель ВЧ-15А мощностью 15 кВт. Для чуть более массивных заготовок подойдет ВЧ-25А. Наиболее универсальные возможности для кузни предоставит высокочастотный индукционный нагреватель ВЧ-60АВ.
Смотрите видеоролики здесь>>>
Б) Для увеличения производительности и стабилизации температуры нагрева, применяют ИКН с полуавтоматической и автоматической подачей заготовок в футерованный индуктор с помощью пневматических и гидравлических цилиндров. В полуавтоматическом варианте заготовка укладывается на направляющие вручную, а в автоматическом, подается на направляющие из бункера или вибробункера.
С помощью таймера задается периодичность подачи заготовок, а с помощью регулируемых дросселей — скорость подачи и возврата цилиндра.
В случае нагрева массивных заготовок механизируется процесс накопления и транспортировки заготовок в индуктор с помощью накопителей, гидротолкателей, роликовых транспортеров и т. п. Выдача заготовок из индуктора так же осуществляется цепным или роликовым транспортером. Движение нагретой заготовки в индукторе, как правило, осуществляется по направляющим. На маломощных ИКН, направляющие могут быть выполнены из нержавеющих трубок или нихромового уголка. На более мощных моделях направляющие делают из водоохлаждаемых нержавеющих трубок. Расположение направляющих непосредственно в зоне нагрева «съедает» до 8% энергии ИКН.
п. Выдача заготовок из индуктора так же осуществляется цепным или роликовым транспортером. Движение нагретой заготовки в индукторе, как правило, осуществляется по направляющим. На маломощных ИКН, направляющие могут быть выполнены из нержавеющих трубок или нихромового уголка. На более мощных моделях направляющие делают из водоохлаждаемых нержавеющих трубок. Расположение направляющих непосредственно в зоне нагрева «съедает» до 8% энергии ИКН.
В) Иногда бывает необходимо нагреть очень массивную и длинную заготовку. Ее невозможно «пропихнуть» в индуктор по неподвижным направляющим, заготовка просто их сносит. В этом случае применяют, вынесенные за пределы индуктора водоохлаждаемые ролики, а индуктор делают многосекционным. Иногда до десяти секций и более. Питание на раздельные секции индукторов может подаваться от одного мощного генератора. Российские производители любят применять схему с раздельной подачей питания на каждую секцию индуктора от собственного менее мощного генератора. По их мнению, это увеличивает надежность устройства в целом.
По их мнению, это увеличивает надежность устройства в целом.
Г) ИКН часто применяют для линейного нагрева сплошных заготовок. Например, проволоки или прута из бухты. Схема построения такого ИКН примерно такая же, как и в предыдущем случае. Индуктор секционируют на 3-20 частей, а между секциями располагают водоохлаждаемые ролики. Как правило, для питания ИКН линейного нагрева используют достаточно мощные тиристорные преобразователи мегаватного класса. Однако при небольшом диаметре заготовки и невысокой производительности возможно построение ИКН для линейного нагрева на одном индукторе, как это изображено на рисунке. Такие нагреватели хороши для навивки пружин для автомобилей.
Д) В зависимости от длины и диаметра заготовки, применяют различные схемы подачи заготовок в индуктор. Если заготовки короткие, их, как правило, подают в круглый индуктор вдоль, располагаю как вагоны в поезде. Регулируя производительность нагрева с помощью длины индуктора.
Если же заготовка длинная ее подают в щелевой индуктор боком, т. е. поперек. Индуктор при таком способе подачи становится значительно короче, заготовки в нем перекатываются с боку на бок, что улучшает равномерность их нагрева. К параллельной подаче заготовок в индуктор прибегают в том случае, когда нужно греть длинные и массивные заготовки.
е. поперек. Индуктор при таком способе подачи становится значительно короче, заготовки в нем перекатываются с боку на бок, что улучшает равномерность их нагрева. К параллельной подаче заготовок в индуктор прибегают в том случае, когда нужно греть длинные и массивные заготовки.
3. Транзисторные и тиристорные преобразователи частоты
В настоящее время для питания индукционных кузнечных нагревателей используют транзисторные и тиристорные преобразователи частоты (ТПЧ).
Транзисторные преобразователи обладают рядом преимуществ, таких как:
Повышенная надежность, меньшие габариты и вес. Только транзисторные преобразователи имеют автоматическую подстройку частоты генерации в очень широких пределах. От 1-го до 20-ти кГц, это практически 2000%. Что дает возможность нагружать их на индукционные катушки с громадным разбросом индуктивности. Это важно в случае использования транзисторного генератора для питания нескольких устройств индукционного нагрева.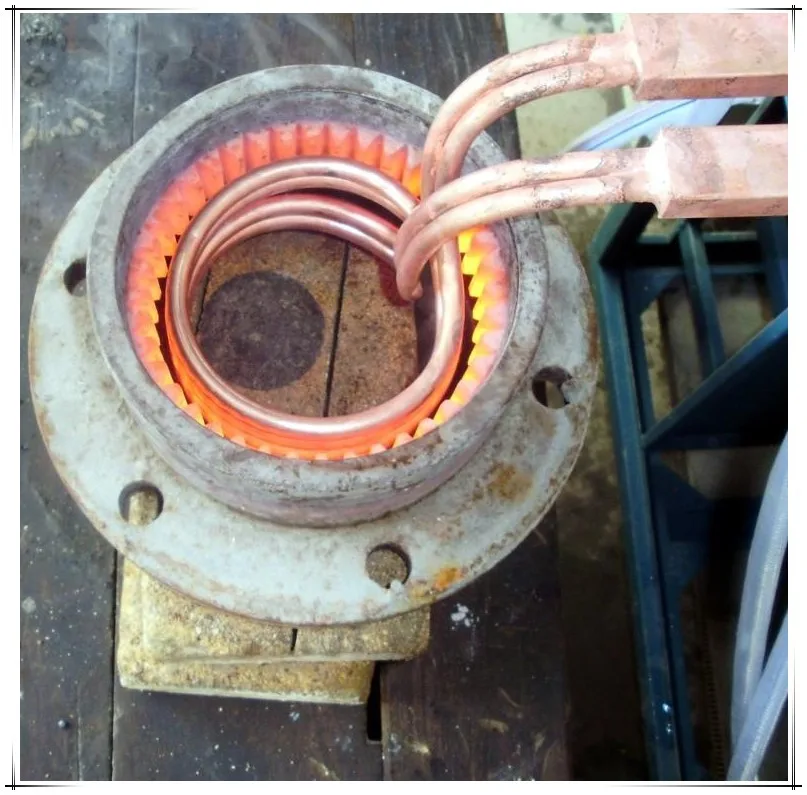 Или в том случае, когда на одном устройстве применяются индукционные катушки различного диаметра и количества витков.
Или в том случае, когда на одном устройстве применяются индукционные катушки различного диаметра и количества витков.
Например, для питания индукционных трубогибов, применяемых при производстве отводов труб различного диаметра. Следует иметь ввиду, что для питания трубогибов, производящих крутоизогнутые стальные отводы бывает необходимо локализовать зону нагрева. Подобную локализацию можно обеспечить только при использовании мощного закалочного трансформатора. В этом случае можно выдать всю энергию генератора всего в один широкий виток индукционной катушки. В настоящее время уже доступны транзисторные преобразователи частоты мощностью несколько МВт, имеющие КПД 97,5%.
Тиристорные преобразователи частоты применяются в ИКН достаточно давно. Они очень хороши, когда необходимая мощность нагрева приближающаяся к одному МВт и более. В настоящее время доступны тиристорные преобразователи частоты мощностью 20-25 МВт, применяемые для плавки до 110 тонн стали. Для питания подобных монстров применяют специальные понижающие трансформаторы с выходным напряжением, достигающим 1000 и более Вольт, и количеством фаз до 12-ти.
Для питания подобных монстров применяют специальные понижающие трансформаторы с выходным напряжением, достигающим 1000 и более Вольт, и количеством фаз до 12-ти.
При преобразовании таких больших мощностей особой проблемой становится борьба с электрическими наводками в электросетях, попросту говоря, возникают сильные помехи, мешающие работе систем управления преобразователем. Для борьбы с этим явлением применяется оптоволоконные линии между платами управления. ТПЧ такого уровня оснащаются системами самотестирования электрических компонентов, с выводом результатов через модем в интернет. В случае сбоев в работе оборудования, можно протестировать ТПЧ с помощью производителя оборудования через интернет. Преобразователи оснащаются дисплеями с сенсорным управлением, что делает работу с ними простой и приятной.
КПД тиристорных преобразователей достигает 92%, что тоже очень неплохо. Однако они, как правило, имеют большие, чем у транзисторных моделей габариты и вес. И обычно имеют фиксированную частоту генерации. Или частота подстраивается в небольших пределах. В том случае, когда необходимо согласовать рабочую частоту тиристорного преобразователя с различной по индуктивности нагрузкой применяют переключаемые банки водоохлаждаемых конденсаторных батарей. Есть и устройства автоматического переключения емкости. Тиристорные преобразователи частоты традиционно используют для питания мощных ИКН и индукционных плавильных печей, с весом плавки от 0,1 до 110т.
И обычно имеют фиксированную частоту генерации. Или частота подстраивается в небольших пределах. В том случае, когда необходимо согласовать рабочую частоту тиристорного преобразователя с различной по индуктивности нагрузкой применяют переключаемые банки водоохлаждаемых конденсаторных батарей. Есть и устройства автоматического переключения емкости. Тиристорные преобразователи частоты традиционно используют для питания мощных ИКН и индукционных плавильных печей, с весом плавки от 0,1 до 110т.
4. Футерованные индукционные катушки
Индуктор для мощного индукционного кузнечного нагревателя представляет собой следующую конструкцию. К навитой с необходимым диаметром и шагом прямоугольной медной трубке припаивают медные шпильки с резьбой. Затем индукционную катушку обматывают киперной лентой из стеклоткани и пропитывают изолирующим лаком. После высыхания лака, на медные шпильки крепят медными гайками стеклотекстолитовые направляющие. Они служат для исключения разрушения катушки от вибрации, создаваемой мощными индукционными полями и придания жесткости всей конструкции. Припаивают или приваривают вводы-выводы электроэнергии и воды.
Припаивают или приваривают вводы-выводы электроэнергии и воды.
Внутрь катушки для уплотнения и теплоизоляции вставляют асбест или микалит в виде рулона толщиной несколько мм, а затем задвигают кольца или трубу из жаропрочного материала. Таким материалом может служить жаропрочный бетон, керамика, глинозем и т.п. Так же используются всевозможные окислы редкоземельных элементов. Как уже описано выше, внутри футерованного индуктора размещают направляющие для движения заготовок.
Чем лучше футеровка держит высокую температуру и механические нагрузки, тем дольше она прослужит в условиях высокотемпературного нагрева. Срок службы футеровки может быть различным, от нескольких недель до нескольких месяцев.
В любом случае, покупая автоматический ИКН с футерованным индуктором, подумайте, как вы будете ремонтировать вышедшую из строя футеровку.
Часто индукционные катушки для ИКН имеют многоточечный подвод энергии и воды.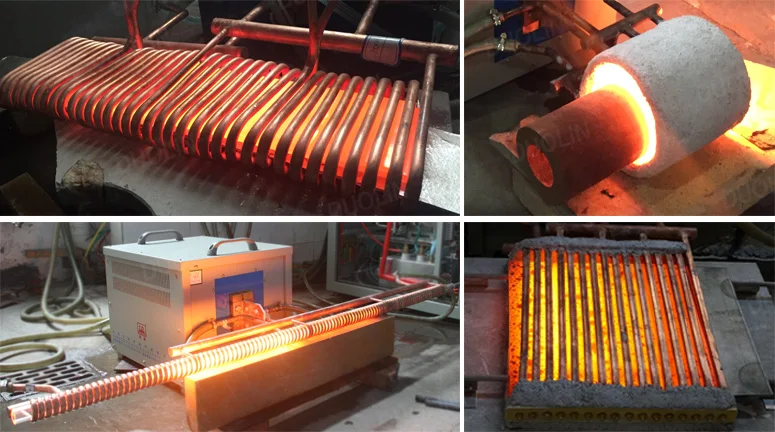 Делается это для обеспечения энергетических условий эксплуатации индуктора. Попросту говоря, для того, что бы обеспечить нагрев необходимых заготовок и не расплавить во время работы индуктор.
Делается это для обеспечения энергетических условий эксплуатации индуктора. Попросту говоря, для того, что бы обеспечить нагрев необходимых заготовок и не расплавить во время работы индуктор.
При нагреве медных и алюминиевых билет большого диаметра иногда закрывают крышками входное и выходное отверстия индуктора. Учитывая большое время нагрева билет, это делается для сохранения тепла внутри индуктора. Таким образом, мы получаем аналог печного нагрева в индукционном исполнении, конечно при большей эффективности нагрева.
5. Меры безопасности
Как бы мы этого не желали, при работе ИКН мощностью несколько мегаватт, сотни киловатт электромагнитной энергии излучаются в окружающее пространство. Мощные магнитные поля иногда даже становятся причиной перекашивания и заклинивания деталей при их движении в индукторе. Они же рассеиваясь в пространстве, могут стать причиной электрических наводок в любом металлическом оборудовании рядом с ИКН, и частях его конструкции. Для экранирования рассеянных полей иногда используют металлический кожух вокруг индукционной катушки. А торцевые части индуктора, где наблюдается максимальная концентрация полей, делают разрезными из металла и даже оснащают системой водяного охлаждения. Для отведения выделяющегося тепла. Понятно, что сам ИКН и все подающее оборудование следует тщательно заземлить. В любом случае, присутствие людей рядом с источником мощного электромагнитного излучения следует ограничивать.
Для экранирования рассеянных полей иногда используют металлический кожух вокруг индукционной катушки. А торцевые части индуктора, где наблюдается максимальная концентрация полей, делают разрезными из металла и даже оснащают системой водяного охлаждения. Для отведения выделяющегося тепла. Понятно, что сам ИКН и все подающее оборудование следует тщательно заземлить. В любом случае, присутствие людей рядом с источником мощного электромагнитного излучения следует ограничивать.
Спецификации на индукционные кузнечные нагреватели смотрите здесь >>>
6. Системы охлаждения
Для нормальной работы любого ИКН необходимо обеспечить его эффективное охлаждение проточной водой. Как правило, для охлаждения силовой электроники ТПЧ используют контур замкнутого водоснабжения с водой максимально очищенной от солей. А для охлаждения индуктора — техническую воду, желательно с минимальным содержанием солей, для исключения засоления индуктора. Требования по входящей температуре воды, как правило, не превышает 40°С. Давление на входе ИКН в пределах 1-3 атм. Его нужно уточнить в Руководстве пользователя на оборудование.
Требования по входящей температуре воды, как правило, не превышает 40°С. Давление на входе ИКН в пределах 1-3 атм. Его нужно уточнить в Руководстве пользователя на оборудование.
Ни в коем случае нельзя допускать закипания воды, охлаждающей индукционную катушку. Закипание сигнализирует о себе звонким шумом в индукторе. Любое образование пузырьков пара в катушке может привести к выгоранию участка медной трубки. Трубка в индукторе несет большую энергетическую нагрузку, от расплавления ее спасает только постоянное вымывание водой излишков тепла.
Градирни
Для охлаждения индукционных установок большой мощности, как правило, используют градирни. Это установки, в которых охлаждение происходит не только за счет теплообмена, но и за счет испарения воды. Для ускорения испарения воды градирни обязательно оборудуются электрическим вентилятором.
Градирни бывают одноконтурные, когда охлаждающая вода одновременно испаряется, и двухконтурные, когда дистиллированная охлаждающая вода течет по замкнутому контуру из медных трубок, а трубки поливаются испаряющейся водопроводной водой. Двухконтурные градирни дороже одноконтурных, но исключительно экономны по расходу дорогой дистиллированной воды.
Двухконтурные градирни дороже одноконтурных, но исключительно экономны по расходу дорогой дистиллированной воды.
При установке градирни в отапливаемом цеху, в нее можно заливать дистиллированную воду. При размещении градирни на улице следует использовать незамерзающую жидкость – антикоррозийный, размагничивающий антифриз на основе диэтанола.
По имеющимся у нас сведениям в России двухконтурные градирни не производятся. По желанию клиентов, ТД «Мосиндуктор» может укомплектовать мощные индукционные кузнечные нагреватели двухконтурными градирнями производства КНР. Градирни имеют различную охлаждающую мощность, которая подбирается соответственно мощности индукционной установки.
При выборе одноконтурной градирни мы всегда сталкиваемся с несоответствием производительности водяного насоса градирни с потребностью индукционного нагревателя. Производительность по воде градирни намного больше. Причем если уменьшить поток воды через градирню, уменьшится ее охлаждающая мощность. В этом случае бывает полезно замкнуть поток воды от насоса градирни на себя. А для подачи охлаждающей воды на индукционную установку использовать дополнительный насос с нужной производительностью. Такой способ подачи воды, в целях экономии электроэнергии, позволяет установить термодатчик и включать насос градирни после превышения заданной температуры в баке, при постоянно включенном насосе подаче охлаждающей воды на индукционную установку.
В этом случае бывает полезно замкнуть поток воды от насоса градирни на себя. А для подачи охлаждающей воды на индукционную установку использовать дополнительный насос с нужной производительностью. Такой способ подачи воды, в целях экономии электроэнергии, позволяет установить термодатчик и включать насос градирни после превышения заданной температуры в баке, при постоянно включенном насосе подаче охлаждающей воды на индукционную установку.
Чиллеры
Чиллером называется автоматический фреоновый холодильник для воды. Чиллер типа Вода-Воздух сбрасывает тепло в воздух цеха или на улицу. Чиллер типа Вода-Вода отдает тепло проточной воде. Фреоновый насос позволяет удалять тепло с большой эффективностью за счет высокой разницы температур в средах. А так же поддерживает температуру охлаждающей жидкости в заданных пределах при любой температуре проточной воды и воздуха на улице или в цеху.
При выборе охлаждающей производительности чиллера следует учитывать, что фреоновый охладитель должен работать не более трети рабочего времени, а вот насос, подающий охлаждающую воду, работает непрерывно. Только в этом случае можно рассчитывать на длительный ресурс работы чиллера.
Только в этом случае можно рассчитывать на длительный ресурс работы чиллера.
Установка чиллера типа Вода-Воздух непосредственно в цеху, позволяет использовать выделяющееся тепло для отопления цеха. Использование чиллера типа Вода-Вода позволяет существенно экономить проточную воду.
Из всех известных систем охлаждения, чиллеры являются самыми высокоавтоматизированными агрегатами, но и самыми дорогими.
При выборе чиллера для системы охлаждения индукционной установки мы так же сталкиваемся с несоответствием производительности водяного насоса чиллера с потребностью индукционного нагревателя. Как правило, производительность по воде чиллера намного больше. Есть два пути решения этой проблемы. Первый это замена насоса чиллера на насос с меньшей производительностью, что в отличие от случая с градирней, не влияет на охлаждающую мощность чиллера. Второй – установка на выходе насоса байпаса, т.е. водяной перемычки с краном регулирующим давление в централи.
Полезная литература
Нужно отметить, что СССР был «Впереди планеты всей» в области индукционного нагрева, собственно наши ученые его и изобрели. А вот после 1988 года автору не попало в руки ни одной новой книги по индукционному нагреву металлов. Однако с 1940 г по 1988 г. в СССР были изданы десятки книги по интересующей нас тематике. Нам удалось собрать библиотеку обо всех областях технологии термической обработки металлов с применением индукционного нагрева токами высокой частоты.
Таких как:
· Физические основы индукционного нагрева.
· Плавка металлов в индукционных плавильных тигельных и канальных печах.
· Плавка и литье сплавов в вакууме.
· Индукционный нагрев металлов для горячей объемной штамповки.
· Автоматические индукционные кузнечные нагреватели.
· Индукционная пайка.
· Поверхностная, сканирующая закалка стали токами высокой частоты.
· Индукционная закалка токами высокой частоты валов и шестерен.
Станьте нашими клиентами, и мы всегда поможем вам серьезной методической литературой в любой области применения индукционного нагрева токами высокой частоты.
Автор статьи директор компании «Мосиндуктор»
(С) 2011 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи на любом сайте
кроме www.mosinductor.ru
Индукционный кузнечный нагреватель: назначение
Индукционный
кузнечный нагреватель (ИКН) – высокотехнологичный аппарат,
предназначенный для индукционной обработки деталей перед штамповкой или
ковкой. Такой нагрев позволяет значительно снизить время обработки
детали и улучшить точность прогрева, при этом качество обработки
повышается, за счет уменьшения окалины. В зависимости от рабочей частоты
и времени удается прогреть изделие на нужную глубину от 1,5 миллиметров
до нескольких сантиметров. Такое устройство работает в
высокотемпературном режиме до 1200 градусов и в низкотемпературном – до
500, при этом нагреватель может функционировать в промежуточных режимах.
Такой нагрев позволяет значительно снизить время обработки
детали и улучшить точность прогрева, при этом качество обработки
повышается, за счет уменьшения окалины. В зависимости от рабочей частоты
и времени удается прогреть изделие на нужную глубину от 1,5 миллиметров
до нескольких сантиметров. Такое устройство работает в
высокотемпературном режиме до 1200 градусов и в низкотемпературном – до
500, при этом нагреватель может функционировать в промежуточных режимах.
Однако следует иметь в виду, что нагреватель не эффективно использовать для работы с деталями разного диаметра, даже при смене индукционных катушек. Кузнечный нагреватель не занимает много места и является безопасным для оператора.
Индукционные кузнечные нагреватели GTR
МОЩНОСТЬ: 60-10 000 кВт, ЧАСТОТА: 0.2-100 кГц.
Преимущества GTR:
- ✓быстрый нагрев без окисления;
- ✓высокая степень автоматизации, автоматический режим работы;
- ✓контроль за точностью температуры, времени нагрева, скорости подачи заготовки;
- ✓низкое потребление энергии;
- ✓многоступенчатая система защиты.

Отправить запрос
Узнать цену!
You must have JavaScript enabled to use this form.
E-mail *
Ваш запрос *
Технические параметры GTR
| Модель | Параметры на входе | Выходные параметры | Круглый диаметр, мм | |||
|---|---|---|---|---|---|---|
| Напряжение, В | Ток, А | Ток, А | Частота, кГц | Мощность, кВт | ||
| GTR-60 | 380 | 100 | 120 | 1-8 | 60 | 30-50 |
| GTR-100 | 160 | 200 | 100 | |||
| GTR-120 | 200 | 240 | 120 | |||
| GTR-160 | 260 | 320 | 160 | |||
| GTR-200 | 330 | 400 | 200 | |||
| GTR-300 | 490 | 600 | 300 | 40-70 | ||
| GTR-400 | 650 | 800 | 400 | |||
| GTR-500 | 820 | 1000 |
0. 4-8 4-8
|
500 | ||
| GTR-750 | 1200 | 1500 | 0.2-6 | 750 | более 70 | |
| GTR-1000 | 1650 | 2000 | 1000 | |||
| GTR-1500 | 2500 | 3000 |
0. 2-1 2-1
|
1500 | ||
В сравнении с другими методами индукционного нагрева, кузнечный отличается быстрым нагревом и низким потреблением энергии. Обычно кузнечные детали нагревают перед дальнейшей штамповки.
Индукционная катушка (индуктор) имеет два слоя изоляции, поэтому служит довольно долго. Нагреватель позволяет производить смену индукторов, каждый работает под конкретные задачи.
Индукционные кузнечные нагреватели ВЧ
Технические параметры ВЧ
| Модель | Частота, кГц | Мощность, кВт | Расход воды, литров/мин | Производительность, кг/час | Диаметр нагрева, мм |
|---|---|---|---|---|---|
| ВЧ-35 | 15-25 | 40 | >25 | 75 | 8-20 |
| ВЧ-45 | 60 | >35 | 95 | 20-30 | |
| ВЧ-70 | 80 | >50 | 120 | 20-40 | |
| ВЧ-90 | 100 | 165 | 25-45 | ||
| ВЧ-110 | 1-8 | 120 | 185 | 30-50 | |
| ВЧ-160 | 15-25/0,5-8 | 200 | 290 | 30-60 | |
| ВЧ-200 | 0,5-8 | 250 | >80 | 370 | 40-80 |
| ВЧ-300 | 350 | 550 | 50-100 |
Преимущества ВЧ
- ✓Малые габариты и вес установки.

- ✓Лёгкая обучаемость работы на установке.
- ✓Широкое применение: нагрев круглых заготовок, квадратных заготовок из стали, бронзы, меди, алюминия.
- ✓Быстрый нагрев до высокой температуры.
- ✓Непрерывная работа 24 часа.
- ✓Подключение пневмотранспорта.
- ✓Высокая производительность.
- ✓Лёгкая настройка на любые заготовки.
Отправить запрос
Узнать цену!
Руководство по моей индукционной кузнице — Melton Forge Works
Обновлено в марте 2023 г.
Я впервые использовал индукционную кузницу в магазине Клэя Спенсера в 2019 году. С тех пор я не мог выбросить их из головы. Тем не менее, покупка индукционного станка для ковки может быть ошеломляющей из-за множества вариантов, доступных на eBay, включая различное количество портов для воды, схемы окраски и цены. Проведя исследование и задав вопросы, выяснилось, что LiHua является основным производителем многих машин, продаваемых на eBay, при этом различные дистрибьюторы проводят ребрендинг и перекраску машин под разными именами, такими как US Solid. Эти машины могут различаться по внешнему виду в зависимости от модели года выпуска, но, как правило, имеют одинаковое качество. Цены на эти машины в 2023 году колеблются от 850 до 1200 долларов без учета стоимости доставки. Я использую индукционный нагреватель LiHua LH-15 с июля 2020 года и обнаружил, что он меняет правила игры в моем процессе ковки, оптимизируя производство предметов для продажи. доступны настройки кузницы и предлагают руководство по покупке и настройке для тех, кто заинтересован в том, чтобы включить их в свой магазин.
Проведя исследование и задав вопросы, выяснилось, что LiHua является основным производителем многих машин, продаваемых на eBay, при этом различные дистрибьюторы проводят ребрендинг и перекраску машин под разными именами, такими как US Solid. Эти машины могут различаться по внешнему виду в зависимости от модели года выпуска, но, как правило, имеют одинаковое качество. Цены на эти машины в 2023 году колеблются от 850 до 1200 долларов без учета стоимости доставки. Я использую индукционный нагреватель LiHua LH-15 с июля 2020 года и обнаружил, что он меняет правила игры в моем процессе ковки, оптимизируя производство предметов для продажи. доступны настройки кузницы и предлагают руководство по покупке и настройке для тех, кто заинтересован в том, чтобы включить их в свой магазин.
Список оборудования и примерная стоимость:
Индукционная кузнечная печь мощностью 15 кВт 632,17 долл. США (сейчас 759 долл. США на январь 2023 г.) https://www. ebay.com/itm/283425113010
ebay.com/itm/283425113010
ОБНОВЛЕНИЕ. изредка. Если вы обнаружите, что модели eBay от этого продавца нет в наличии, отправьте ему сообщение, многие люди сделали это, и они немедленно пополнили запасы. Если вы все еще не можете получить его у этого продавца, следующий лучший вариант — у US Solid. Цена US Solid по состоянию на март 2023 года составляет $1 287,83 отправлено мне через UPS. 1219 долларов плюс 69 долларов за наземную доставку FedEx. (примерно на 150 долларов с июня 2022 года) (если его нет в наличии на eBay, AliExpress также иногда продает их и LH-15, просто будьте осторожны, чтобы убедиться, что тот, который вы заказываете, четко указан как 220 В. Я смотрел эти модели стоимостью менее 700 долларов на eBay в течение года, прежде чем я купил свою, и за это время я действительно заметил, что они иногда будут недоступны, но позже они будут снова в наличии. С учетом сказанного, лучшее, что я могу сказать, это то, что если вы’ Если вы не можете переварить твердую цену в США, продолжайте смотреть на eBay или AliExpress «асинхронную машину мощностью 15 кВт 220 В», пока не найдете ту, которая вам нравится. Что ж, иногда на Amazon также есть предложения для этих машин, как и раньше, просто убедитесь, что вы покупаете модель на 220 В.
Что ж, иногда на Amazon также есть предложения для этих машин, как и раньше, просто убедитесь, что вы покупаете модель на 220 В.
Почему 220В вместо 110В?
Да, вы можете приобрести эти машины мощностью 15 кВт в модификации 110 В. Тем не менее, я обычно предлагаю модель 220, потому что я слышал, что они работают быстрее и лучше, чем устройства 110, а также требуют менее дорогих электрических подключений, поскольку для моделей на 110 В потребуется комбинация прерывателя и кабеля, способная работать с 70-амперной цепью. Как правило, большинству пользователей домашних магазинов проще разместить 220 В / 40 А в своих электрических панелях, чем 110 В / 70 А.
25-литровый охладитель Tig 363,79 долл. США (сейчас 399 долл. США 317 362,55 долл. США по состоянию на январь 2023 г.) Water-Cooling-110V/124246749984
ПРИМЕЧАНИЕ: US Solid теперь также предлагает аналогичный охладитель TIG со схемой окраски, соответствующей их индукционной кузнице. Цена $369 по состоянию на март 2023 года.
Цена $369 по состоянию на март 2023 года.
По состоянию на март 2023 года кажется, что самое время заняться индукционной кузницей. С 22 октября цены на машину, которой я пользуюсь, упали на 100 долларов. https://www.ebay.com/itm/283425113010 759 долларовс бесплатной доставкой для индукционной кузницы ebay. 382,48 доллара США за поставленный мне охладитель TIG Solid из США = всего 1141,48 доллара США
Индукционная кузница и охладитель из США Solid = всего 1570,49 доллара США
Если бы я покупал ПРЯМО сейчас, в марте 2023 года, я бы купил индукцию на ebay. машина и американский охладитель Tig Solid. Я стараюсь обновлять эту страницу, но цены часто меняются!
УВЕДОМЛЕНИЕ : Я слышал о нескольких людях, которые приобрели один и тот же 25-литровый охладитель Tig, у которых были проблемы с перегоранием предохранителей, когда они впервые начали их использовать. Кажется, что замененный предохранитель на 6 ампер решил их проблемы. Если вы покупаете блок 25 л, может быть хорошей идеей пойти дальше и купить несколько дополнительных предохранителей на 6 ампер, общий ход мыслей заключается в том, что на некоторых блоках может быть небольшой скачок сразу после 5А при запуске, и это может почему горят штатные предохранители. Кроме того, как и индукционная машина, этот охлаждающий блок довольно часто распродается на eBay, но обычно пополняется в течение месяца, а также доступен на AliExpress.
Если вы покупаете блок 25 л, может быть хорошей идеей пойти дальше и купить несколько дополнительных предохранителей на 6 ампер, общий ход мыслей заключается в том, что на некоторых блоках может быть небольшой скачок сразу после 5А при запуске, и это может почему горят штатные предохранители. Кроме того, как и индукционная машина, этот охлаждающий блок довольно часто распродается на eBay, но обычно пополняется в течение месяца, а также доступен на AliExpress.
Другие расходные материалы/детали, которые вам понадобятся
Обратите внимание, что это цены, которые я заплатил в 2020 году, некоторые куплены на месте. Эти цены являются приблизительными, и они могут отличаться для вас в зависимости от вашего местоположения. Я не буду обновлять цены на эти посторонние предметы, так как они слишком сильно колеблются в зависимости от рыночных условий и местоположения.
Электрооборудование
20 футов трехжильного гибкого электрического провода калибра 10 — 45 долларов США
Двухполюсный выключатель на 40 А 10 долларов США
Небольшая распределительная коробка 2 долл. США
США
Термоусадочные кольцевые клеммы 10-12 AWG 5 долл. США
Сантехника (Некоторые из этих шлангов оказались ненужными, так как я использовал синий и красный шланги, поставляемые с охладителем Tig.)
3/8 в. И.Д. x 1/2 дюйма Н.Д. x 10 футов, прозрачная виниловая трубка $6
1/2 дюйма, внутренний диаметр x 5/8 дюйма Н.Д. x 20 футов Прозрачная виниловая трубка 10 долларов США
Хомуты для шлангов (12) 12 долларов США
Материалы для изготовления катушек
Наружный диаметр 1/4 дюйма. x 50 футов. Мягкая медная трубка охлаждающего змеевика 61 долл. США (для изготовления змеевика)
Резак для медных трубок 10 долларов США
Набор для развальцовки медных трубок 30 долларов США
1/4-дюймовые развальцовочные латунные гайки (4) 8 долларов США
1 фунт ⅛ сплошной проволоки Припой 15 долларов США
Паста-флюс для пайки медных трубок 5 долларов США
Соединительные фитинги адаптера MIP (2) 5 долларов США (для изготовления переходников 8 мм на ¼ катушки)
Разное
6 галлонов дистиллированной воды 12 долларов США
Стальная тележка для инструментов 50 долларов США
Маленькие гайки и болты для крепления распределительной коробки к корпусу . 50c
50c
Модификации, которые я сделал
Очистка проводки
Клеммы проводки и заземление на многих из этих индукционных нагревателей открыты и потенциально опасны. На моей собственной машине заземление располагалось в нижней части задней части устройства, чуть ниже выходных портов воды, а клеммы 220 В располагались вверху под открытой крышкой. Для повышения безопасности я добавил небольшую распределительную коробку с разгрузкой от натяжения для основного провода и перенаправил заземляющий провод внутри корпуса. Я также использовал термоусадочные кольцевые клеммы для крепления проводов внутри коробки, что потребовало сверления трех отверстий в желтой пластине из микарты, к которой были подключены основные клеммы. Одно из этих отверстий предназначалось для распределительной коробки, а два других — для заземляющего провода. В настоящее время у меня есть кабельный разъем на коробке, но я планирую заменить его подходящим кабельным зажимом для снятия натяжения.
Изготовлен переходник для трубок с 8 мм на 1/4 дюйма
Вы, вероятно, захотите изготовить свои собственные змеевики, поэтому, если вы находитесь в США, вы, вероятно, захотите адаптировать машину для использования трубок и фитингов ¼ дюйма. Машина поставляется с 8-миллиметровой трубкой и 14-миллиметровыми гайками для катушек. Эти метрические компоненты трудно найти здесь, в США, поэтому я просто сделал адаптер, используя короткие отрезки оригинальной 8-миллиметровой трубки, припаянные к ¼-дюймовым адаптерам. (См. рисунок ниже) Это позволяет мне использовать стандартные детали из местного хозяйственного магазина для изготовления собственных катушек. Я использовал две короткие накидные гайки на 1/4 дюйма и два накидных адаптера на 1/4 дюйма. Mettle Works продает эти метрические детали, если вы не хотите делать свои собственные переходники на 1/4 дюйма, см. раздел ссылок ниже.
Добавлен датчик температуры воды Я приобрел следующий аквариумный термометр для контроля температуры воды в охладителе Tig: Amazon. com: Qooltek Цифровой ЖК-термометр Датчик температуры Аквариумный термометр с зондом для автомобиля Рептилии Террариум Аквариум Холодильник (по Фаренгейту): Улучшение дома
com: Qooltek Цифровой ЖК-термометр Датчик температуры Аквариумный термометр с зондом для автомобиля Рептилии Террариум Аквариум Холодильник (по Фаренгейту): Улучшение дома
Я установил его на индукционную кузницу и легко вижу температуру воды во время ковки. До сих пор я не видел повышения температуры где-либо около 130 градусов, что могло бы вызвать состояние отказа воды. Я также разработал для этого термометра простое магнитное крепление, напечатанное на 3D-принтере. В нем есть места для небольших редкоземельных магнитов размером 3 мм x 6 мм, чтобы вы могли прикрепить его к боковой стороне индукционной машины. STL можно найти здесь на Thingiverse. Если вы хотите одно из этих магнитных креплений, напечатанных на 3D-принтере, и у вас нет 3D-принтера, просто напишите мне по электронной почте, я буду рад напечатать его для вас с включенными магнитами и отправить вам за несколько долларов. , в основном для покрытия расходов на доставку.
Охлаждение
Эти машины ТРЕБУЮТ водяного охлаждения, без него они работать не будут. Вы можете сделать свой собственный кулер своими руками или купить систему охлаждения, в любом случае вы должны учитывать какое-то водяное охлаждение, когда собираетесь покупать одну из этих машин. Требований к системе водяного охлаждения на самом деле всего 2, достаточное давление и правильный температурный диапазон охлаждающей жидкости. Без надлежащего давления или правильной температуры машина подаст сигнал об отказе воды, что означает, что она издаст громкий звуковой сигнал и не будет работать. Этот аварийный сигнал является отказоустойчивым, чтобы предотвратить повреждение вашей машины. Когда я впервые настроил свою машину, я подключил садовый шланг с шаровым краном к входному отверстию для воды сзади и проложил линию «выходной воды» к другому шлангу, который стекал во двор. Шаровой клапан нужно было открыть только примерно на ⅓ пути, чтобы у меня было достаточное давление, а поскольку вода проходила через машину только один раз, она вполне могла поддерживать надлежащую температуру охлаждения.
Вы можете сделать свой собственный кулер своими руками или купить систему охлаждения, в любом случае вы должны учитывать какое-то водяное охлаждение, когда собираетесь покупать одну из этих машин. Требований к системе водяного охлаждения на самом деле всего 2, достаточное давление и правильный температурный диапазон охлаждающей жидкости. Без надлежащего давления или правильной температуры машина подаст сигнал об отказе воды, что означает, что она издаст громкий звуковой сигнал и не будет работать. Этот аварийный сигнал является отказоустойчивым, чтобы предотвратить повреждение вашей машины. Когда я впервые настроил свою машину, я подключил садовый шланг с шаровым краном к входному отверстию для воды сзади и проложил линию «выходной воды» к другому шлангу, который стекал во двор. Шаровой клапан нужно было открыть только примерно на ⅓ пути, чтобы у меня было достаточное давление, а поскольку вода проходила через машину только один раз, она вполне могла поддерживать надлежащую температуру охлаждения. Я думаю, что это решение для садового шланга / водопроводной воды будет работать, если в вашем районе нет «жесткой воды», которая может вызвать отложения и накопление в машине. На момент написания этого документа я использовал специальный охладитель Tig, заполненный 6 галлонами/25 л дистиллированной воды. В зимнее время, в зависимости от вашего климата, вам может потребоваться добавить какой-либо антифриз (см. примечание ниже в декабрьском обновлении). Производитель индукционной машины не рекомендует это, но многие охладители Tig также продаются с антифризом, поэтому Я полагаю, что это, вероятно, нормально для периодического использования во время сильных холодов. Я использую этот 25-литровый агрегат, потому что мне нужна была «автономная» система, которую я мог бы установить на тележку и передвигать, беспокоясь только о шнурах питания, а не о линиях электропередач и водопровода, проходящих по всему магазину. Если вас это не беспокоит, вы, безусловно, можете просто провести водопроводную линию в машину и вывести ее в канализацию, опять же при условии, что у вас достаточное давление в машине.
Я думаю, что это решение для садового шланга / водопроводной воды будет работать, если в вашем районе нет «жесткой воды», которая может вызвать отложения и накопление в машине. На момент написания этого документа я использовал специальный охладитель Tig, заполненный 6 галлонами/25 л дистиллированной воды. В зимнее время, в зависимости от вашего климата, вам может потребоваться добавить какой-либо антифриз (см. примечание ниже в декабрьском обновлении). Производитель индукционной машины не рекомендует это, но многие охладители Tig также продаются с антифризом, поэтому Я полагаю, что это, вероятно, нормально для периодического использования во время сильных холодов. Я использую этот 25-литровый агрегат, потому что мне нужна была «автономная» система, которую я мог бы установить на тележку и передвигать, беспокоясь только о шнурах питания, а не о линиях электропередач и водопровода, проходящих по всему магазину. Если вас это не беспокоит, вы, безусловно, можете просто провести водопроводную линию в машину и вывести ее в канализацию, опять же при условии, что у вас достаточное давление в машине.
Декабрь 2020 г. Обновление Поскольку погода похолодала, я начал беспокоиться о замерзании дистиллированной воды в системе. Некоторые люди из группы Induction Forge в Facebook рассказали, что зимой добавляют в свою систему различные антифризы. До сих пор я не видел, чтобы температура воды в магазине опускалась ниже 40 градусов внутри магазина. Один из членов группы в Facebook связался с US Solid, которая посоветовала им НЕ добавлять антифриз в систему. На данный момент я не знаю, нужно ли мне об этом беспокоиться, но если вы живете в условиях сильного холода, вам, вероятно, потребуется выяснить, как лучше всего уберечь систему от замерзания. Я слышал, что некоторые парни держат поблизости небольшие обогреватели в самые холодные времена. Теперь у меня есть кулер Tig, который работает с августа и используется почти ежедневно, и до сих пор я считаю, что могу с уверенностью сказать, что 25-литровый кулер Tig кажется адекватной системой охлаждения. С тех пор, как я добавил термометр, я смог увидеть, что температура воды в охладителе Tig остается около 85-9. 0 градусов в конце августа, прежде чем включать машину, и в диапазоне 50-60 градусов в эти более прохладные месяцы. В конце лета я провел несколько более продолжительных сеансов ковки и ни разу не видел, чтобы температура воды превышала 110-115 градусов. Большую часть времени я запускаю машину всего на минуту или около того, чтобы разогреться, а затем делаю перерыв, пока кую. Я полагаю, что во время этого перерыва охладитель Tig способен достаточно адекватно циркулировать воду, чтобы система работала даже в летние месяцы в Миссисипи. Я думаю, что сигнализация срабатывает при 130 градусах на большинстве индукционных кузнечных станков мощностью 15 кВт.
0 градусов в конце августа, прежде чем включать машину, и в диапазоне 50-60 градусов в эти более прохладные месяцы. В конце лета я провел несколько более продолжительных сеансов ковки и ни разу не видел, чтобы температура воды превышала 110-115 градусов. Большую часть времени я запускаю машину всего на минуту или около того, чтобы разогреться, а затем делаю перерыв, пока кую. Я полагаю, что во время этого перерыва охладитель Tig способен достаточно адекватно циркулировать воду, чтобы система работала даже в летние месяцы в Миссисипи. Я думаю, что сигнализация срабатывает при 130 градусах на большинстве индукционных кузнечных станков мощностью 15 кВт.
Обновление за январь 2021 года Несколько раз погода поднималась до 20 градусов, однако моя мастерская слабо изолирована и, похоже, не дает машине опуститься ниже нуля. Самая низкая температура воды, которую я читал сейчас, составляет около 40 градусов в самые холодные дни. Я не думаю, что мне понадобится антифриз, но я поговорил с несколькими парнями, которые предложили другие добавки к воде, такие как альгициды и т. д.
д.
Обновление 9, июль 2021 г.0010 — ПРОБЛЕМА ОБНАРУЖЕНА и решена с системой охлаждения. Еще в январе я решил добавить немного антифриза, чтобы избежать замерзания воды внутри машины и, возможно, привести к повреждению. Сейчас, оглядываясь назад, я считаю, что это было ошибкой, потому что я сразу не промыл систему и не залил новую чистую дистиллированную воду. Вчера я попытался использовать индукционную машину и заметил, что она продолжает издавать предупреждающие звуковые сигналы, а светодиод предупреждения о сбое воды мигает и не нагревает материал. Определив, что кулер Tig по-прежнему проталкивает хороший поток воды, я решил исследовать систему потока воды в самом индукционном нагревателе. Я начал с того, что снял нагревательный змеевик с передней части машины и трубки с отверстий для выхода воды на задней панели. Я продул сжатым воздухом обе стороны разъемов катушек в передней части машины. Одна сторона позволяла воздуху свободно проходить через машину, а другая — нет. Как только я установил, что одна сторона была заблокирована, я решил снять крышку с машины и обнаружил 4 области, где образовался медный налет, который вызвал закупорку нескольких водяных трубок. Чтобы устранить засоры, можно было просто отсоединить трубку, очистить ее и снова установить. Затем я слил всю систему от старой грязной воды, промыл систему смесью уксуса (не уверен, помогло это что-то или нет), а затем снова наполнил охладитель Tig 6 галлонами новой дистиллированной воды. На рисунках ниже показано, что я обнаружил, когда открыл корпус индукционного нагревателя:
Как только я установил, что одна сторона была заблокирована, я решил снять крышку с машины и обнаружил 4 области, где образовался медный налет, который вызвал закупорку нескольких водяных трубок. Чтобы устранить засоры, можно было просто отсоединить трубку, очистить ее и снова установить. Затем я слил всю систему от старой грязной воды, промыл систему смесью уксуса (не уверен, помогло это что-то или нет), а затем снова наполнил охладитель Tig 6 галлонами новой дистиллированной воды. На рисунках ниже показано, что я обнаружил, когда открыл корпус индукционного нагревателя:
Обновленная информация об охлаждающих устройствах объемом 25 л и 10 л Были некоторые дискуссии о том, достаточно ли 10-литрового охладителя TIG для охлаждения этих индукционных устройств. Боб Менар из Ball and Chain Forge попробовал 10L, и он работал, пока машина не стала интенсивно использоваться. Вот что он рассказал о своем опыте работы с 10L:
«На прошлой неделе я активно использовал свой новый индукционный блок. Я хотел бы сообщить о кулере для воды, который я получил для него. Это 10л. Я обнаружил, что это позволит мне без проблем нагревать и пробивать отверстия диаметром 3/4 дюйма в плоском стержне размером 2 дюйма x 3/4 дюйма. Вчера я переключился на другую фазу того же проекта. «отверстие на 1 3/8-дюймовом квадратном стержне. Первый час прошел нормально, но именно тогда кулер перестал справляться. Остаток следующего часа я отключил воду после 60 секунд нагрева. Этого времени было достаточно, чтобы позвольте мне продолжить работу. Устройство сбрасывается примерно через 20 секунд. Думаю, я могу сказать, что 10L может не соответствовать задаче для более крупной ковки. Я продолжу работать над этим и посмотрю, какую дополнительную информацию я могу извлечь. этого».
Итак, установка работала, но требовалось дополнительное время на охлаждение. Он находится в несколько более прохладном климате, чем я, поэтому я бы посоветовал, если вы находитесь в жарком районе, 10-литровый двигатель может нуждаться в некоторой модификации, чтобы он работал хорошо. Некоторые предложения, предложенные ему, заключались в том, чтобы провести линию обратной воды внутри резервуара через медный змеевик для увеличения охлаждающей способности, а также просто провести линии снаружи к большему резервуару. Я могу добавить медную трубку к своей, так как это кажется довольно безопасным способом добавить больше охлаждения без увеличения емкости.
Вот что сделал Боб, чтобы увеличить мощность охлаждения 10-литрового охладителя TIG:
Обновление — октябрь 2022 г. На приведенном ниже рисунке показана работающая двойная катушка. Я обнаружил, что ЭТО один из способов нагрузить 25-литровый охладитель TIG. По-видимому, одновременное использование двух змеевиков для нагрева стали приводит к такому сильному нагреву машины, что она изо всех сил пытается сохранить ее прохладной и выходит из строя из-за водяной сигнализации примерно через 30 минут использования. Просто имейте в виду, что если у вас есть двойной змеевик, использование обоих довольно быстро снизит вашу охлаждающую способность.
Январь 2023 г. Обновление Индукционная машина работает, в основном без проблем для меня с 30 июля 2020 г. Помимо проблем, с которыми я столкнулся после попытки использовать антифриз, у меня не было серьезных неисправностей. Одна небольшая проблема, которая, похоже, возникла в прошлом году, связана с педалью или циклом питания. Несколько раз в 2022 году я замечал, что после того, как я отпускал педаль, чтобы остановить нагрев материала, машина продолжала подавать питание на катушки и нагревать материал, как если бы я не отпускал педаль. Я взял педаль и продул ее сжатым воздухом, проверил подключение к машине, а также посмотрел настройки цикла питания, чтобы убедиться, что там ничего не изменилось. После очистки педали проблема, кажется, улучшилась, но я иногда вижу, что это происходит. Я еще не знаю, что делать с проблемой. Когда это происходит, я могу нажать красную кнопку «стоп» на машине и остановить цикл питания так же, как и при отпускании педали. Я также заметил во время смены катушки, что на одной стороне катушки, которая часто используется, медленно накапливается коррозия бирюзового цвета внутри меди. Я использовал небольшой напильник, чтобы удалить как можно больше этого с расширенного открытого конца катушки, и продул его сжатым воздухом. Я не думаю, что это серьезная проблема, но, вероятно, мне нужно следить за этим во время плановой замены змеевика, чтобы убедиться, что коррозия внутри змеевика не ограничивает поток воды через змеевики.
Март 2023 г. Обновление
Устранены проблемы с ножной педалью, обнаружен медный осадок бирюзового цвета в задней трубке выхода теплой воды.
Мне удалось решить случайные проблемы с педалью. Я разобрал педаль (см. фото ниже) и обнаружил небольшой металлический рычажок, на который педаль нажимает при нажатии, и этот металлический рычажок активирует кнопку выключателя для включения/выключения машины. Этот рычаг был согнут вниз от использования и больше не полностью отпускал кнопку при отпускании педали. Исправление заключалось в том, чтобы просто согнуть этот рычаг обратно «вверх», чтобы он позволял правильно нажимать и задействовать кнопку переключения. Я также заметил, что в прозрачной трубке для теплой воды, выходящей из машины, образовалось скопление окисленной меди бирюзового цвета. Я снял трубку и вылил остатки. Это, вероятно, означает, что внутри машины могут быть какие-то остатки/накопления, которые мне также необходимо проверить в ближайшее время.
Изготовление собственных катушек
Скорее всего, вам придется делать много разных катушек, чтобы они соответствовали материалам разного размера, которые вы хотите выковать с помощью индукционного нагревателя. Это несложный процесс, и я мало что могу сказать об изготовлении змеевиков, которые были бы лучше, чем то, что говорит Э. Дж. Здесь:
Я сделал свою первую пару змеевиков, намотав медную охлаждающую трубку диаметром ¼ дюйма на черную железную трубу разных размеров. Я шел медленно, и мне не нужно было наполнять трубы песком, солью или водой, чтобы предотвратить перекручивание. Это действенные методы, помогающие предотвратить перекручивание при изгибе медных трубок для более агрессивных форм, таких как блины или прямоугольные катушки, и их следует использовать, чтобы не тратить впустую дорогостоящие медные трубки. Опять же, у EJ есть отличная информация в видео выше о том, как делать различные формы. Самое главное, змеевики должны быть подходящего размера для материала, который вы планируете нагревать. Согласно тому, что я видел и читал, вы должны делать катушки с зазором примерно 5 мм между нагреваемым материалом и внутренним диаметром вашей катушки. Первоначально у меня были проблемы с достаточно горячим нагревом материала при попытке нагреть стержень из мягкой стали площадью ½ дюйма с помощью БОЛЬШОЙ катушки диаметром 2,5-3 дюйма, которая поставлялась с моей машиной. Когда я сделал меньшую катушку подходящего размера, я смог довести этот ½-дюймовый стержень до искрообразующего сварочного тепла менее чем за 30 секунд при полном токе.
Примечание: Вы можете заставить машину подавать звуковой сигнал, когда она сталкивается с проблемой недостаточного сопротивления материала для формирования надлежащего тока. Обычно это происходит только тогда, когда вы пытаетесь нагреть слишком много материала за один раз, как правило, со слишком широкими змеевиками. Одним из решений здесь является нагрев только конца материала, а затем, когда он раскалится, постепенно протолкнуть больше стали дальше в катушку. Нагретый материал оказывает меньшее сопротивление и соответственно нагревается. По моему опыту, лучший способ решить эту проблему — сделать катушку немного меньшей ширины.
Последнее замечание по поводу изготовления катушек. Вы должны сделать хороший «факел» на катушке, чтобы он правильно герметизировался. Инвестируйте в приличный комплект для развальцовки труб. Я сделал ошибку, купив самую дешевую трубку в местном магазине автозапчастей, она работала, но чаще всего мне приходилось развальцовывать концы трубки 2-3 раза, прежде чем получить хорошую водонепроницаемую посадку.
Обслуживание змеевиков Я покрываю змеевики прокладочным цементом Meeco и герметиком для печей. Это несколько липкое вещество, которое при высыхании образует твердое резиноподобное покрытие и выдерживает температуру до 2000F. Покрытие катушки этим герметиком или керамическая гибкая трубка вообще не влияет на возможности нагрева и предотвращает контакт с медью и возникновение короткого замыкания, которое почти всегда приводит к поразительному ливню искр и, если сделано достаточно, может прожечь отверстие в медной трубке и позволить воде внезапно брызнуть из змеевиков. ОБНОВЛЕНИЕ: Поскольку я использовал уплотнительный клей, я обнаружил, что мне нужно время от времени повторно покрывать катушки, поскольку я изнашиваю покрытие из-за небрежного отношения к материалу в катушке. Ничего страшного, я просто держу рядом с машиной перчатки и тюбик с цементом.
Покупка готовых катушек
Терри Кэш из Cluaran Forge начал производить катушки для этих индукционных машин мощностью 15 кВт, и до сих пор он производит катушки самого высокого качества, которые я когда-либо видел. Этим катушкам понадобится переходник с 8 мм на 1/4, о котором я упоминал выше. Я использовал несколько из них и определенно могу порекомендовать его, если вы хотите купить катушки, а не делать их. Терри создал целую библиотеку катушек для продажи, его веб-сайт https://cluaranforge.com/, свяжитесь с ним там, чтобы купить. Вот некоторые катушки, которые он может сделать. 9Полезные ссылки установка корзины я видел. Серьезно, пойди посмотри!
http://therockycreekranch.com/induction-forge
EJ канала Anvil Youtube — ПОЛЕЗНАЯ ИНФОРМАЦИЯ
https://www.youtube.com/channel/UCRRCSJ1ZNe3Sa-PmfsJsPzA
Тщательный отчет Дэвида Робертса о его сборке, включая некоторые расчетные данные о стоимости/потреблении энергии и подробности о его системе водяного охлаждения, сделанной своими руками. -forge-build-us-solid-pic-heavy/
Общая информация по индукционной ковке:
http://www.mooseforge.com/Forges/induction.html
The Mettle Works — детали для изготовления катушек, информация и т. д. для типов LH и SP индукционных нагревателей
http://www.inductionforge.net/
Спецификация SP-15 (то же, что и Lh25 во всех смыслах и целях)
http://www.inductionforge.net/images/SP-15Aspec.pdf
Хорошая информация, немного глубокая и другая модель индукционная машина, но все же хорошо.
https://spaco.org/Blacksmithing/ZVSInductionHeater/1000WattZVSInductionHeaterNotes.htm
Твердые индукционные машины США
https://ussolid.com/u-s-solid-15-kw-high-frequency-induction-heater- 30-80-кГц-220В-или-110В.html
1. Сколько стоит эксплуатация этой штуки? Разве это не убивает ваш счет за электричество ??
Вероятно, это самый распространенный вопрос, который я задаю сразу после того, сколько стоит эта машина? Я провел годовое сравнение своих счетов за электроэнергию, сравнив год назад, когда у меня не было индукционной машины, и целый год, когда я ее использовал почти каждый день. Мой средний ежемесячный счет за электричество увеличился примерно на 10-15 долларов в месяц. Обычно, когда я говорю это людям, они просто не верят. важно помнить, что эти машины потребляют большую силу тока только при нагреве материала. Когда они работают на холостом ходу, единственное, что действительно потребляет энергию, — это вентилятор и тиг-кулер, оба из которых представляют собой машины на 110 В, которые не потребляют много энергии. БОЛЬШАЯ экономия для меня заключалась в том, сколько пропана я НЕ использовал с тех пор, как перешел на индукцию. В первый год использования индукционного горна в магазине я ОДИН раз заправил свой большой 100-фунтовый баллон с пропаном. Раньше я заполнял его ежемесячно или раз в полгода по цене почти 100 долларов за заполнение. Поэтому мне легко сказать, что индукционная кузница сэкономила мне деньги, когда речь идет о расходах на топливо.
2. Что произойдет, если коснуться металлом катушки? Вы в шоке?
Нет, ничего не произойдет, если вы не сделаете две точки контакта в медной катушке. Это вызовет короткое замыкание, и вы можете услышать хлопки и увидеть несколько искр, но это вас не шокирует.
3. Что произойдет, если вы засунете туда палец?
Да, этот вопрос задают МНОГО. Ничего не произошло. Можно засунуть палец в катушку и нажать на педаль. Он будет только нагревать металл. Однако, если на пальце окажется металлическая заноза, кольцо или много металлической пыли, приятного это не принесет. Не рекомендую совать палец в катушку.
4. Могу ли я использовать эту машину для изготовления дамаска?
Это не идеально для этого применения, дамаск должен быть выдержан при высокой температуре, чтобы можно было правильно установить сварные швы. Эти машины больше связаны с локализованным нагревом.
5. Могу ли я использовать эти станки для изготовления лезвий/ножей?
Абсолютно, просто не забудьте выбрать размер катушки в соответствии с ложей лезвия и поддерживать движение лезвия, эти катушки имеют тенденцию нагревать сталь от внешних краев внутрь, и может быть легко перегреть края.
Несколько видеороликов, снятых мной с использованием индукционной кузнечной печи
Полное руководство по индукционной ковке
Индукционная ковка — это процесс, при котором система индукционного нагрева предварительно нагревает металлы и придаёт им форму с помощью молота или пресса. Области применения индукционной ковки сильно различаются, но прежде чем вы начнете оценивать свои приложения, полезно иметь хорошее представление о процессе. Итак, приступим.
Дополнительные указания по применению индукционной ковки
Основной процесс
Во-первых, важно понимать, что индукционный нагрев — это бесконтактный процесс , в котором используются основные принципы электромагнитной индукции для эффективного производства тепла. Электрический ток может течь через материал, если он помещен в сильное переменное магнитное поле; это вызывает джоулев нагрев. В магнитных материалах избыточное тепло выделяется ниже точки Кюри — точка Кюри — это температура, при которой некоторые магнитные материалы претерпевают резкое изменение своих магнитных свойств. Точка Кюри железа, например, составляет 1418 градусов по Фаренгейту (770 градусов по Цельсию).
Глубина генерируемого тока определяется как частотой переменного поля, так и проницаемостью материала. Материалы с высокой проницаемостью (100–500) легче нагревать с помощью индукционного нагрева. Железо и его сплавы хорошо поддаются индукционному нагреву благодаря своей ферромагнитной природе.
Потребляемая мощность
Прежде чем приступить к работе с собственными приложениями для индукционной ковки, необходимо понять, какая мощность для этого требуется. Источники питания, необходимые для индукционной ковки, могут сильно различаться: от нескольких киловатт до нескольких мегаватт. Геометрия компонента также может определять частоту источника питания, которая может варьироваться от 50 Гц до 200 кГц. Имейте в виду, что в большинстве приложений для индукционной ковки используется диапазон от 1 кГц до 100 кГц.
Чтобы выбрать правильную мощность для индукционной ковки, необходимо рассчитать тепловую энергию, необходимую для нагрева выбранного материала до необходимой температуры в отведенное время. После того, как это измерение будет определено, вам нужно будет учесть другие компоненты, такие как потери на излучение, потери в катушках и другие потери в системе. (И ЛАБОРАТОРИЯ в Амбрелле может помочь вам в этом, проведя бесплатное тестирование приложений.)
Выходная частота и источник питания
После определения потребляемой мощности, необходимой для индукционной ковки, вам нужно будет рассмотреть следующий основной параметр — выходную частоту источника питания. Хотя тепло в основном генерируется на поверхности компонента, очень важно выбрать частоту, обеспечивающую максимально глубокое и наиболее практичное проникновение в заготовку. Вы также должны иметь в виду, что для проникновения тепла к центру заготовки требуется время. Кроме того, если слишком быстро подается слишком много тепла или энергии, можно расплавить поверхность заготовки, пока сердцевина еще холодная.
Преимущества
Три главных преимущества индукционной ковки — быстрые циклы нагрева, точные схемы нагрева и стержни, которые остаются относительно холодными и стабильными. Однако индукционная ковка также может похвастаться многими преимуществами. Прежде всего, процесс очень просчитан, а значит, управляем. Традиционные системы нагрева, такие как газовые печи, требуют предварительного нагрева и отключения, в то время как приложения индукционной ковки этого не требуют. Кроме того, тепло доступно по запросу с быстрой доступностью. Если когда-либо произойдет перебой в производстве, питание можно легко отключить, предотвратив ненужные потери энергии.
Индукционная ковка также является энергосберегающим процессом. Это результат выделения тепла внутри компонента, а не вокруг него. Передача тепла и энергии становится намного более эффективной, поскольку система индукционного нагрева нагревает только заготовку, а не окружающую ее атмосферу.
В конечном счете, понимание процессов и преимуществ применения индукционного нагрева и ковки необходимо для определения что такое индукционная ковка и подходит ли она для вашего процесса.
Дополнительные преимущества
Мы уже обсуждали некоторые преимущества процесса индукционной ковки; в частности, его контролируемые процессы и энергоэффективность. Тем не менее, есть еще много преимуществ, о которых большинство людей не совсем осведомлены. Например, в отличие от других видов нагрева, индукционная ковка не создает никаких вредных или токсичных побочных продуктов, когда процесс завершен. Это абсолютно чистый процесс, который не способствует загрязнению окружающей среды. В результате индукционной ковки не образуется ни дыма, ни токсинов.
Кроме того, часть ответа на вопрос «Как работает ковка?» включает элемент согласованности с результатами. Когда все сказано и сделано, процесс легко контролируется, а это означает, что его можно легко и быстро повторять раз за разом практически без изменений результата. В индукционной ковке нет ничего неожиданного или удивительного, потому что здесь нет догадок. Такие однородные результаты помогают избежать необходимости постковочной обработки.
