Из чего делают электроды для сварки. Марки электродов для ручной дуговой сварки. Обозначение и маркировка электродов для ручной дуговой сварки.
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Твердотельная сварка: это методы, позволяющие объединять детали без их таяния. Одним из них является применение ультразвуковых волн в атмосфере высокого давления, часто используемой для склеивания пластических материалов. Другим методом является взрывная сварка, которая состоит из сталкивающихся двух частей с высокой скоростью, что заставляет материалы пластифицировать и соединяться, не генерируя слишком много тепла.
Другим методом является взрывная сварка, которая состоит из сталкивающихся двух частей с высокой скоростью, что заставляет материалы пластифицировать и соединяться, не генерируя слишком много тепла.
Виды электродов для ручной дуговой сварки
Процесс сварки является фундаментальным для всех видов работ: от строительства мебели до производства автомобилей, самолетов и лодок. Каждый день эти процессы совершенствуются и обнаруживаются новые методы, которые позволяют ускорить, эффективнее и безопаснее процесс соединения металлов.
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Как обсуждалось в других руководствах, механические характеристики сталей во многом зависят от типа сплава, включенного во время их изготовления. Поэтому электроды сварочного материала, используемые для сварки, следует выбирать в зависимости от химического состава сварочной стали.
Различные рабочие характеристики существующих электродов на рынке относятся к покрытию, покрывающему электродную проволоку. В целом, стали классифицируются в соответствии с их содержанием углерода, то есть низкой, средней и высокой углеродистой стали.
Итак, электрод – Э46-ЛЭЗМР-3С . Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
В этом учебном пособии представлены различные критерии классификации электродов в соответствии с составом сварочной стали и выбранным типом процесса. Третья цифра указывает положение, в котором оно может быть надежно спаяно с рассматриваемым электродом. Таким образом, если это 1, это означает, что электрод подходит для сварки во всех положениях 2, если он применим только для плоских и горизонтальных положений; и если это 4, это означает, что электрод подходит для плоского положения, но особенно подходит для нисходящей вертикали.
С другой стороны, коды обозначения, которые появляются после руководства, являются необязательными и указывают на следующее. Вместо этого он использует суффиксы, которые состоят из буквы или буквы и числа, которые указывают приблизительный процент сплава в сварочном складе, в соответствии со следующей таблицей.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
Как и в предыдущих случаях, система классификации этих электродов также является числовой. И предпоследнее число указывает позицию, в которой она может быть использована. В этом случае система классификации этих электродов является символической, то есть указывается химический символ преобладающего металлического элемента или элементов при анализе сердечника электродного металла.
В этом случае система классификации этих электродов является символической, то есть указывается химический символ преобладающего металлического элемента или элементов при анализе сердечника электродного металла.
Механические свойства осаждения зависят от потока, используемого с каждым электродом. Полное обозначение потока и электрода может быть, например, следующим. М: Среднее содержание марганца. Представительский стол прилагается. В этом случае электроды называются следующим образом.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
Где каждый термин означает следующее. Приводится следующая репрезентативная таблица. Углеродистая сталь. Часто мы сталкиваемся с ситуацией, когда мы не знаем идентификации электрода, с которым мы собираемся свариваться. Это происходит, например, при повреждении упаковочной этикетки или когда используемая номенклатура просто неизвестна. Поэтому мы дадим несколько советов, по которым электрод идеально подходит для каждого применения.
Углеродистая сталь. Часто мы сталкиваемся с ситуацией, когда мы не знаем идентификации электрода, с которым мы собираемся свариваться. Это происходит, например, при повреждении упаковочной этикетки или когда используемая номенклатура просто неизвестна. Поэтому мы дадим несколько советов, по которым электрод идеально подходит для каждого применения.
Как правило, электрод в нормальных условиях будет давать идентификацию на его вкладыше в конце около наконечника. Эта идентификация должна состоять из одной буквы и четырех чисел. Третье число указывает положение сварки. Это позволяет нам работать в желаемом месте, в зависимости от выполняемого приложения.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ»
–
значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ»
указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Если бы у нас было число 2, положение сварки было бы ровным и вертикальным. Если положение сварки было 4, все позиции были бы возможны, включая вертикаль вниз. На рисунке 2 показаны возможные классификации. Четвертое число очень важно, когда дело доходит до знания электрода с покрытием. Это позволяет узнать, среди прочего:. Ток, подлежащий пайке, и полярность, которую следует использовать, в случае, если это необходимо определить. Ток может быть непрерывным или чередующимся. В случае постоянного тока возможны две полярности: положительные или отрицательные. Тип шлака, нанесенного при сварке.
Примерно в
такой способ маркируются электроды. Для расшифровки обозначений электродов,
предлагаем ознакомиться с подробной информацией и всеми возможными
обозначениями, которые встречаются в электродах.
Для расшифровки обозначений электродов,
предлагаем ознакомиться с подробной информацией и всеми возможными
обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Это может быть целлюлозное, рутеническое и основное. Тип дуги, создаваемый при сварке: сильный, слабый или средний. Проникновение на базовый металл, который может быть низким, средним или глубоким. Количество железного порошка. В таблице 1 приведены соответствующие характеристики для каждого последнего обозначения цифры.
Это всего лишь несколько примеров, которые мы можем найти в отрасли.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Обозначение плавящегося покрытого электрода
После многих экспериментов с технологической новинкой того времени англичанин по имени Уайльд получил первый патент на электродуговую сварку. Он успешно прикрепил два небольших куска железа, пропустив электрический ток через обе части и получив сварку плавлением.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Славянофф и Чарльз Коффин самостоятельно разрабатывали сварку с помощью голого металлического электрода. Таким образом, в последующие годы дуговая сварка проводилась с голыми электродами, которые были израсходованы в плавильной скважине и стали частью металла сварного шва. Сварки были низкого качества из-за азота и кислорода в атмосфере, образуя вредные оксиды и нитриды в металле шва.
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
В результате были предприняты различные способы покрытия электродов, такие как обертывание и погружение. Постоянный поиск повышенной производительности привел к разработке новых сварочных процессов. Однако даже сегодня это очень необходимый процесс благодаря его большой универсальности, низким эксплуатационным расходам, простоте необходимого оборудования и возможности использования в труднодоступных местах или подверженных ветрам.
Недостатками этого процесса являются низкая производительность, особый уход, который требуется при обработке и обработке покрытых электродов, а также большой объем газов и паров, образующихся во время сварки. Глава 1 Электродуговая сварка электродами с покрытием.
Глава 1 Электродуговая сварка электродами с покрытием.
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
Сварка осуществляется с использованием тепла электрической дуги, поддерживаемой между концом металлического электрода с покрытием и заготовкой. Тепло, создаваемое дугой, соединяет основной металл, сердечник электрода и покрытие. Когда капли расплавленного металла передаются через дугу в бассейн расплава, они защищены от атмосферы газами, образующимися при разложении покрытия. Жидкий шлак плавает к поверхности бассейна расплава, где он защищает металл шва от атмосферы во время затвердевания. Другие функции покрытия — обеспечить стабильность дуги и регулировать форму сварного шва.
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия . Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Покрытые электроды для сварки углеродистых сталей. Производство покрытых электродов. Покрытые электроды для углеродистых сталей состоят только из двух основных элементов: металлического сердечника, обычно из низкоуглеродистой стали и покрытия. Металлический сердечник содержит некоторые остаточные элементы, но содержание фосфора и серы должно быть очень низким, чтобы избежать охрупчивания в металле шва. Материалом для металлического сердечника является горячекатаный стержень в виде катушек, который затем холодно наносится на соответствующий диаметр электрода, измельчается и разрезается на соответствующую длину.
Производство покрытых электродов. Покрытые электроды для углеродистых сталей состоят только из двух основных элементов: металлического сердечника, обычно из низкоуглеродистой стали и покрытия. Металлический сердечник содержит некоторые остаточные элементы, но содержание фосфора и серы должно быть очень низким, чтобы избежать охрупчивания в металле шва. Материалом для металлического сердечника является горячекатаный стержень в виде катушек, который затем холодно наносится на соответствующий диаметр электрода, измельчается и разрезается на соответствующую длину.
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Металлический сердечник имеет основные функции для проведения электрического тока и подачи металлического соединения в соединение. Покрытие экструдируют на металлические стержни, которые подаются через экструдер с очень высокой скоростью. Покрытие удаляется с конца электрода — наконечник ручки — для обеспечения электрического контакта, а также с другого конца, чтобы обеспечить легкое дуговое открытие.
Покрытие удаляется с конца электрода — наконечник ручки — для обеспечения электрического контакта, а также с другого конца, чтобы обеспечить легкое дуговое открытие.
Сварка цветных металлов — некоторые детали
Затем электроды идентифицируются с товарным знаком и их классификацией перед входом в сушильную печь, где они подвергаются контролируемому циклу нагрева, чтобы обеспечить достаточную влажность перед их упаковкой. Одним из многих проверок качества, выполненных во время производственного процесса, а также одним из наиболее важных, является процедура, которая гарантирует однородность толщины покрытия и концентричность сердечника электрода. При ручной сварке с покрытыми электродами кратер покрытия или образование чашки на кончике покрытия, который выходит за пределы металлического сердечника, выполняет функцию концентрирования и направления дуги.
Вот,
собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На
практике, достаточно знать несколько значений для того чтобы понять, какой
именно электрод подходит для тех или иных видов сварочных работ.
- Основные виды электродов
- Электроды для сварки труб
- Дополнительное деление
- И немного практических моментов
Прежде чем начинать сварочные работы, необходимо подобрать подходящие материалы. Главнейшими считаются электроды для сварки. Когда правильно выбраны марки электрода, качество шва всегда будет на высоте.
Рисунок 2 — Влияние концентричности покрытия. Концентрация и направление дугового потока достигаются путем получения кратера в покрытии, несколько напоминающего сопло водяного шланга, направляющего поток металла сварного шва. Плохое направление дуги вызывает непоследовательные сварные швы, плохую защиту и отсутствие проникновения.
Электрод горит нерегулярно, оставляя выступ на стороне, где покрытие толще. ногти. Функции крышки электрода. Ингредиенты, которые обычно используются в покрытиях, можно классифицировать физически, грубо, в виде жидкостей и твердых веществ. Жидкости обычно представляют собой силикат натрия и силикат калия. Твердые вещества представляют собой порошки или гранулированные материалы, которые могут быть найдены свободными по своей природе и требуют только концентрации и уменьшения размера до соответствующего размера частиц.
Твердые вещества представляют собой порошки или гранулированные материалы, которые могут быть найдены свободными по своей природе и требуют только концентрации и уменьшения размера до соответствующего размера частиц.
Качество сварки зависит от того, насколько правильно подобраны электроды.
Эти изделия могут быть:
- металлическими;
- неметаллическими.
- неплавящимися;
- плавящимися.
Если стержень электрода сделан не из металла, он считается неплавящимся. Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Признаки классификации электродов
Все типы электродов маркируются буквами, цифровым обозначением, каждое из которых соответствует определенному параметру. Классификация электродов придерживается следующих критериев:
- марка металла;
- технология получения сварочных швов;
- толщина покрытия;
- вид тока;
- химический состав;
- состояние покрытия;
- присутствие вредных примесей.

В соответствии с ГОСТ 9467-75 материалы для дуговой сварки регламентируется определенным обозначением. Основными характеристиками, указанными в стандарте, являются:
- марка;
- назначение;
- размер;
- материал покрытия;
- толщина;
- применение;
- вид тока.
Вернуться к оглавлению
Основные виды электродов
Металлические стержни, используемые для сварки, называются электродами. Они имеют много характерных отличий. Прежде всего, их подразделяют на металлические и неметаллические.
К неметаллическим относятся сварочные электроды:
- угольные;
- графитовые.
Стальные изделия также подразделяются на несколько групп:
- неплавящиеся;
- плавящиеся.
Первая группа делится на:
- торированные;
- нитрированные;
- лантанированные;
- вольфрамовые.
Плавящиеся электроды подразделяются на:
- покрытые;
- непокрытые.

Покрытые изготавливаются из:
- стали;
- чугуна;
- меди;
- алюминия;
- бронзы.
Непокрытые виды использовались очень давно, когда только начиналось применение этих изделий. Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
В основном электроды всегда считались сварочными материалами различных видов:
- сварочный флюс;
- проволока;
- присадочные прутки;
- инертные газы.
Изделия подразделяются на следующие базовые группы:
- электроды для сварки высоколегированных сталей;
- для работы с разными конструкционными сталями;
- наплавки металла;
- сварочных работ с цветными сплавами;
- сварки чугунных изделий.
Вернуться к оглавлению
Электроды для сварки труб
Чем отличаются изделия для сварки труб? В основном это обыкновенный металлический стержень, сделанный из специальной сварочной проволоки, диаметр которой максимально достигает 5 мм. Стержень покрыт обмазкой слоем разной толщины.
Стержень покрыт обмазкой слоем разной толщины.
Когда обмазка наносится тонким слоем, то ее масса не превышает одного процента от веса стержня. Когда слой очень толстый, масса достигает 30%.
Обмазка необходима для образования шлака.
Иначе говоря, неметаллического сплава, масса которого меньше веса металла. При сварочных работах шлак поднимается вверх. В результате образуется защитное покрытие, закрывающее зону сварки. Такая защита уменьшает поглощение из воздушного пространства азота, от которого зависит качество получаемого шва.
Чтобы правильно выбрать материал, необходимо учесть характеристики материала трубы. Чтобы сварить высокоуглеродистые трубы, применяют виды электродов, имеющих рутиловое покрытие. Чтобы , лучше подобрать специальные электроды, которыми можно варить такие трубы.
Когда проводятся сварочные работы с оцинкованной поверхностью, цинк начинает закипать намного раньше стали. В результате происходит его сильное испарение во время нагрева. Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Точно так же требуется специальная технология, когда необходимо сварить чугунные трубы. С этой работой прекрасно справляются электроды, основой которых является:
- медь:
- железо;
- никелевые сплавы.
Вернуться к оглавлению
Изделия для сварки высоколегированных сталей
Чтобы варить подобные стали, были разработаны специальные электроды, работающие с:
- жаростойкими сталями;
- жаропрочными сплавами;
- никелевой основой.
Сегодняшняя классификация всех высоколегированных сталей включает в эту группу сплавы, где:
- 45% железа;
- 10% легирующих добавок.
Сплав, имеющий никелевую основу, содержит более 55% никеля. Между этими сплавами промежуточное место отдано материалам, имеющим железоникелевую основу.
Надо сказать, что элементы для сварки высоколегированных сталей должны иметь рутиловое покрытие. Эти материалы имеют:
Эти материалы имеют:
- малую теплопроводность;
- высокое электрическое сопротивление скорости плавки.
Вернуться к оглавлению
Дополнительное деление
- Электроды для дуговой сварки.
Для таких изделий сварочным материалом является:
- штучный электрод;
- сварочная проволока.
- Штучные электроды.
Данные материалы также подразделяются на две группы: плавящиеся и неплавящиеся. Плавящиеся обязательно имеют покрытие. Их широко применяют в быту. Когда делаются сварочные работы, например, в гараже, их используют чаще всего.
Стержни, для того чтобы варить сталь, изготавливают из специальной сварочной проволоки. Она может быть:
- низкоуглеродистой;
- легированной;
- высоколегированной.
Государственным стандартом классифицируется 77 разновидностей стальной проволоки, предназначенной для производства штучных электродов самых разных диаметров.
Абсолютно различным действием обладает покрытие электродов:
- образование защитного слоя;
- стабилизация горения дуги;
- удаление вредных примесей;
- легирование.
Чтобы сварить цветные металлы и разные сплавы, для сварки подходят электроды плавящегося типа, которые изготавливают из:
- алюминия;
- меди;
- никеля;
- бронзы;
- латуни.
Для того чтобы классифицировать все существующие группы электродов, за основу были взяты определенные признаки:
- назначение;
- технологические особенности;
- вид покрытия;
- химический состав;
- механические свойства;
- вид тока;
- полярность
- минимальное напряжение;
- качество;
- состояние поверхности;
- наличие вредных веществ.
В маркировке каждый параметр помечен соответствующей цифрой, имеет буквенное обозначение. Если электрод сваривает углеродистые стали, в обозначение включена буква У. При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.
всё, что необходимо знать новичку
Екатерина
Время чтения: ≈8 минут
Сварочный электрод — это первый предмет, с которым вам придется столкнуться, если вы захотите освоить азы сварки. Именно электроды вы будете использовать для формирования шва. При этом неважно, какую технологию вы выберите. Это может быть как ручная дуговая, так и полуавтоматическая сварка в среде защитного газа.
Если вы придете в магазин и попросите показать вам электроды для сварочного процесса, то наверняка удивитесь их разнообразию. Производители выпускают десятки марок различного диаметра и назначения. Вы не сможете купить первые попавшиеся электроды, поскольку они могут не подойти для ваших задач. Чтобы облегчить новичкам задачу мы решили составить краткую статью с основной информацией. В этой статье мы расскажем всё, что вам нужно знать про сварочные электроды. Вы узнаете, из чего делают электроды для сварки и какие они бывают.
Содержание статьи
- Общая информация
- Основные характеристики
- Диаметр электродов
- Тип покрытия
- Пространственное положение
- Назначение электродов
- Маркировка
- Выбор электродов
- Хранение
- Вместо заключения
Общая информация
Сначала определимся с термином. Сварочный электрод (он же сварочный стержень) — это пруток, изготовленный из электропроводного материала, который служит проводником тока от сварочного аппарата к детали. Сейчас выпускается более сотни различных марок электродов, предназначенных для выполнения самых разнообразных задач. В том числе, для резки металла.
Читайте также: Выбор марки электродов для РДС
Ниже вы можете видеть, из чего сделаны электроды для сварки. Стандартный электрод может иметь длину от 25 до 45 сантиметров. При производстве используется электродная сварочная проволока, которая затем покрывается слоем обмазки или защитного покрытия. Покрытие защищает сварочную зону от окисления и улучшает качество шва. Конец электрода оставляют без покрытия, чтобы можно было вставить стержень в держатель.
Электроды могут быть плавящимися и неплавящимися. Плавящиеся электроды неустойчивы к теплу сварочной дуги и быстро уменьшаются в размерах. При плавлении смешиваются с основным металлом в сварочной ванне, и таким образом формируется шов. Их необходимо заменять по мере необходимости, но не рекомендуется оставлять слишком короткий электрод в держателе.
Неплавящиеся электроды изготавливаются из тугоплавких металлов, который способны выдерживать температуру до нескольких тысяч градусов. Сварочные электроды плавят металл, при этом сами практически не меняются в размере. Здесь шов формируется только благодаря основному металлу.
Сварочные электроды плавят металл, при этом сами практически не меняются в размере. Здесь шов формируется только благодаря основному металлу.
Основные характеристики
Диаметр электродов
У каждого электрода есть свой диаметр. При этом разделяют два диаметра: диаметр самого электрода с покрытием, и диаметр сварочной проволоки, из которой стержень изготовлен. Первый диаметр используется чаще всего.
Самый популярные — сварочные электроды 3 мм. 3 миллиметрам равен диаметр стержня. Электроды 1 мм и электроды 2 мм используются реже. Электроды для сварки диаметром 1 мм вообще применяются только для сварки тонких металлических деталей. Например, стальных листов. Есть еще толстые электроды, например электроды 5 мм. Они тоже используются нечасто, поскольку ими варят металлы большой толщины. К тому же для применения толстых электродов необходим очень мощный сварочный аппарат.
Диаметр подбирается исходя из толщины металла. Обычно это одинаковые значения. Например, для сварки металла толщиной 2 мм зачастую применяют электроды диаметром тоже 2 мм.
Тип покрытия
Выше мы писали, что у электродов может быть покрытие или обмазка, которая защищает шов от окисления и стабилизирует дугу. Существует несколько типов обмазки: кислое (обозначается буквой А), основное (буква Б), целлюлозное (буква Ц), рутиловое (Р), смешанное покрытие (когда используется несколько типов обмазки одновременно).
Самые распространенные покрытия — основное и рутиловое. Новичкам рекомендуем выбирать электроды с рутиловой обмазкой, поскольку такими стержнями гораздо проще варить.
Пространственное положение
Поначалу вы скорее всего будете варить только горизонтальные швы. Но со временем обучитесь варить и в других пространственных положениях. Например, в вертикальном или потолочном. Для выполнения таких работ необходимы специальные электроды, предназначенные для этого. Перед покупкой убедитесь, что выбранные вами электроды подходят для выполнения ваших задач.
Назначение электродов
Также многие электроды предназначены только для сварки определенных металлов. Желательно знать заранее, что вы будете варить. Если сталь, то покупайте электроды, предназначенные для стали. Не стоит брать стержни для другого металла.
Желательно знать заранее, что вы будете варить. Если сталь, то покупайте электроды, предназначенные для стали. Не стоит брать стержни для другого металла.
Маркировка
Вся информация, которую мы описали выше, обычно описывается в коротком наборе цифр и букв. Этот набор называется маркировкой или маркой электродов. Мы подробно рассказывали об этом здесь. Прочтите обязательно, чтобы научиться читать маркировку.
Выбор электродов
Итак, мы знаем, из чего состоит электрод, и какие у него существуют разновидности. Этой информация в целом достаточно для того, чтобы пойти в магазин и правильно выбрать электроды. Но для некоторых новичков этой информации недостаточно. Они хотят знать, какие лучше остальных, какую марку выбрать, какого производителя.
К сожалению, не существует единого ответа на эти вопросы. Перед выбором электродов необходимо знать, ЧТО вы собираетесь варить и КАК. Можно, конечно, купить электроды для сварки чугуна и варить ими нержавейку, но не удивляйтесь плохому качеству работ.
Совет один: опирайтесь на не советы из интернета, а на свои потребности. Кто-то вам скажем, что надо просто покупать электроды МР-3 и не заморачиваться. Это не плохой совет, если вы собираетесь варить бочку и больше ни на что не рассчитываете. Но если вы желаете совершенствовать свои навыки, то вам придется разобраться в марках электродов, а не слепо доверять «экспертам».
Хранение
Хранение электродов — это тема, которую многие почему-то обходят стороной. И зря. Ведь новичок может соблюдать технологию сварки и в целом варить правильно, но шов будет некачественным из-за того, что нарушены условия хранения. А сварщик из-за своей неопытности спишет все на плохой сварочный аппарат, неудобные условия работы или любые другие причины.
Да, при неправильном хранении электроды действительно способны значительно ухудшить качество готового сварного соединения. А все из-за влаги, которую электроды активно впитывают. По этой причине не рекомендуется хранить электроды во влажных душных помещениях, например, подвалах. Также не храните электроды на земле, даже если они в коробке. И вообще не используйте коробки для хранения. Замените их на специальный футляр. Его необязательно покупать, можно сделать самому из отрезка ПНД трубы.
Также не храните электроды на земле, даже если они в коробке. И вообще не используйте коробки для хранения. Замените их на специальный футляр. Его необязательно покупать, можно сделать самому из отрезка ПНД трубы.
Ведь коробка — это просто упаковка электродов, она не предназначена для длительного хранения в гараже или на антресолях. Постарайтесь, чтобы в помещении не было сильных перепадов температур. Это очевидно, но многие оставляют электроды в неотапливаемом гараже на всю зиму, а затем удивляются, почему стержни крошатся или почему дуга не зажигается.
Вместо заключения
Похожие публикации
Химия сварочного стержня
Введение До этого года я понятия не имел, что такое сварочный электрод, но в настоящее время я посещаю занятия по сварке в Billings Career Center. Мы учимся множеству вещей, например, как правильно использовать машину, как сваривать определенные соединения и как выполнять сварку в различных положениях. Сварочный электрод — это стержень, который формирует валик металла с помощью электрического тока сварочного аппарата. Я надеюсь, что этот курс даст мне достаточно опыта, чтобы продолжить это хобби на протяжении всей моей жизни.
Сварочный электрод — это стержень, который формирует валик металла с помощью электрического тока сварочного аппарата. Я надеюсь, что этот курс даст мне достаточно опыта, чтобы продолжить это хобби на протяжении всей моей жизни.
Состав …
Сварочный электрод состоит из двух частей: самого металла и флюсового покрытия. Металл может варьироваться от мягкой стали, чугуна, нержавеющей стали, высокопрочной стали, меди, бронзы, латуни или алюминия. Затем металл покрывают флюсовым покрытием, состоящим из смеси целлюлозы, которая используется растениями для придания им гибкости, железного порошка и водорода. Он также смешан с небольшим количеством натрия, титана и калия. Флюсовое покрытие обеспечивает более равномерное прохождение электрического тока во время сварки.
Основные химические вещества, соединения, компоненты
Двумя основными ингредиентами сварочной проволоки являются железо (Fe) и целлюлоза (C6h20O5), представляющая собой углевод. Железо — прочный, твердый, магнитный металл серебристо-серого цвета, химический элемент с атомным номером 26, переходный элемент, широко распространенный в виде руд. Целлюлоза представляет собой нерастворимое вещество, которое является основным компонентом клеточных стенок растений и растительных волокон, таких как хлопок. Это полисахариды.
Железо — прочный, твердый, магнитный металл серебристо-серого цвета, химический элемент с атомным номером 26, переходный элемент, широко распространенный в виде руд. Целлюлоза представляет собой нерастворимое вещество, которое является основным компонентом клеточных стенок растений и растительных волокон, таких как хлопок. Это полисахариды.
Роль химии
При сварке сварочным электродом определенного соединения или куска металла электрический ток, поступающий от сварочного аппарата к держателю стержня, к заземленному участку, в котором производится сварка, к стержню, нагревается и плавится стержень и флюс, создающие валик. Затем валик затвердевает на основном металле, скрепляя соединения.
Базовые исследования
Сварочная проволока бывает разных размеров. Наиболее распространенными сварочными электродами, которые мы используем на занятиях в Центре карьеры, являются E6010 и E7018. Цифры 60 и 70 говорят вам о прочности стержня на растяжение. Третье число, равное 1, в обоих этих кодах говорит о том, что стержни можно использовать для сварки во всех положениях (потолочном, вертикальном, горизонтальном и плоском). Прежде чем приступить к сварке, вам нужно знать, какой тип стержня использовать в зависимости от толщины вашего металла и силы тока, необходимой для сжигания электрода. Вот диаграмма, чтобы дать вам пример того, что я имею в виду.
Третье число, равное 1, в обоих этих кодах говорит о том, что стержни можно использовать для сварки во всех положениях (потолочном, вертикальном, горизонтальном и плоском). Прежде чем приступить к сварке, вам нужно знать, какой тип стержня использовать в зависимости от толщины вашего металла и силы тока, необходимой для сжигания электрода. Вот диаграмма, чтобы дать вам пример того, что я имею в виду.
В приведенной выше таблице показано, что чем больше диаметр электродов, тем больше требуется ампер и тем толще используемая металлическая пластина.
Также в Центре карьеры мы учимся сваривать в разных положениях. Четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное. Мы также учимся сваривать пять основных соединений, а именно: Т-образное соединение, угловое соединение, стыковое соединение, краевое соединение и соединение внахлестку.
Уход за сварочным электродом
Необходимо хранить в теплых сухих местах, например, в стержневой печи. Выкрашивание флюса приводит к недостаточному провару шва. Уход за электродами, безусловно, обязателен, потому что вы не сможете получить наилучший сварной шов из стержня, за которым неправильно ухаживали.
Ресурсы
http://www.metalwebnews.com/howto/weldrod.html
http://www.red-d-arc.com/pdf/Welding%20Electrode%20Classifications.pdf
http://www.weldingelectrodes.org/welding-electrodes/
Одет, Аллен. Курс сварщика. Производственный дизайн. Центр карьеры Биллингса, Биллингс, штат Монтана.
2011-2012 учебный год.
Об авторе
Джози Пинч учится в старшей школе Биллингса. Она играла в волейбол за свою среднюю школу в течение трех лет. Она также посещает Центр карьеры Биллингса, и ей это нравится. Она никогда не думала, что сварка станет одним из ее увлечений, но ей это нравится, и она надеется, что это хобби останется на всю жизнь. Она очень общительная девушка, так что не бойтесь сказать привет! Она любит тусоваться со своими друзьями и всегда готова хорошо провести время вне школы. На протяжении всей старшей школы она была в списках почетных гостей и изо всех сил старалась получить пятерки за свой младший год. Она очень взволнована летом и не может дождаться выпускного года старшей школы!
Она очень общительная девушка, так что не бойтесь сказать привет! Она любит тусоваться со своими друзьями и всегда готова хорошо провести время вне школы. На протяжении всей старшей школы она была в списках почетных гостей и изо всех сил старалась получить пятерки за свой младший год. Она очень взволнована летом и не может дождаться выпускного года старшей школы!
Из чего сделаны сварочные электроды?
31 мая 2020 г.
Стержень, который создает металлический валик, называется « сварочный электрод ». Используя электрический ток, сварочный электрод можно использовать для сварки металлических валиков. Сварочный электрод состоит из двух разных частей, а именно:
- Фактический металл
- Флюсовое покрытие
Фактический металл, из которого изготовлен электрод, может быть любым из следующих: мягкая сталь, нержавеющая сталь, чугун, высокопрочная сталь, бронза, медь или алюминий.
Настоящий металл покрывается флюсом для покрытия, состоящим из смеси целлюлозы. Это покрытие придает металлическим стержням достаточную гибкость, водород и порошок. Он также поставляется со смесью титании, натрия и калия. Целью флюсового покрытия является обеспечение равномерного протекания электрического тока во время сварки.
Это покрытие придает металлическим стержням достаточную гибкость, водород и порошок. Он также поставляется со смесью титании, натрия и калия. Целью флюсового покрытия является обеспечение равномерного протекания электрического тока во время сварки.
Содержание
- Металлические материалы сварочного электрода
- 1) Сплав мягкой стали с медным покрытием
- 2) Сплав высокоуглеродистой стали
- 3) 3% никелевого стального сплава
- Различные покрытия для сварочных стержней
- Основные сварки сварки. -натрий
- 4) EXX13 — рутил-калий
- 5) EXXX4 — рутил-железный порошок
- 6) EXXX5 — с низким содержанием водорода — натрий
- 7) EXXX6 — с низким содержанием водорода — калий 90X078 — с низким содержанием водорода железный порошок
- 9) EXX20—оксид железа-натрий
- 10) EXX27—сила железа-оксид-железо
-
- Похожие сообщения:
Металлические материалы сварочного стержня
Сварочные стержни изготавливаются из различных сплавов различных металлов. Есть три обычно используемых сварочных стержня для соединения различных стальных сплавов. Это сплав из мягкой стали с медным покрытием, сплав из стали с 3% никеля и сплав из высокоуглеродистой стали. Тем не менее, существует множество материалов, используемых для создания стальных сварочных стержней. Кроме того, существуют специальные стержни, предназначенные для определенных металлов, таких как медь, алюминий и другие типы сплавов. Вот краткое описание трех наиболее распространенных типов сварочных электродов:
Есть три обычно используемых сварочных стержня для соединения различных стальных сплавов. Это сплав из мягкой стали с медным покрытием, сплав из стали с 3% никеля и сплав из высокоуглеродистой стали. Тем не менее, существует множество материалов, используемых для создания стальных сварочных стержней. Кроме того, существуют специальные стержни, предназначенные для определенных металлов, таких как медь, алюминий и другие типы сплавов. Вот краткое описание трех наиболее распространенных типов сварочных электродов:
1) Сплав из мягкой стали с медным покрытием
Сплав из мягкой стали с медным покрытием является наиболее популярным типом сварочных электродов на современном рынке. Он обычно используется для сварки низкоуглеродистой стали, низкоуглеродистой стали и кованого железа. Он может быть самым распространенным, но и менее дорогим. Его медные покрытия предотвращают ржавление и, таким образом, защищают мягкую сталь сварочного стержня. Этот сварочный пруток имеет температуру плавления 2714°F . Кроме того, для сварки не требуется флюс. Флюс, безусловно, является веществом, предотвращающим окисление и повышающим прочность сварного шва.
Кроме того, для сварки не требуется флюс. Флюс, безусловно, является веществом, предотвращающим окисление и повышающим прочность сварного шва.
2) Сплав из высокоуглеродистой стали
Сварочная проволока из высокоуглеродистой стали является второй наиболее часто используемой сварочной проволокой в мире. Этот сварочный стержень требует использования флюса при сварке. Флюс, конечно же, является веществом, предотвращающим окисление. Флюс необходим во многих сварочных процессах. Вы можете использовать высокоуглеродистую сталь для ремонта и строительства вещей. Он также используется в некоторых компаниях по производству велосипедов для изготовления рам из высокоуглеродистой стали. Этот стержень имеет температуру плавления 2462 °F .
3) Сплав стали с содержанием 3% никеля
Стержень из сплава стали с содержанием 3% никеля сочетает в себе углерод и железо в одном стержне. Эта комбинация вместе с оттенком легированных материалов идеально подходит для повышения твердости.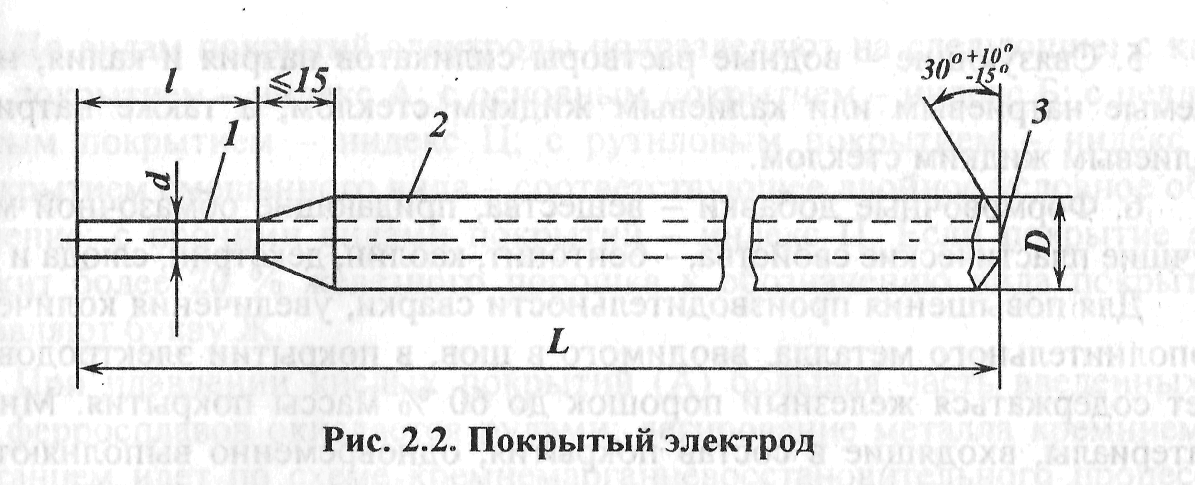 Эти материалы сплава могут быть хромом, молибденом или никелем. Этот сварочный пруток чаще используется при сварке распределительных валов, шестерен и валов автомобилей. При сварке нужен флюс. Кроме того, он имеет температуру плавления 2642°F . Этот сварочный пруток, разумеется, устойчив к коррозии и не нуждается в меднении.
Эти материалы сплава могут быть хромом, молибденом или никелем. Этот сварочный пруток чаще используется при сварке распределительных валов, шестерен и валов автомобилей. При сварке нужен флюс. Кроме того, он имеет температуру плавления 2642°F . Этот сварочный пруток, разумеется, устойчив к коррозии и не нуждается в меднении.
Различные покрытия для сварочных электродов
Покрытия сварочных электродов могут содержать различные смеси химических веществ. Эти химические примеси могут содержать от шести до двенадцати химических веществ. Эти ингредиенты включают следующее:
1. Целлюлоза – это вещество, обеспечивающее газовую защиту сварного шва. Он также поставляется с восстановителем, который создает экран, окружающий дугу. Газовый экран образуется при распаде целлюлозы.
2. Карбонаты металлов – ингредиент, добавляемый для регулирования основности шлака и создания необходимой восстановительной атмосферы.
3. Диоксид титана – способствует образованию быстрозамерзающего высокотекучего шлака. Он также обеспечивает необходимую ионизацию сварочной дуги.
4. Глины и смолы – способствует повышению уровня эластичности экструдируемых пластиковых покрытий. Это также помогает в обеспечении прочности покрытия.
5. Ферромарганец и ферросилиций – способствуют раскислению расплавленного металла шва. Это также помогает увеличить содержание кремния и марганца в наплавленном металле.
6. Фторид кальция – помогает обеспечить защитный газ для защиты дуги. Это также помогает регулировать основность шлака, а также обеспечивает растворимость и текучесть оксидов металлов.
7. Оксид марганца или железа – помогает регулировать текучесть шлака. Он также регулирует свойства шлака. Кроме того, это помогает стабилизировать дугу.
8. Минеральные силикаты – способствуют образованию шлака, одновременно обеспечивая прочность покрытия электрода. Он также помогает в легировании металлов, таких как молибден, хром и никель. Кроме того, она обеспечивает наплавленному металлу шва его легированность.
9. Железный порошок – помогает повысить производительность, выделяя дополнительный металл для осаждения в металлическом сварном шве.
Основные типы покрытий сварочных электродов
Существует множество типов покрытий электродов. Тем не менее, основные типы покрытия сварочных электродов, используемые для низкоуглеродистой стали, включают следующие:
1) EXX10 — целлюлозно-натриевая
Этот тип электродов поставляется с целлюлозным материалом, изготовленным из древесной муки или низколегированных электродов, прошедших повторную обработку. Эти низколегированные электроды содержат 30% бумаги. Его газовый щит содержит водород и углекислый газ в качестве восстановителей. Кроме того, дуга копания, которую он производит, обеспечивает глубокое проникновение. Его наплавка немного шероховатая. Брызги, однако, имеют более высокий уровень по сравнению с другими электродами.
Как один из первых типов электродов, он обладает отличными механическими свойствами. Обычно он используется при сварке трубопроводов с использованием метода сварки, называемого 9.0037 сварка на спуске . Вы можете использовать его с постоянным током, используя электрод положительной или обратной полярности.
2) EXXX11 — Целлюлозно-калиевый
Существует большое сходство между целлюлозно-натриевым электродом и этим электродом. Это сходство заключается в действии дуги, проплавлении и результатах сварки. Однако в нем больше натрия. Поскольку натрий способствует ионизации дуги, он делает электрод пригодным для переменного тока. При использовании электродов — E6011 и E6010 — можно добавить немного железного порошка, чтобы стабилизировать дугу. Это также повысит скорость осаждения.
3) EXX12 — Рутил-натрий
Чем выше содержание диоксида титана или рутила в электроде, тем больше он ценится и нравится сварщикам. Преимущество этого типа электрода в том, что его покрытие дает тихую дугу. Он также приносит легко контролируемый шлак. Кроме того, он меньше разбрызгивается. Кроме того, получается более гладкая поверхность. Проникновение меньше по сравнению с целлюлозными типами. Он также предлагает довольно высокую скорость осаждения. Его низкое напряжение дуги также приятно. Кроме того, вы можете использовать его с постоянным или переменным током с прямой полярностью или отрицательным электродом.
4) EXX13 — Рутил-калий
Это покрытие очень похоже на покрытие рутил-натриевого электрода. Тем не менее, его главное отличие в том, что он использует калий для обеспечения дуговой ионизации. Он больше подходит для переменного тока. Тем не менее, вы можете использовать его с постоянным током. Его бегущая дуга плавная и тихая.
5) EXXX4 — Железо-рутиловый порошок
Хотя оно очень похоже на рутиловые покрытия, оно отличается от первого тем, что содержит добавленный железный порошок. Это электрод EXX24 , если он содержит от 25% до 40% железа. Но если у него 50% железа , то это электрод EXX24 . Вы можете использовать один с более низким процентным содержанием железа для всех положений, в то время как вы можете использовать только один с более высоким процентным содержанием в горизонтальном положении и для целей горизонтальной угловой сварки. Скорость осаждения, конечно, увеличивается в зависимости от количества железного порошка в покрытии.
6) EXXX5 — с низким содержанием водорода и натрия
Его покрытие содержит большое количество фторида или карбоната кальция. Обозначается как известково-ферритная и с низким содержанием водорода . Его также называют электродами основного типа . В этом типе электродного покрытия не используются глины, асбест, целлюлоза и другие минералы, которые смешиваются с водой. Это делается для того, чтобы в нем было минимально возможное содержание водорода.
EXXX5 обладает превосходными свойствами сварки. Он также обеспечивает высочайший уровень пластичности отложений. Его средняя дуга также обеспечивает умеренное проникновение. Кроме того, он обеспечивает среднюю скорость осаждения; тем не менее, вы должны использовать специальные методы сварки, чтобы наилучшим образом использовать этот электрод. Кроме того, вы должны хранить этот электрод в строго контролируемом хранилище. Вы также должны использовать этот тип электрода с положительным электродом, используя постоянный ток.
7) EXXX6 — с низким содержанием водорода и калия
Подобно электроду с низким содержанием водорода и натрия, за исключением того факта, что он содержит калий вместо натрия, этот электрод обеспечивает более плавное дугообразование. Однако его проникающая способность подобна проникающей способности низководородного натрия. Вы можете использовать этот электрод как с переменным током, так и с постоянным током. Если покрытие содержит от 35% до 40% железного порошка, то оно классифицируется как EXX18 .
8) EXX28 — порошок с низким содержанием водорода и железа
Этот электрод очень похож на EXX28 , за исключением того факта, что в его покрытии содержится 50% железного порошка или более. Вы можете использовать это только в горизонтальном положении. Его скорость осаждения, конечно, выше, чем у EXX18 . Этот тип электрода с низким содержанием водорода используется для сварки нержавеющей стали и различных типов сплавов.
9) EXX20—оксид железа-натрий
Этот тип покрытия обеспечивает быстрое нанесение и среднее проникновение. Он также демонстрирует низкий уровень разбрызгивания. Кроме того, получается гладкая поверхность. Кроме того, вы можете использовать этот электрод только при выполнении горизонтальных угловых швов или сварки в плоском положении. Вы можете использовать этот электрод с постоянным или переменным током.
10) EXX27–сила железа-оксид-железо
Это почти то же самое, что и оксид железа-натрий. Тем не менее, он имеет 50% железа или больше. При большем содержании железного порошка скорость его осаждения также увеличивается. Вы можете использовать этот электрод как с постоянным, так и с переменным током любой полярности.
Влияют ли дефекты электродов на результаты сварки?
Как сварщик, вы заметите, что если есть элементы, которые случайно соединились с электродным покрытием, они могут повлиять на стабильность дуги. Таким образом, однородность и состав покрытий имеют решающее значение для контроля стабильности дуги. Одним из примеров этого является присутствие фосфора или серы в электроде, содержание которого может превышать 0,04%. Такое присутствие ухудшит сварной шов, потому что такое количество переносится в расплавленный металл с электрода. Фосфор, например, вызывает рост и ломкость зерен. Сера разрушает прочность сварного шва. Это, в свою очередь, также вызывает горячую короткость и ломкость.
Также важно отметить, что электроды различаются по скорости осаждения в зависимости от состава покрытия.
