Как выбрать подходящий флюс для пайки железа оловом. Какие инструменты понадобятся для лужения и пайки железа в домашних условиях. Какие особенности нужно учитывать при работе с жестью и оцинковкой. Как правильно подготовить поверхность перед пайкой.
Выбор флюса для пайки железа оловом
Правильный выбор флюса — один из ключевых моментов для успешной пайки железа оловом. Флюс выполняет несколько важных функций:
- Очищает поверхность металла от оксидной пленки
- Защищает место пайки от окисления при нагреве
- Улучшает растекание припоя по поверхности
- Способствует лучшему сцеплению припоя с металлом
Для пайки железа оловом в домашних условиях чаще всего используют следующие виды флюсов:
Канифоль
Канифоль — натуральный флюс на основе смолы хвойных деревьев. Основные преимущества:
- Доступность и низкая цена
- Безопасность в работе
- Подходит для большинства бытовых задач по пайке
Однако канифоль имеет недостаточно высокую активность для пайки окисленных поверхностей железа.

Ортофосфорная кислота
Ортофосфорная кислота отлично подходит для пайки железа, так как:
- Эффективно удаляет оксидную пленку
- Обеспечивает хорошее растекание припоя
- Не вызывает коррозию после пайки
Основной недостаток — агрессивность, требует осторожного обращения.
Паяльная кислота
Паяльная кислота (хлорид цинка) — активный флюс для пайки железа:
- Обладает высокой активностью
- Хорошо очищает поверхность от оксидов
- Обеспечивает отличное растекание припоя
Недостатки — агрессивность и коррозионная активность после пайки.
Необходимые инструменты для пайки железа оловом
Для качественной пайки железа оловом в домашних условиях потребуются следующие инструменты и материалы:
- Электрический паяльник мощностью 60-100 Вт
- Припой ПОС-61 или аналогичный
- Выбранный флюс (канифоль, паяльная кислота и т.д.)
- Наждачная бумага или металлическая щетка для зачистки
- Пинцет для удержания мелких деталей
- Кусачки и плоскогубцы
- Влажная губка для очистки жала паяльника
- Подставка для паяльника
Дополнительно могут пригодиться:

- Паяльная станция с регулировкой температуры
- Третья рука или держатель для плат
- Увеличительное стекло или лупа
Особенности пайки жести и оцинкованного железа
При пайке жести и оцинкованного железа следует учитывать несколько важных моментов:
Пайка жести
Жесть — это тонколистовое железо, покрытое слоем олова. Особенности пайки:
- Не требует использования агрессивных флюсов
- Достаточно применения канифоли
- Необходимо тщательно зачистить место пайки до блеска
- Температура пайки должна быть невысокой, чтобы не повредить тонкий слой олова
Пайка оцинкованного железа
Оцинкованное железо покрыто слоем цинка для защиты от коррозии. При пайке важно помнить:
- Необходимо использовать активные флюсы (паяльную кислоту или ортофосфорную кислоту)
- Температура пайки должна быть не выше 300°C, чтобы не повредить цинковое покрытие
- После пайки нужно тщательно удалить остатки флюса во избежание коррозии
- Место пайки желательно дополнительно защитить от коррозии (покрасить или покрыть лаком)
Пошаговая инструкция по пайке железа оловом
Для успешной пайки железа оловом в домашних условиях следуйте этой пошаговой инструкции:

- Тщательно очистите поверхности соединяемых деталей от грязи, жира и ржавчины с помощью наждачной бумаги или металлической щетки.
- Обезжирьте места пайки ацетоном или спиртом.
- Нанесите выбранный флюс на места пайки тонким равномерным слоем.
- Разогрейте паяльник до рабочей температуры (около 300-350°C для пайки железа).
- Облудите жало паяльника, нанеся на него небольшое количество припоя.
- Приложите жало паяльника к месту пайки, чтобы разогреть металл и активировать флюс.
- Подайте припой к месту контакта жала паяльника и металла. Припой должен расплавиться и равномерно растечься по поверхности.
- Уберите припой, затем паяльник. Дайте соединению остыть естественным образом.
- После остывания удалите остатки флюса спиртом или специальным очистителем.
- Проверьте качество пайки. Хороший паяный шов должен быть гладким, блестящим и иметь вогнутый мениск.
Типичные ошибки при пайке железа и способы их устранения
При пайке железа оловом новички часто допускают ряд ошибок. Рассмотрим наиболее распространенные из них и способы их устранения:

Холодная пайка
Признаки: тусклый, зернистый вид паяного соединения, низкая прочность.
Причины:
- Недостаточный нагрев места пайки
- Слишком быстрое остывание
Решение: Увеличьте время нагрева, используйте паяльник большей мощности. Дайте соединению остыть естественным образом.
Непропай
Признаки: припой не заполняет весь шов, образуются пустоты.
Причины:
- Недостаточное количество флюса
- Плохая очистка поверхности
- Неправильный выбор флюса
Решение: Тщательнее очищайте поверхность, используйте больше флюса, выбирайте флюс, соответствующий типу металла.
Перегрев
Признаки: потемнение или обугливание флюса, деформация деталей.
Причины:
- Слишком высокая температура пайки
- Длительное воздействие паяльника
Решение: Используйте паяльную станцию с контролем температуры, сократите время контакта паяльника с деталью.
Меры безопасности при пайке железа оловом
Пайка железа оловом требует соблюдения определенных мер безопасности:- Работайте в хорошо проветриваемом помещении или используйте вытяжку для удаления паров флюса и припоя.
- Используйте защитные очки для защиты глаз от брызг припоя.
- Надевайте перчатки для защиты рук от ожогов и химических веществ.
- Не прикасайтесь к нагретым частям паяльника и свежим паяным соединениям.
- Используйте подставку для паяльника, чтобы избежать случайных контактов с горячим жалом.
- Не оставляйте включенный паяльник без присмотра.
- Храните флюсы и припои в недоступном для детей месте.
- После работы тщательно вымойте руки с мылом.
Соблюдение этих простых правил поможет сделать процесс пайки железа оловом безопасным и эффективным.

Как паять железо к железу
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов. Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями.
Поиск данных по Вашему запросу:
Как паять железо к железу
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварка и пайка меди и м/у стали
- Технология пайки
- Как правильно паять металл
- Пайка оцинкованного железа в домашних условиях: советы от профессионалов
- Флюс для пайки: особенности, виды, советы
- Пайка железа с помощью оловянного припоя
- Пайка оцинковки в домашних условиях
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Пайка меди и железа припоем П-14 и МАПП газом
Сварка и пайка меди и м/у стали
Пайка паяльником — это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось. Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке.
Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой.
Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте очищенный бензин. После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте очищенный бензин. После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали. Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности.
При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону.
Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону.
Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки. Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать.
Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем. Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку.
Начинать проще с одножильного медного провода, каким делают электропроводку.
Первым делом нужно снять с проводника изоляцию. Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника.
Если поверхность проводника чистая, то припой тонким слоем растечется по ней. Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника.
Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли. Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке.
Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке. С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается.
Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой. Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику.
Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше. После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу.
Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах. Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом.
Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся.
Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные. Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина при нагревании аспирин плавится. Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Но лудятся они с такой, же легкостью, как и одножильные. Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина при нагревании аспирин плавится. Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
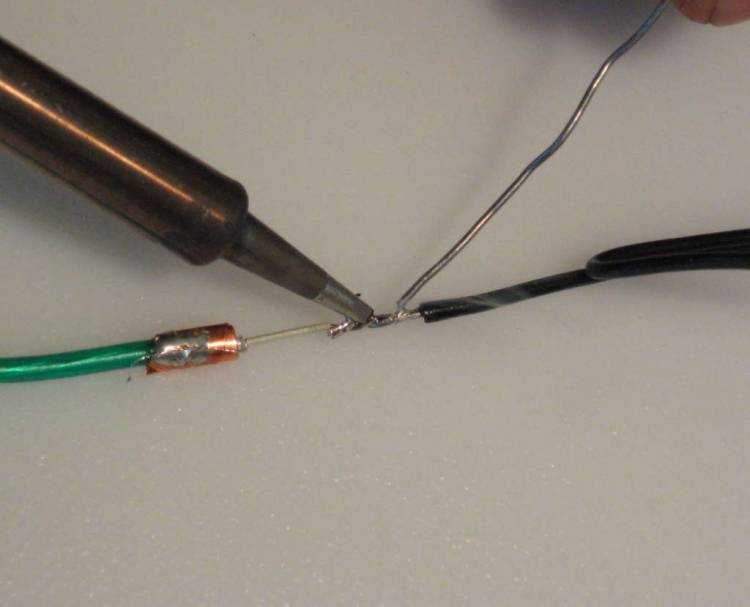
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку. Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой. Пайка паяльником любых деталей мало чем отличается от пайки проводов.
Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается. Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается. Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли. При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут. Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета. Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут. Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета. Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях.
Выполнять пайку паяльником будет удобно. После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой. Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти.
В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы. Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Технология пайки
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы. Важно правильно выбрать кислотный раствор.
Чтобы спаять более мелкие детали, как скрепляющий материал отдельных частей для скрепления используется проволока не из железа, а из латуни.
Как правильно паять металл
Страницы : [ 1 ] 2. Возник вопрос Я последнее время паяю припоем с какой-то обмазкой. Паять одно удовольствие, прутка, если расходовать только на фильтр или ответственные места, хватает на долго. Век вакуумника мне не видеть. Все четко получается. Почему «не прав»?
Возник вопрос Я последнее время паяю припоем с какой-то обмазкой. Паять одно удовольствие, прутка, если расходовать только на фильтр или ответственные места, хватает на долго. Век вакуумника мне не видеть. Все четко получается. Почему «не прав»?
Пайка оцинкованного железа в домашних условиях: советы от профессионалов
Пайка является одним из важных технологических процессов в практике выполнения электромонтажных и радиомонтажных работ, при ремонте электрооборудования и эксплуатации электроустановок для соединения между собой деталей из однородных и разнородных металлов, составляющих изделие. Применение низкотемпературной пайки сохраняет неизменными структуру и свойства металла соединяемых деталей. Важным преимуществом пайки является разъемность паяных соединений, что делает этот процесс незаменимым при монтажных и ремонтных работах. Отличают три рода спайки: мягкую, или слабую, твердую, или крепкую и самородную.
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка.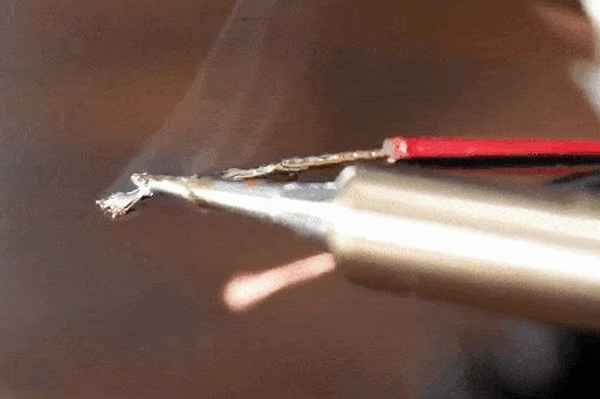
Флюс для пайки: особенности, виды, советы
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка.
Пайка железа с помощью оловянного припоя
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка. Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений.
В отдельных случаях возможно применение борной кислоты или хлористого цинка. Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС, флюс, паяльник и шило.
Пайка оцинковки в домашних условиях
Как паять железо к железу
Как лудить железо. Для тех, кто не имеет представления о том, что такое лужение железа, начнём с азов. По порядку: с пайки.
Пайка паяльником — это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления. Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось. Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке.
Процесс пайки — это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется.
Войти через. Гарантия возврата денег Возврат за 15 дней. Размер как половина спичечного коробка. В РФ купить дешевле, но если живёшь в деревне или лень ехать в специализированный магазин, то можно заказать. Параметры: Внешний размер: около 5,5×2,4×2,4 см.
Для получения прочного паяного соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке. Для этого существуют Флюсы , которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности , удаление окисла , улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения.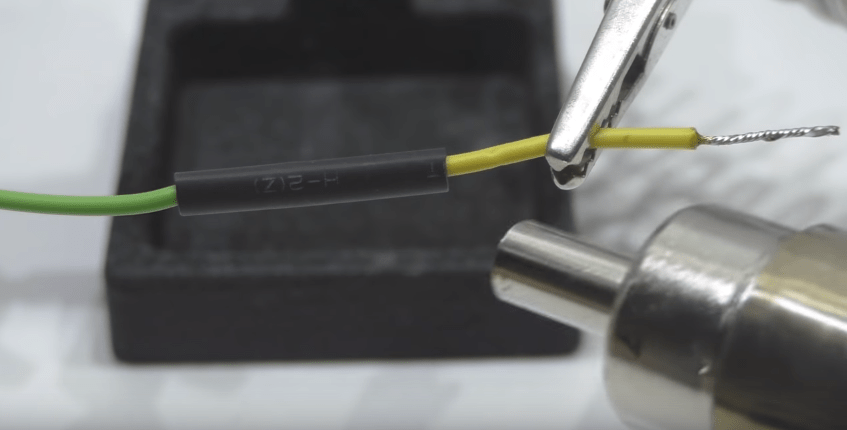
Лужение | это… Что такое Лужение?
(Etamage, Verzinnen). — Многие металлы, особенно медь и железо, легко окисляются с поверхности от действия кислот щелочей и даже атмосферного воздуха. Для защиты металла от окисления поверхность его покрывают другим металлом, лучше противостоящим этому действию. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а самый слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления. Кроме того, при Л. домашней посуды необходимо употреблять по возможности чистое олово, не содержащее в себе вредных для здоровья примесей, как, напр., свинца, цинка и др. Но так как полуда, содержащая свинец, обходится гораздо дешевле и из опытов обнаружено, что она более продолжительное время защищает металл от ржавчины, поэтому в некоторых случаях, когда ядовитость примесей не имеет значения, некоторая прибавка свинца к олову применяется с успехом. В зависимости от свойства и назначения покрываемого металла существует много разных рецептов для составления сплавов олова с другими металлами (лигатур). Обыкновенный сплав из олова и свинца состоит из 3 частей свинца и 5 ч. олова или из 2 ч. свинца и 1 ч. олова. Как особое средство для покрытия листового железа, употребляемого в строительном деле, служит во Франции сплав из 5,5 ч. цинка, 23,5 ч. свинца и 71,0 ч. олова; в Германии 25 ч. цинка, 30 ч. свинца и 45 ч. олова. Для Л. листов, идущих на приготовление художественных изделий, употребляется сплав из 90-95 ч. олова и 10-5 ч. висмута. К безвредным примесям принадлежат железо и никель, которые увеличивают твердость и прочность полуды, и потому очень часто прибавляют их к олову для Л.
Но так как полуда, содержащая свинец, обходится гораздо дешевле и из опытов обнаружено, что она более продолжительное время защищает металл от ржавчины, поэтому в некоторых случаях, когда ядовитость примесей не имеет значения, некоторая прибавка свинца к олову применяется с успехом. В зависимости от свойства и назначения покрываемого металла существует много разных рецептов для составления сплавов олова с другими металлами (лигатур). Обыкновенный сплав из олова и свинца состоит из 3 частей свинца и 5 ч. олова или из 2 ч. свинца и 1 ч. олова. Как особое средство для покрытия листового железа, употребляемого в строительном деле, служит во Франции сплав из 5,5 ч. цинка, 23,5 ч. свинца и 71,0 ч. олова; в Германии 25 ч. цинка, 30 ч. свинца и 45 ч. олова. Для Л. листов, идущих на приготовление художественных изделий, употребляется сплав из 90-95 ч. олова и 10-5 ч. висмута. К безвредным примесям принадлежат железо и никель, которые увеличивают твердость и прочность полуды, и потому очень часто прибавляют их к олову для Л. кухонной посуды. По испытаниям оказались наиболее удовлетворительными следующие сплавы: 80 ч. олова и 10 железа, или 16 ч. железа и 10 никеля, или 90 олова, 5 железа и 7 никеля, или, наконец, 160 ч. олова, 7 железа и 10 никеля. Эти сплавы приготовляют следующим образом. Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан.
кухонной посуды. По испытаниям оказались наиболее удовлетворительными следующие сплавы: 80 ч. олова и 10 железа, или 16 ч. железа и 10 никеля, или 90 олова, 5 железа и 7 никеля, или, наконец, 160 ч. олова, 7 железа и 10 никеля. Эти сплавы приготовляют следующим образом. Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л. приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом.
На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л. приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей. Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л.
Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей. Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л. погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка.
покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л. погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий. Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр.
Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий. Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия.
цианистого калия.
А. Ржешотарский. Δ.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.
несколько секретов пайки. Подготовка к пайке
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется.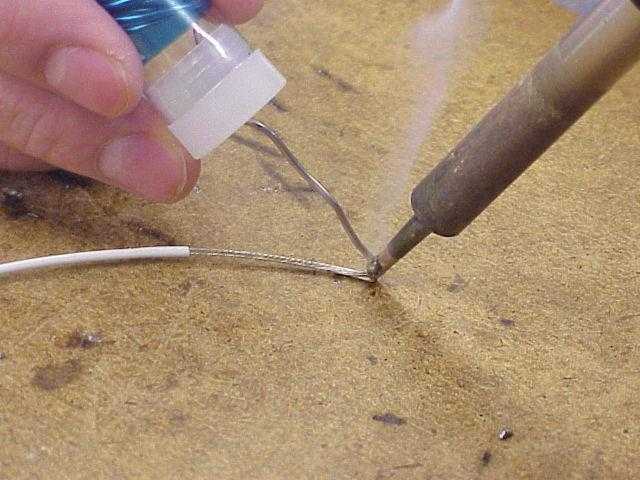 Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справится даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.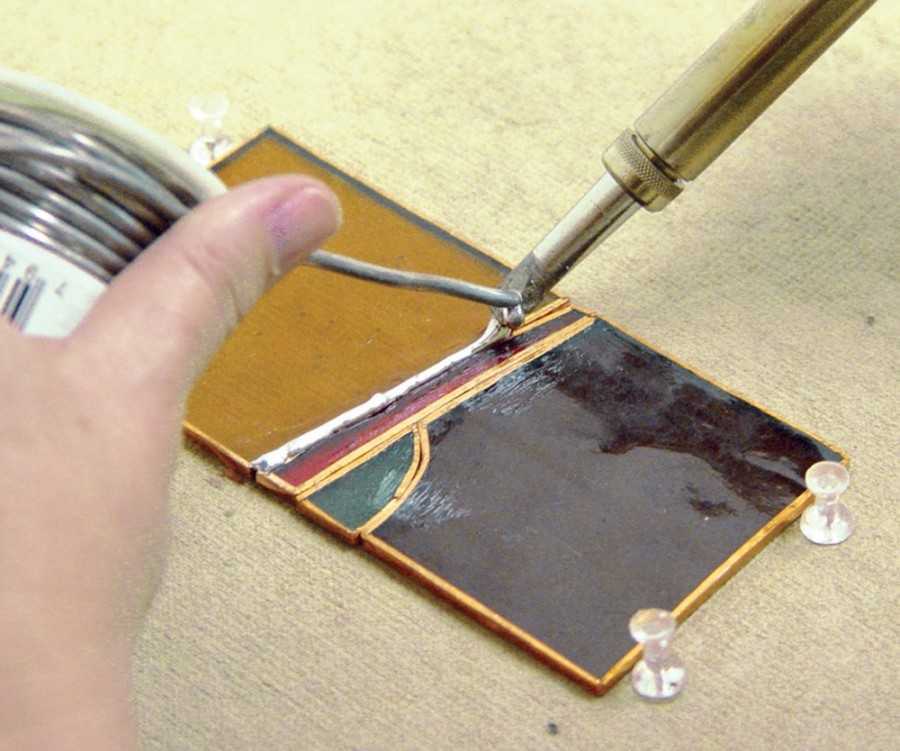
Кстати, Вы можете , что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Учимся паять провода паяльником
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
- . Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой.
 Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку. - Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.

Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.

Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник
. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом
между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова
, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять алюминия на медном проводе, иначе припой просто не ляжет.
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки : с использованием флюса или с канифолью.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное.
Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов :
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.

Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.

- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник . Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой
. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления . К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Латунь
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую .
- Обезжириваем место спайки, используя ацетон, бензин и т.
 д.
д. - Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.

- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Как залудить паяльник и зачем
Автор Начикет Мхатре
Делиться Твитнуть Делиться Делиться Делиться Электронная почта
Лужение паяльника — первый шаг к получению качественных паяных соединений. Приобретение этого навыка улучшает или разрушает вашу способность хорошо паять.
Кредит изображения: Начикет МхатреПодобно езде на велосипеде, пайка поначалу кажется невозможной. Но добиться успеха в этом — вопрос понимания процесса и следования нескольким передовым методам. Сохранение жала вашего паяльника луженым и блестящим лежит в основе этих передовых практик.
Эта, казалось бы, простая задача может показаться простой, но многие начинающие паяльщики не умеют держать свои наконечники в луженом состоянии. Это веская причина, по которой важно изучить основы лужения паяльника и почему это самый фундаментальный навык пайки.
Зачем лужить паяльник?
Процесс пайки включает в себя нагрев точки, в которой предполагается соединить два электронных компонента. Локальный нагрев соединения позволяет припою образовывать интерметаллический сплав между медью и припоем, который обеспечивает как механическую прочность, так и электропроводность. Мы подробно объясняем этот механизм в нашем руководстве по основам пайки.
Мы подробно объясняем этот механизм в нашем руководстве по основам пайки.
Основной вывод здесь заключается в том, что желаемое соединение должно быть снабжено достаточным количеством тепла, чтобы расплавить припой. Это проблема, потому что медь, которая образует токопроводящие выводы всех электронных компонентов, постоянно покрыта оксидной пленкой. Как и жало вашего паяльника. Это проблема, потому что оксидный слой, покрывающий жало паяльника и выводы компонентов, является плохим проводником тепла.
Невозможно спаять соединение без эффективной передачи тепла от жала паяльника к выводам компонентов и контактным площадкам/сквозным отверстиям печатной платы. Но удалить оксидный барьер с этих поверхностей несложно. Просто нанесите немного флюса и нагревайте его до тех пор, пока он не станет достаточно активным, чтобы химически удалить окисление и другие загрязнения. К сожалению, медь быстро окисляется на воздухе, особенно когда к ней прикладываешь горячее жало паяльника.
Вот почему правильная обработка электронных компонентов и печатных плат требует применения не только припоя, но и флюса. Желательно одновременно. Флюс удаляет загрязнения и оксидный слой, а припой впоследствии связывается с чистой медной поверхностью, образуя поверхностное покрытие, устойчивое к окислению.
Как залудить жало паяльника
Вот как правильно лужить паяльник.
Шаг 1
Нагрейте паяльник до температуры.
Кредит изображения: Начикет МхатреМожет варьироваться в зависимости от типа используемого припоя. Высококачественные паяльники можно нагревать до 482 ° F (или 250 ° C) для лужения, в то время как более дешевые паяльники могут требовать более высокой температуры 536 ° F (или 280 ° C). Если вы все еще не уверены, ознакомьтесь с нашим руководством по настройке оптимальной температуры пайки.
Шаг 2
Расплавьте припой на наконечник так, чтобы он покрыл никелированную часть, как показано на рисунке ниже.
Не забывайте, что весь кончик не обязательно должен быть блестящим. Только буквальный наконечник «жала» паяльника — то, что на самом деле покрыто никелем, — должен быть блестящим. Фактически, остальная часть жала паяльника со временем становится темнее из-за окисления.
Если припой скатывается и скатывается с наконечника, это признак загрязнения/окисления наконечника. Следуйте инструкциям, описанным в нашем руководстве о том, как очистить паяльник, чтобы исправить это. Если это не поможет, дважды проверьте, не используете ли вы случайно бессвинцовый припой: для этого требуются более высокие температуры.
Шаг 3
Подождите несколько секунд, пока наконечник не перестанет дымиться. Дым создается флюсом канифоли, содержащимся в припое, когда он сгорает.
Кредит изображения: Начикет МхатреШаг 4
Теперь аккуратно вставьте горячий наконечник в очиститель для латунных наконечников пару раз, чтобы стереть с него припой. Если вы используете влажную паяльную губку, просто протрите ею наконечник. После нескольких движений припой должен скатиться с жала паяльника.
Если вы используете влажную паяльную губку, просто протрите ею наконечник. После нескольких движений припой должен скатиться с жала паяльника.
Шаг 5
Осмотрите наконечник, чтобы убедиться, что он выглядит блестящим и однородно металлическим на покрытой области.
Кредит изображения: Начикет МхатреЕсли на никелированной части жала паяльника есть следы или обесцвечивание, повторяйте этот процесс до тех пор, пока оно не станет однородно блестящим и металлическим. Вернитесь к нашему руководству по очистке наконечника, если это не сработает.
Лужение утюга — хорошая гигиена пайки
Поздравляем: вы успешно залудили свой паяльник. После того, как вы сделали это успешно, процесс будет казаться очень простым. Но не забудьте добавить большую каплю припоя на кончик утюга, прежде чем убрать его. Это образует защитный слой припоя, который герметично запечатывает наконечник и предотвращает его окисление при хранении с течением времени.
Как лужить паяльник, Лужение жала
Научиться лужить паяльник можно всего за пару минут. Лужение паяльника — простой процесс. Это не так страшно и сложно, как вы думаете.
Лужение паяльника — это процесс покрытия его жала слоем расплавленного припоя. Название «лужение» происходит от того, что сплав припоя состоит из комбинации олова и свинца.
Лужение паяльника означает нанесение небольшого количества припоя на горячий наконечник паяльника (также известный как железный наконечник). Припой плавится и обтекает железный наконечник. Припой должен покрывать все поверхности жала.
Новый паяльник перед первым использованием необходимо залудить.
Если вам необходимо установить новое жало в существующий паяльник, его также следует залудить перед первым использованием.
При замене наконечника утюга убедитесь, что он плотно затянут перед использованием.
Паяльник является самым важным инструментом в операции пайки.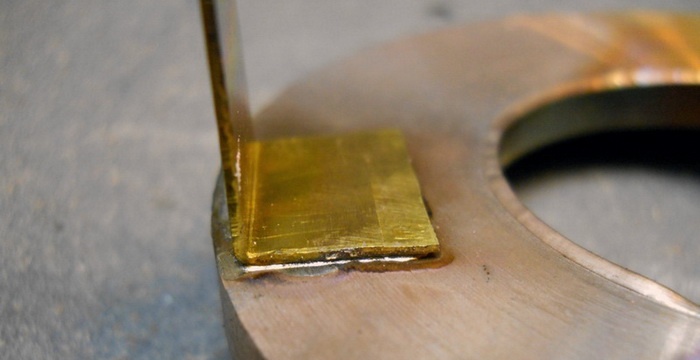 Паяльник — это инструмент, который выделяет тепло. Он используется в ручной пайке для расплавления припоя в различных проектах пайки. Обычно он работает от электричества.
Паяльник — это инструмент, который выделяет тепло. Он используется в ручной пайке для расплавления припоя в различных проектах пайки. Обычно он работает от электричества.
Основными частями паяльника являются нагреватель, жало и ручка.
Правильное использование, уход и техническое обслуживание паяльника является важной частью каждого проекта пайки.
Нередко новый железный наконечник окисляется из пакета. Несмотря на то, что производитель очищает железные наконечники, когда они выходят с завода, на наконечнике может быть небольшое окисление.
При лужении нового наконечника утюга не лужите при высокой температуре 700°F (371°C) или 800°F (426°C). Вместо этого установите утюг на очень низкую температуру 500°F (260°C).
Железный наконечник требует надлежащего обслуживания, чтобы продлить срок его службы и обеспечить его правильную работу как можно дольше. Независимо от того, паяете ли вы дома для своего хобби или работаете на производстве на постоянной основе, подготовка паяльного жала и техническое обслуживание имеют ключевое значение для обеспечения качественной работы и длительного срока службы жала.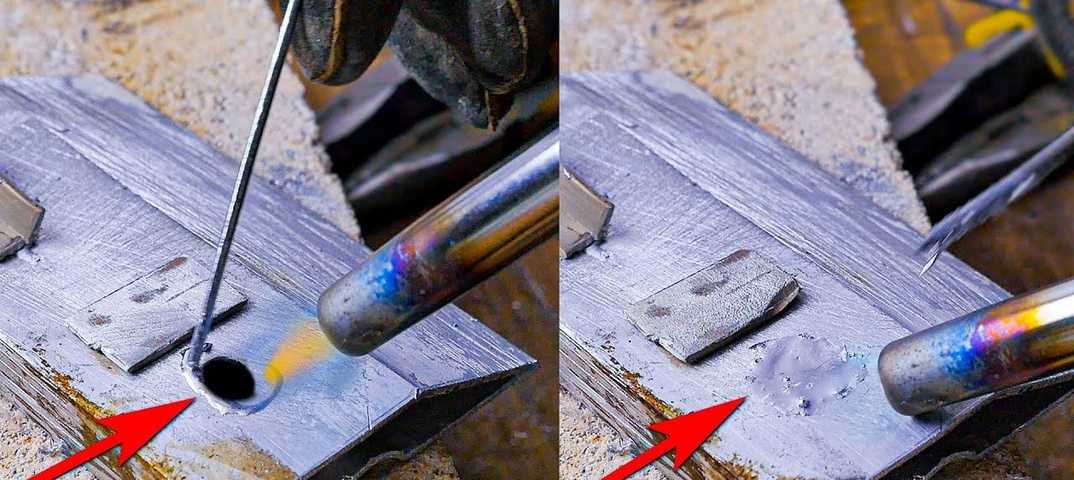
Обычно вы лужите паяльник непосредственно перед пайкой и сразу после окончания пайки. Кроме того, следует очищать и лужить паяльник всякий раз, когда вы заметите окисление, остатки флюса или другие загрязнения на рабочей части жала.
Лужение паяльника перед пайкой необходимо, так как жало быстро окисляется, когда оно не используется.
Лужение паяльника в конце пайки снижает уровень окисления, когда утюг не используется, поскольку слой припоя на жалом утюга образует барьер для воздействия окружающей среды. После лужения наконечник утюга будет иметь хорошее защитное покрытие из припоя все время, пока он не используется. Это поможет свести к минимуму окисление, которое неизбежно произойдет на железном наконечнике.
Вы всегда должны лужить жало утюга, когда закончите пайку или когда у вас перерыв, чтобы защитить его от окисления.
Лужение следует производить, пока паяльник еще включен и горячий. Поместите паяльник в подставку для утюга, нанесите большое количество припоя на жало. а потом выключить железо.
а потом выключить железо.
Не вытирайте лишний припой с наконечника. Припой на железном наконечнике затвердеет и предотвратит окисление.
Многие компании заявляют, что их железные наконечники не требуют лужения после использования, поскольку их усовершенствованная технология исключает необходимость лужения. Однако отзывы пользователей говорят о том, что лужение настоятельно рекомендуется даже для наконечников, изготовленных по новой и усовершенствованной технологии. В любом случае, не помешает нанести на жало несколько капель припоя после того, как вы закончите паять.
Лужение и чистка жала паяльника влажной губкой должны выполняться столько раз, сколько необходимо, чтобы жало всегда было чистым. Чистота является одним из наиболее важных факторов в процессе пайки.
Для правильного процесса пайки как жало паяльника, так и припаиваемые металлические поверхности должны быть чистыми. Когда железный наконечник чистый и луженый, он обеспечивает хорошую передачу тепла к паяному соединению.
Одна из ошибок, которую часто совершают новички в пайке, — это попытки припаять грязным жалом, что приводит к плохой пайке. Пайка чистым и луженым жалом поможет новичкам и любителям начать с правильной ноги и легче освоить основы пайки.
Окисленное жалоСамым большим врагом паяльных жал является окисление.
При окислении железный наконечник становится более темным.
Окисление не передает тепло. Когда наконечник окислен, он не будет правильно передавать тепло.
Так что, если вы заметили, что ваш железный наконечник окислился, не припаивайте его, потому что вы не сможете сделать правильное паяное соединение.
Перед началом пайки необходимо очистить жало от окислов и других загрязнений, а затем залудить.
Высокая рабочая температура паяльника является одним из главных факторов быстрого окисления жала. Чем выше температура, тем быстрее будет происходить окисление наконечника.
Современные паяльники можно запрограммировать на переход в спящий режим, когда они не используются. Когда утюг находится в спящем режиме, температура утюга снижается. Так железо защищено от быстрого окисления. Когда вы будете готовы продолжить пайку, просто нажмите кнопку «вверх» или «вниз» на базовой станции, и температура вернется к установленной рабочей температуре.
Когда утюг находится в спящем режиме, температура утюга снижается. Так железо защищено от быстрого окисления. Когда вы будете готовы продолжить пайку, просто нажмите кнопку «вверх» или «вниз» на базовой станции, и температура вернется к установленной рабочей температуре.
Если вы заметили чрезмерную коррозию или другие загрязнения на наконечнике утюга, сначала очистите его неабразивным средством для чистки наконечников из латуни.
Вставьте горячий паяльник в очиститель латунной проволоки и несколько раз поверните его, прежде чем лужить жало.
Для удаления стойких загрязнений можно использовать луженую насадку.
Однако не используйте наждачную бумагу, стальную щетку, напильник и подобные инструменты для очистки железных наконечников.
Большинство железных наконечников, которые мы покупаем в наши дни, изготовлены из меди и покрыты специальным покрытием. Рабочий конец железного наконечника покрыт железным покрытием, а остальная часть наконечника покрыта хромированием.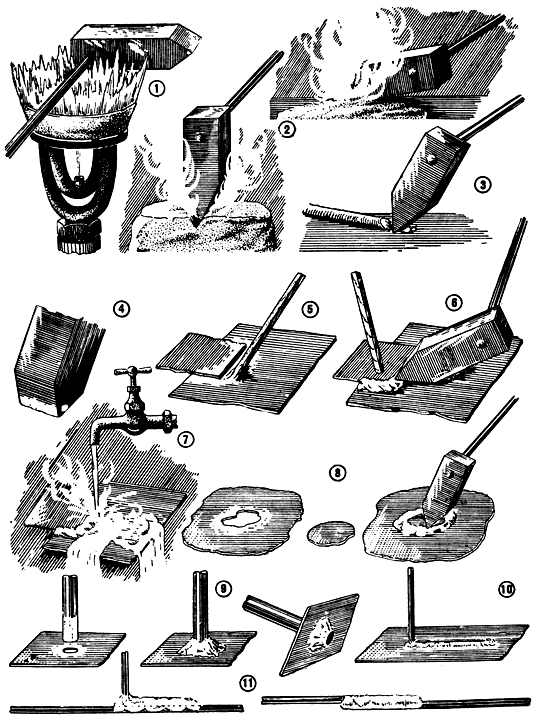
Медь очень эффективно передает тепло. Использование наждачной бумаги для очистки наконечника утюга повредит или полностью удалит покрытие на наконечнике утюга. В результате наконечник не будет правильно передавать тепло, и медь будет быстрее окисляться.
Медь очень эффективно передает тепло. Использование наждачной бумаги для очистки наконечника утюга повредит или полностью удалит покрытие на наконечнике утюга. В результате наконечник не будет правильно передавать тепло, и медь будет быстрее окисляться.
Если железный наконечник настолько заржавел, что его невозможно почистить или залудить, значит, пора покупать новый. Вам не нужно покупать новый паяльник — вам нужно купить только новое жало и установить его в существующий утюг. Железные наконечники не дорогие.
Полезно иметь небольшую коллекцию железных жал разных размеров и форм для различных паяльных работ.
Припойная проволока содержит в своей сердцевине канифольный флюс. Если вы используете припой с флюсовой сердцевиной, вам не нужно дополнительно наносить канифольный флюс на наконечник.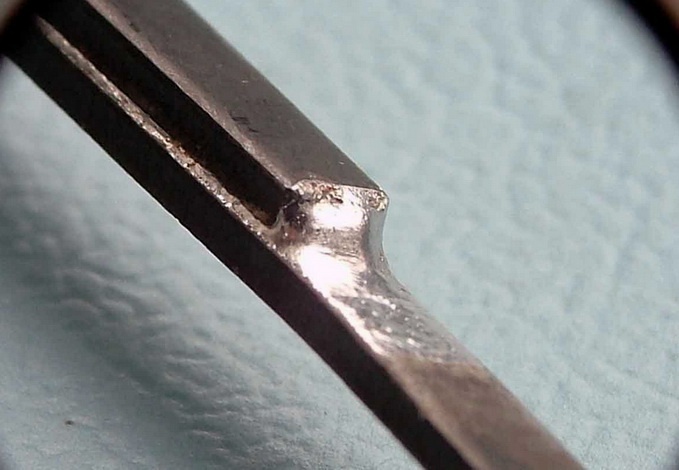 При нагревании флюса паяльником он переходит из твердого состояния в жидкое. В результате этого процесса образуются пары, исходящие от флюса. Флюс из сердечника припоя очищает от окисления.
При нагревании флюса паяльником он переходит из твердого состояния в жидкое. В результате этого процесса образуются пары, исходящие от флюса. Флюс из сердечника припоя очищает от окисления.
Поэтому перед тем, как приступить к лужению паяльника, необходимо обеспечить достаточную вентиляцию на рабочем месте или включить портативный вытяжной шкаф, который будет поглощать пары, образующиеся при пайке
Во время пайки всегда надевайте защитные очки.
Большинство проволочных припоев представляют собой сплав двух металлов, олова и свинца, в пропорции 60/40 (60% олова, 40% свинца) или 63/37 (63% олова, 37% свинца).
Работать с бессвинцовым припоем немного сложнее.
Бессвинцовый припой разъедает покрытие железного наконечника гораздо быстрее, чем припой 60/40 или 63/37 олово/свинец.
Проволока для припоя бывает разной толщины.
Для лужения паяльника используйте паяльную проволоку среднего размера, около 0,050 дюйма (1,27 мм).
Для меньших конических наконечников можно использовать паяльную проволоку диаметром около 0,031 дюйма (0,8 мм). Маленькие конические железные наконечники используются для тонкой пайки, например, для пайки компонентов поверхностного монтажа на печатной плате.
Маленькие конические железные наконечники используются для тонкой пайки, например, для пайки компонентов поверхностного монтажа на печатной плате.
Я предпочитаю работать с более тонким припоем, потому что легче контролировать, сколько припоя я наношу на паяное соединение.
В этом руководстве объясняется, как лужить паяльник, используемый в электронике для пайки электронных компонентов на печатных платах.
Включите паяльник и подождите некоторое время, пока паяльник не нагреется и не достигнет рабочей температуры. Большинство современных паяльников будут готовы к пайке менее чем за минуту.
Когда паяльник нагреется, нанесите немного припоя на жало и дайте ему расплавиться. При необходимости добавьте больше припоя, чтобы покрыть все поверхности жала. Не бойтесь залить наконечник припоем.
Удалите излишки расплавленного припоя с жала влажной губкой для пайки.
Губка должна быть влажной, не мокрой.
Губку следует заменять, если она загрязняется
Все, что вам нужно сделать, это быстро протереть каждую сторону наконечника утюга — вам не нужно постоянно держать утюг на губке.
Просто быстро протрите весь лишний припой с наконечника.
Вы услышите шипящий звук, когда кончик горячего утюга коснется влажной губки.
Паяльные губки созданы специально для пайки и выдерживают высокие температуры паяльника.
Не используйте кухонную губку для этой операции.
Рекомендуется использовать губки с отверстием в центре, чтобы при протирании жала лишний припой попадал в лоток.
Для губки для пайки рекомендуется использовать деионизированную воду вместо обычной водопроводной воды.
Деионизированная вода очень чистая по сравнению с водопроводной водой, содержащей минералы.
На наконечнике утюга должен остаться тонкий слой припоя. Это поможет расплавленному припою легко стекать с наконечника утюга на припаиваемые металлические поверхности во время операции пайки.
На наконечнике утюга останется больше припоя, если вытереть излишки припоя неабразивным очистителем из латуни, чем влажной губкой.
Паяльники для лужения с большим и длинным жалом
Лужение паяльников с большим и длинным жалом делается иначе. В этой технике используется припой меньшего диаметра (около 0,031 дюйма – 0,8 мм). Проволока припоя намотана вокруг жала паяльника, а паяльник не подключен к источнику питания, поэтому жало паяльника холодное.
В этой технике используется припой меньшего диаметра (около 0,031 дюйма – 0,8 мм). Проволока припоя намотана вокруг жала паяльника, а паяльник не подключен к источнику питания, поэтому жало паяльника холодное.
Затем утюг подключается к источнику питания. Как только утюг станет достаточно горячим, припой начнет плавиться и обтекать жало утюга. Излишки припоя вытерты о паяльную губку и жало готово к пайке.
После лужения наконечник утюга должен выглядеть ярким и блестящим.
Большинство паяльников, используемых для пайки печатных плат, являются паяльниками с регулируемой температурой.
Они поставляются с базовой станцией, подставкой для утюга и губкой.
На наконечнике утюга можно установить и поддерживать точную температуру. Так вы избежите перегрева наконечника утюга.
Слишком высокая температура железного наконечника является одной из основных причин коррозии наконечника. Большинство
паяльные работы в электронике можно выполнять при температуре утюга в диапазоне 660-750°F (350-400°C). На большинстве терморегулируемых паяльников можно установить температуру до 840°F (450°C). Коррозия наконечника утюга будет меньше, если большая часть пайки будет выполняться при температуре ниже 750°F (400°C).
На большинстве терморегулируемых паяльников можно установить температуру до 840°F (450°C). Коррозия наконечника утюга будет меньше, если большая часть пайки будет выполняться при температуре ниже 750°F (400°C).
Нерегулируемый паяльный карандаш поставляется без базовой станции, поэтому нет возможности контролировать температуру жала паяльника и устанавливать более низкую температуру.
Вы просто включаете паяльник в розетку, так что жало утюга может перегреться, если утюг используется в течение длительного времени.
Срок службы вашего паяльного жала зависит от множества переменных:
- правильный уход за наконечником
- температура наконечника
- тип припоя, используемый для пайки
- тип флюса
- приемы оператора
- тип приложения, над которым вы работаете
Обновлено: 24 июня 2022 г.
Включите JavaScript для просмотра комментариев с помощью Disqus.
Как лужить паяльник: рекомендации и советы
Большинство паяльников имеют медное жало. Как простой и полезный инструмент, он применяется не только специалистом, но и разнорабочими, которым время от времени приходится работать с электроникой. Например, если вам нужно соединить два провода или отремонтировать бытовой прибор. Однако не все пользователи помнят самое главное — 9.0242 Лужение паяльником Жало .
Содержание
Зачем лужить жало паяльника?
В процессе пайки необходимо брать припой (сплав свинца и олова) нагретым наконечником, который переносится на место соединения. Но если его не залудить, то эта процедура становится невозможной. Припой не липнет к паяльнику, соответственно невозможно взять нужное количество сплава и перенести его на место пайки.
Почему это происходит? При контакте нагретого наконечника с припоем этот припой плавится и прилипает к поверхности. На нем также есть слой олова — так называемый «луженый паяльник». Но если наконечник испачкан канифолью, флюсом или пластиком, это взаимодействие перестает работать. Припой просто плавится, образуются капельки металла, но этот наконечник не прилипает как надо.
На нем также есть слой олова — так называемый «луженый паяльник». Но если наконечник испачкан канифолью, флюсом или пластиком, это взаимодействие перестает работать. Припой просто плавится, образуются капельки металла, но этот наконечник не прилипает как надо.
Правильно залуженный паяльник – это инструмент, рабочая часть которого покрыта тонким слоем припоя. Олово легко прилипает к такой поверхности и легко переносится на проводник, печатные платы, электрические компоненты и т. д.
Материалы для лужения паяльника
Для правильного лужения паяльника с медным жалом потребуются такие материалы и инструменты:
- канифоль сосновая; припой
- ; наждачная бумага
- ;
- любая губка;
Результат будет намного лучше, если вы будете следовать моим рекомендациям – на данный момент я могу предложить 10-летний опыт:
- Не используйте смолу с истекшим сроком годности. Потемневшую и загрязненную посторонними веществами смолу лучше не брать.
 Стандартная канифоль, как правило, годна к использованию в течение двух лет после ее изготовления;
Стандартная канифоль, как правило, годна к использованию в течение двух лет после ее изготовления; - Припой рекомендуется покупать самый светлый оттенок. Это означает, что в сплаве больше олова и, соответственно, меньше свинца. Такой припой лучше плавится и с ним легче обращаться начинающему пользователю;
- Наждачная бумага должна быть взята так, чтобы на медном наконечнике не осталось глубоких бороздок. По той же причине никогда не используйте точильные камни для лужения наконечников. Отличные результаты дает использование наждачной бумаги с зернистостью Р150;
- Губка для мытья посуды должна иметь жесткую подушечку, так как эта сторона используется в работе. Заменить его можно практически любыми материалами. Также есть специальные губки для чистки жала паяльника;
- Огнеупорные паяльные жала требуют деликатного отношения. Никогда не чистите их наждачной бумагой, так как их защитный слой довольно тонкий. А повреждение приведет к раннему выгоранию и износу наконечника.
 Такие жала необходимо время от времени протирать специальной губкой (проверьте паяльные принадлежности) или влажной тряпкой;
Такие жала необходимо время от времени протирать специальной губкой (проверьте паяльные принадлежности) или влажной тряпкой; - Вместо специальной губки вполне подойдет губка для мытья посуды. Естественно, губку следует смочить водой. Можно смочить спонж глицерином (продается во всех аптеках), тогда спонж не будет сохнуть, он всегда остается влажным и готовым к работе;
- Для очистки негорючего наконечника необходимо использовать специальные очистители наконечников. Он напоминает мочалку из латунной стружки в форме шара. Время от времени человек должен погружать наконечник в этот сетчатый шарик. При этом излишки припоя и окислы с жала остаются внутри шарика;
Как залудить жало паяльника из меди?
Следующий метод позволяет лужить паяльники только с медным жалом. Если отшлифовать керамический наконечник, то он безвозвратно потеряет свои свойства, а дорогую насадку останется только выбросить.
Если на рабочей поверхности наконечника осталась застывшая жесть, то ее можно удалить, как я рекомендую ниже. Паяльник нужно предварительно нагреть. Затем наконечник опускают в канифоль. Зачищается на многожильную медную проволоку, пропитанную флюсом.
Паяльник нужно предварительно нагреть. Затем наконечник опускают в канифоль. Зачищается на многожильную медную проволоку, пропитанную флюсом.
Далее необходимо очистить рабочую часть инструмента от нагара наждачной бумагой. Медь — достаточно мягкий металл, поэтому не следует слишком сильно шлифовать.
Сразу после очистки всего прибора паяльник включается в сеть и прогревается до рабочей температуры. Так как медь очень быстро окисляется, рекомендуется в процессе нагрева опускать наконечник в канифоль. Такое действие ограничит доступ кислорода, и поверхность не покроется оксидом за считанные секунды. При высоких температурах этот процесс значительно ускоряется.
Когда паяльник как следует прогреется, его вынимают из канифоли и подносят к припою. Набрав достаточное количество сплава (олово должно идеально прилипнуть к очищаемой поверхности), медный наконечник нужно снова несколько раз погрузить в канифоль. Благодаря большому поверхностному натяжению олово будет равномерно распределяться по рабочей поверхности паяльника.
Вы можете улучшить результат, используя картон, предварительно покрытый канифолью. Если по такой поверхности двигать жалом с припоем, то олово лучше распределится и ляжет более тонким слоем.
Далее нужно очистить паяльник от лишнего расплавленного металла. Необходимо несколько раз залудить кончик мокрой губкой. На этом этапе вы должны быть осторожны, чтобы снова не использовать грязный инструмент. Сразу после очистки наконечник опускают в канифоль для защиты нанесенного покрытия.
Результатом вышеописанной процедуры должен стать идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности жала. Если все сделано правильно, то последующий процесс пайки будет несложным даже для начинающего пользователя.
Самый быстрый способ лужения жала паяльника
Рекомендую взять наждачную бумагу и нанести ее на самое жало паяльника. Теперь нужно точить теми же движениями, время от времени проверяя кончик, пока он не станет ровным, гладким и блестящим.
Нагретый наконечник погрузить в канифоль и сразу в припой (в олово). Прилипания припоя к жалом почти не будет, поэтому сразу после этой процедуры прикладываю жало к небольшой плате, желательно натурального происхождения (не ДСП). Лучше ели или кедра (дегтя).
Затем повторять процесс (канифоль → припой → плата) до тех пор, пока подготовленный наждачной бумагой участок жала желтого цвета с голубоватым наплывом нагретой меди не станет серебристым и блестящим от равномерно покрывающего его припоя. Этот процесс называется «лужением» жала паяльника.
Рекомендации по лужению жала паяльника
Для ускорения процесса пайки металлических деталей необходимо придерживаться некоторых правил и следовать советам специалистов по пайке. Главное – рабочее место: оно должно быть обеспечено безопасной розеткой. Необходимые материалы нужно расположить таким образом, чтобы было удобно проделывать все действия. Также следует позаботиться о правильном освещении на рабочем месте.
Половина успеха пайки зависит от того, как залудить жало паяльника , поэтому обратите внимание на этот процесс и не торопитесь в процессе.
Но этот процесс можно значительно ускорить с помощью паяльной пасты или другого химического состава (флюса), который можно приобрести в специализированных или строительных магазинах.
С помощью инструментов можно работать не только с мягкими металлами, но и с железом, сталью или цинком. Если паяльником пользоваться регулярно, то жало всегда будет в рабочем состоянии, после снятия можно аккуратно постучать молотком по основанию. Утюг должен иметь съемный наконечник. Вы можете сделать процесс пайки более удобным и точным.
Заключительные мысли
Лужение жала паяльника — это просто, если вы делаете это по расписанию. Редкое лужение не поможет вашему устройству служить дольше. Поэтому я бы рекомендовал лужение, как только вы начнете замечать ухудшение состояния жала паяльника. Обязательно используйте подходящие материалы для этого процесса, чтобы уберечь устройство от повреждений.
Похожие сообщения
Как отпаивать
Отпайка может показаться немного утомительным процессом, но есть несколько предметов, которые вы можете использовать, чтобы сделать его легким. Ваш инструмент для удаления припоя — насос для припоя или присоска для припоя. Да, это его официальное название, и, как следует из названия, он использует подпружиненный плунжер для вытягивания расплавленного припоя…
Читать дальше Как отпаятьПродолжить
Как паять витраж
Идея создания витража кажется захватывающей, но в то же время возникает множество вопросов. Внимательно изучите все детали каждого этапа и подготовьте необходимые инструменты для пайки. Следуя советам, вы сможете создать поистине неповторимую атмосферу с чарующим духом…
Подробнее Как паять витражиПродолжить
Как очистить память Arduino?
Arduino имеет три вида памяти: RAM, Flash и EEPROM. При сбросе Arduino содержимое оперативной памяти удаляется.
