Что такое индукционный нагреватель металла. Какие преимущества он имеет перед другими способами нагрева. Как работают современные индукционные кузнечные нагреватели. Какие виды индукционных нагревателей существуют. На что обратить внимание при выборе оборудования.
Особенности и преимущества индукционного нагрева металла
Индукционные кузнечные нагреватели (ИКН) широко применяются в промышленности для нагрева металлических заготовок перед горячей штамповкой, ковкой, гибкой и другими операциями обработки металлов давлением. По сравнению с традиционным печным нагревом, индукционный способ обладает рядом существенных преимуществ:
- Значительное снижение энергозатрат
- Многократное сокращение времени нагрева заготовок
- Повышение точности нагрева до заданной температуры
- Уменьшение образования окалины
- Улучшение условий труда персонала
- Экономия производственных площадей
Как работает индукционный нагрев? В зависимости от рабочей частоты, нагрев проникает на глубину от нескольких миллиметров до нескольких сантиметров внутрь заготовки. Максимальная температура создается на определенной глубине от поверхности, что способствует лучшей теплопередаче в глубину металла.
Виды индукционных кузнечных нагревателей
Существует несколько основных видов ИКН, отличающихся по конструкции и назначению:
1. ИКН с ручной подачей заготовок
Применяются с маломощными транзисторными преобразователями при невысокой производительности. Заготовки загружаются и извлекаются из индуктора вручную, поштучно или группами. Могут иметь одну или несколько параллельных индукционных катушек.
2. ИКН с полуавтоматической и автоматической подачей
Используются для увеличения производительности и стабилизации температуры нагрева. Подача заготовок в футерованный индуктор осуществляется с помощью пневматических или гидравлических цилиндров. Могут быть оснащены накопителями, транспортерами и другими механизмами.
3. Многосекционные ИКН для массивных заготовок
Применяются для нагрева очень массивных и длинных заготовок. Имеют многосекционный индуктор (до 10 секций и более) и вынесенные за его пределы водоохлаждаемые ролики. Питание может подаваться от одного мощного генератора или от отдельных генераторов на каждую секцию.

Типы преобразователей частоты для ИКН
Для питания индукционных кузнечных нагревателей используются два основных типа преобразователей частоты:
Транзисторные преобразователи
Преимущества транзисторных преобразователей:
- Высокая надежность
- Меньшие габариты и вес
- Автоматическая подстройка частоты в широких пределах (1-20 кГц)
- Возможность работы с катушками различной индуктивности
- Высокий КПД (до 97.5%)
Тиристорные преобразователи
Особенности тиристорных преобразователей:
- Эффективны для мощностей от 1 МВт и выше
- Доступны модели мощностью до 20-25 МВт
- КПД до 92%
- Как правило, имеют фиксированную частоту генерации
- Бóльшие габариты и вес по сравнению с транзисторными
Конструкция футерованных индукционных катушек
Индуктор мощного ИКН представляет собой сложную конструкцию, включающую:
- Медную трубку, навитую с необходимым диаметром и шагом
- Изоляцию из стеклоткани и лака
- Стеклотекстолитовые направляющие для придания жесткости
- Внутреннюю футеровку из жаропрочных материалов
- Направляющие для движения заготовок
Качество футеровки во многом определяет срок службы индуктора, который может составлять от нескольких недель до нескольких месяцев.

Меры безопасности при работе с ИКН
При эксплуатации мощных индукционных нагревателей необходимо учитывать следующие аспекты безопасности:
- Экранирование рассеянных электромагнитных полей
- Тщательное заземление оборудования
- Ограничение присутствия людей рядом с источником излучения
- Использование систем охлаждения для отвода тепла
Системы охлаждения индукционных нагревателей
Для нормальной работы ИКН требуется эффективное охлаждение проточной водой. Обычно используются две системы:
- Замкнутый контур с очищенной водой для охлаждения силовой электроники
- Контур с технической водой для охлаждения индуктора
Важно соблюдать требования по температуре и давлению охлаждающей воды для обеспечения стабильной работы оборудования.
Как выбрать индукционный нагреватель для предприятия
При выборе индукционного кузнечного нагревателя следует учитывать ряд факторов:
- Требуемая производительность и мощность нагрева
- Размеры и материал нагреваемых заготовок
- Необходимая температура и равномерность нагрева
- Степень автоматизации процесса
- Возможности по обслуживанию и ремонту оборудования
Правильно подобранный индукционный нагреватель позволит значительно повысить эффективность производства и качество выпускаемой продукции.
Индукционные нагреватели металла и другое оборудование от производителя
ПРОМИНДУКТОР – производственная компания, которая на базе собственных разработок выпускает индукционные нагреватели металла и другое оборудование. Ведущие инженеры трудятся в г. Чэнду (КНР, провинция Сычуань). Там же находится производственный комплекс.Купить по выгодной цене оборудование от производителя – это не просто грамотное решение, а полная защита от рисков рекламаций, получения подделки. Потребители особо отмечают:
высокое качество нашей продукции;
конкурентные цены;
квалифицированную помощь при выборе;
возможность получить консультации специалиста в процессе эксплуатации;
наличие технической поддержки клиентов в формате 24/7.
Большой склад готовой продукции позволяет обеспечивать быструю доставку индукционных нагревателей транспортными кампаниями по России и в страны СНГ. Предоставляем гарантийное обслуживание.
У нас покупают индукционные нагреватели металла под разные задачи. Достаточно широкий ассортимент позволяет подобрать модели по частоте, мощности, другим параметрам.
Помимо готовых решений предлагаем заказать разработку и изготовление индукционного оборудования под индивидуальные требования, а также комплексных решений.
По запросу предоставим необходимую информацию, ответим на интересующие вас вопросы, вышлем печатные материалы, привлечем и организуем встречи с техническими и коммерческими специалистами.
Сотрудничество с ПРОМИНДУКТОР – надежно, выгодно и перспективно!
Ведущие характеристики продукции
Технология. Она разработана в нашем конструкторско-проектном бюро и постоянно модернизируется собственными сотрудниками компании. Учитываются также последние и перспективные мировые открытия, совершенные в профильной сфере.
Широкий ассортимент моделей. Предприятие предлагает индукционные нагреватели для кузнечного нагрева, закалки, штамповки, плавки, нагрева текучих сред, термообработки сварных соединений и других целей.
Сертификация. Все изделия проходят необходимые тестирования, получают сертификаты соответствия РФ. Производства имеют сертификат IS09001:2008.
Надежность и долговечность. Сотни клиентов от Калининграда до Камчатки бесперебойно и с полной нагрузкой эксплуатируют наше оборудование с 1993 года.
Комплектующие от лидеров рынка. Все необходимое для производства индукционных нагревателей металла и другого оборудования получаем по договору с ведущими брендами. Каждая партия проходит проверку на качество.
Конкурентные цены. Сверхприбыль нас не интересует. Мы устанавливаем минимально возможные цены. Их нельзя назвать низкими, но они полностью соответствуют тому уровню качества и тем характеристикам, которые мы заявляем как производители. Держим марку!
Беспламенный индукционный нагреватель STRONGBEL HIF-1
портативный прибор, индукционного нагрева металла работающий от сети 220В. Используется там, где требуется разогрев металлических деталей, не используя при этом открытый огонь и другие не безопасные источники нагрева. Разогреваемая часть детали, помещается во внутрь насадки, тем самым попадает под действие индукционного поля.
Благодаря гибким индукторам (насадкам), удобен при нагреве части детали, не затрагивая расположенные рядом поверхности, которые могут оплавиться или повредиться, в отличии от работы с газовой горелкой с открытым пламенем. Так же, газовая горелка не может нагреть деталь равномерно со всех сторон, вам необходимо будет постоянно менять положение точки нагрева.
• Несмотря, на сравнительно, небольшие размеры имеет большой коэффициент полезного действия.
• Сменные индукторы (насадки) не вырабатывают тепла и горячими не становятся. Спираль изолирована термостойким материалом (кремнезёмным шнуром).
• Не выделяет дыма, гари, наиболее экологичен, безопасен в работе, не причиняет вреда окружающим деталям.
• Работа с беспламенным индукционным нагревателем StrongBEL HIF-1 не требует специального обучения пользователя.
Назначение StrongBEL HIF-11.Разогрев прикипевших или ржавых крепежных элементов и деталей, которые необходимо разъединить.
2.Выпрямление мелких градовых и других похожих вмятин без покраски не нарушая лакокрасочный слой автомобиля, убирание «хлопунов» на кузовных деталях авто при восстановлении или рихтовке.
3.Выжигание сайленблоков, запрессованных на балках ходовой части автомобиля или другой техники и оборудовании.
4.Термообработка металлических деталей, закалка, отпуск, нормализация.
5.Запрессовка подшипников на горячую посадку, а так же выпрессовку.
6.Снятие небольших клееных герметиками на металл стёкол (форточных).
7.Снятие приклеенных на покрашенный металл спойлеров, молдингов, наклеек.
8.Разогрев поверхности капотов или других плоскостей под покрытие винилом.
9.Удаление ржавчины с металлов и кузова автомобилей путем высокотемпературного скоростного нагрева детали, и отслаивания ржавчины.
10.Удаление лакокрасочного покрытия с металлической поверхности или кузова авто.
11. Работа по замене сантехнических систем отопления и канализации.
Комплектация:
Индукционный Нагреватель StrongBEL HIF-1 -1шт.
Насадка Диаметром 23мм. -1шт.
Насадка диаметром 28мм. -1шт.
Насадка диаметром 36мм. -1шт
Насадка гибкая 1м. -1шт.
Металлический ящик -1шт.
Инструкция по эксплуатации -1шт.
Опции:
По дополнительному запросу можем изготовить насадки нестандартных размеров.
Технические характеристики StrongBEL HIF-1| Рабочее напряжение, В | 220/50 |
| Потребляемая мощность, кВт | 1.5 |
| Рабочая частота, кГц | 25-60, автоматическая настройка |
| КПД, % | 90 |
| Продолжительность нагрузки, % | 50 |
| Защита от короткого замыкания | + |
| Принудительное охлаждение | + |
| Нагрев конструкционной стали, С | 800 |
| Время нагрева до 800С (Сек),(Зависит от размера нагреваемого объекта) | 10-65 |
| Степень защиты | IP21 |
| Размеры (ДxВxШ), мм | 450x55x60 |
| Масса, кг | 2.5 |
Внимание — Важно!
Индуктора состоят из медной проволоки — с ней ничего не будет, изнашивается кремнезёмный шнур (расходный материал).
Всё зависит от того, как пользоваться индуктором! Если оставлять зазор между индуктором и нагреваемым элементом по периметру в 1-2мм. — тогда прослужит долго, может год. Если индуктора будут прижимать вплотную к гайкам — тогда может перетереться быстро. Так же нельзя использовать его, когда индуктор соприкасается с маслом, смазкой густой и т.д., тогда происходит припекание шнура и он разрывается. В этом случае нельзя прикасаться оголённым местом к металлу иначе произойдёт короткое замыкание.
Прибор ремонтно пригодный, но сделать его можно только на месте в сервисе. Прибор для ремонта придётся передавать производителю и это не будет являться гарантийным случаем.
Упаковка, вид:
Современные индукционные кузнечные нагреватели
Эта статья предназначена в первую очередь нашим потенциальным покупателям, выбирающим ту или иную модель индукционного кузнечного нагревателя (ИКН). Надеюсь, что-то новое почерпнут для себя специалисты, эксплуатирующие индукционное оборудование.
1. Особенности глубокого индукционного нагрева заготовок
С помощью Индукционных кузнечных нагревателей (ИКН) очень удобно нагревать металлические заготовки для целей горячей штамповки, ковки, гибки и высадки. По сравнению с электрическим печным нагревом, индукционный нагрев имеет ряд неоспоримых преимуществ:
· Значительно снижаются энергозатраты, что особенно важно в наше непростое для производства время.
· Во много раз снижает время нагрева заготовок, что резко повышает производительность производства.
· За счет автоматизации подачи заготовок, улучшается точность их нагрева до заданной температуры.
· Уменьшается количество окалины, что в свою очередь значительно повышает стойкость штамповой оснастки. · Улучшаются условия труда, это поймет каждый, кто хоть раз стоял у жерла открытой печи с большим количеством заготовок.
· Освобождаются дополнительные площади в цеху, за счет меньших габаритов индукционного оборудования.
Все эти преимущества достигаются за счет того, что в зависимости от рабочей частоты индукционный нагрев проникает от нескольких мм до нескольких см в глубину заготовки. В итоге максимальная температура нагрева создается на определенной глубине от поверхности детали. Вспомните слоган компании «Мосиндуктор»: «Согревая изнутри». Естественно, нагрев детали изнутри способствует лучшей теплопередаче в глубину заготовки. Различают высокотемпературный нагрев для штамповки и высадки стали 1200°С и низкотемпературный 850°С. Технология штамповки может предусматривать и промежуточную температуру между этими значениями.
Существуют научнообоснованные требования по максимальной разнице температур по всему объему заготовки для обеспечения требуемой пластичности и однородности металлов. Для углеродистой стали максимальная разница температур составляет 100°С. Для других металлов и особых случаев разница может составлять 50°С.
Ориентируясь на эту разницу температур, рассчитывается время нагрева заготовки. Дело в том, что индукционный нагрев с высокой удельной мощностью может расплавить поверхность заготовки, при этом ее сердцевина останется холодной. Передача тепла внутрь заготовки осуществляется только за счет теплопроводности. Поэтому наша задача заключается в том, что бы создать на глубине горячего проникновения индукционного поля высокую температуру. Однако она должна быть существенно ниже температуры плавления металла. И выдержать в таком состоянии время, необходимое для проникновения тепла вглубь заготовки. Понятно, что чем толще сама заготовка, тем большее время потребуется для ее равномерного нагрева. Для сокращения времени нагрева заготовок большого диаметра полезно использовать более низкие частоты, чем для нагрева тонких заготовок.
Соответственно, чем большую производительность должен выдавать ИКН при нагреве заготовок большого диаметра, тем большее количество заготовок должно одновременно находиться в футерованной индукционной катушке, являющейся нагревающим органом ИНК. Сводную информацию по удельной мощности на квадратный сантиметр, времени нагрева, рабочей частоте и диаметре заготовок вы можете увидеть в Таблице №1.
Из нее, например, следует:
Что для нагрева заготовки диаметром 50 мм на частоте 2000 Гц потребуется 58 секунд при удельной мощности 133 Вт/см².
Для нагрева той же заготовки на частоте 6000 Гц потребуется 125 секунд при удельной мощности 67 Вт/см².
Можно сделать вывод, что в данном случае увеличение частоты в 3 раза приводит к снижению примерно в 2 раза разрешенной удельной мощности и увеличению в 2 раза времени нагрева заготовок.
С помощью таблицы №1 можно весьма приблизительно оценить необходимую мощность ИКН. Однако учтите, что для расчета площади нагрева берется только боковая поверхность заготовки, за исключением торцов. И существуют потери передачи энергии от индукционной катушки к нагреваемой детали, доходящие до 30-50%, в зависимости от конструкции катушки и соотношения диаметров катушки и нагреваемой заготовки. Чем ближе диаметр нагреваемой детали к внутреннему диаметру индукционной катушки, тем меньше потери энергии на рассеивание электромагнитного поля в пространстве. Однако чем меньше толщина футеровки, находящейся между индукционной катушкой и нагреваемой деталью, тем большее количество тепла вымывается из катушки охлаждающей ее водой. Главный закон диалектики – единства и борьбы противоположностей еще никто не отменял.
Часто возникает вопрос об универсальности ИКН при нагреве заготовок различного диаметра. Конечно, никто не запрещает нагревать в индукторе большого диаметра тонкие заготовки, однако КПД такого нагрева будет чрезвычайно низким. Нормальным можно считать соотношение максимальных и минимальных диаметров заготовки на уровне 1,5-1,7 раза. Т.е. если максимальный нагреваемый диаметр 50 мм, можно греть заготовки с минимальным диаметром 30-35 мм.
Важно правильно выбирать оптимальную рабочую частоту ИКН для нагрева заготовок различного диаметра исходя из данных представленных в Таблице №2.
Для ИКН всегда действуют следующие правила:
· Для нагрева большей массы металла в единицу времени требуется большая мощность.
· Чем больше диаметр заготовки, тем ниже должна быть рабочая частота и больше время нагрева.
· Чем жестче требования по однородности температурных полей в заготовке, тем меньше должна быть удельная мощность и больше время нагрева.
2. Виды индукционных кузнечных нагревателей
Попытаемся составить примерную классификацию ИКН. В принципе ИКН называют любой индукционный нагреватель, использующийся для нагрева металлических заготовок для их дальнейшей объемной деформации.
Существует множество видов ИКН, отличающихся по конструкции и назначению:
А) ИКН с ручной подачей и выемкой заготовок из индуктора, поштучно или коллективно. Применяются в основном с транзисторными индукционными преобразователями малой мощности, и в случае невысокой производительности оборудования. В них может нагреваться заготовка целиком или только ее часть, конец или середина. В таких ИКН на один преобразователь может нагружаться одна или несколько параллельных индукционных катушек, для увеличения производительности при нагреве толстых заготовок. В простейшем случае может использоваться индукционная катушка (индуктор) с подкладкой из асбеста. В более сложном — индуктор, футерованный жаропрочным бетоном или керамическая, разрезная втулка для исключения растрескивания от контакта с разогретойзаготовкой.
Для замены кузнечного горна применяют индукционный нагреватель с индукционной катушкой по профилю нагреваемой детали. Индукционная катушка при этом может не охватывать всю нагреваемую поверхность. Кузнец сам, перемещая заготовку, регулирует степень нагрева той или иной ее части.
Для нагрева прутков 10-16 мм вполне подойдет нагреватель ВЧ-15А мощностью 15 кВт. Для чуть более массивных заготовок подойдет ВЧ-25А. Наиболее универсальные возможности для кузни предоставит высокочастотный индукционный нагреватель ВЧ-60АВ.
Смотрите видеоролики здесь>>>
Б) Для увеличения производительности и стабилизации температуры нагрева, применяют ИКН с полуавтоматической и автоматической подачей заготовок в футерованный индуктор с помощью пневматических и гидравлических цилиндров. В полуавтоматическом варианте заготовка укладывается на направляющие вручную, а в автоматическом, подается на направляющие из бункера или вибробункера.
С помощью таймера задается периодичность подачи заготовок, а с помощью регулируемых дросселей — скорость подачи и возврата цилиндра.
В случае нагрева массивных заготовок механизируется процесс накопления и транспортировки заготовок в индуктор с помощью накопителей, гидротолкателей, роликовых транспортеров и т.п. Выдача заготовок из индуктора так же осуществляется цепным или роликовым транспортером. Движение нагретой заготовки в индукторе, как правило, осуществляется по направляющим. На маломощных ИКН, направляющие могут быть выполнены из нержавеющих трубок или нихромового уголка. На более мощных моделях направляющие делают из водоохлаждаемых нержавеющих трубок. Расположение направляющих непосредственно в зоне нагрева «съедает» до 8% энергии ИКН.
В) Иногда бывает необходимо нагреть очень массивную и длинную заготовку. Ее невозможно «пропихнуть» в индуктор по неподвижным направляющим, заготовка просто их сносит. В этом случае применяют, вынесенные за пределы индуктора водоохлаждаемые ролики, а индуктор делают многосекционным. Иногда до десяти секций и более. Питание на раздельные секции индукторов может подаваться от одного мощного генератора. Российские производители любят применять схему с раздельной подачей питания на каждую секцию индуктора от собственного менее мощного генератора. По их мнению, это увеличивает надежность устройства в целом.
Г) ИКН часто применяют для линейного нагрева сплошных заготовок. Например, проволоки или прута из бухты. Схема построения такого ИКН примерно такая же, как и в предыдущем случае. Индуктор секционируют на 3-20 частей, а между секциями располагают водоохлаждаемые ролики. Как правило, для питания ИКН линейного нагрева используют достаточно мощные тиристорные преобразователи мегаватного класса. Однако при небольшом диаметре заготовки и невысокой производительности возможно построение ИКН для линейного нагрева на одном индукторе, как это изображено на рисунке. Такие нагреватели хороши для навивки пружин для автомобилей.
Д) В зависимости от длины и диаметра заготовки, применяют различные схемы подачи заготовок в индуктор. Если заготовки короткие, их, как правило, подают в круглый индуктор вдоль, располагаю как вагоны в поезде. Регулируя производительность нагрева с помощью длины индуктора.
Если же заготовка длинная ее подают в щелевой индуктор боком, т.е. поперек. Индуктор при таком способе подачи становится значительно короче, заготовки в нем перекатываются с боку на бок, что улучшает равномерность их нагрева. К параллельной подаче заготовок в индуктор прибегают в том случае, когда нужно греть длинные и массивные заготовки.
3. Транзисторные и тиристорные преобразователи частоты
В настоящее время для питания индукционных кузнечных нагревателей используют транзисторные и тиристорные преобразователи частоты (ТПЧ).
Транзисторные преобразователи обладают рядом преимуществ, таких как:
Повышенная надежность, меньшие габариты и вес. Только транзисторные преобразователи имеют автоматическую подстройку частоты генерации в очень широких пределах. От 1-го до 20-ти кГц, это практически 2000%. Что дает возможность нагружать их на индукционные катушки с громадным разбросом индуктивности. Это важно в случае использования транзисторного генератора для питания нескольких устройств индукционного нагрева. Или в том случае, когда на одном устройстве применяются индукционные катушки различного диаметра и количества витков.
Например, для питания индукционных трубогибов, применяемых при производстве отводов труб различного диаметра. Следует иметь ввиду, что для питания трубогибов, производящих крутоизогнутые стальные отводы бывает необходимо локализовать зону нагрева. Подобную локализацию можно обеспечить только при использовании мощного закалочного трансформатора. В этом случае можно выдать всю энергию генератора всего в один широкий виток индукционной катушки. В настоящее время уже доступны транзисторные преобразователи частоты мощностью несколько МВт, имеющие КПД 97,5%.
Тиристорные преобразователи частоты применяются в ИКН достаточно давно. Они очень хороши, когда необходимая мощность нагрева приближающаяся к одному МВт и более. В настоящее время доступны тиристорные преобразователи частоты мощностью 20-25 МВт, применяемые для плавки до 110 тонн стали. Для питания подобных монстров применяют специальные понижающие трансформаторы с выходным напряжением, достигающим 1000 и более Вольт, и количеством фаз до 12-ти.
При преобразовании таких больших мощностей особой проблемой становится борьба с электрическими наводками в электросетях, попросту говоря, возникают сильные помехи, мешающие работе систем управления преобразователем. Для борьбы с этим явлением применяется оптоволоконные линии между платами управления. ТПЧ такого уровня оснащаются системами самотестирования электрических компонентов, с выводом результатов через модем в интернет. В случае сбоев в работе оборудования, можно протестировать ТПЧ с помощью производителя оборудования через интернет. Преобразователи оснащаются дисплеями с сенсорным управлением, что делает работу с ними простой и приятной.
КПД тиристорных преобразователей достигает 92%, что тоже очень неплохо. Однако они, как правило, имеют большие, чем у транзисторных моделей габариты и вес. И обычно имеют фиксированную частоту генерации. Или частота подстраивается в небольших пределах. В том случае, когда необходимо согласовать рабочую частоту тиристорного преобразователя с различной по индуктивности нагрузкой применяют переключаемые банки водоохлаждаемых конденсаторных батарей. Есть и устройства автоматического переключения емкости. Тиристорные преобразователи частоты традиционно используют для питания мощных ИКН и индукционных плавильных печей, с весом плавки от 0,1 до 110т.
4. Футерованные индукционные катушки
Индуктор для мощного индукционного кузнечного нагревателя представляет собой следующую конструкцию. К навитой с необходимым диаметром и шагом прямоугольной медной трубке припаивают медные шпильки с резьбой. Затем индукционную катушку обматывают киперной лентой из стеклоткани и пропитывают изолирующим лаком. После высыхания лака, на медные шпильки крепят медными гайками стеклотекстолитовые направляющие. Они служат для исключения разрушения катушки от вибрации, создаваемой мощными индукционными полями и придания жесткости всей конструкции. Припаивают или приваривают вводы-выводы электроэнергии и воды.
Внутрь катушки для уплотнения и теплоизоляции вставляют асбест или микалит в виде рулона толщиной несколько мм, а затем задвигают кольца или трубу из жаропрочного материала. Таким материалом может служить жаропрочный бетон, керамика, глинозем и т.п. Так же используются всевозможные окислы редкоземельных элементов. Как уже описано выше, внутри футерованного индуктора размещают направляющие для движения заготовок.
Чем лучше футеровка держит высокую температуру и механические нагрузки, тем дольше она прослужит в условиях высокотемпературного нагрева. Срок службы футеровки может быть различным, от нескольких недель до нескольких месяцев.
В любом случае, покупая автоматический ИКН с футерованным индуктором, подумайте, как вы будете ремонтировать вышедшую из строя футеровку.
Часто индукционные катушки для ИКН имеют многоточечный подвод энергии и воды. Делается это для обеспечения энергетических условий эксплуатации индуктора. Попросту говоря, для того, что бы обеспечить нагрев необходимых заготовок и не расплавить во время работы индуктор.
При нагреве медных и алюминиевых билет большого диаметра иногда закрывают крышками входное и выходное отверстия индуктора. Учитывая большое время нагрева билет, это делается для сохранения тепла внутри индуктора. Таким образом, мы получаем аналог печного нагрева в индукционном исполнении, конечно при большей эффективности нагрева.
5. Меры безопасности
Как бы мы этого не желали, при работе ИКН мощностью несколько мегаватт, сотни киловатт электромагнитной энергии излучаются в окружающее пространство. Мощные магнитные поля иногда даже становятся причиной перекашивания и заклинивания деталей при их движении в индукторе. Они же рассеиваясь в пространстве, могут стать причиной электрических наводок в любом металлическом оборудовании рядом с ИКН, и частях его конструкции. Для экранирования рассеянных полей иногда используют металлический кожух вокруг индукционной катушки. А торцевые части индуктора, где наблюдается максимальная концентрация полей, делают разрезными из металла и даже оснащают системой водяного охлаждения. Для отведения выделяющегося тепла. Понятно, что сам ИКН и все подающее оборудование следует тщательно заземлить. В любом случае, присутствие людей рядом с источником мощного электромагнитного излучения следует ограничивать.
Спецификации на индукционные кузнечные нагреватели смотрите здесь >>>
6. Системы охлаждения
Для нормальной работы любого ИКН необходимо обеспечить его эффективное охлаждение проточной водой. Как правило, для охлаждения силовой электроники ТПЧ используют контур замкнутого водоснабжения с водой максимально очищенной от солей. А для охлаждения индуктора — техническую воду, желательно с минимальным содержанием солей, для исключения засоления индуктора. Требования по входящей температуре воды, как правило, не превышает 40°С. Давление на входе ИКН в пределах 1-3 атм. Его нужно уточнить в Руководстве пользователя на оборудование.
Ни в коем случае нельзя допускать закипания воды, охлаждающей индукционную катушку. Закипание сигнализирует о себе звонким шумом в индукторе. Любое образование пузырьков пара в катушке может привести к выгоранию участка медной трубки. Трубка в индукторе несет большую энергетическую нагрузку, от расплавления ее спасает только постоянное вымывание водой излишков тепла.
Градирни
Для охлаждения индукционных установок большой мощности, как правило, используют градирни. Это установки, в которых охлаждение происходит не только за счет теплообмена, но и за счет испарения воды. Для ускорения испарения воды градирни обязательно оборудуются электрическим вентилятором.
Градирни бывают одноконтурные, когда охлаждающая вода одновременно испаряется, и двухконтурные, когда дистиллированная охлаждающая вода течет по замкнутому контуру из медных трубок, а трубки поливаются испаряющейся водопроводной водой. Двухконтурные градирни дороже одноконтурных, но исключительно экономны по расходу дорогой дистиллированной воды.
При установке градирни в отапливаемом цеху, в нее можно заливать дистиллированную воду. При размещении градирни на улице следует использовать незамерзающую жидкость – антикоррозийный, размагничивающий антифриз на основе диэтанола.
По имеющимся у нас сведениям в России двухконтурные градирни не производятся. По желанию клиентов, ТД «Мосиндуктор» может укомплектовать мощные индукционные кузнечные нагреватели двухконтурными градирнями производства КНР. Градирни имеют различную охлаждающую мощность, которая подбирается соответственно мощности индукционной установки.
При выборе одноконтурной градирни мы всегда сталкиваемся с несоответствием производительности водяного насоса градирни с потребностью индукционного нагревателя. Производительность по воде градирни намного больше. Причем если уменьшить поток воды через градирню, уменьшится ее охлаждающая мощность. В этом случае бывает полезно замкнуть поток воды от насоса градирни на себя. А для подачи охлаждающей воды на индукционную установку использовать дополнительный насос с нужной производительностью. Такой способ подачи воды, в целях экономии электроэнергии, позволяет установить термодатчик и включать насос градирни после превышения заданной температуры в баке, при постоянно включенном насосе подаче охлаждающей воды на индукционную установку.
Чиллеры
Чиллером называется автоматический фреоновый холодильник для воды. Чиллер типа Вода-Воздух сбрасывает тепло в воздух цеха или на улицу. Чиллер типа Вода-Вода отдает тепло проточной воде. Фреоновый насос позволяет удалять тепло с большой эффективностью за счет высокой разницы температур в средах. А так же поддерживает температуру охлаждающей жидкости в заданных пределах при любой температуре проточной воды и воздуха на улице или в цеху.
При выборе охлаждающей производительности чиллера следует учитывать, что фреоновый охладитель должен работать не более трети рабочего времени, а вот насос, подающий охлаждающую воду, работает непрерывно. Только в этом случае можно рассчитывать на длительный ресурс работы чиллера.
Установка чиллера типа Вода-Воздух непосредственно в цеху, позволяет использовать выделяющееся тепло для отопления цеха. Использование чиллера типа Вода-Вода позволяет существенно экономить проточную воду.
Из всех известных систем охлаждения, чиллеры являются самыми высокоавтоматизированными агрегатами, но и самыми дорогими.
При выборе чиллера для системы охлаждения индукционной установки мы так же сталкиваемся с несоответствием производительности водяного насоса чиллера с потребностью индукционного нагревателя. Как правило, производительность по воде чиллера намного больше. Есть два пути решения этой проблемы. Первый это замена насоса чиллера на насос с меньшей производительностью, что в отличие от случая с градирней, не влияет на охлаждающую мощность чиллера. Второй – установка на выходе насоса байпаса, т.е. водяной перемычки с краном регулирующим давление в централи.
Полезная литература
Нужно отметить, что СССР был «Впереди планеты всей» в области индукционного нагрева, собственно наши ученые его и изобрели. А вот после 1988 года автору не попало в руки ни одной новой книги по индукционному нагреву металлов. Однако с 1940 г по 1988 г. в СССР были изданы десятки книги по интересующей нас тематике. Нам удалось собрать библиотеку обо всех областях технологии термической обработки металлов с применением индукционного нагрева токами высокой частоты.
Таких как:· Физические основы индукционного нагрева.
· Плавка металлов в индукционных плавильных тигельных и канальных печах.
· Плавка и литье сплавов в вакууме.
· Индукционный нагрев металлов для горячей объемной штамповки.
· Автоматические индукционные кузнечные нагреватели.
· Индукционная пайка.
· Поверхностная, сканирующая закалка стали токами высокой частоты.
· Индукционная закалка токами высокой частоты валов и шестерен.
Станьте нашими клиентами, и мы всегда поможем вам серьезной методической литературой в любой области применения индукционного нагрева токами высокой частоты.
Автор статьи директор компании «Мосиндуктор»
(С) 2011 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи на любом сайте
кроме www.mosinductor.ru
Нагреватель индукционный: назначение, преимущества, характеристики
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Отправить запрос
Узнать цену!
You must have JavaScript enabled to use this form.
Нагреватель индукционный – состав, принцип действия
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
- 1.блок управления и контроля с платами и с IGBT-модулями;
- 2.блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели). К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.
- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
- ✓экологичные и высокоэффективные;
- ✓при индукционном нагреве металл равномерно разогревается изнутри;
- ✓одна средняя металлическая деталь нагревается от 10 секунд до 1 минуты;
- ✓нагреватель металла позволяет производить быструю смену индуктора.
Высокочастотные нагреватели индукционные, 15-160 кВт
Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт, и работает на высокой частоте (30-100 кГц).
Существуют разные виды высокочастотных нагревателей для закалки, пайки, плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше мощность, тем быстрее происходит высокочастотный индукционный нагрев.
- ✓Современные ВЧ-нагреватели могут работать круглосуточно без перерывов, при этом КПД достигает 100 %.
Среднечастотные нагреватели индукционные, 20-200 кВт
Среднечастотный индукционный нагреватель работает на средней частоте от 1 до 20 кГц и имеет мощность от 20 до 200 кВт. Среднечастотный индукционный нагрев способен проникать в глубь металла. Поэтому транзисторные индукционный печи для плавки металла работают в паре именно с этим нагревателем.
Нагреватели индукционные российского производства
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
- a)Китайские нагреватели чинятся только блоками (блочная замена плат), производители охраняют свои технологии и производят заливку плат. Российские нагреватели чинятся более легкими способами, путем замены элемента на самой плате.
- b)По скорости индукционного нагрева Китайские и Российские индукционные нагреватели примерно одинаковые. Отличается только технология и элементы сборки.
- c)Гарантия Китайских нагревателей составляет 1 год. Некоторые Российские производители дают 2 года гарантии. При средних сроках эксплуатации оборудования 7-8 лет.
Аксессуары и расходные материалы для индукционных нагревателей ALBATROS
Автосервисы предлагают широкий набор услуг для ремонта и поддержания автомобиля в исправном состоянии. Для осуществления некоторых работ в автосервисе для качества и скорости исполнения целесообразно купить индукционный нагреватель. Индукционный нагреватель ALBATROS или AiT (новое название) являются хорошей альтернативой GYS, RedHotDot, Josam. Греет быстрее, работает дольше, прост и не дорог в обслуживании!!!
Бесплатная доставка до транспортной компании.
В исключительных случаях готовы рассмотреть доставку в регион заказчика за наш счет. Подробности уточняйте у менеджеров по телефону 8 (495) 785-61-55 Звоните сейчас.
В решении каких задач будет полезен нагреватель металла?
- при ликвидации наклеек, эмблем логотипов, размещенных на корпусе автомобиля и нежелательных для его владельца;
- при раскручивании старых, заржавевших болтов, свечей зажигания, инжекторов, намертво приставших винтов;
- для удаления вмятин;
- удаление результатов воздействия коррозии;
- для другого использования, связанного с равномерным нагревом поверхностей деталей.
В магазине для автосервиса Areon мы предлагаем приобрести итальянские индукционные нагреватели Albatros, запчасти к ним и расходные материалы.
Индукционные нагреватели для грузового автосервиса
Грузовой автотранспорт несет повышенную нагрузку, что приводит к периодическим обращениям на станции технического обслуживания. Ряд работ по исправлению кузова и ремонту узлов и деталей поможет осуществить нагреватель. Безопасность использования установки достигается отсутствием открытого пламени, поэтому имеет смысл купить индукционный нагреватель металла в свой автосервис.
|
Стоимость: €7 890 Купить в наличии |
Стоимость: €6 700 Купить в наличии |
Стоимость: €3 850 Купить в наличии |
Индукционные нагреватели для легкового автосервиса
Легковой автосервис отличается от грузового прежде всего габаритами автомобилей и деталей, но по сути проблемы, решаемые с помощью индукционного нагревателя те же. Разогрев металла достигается путем образования магнитного поля и точно в месте контакта поверхности с наконечником нагревателя. Отличный вариант для автосервиса, так как экономит время, затрачиваемое на обслуживание одного автомобиля. Покупка индукционного нагревателя оправдает себя в короткие сроки.
Стоимость: €3 195 Купить в наличии |
Стоимость: €2 080 Купить в наличии |
Стоимость: €1 129 Купить в наличии |
Индукционные нагреватели для кузовного ремонта
Для выполнения работ по восстановлению бамперов и корпуса автомобиля с успехом применяют специальные установки фирмы Albatros. Установка значительно упрощает процесс работы и отодвигает в прошлое прежние методы исправления вмятин. Easy fix так же применим для пластиковых поверхностей, таких как крыло, фара, молдинг.
|
Стоимость: €238 Купить в наличии |
Стоимость: €117 Купить в наличии |
Запчасти для индукционных установок
Для индукционной установки нагрева металла в процессе эксплуатации может потребоваться замена некоторых элементов. Так как завод-производитель находится в Италии, то немаловажно наличие запасных частей в ближайшей доступности.
В интернет-магазине Ареон вы сможете не только купить индукционный нагреватель для автосервиса, но и приобрести дополнительные детали для расширения возможностей прибора или замены износившихся частей. В продаже скобы для ремонта пластиковых частей автомобилей, комплекты нагревательных элементов, насадки и наконечники.
Мы ждем в Ареоне представителей автомастерских для приобретения индукционного нагревателя, цена на который на нашем сайте указана в каталоге товаров. Пополнив свой автосервис полезной установкой от нашего магазина вы сможете рассчитывать на гарантийное обслуживание и консультацию специалистов.
Индукционный нагреватель металла своими руками: схема
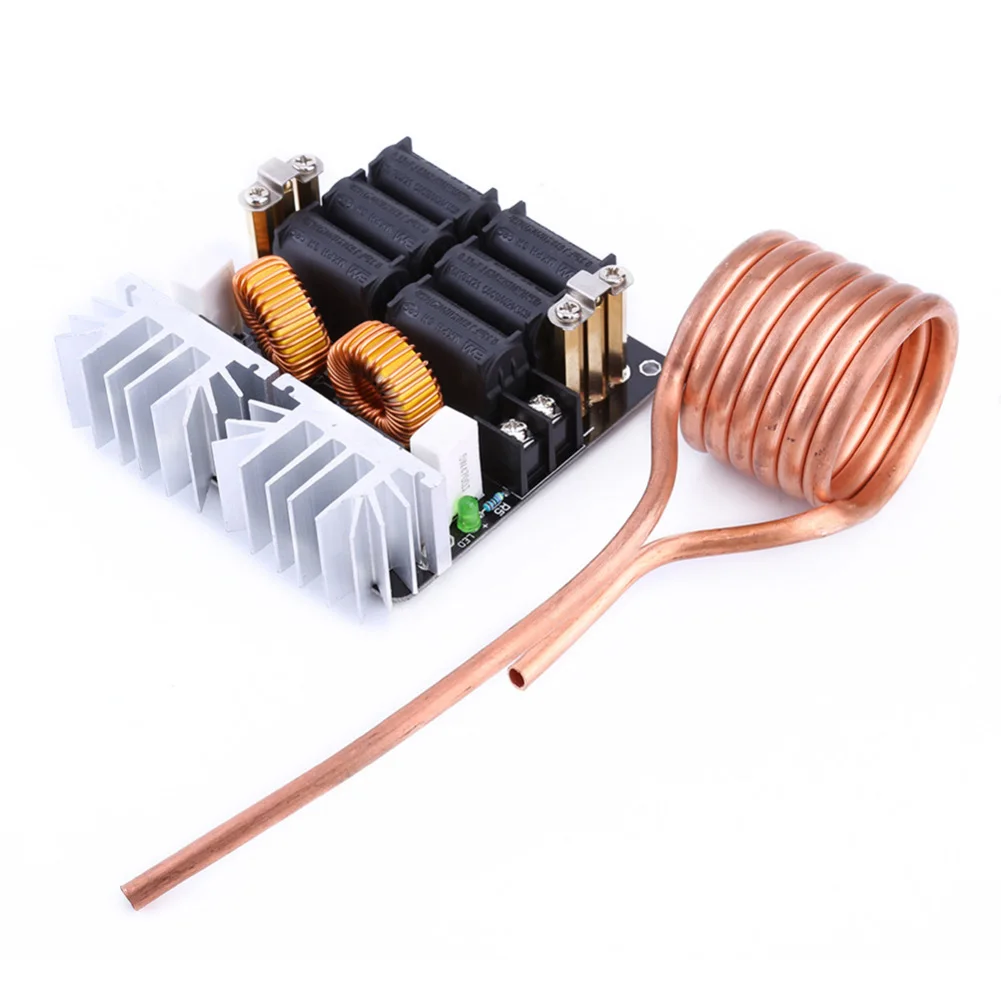
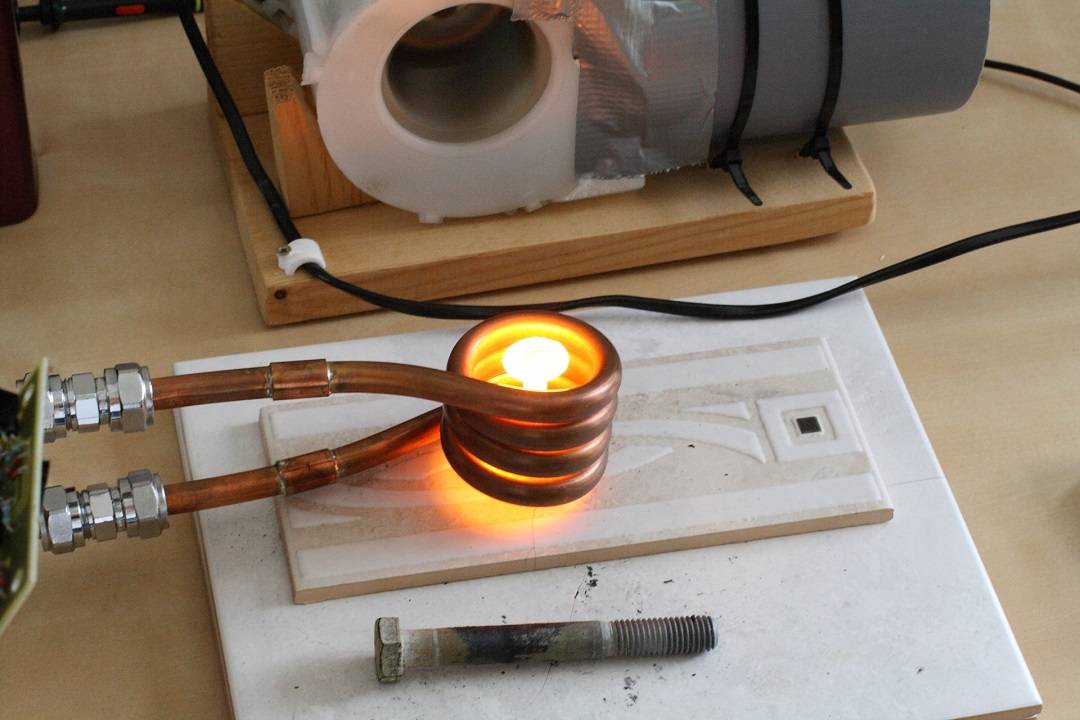
Нагреватель индукционного типа является незаменимым приспособлением для домашних мастеров, которое позволяет нагревать, закалять и плавить металл. Устройство не требует угля, газа, сооружения специальной печи: нужно лишь подключение к электрической сети. На том, как собрать индукционный нагреватель металла своими руками по схеме и пошаговой инструкции, разберемся в подробностях.
Принцип работы
Индукционный нагрев осуществляется при помощи следующих составляющих:
- индуктора;
- генератора;
- нагреваемого предмета.
В качестве индуктора используется катушка, которую изготавливают из толстой медной проволоки. Посредством этой детали создается магнитное поле. При помощи генератора переменного тока вырабатывается ВЧ поток от обычной электросети 220 В и 50 Гц. Нагревательным элементом может быть любой металлический предмет, который способен поглощать тепловую энергию под воздействием магнитного поля.
Особенность магнитного поля заключается в том, что оно способно менять направление электромагнитных волн на ВЧ. При помещении внутрь поля металлического предмета, происходит нагрев металла без контакта с катушкой, благодаря вихревым токам.
Таким образом удается добиться минимальных потерь при переходе одного вида энергии в другую и при этом получить высокий КПД. Благодаря индукционному способу можно получить довольно быстрый нагрев поверхностных слоев. Например, для нагрева металлической заготовки диаметром около 40 мм и длиной 150 мм понадобится порядка 25 с.
Индукционные нагреватели чаще всего работают на частоте 10 кГц. Именно так удается получить максимальный КПД. Частоту можно регулировать, что зависит от таких показателей:
- температура нагреваемого предмета;
- требуемая производительность нагрева;
- поперечное сечение предмета.
Читайте также: Катушка Тесла своими руками в домашних условиях
Плюсы и минусы
Преимуществ у индукционного нагревателя немало:
- простота изготовления;
- высокий КПД;
- экологичность;
- возможность работы в различных средах;
- невысокие затраты на электричество;
- длительная эксплуатация;
- надежность.
Что касается недостатков, то таковых практически не существует.
Индукционный нагрев применяется в быттехнике (отопительные котлы, кухонные плиты). Подобное оборудование выделяется простой эксплуатацией, надежностью, высокой эффективностью.
Как сделать индукционный нагреватель
Существуют разные варианты индукционных нагревателей металла, которые можно сделать своими руками по схеме и пошаговой инструкции. Рассмотрим наиболее распространенные из них.
Двухтактная схема
Устройство выполнено из задающего генератора ВЧ на мощных полевых транзисторах. Рабочее напряжение определяется мощностью самих транзисторов. Если последние используются IRFP250, то напряжение должно быть в пределах 12-30 В.
Поскольку во время работы транзисторы будут выделять большое количество тепла, их следует разместить на радиаторе большой площади и применить вентилятор для обдува либо вовсе воду для охлаждения. В холостом режиме самодельный нагреватель потребляет около 10 А, а во время нагрева – минимум 15 А, что говорит о необходимости использования мощного БП не менее чем на 20 А.
Для представленной схемы можно изготовить печатную плату.
Монтаж производим следующим образом:
- Наматываем дроссели проводом, покрытым лаковой изоляцией. Кольца можно использовать от компьютерного БП.
- Емкости с1-с16 используем металлопленочные, номиналом 0,33 мкФ на 630 В. Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться.
- Монтируем конденсаторы и дроссели на плату. Последние фиксируем при помощи силиконового герметика.
- Катушку изготавливаем из медной трубки диаметром 6 мм. Наматываем ее на заготовке диаметром 40 мм, например, на отрезке трубы. Количество витков катушки – 5. Расстояние между крайними витками – 40 мм. Концы катушки загибаем и фиксируем к радиаторам при помощи клемных колодок.
- Поскольку в процессе работы катушка будет сильно нагреваться, изготавливаем систему охлаждения. Для этого на концы медной трубки надеваем силиконовые трубки и подключаем их к автомобильному насосу омывателя ветрового стекла.
- Для охлаждения теплоотводов монтируем компьютерный вентилятор. Если напряжение нагревателя будет подниматься до 60 В, потребуется более мощный вентилятор и радиаторы.
- Для усиления дорожек на плате напаиваем медную проволоку.
- Подаем питание от автомобильного АКБ и проверяем работоспособность устройства.
Усиленный вариант
Нагреватель выполнен по схеме обычного ВЧ мультивибратора.
Необходимые детали подбираются согласно схеме. Сборка состоит из таких шагов:
- Изготавливаем катушку из 5 мм меди и подготавливаем плату из текстолита.
- Монтируем катушку и транзисторы на плату.
- Изготавливаем дроссели.
- Припаиваем остальные радиокомпоненты по схеме.
- Проверяем работоспособность устройства, подавая напряжение от блока питания.
При правильной сборке изделие должно сразу функционировать. В противном случае следует проверить правильность соединений по схеме. Если нет желания самостоятельно собирать, можно приобрести готовый генератор, который справится с нагревом мелких деталей.
Читайте также: Качер Бровина своими руками
С питанием от сети
Для запитки нагревателя от электросети можно собрать схему на IR2153. Для настройки резонанса используется переменный резистор 100 кОм. Для управления частотами требуется дополнительное питание 12-15 В. Дроссель, через который питание подается от сети 220 В, состоит из 20 витков провода 1,5 мм, намотанного на ферритовом сердечнике 8х10 мм. Катушка для нагрева металлических изделий выполняется из толстой проволоки и имеет 10-30 витков, намотанных на оправке 3-10 см. Емкости используются 6х330 нФ на 250 В.
Простая схема
Одним из наиболее простых индукционных нагревателей является устройство, представленное на схеме:
Применяемые транзисторы имеют следующую распиновку:
Сборка выполняется в такой последовательности:
- Транзисторы закрепляем на большой теплоотвод. При использовании одного радиатора, транзисторы следует фиксировать через резиновые прокладки и пластиковые шайбы, чтобы избежать замыкания между элементами.
- Дроссели наматываем на кольцах из порошкового железа. Их можно взять от компьютерного блока питания. Провод используем 1,2 мм, количество витков – 7-15.
- Конденсаторы собираем в виде батареи с общей емкостью 4,7 мкФ. Все элементы между собой соединяем параллельно.
- Катушку наматываем проводом 2 мм в количестве 8 витков.
- Собираем нагреватель по схеме навесным монтажом либо на плате.
Закончив сборку, устройство при подаче напряжения начинает сразу же работать. В качестве источника питания можно задействовать АКБ на 12 В и 7,2 А. Ток на холостом ходу составляет 6-8 А. Если в контур поместить металлический предмет, потребляемый ток увеличится до 12 А.
Нагреватель на 3кВт
Для того чтобы индукционный нагреватель мог плавить разный металл (алюминий, медь, сталь), потребуется мощное устройство. Его можно собрать также своими руками по аналогии с приведенными схемами.
Компоненты
Основными составляющими мощного нагревателя являются инвертор, драйвер, трансформатор и RLC-контур. Инвертор преобразовывает постоянный ток в переменный. Для мощного устройства его работа должна быть стабильной. Также используется защита МОП-транзистора от перепадов напряжения. При скачках возникают шумы, переключающие изделие на ВЧ, что приводит к перегреву транзистора и его выходу из строя.
В нижней части печатной платы расположены линии с большими токами. Для этого используется несколько слоев меди, что позволяет пропускать токи больших величин, а именно — более 50 А. В конструкции задействуются алюминиевые радиаторы с водяным охлаждением для рассеивания тепла от транзисторов.
Схема инвертора:
Драйвер имеет следующее схематическое решение, которое позволяет самостоятельно останавливаться на частоте резонанса.
Блок конденсаторов имеет номинал 4,4 мкФ и способен выдерживать 300 А. Катушка используется с индуктивностью порядка 1 мкГн. Для крепления конденсаторов следует использовать медную шину, в которой нужно проделать отверстия и паяльником припаять к ним емкости. Затем с каждой стороны конденсаторов необходимо закрепить медные трубки для водяного охлаждения.
Для изготовления трансформатора на кольцах следует выполнить намотку из провода 0,54 мм, состоящего из 64 нитей. Это позволит выдерживать нагрузку в 50 А.
Для рабочей катушки используется трубка 9 мм от холодильника. Катушка состоит из 4-6 витков, намотанных на оправке около 50 мм.
Готовая конструкция имеет вид, как на фото.
С работой устройства на 12 киловатт можно ознакомиться по видео. Основное отличие со схемой на 3 кВт заключается в использовании управляемого микропроцессорного драйвера, более мощных транзисторах и больших радиаторах. Питание нагревателя на 12 кВт осуществляется от сети 220 В.
Из сварочного инвертора
Нагреватель можно выполнить из инвертора для сварки. Однако просто подключить катушку к клеммам устройства нельзя – он попросту выйдет из строя. Чтобы задействовать инвертор в качестве индукционного нагревателя, потребуется сложная переделка, которую невозможно выполнить без знаний в области радиоэлектроники.
Вкратце переоборудование сводится к следующему: первичную обмотку катушки подсоединяют после преобразователя ВЧ инвертора вместо встроенной катушки сварочного прибора. Также нужно будет убрать диодный мост и произвести монтаж конденсаторного блока.
Читайте также: Катушка для удлинителя своими руками
Меры безопасности
При работе с нагревателем индукционного типа нужно учитывать следующие моменты:
- эксплуатация должна быть крайне аккуратной, поскольку повышается вероятность получения ожогов как от нагреваемых предметов, так и от элементов устройства;
- создаваемое установкой электромагнитное поле может воздействовать на предметы, расположенные поблизости. Поэтому перед работой рекомендуется убрать такие устройства, как мобильники, цифровые камеры и т.п., а также надеть одежду без металлических элементов.
Ознакомившись с разными вариантами схем и пошаговыми инструкциями по изготовлению индукционного нагревателя металла своими руками, собрать подобное устройство сможет практически каждый желающий. Единственное, что потребуется, так это минимальные умения в обращении с паяльником, а также опыт чтения схем. Правильный подбор элементов и безошибочная сборка устройства позволят получить своеобразную печь для нагрева, закалки и плавки металлических предметов при конструировании или ремонте чего-либо.
Как сделать индукционный нагреватель и печь из сварочного инвертора
Отопительная система – важная составляющая любого дома. Её можно назвать «сердцем» жилища, ведь именно тепло формирует уют и атмосферу.
Рынок изобилует различными видами газовых котлов, потому что они считаются самыми эффективными. Однако газовая магистраль может быть расположена довольно далеко, поэтому в данном случае электрическое оборудование выходит на первый план. Довольно популярны индукционные котлы. Достоинством этого типа обогрева является то, что индукционная печь из сварочного инвертора без проблем изготавливается своими руками. На основе вихревых током можно сконструировать также индукционный нагреватель для металла, взяв за источник тока сварочный инвертор.
Принцип работы
Нагревательный элемент представлен набором трёх элементов:
- Нагревательный элемент – трубка (обычно металлическая или полимерная). Находится в индукторном элементе. Внутри него имеется теплоноситель.
- Генератор переменного тока (альтернатор) увеличивает показатели частоты бытовой сети (делает их выше стандарта в 50 Гц).
- Индуктор – медная цилиндрическая катушка из проволоки, являющаяся генератором электромагнитного поля.
Принцип конструирования нагревателя ТВЧ
Теория применения индукционных нагревателей значительно опережала практику по той причине, что использование устройств с низкой частотой не приносило бы адекватной пользы. Однако после решения проблемы о выработке высокой частоты магнитного поля, индукционные элементы стали широко использоваться.
Чтобы понять, как сделать индукционный нагреватель, сначала нужно рассмотреть, как он работает. Принципы работы довольно прост:
- Генератор оперирует токами высокой частоты (ТВЧ). В индуктор передаётся высокочастотный ток из генератора.
- Катушка принимает ток. Она является преобразователем, так как на выходе получается уже электромагнитное поле.
- Повышается температура нагревательного элемента, благодаря вихревым потокам, возникающим от смены вектора поля. Энергия передаётся практически без потерь.
- Также нагревается теплоноситель, расположенный внутри трубы, а энергия передаётся в систему отопления.
Плюсы и минусы
Индукционные электронагреватели выделяются рядом важных преимуществ, выраженных в следующих характеристиках:
- На нагревательном элементе исключено образование накипи, так как создаётся вибрация посредством воздействия вихревых токов. Отсюда следует, что траты на чистку котлов отсутствуют.
- Теплогенератор вихревого типа герметичен, даже самодельный. Поэтому протечки в котлах стопроцентно исключены. Это достигается за счёт принципа работы теплогенератора: теплоноситель разогревается внутри металлической трубы, а энергия передаётся на расстоянии через электромагнитное поле. Разъёмные соединения отсутствуют.
- Нагревательный элемент не нужно ремонтировать или заменять, так как это металлическая трубка. А вот нагревательная спираль ТЭНа вполне может перегореть, так что конструкция для нагрева металла из сварочного инвертора безопасна в это отношении.
- Индукционный нагреватель из сварочного инвертора беззвучен, хоть он и вибрирует. Частота вибрации попросту мала по сравнению со слышимыми звуковыми волнами.
- Немаловажное достоинство – это низкие затраты на сборку.
Несмотря на важные преимущества, у индукционных нагревателей есть ряд недостатков:
- Нахождение в непосредственной близости от нагревателя может быть опасно, так как разогревается не только нагревательный элемент, то и ближайшее к нему пространство.
- Обогревание дома на электричестве обходится дороже по сравнению с газом. Поэтому перед тем, как сделать индукционный нагреватель из сварочного инвертора, неплохо подсчитать будущие затраты.
- Присутствует опасность детонации котла по причине перегрева теплоносителя. Чтобы избежать этой проблемы, обычно устанавливают датчик давления.
Конструирование электронагревателя
Чтобы начать создание индукционного нагревателя своими руками, необходимо подготовить детали:
- Корпус устройства –труба из полимера диаметром 50 мм, которая должна выдерживать высокие температуры.
- Нагреваемый элемент – проволока из нержавеющего металла.
- Держатель для кусков проволоки – металлическая сетка с маленькими отверстиями.
- Составляющая индуктора – проволока из меди.
- Прибор для подачи воды – циркуляционный насос.
- Устройство для контроля температуры – терморегулятор.
- Подключение к отоплению – шаровые краны и переходники.
- Кусачки.
Принципиальная схема, использующая принцип последовательного резонанса
Инвертор от устройства для сварки.
Формирование электромагнитного поля за пределами индуктора требует мощной катушки с большим количеством витков, да и согнуть трубу тоже дело не из лёгких. Поэтому мастера рекомендуют сделать из трубы подобие сердечника, поместив её в индукционную катушку.
Вообще, корпус устройства задумывался металлическим, но, в силу малых размеров индуктора, трубу заменяют на полимерную с металлической проволокой внутри.
После сбора необходимых деталей можно приступить к изготовлению индукционного котла по приведённой ниже схеме. Нужно обратить внимание на последовательность шагов, так как от соблюдения этапов зависит результат.
Сначала нужно закрепить металлическую сетку на один из концов полимерной трубы, чтобы нагревательные кусочки проволоки не проваливались во время эксплуатации.
С этого же конца трубы закрепляется переходник для дальнейшего соединения с отоплением.
Далее нужно нарезать проволоку, используя кусачки. Длина кусочков варьируется от 1 до 6 см.
Потом эти кусочки нужно максимально плотно уложить в трубу так, чтобы в ней не оставалось свободного пространства.
Второй конец трубы проходит те же 2 начальных этапа: установка металлической сетки и переходника.
Далее начинается этап изготовления индуктора: нужно намотать медную проволоку, при этом норма витков составляет 80-90 штук.
К полюсам инвертора нужно подключить концы медной проволоки.
Важно: Необходимо изолировать все электрические соединения. Этот этап лучше перепроверить несколько раз.После этого нужно подключить обогреватель к отоплению.
Нужно монтировать в систему отопления циркуляционный насос (если он отсутствовал).
И, наконец, подключается терморегулятор. Он обеспечивает автоматизированную работу нагревателя.
Индуктор начинает создавать электромагнитное поле после запуска инвертора. Появляются вихревые потоки, нагревающие проволоку внутри трубы, и как итог – весь теплоноситель.
Так, создание индукционного нагревателя на базе сварочного инвертора довольно несложное дело. Тем более, у данного типа обогревания есть множество плюсов, которые вытекают в эффективность, долговечность оборудования и низкие финансовые затраты. Однако нужно помнить о мерах предосторожности, чтобы не пришлось переделывать всю работу заново, подбирать качественные детали и сохранять поэтапность сборки нагревателя.
IHG20AB Высокочастотный индукционный нагреватель с таймером 50–250 кГц 20 кВт
Примечание. Эта модель имеет трехфазное напряжение 460–480 Вольт.
Серия IHG Высокочастотные индукционные нагреватели от 100 кГц до 1100 кГц являются одними из последних продуктов, разработанных Across International. Они могут быстро нагревать большинство металлов, которые другие частоты не могут эффективно нагревать, например алюминий и металлические порошки. И однозначно они могут нагревать детали на расстоянии. Эти нагреватели являются идеальными инструментами для отжига тонкой стальной проволоки (например, используемой в стоматологии), закалки малых валов, пайки твердосплавных пильных полотен и плавления металлических порошков.
Индукционный нагрев заключается не во внешнем приложении тепла, а во внутреннем выделении тепла в самой заготовке. Этот процесс не требует длительных периодов нагрева и позволяет ограниченное количество тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии. По сравнению с традиционными методами нагрева, индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева твердотельный высокочастотный источник питания передает переменный ток через медную катушку, а нагреваемая часть помещается внутри катушки.Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса.Во время процесса индукционного нагрева магнитные элементы, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩАЯ ИЛИ ТОЛЩАЯ
В случае проводящих материалов около 80% эффекта нагрева происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Поэтому мелкие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если более крупные детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше.Удельное сопротивление увеличивается с повышением температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Именно внутри индукционной катушки создается переменное магнитное поле, необходимое для индукционного нагрева, за счет протекания переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричества — диаметром от 1/8 дюйма до 3/16 дюйма; медные змеевики большего размера предназначены для таких применений, как нагрев полосы металла и нагрев труб. Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Индукционный нагреватель
Индукционный нагреватель — интересное устройство, позволяющее быстро нагревать металлический предмет. При достаточной мощности можно даже расплавить металл. Индукционный нагреватель работает без ископаемого топлива и может отжигать и нагревать предметы различной формы.Я решил сделать индукционный нагреватель, способный плавить сталь и алюминий, поэтому я собрал устройство, которое выдает около 3 киловатт! Затем я построил блок мощностью 10 кВт, который мог самостоятельно фиксировать резонансную частоту. Оба агрегата были способны левитировать металлы. В этом руководстве много страниц, заполненных практической и теоретической информацией, которая поможет вам в моих усилиях. Просто продолжайте нажимать «Далее», и в конце концов вы попадете на схемы. У меня их несколько для инверторов меньшего и большего размера.
*****
Я собрал несколько плейлистов на Youtube, в которых объясняются тонкости создания надежного индукционного нагревателя. На моем канале есть видеоролики, показывающие, как это работает, и видеоролики, объясняющие, как проектировать и делать различные части. Мой хороший плейлист —-> здесь, но на YouTube-канале Imsmoother есть еще больше видео.
*****
В первой части этого руководства я расскажу о моей разработке инвертора на 3 кВт.Моей первоначальной целью было быстрое нагревание металлов. Моей следующей целью было левитировать металлы. Мне это удалось, но я понял, что не могу левитировать из твердой меди и стали. Их плотность была слишком велика для магнитного поля. Это была моя конечная цель: левитировать и удерживать расплавленную медь и сталь. В конце этого урока я перейду к разработке блока мощностью 10 кВт, который реализовал эту цель. Я также остановлюсь на проблемах, которые необходимо было преодолеть, чтобы этого добиться.
Начнем.
Мой индукционный нагреватель — инвертор.2. Заготовка похожа на однооборотную катушку; рабочая катушка имеет несколько витков. Таким образом, у нас есть понижающий трансформатор, поэтому в заготовке генерируются еще более высокие токи.
Я хотел бы поблагодарить Джона Дирмонда, Тима Уильямса, Ричи Бернетта и других участников форума 4hv за неоценимую помощь за то, что они помогли мне разобраться в этой теме. А теперь, прежде чем мы поговорим подробнее, давайте посмотрим на несколько изображений того, что он может делать:
Позже дам ссылку на видео, где он работает.Вот инвертор:
Теперь я перейду к каждой части. Затем я дам схемы, расскажу о том, как вы можете построить это устройство.
Индукционный нагрев — обзор
12.2 Принципы индукционного нагрева черных и магнитных материалов
Индукционный нагрев использует переменное магнитное поле для индукции энергии в электропроводной среде. Несколько физических законов вовлечены в объяснение этого сложного явления.
Уравнения Максвелла определяют, как индуцированные токи генерируются и распределяются внутри нагреваемого материала под действием электромагнитного поля, в то время как закон Фурье может использоваться для оценки теплового поля.Закон Ома и закон Джоуля-Ленца также имеют отношение к индукционному нагреву. Особые свойства материала, такие как магнитная проницаемость и теплоемкость, также играют важную роль.
Подробное обсуждение общих принципов индукционного нагрева широко доступно в литературе, к которой отнесен читатель [3,4]. Далее следует краткое изложение, объясняющее фундаментальный процесс, который позволяет железным и магнитным частицам внутри асфальтовой смеси нагреваться внешним источником — индуктором — и создавать переменное магнитное поле через катушку.Нагреваемый объект обычно называют заготовкой. Нет контакта между заготовкой и индукционной катушкой.
Согласно четвертому уравнению Максвелла, если электрический ток течет по проводнику, он создает магнитное поле в окружающем пространстве (то есть медный провод, подключенный к батарее). Если ток изменяется со временем, магнитное поле, создаваемое током, также изменяется со временем. Третье уравнение Максвелла определяет электродвижущую силу, создаваемую изменением во времени магнитного потока (т.е.е., частота индукционного нагрева). Если объект-проводник (то есть железный материал) находится в электромагнитном поле, он будет подвергаться воздействию индуцированных токов в соответствии с законом Ома. Когда к проводнику прикладывается напряжение (т. Е. Электродвижущая сила), ток должен течь между любыми двумя точками проводника. Эти токи обычно называют вихревыми токами. Количество тока, протекающего между двумя точками, зависит, среди прочего, от удельного сопротивления проводника.Вихревые токи генерируют мощность в заготовке, и ее рассеяние вызывает нагрев в соответствии с эффектом Джоуля и, как следствие, повышение температуры. В конечном итоге тепло или тепловая энергия распределяется в соответствии с тепловыми свойствами материала (то есть удельной теплоемкостью и теплопроводностью). Некоторые материалы меняют свои свойства в зависимости от температуры, что приводит к изменению всего процесса нагрева за время индукции. Изменение удельного сопротивления, например, влечет за собой то, что для нагрева стали на один градус требуется больше энергии, когда она горячая, по сравнению с тем, когда она холодная.Точно так же теплопроводность уменьшается с повышением температуры для некоторых материалов.
Изменение частоты индукционного нагрева в источнике влияет на глубину проникновения в заготовку; низкие частоты (например, 10–50 Гц) обычно гарантируют более глубокое проникновение, в то время как высокие частоты (например, 50–500 Гц) вызывают более быстрый нагрев поверхности.
В ферромагнитных материалах гистерезисные потери также играют роль во время индукционного нагрева. Переменное электромагнитное поле генерирует колебания магнитных диполей материала, поскольку полярная ориентация непрерывно изменяется в каждом цикле.Незначительное количество тепла генерируется трением, возникающим при колебаниях диполей (гистерезис).
Обычно ферромагнитные материалы демонстрируют гистерезисные потери до определенной температуры, известной как температура Кюри; после этого они становятся немагнитными, и гистерезис больше не возникает. Большинство материалов, используемых для индукционного нагрева асфальта, имеют температуру Кюри выше 600–700 ° C; как далее объясняется в следующих разделах, индукционный нагрев асфальта требует быстрого повышения температуры и способен снизить вязкость битума, окружающего микротрещины.Максимальная температура системы в асфальтовых материалах обычно не превышает 80–90 ° C. Потери на гистерезис создают дополнительное тепло в ферромагнитных материалах, используемых для восстановления асфальта, хотя, по оценкам, гистерезис производит от 6% до 8% общего тепла [4].
Асфальт является непроводящим материалом, и индукционный нагрев не работает, если в состав смеси не добавлены проводящие порошки, волокна или специальные заполнители. Нагревание куска «проводящего» асфальта с помощью индукции также сильно отличается от нагрева непрерывного, плотного и однородного куска металла.Проводящий материал, добавляемый в асфальт, далеко не диспергирован однородно из-за неоднородности асфальта, который включает в себя пустоты и агрегаты различных размеров. Микротрещины могут образовываться где угодно; если в непосредственной близости от трещины нет проводящего материала, она не заживет из-за индукционного нагрева.
Кроме того, при индукционном нагреве твердой и сплошной стальной детали на поверхности выделяется тепло (скин-эффект), которое затем передается внутрь за счет теплопроводности материала.Если нет непрерывности между проводящими частицами в асфальтовой смеси, тогда теплопроводность проявляется между очень разными материалами; некоторые из них имеют очень низкую способность передавать тепло (например, битум и заполнитель), в то время как другие имеют высокую теплопроводность (т.е. проводящие частицы). Это дополнительно увеличивает количество исследуемых переменных и снижает эффективность всего процесса, следовательно, требуется больше мощности на входе.
Одной из целей расширения использования этой технологии на дорогах является использование малой мощности для быстрого выделения тепла, необходимого для снижения вязкости битума и заполнения микротрещин.
Индукционная термообработка | Быстрый и точный нагрев больших металлических деталей Red-D-Arc Welderentals
Вращающееся оборудование Применение индукционного нагрева
Последняя история успеха компании
Red-D-Arc подчеркивает преимущества использования индукционного нагрева во вращающемся оборудовании.
Клиент связался с Red-D-Arc, чтобы узнать об использовании индукционного нагрева для снятия ступицы муфты с вала двигателя. Ступица имела диаметр 12 дюймов и толщину примерно 4 дюйма.
Общий объем работ был прост: клиенту нужно было снять старый мотор и заменить его новым. Ступицу муфты пришлось использовать повторно, поэтому ступицу нужно было снять со старого двигателя и установить на новый. Две вещи усложняли эту работу: местоположение и временные рамки. Работы должны были проходить на морской платформе. Использование открытого огня недопустимо, так как это привело бы к нарушению техники безопасности.
(подробнее…)
Противовыбросовый превентор (специальный клапан или устройство, используемое для предотвращения выбросов на нефтяных и газовых скважинах), который склеивался в течение 9 лет, наконец, был отделен с помощью системы индукционного нагрева Miller от Red-D-Arc.
В дополнение к многочисленным сварочным работам и термообработке, наши специалисты по отоплению имеют многолетний опыт применения этой технологии во многих областях, от обслуживания плотин гидроэлектростанций до ремонта тяжелого оборудования. Свяжитесь со специалистом, чтобы узнать, как индукционный нагрев может быть применен к вашей следующей задаче.
Спасибо Майклу Эрнандесу AWS CWSR из нашего офиса в Хьюстоне за предоставленный материал.
Эта статья впервые появилась в журнале Connector Magazine, Fall 2020 Edition
Монтажники могут сэкономить деньги и время, используя эту сварочную технику самостоятельно
Крупные проекты по возведению стальных конструкций обычно требуют термической обработки для сварки из-за толстых материалов, используемых в конструкционных стальных конструкциях.Правильная реализация имеет решающее значение; так часто эта работа передается на аутсорсинг. Предполагаемый уровень квалификации для выполнения этой работы может сделать перспективу использования внутреннего персонала пугающей. Тем не менее, большинство подрядчиков по сварке на самом деле в полной мере способны выполнять термообработку на месте.
Два основных метода термической обработки металла — это предварительный нагрев и термообработка после сварки. (PWHT). Предварительный нагрев — это процесс нагрева основного металла до определенной температуры перед сваркой для минимизации разницы температур между сварочной дугой и основным металлом.Этот процесс помогает снизить внутренние напряжения, которые возникают по мере нормализации значительной разницы температур между сварным швом и основным металлом, что может вызвать растрескивание и деформацию. Снижение скорости охлаждения также позволяет водороду улетучиваться из сварного шва, что сводит к минимуму возможность растрескивания.
(подробнее…)
Применение и преимущества при изготовлении и обслуживании резервуаров
При изготовлении резервуаров для хранения, как и в большинстве других сварочных операций, есть два важных процесса, которые производители резервуаров должны выполнить для обеспечения окончательного качества и долговечности резервуаров.Это предварительный нагрев и послесварочная термообработка.
Предварительный нагрев
Предварительный нагрев включает нагрев свариваемого материала до определенной температуры перед сваркой. Этот процесс уменьшает усадку за счет минимизации температуры между дугой и основным материалом. Он также удаляет влагу, снижает водород и замедляет скорость охлаждения сварного шва. Это снижает риск образования трещин, хрупких сварных швов и разрушения сварных швов. Предварительный нагрев имеет решающее значение для резервуаров-хранилищ, поскольку они должны выдерживать высокое давление во время работы.
(подробнее…)
При сварке, как и во многих других производственных процессах, процесс не завершается до тех пор, пока не будет проведена необходимая постобработка. Операции после сварки обычно выполняются по таким причинам, как улучшение механических свойств, снятие напряжения и улучшение внешнего вида. Двумя наиболее распространенными операциями после сварки являются Термическая обработка после сварки (PWHT) и Чистовая обработка .
Термическая обработка после сварки
Во время сварки свариваемые материалы подвергаются воздействию очень высоких температур, что может вызвать в них микроструктурные изменения.Кроме того, в свариваемых материалах накапливаются остаточные напряжения, когда им дают возможность естественным образом остыть. Если оставить их без внимания, эти напряжения и структурные изменения могут серьезно ухудшить механические свойства материала и привести к поломке во время использования. Чтобы предотвратить это, для сварных деталей требуется PWHT. Существует два основных типа термообработки после сварки, и они заключаются в следующем.
(подробнее…)
Первоначально построенная в 1930-х годах плотина Гранд-Кули в штате Вашингтон претерпевала ряд проектов по техническому обслуживанию, чтобы гарантировать, что она будет продолжать производить безопасную и надежную электроэнергию в будущем.На одном из этапов проекта требовалось нагреть внешнюю крышку вала турбины шириной 40 футов и высотой 7 футов до определенной внутренней температуры. Чтобы достичь этой температуры, инженеры применили индукционный нагрев одной стороны заготовки.
Только когда противоположная сторона заготовки достигла заданной температуры, инженеры по техническому обслуживанию могли быть уверены, что требуемая внутренняя температура была достигнута. Команда Red-D-Arc предоставила системы индукционного нагрева и помощь в обучении и настройке во время этой важной части процесса технического обслуживания.
(подробнее…)
На 19 часов быстрее, чем у конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли сваривать стыки. Наша команда увидела возможность создать решение, которое поможет нашему клиенту выполнять работу намного быстрее. Чтобы сделать эту работу по обогреву в полевых условиях быстрее, мы собрали пакет, включающий систему индукционного нагрева Miller ProHeat 35, генератор 60 кВА и распределительную панель DP25.
Red-D-Arc предоставила надежное решение для индукционного нагрева RDA компании, занимающейся строительством и обслуживанием трубопроводов в Хьюстоне, которой требовалось поддерживать постоянную температуру для своих сварщиков, чтобы сварить стыки труб. Наши специалисты по индукционному нагреву предоставили нашему клиенту переносную установку для индукционного нагрева, состоящую из генератора 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительной панели DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели позволили им обеспечить безопасный нагрев, постоянный контроль температуры, увеличенное время сварки и повышенную безопасность.
С этой установкой мы смогли нагреть трубу до 250 градусов примерно за 5 минут. Наш заказчик смог превзойти запланированное конкурентом время более чем на 19 часов, и его попросили процитировать другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и созданной им возможностью для дополнительной работы.
(подробнее…)
Термическая обработка перед и после сварки имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства.Что еще хуже, ненадлежащая термообработка может привести к трещинам и разрушительным повреждениям сварных швов. Хотя температура и время являются первоочередными задачами при термообработке сварного шва, при выборе процесса следует также тщательно учитывать метод нагрева. Индукционный нагрев — один из самых популярных видов термообработки, и это по праву. У индукционного нагрева много преимуществ, и Red-D-Arc предлагает оборудование, необходимое для успешной реализации операции индукционной термообработки для ваших проектов.
(подробнее…)
Когда одному из наших клиентов было поручено отремонтировать вал электродвигателя, что потребовало от него приваривания новых ребер к валу диаметром 7 дюймов, они обратились за помощью к группе экспертов Red-D-Arc. Работа требовала предварительного нагрева вала до температуры 400 ° F и сварки под флюсом (SAW). Используя Miller Proheat 35 и пакет для дуговой сварки Lincoln LT7, задание, которое изначально предлагалось по цене 40 часов , заняло всего за 3 часа, чтобы завершить .
(подробнее…)
Отличный день в Талсе
Прекрасный день в Талсе, Оклахома. — 4 апреля 2018 г.
Зайдите к стенду № 507 и ознакомьтесь с нашими системами орбитального тигля и индукционного нагрева. У нас есть прекрасно отремонтированный сварочный аппарат Red-D-Arc Diesel на 300 А по специальной выставочной цене !!
Не забудьте просканировать свой бейдж для PennWell Drone Draw !!
www.pipelineenergyexpo.com — 3-5 апреля 2018 г.
Важность предварительного нагрева при сварке — Опции оборудования
Зачем нужен предварительный нагрев?
Предварительный нагрев снижает риск растрескивания металла шва и зоны термического влияния (HAZ):
- Снижение скорости охлаждения сварного шва — предотвращает образование хрупкого металла шва / HAZ, дает водороду больше времени для выхода из расплавленного сварного шва.
- Удаление влаги (источника водорода) из детали.
- Уменьшение усадки за счет уменьшения перепада температур.
Предварительный нагрев или нет?
Требования и уровень предварительного нагрева стали определяются соответствующими правилами сварки и зависят от подводимой теплоты сварного шва, химического состава стали (углеродный эквивалент), толщины, диффузионного водорода и т. Д. Цветные металлы обычно требуют предварительного нагрева, потому что их высокая теплопроводность .
(подробнее…)
ПерсоналRed-D-Arc в Монктоне, филиал Нью-Брансуика, недавно помог заказчику сэкономить время и деньги при ремонте самой большой в мире камнедробилки за счет использования индукционного нагрева. Гидравлический цилиндр, который управляет нажимными пластинами, используемыми огромной камнедробилкой, необходимо было довести до температуры 500 ° F, и эту температуру необходимо было поддерживать в течение 3 полных дня . Это было необходимо для того, чтобы сварщики могли отремонтировать подъемные лапки на цилиндре.Обычно 3 рабочих использовали бы паяльные лампы для нагрева металла, на что потребовалось бы 2 недели или дольше. Оборудование для индукционного нагрева Red-D-Arc позволило им выполнить работу менее чем за половину времени за . Индукционный нагрев находит множество применений в строительстве, судостроении, ремонте гидротехнических сооружений и мостостроении. Технические специалисты Red-D-Arc признаны в отрасли за их инновационное применение этой технологии и готовы решать любые задачи клиентов.
Спросите нас, как индукционный нагрев может сэкономить ваше время и деньги на вашем следующем проекте.
Ознакомьтесь с полным ассортиментом предлагаемого в аренду оборудования для предварительного нагрева сварных швов.
Индукционный нагрев: удивительный поворот технологии
Что такое индукционный нагрев?
Индукционный нагрев основан на существовании вихревых токов , открытых Леоном Фуко в 1855 году. Вкратце, когда изменяющееся магнитное поле проходит через любой проводящий объект, в объекте индуцируется ток.Этот ток создает в проводнике вторичное электрическое поле. Вторичное электрическое поле, в свою очередь, создает другой поток тока, известный как вихревой ток, названный так потому, что он течет по круговой схеме, подобно тому, как вода может закручиваться в медленно движущемся потоке, когда сталкивается с препятствием. Двухтактное взаимодействие между этими полями — буквально кинетическая энергия, вызванная движением электронов вперед и назад — производит тепло в проводнике.
Это использование вихревых токов позволяет не только готовить еду; он может плавить сталь и другие металлы.
Применение индукционного нагрева
Индукционный нагрев используется для производства таких конечных изделий, как бульдозеры, космические корабли, краны и герметизирующие пластиковые крышки на бутылках с фармацевтическими препаратами. Основная конструкция устройства индукционного нагрева использует катушку с проволокой и переменный ток для создания изменяющегося магнитного поля в нагреваемом элементе — заготовке. Катушка может иметь диаметр всего несколько сантиметров или любой другой размер, подходящий для выполняемой работы.
Заготовка помещается внутрь магнитного поля, создаваемого катушкой, но не в контакте с ней, а затем нагревается до желаемого уровня вихревыми токами.В зависимости от нагреваемого материала может быть достигнута температура до 2200 ° F (1200 ° C).
Индукционный нагрев чистый, не требует ископаемого топлива. Детали, подвергающиеся индукционному нагреву, просто нагреваются, поэтому после этого не нужно производить очистку и не беспокоиться о загрязнении заготовки. Это также быстро. Например, производители труб и трубчатых каналов используют индукционный нагрев для сварки шва по продольному размеру труб, проходящих на высокой скорости по конвейеру.
Некоторые другие процессы, в которых используется индукционный нагрев, включают:
- Индукционная закалка и отпуск, которые изменяют физические характеристики материалов в соответствии с потребностями различных областей применения.
- Индукционная плавка может использоваться для плавления любых черных и цветных металлов, включая ядерные материалы и различные сплавы, используемые в медицине и стоматологии.
- Металлические и углеродные волокнистые материалы могут быть соединены друг с другом путем их нагрева, тем самым отверждая клеи, помещенные между двумя поверхностями.
- Пайка, пайка и сварка — все это естественные области применения индукционного нагрева, где важны точный контроль температуры и точное удержание тепла в желаемой области.
Индукционный нагрев решает реальные проблемы
Так называемые убийства тайленола произошли в Чикаго в 1982 году, когда кто-то, так и не идентифицированный, залил флаконы с тайленолом цианидом.Последующие события привели к общенациональному отзыву продукции Tylenol. Отравление также вынудило всю безрецептурную фармацевтическую промышленность упаковывать свою продукцию в защищенные от несанкционированного доступа контейнеры.
Алюминиевая фольга, которая обычно используется для запечатывания безрецептурных лекарств, является частью отраслевого решения и использует индукционный нагрев. Процесс начинается с помещения в колпачок фольги, которая является электропроводящей. Колпачок завинчивается, затем вся упаковка помещается в катушку индукционного нагрева.По мере того, как фольга нагревается, клей по краю прикрепляет ее к краю бутылки.
Разработчики оборудования для индукционной герметизации крышек должны учитывать несколько факторов. Физические размеры индукционного нагревателя должны быть адаптированы к герметичным контейнерам. Электромагнитное поле должно иметь глубину, подходящую для нагрева фольги. Нагрев должен происходить как можно быстрее из соображений производительности. Эффективность индукционного нагревателя должна достигать определенного уровня производительности.
Эти и другие конструктивные ограничения могут быть значительно уменьшены, если проволока, используемая для изготовления катушки, изготавливается по индивидуальному заказу. Компания New England Wire Technology, давний поставщик на рынок индукционного нагрева, предлагает проволоку, специально изготовленную для решения таких конструктивных проблем.
Например, NEWT может поставлять провода круглого, квадратного и прямоугольного сечения. Их точный размер может быть адаптирован специально для используемого переменного тока и частоты. А поскольку эффективность может быть оптимизирована в самой проволоке, инженер-проектировщик индукционных колпачков имеет гораздо большую гибкость в выборе расстояния, формы и размера уплотнительной головки.Фактически, такая же гибкость приносит пользу разработчикам любого устройства индукционного нагрева.
Корпус для Litz Wire
Индукционные нагреватели могут работать от сети переменного тока в диапазоне от нескольких герц до 500 кГц и выше. Выбранная частота определяет глубину проникновения тепла, при этом более низкие частоты проникают глубже. Частоты для индукционных нагревателей выбираются на этапе проектирования в соответствии с конкретной работой, которую необходимо выполнить. Например, приложение, которое требует упрочнения и глубокого проникновения, использует низкую частоту.Другое приложение, которое требует только поверхностного нагрева, будет использовать высокую частоту.
Более высокие частоты, проходящие через провод, вызывают скин-эффект , когда большая часть электрического тока проходит по внешней стороне провода, увеличивая его сопротивление переменному току и создавая нежелательное тепло. Использование уникального Litz-провода NEWT для создания катушки практически устраняет скин-эффект, делая катушку более эффективной и позволяя создавать более скромные и недорогие источники питания. (Подробнее о лицевом проводе).
Тем не менее, проблемы все же возникают
Поскольку индукционный нагрев используется во многих приложениях, преобразование потребностей заказчика в подходящую проволоку Litz включает множество факторов. По словам инженеров NEWT, «Практически каждый проект индукционного нагрева требует индивидуальной работы. Хотя создание проводов и кабелей в соответствии со спецификациями клиентов кажется простым, количество переменных, которые входят в надежную конструкцию, может быть большим ».
Например, размер провода можно отрегулировать в соответствии с частотой переменного тока, чтобы избежать скин-эффекта и других потерь в катушке.Затем можно выбрать общее количество проводников в лицевом проводе, чтобы обеспечить максимальный ток. Проводники, составляющие лицевую проволоку, изолированы пленкой, которая должна выдерживать определенные температуры. Показательный пример: индукционная катушка, используемая для нагрева большого стального чана, должна работать в гораздо более горячей среде, чем катушка, используемая для запечатывания бутылок с аспирином. Точно так же внешняя изоляция должна защищать от часто используемых высоких напряжений, а также от условий окружающей среды.
Услуги по индивидуальному проектированию на помощь
Решение этих проблем лежит в персонале службы индивидуального проектирования NEWT.Эта команда, состоящая из квалифицированного торгового персонала, поддерживаемого инженерами-конструкторами и инженерами-производителями, помогла клиентам по всему миру найти лучшие решения. Обязательно свяжитесь с нами, чтобы обсудить ваш следующий проект индукционного нагрева.
SCIRP с открытым доступом
Недавно опубликованные статьи
Подробнее >>
Аннигиляция материи-антивещества ()
Ардешир Ирани
Журнал физики высоких энергий, гравитации и космологии Vol.7 No2, 6 апреля 2021 г.
DOI: 10.4236 / jhepgc.2021.72027 9 Загрузок 33 Просмотры
Темная материя как прошлое, предположение ()
Пьерпаоло Перруччи
Журнал физики высоких энергий, гравитации и космологии Vol.7 No2, 6 апреля 2021 г.
DOI: 10.4236 / jhepgc.2021.72026 18 Загрузок 74 Просмотры
Использование ингибиторов кальциневрина и ассоциация миоклонуса. Есть ли клиническое значение? ()
Рикардо Э. Вердинер, Рубен Касадо Арройо, Мохаммад Рауф Чаудри, Нарджит Хурми, Карл Потерак, Энди Горлин, Арун Джаяраман, Густаво Родригес
Открытый анестезиологический журнал Vol.11 No4, 6 апреля 2021 г.
DOI: 10.4236 / ojanes.2021.114009 9 Загрузок 30 Просмотры
Преследование медицинских работников со стороны их клиентов: распространенность, мотивация и последствия ()
Сефа Булут, Али Цисси Усман, Тсин Назир
Открытый журнал медицинской психологии Vol.10 No2, 6 апреля 2021 г.
DOI: 10.4236 / ojmp.2021.102003 7 Загрузок 24 Просмотры
Технология и образование: слияние с прошлым, настоящим и будущим ()
Мэрион Дж. Бен-Джейкоб, Аллан Х. Глазерман
Открытый журнал социальных наук Vol.9 No4, 6 апреля 2021 г.
DOI: 10.4236 / jss.2021.94004 16 Загрузки 45 Просмотры
Исследование изменений в валютной системе Metage на юге Тайваня в период раннего правления Японии: 1897-1900 ()
Яньхао Хуан
Открытый журнал социальных наук Vol.9 No4, 6 апреля 2021 г.
DOI: 10.4236 / jss.2021.94003 6 Загрузок 21 Просмотры
Исследование влияния модели групповой взаимности в реабилитации пациентов со сколиозом ()
Яцинь Ху, Ся Чен, Синьи Го
Открытый журнал социальных наук Vol.9 No4, 6 апреля 2021 г.
DOI: 10.4236 / jss.2021.94002 8 Загрузки 25 Просмотры
Эволюция первого собственного значения ( p , q ) -лапласиана при гармоническом потоке Риччи ()
Пол Бракен
Успехи в чистой математике Vol.11 No4, 6 апреля 2021 г.
DOI: 10.4236 / apm.2021.114015 7 Загрузок 24 Просмотры
Отношение пользователей транспорта и выбор услуг по организации поездок в двух городах с разными характеристиками ()
Вирджиния П.Сисиопику, Сайед Анаф Моршед, Сахила Сарджана, Мохаммед Хади
Журнал транспортных технологий Том 11 No2, 6 апреля 2021 г.
DOI: 10.4236 / jtts.2021.112013 10 Загрузок 32 Просмотры
Исследование модели трансграничного приглашения для преподавателей естественных наук: с точки зрения теории самоопределения ()
Цзиньбао Чжан, Цин Цзоу, Кайюэ Чжан, Сян Гао
Открытый журнал социальных наук Vol.9 No4, 6 апреля 2021 г.
DOI: 10.4236 / jss.2021.94001 9 Загрузок 24 Просмотры
— Экология с открытым исходным кодом
Main > Digital Fabrication > RepLab Tools > Индукционная печь
Индукционная печь — это электрическая печь, в которой тепло подается за счет индукционного нагрева металла.
- Соответствует требованиям OSE
- Модульный в блоках питания 5 или 10 кВт
- Управляемый микроконтроллером — в идеале мозг Arduino с элементами питания
Преимущество индукционной печи — это чистый, энергоэффективный и хорошо контролируемый процесс плавления по сравнению с большинством других способов плавки металлов. Большинство современных литейных заводов используют этот тип печи, и теперь все больше чугунолитейных заводов заменяют вагранки индукционными печами для плавления чугуна, поскольку первые выделяют много пыли и других загрязняющих веществ.Производительность индукционных печей составляет от менее одного килограмма до ста тонн, и они используются для плавки чугуна и стали, меди, алюминия и драгоценных металлов. Поскольку не используется дуга или горение, температура материала не выше, чем требуется для его плавления; это может предотвратить потерю ценных легирующих элементов. [1] Одним из основных недостатков использования индукционных печей в литейном производстве является недостаточная мощность рафинирования; шихтовые материалы должны быть очищены от продуктов окисления и иметь известный состав, а некоторые легирующие элементы могут быть потеряны из-за окисления (и должны быть повторно добавлены в расплав).
Диапазон рабочих частот от частоты сети (50 или 60 Гц) до 400 кГц или выше, обычно в зависимости от плавящегося материала, мощности (объема) печи и требуемой скорости плавления. Как правило, чем меньше объем расплавов, тем выше частота использования печи; это связано с глубиной скин-слоя, которая является мерой расстояния, на которое переменный ток может проникнуть под поверхность проводника. При той же проводимости более высокие частоты имеют небольшую толщину скин-слоя, т.е. меньшее проникновение в расплав.Более низкие частоты могут вызвать перемешивание или турбулентность металла. Предварительно нагретый чугун массой 1 тонна может расплавить холодную шихту до готовности к выпуску в течение часа. Электропитание варьируется от 10 кВт до 15 МВт с размером расплава от 20 кг до 30 тонн металла соответственно.
Работающая индукционная печь обычно издает гудение или вой (из-за магнитострикции), высоту которого операторы могут использовать, чтобы определить, правильно ли работает печь или на каком уровне мощности.
Прочитать коммерческое описание индукционной печи от вольтамптрансформаторов
Читайте о трехфазном электроснабжении на его википедии
Прочтите в Control о стандартах трехфазной электросети в Северной Америке.com форумы
использует
Создает
- Сталь — GVCS (от этого зависит практически каждая машина)
См. Раздел «Экология продукта» для получения дополнительной информации.
- Схема индукционной печи
- Система отвода тепла
- Катушка
- Камера плавления
- Питатель
- Тигель
Индукционная печь в настоящее время находится на стадии исследований, направленных на разработку продукта.
