Как работает индукционный нагреватель металла. Какие бывают схемы индукционных нагревателей. Для чего применяются индукционные нагреватели в промышленности и быту. Можно ли сделать индукционный нагреватель своими руками.
Принцип работы индукционного нагревателя металла
Индукционный нагреватель металла работает на основе явления электромагнитной индукции. Его основными компонентами являются:
- Генератор высокочастотного тока
- Индуктор (катушка)
- Нагреваемая металлическая заготовка
Принцип действия индукционного нагревателя заключается в следующем:
- Генератор создает переменный ток высокой частоты (обычно от 10 кГц до 1 МГц)
- Этот ток подается на индуктор, создавая вокруг него переменное магнитное поле
- Магнитное поле индуцирует вихревые токи (токи Фуко) в помещенной внутрь индуктора металлической заготовке
- Вихревые токи вызывают нагрев металла за счет его электрического сопротивления
Чем выше частота тока и мощность генератора, тем интенсивнее происходит нагрев. При этом сам индуктор практически не нагревается.

Преимущества индукционного нагрева металлов
Индукционный нагрев имеет ряд важных преимуществ по сравнению с другими методами нагрева металлов:
- Высокая скорость нагрева
- Возможность локального нагрева определенных участков
- Отсутствие открытого пламени и продуктов горения
- Высокий КПД (до 90%)
- Хорошая управляемость процессом нагрева
- Экологическая чистота
- Возможность автоматизации
Благодаря этим преимуществам индукционный нагрев широко применяется как в промышленности, так и в бытовых условиях.
Основные типы схем индукционных нагревателей
Существует несколько основных схем построения индукционных нагревателей:
1. Схема с параллельным резонансным контуром
Это наиболее простая и распространенная схема. Ее основу составляет колебательный контур из индуктора и конденсатора. Генератор поддерживает в контуре резонансные колебания.
2. Схема с последовательным резонансным контуром
В этой схеме индуктор и конденсатор включены последовательно. Она обеспечивает более высокий КПД, но сложнее в настройке.
3. Схема с полумостовым инвертором
Использует два транзистора, работающих в ключевом режиме. Позволяет получить большую мощность.
4. Схема с мостовым инвертором
Содержит четыре транзистора. Обеспечивает максимальную мощность и КПД, но наиболее сложна.
Выбор конкретной схемы зависит от требуемой мощности, частоты и назначения нагревателя.
Применение индукционных нагревателей в промышленности
В промышленности индукционный нагрев используется для различных технологических операций:
- Плавка металлов в индукционных печах
- Поверхностная закалка деталей
- Пайка и сварка металлов
- Ковка и штамповка
- Термообработка сварных швов
- Отжиг металлов для снятия внутренних напряжений
Индукционные установки позволяют точно контролировать температуру и время нагрева, что критически важно во многих технологических процессах.
Бытовое применение индукционных нагревателей
В быту индукционный нагрев нашел применение в следующих областях:
- Индукционные плиты для приготовления пищи
- Паяльники с индукционным нагревом жала
- Устройства для снятия прикипевших гаек и болтов
- Нагреватели для закалки небольших инструментов
- Плавильные печи для любительского литья
Бытовые индукционные устройства обычно имеют небольшую мощность (до 2-3 кВт) и работают от сети 220В.

Можно ли сделать индукционный нагреватель своими руками?
Собрать простой индукционный нагреватель в домашних условиях вполне реально. Для этого потребуются:
- Генератор ВЧ на полевых транзисторах
- Индуктор из медной трубки или провода
- Конденсаторы для резонансного контура
- Блок питания подходящей мощности
Однако при самостоятельном изготовлении нужно соблюдать меры безопасности:
- Использовать качественные комплектующие
- Обеспечить хорошее охлаждение силовых элементов
- Не превышать допустимую мощность
- Использовать защитные устройства от перегрузки
Начинающим радиолюбителям рекомендуется начать с готовых модулей индукционного нагрева небольшой мощности.
Перспективы развития индукционного нагрева
Технология индукционного нагрева продолжает активно развиваться. Основные направления развития:
- Повышение частоты и мощности генераторов
- Разработка новых типов индукторов
- Создание «умных» систем управления нагревом
- Применение новых магнитных материалов
- Миниатюризация устройств
Это позволит расширить сферы применения индукционного нагрева и повысить его эффективность.

Заключение
Индукционный нагрев металлов — эффективная и перспективная технология, находящая все более широкое применение. Она обеспечивает быстрый и контролируемый нагрев, высокий КПД и экологическую чистоту. Развитие электроники позволяет создавать все более совершенные индукционные нагреватели как для промышленности, так и для бытового использования.
Индукционный нагреватель металла. Принцип работы

 Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
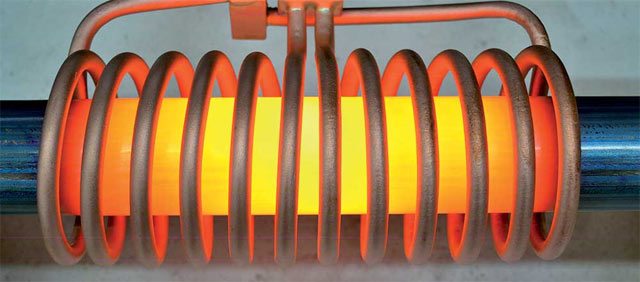
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
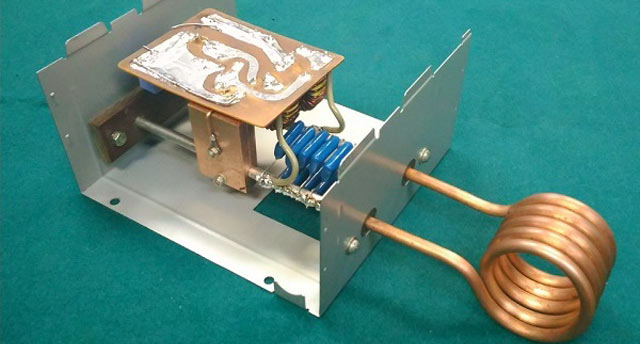
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
proinstrumentinfo.ru
Индукционный нагреватель для плавки и закалки металла своими руками
Добрый день. Ну и хватит о добром. Начитавшись и насмотревшись на всем известный индукционный генератор по схеме ZVC драйвера, решил сделать нечто похожее для закалки небольших металлических предметов, в гаражную автомастерскую и для плавки свинца на грузила. Схема стандартная, обычный высокочастотный мультивибратор, который повторили уже сотни человек.
Схема ZVC драйвера
Стандартный вариант генератора


Но видно мне войти в их число не судьба…


Были куплены все необходимые детали — новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.


Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.


Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.


Добыча искомых и установка также оказалась безрезультативной — индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили — «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит…

В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.


Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.


Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).


На что тут грешить — даже не знаю. Может конденсаторы не те, может транзисторы… В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет — может смело кинуть в меня куском канифоли, другие — посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах…
radioskot.ru
Индукционный нагреватель металла
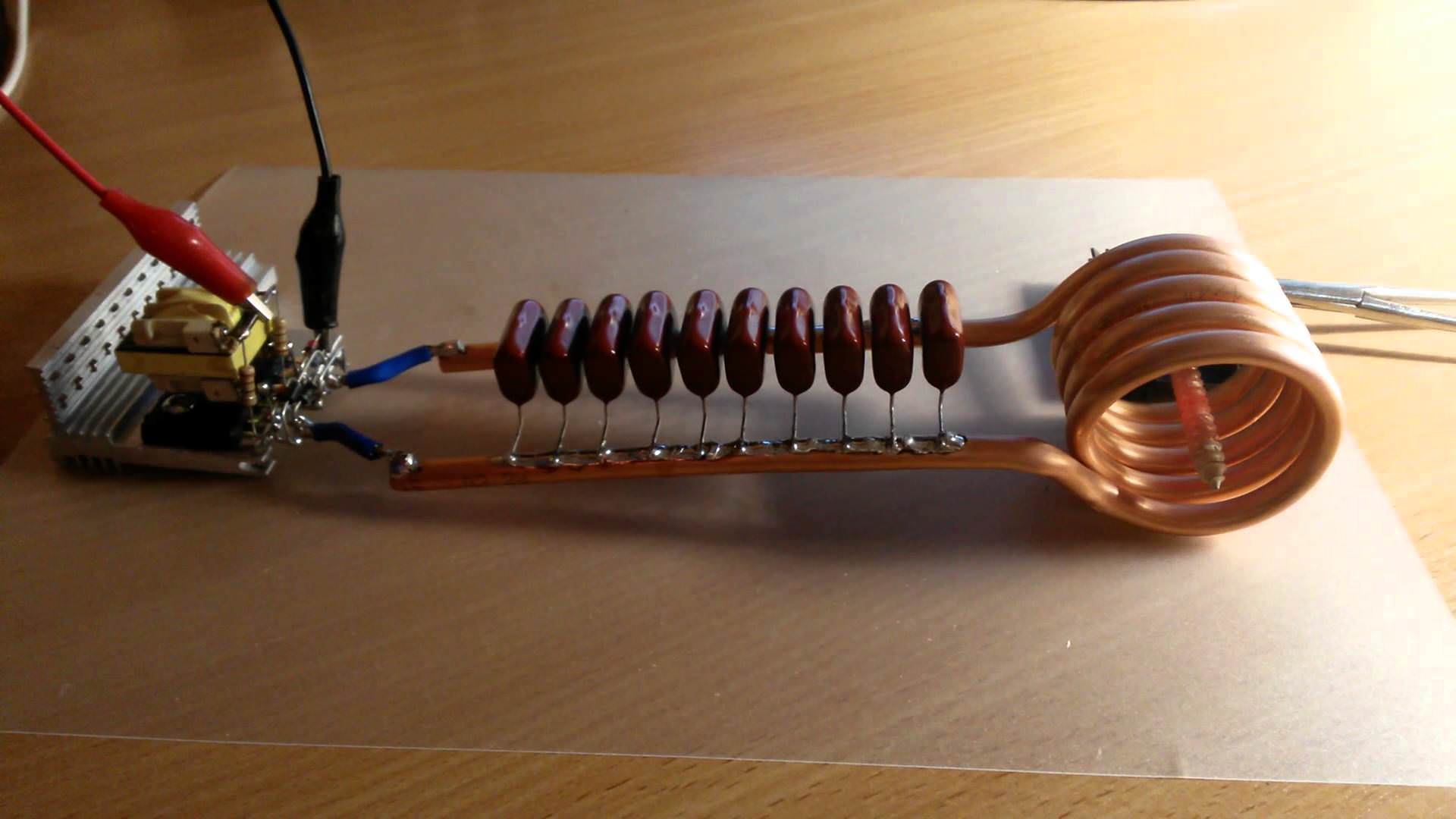
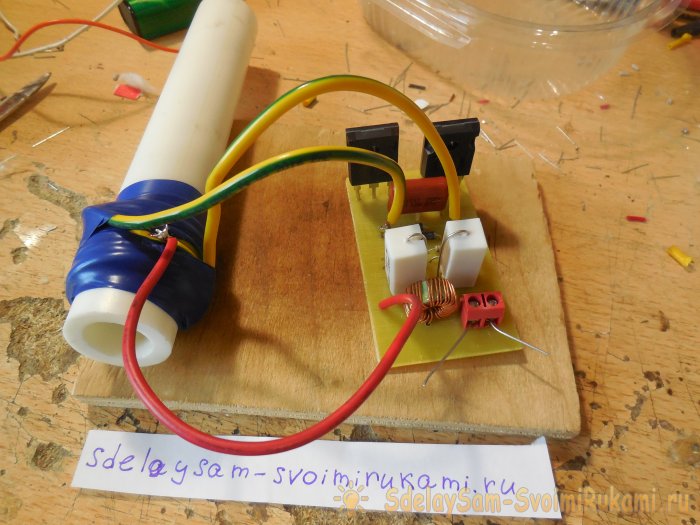
Индукционный нагреватель позволяет нагреть металл вплоть до красноты, даже не прикасаясь к нему. Основой такого нагревателя является катушка, в которой создаётся поле высокой частоты, которое и действует на помещённый внутрь металлический объект. В металле наводится ток высокой плотности, который заставляет металл нагреваться. Таким образом, для создания индукционного нагревателя понадобится схема, генерирующая высокочастотные колебания и сама катушка.
Схема
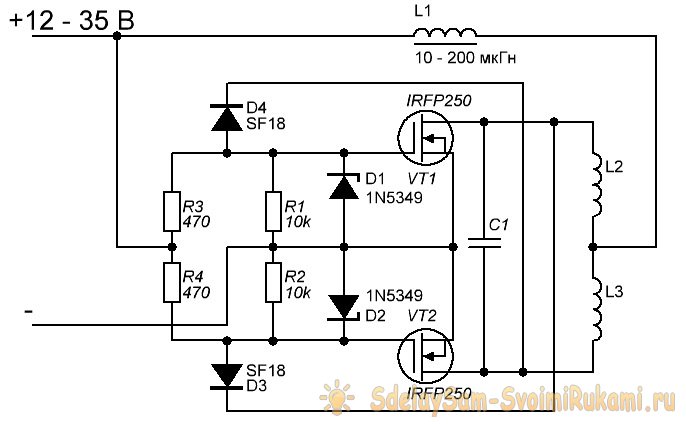
Выше представлена схема универсального ZVS-драйвера, основой которого являются мощные полевые транзисторы. Лучше всего применить IRFP260, рассчитанные на ток более 40 А, но если достать такие не удаётся, можно применить IRFP250, они так же подходят для этой схемы. D1 и D2 – стабилитроны, можно применить любые, на напряжение от 12 до 16 вольт. D3 и D4, ультрабыстрые диоды, можно применить, например, SF18 или UF4007. Резисторы R3 и R4 желательно взять мощностью 3-5 ватт, иначе возможен их нагрев. L1 – катушка индуктивности, можно брать в пределах 10-200 мкГн. Она должна быть намотана достаточно толстым медным проводом, иначе не избежать её нагрева. Изготовить её самим очень просто – достаточно намотать 20-30 витков провода сечением 0,7-1 мм на любом ферритовом колечке. Особое внимание стоит уделить конденсатору С1 – он должен быть рассчитан на напряжение минимум 250 вольт. Ёмкость может варьироваться от 0,250 до 1 мкФ. Через этот конденсатор будет протекать большой ток, поэтому он должен быть массивным, иначе не избежать его нагрева. L2 и L3 – это та самая катушка, внутрь которой помещается нагреваемый предмет. Она представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра. На катушке необходимо сделать отвод от середины и подключить его к катушке L1.
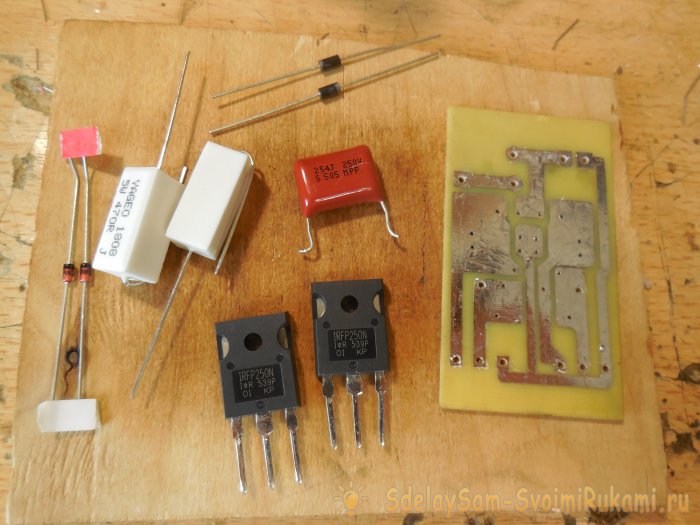
Сборка схемы нагревателя
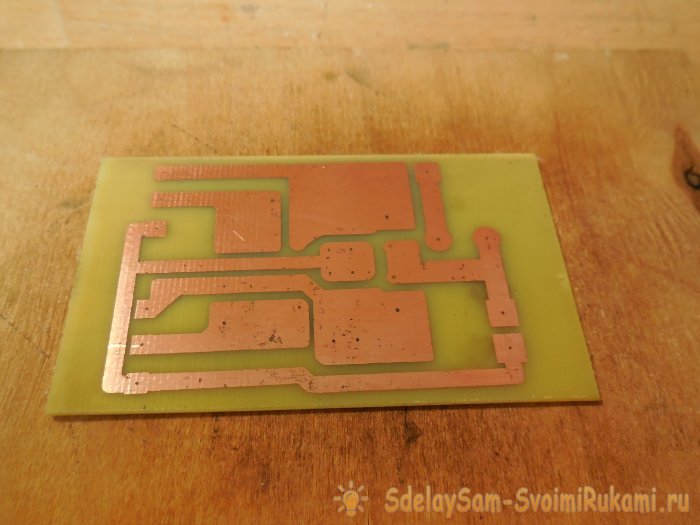
Схема собирается на кусочке текстолита размерами 60х40 мм. Рисунок печатной платы полностью готов к печати и отзеркаливать его не нужно. Плата выполняется методом ЛУТ, ниже представлены несколько фотографий процесса.
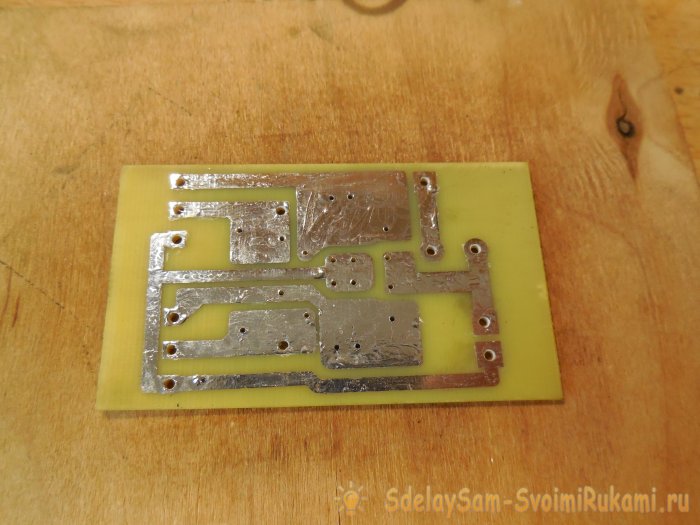
После сверления отверстий плату обязательно нужно залудить толстым слоем припоя для лучшей проводимости дорожек, ведь через них будут протекать большие токи. Как обычно, сначала запаиваются мелкие детали, диоды, стабилитроны и резисторы на 10 кОм. Мощные резисторы на 470 Ом для экономии места устанавливаются на плату стоя. Для подключения проводов питания можно использовать клеммник, место под него на плате предусмотрено. После запаивания всех деталей нужно смыть остатки флюса и проверить соседние дорожки на замыкание.

Изготовление индукционной катушки
Катушка представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра, оправка обязательно должна быть диэлектрической. Если провод хорошо держит форму, можно и вовсе обойтись без неё. Я использовал обычный провод 1,5 мм и намотал его на отрезок пластиковой трубы. Для скрепления витков хорошо подходит изолента.

От середины катушки делается отвод, можно просто снять изоляцию с провода и подпаять туда третий провод, как я и сделал. Все провода должны иметь большое сечение, чтобы избежать лишних потерь.

Первый запуск и испытания нагревателя
Напряжение питания схемы лежит в пределах 12-35 вольт. Чем больше напряжение, тем сильнее нагревается металлический объект. Но вместе с этим и возрастает тепловыделение на транзисторах – если при питании 12 вольт они почти не нагреваются, то при 30-ти вольтах им уже может потребоваться радиатор с активным охлаждением. Следует так же следить за конденсатором С1 – если он ощутимо нагревается, значит следует взять более высоковольтный, или собрать батарею из нескольких конденсаторов. При первом запуске понадобится амперметр, включенный в разрыв одного из питающих проводов. На холостом ходу, т.е. при отсутствии металлического объекта внутри катушки, схема потребляет около 0,5 ампер. Если ток в норме, можно помещать металлический объект внутрь катушки и смотреть, как он нагревается буквально на глазах. Удачной сборки.
sdelaysam-svoimirukami.ru
Киловаттный индукционный нагреватель.
Всем привет! Выбрал модель с активным охлаждением для надежности. Во время тестирования пришлось докупить блок питания на киловатт(оставлю информацию и купон), благодаря чему получилось выжать из модуля 900 Вт, купил медную трубку, залез в интернет почитать как можно модифицировать катушку и приуныл. Оказывается нюансов много, генератор изначально настроен под комплектную и даже небольшие изменения конструкции могут стать фатальными. Под катом подробный процесс тестирования и мысли по поводу переделки, может кто подскажет как ее реализовать )Характеристики.
Входное напряжение: 12V-48V (рекомендуемый 24 В)
Потребление:
Чем выше напряжение, тем больше ток.
При 12В до 5А
При 15В до 10A
При 48В до 20А
Рабочая частота: 60-80кГц
Размеры: 90 * 150 * 75 мм
Распаковка и внешний вид.
Серый пакет

Плата обернута в пупырчатую пленку, катушка просто рядом в пакете

Вот вся комплектация. Диаметр трубки катушки 6 мм, диаметр катушки 46 мм, 7 витков.

Вход 12-48 Вольт, поверхность платы глянцевая, поэтому фотографировать было не очень удобно.

Выходные клеммы

На вентиляторе закреплена плата для питания этого самого вентилятора

Под ним расположены 6 конденсаторов 0.33 мкф 600В 50 кГц и два транзистора. Маркировкой развернуты вовнутрь, поэтому разглядеть ее не удалось, но обычно используются IRFP260N

С обратной стороны плата чистая, местами можно разглядеть шарики олова.

Собираем модуль и катушку

Функционал.
Форму сигнала снял мультиметром MT8206 при питании 12 Вольт.

Частота «холостого» режима чуть выше 85 кГц

Под нагрузкой упала чуть ниже 80 кГц

Изначально использовал блок питания на 24 Вольта и 20 Ампер.
На небольшой болт при этом выделялось порядка 150Вт или 21 Вольт и 6-8 Ампер

10 мм болт с гайкой на 17 смог разогнать модуль до 250Вт или 21 Вольт, 12 Ампер

Когда впервые увидел подобный нагреватель, вспомнил, что есть модели для сворачивания прикипевших гаек на автомобилях, работающих по тому же принципу — на гайку накидывается катушка, разогревает металл докрасна, после чего шансы сорвать ее с болта увеличиваются

Вот только стоят такие наборы как крыло от самолета, а тут за $30 вроде почти готовый аналог… подумал я и решил посмотреть сколько времени понадобится для нагрева гайки на 17 если задействовать только несколько нижних витков, как это было бы в случае использования во время демонтажа в автомобиле

Начал ждать… 3 с лишним минуты. И тут целых две проблемы — нужно долго держать и с такой скоростью нагрева, успевает прогреться не только гайка, но и болт, что нежелательно.

Катушка нагрелась до 39 градусов на четверти мощности и частично обдуваемая вентилятором

Как вы уже наверное заметили, ток растет вместе с напряжением и при 20 Вольтах максимум составил 15 Ампер или 300 Ватт. Давно хотел прикупить более мощный БП, чтобы выжать всё из модуля DPS5020, но отдавать $50 за киловатт(еще ведь и не факт) было жалко, но нужно ведь тестирование закончить, а тут еще цену чуть скинули и благодаря купону она опустилась до $39, так что жабу удалось уговорить и был куплен вот этот блок. Купон BG-MP16 до сих пор работает если кому надо.
Кому интересен внешний вид и немного начинки, жмите сюда
С ростом напряжения заметно вырос и ток. На тот же болт с гайкой на 17 уже выделялось порядка 800 Ватт, благодаря более быстрому нагреву гайка нагрелась за пол минуты и видно, что она явно горячее болта. Будь болт зажат в какой железяке, контраст был бы еще больше из-за лучшего отвода тепла.

С другого ракурса, чтобы не подумали, что показания были подогнаны с другой нагрузкой )

За 50 секунд раскалился весь металл в рабочей зоне.

Катушка за это время так же заметно нагрелась, пришлось использовать примитивное водяное охлаждение:
— Подсоединил 2 силиконовых трубки
— Один конец опустил в канистру с водой на верхней полке
— Второй в пустую канистру на нижней полке и пустил на самотек
Изначально мне говорили, что при использовании индукционного нагревателя, деталь будет прогреваться в первую очередь изнутри. А я вроде как учил в школе физику и был уверен, что металл не будет себя вести как сосиска в микроволновке и внешний слой нагреется первым. По гифке выше и так видно кто прав, но попробую показать еще нагляднее. С обратной стороны свободно болтается гайка на 19

Невооруженным глазом видно, что внешний слой поглощает основное излучение.

Охлаждение отлично справляется — катушка прохладная, радиаторы мосфетов тоже.

Итоги.
В общем, на этом и остановился. На работе напугали тем, что при подключении даже немного другой катушки, вся конструкция полетит в мусорку сразу после включения. Я ранее дел с такими модулями не имел, поэтому буду благодарен за совет как реализовать нагреватель гаек. Волнуют несколько, возможно глупых вопросов:
1. Можно ли удлинить контакты(проводами с хорошим сечением без изгибов), чтобы не держать на весу довольно массивный корпус с платой? Или нужно будет переносить часть генератора на новую рукоять?
2. Есть ли какой-нибудь калькулятор расчета параметров катушки с учетом данных используемой трубки? Н насколько критичны ошибки в просчете этих данных, если не планируется использовать сабж часами?
3. А может кто-то уже прошел этот путь и есть готовое бюджетное решение?
По традиции нашел скромный купон BGZVS, скидывающий 10% стоимости
В обзорах по п.18 плюсы и минусы не расписываю, есть тесты — опирайтесь на них, они не предвзяты )
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
ИНДУКЦИОННЫЙ НАГРЕВ МЕТАЛЛОВ
Этот несложный самодельный прибор основан на нагревании металлов токами Фуко. Нагревает почти все металлы, но в основном используется для нагрева железа. Данный вариант собрал чисто ради изучения принципа работы и нагрева небольших металлических изделий: болты, шайбы, гайки, иглы, и небольшие железные шарики. Конечно данный генератор имеет маленькую мощность в виду того, что использовал низковольтные транзисторы типа КТ805ИМ. Схема силовой части — обычный полумост, служащий источником высокочастотного переменного напряжения, после стоит согласующий трансформатор дающий на индуктор только ток. Индуктор с параллельно соединенным конденсатором, образуют колебательный контур, который должен быть загнан в резонанс. В противном случае нагрева металлов не будет. Драйвер транзисторов реализован на обратноходовом преобразователе ( то есть однотактный. обратный ход это ЭДС первичной обмотки за счет которого происходит генерирование противоположного периода, относительно прямого такта от транзистора) у этого драйвера deadtime отсутствует. И поэтому пришлось использовать дополнительные задерживающие цепочки в базах. Благодаря им нагрев транзисторов снизился на 70%, чем просто подавать на базы транзисторов сигналы через гасящие резисторы — что к этому драйверу пременять нельзя.

Для настройки резонанса я ставил последовательно индуктору обычный светодиод включенный через 1к резистор если генератор после включения не заработал нужно поменять местами выводы одной из обмоток идущих на базы транзисторов. При первом пуске на силовую сразу не подавать все напряжение нужно подять прилизительно 10-12в и пощупать транзисторы на нагрев при правильной работе схемы транзисторы практически не нагреваются.
Фото мало — всего одно, но есть видео работы устройства. Автор: товарищь bvz.
Форум по технологиям
Обсудить статью ИНДУКЦИОННЫЙ НАГРЕВ МЕТАЛЛОВ
radioskot.ru
НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
Чтоб нагреть до красна или даже расплавить небольшой металлический предмет в домашних условиях, совсем не обязательно раскочегаривать печку и переводить топливо — современные технологии позволяют для этого задействовать токи высокой частоты (ТВЧ). И простейшей (и самый распространённой) схемой индукционного нагревателя металлов будет мультивибратор на полевых транзисторах. По крайней мере эти модули с китайских сайтов собирают как раз по такой схеме. Далее смотрите 2 модели, отличающиеся мощностью и, конечно, ценой.
Индукционный нагреватель на 50 ватт


ZVS50 — модуль индукционного нагрева начального уровня, питание модуля допустимо даже от батарей с напряжением до 12 вольт, то есть как от автономного питания, так и от сетевого БП. Цена на www.banggood.com примерно $8.

- Входное напряжение: 5-12 В
- Размеры платы: 5,5 х 4 х 2 см
- Размер катушки: длина 2.8, диаметр 2 см
Индукционный нагреватель на 1000 ватт
ZVS1000 — модуль индукционного нагрева металлов токами высокой частоты, с мощностью до 1000w. Средняя цена $35.

Данный блок индукционного нагрева использует источник питания постоянного тока 12-48 В, максимальный ток 20 А, максимальная мощность 1000 Ватт. Может быть использован для обработки мелких деталей: закалка, отжиг и другая термической обработка. Также может быть использован с тиглем, чтоб плавить золото, серебро, медь, алюминий и другие металлы. Быстрый и равномерный нагрев, что очень удобно для ювелиров.
- Внутренний диаметр катушки: 40 мм
- Высота катушки: 50 мм
- При 48 В без нагрузки ток 5 А
Чем выше напряжение, тем больше ток нагрева, а значит и мощность передаваемая в металл. Катушка может принять внутрь 40 мм тигель. Использовать устройство надо с блоками питания соответствующей мощности и поставить на радиатор кулер охлаждения.

Размер объекта, что нагревается внутри индукционной катушки не может превышать 1/4 объема, иначе может произойти перегрузка и сгорание схемы. Хотя эта схема может временно выдержать 30 А — для долгосрочной работы ток не должен превышать 20 А для безопасной работы.

Таким образом, даже заводские индукционные нагреватели используют простую схемотехнику — 2 мощных полевых транзистора, пару резисторов и набор высоковольтных конденсаторов, что позволяет при желании собрать такое устройство своими руками.
Форум
Обсудить статью НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
radioskot.ru
ПРОСТОЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ
Приветствую пользователей сайта Радиосхемы. Недавно у меня появилась идея сделать индукционный нагреватель. На просторах интернета были найдены несколько схем для построения устройства. Из них выбрал самую, на мой взгляд, простую по сборке и настройке, и главное — реально рабочую.
Схема устройства

Список деталей
1. Полевой транзистор IRFZ44V 2 шт.
2. Диоды ультра быстрые UF4007 или UF4001 2 шт.
3. Резистор на 470 Ом на 1 или 0.5 Вт 2 шт.
4. Конденсаторы плёночные
1) 1 мкФ на 250в 3 шт.
2) 220 нФ на 250в 4 штуки.
3) 470 нФ на 250в
4) 330 нФ на 250в
5. Провод медный диаметром 1.2 мм.
6. Провод медный диаметром 2 мм.
7. Кольца от дросселей компьютерном блоке питания 2 шт.
Сборка устройства
Задающая часть нагревателя выполнена на полевых транзисторах IRFZ44V. Распиновка транзистора IRFZ44V.

Транзисторы нужно поставить на большой радиатор. Если устанавливать транзисторы на один радиатор то транзисторы нужно установить на резиновые прокладки и пластмассовые шайбочки чтобы не было замыкания между транзисторов.

Дросселя намотаны на кольцах от компьютерных БП. Сделанные из порошкового железа. Проводом 1,2 мм 7-15 витков.

Батарея конденсаторов должна быть на 4.7 мкФ. Желательно использовать не один конденсатор, а несколько конденсаторов. Конденсаторы должны быть подключены параллельно.

Катушка нагревателя сделана на проводе диаметром 2 мм 7-8 витков.

После сборки устройство работает сразу. Питается устройство от аккумулятора 12 вольт 7.2 А/ч. Напряжение питания устройства 4.8-28 вольт. При продолжительной работе перегреваются: батарея конденсаторов, полевые транзисторы и дросселя. Потребление тока при холостом ходу 6-8 Ампер.

При внесении в контур металлического предмета потребление тока сразу увеличивается до 10-12 А.

Фото готового устройства смотрите далее.

Видео работы индукционного нагревателя
Далее можно оформить прибор в подходящий красивый корпус и использовать для различных опытов. С мощностью и размером катушки лучше поэкспериментировать, чтоб достичь наилучшего эффекта. Автор статьи 4ei3
Форум
Обсудить статью ПРОСТОЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ
radioskot.ru
