Что такое инверторная технология сварки. Как работают инверторные сварочные аппараты. В чем разница между IGBT и MOSFET транзисторами в сварочных инверторах. Какие преимущества и недостатки у инверторных сварочных аппаратов.
Принцип работы инверторных сварочных аппаратов
Инверторная технология сварки основана на использовании тока высокой частоты. Суть метода заключается в следующем:
- Входящий переменный ток выпрямляется в постоянный
- Затем с помощью высокочастотного преобразователя повышается его частота до 20-100 кГц
- Высокочастотный ток подается на компактный трансформатор
- На выходе трансформатора получается постоянный сварочный ток
Благодаря такому принципу работы инверторные сварочные аппараты имеют ряд преимуществ по сравнению с классическими трансформаторными:
- Малый вес и габариты
- Высокий КПД
- Точная регулировка сварочного тока
- Стабильная дуга
- Возможность сварки тонких металлов
Типы инверторных сварочных аппаратов
На сегодняшний день выпускаются следующие основные типы инверторных сварочных аппаратов:
- MMA — для ручной дуговой сварки штучными электродами
- TIG — для аргонодуговой сварки неплавящимся электродом
- MIG/MAG — для полуавтоматической сварки в среде защитных газов
Каждый тип имеет свои особенности и область применения. Наиболее универсальными считаются аппараты, совмещающие несколько режимов сварки, например MMA + TIG.
IGBT vs MOSFET: ключевые отличия транзисторов в сварочных инверторах
Современные инверторные сварочные аппараты производятся на основе двух типов силовых транзисторов:
- MOSFET (Metal-Oxide-Semiconductor Field-Effect Transistor) — полевые транзисторы с изолированным затвором
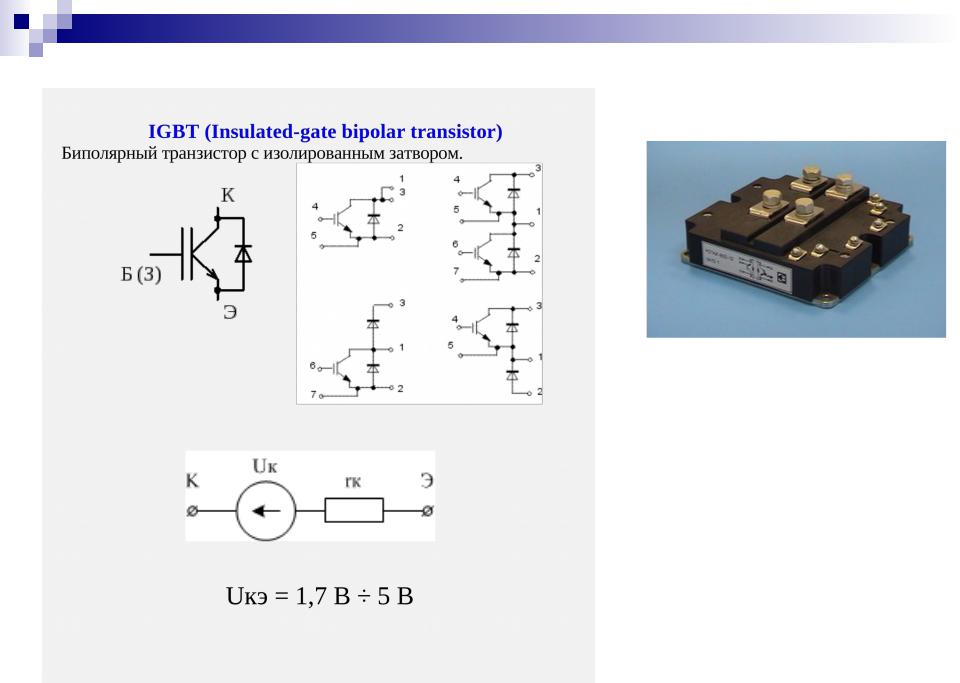
- IGBT (Insulated Gate Bipolar Transistor) — биполярные транзисторы с изолированным затвором
Каковы основные отличия между IGBT и MOSFET транзисторами в сварочных инверторах?
Ток коммутации
IGBT транзисторы способны коммутировать большие токи по сравнению с MOSFET. Для изготовления стандартного инвертора требуется:
- 2-4 IGBT транзистора
- 10-12 MOSFET транзисторов
Габариты и вес
За счет меньшего количества транзисторов, IGBT инверторы имеют меньшие габариты и вес по сравнению с MOSFET.
Термостойкость
Термозащита IGBT транзисторов срабатывает при более высокой температуре. Это позволяет увеличить продолжительность включения (ПВ) аппарата.
КПД
IGBT инверторы имеют более высокий КПД по сравнению с MOSFET за счет меньших потерь на нагрев.
Преимущества инверторных сварочных аппаратов
Инверторные сварочные аппараты обладают рядом важных преимуществ:
Компактность и малый вес
За счет использования высокочастотных трансформаторов удалось существенно уменьшить габариты и вес инверторов. Современные модели весят 3-5 кг против 15-20 кг у классических трансформаторных аппаратов.
Защита от перепадов напряжения
Инверторные аппараты практически не зависят от колебаний сетевого напряжения. Они имеют встроенные системы защиты от перегрузок и резкого падения напряжения в сети.
Простота использования
Большинство инверторов оснащаются дополнительными функциями, облегчающими сварку:
- Hot Start — облегчение поджига дуги
- Arc Force — стабилизация дуги
- Anti Stick — предотвращение залипания электрода
Это позволяет использовать инверторы даже начинающим сварщикам без специальной подготовки.
Качественный сварной шов
Инверторные аппараты обеспечивают стабильную дугу и позволяют выполнять сварку как короткой, так и длинной дугой. Это дает возможность получать качественные сварные швы на всех видах металлов.
Недостатки инверторных сварочных аппаратов
Несмотря на все преимущества, инверторные сварочные аппараты имеют и некоторые недостатки:
Высокая цена
Стоимость инверторных аппаратов выше по сравнению с классическими трансформаторными моделями. Однако с каждым годом разница в цене уменьшается.
Чувствительность к пыли
Микропроцессорная плата управления инвертора очень чувствительна к высокому содержанию пыли в воздухе. Для решения этой проблемы нужно периодически продувать аппарат сжатым воздухом.
Сложность ремонта
Ремонт инверторных аппаратов, особенно на базе IGBT транзисторов, сложнее и дороже по сравнению с классическими моделями. Часто при выходе из строя одного транзистора требуется замена всей платы.
Выбор между IGBT и MOSFET инвертором: на что обратить внимание?
При выборе между инверторными сварочными аппаратами на IGBT или MOSFET транзисторах следует учитывать несколько факторов:

Интенсивность использования
Мобильность
Если важен малый вес аппарата, то предпочтительнее IGBT модели, которые легче и компактнее.
Бюджет
MOSFET инверторы обычно дешевле, поэтому при ограниченном бюджете могут стать оптимальным выбором.
Ремонтопригодность
MOSFET инверторы проще и дешевле в ремонте за счет более свободной компоновки деталей.
Перспективы развития инверторных сварочных технологий
Технологии в области силовой электроники постоянно совершенствуются. Каковы основные тенденции развития инверторных сварочных аппаратов?
- Повышение КПД и снижение энергопотребления
- Уменьшение габаритов и веса
- Увеличение функциональности и автоматизации процесса сварки
- Интеграция с цифровыми технологиями и «интернетом вещей»
- Использование новых материалов в силовой электронике
Все эти направления нацелены на то, чтобы сделать сварочные инверторы еще более эффективными, надежными и удобными в использовании.

Заключение: IGBT или MOSFET — что выбрать?
Выбор между IGBT и MOSFET инверторами зависит от конкретных задач и условий использования. IGBT технология считается более современной и имеет ряд преимуществ:
- Меньшие габариты и вес
- Более высокий КПД
- Лучшая термостойкость
- Возможность работы на больших токах
Однако MOSFET инверторы также остаются востребованными благодаря:
- Более низкой цене
- Простоте ремонта
- Надежности проверенной временем технологии
В любом случае, инверторные сварочные аппараты обоих типов значительно превосходят по своим характеристикам классические трансформаторные модели. Они позволяют получать качественные сварные соединения при меньших затратах энергии и с большим удобством для сварщика.
Транзисторы для сварочных инверторов: какие используются?
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Тип | Характеристика |
V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
НВ | Малое напряжение насыщенного принципа воздействия. |
Н | Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц. |
М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц |
W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
 Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц
Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГцОсобенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения.
 Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт. - Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Видео: подбор сварочных транзисторов для инвертора
Как выбрать сварочный инвертор | Статья:
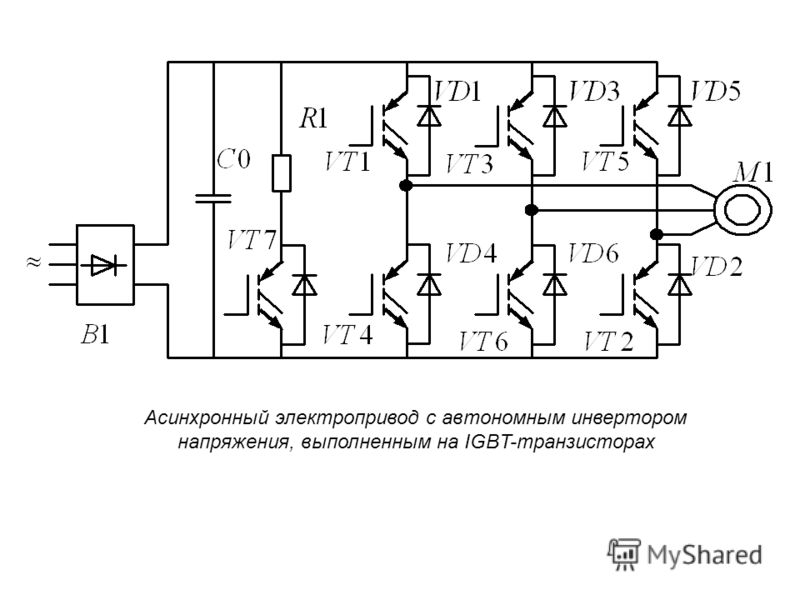
Инверторные источники питания сварочной дуги на igbt и mosfet транзисторах.
Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты.
Вся суть инверторной технологии заключается в выпрямлении сетевого переменного тока в постоянный сварочный ток с промежуточным изменением его частоты.
Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Сегодня инверторные сварочные аппараты производятся по двум разным полупроводниковым технологиями:
- Первая основана на базе полевых транзисторов с изолированным затвором (MOSFET) и пользуется успехом на правах «старого, работающего и проверенного варианта»
- Вторая — на базе биполярных транзисторов с изолированным затвором (IGBT).
Основное различие между ними — в транзисторах, отличающихся током коммутации. Транзисторы MOSFET, по сравнению с IGBT, имеют большие вес и габариты и стоят дешевле, однако их необходимо, соответственно, и большее количество.
Достоинства инверторов:
- Низкий вес, малые габариты — применение в инверторных сварочных аппаратах малогабаритных высокочастотных трансформаторов позволило существенно снизить габариты и вес инверторных моделей.
- Защита от перепадов напряжения — такие аппараты практически не зависят от перепадов сетевого напряжения. Они снабжаются системами защиты от перегрузок, резкого падения напряжения.
- Легкость использования — большинство инверторов обеспечиваются дополнительными функциями antistick, hot arc и arc force. Это делает возможным их эксплуатацию даже новичками, без специальной подготовки.
- Сварка короткой и длиной дугой – обеспечивает качественный шов на всех видах металлов.
Среди недостатков инверторных сварочных агрегатов можно выделить:
- Высокую цену по сравнению с другими сварочными аппаратами. Однако, она с каждым годом снижается, ведь производством инверторов занимаются все мировые компании по выпуску сварочного оборудования.
- Уязвимость микропроцессорной платы управления, которая очень чувствительна к высокому содержанию пыли в воздухе. Но решение этой проблемы найдено довольно простое — нужно периодически продувать аппарат сжатым воздухом от компрессора.

Технологии в области силовой электроники все время совершенствуются: реле становятся твердотельными, биполярные транзисторы и тиристоры заменяются все обширнее на полевые транзисторы, новые материалы разрабатываются и применяются в конденсаторах и т. д. — всюду определенно заметна активная технологическая эволюция, которая не прекращается ни на год. С чем же это связано?
Это связано, очевидно, с тем, что в какой-то момент производители оказываются не в состоянии удовлетворить запросы потребителей на возможности и качество силового электронного оборудования: у реле искрят и обгорают контакты, биполярные транзисторы для управления требуют слишком много мощности, силовые блоки занимают неприемлемо много места и т. п. Производители конкурируют между собой — кто первым предложит лучшую альтернативу…?
Так и появились полевые MOSFET транзисторы, благодаря которым управление потоком носителей заряда стало возможным не посредством изменения тока базы, как у биполярных предков, а посредством электрического поля затвора, по сути — просто приложенным к затвору напряжением.
Проектируя, к примеру, силовой высокочастотный преобразователь, разработчик уже выбирает между MOSFET и IGBT – оба из которых управляются напряжением, прикладываемым к затвору, а вовсе не током, как биполярные транзисторы, и цепи управления получаются в результате более простыми.
У IGBT (БТИЗ-биполярный транзистор с изолированным затвором) в открытом состоянии рабочий ток проходит через p-n-переход, а у MOSFET – через канал сток-исток, обладающий резистивным характером. Вот и возможности для рассеяния мощности у этих приборов различаются, потери получаются разными: у MOSFET-полевика рассеиваемая мощность будет пропорциональна квадрату тока через канал и сопротивлению канала, в то время как у БТИЗ рассеиваемая мощность окажется пропорциональна напряжению насыщения коллектор-эмиттер и току через канал в первой степени.
Основое различие между этими транзисторами — различный ток коммутации. Большим током обладают транзисторы IGBT.
Для изготовления стандартного инвертора понадобится 2–4 IGBT транзистора (в зависимости от рабочего цикла), a MOSFET — 10–12, т. к. они не могут пропускать через себя большие токи, поэтому их приходится делить на такое большое количество транзисторов. Вот собственно в чем и отличие.
к. они не могут пропускать через себя большие токи, поэтому их приходится делить на такое большое количество транзисторов. Вот собственно в чем и отличие.
Тонкость в том, что транзисторы очень сильно греются и их необходимо установить на мощные алюминиевые радиаторы. Чем больше радиатор, тем больше съем тепла с него, а, следовательно, его охлаждающая способность. Чем больше транзисторов, тем больше радиаторов охлаждения необходимо установить, следовательно, увеличиваются габариты, вес и т. д. MOSFET здесь однозначно проигрывает.
На практике схемотехника MOSFET не позволяет создать аппарат на одной плате: т.е аппараты собраны в основном на трех платах. IGBT аппараты всегда идут на одной плате.
Основные недостатки MOSFET:
- соединение трех плат;
- худший теплообмен;
- каскадный выход транзисторов из строя при неисправности одного транзистора;
- меньший КПД (относительно IGBT).
Проще говоря, IGBT более современная технология, чем MOSFET.
Термозащита у IGBT транзисторов срабатывает при более высокой температуре, а это прямо влияет на показатель ПВ (продолжительность включения). Спорным остается вопрос ремонтопригодности сварочного инвертора — IGBT и MOSFET — инвертора, одни сервисанты утверждают, что проще чинить IGBT инвертор, так как он имеет одну плату и меньшее количество деталей, другие придерживаются мнения, что проще и дешевле чинить MOSFET — инверторы из-за свободной компоновки деталей. Некоторые производители на время гарантии даже не занимаются диагностикой, заменой плат и т.д., а просто меняют аппарат потому что это дешевле.
Несомненный плюс так же состоит в том, что достигается высокая мощность при еще более малом весе. Каждый грамм играет роль, если приходится целый день носить инвертор на плече.
Минус в свое время был в дороговизне ремонта IGBT и невозможности подчас найти запчасти.
Advance Advance IGBT Technology Electric Arc 200 Inverter MMA Type Type Welding Machine с ценой сварки комбинированной инверторной сварки в Индии
Продавец
Indostarcreations
4. 6
6
См. Другие продавцы
Описание
Примечание. как технология Mosfet, но если вы хотите больше производительности и больше часов (т. е. 6-8 часов продолжают работать), чтобы взять работу с машины (ARC 200) от поля до фермы и за ее пределами, не соглашайтесь на дешевые имитации . Если вы серьезно относитесь к выполнению работы, перестаньте довольствоваться плохими результатами и начните паять с умом с Machine 9.0003
Подробнее
Технические характеристики
Важное примечание
|
 Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт.
Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт. In The Box
|
General
| Brand |
|
| Номер модели |
|
| Type |
|
| Portable |
|
| Power Requirement |
|
| Current Rating |
|
| Сертификация |
|
Дополнительные функции
|
Dimensions
| Width |
| |
| Height |
| |
| Weight |
|
|
| Service Type |
| |
| Covered in Warranty |
| |
| Not Covered in Warranty |
|
 5 кг.0025 Warranty Summary
5 кг.0025 Warranty Summary Часто покупают вместе
ISC Advance IGBT Technology Electric ARC 200 Inverter MMA Type We…
3,9
(21)
₹ 9,491
₹ 24 999
62% скидка
Ibell AG10-70, 850W, 11000RPM Угловой шлифовка
4.1
(2 046)
9000 9000 9000 9000 9000
9000 9000 9000 9000 9000
9000 9000 9000
9000 3
(2 046)
9000 90009000 3
(2 046)
9000 3
(2 046)
(2 046). 01 Сварная безопасность Goggle (Free-Si …
01 Сварная безопасность Goggle (Free-Si …
3,5
(2 225)
1 Предмет
₹ 9,491
2 Адд-Онс
₹ 2 079
₹ 1100070
₹ 11 0003
11000.
11000.
110003
₹ 2 079
№
21 Рейтинг и
2 Reviews
-
5★
-
4★
-
3★
-
2★
-
1★
-
10
-
6
-
2
-
3
5
Потрясающе!
Хорошее
ПОДРОБНЕЕ
ТАУЗИФ АХМЕД
Сертифицированный покупатель, Мелвишарам
Ноябрь 2020 г.
Постоянная ссылка
Сообщить о нарушении
4
Восхитительный
Отличный, легкий и простой в обращении.
ПОДРОБНЕЕ
Эрик Ралте
Сертифицированный покупатель, Champhai
Июнь 2019 г.
A:AC Current 220V
IndoStarCreations
Flipkart Seller
Сообщить о нарушении
В: Могу ли я использовать эту машину для газовой сварки алюминия?
А:НЕТ.
IndoStarCreations
Flipkart Seller
Report Abuse
Q:It is which type of welder AC or DC
A:Normal Power AC Current 220-230 V
IndoStarCreations
Flipkart Seller
Report Abuse
Didn не получите правильный ответ, который вы искали
Безопасные и надежные платежи. Легкий возврат. 100% подлинные продукты.
Модель Briggs & Stratton — MMA-300 Вход: 220 В Усовершенствованная инверторная технология IGBT Цифровой дисплей Подходит для HF TIG/MM.