Как правильно выбрать холодную сварку для разных материалов. Каковы основные этапы применения холодной сварки. Какие преимущества дает использование холодной сварки по сравнению с другими методами соединения. Как выполнить ремонт с помощью холодной сварки в домашних условиях.
Что такое холодная сварка и для чего она применяется
Холодная сварка представляет собой специальный клеевой состав, позволяющий прочно соединять различные материалы без применения высоких температур. Основой большинства составов является эпоксидная смола с добавлением отвердителей и наполнителей.
Основные сферы применения холодной сварки:
- Ремонт металлических изделий (радиаторов, труб, топливных баков и др.)
- Склеивание керамики, стекла, фарфора
- Соединение деталей из пластика
- Герметизация стыков и швов
- Заделка трещин и отверстий в различных материалах
- Монтаж напольных покрытий (линолеума, ковролина)
Холодная сварка позволяет выполнять ремонт в бытовых условиях без специального оборудования. При этом прочность соединения во многих случаях сопоставима с настоящей сваркой.

Виды холодной сварки
Существует несколько основных разновидностей холодной сварки:
По консистенции:
- Жидкая — в виде двухкомпонентного клея
- Твердая — в форме пластичного бруска
По составу:
- Однокомпонентная — готовая к применению
- Двухкомпонентная — требует смешивания перед использованием
По назначению:
- Универсальная — для различных материалов
- Специализированная — для конкретных материалов (металл, пластик и т.д.)
При выборе холодной сварки важно учитывать материал ремонтируемого изделия и условия эксплуатации.
Преимущества холодной сварки
Использование холодной сварки имеет ряд существенных преимуществ по сравнению с традиционными методами соединения материалов:
- Не требует нагрева — можно работать с термочувствительными материалами
- Простота применения — не нужно специальное оборудование
- Быстрота ремонта — застывает в течение нескольких часов
- Высокая прочность соединения
- Влаго- и термостойкость после полимеризации
- Возможность последующей механической обработки
- Широкий выбор составов для разных материалов
- Доступная стоимость
Благодаря этим качествам холодная сварка отлично подходит как для срочного ремонта, так и для долговременных соединений.

Этапы применения холодной сварки
Процесс использования холодной сварки включает несколько основных этапов:
- Подготовка поверхности — очистка, обезжиривание, создание шероховатости
- Смешивание компонентов (для двухкомпонентных составов)
- Нанесение состава на ремонтируемый участок
- Формирование и разглаживание слоя
- Полимеризация — от 1 часа до суток в зависимости от состава
Важно строго соблюдать пропорции при смешивании и время жизнеспособности состава, указанные производителем.
Применение холодной сварки для ремонта автомобиля
Холодная сварка широко используется автолюбителями для срочного ремонта различных узлов:
Как заделать течь радиатора холодной сваркой:
- Слить охлаждающую жидкость
- Зачистить место повреждения
- Обезжирить поверхность
- Нанести холодную сварку, тщательно замазав отверстие
- Дать полностью застыть (6-24 часа)
- Проверить герметичность
Для ремонта радиатора рекомендуется использовать термостойкие составы, выдерживающие высокие температуры.
Ремонт керамических изделий с помощью холодной сварки
Холодная сварка позволяет восстановить целостность разбитых керамических и фарфоровых изделий:

- Собрать все осколки
- Обезжирить поверхности склеивания
- Нанести тонкий слой холодной сварки на края
- Плотно соединить детали
- Удалить излишки состава
- Оставить до полного застывания
После высыхания место склейки можно дополнительно отшлифовать и при необходимости покрасить.
Меры предосторожности при работе с холодной сваркой
При использовании холодной сварки необходимо соблюдать следующие правила безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные перчатки
- Избегать попадания в глаза и на кожу
- Не допускать контакта с пищевыми продуктами
- Хранить в недоступном для детей месте
- Соблюдать температурный режим хранения
При случайном попадании на кожу или в глаза немедленно промыть большим количеством воды.
Как использовать холодную сварку и в каких случаях она применяется.
Содержание
Сегодня в ассортименте хозяйственных магазинов очень широкий ассортимент составов, предназначенных для быстрого ремонта различных изделий или упрощения монтажа. Особого внимания заслуживают товары, которые можно отнести к интересной группе — «холодная сварка». Что это такое?
«Холодной сваркой» обычно называют клеевой состав определенной плотной или обычной жидкой консистенции, имеющий широкие возможности, поскольку он может применяться в различных областях и с различными комбинациями материалов. После затвердевания нанесенной ремонтной «заплатки» или клеевого шва они отличаются прекрасными показателями адгезии и прочности, соединение становится сродни сварному, за что такие составы получили свое народное название. У любого, кто слышал об этом составе, но никогда не использовал его на практике, неизбежно возникает вопрос, как использовать холодную сварку. В этой публикации будет представлена информация о существующих типах этого клея, а также о том, где и как его следует применять.
«Холодная сварка» и ее характеристики.
Само название клея — «холодная сварка» указывает на то, что он способен создавать соединение высокопрочных материалов, сопоставимое с настоящей сваркой. Это может быть одно- или двухкомпонентный состав, в основе которого чаще всего лежит эпоксидная смола, с добавками — загустителями и упрочняющими добавками. Удобство «холодной сварки» в том, что она не требует использования каких-либо инструментов и оборудования, а также нагревания ремонтируемых материалов до высоких температур. Ремонтно-восстановительные работы можно проводить буквально в полевых (ходовых) условиях. Именно поэтому тот или иной вариант «холодной сварки» традиционно входит в минимальный набор инструментов и материалов автомобилиста, постоянно имеющийся в автомобиле.
Этот клей используется для укрепления соединительных швов различных деталей или материалов, заделки отверстий, ремонта трещин или образовавшихся отверстий. «Холодная сварка» также может быть подходящей для некоторых монтажных работ, например, для соединения изделий из одного или разных материалов. Например, с помощью этого клея легко соединить пластиковые и металлические или деревянные детали со стеклом.
Например, с помощью этого клея легко соединить пластиковые и металлические или деревянные детали со стеклом.
На рынке можно найти как универсальные составы, подходящие для большинства строительных материалов, так и клеи для более узких профилей, предназначенные для конкретных применений. Поэтому при покупке «холодной сварки» всегда следует обращать внимание на варианты, указанные в прилагаемой инструкции.
Виды «холодной сварки»
Большое количество клеев, подходящих под определение «холодная сварка», можно разделить на типы по нескольким критериям.
- 1- В зависимости от консистенции (формы агрегата) продукции холодная сварка выполняется в жидком и твердом виде:
В твердом виде он обычно прессуется в материал стержнями (цилиндрами). Этот вариант «холодной сварки» можно назвать наиболее распространенным и широко применяемым в быту. Он превращается в «рабочую» пластическую субстанцию, напоминающую пластилин, при активном разминании пальцами. Жидкий «холодный шов» может быть однокомпонентным или двухкомпонентным клеем.
- 2 — По составу этот клей бывает одно- и двухкомпонентным:
Однокомпонентные составы расфасованы в тубу или батончик. Они не требуют смешивания и доступны как в жидкой, так и в твердой форме. Второй вариант, перед применением требует разогревание рук для получения композиции пластичных и адгезионных качеств.
Двухкомпонентные жидкие составы смешиваются в нужном количестве непосредственно перед нанесением на поверхность. Двухкомпонентная холодная сварка также выполняется в жидком и твердом виде. Жидкая версия представляет собой набор из двух емкостей (тюбиков, тюбиков и т. Д.), Одна из которых содержит эпоксидный компаунд, а другая — отвердитель. Клей готовят из двух компонентов непосредственно перед использованием или во время работы (рецептуры с одновременным дозированием и смешиванием). Двухкомпонентный жесткий «холодный шов»
В двухкомпонентных твердых составах «холодная сварка» обеспечиваются оптимальные пропорции двух компонентов, необходимых для изготовления клеевой смеси. Из бруска отрезается необходимое количество материала, затем замешивается в руках до получения однородной пластичной массы.
Из бруска отрезается необходимое количество материала, затем замешивается в руках до получения однородной пластичной массы.
- 3 — В зависимости от назначения клей может быть универсальным или профилированным, рассчитанным на работу с определенными материалами. Оба этих вида «холодной сварки» могут иметь в своем составе определенный наполнитель.
Так, для ремонта бетонных поверхностей или труб в клей добавляют керамическую добавку, а в металлические изделия добавляют металлический порошок. Также используются армирующие включения в виде синтетических волокон.
Однако есть композиции без каких-либо наполнителей — просто от взаимодействия смешанных компонентов или даже от контакта с воздухом (один компонент), образуя прочный ремонтный или клеевой слой материала.
Кстати, холодные составы узкопрофильного использования еще называют «холодной сваркой», которые из-за наличия сильного органического растворителя вызывают химическое «плавление» обрабатываемого ими материала. Обычно эти клеи предназначены для работы с определенными полимерами, такими как ПВХ. После обработки и размягчения обработанных участков происходит процесс сжатия сопрягаемых деталей — и происходит нечто похожее на диффузионную сварку, проводимую при нагреве. Без высоких температур — но с практически таким же эффектом. Разве это не «холодная сварка»?
Обычно эти клеи предназначены для работы с определенными полимерами, такими как ПВХ. После обработки и размягчения обработанных участков происходит процесс сжатия сопрягаемых деталей — и происходит нечто похожее на диффузионную сварку, проводимую при нагреве. Без высоких температур — но с практически таким же эффектом. Разве это не «холодная сварка»?
Области применения таких составов.
Здесь все просто — «холодная сварка» так или иначе подходит для ремонта изделий или склейки деталей, используемых практически в любой сфере.
Клей используется для склеивания и герметизации твердых изделий или эластичных покрытий, постоянно размещенных на прочной основе. Холодносварные материалы можно разделить на несколько групп:
Металлы — практически без ограничений.
С его использованием производятся различные полимеры, а также комбинированные материалы, например линолеум или ковролин. Детали этих покрытий могут быть соединены друг с другом из других материалов, а также прикреплены к основанию.
Для изделий из полиэтилена «холодная сварка» не применяется.
Стекло, керамика и фарфор могут соединяться этим клеем в различных комбинациях без ограничений. То есть упомянутые материалы находятся между собой, а также изделия, имеющие различное конструктивное строение.
Как видно из представленного списка, «холодная сварка» может применяться в различных сферах, тем более что есть составы, которые отличаются устойчивостью к теплу и влажности. Кроме того, клей, используемый для герметизации стыков изделий, способен выдерживать работу под высоким давлением. Например, «холодная сварка» применяется для соединения и ремонта водопроводных и канализационных труб, а также различных деталей и узлов в автомобилестроении. С помощью этого клея можно быстро и даже в самых неблагоприятных условиях отремонтировать повреждения, такие как осколки в кузове, дыры в радиаторе, бензобаке, протекающие трубы и т. Д.
В быту «холодная сварка» применяется для ремонта мебели, изделий из стекла и даже строительных инструментов, а также других товаров для дома.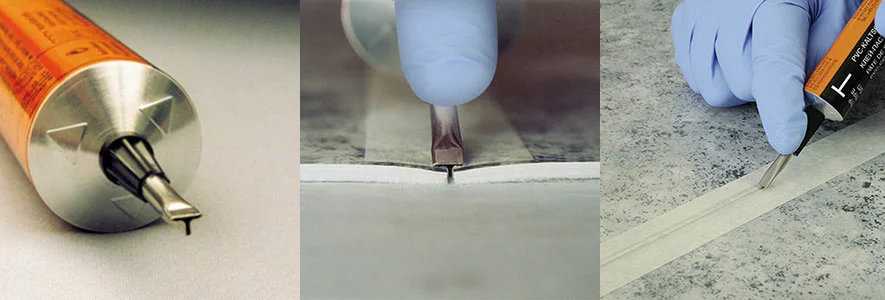
Преимущества и недостатки «холодной сварки»
Практически все клеи, отнесенные к категории «холодная сварка», обладают общими положительными качествами. Ну, а также минусы, которые не менее важно знать перед использованием состава.
К достоинствам этого продукта можно отнести следующие особенности:
- Экологическая чистота материала (на основе эпоксидной смолы) позволяет использовать его в жилых помещениях, не имеет резкого запаха и не выделяет токсичных паров.
- При «холодной сварке» не повреждаются прилегающие участки отремонтированных изделий, так как они не подвергаются воздействию высоких температур, которых невозможно избежать при «классической» сварке.
- Нанесенный и затвердевший клей можно обработать абразивными материалами, чтобы довести их поверхность до идеальной гладкости, что в некоторых случаях является необходимым условием ремонта.
- Применение холодной сварки не требует использования специальных инструментов, отсутствие которых часто затрудняет ремонт.

- Универсальность рецептур — можно выполнять очень широкий спектр различных работ.
- Возможность использования отремонтированных изделий при высоких и низких температурах.
- Материал не разлагается под воздействием химикатов.
- Доступная стоимость материала — позволить себе такой комплект может каждый. Да, наверное, она должна быть в каждом доме — на всякий случай.
Недостатком «холодной сварки» является то, что во многих случаях она даже уступает по надежности «горячим технологиям» соединения материалов. То есть обычно считается временной мерой — до полной замены поврежденных деталей или покрытий на новые или до появления возможности полной реставрации.
Небольшой обзор популярной линейки «холодной сварки»
Выбирая такой клей, нужно обращать внимание на следующие параметры, указанные производителем на упаковке:
- Материалы поверхности, на которые можно нанести выбранный состав.
- Температурный диапазон, в котором можно использовать покупной клей.

- Порядок нанесения «холодной сварки» указан в инструкции.
- Стоимость клея.
Кстати, о ценовом факторе. Большинство этих составов можно отнести к полностью доступной категории. Поэтому не стоит покупать гораздо более дешевые варианты совершенно неизвестного происхождения. Лучше обращать внимание на те материалы, которые получили много положительных отзывов. К этой продукции относятся клеи марок «Tarkett», «Poxipol», «Permatex», «WEICON», «Devcon», «MASTIX», «Premium FastFix Metal» и другие.
В следующей таблице показаны некоторые варианты «холодной сварки» от разных производителей, как универсальные, так и предназначенные для склеивания определенных материалов. Возможно, эта информация поможет определиться с выбором при покупке состава:
Premium FastFix Metal — это двухкомпонентный быстротвердеющий раствор на эпоксидной основе. Этот клей подходит для внутренних и внешних работ по фиксации и ремонту металлических деталей. После закалки «холодной сваркой» отремонтированная часть изделия может быть подвергнута качественной шлифовке. После закалки «холодной сваркой» отремонтированная часть изделия может быть подвергнута качественной шлифовке. | |
| «Холодная сварка» «АСТРОхим» специально разработан для герметизации ремонтных радиаторов отопления, труб горячего и холодного водоснабжения и канализации, изготовленных из различных металлов или пластмасс. Клей можно использовать как для бытовых нужд, так и для ремонта промышленных коммуникаций. Температура эксплуатации ремонтируемых или пломбируемых объектов находится в пределах от -60 до + 150 градусов. Двухкомпонентный состав замешивается при положительной температуре. | |
Двухкомпонентная «холодная сварка» «MASTIX для алюминия» — назначение понятно из названия, например, хорошо подходит для «ремонта в полевых условиях» перфорированного алюминиевого радиатора. Клей можно использовать на влажных и масляных поверхностях, а также для склеивания деталей, которые будут использоваться при высоких температурах. После застывания ему не страшен прямой контакт с различными техническими жидкостями, в том числе с антифризом. После застывания ему не страшен прямой контакт с различными техническими жидкостями, в том числе с антифризом. | |
| Двухкомпонентный клей «МАСТИКС для масляных поверхностей» должен быть в ящике для инструментов автомобилиста. В дороге, когда поверхности или детали, требующие срочного ремонта, очистить от загрязнений сложно или даже невозможно, такая «холодная сварка» становится незаменимой. Кроме того, состав может использоваться для склеивания цветных и черных металлов, керамики, пластика, дерева, которые рассчитаны на работу при температуре от -60 до +150 градусов. Таким образом, эту «холодную сварку» можно отнести к разряду универсальных. | |
Двухкомпонентный клей «MASTIX термостойкий» предназначен для ремонта изделий из различных металлов, а также термостойких пластиков и керамики, работающих при температуре от -60 до +250 градусов. Допускается склеивание влажных поверхностей. Захват этого материала происходит через два-три часа после нанесения, а полное затвердевание и возможность подвергнуть продукт его характерной нагрузке происходит за один день. | |
| Двухкомпонентное «холодное уплотнение» «АКВА-МАСТИКС» предназначено в первую очередь для ремонта сантехнической арматуры. Он способен быстро и качественно соединять детали или ремонтировать дефекты в металле, фарфоре, керамике, а также надежно герметизировать резервуары и трубопроводы. Аксессуары, отремонтированные или герметизированные этим составом, могут дополнительно использоваться в диапазоне рабочих температур от -60 до +150 градусов. С помощью этого состава можно ремонтировать масляные и влажные поверхности даже при отрицательных температурах до -10 градусов, если клей был подготовлен для использования в теплом помещении. | |
Tarkett, производитель линолеума, также производит цельную «холодную сварку» для склеивания изделий из ПВХ. Удобство использования состава этого производителя заключается в закрепленной в трубке стальной игле, предназначенной для направленного выдавливания клея, необходимого для фиксации двух листов линолеумного покрытия. Игла имеет высокую прочность, поэтому не сломается и не деформируется во время работы. Прочность соединения, полученная после полной полимеризации, даже превышает европейские стандарты. Компания продает три вида холодной сварки полов из ПВХ — «А», «Т» и «С». Игла имеет высокую прочность, поэтому не сломается и не деформируется во время работы. Прочность соединения, полученная после полной полимеризации, даже превышает европейские стандарты. Компания продает три вида холодной сварки полов из ПВХ — «А», «Т» и «С». | |
| «Универсальная холодная сварка» «Каратт» предназначена для ремонта, склейки, герметизации стыков различных изделий из пластика, металла, дерева, керамики, гранита, мрамора, бетона. | |
Клей «Секунда», предназначенный для приклеивания или ремонта твердых предметов (поверхностей) из ПВХ — это могут быть водостоки, водопроводные и канализационные трубы, элементы отделки, корпуса бытовой техники и многое другое. Подходит как для наружных, так и для внутренних работ. Материал также используется для стыковых линий плитки ПВХ или линолеума. Этот «холодный шов» также используется для заполнения трещин и отверстий в металлических, деревянных, пластиковых и каменных изделиях. Кроме того, он также подходит для металлических деталей автомобилей. Состав после нанесения на поверхность от контакта с воздухом довольно быстро образует влагостойкий прозрачный слой или стык. Благодаря своей герметичности, эта «холодная сварка» используется для ремонта изделий, контактирующих с водой. Склеивание деталей до состояния, пригодного для полноценной эксплуатации, происходит в течение шести часов. Кроме того, он также подходит для металлических деталей автомобилей. Состав после нанесения на поверхность от контакта с воздухом довольно быстро образует влагостойкий прозрачный слой или стык. Благодаря своей герметичности, эта «холодная сварка» используется для ремонта изделий, контактирующих с водой. Склеивание деталей до состояния, пригодного для полноценной эксплуатации, происходит в течение шести часов. |
Помимо представленных вариантов «холодной сварки», выпускаются составы, специально предназначенные для ремонта автомобильных деталей, в частности — специально для его радиатора. Однако если таких предметов в продаже нет, то можно купить клей для металла, особенно алюминия или пластика, в зависимости от того, какая из деталей автомобиля нуждается в ремонте.
Меры безопасности и правила сохранения.
Перед тем, как перейти к работе с «холодной сваркой», всегда имеет смысл внимательно ознакомиться с мерами безопасности. Просто чтобы обезопасить себя от негативного воздействия составляющих клея.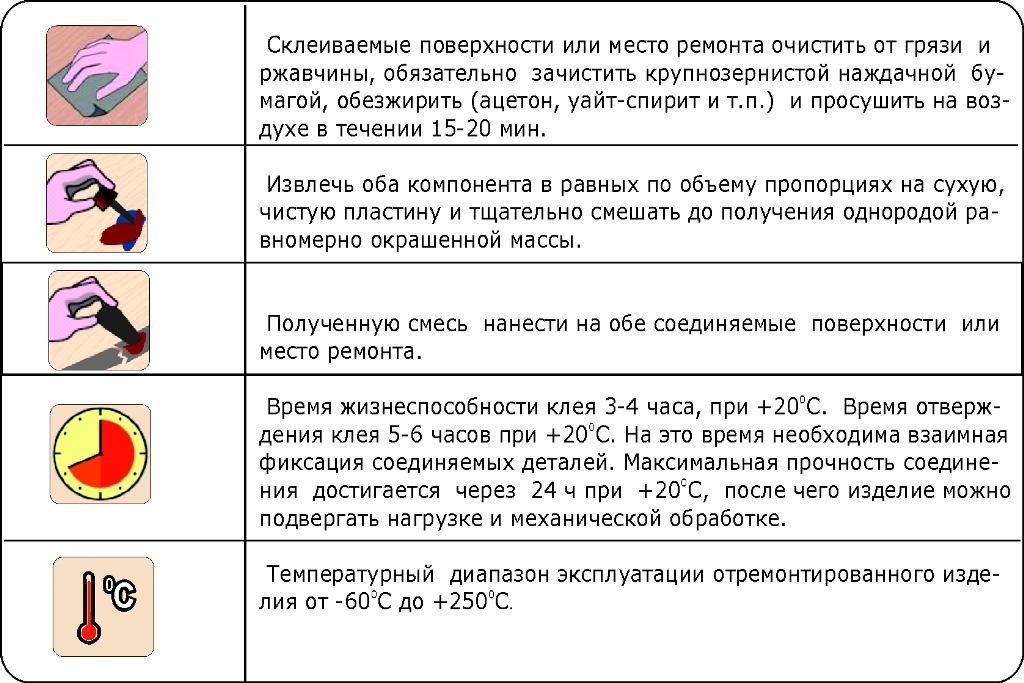
- Холодную сварку нельзя использовать для ремонта поверхностей, контактирующих с пищевыми продуктами.
- При работе рекомендуется защищать руки в плотных перчатках. Они предотвращают попадание смолы на кожу и предотвращают длительную очистку.
- По окончании работы, сняв перчатки, следует тщательно промыть руки под проточной водой.
- Если клей случайно попал на вашу кожу или в глаза, немедленно промойте.
- Хранение «холодной сварки» необходимо производить по правилам, указанным на упаковке, иначе состав потеряет свои первоначальные качества. Клей следует хранить в недоступном для детей месте.
Как видите, требования элементарны и выполнить их несложно.
Как применяется холодная сварка
В этом разделе будут рассмотрены различные области применения клея — в разных областях, а также для склеивания или ремонта различных материалов.
Общие правила применения.
Для применения двухкомпонентной «холодной сварки» существуют общие правила подготовки и нанесения на ремонтируемую поверхность.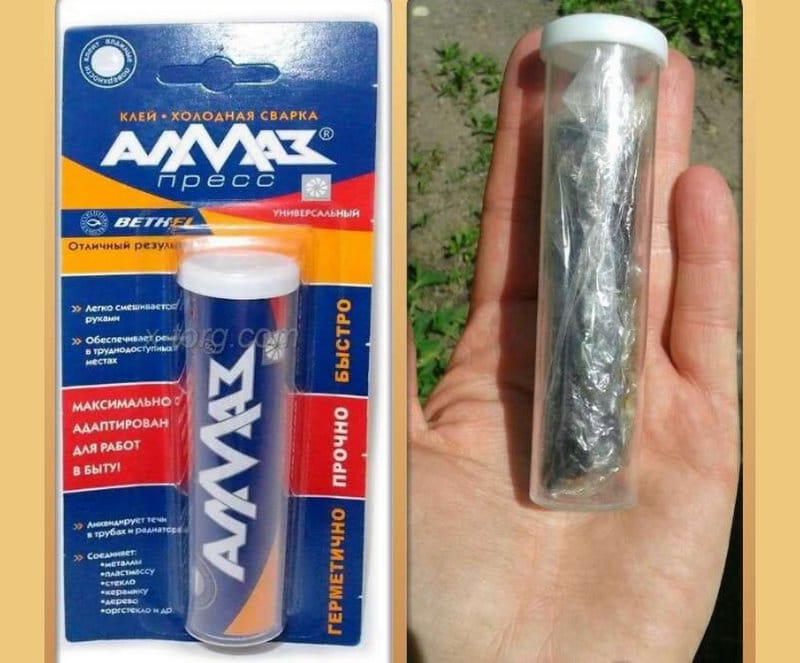 Все выполняемые действия можно разделить на несколько этапов.
Все выполняемые действия можно разделить на несколько этапов.
Вы начинаете с подготовки поверхностей к ремонту. В этот этап входит очистка от грязи и остатков старых декоративных покрытий (краски, лака). Если поверхности идеально гладкие, желательно обработать их абразивным материалом. Полученная шероховатость увеличит адгезию материалов.
Желательно, чтобы поверхности были сухими и обезжиренными, например, спиртом, ацетоном или другим растворителем. Некоторые составы, как упоминалось выше, можно наносить на масляные продукты, но они все равно лучше всего работают на чистой поверхности. Ну а в случае ремонтируемой трубы, в которой образовалась течь, нужно выбирать холодную сварку, которую можно использовать на мокрых поверхностях.
Очень важно внимательно изучить инструкцию по применению приобретенного средства. Особое внимание следует обратить на жизнеспособность состава, то есть максимальное время, разрешенное после смешивания. По истечении этого временного интервала «холодная сварка» теряет свои свойства и приходит в негодность.
Затем нужно разрезать или отжать две тюбики, в зависимости от конкретного вида двухкомпонентного клея, в необходимом количестве. При замешивании жесткого варианта «холодной сварки» руки рекомендуется смачивать водой, иначе состав будет прилипать к пальцам. Клей готов к использованию, когда он нагревается и становится пластичным, становится полностью однородным и при этом заметно нагревается. При смешивании жидких компонентов «холодной сварки» готовая смесь должна приобрести однородный цвет.
Полученный клей после смешивания компонентов наносится на подготовленную поверхность и прижимается или распределяется по ней резиновым шпателем, смоченным водой. Твердо перемешанный пластырь следует прижать и подержать на поверхности несколько минут.
Срок готовности отремонтированной поверхности к дальнейшей обработке для каждого состава разный. Если необходимо ускорить период полимеризации, клей можно нагреть строительным феном, но злоупотреблять этим средством особо не рекомендуется.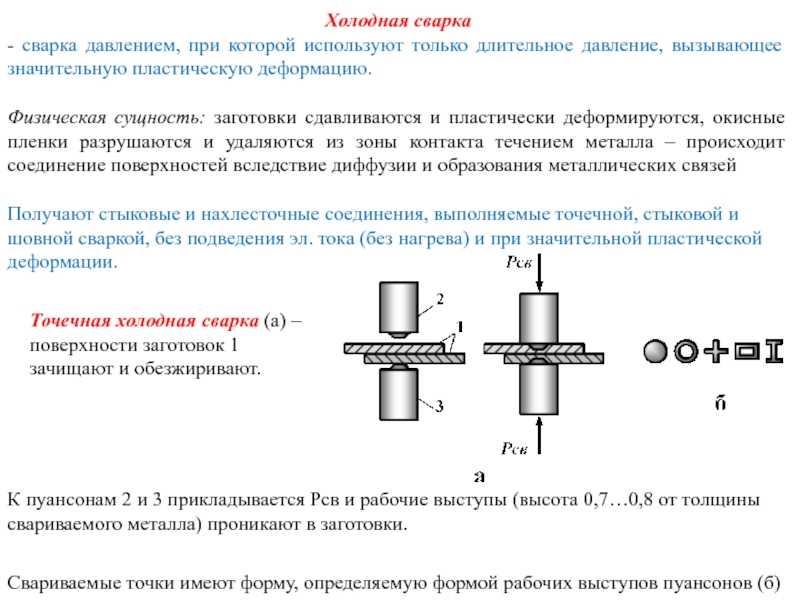
После полного высыхания и полимеризации отремонтированный участок можно обработать наждачной бумагой и при необходимости покрасить.
Ремонт радиатора системы охлаждения авто.
Автомобильный кулер — это теплообменное устройство, которое очень чувствительно к действующим механическим воздействиям. Бывает, что при движении на большой скорости камешек или другой твердый предмет, застрявший в его сетке, приведет к образованию протечки. А это уже требует срочного ремонта. Путем холодной сварки вполне можно устранить течь и хотя бы временно восстановить работоспособность самого кулера.
Рекомендуемый порядок работы следующий:
Первое, что нужно сделать — это выбрать (купить и иметь в «бардачке» автомобиля подходящий для такого ремонта вид «холодной сварки». Он должен иметь хорошее сцепление с металлом и выдерживать высокие температуры. Оптимальный вариант было бы приобрести специальный состав, специально разработанный для ремонта радиаторов отопления, но если таковых нет в продаже, следует выбрать жаростойкий вариант по металлу. Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.
Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.
Следующим шагом будет определение точного места утечки. Не исключено, что для этого придется демонтировать радиатор. Следует отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.
Из системы охлаждения автомобиля слита жидкость — антифриз или вода. Если поиску ямы или трещины предшествует разборка радиатора, то, конечно же, перед разборкой охлаждающая жидкость сливается. Удаление засоряющейся части решетки радиатора
Возможно, вам понадобится снять часть решетки радиатора, чтобы обнаружить отверстие в трубе, а также отремонтировать ее.
Рекомендуется просушить радиатор, например, струей теплого воздуха. Но если приобретается холодная сварка, которую можно наносить на влажную поверхность, то сушка всей конструкции необязательна, хотя все же остается желательной.
Найдя отверстие, чтобы освободить пространство вокруг него, рекомендуется отшлифовать поверхность, на которую будет наноситься «холодная сварка», затем очистить ее от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином. Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
Действовать нужно по инструкции, обычно находящейся на упаковке «холодной печати». Процесс подготовки жесткого двухкомпонентного варианта «холодной сварки» к работе.
Перед началом работы рекомендуется смочить руки водой — так клей будет меньше прилипать к ним.
Из клеевого бруска ножом вырезается необходимое количество массы. Отрезанный фрагмент энергично разминают пальцами до достижения эластичности и полной однородности. Поскольку компоненты, соединенные в «холодной сварке», различаются по цвету, необходимо следить за тем, чтобы оттенок смешанной массы также был идеально однородным. Пластичность, однородность и хорошо заметный нагрев смешанной массы — признак того, что клей готов к следующей операции.
Если для ремонта выбран двухкомпонентный жидкий вариант «холодной сварки», то необходимо взять определенное количество состава из трубок и хорошо перемешать в небольшой емкости или даже на некоторых поверхностях. Ингредиенты еще не настолько жидкие, что начинают стекать.
Ингредиенты еще не настолько жидкие, что начинают стекать.
Следующим шагом будет нанесение клея на поврежденный участок. Все этапы работы следует проводить, не теряя времени, так как после смешивания некоторые клеи быстро начинают переходить в стадию полимеризации. Срок схватывания материала необходимо узнавать заранее из его паспортных характеристик.
Полное высыхание и готовность отремонтированного изделия к использованию может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — температуры, при которой проводились работы, толщины нанесенного слоя, а также особенностей самой «холодной сварки».
Следует отметить, что, по отзывам автовладельцев, иногда такой ремонт радиаторов системы охлаждения оказывается эффективнее аргонной сварки или «классической» пайки.
Таким же образом ремонтируется поврежденный топливный бак. Здесь даже проще, ведь чаще всего нужно обрабатывать открытую поверхность, без металлической сетки. Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара.
Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара.
Ремонт керамических изделий.
Для ремонта керамики, в том числе, например, разбитой раковины для ванной, многие производители предлагают керамические составы, сваренные методом холодной сварки. Как указано в характеристиках клея, он быстро и надежно соединяет отдельные фрагменты поврежденного изделия, которые после ремонта можно повторно использовать в своем рабочем температурном диапазоне. Шов, полученный на стыках стыкованных фрагментов, отлично выдерживает экстремальные температуры и влажность. Материал прост в применении и надежно закрывает сколы и трещины в изделиях из фарфора и фаянса.
«Холодная сварка» керамического клея обычно выполняется в жестком двухкомпонентном варианте. Он так же готов к использованию, как обсуждалось выше для ремонта радиатора.
Он так же готов к использованию, как обсуждалось выше для ремонта радиатора.
Возможная сложность ремонтных работ по реставрации ракушек и других керамических изделий состоит в том, что необходимо собрать все или даже самые крупные фрагменты изделия. Именно из них будет сложена «мозаика», которая закроет образовавшийся разрыв.
Если планируется отремонтировать трещину с выбоиной, то при подготовке к ремонту недопустимо расширять повреждение в керамике (в отличие от ремонта трещин, скажем, на стенах или потолке). При таких попытках изделие может просто сломаться. Избавиться от трещины, представляющей собой тонкую линию, не удастся, так как клею просто не к чему прилипать, а нанесенный сверху состав никак не усилит прочность изделия.
Так что в этом случае склеиваемые детали не требуют специальной обработки или обезжиривания. Однако, чтобы улучшить их адгезию, перед наклеиванием рекомендуется нагреть их до температуры примерно 40-50 градусов строительным феном.
После «холодной сварки» нагретых склеиваемых поверхностей они сразу соединяются между собой, так как этот клей очень быстро затвердевает и, соответственно, теряет свои адгезионные свойства.
Когда все крупные детали склеены на месте, оставшиеся «гнезда» недостающих мелких деталей заполняются «холодной сваркой». Выполняется черновое выравнивание поверхности — по возможности.
Остается только дождаться полного высыхания клея, а затем обработать ремонтируемый участок сначала крупнозернистой наждачной бумагой, затем мелкой и, наконец, отшлифовать поверхность.
При необходимости на отшлифованный участок можно нанести краску.
«Холодная сварка» как технология стыковки полотен линолеума.
Практически каждый домовладелец хоть раз сталкивался с напольным покрытием из линолеума. К сожалению, далеко не всегда можно приобрести материал внешнего оформления вендинга, но необходимую длину и ширину.
И поэтому при мощении возникает необходимость стыковать два экрана.
Для решения этой задачи сегодня используются два основных метода — это использование диффузной «горячей» сварки смежных пластин, для чего используется специальный инструмент, или «холодная сварка» с использованием жидкого химического состава. имеется в продаже в тубах со специальными насадками. В этом случае «механизм» склейки отличается от того, что мы видели выше. Особый органический состав проникает в структуру покрытия линолеума и вызывает химическое оплавление его краев с последующей взаимной диффузией и затвердеванием. В результате после полной полимеризации получается прочный стык с равномерным герметичным швом.
В продажу входит «холодная сварка» линолеума или других изделий из поливинилхлорида (ПВХ) отечественных и зарубежных производителей. Однако особую популярность приобрели однокомпонентные препараты Tarkett, представленные в трех видах. Этот материал уже вскользь упоминался выше и теперь будет рассмотрен более подробно. Каждый вид такого клея рассчитан на определенную ширину стыка между листами пола. И в связи с этим — каждая из них оснащена специальной насадкой для подачи состава на линию склейки.
| Типа «А» имеет жидкую консистенцию и наконечник в виде прочной стальной иглы (чем-то напоминающей иглу медицинского шприца). Благодаря этому устройству такой «холодной сваркой» удобно стыковать листы линолеума, чтобы получить минимальную толщину шва менее 2 мм. Расход пакета данного состава рассчитан на длину шва 20 метров. | |
| Тип «С» — это более толстая масса, поэтому его лучше всего использовать для швов размером более 2 мм. Трубка этого «холодного шва» имеет более широкое трубчатое сопло, через которое густая масса легко течет в шов. Помимо соединения двух листов напольного покрытия, клей используется для ремонта поврежденных участков материала. Расход одной упаковки клея рассчитан на длину шва 15 метров. | |
| Тип «Т» — самый густой по консистенции (даже толще, чем тип «С»). Труба с таким «холодным швом» оснащена соплом Т-образной формы. Этот комплект предназначен для химического сплавления двух листов линолеума ПВХ на войлочной или полиэфирной основе. Расход одной упаковки такого состава рассчитан на длину шва до 7 метров. |
Таким образом, холодную сварку можно назвать уникальным универсальным материалом, способным решить большое количество задач. Однако не следует забывать, что для ремонта некоторых функциональных изделий клей можно использовать только в качестве временной меры, только для того, чтобы «выжить» до тех пор, пока они не будут заменены или капитально отремонтированы. Поэтому после ремонта, например, батареи отопления дома, радиатора охлаждения или топливного бака в автомобиле также следует внимательно следить за герметичностью заплатки и не забывать о необходимости более радикальных мер.
Все о холодной сварке — свойства, применение, инструкции
Сегодня в каждом строительном магазине можно приобрести любой состав для оперативного ремонта изделий и упрощения процесса монтажа. К таким относят холодную сварку. Ответим на актуальные вопросы и дадим краткую характеристику популярной группе товаров с интригующим названием.
Холодной сваркой называют специальный клей, имеющий в составе особые присадки. Последние создают прочные соединения, сравнимые с горячей сваркой. Технологию используют как в промышленности, так и в быту. Таким способом соединяют различные материалы — металлы, стекло, керамику, пластик, дерево, фанеру и полимеры. Чаще всего используют одно- или двухкомпонентные составы.
Характерные особенности холодной сварки:
- простота в использовании;
- отсутствие требований к наличию специальных навыков;
- быстрый и эффективный ремонт;
- доступная стоимость.
Главное достоинство холодной сварки —отстутствие необходимости приобретать дорогостоящее сварочное оборудование. Это особенно актуально для проведения ремонта при отсутствии газа и электричества.
Клеевой состав известен широкими возможностями, что определяет его популярность. Скорее всего, у читателя возникнет вопрос о том, как пользоваться холодной сваркой и в каких областях применять. Ее состав обычно базируется на эпоксидной смоле и дополнительных присадках. Иногда к ним добавляют специальные металлические включения или загущающие компоненты.
Где применяется?
Области использования холодной сварки обширны. Перечислим основные:
- Для скрепления пластика — обычно применяется для ремонта полимерных труб с низким давлением в случае их протечки. Помимо этого, холодная сварка отлично справляется с восстановлением отверстий для вкручивания саморезов и детских игрушек.
- Для соединения металлических деталей — этот вариант уступает по прочности привычной сварке, но, несмотря на это, часто используется. Обычно таким способом соединяют металлы, которые впоследствии не будут подвергаться ударам и испытывать нагрузки. Холодную сварку используют в процессе ремонта смесителей, резьбы или сантехники.
-
Для скрепления дерева — чаще всего таким способом ремонтируют мебель и отколотые пространства. Дерево отлично склеивается холодной сваркой и долго служит впоследствии.

- Для ремонта автомобиля — используют для восстановления бампера, устранения течи в системе охлаждении и для ремонта пластиковых деталей интерьера.
Холодную сварку применяют в различных областях. Она отличается термо- и влагостойкостью, а также выдерживает высокое давление. С таким составом можно работать в неблагоприятных условиях и устранять различные проблемы.
Достоинства холодной сварки очевидны:
- ровные швы;
- экологичность и безопасность;
- термо- и влагостойкость;
- бюджетная стоимость;
- отсутствие необходимости использовать специальные инструменты;
- возможность работы под водой и в газоопасных местах.
Главный недостаток холодной сварки — это вынужденная деформация свариваемых деталей, которая для некоторых материалов достигает значения 60–70 %. К минусам можно отнести небольшой диапазон склеиваемых материалов, ограниченную универсальность оборудования и малый выбор размеров и форм.
Виды холодной сварки
Технология холодной сварки позволяет надежно соединить однородные или различные по природе материалы. Склеивание деталей специальным клеевым составом образовывает прочный шов и глубоко проникает в деталь. Различают несколько видов холодной сварки:
- точечная — предполагает соединение медных и алюминиевых проводников;
- шовная — используется для создания тонкостенных сосудов, кожухов и герметичных емкостей;
- стыковая — подходит для соединения проводов и кольцеобразных деталей;
- тавровая — используется для крепления прокатных профилей;
- сдвиговая — применяется с целью соединения водопроводных или отопительных контуров.
Рекомендуемые товары
Ошибка получения цены товара «Окрасочный аппарат XTREME SPRAYER 70:1 NO D.TRAK X70Dh4»
Холодная сварка различается по способу фасовки:
- жидкая — двухкомпонентный состав, отвердитель и пластификатор соединяются непосредственно перед использованием;
-
пластинообразная — брусок, который разминается и перемешивается в дальнейшем.
Использование двухкомпонентной сварки требует определенных навыков, но при этом расходуется экономнее пластинообразной.
В зависимости от целевого назначения выделяют холодную сварку:
- жидкую для соединения металлов;
- жидкую для ремонта автомобилей;
- универсальную сварку для металла, дерева, стекла или пластика;
- состав для работы в специальных условиях — под водой, в условии высокой температуры, в агрессивной среде.
Как пользоваться холодной сваркой?
Для того чтобы получить прочный и ровный шов, важно соблюсти технику и последовательно выполнить следующие шаги:
- Очистить склеиваемые поверхности или место предполагаемого ремонта от грязи, пыли и ржавчины. При необходимости зачистить участок наждачной бумагой, обезжирить спиртом и тщательно просушить.
- Извлечь компоненты холодной сварки в равных пропорциях и поместить на сухую поверхность. Далее смешать их до получения однородной массы.
- Следующий шаг — нанесение готовой однородной смеси на соединяемые поверхности или детали.
- Убрать остатки клеящего вещества шпателем. Если они успели затвердеть,следует аккуратно воспользоваться молотком.
- Дождаться результатов. Время жизнеспособности клея при температуре +20 °C составляет от 3 до 4 часов. Максимальная прочность соединения достигается спустя сутки при условии нахождения в такой же обстановке.
Обратите внимание! Отремонтированное изделие способно выдерживать температурный диапазон от -60 до +250 °C.
Правила безопасности и хранения
Входящие в состав холодной сварки компоненты отличаются высокой химической активностью. Их действие раздражает кожу и слизистые оболочки, а в случае попадания состава в организм есть риски спровоцировать отравление, угрожающее жизни человека. По этой причине при работе с холодной сваркой важно соблюдать определенные меры безопасности:
- Перед началом процесса обязательно надеть резиновые или пластиковые перчатки.
- Протестировать действие компонента на материале перчаток. Если обработанный участок растворится, следует взять перчатки из другого материала.
- Работать с холодной сваркой лучше в специальных защитных очках или экране. Особенно важно придерживаться этого правила в ходе ремонта автомобилей и трубопроводов. Использование защиты позволяет сохранить лицо и слизистые.
- Если компонент попал на кожу, следует немедленно промыть участок чистой водой.
- Если холодная сварка случайно попала внутрь человеческого организма, необходимо промыть желудок большим количеством чистой воды.
- Компоненты должны храниться в недоступном для детей месте.
- Холодную сварку не следует использовать для ремонта емкостей и посуды, которые используются в быту.
Обратите внимание! После полного застывания компоненты теряют свою агрессивную активность. Через сутки отремонтированную вещь можно трогать руками и не переживать о безопасности.
Популярные производители
Заслужили доверие покупателей следующие торговые марки:
- Tarkett;
- Poxipol;
- Permatex;
- WEICON;
- Devcon;
- MASTIX и др.
Заключение
Холодная сварка не сравнима с классическим процессом в первую очередь по своей прочности. Но с помощью этого клеящего состава можно решить много задач в процессе ремонта. При выборе холодной сварки следует учитывать обрабатываемый материал, а в процессе работы — соблюдать требования безопасности.
Специалисты Строймашсервис-Мск
Материал подготовили сотрудники smsm.ru, имеющие практический опыт работы более 25 лет со строительным оборудованием и инструментами как российского производства, так и иностранного.
Холодная сварка ультратонких золотых нанопроволок
-
Вступительное слово.
Дж. Ам. Сварка Соц. 1 , 3 (1919). -
Freitas, R. A. & Gilbreath, WP (eds) Advanced Automation for Space Missions: Proceedings of the 1980 NASA/ASEE Summer Study , Приложение 4C.1. (НАСА, 1980).
Google Scholar
-
Фергюсон Г.С., Чаудхури М.К., Сигал Г.Б. и Уайтсайдс Г.М. Контактная адгезия тонких золотых пленок на эластомерных опорах: холодная сварка в условиях окружающей среды. Science 253 , 776–778 (1991).
Артикул КАС Google Scholar
-
Ким С., Берроуз П.Е. и Форрест С.Р. Создание микросхем органических электронных устройств методом холодной сварки. Наука 288 , 831–833 (2000).
Артикул КАС Google Scholar
-
Джин, К., Суэнага, К. и Иидзима, С.
Сантехнические углеродные нанотрубки. Природа Нанотехнологии. 3 , 17–21 (2008). Артикул КАС Google Scholar
-
Ван, М., Ван, Дж., Чен, К. и Пэн, Л.М. Изготовление и электрические и механические свойства межсоединений углеродных нанотрубок. Доп. Функц. Матер. 15 , 1825–1831 (2005).
Артикул КАС Google Scholar
-
Хираяма Х., Кавамото Ю., Хаяши Х. и Такаянаги К. Наноточечная сварка углеродных нанотрубок. заявл. физ. лат. 79 , 1169–1171 (2001).
Артикул КАС Google Scholar
-
Madsen, D. N. et al. Напайка нанотрубок на микроэлектроды. Нано Летт. 3 , 47–49 (2003).
Артикул КАС Google Scholar
-
Ву, Ю.
и Ян, П. Плавление и сварка полупроводниковых нанопроводов в нанотрубках. Доп. Матер. 13 , 520–523 (2001). Артикул КАС Google Scholar
-
Донг, Л., Тао, X., Чжан, Л., Чжан, X. и Нельсон, Б. Дж. Нанороботизированная точечная сварка: контролируемое осаждение металла с точностью до аттограммы из заполненных медью углеродных нанотрубок. Нано Летт. 7 , 58–63 (2007).
Артикул КАС Google Scholar
-
Misra, A. & Daraio, C. Острые наконечники из углеродных нанотрубок и паяльники с углеродными нанотрубками. Доп. Матер. 20 , 1–4 (2008).
Артикул Google Scholar
-
Rodríguez-Manzo, J. A. et al. Гетеропереходы между металлами и углеродными нанотрубками как предельные наноконтакты. Проц.
Натл акад. науч. США 106 , 4591–4595 (2009 г.). Артикул Google Scholar
-
Сюй, С. и др. Нанометровая модификация и сварка кремниевых и металлических нанопроволок высокоинтенсивным электронным пучком. Малый 1 , 1221–1229 (2005 г.).
Артикул КАС Google Scholar
-
Tohmyoh, H., Imaizumi, T., Hayashi, H. & Saka, M. Сварка нанопроводов Pt с помощью джоулевого нагрева. Scripta Mater. 57 , 953–956 (2007).
Артикул КАС Google Scholar
-
van Huis, M.A. et al. Низкотемпературное объединение нанокристаллов посредством вращения и релаксации, исследованное с помощью просвечивающей электронной микроскопии in situ . Нано Летт. 8 , 3959–3963 (2008).
Артикул КАС Google Scholar
-
Кизука, Т.
, Ямада, К., Дегучи, С., Нарусе, М. и Танака, Н. Электронная микроскопия высокого разрешения с временным разрешением прямого соединения золотых наконечников в твердом состоянии на атомном уровне. J. Электрон Микроск. 46 , 151–160 (1997). Артикул КАС Google Scholar
-
Tohmyoh, H. Определяющий параметр явления плавления наноконтактов за счет джоулева нагрева и его применение для соединения двух тонких металлических проводов. Дж. Заявл. физ. 105 , 014907 (2009).
Артикул Google Scholar
-
Ким, С.Дж. и Джанг, Д.Дж. Лазерная наносварка наночастиц золота. Заяв. физ. лат. 86 , 033112 (2005).
Артикул Google Scholar
-
Москаленко А. В., Бербридж Д. Дж., Вио Г., Гордеев С. Н. Электронно-лучевая сварка трехмерных нанообъектов снизу.
Нанотехнологии 18 , 025304 (2007). Артикул Google Scholar
-
Пэн Ю., Куллис Т. и Инксон Б. Наноконструкция «снизу вверх» путем сварки отдельных металлических нанообъектов с использованием наноразмерного припоя. Нано Летт. 9 , 91–96 (2009).
Артикул КАС Google Scholar
-
Гу, З., Е, Х., Смирнова, Д., Смолл, Д. и Грасиас, Д. Х. Оплавление и электрические характеристики наноразмерного припоя. Маленький 2 , 225–229(2006).
Артикул КАС Google Scholar
-
Lu, W. & Lieber, C.M. Наноэлектроника снизу вверх. Природа Матери. 6 , 841–850 (2007).
Артикул КАС Google Scholar
-
Ji, C.
& Searson, P.C. Синтез и определение характеристик нанопористых золотых нанопроволок. J. Phys. хим. Б 107 , 4494–4499 (2003). Артикул КАС Google Scholar
-
Wang, C., Hu, Y., Lieber, C.M. & Sun, S. Ультратонкие нанопроволоки Au и их транспортные свойства. Дж. Ам. хим. соц. 130 , 8902–8903 (2008 г.).
Артикул КАС Google Scholar
-
Ховатсон, А. М., Лунд, П. Г. и Тодд, Дж. Д. Технические таблицы и данные 41, 2-е изд. (Чепмен и Холл, 1991).
Google Scholar
-
Галл К., Диао Дж., Аграит Н. и Данн М.Л. Прочность золотых нанопроволок. Нано. лат. 4 , 2431–2436 (2004).
Артикул КАС Google Scholar
-
Ву, Б.
, Гейдельберг, А. и Боланд, Дж. Дж. Механические свойства сверхпрочных золотых нанопроволок. Природа Матери. 4 , 525–529(2005). Артикул КАС Google Scholar
-
Ramsperger, U., Uchihashi, T. & Nejoh, H. Изготовление и измерения поперечного электронного транспорта золотых нанопроводов. Заяв. физ. лат. 78 , 85–87 (2001).
Артикул КАС Google Scholar
-
Calleja, M., Tello, M., Anguita, J., Garcia, F. & Garcia, R. Изготовление золотых нанопроводов на изолирующих подложках с помощью индуцированного полем массового переноса. заявл. физ. лат. 79 , 2471–2473 (2001).
Артикул КАС Google Scholar
-
Сонг, Дж. Х., Ву, Ю., Мессер, Б., Кинд, Х. и Ян, П. Формирование металлических нанопроволок с использованием Mo3Se3 − в качестве восстанавливающих и жертвующих шаблонов.
Дж. Ам. хим. соц. 123 , 10397–10398 (2001). Артикул КАС Google Scholar
-
Хосе-Якаман, М. и др. Поверхностная диффузия и коалесценция подвижных металлических наночастиц. J. Phys. хим. B 109 , 9703–9711 (2005 г.).
Артикул Google Scholar
-
Рез, П. и Глейшер, Р. В. Измерение энерговыделения в просвечивающей электронной микроскопии. Ультрамикроскопия 35 , 65–69 (1991).
Артикул Google Scholar
-
Кизука, Т. Атомный процесс точечного контакта в золоте, изученный с помощью просвечивающей электронной микроскопии высокого разрешения с временным разрешением. Физ. Преподобный Летт. 81 , 4448–4451 (1998).
Артикул КАС Google Scholar
-
Sanders, D.
E. & DePristo, A.E. Прогнозируемые скорости диффузии на металлических поверхностях с ГЦК (001) для комбинаций адсорбат/подложка Ni, Cu, Rh, Pd, Ag, Pt, Au. Прибой. науч. 260 , 116–128 (1992). Артикул КАС Google Scholar
-
Чо, К. С., Талапин, Д. В., Гашлер, В. и Мюррей, С. Б. Разработка нанопроводов и наноколец PbSe посредством ориентированного прикрепления наночастиц. Дж. Ам. хим. соц. 127 , 7140–7147 (2005 г.).
Артикул КАС Google Scholar
-
Чжун, З., Ван, Д., Цуй, Ю., Бократ, М. В. и Либер, К. М. Массивы нанопроволок в качестве декодеров адреса для интегрированных наносистем. Наука 302 , 1377–1379 (2003).
Артикул КАС Google Scholar
-
Whang, D., Jin, S., Wu, Y. & Lieber, C.
M. Крупномасштабная иерархическая организация массивов нанопроводов для интегрированных наносистем. Нано Летт. 3 , 1255–1259 (2003). Артикул КАС Google Scholar
-
Huo, F. et al. Литография полимерным пером. Наука 321 , 1658–1660 (2008).
Артикул КАС Google Scholar
Скачать каталожные номера
Как работает холодная сварка и каковы ее преимущества?
Процесс холодной сварки прост и может выполняться с помощью всего нескольких инструментов. Все, что вам нужно, это молоток или другой тяжелый тупой предмет. Затем вы ударяете два куска металла вместе, пока они не сварятся. Это происходит потому, что при ударе достаточно силы, чтобы отодвинуть все части металла достаточно далеко, чтобы они соприкасались и сплавлялись, когда снова соприкасаются друг с другом из-за поверхностного натяжения между ними.
Холодная сварка может быть полезной, если у вас нет электродуговой сварки или другой вспомогательной системы, например, на морской буровой установке, где источники электричества недоступны.
Каковы наиболее распространенные виды холодной обработки?
В зависимости от того, чего вы пытаетесь достичь, существует несколько видов холодной обработки, но есть четыре основных категории: волочение на оправке, гибка, формовка и штамповка. Тип холодной обработки будет зависеть от того, насколько сильно можно согнуть металл или какое усилие может потребоваться. Четыре типа холодной обработки подробно описаны ниже.
Волочение по оправке
Волочение — это процесс холодной обработки, при котором кусок металла натягивается на объект, называемый оправкой, до тех пор, пока он не станет достаточно тонким, чтобы соответствовать другой форме. Оправка действует как барьер между двумя кусками металла, так что они не теряют своего поверхностного натяжения и не сплавляются под сильным давлением молотка. Волочение по оправке является обычной практикой при изготовлении монет, ювелирных изделий и многих других предметов, которые должны быть тонкими, но при этом способными противостоять износу.
Гибка
Если металл, с которым вы работаете, слишком толстый, чтобы его можно было протянуть через оправку, вы можете вместо этого согнуть его. Этот процесс начинается с размещения двух металлических частей таким образом, чтобы они соприкасались в ближайших точках; убедитесь, что молоток не касается ни одного из кусков металла, а затем ударьте по двум кускам так сильно, как только сможете, пока они не сплавятся. Как только это произойдет, вы должны согнуть одну или обе части в любом направлении, в котором они вам нужны.
Формовка
Другой метод холодной обработки называется формой. Для этого сначала нужно согнуть два куска металла, которые нужно сварить, так, чтобы они соприкасались в ближайших точках, убедившись, что молоток не касается ни одного из кусков металла. Затем ударьте две части вместе так сильно, как только сможете, пока они не сольются. После этого все, что вам нужно сделать, это удалить материал оттуда, где он не принадлежит. Этот процесс может упростить сборку сложных объектов, состоящих из множества компонентов, таких как автомобильный двигатель.
Штамповка
Штамповка аналогична волочению по оправке. Основное отличие состоит в том, что для штамповки не требуется волочильного штампа, предмета, используемого для натягивания металла на оправку. Вместо этого для штамповки требуется планшет с негативным изображением объекта, который вы пытаетесь создать. Планшета похожа на форму, заполненную воском, а затем помещенную в такое положение, чтобы по ней можно было ударить молотком с достаточной силой, чтобы выдавить весь воск и оставить только отпечаток своей формы. Штамповки обычно используются для изготовления монет, украшений, значков, пуговиц и других мелких предметов.
Какова цель холодной обработки?
Холодная обработка предназначена для изменения физических свойств определенных металлов. Он позволяет регулировать мягкость, прочность и электропроводность различных металлов, изменяя реакцию металла на сильное давление молотка. Если у металла есть свои естественные недостатки, вы можете сделать их менее заметными, изменив его форму или структуру.
Что необходимо для осуществления холодной сварки?
Холодная сварка требует, чтобы два куска металла соединялись вместе, чтобы соприкасаться в их ближайших точках, но фактически не плавились под воздействием тепла. Два куска металла должны быть достаточно тупыми, чтобы при соприкосновении они не вызывали искрения или возгорания. Молоток или другой твердый тяжелый предмет также необходим, чтобы обеспечить силу для перемещения каждого куска металла друг от друга при соприкосновении.
Что такое процесс холодной сварки?
Процесс холодной сварки в космосе прост. Вам нужен молоток, металлический предмет, который нужно сварить, и поверхность, по которой металл можно бить молотком. Все, что вам нужно сделать, это расположить два куска металла так, чтобы они соприкасались в своих ближайших точках; убедитесь, что молоток не касается ни одного из кусков металла, а затем ударьте по двум кускам так сильно, как только сможете, пока они не сплавятся. Это происходит потому, что при ударе достаточно силы, чтобы отодвинуть все части металла достаточно далеко, чтобы они соприкасались и сплавлялись, когда снова соприкасаются друг с другом из-за поверхностного натяжения между ними.
Где используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, но не всегда демонстрируется персоналу компании. Это может произойти по многим причинам, одна из которых может заключаться в том, что компания не хочет рекламировать, что она использует холодную сварку как часть своего процесса. Другая причина может быть финансовой, так как этот тип продукта может иметь более сложный производственный процесс, чем стандартный продукт.
Как можно использовать холодную сварку на благо своего бизнеса?
Холодная сварка может создавать более прочные и долговечные соединения между металлами. Этот процесс использует давление и трение для сварки двух кусков металла вместе без нагрева, что делает его идеальным вариантом для соединения разнородных металлов или металлов, чувствительных к теплу. Холодная сварка может обеспечить более прочное соединение, чем другие методы, что делает ее идеальной для критических применений.
Используется ли газ для холодной сварки?
Холодная сварка требует, чтобы два куска металла соединялись вместе, чтобы соприкасаться в их ближайших точках, но фактически не плавились под воздействием тепла. Два куска металла должны быть достаточно тупыми, чтобы при соприкосновении они не вызывали искрения или возгорания. Молоток или другой твердый тяжелый предмет также необходим, чтобы обеспечить силу для перемещения каждого куска металла друг от друга при соприкосновении.
Почему выбирают холодную сварку?
Люди выбирают холодную сварку, потому что она позволяет изготавливать более прочные изделия, которые служат дольше, чем без этого процесса. Особенно это касается изделий, состоящих из множества различных компонентов и деталей.
Почему лучше холодная сварка, чем горячая?
Холодная сварка — хороший вариант, если вам нужна прочная связь между двумя разными металлическими частями, но вы не хотите, чтобы эти металлические части расплавлялись во время их соединения. Если вы не хотите, чтобы ваше изделие было прочным, выберите другой вид сварки, чтобы получить желаемый результат; горячая сварка выполняется намного быстрее, чем холодная, и не требует таких навыков.
Каковы преимущества холодной сварки?
Холодная сварка используется для соединения двух кусков металла вместе, что дает несколько различных преимуществ в зависимости от ситуации. Одним из преимуществ является то, что этот процесс не требует особых навыков; однако для той же цели можно использовать и другие процессы, которые намного быстрее и проще в освоении, чем холодная сварка. Еще одним преимуществом холодной сварки является то, что она создает прочное соединение между двумя разными металлическими деталями, что делает ее идеальной для многих применений.
В чем разница между холодной сваркой и сваркой TIG?
Холодная сварка — это процесс соединения двух металлических частей, который происходит, когда две части находятся в непосредственном контакте друг с другом и сильно ударяются тяжелым предметом. Сварка TIG, с другой стороны, представляет собой процесс, который требует от вас подачи наэлектризованного газа через сопло, когда оно находится рядом с вашим металлическим изделием; цель этого состоит в том, чтобы преобразовать поверхность вашего металлического предмета в расплавленную форму, чтобы ему можно было легко придать другую форму. Сварка TIG также может использоваться для соединения двух разных металлических частей; тем не менее, он имеет тенденцию к более слабому соединению, чем холодная сварка.
Является ли холодная сварка быстрым методом соединения металлов?
Нет, холодная сварка не является быстрым методом соединения металла. Его выполнение может занять довольно много времени. Несмотря на то, что инструмент выполняет всю работу без физических усилий со стороны оператора, процесс требует времени. Количество времени, которое потребуется, будет зависеть от того, какую силу вы приложите и как долго кусочки соединятся друг с другом, прежде чем ударить. Если вы хотите ускорить этот процесс после того, как он уже начался, вы можете соединить кусочки еще раз. Это поможет им быстрее сблизиться и снизит вероятность того, что они оторвутся друг от друга после слияния.
Преимущества и недостатки холодной сварки:
Преимущества
Холодная сварка — это процесс, обеспечивающий долговечность вашего изделия. Это может занять много времени, но это создаст прочную связь между двумя металлическими частями, которые вы соединяете вместе. Это позволяет вашему продукту служить дольше и быть более прочным, чем продукты, которые не используют этот процесс.
Недостатки
Этот процесс длительный, трудоемкий и сложный в освоении. Также сложно работать с правильным типом металла, так как для правильной работы необходимо достичь правильной температуры. Было бы полезно, если бы у вас также был точный угол, под которым будет ударяться ваш кусок металла, чтобы он правильно сплавился. В этом процессе можно использовать только один тип молотка, что делает процесс немного более ограниченным, чем другие доступные процессы.
Безопасность сварки для аппарата холодной сварки
Холодная сварка является одной из самых безопасных по нескольким причинам. Первая причина его безопасности заключается в том, что холодная сварка не дает высокой температуры, как другие виды сварки. Он производит только неглубокую температуру, что совсем не опасно. Вторая причина его безопасности заключается в том, что при этом процессе не образуется много дыма, в отличие от сварки методом горячей врезки и сварки MIG, которые производят тонны дыма. Это делает холодную сварку очень безопасным способом выполнения вашей работы на рабочем месте без каких-либо вредных последствий для вашего здоровья или зрения после завершения работы.
Инструменты для холодной сварки
При выполнении холодной сварки можно использовать несколько сварочных инструментов. Самый распространенный тип инструмента – молоток. Молоток, используемый для ударов металла друг о друга, может варьироваться от простого стандартного молотка до более сложного, специализированного. Эти молотки имеют специально разработанные головки, используемые для выполнения холодной сварки, и они либо подвешиваются на подставке, либо оператор держит их в руках.
