Как правильно подготовить поверхность алюминия перед пайкой. Какие инструменты и материалы потребуются для пайки алюминия в домашних условиях. Каковы основные этапы процесса пайки алюминия паяльником. Какие меры предосторожности нужно соблюдать при пайке алюминия. Как проверить качество паяного соединения алюминиевых деталей.
Особенности пайки алюминия в домашних условиях
Пайка алюминия в домашних условиях имеет свои особенности и сложности, связанные со свойствами этого металла:
- На поверхности алюминия быстро образуется прочная оксидная пленка, препятствующая пайке
- Алюминий имеет низкую температуру плавления (около 660°C), что усложняет контроль нагрева
- Обычные припои плохо смачивают поверхность алюминия
- Требуются специальные активные флюсы для удаления оксидной пленки
Однако при правильном подходе качественно спаять алюминиевые детали паяльником в домашних условиях вполне возможно. Главное — тщательно подготовить поверхность и использовать подходящие материалы.

Необходимые инструменты и материалы
Для пайки алюминия в домашних условиях потребуются:
- Паяльник мощностью 60-100 Вт
- Припой для алюминия (например, ПОС-61 с 2% серебра)
- Активный флюс для алюминия
- Наждачная бумага мелкой зернистости
- Обезжириватель (ацетон, спирт)
- Металлическая щетка
- Пинцет
- Защитные перчатки и очки
Подготовка поверхности алюминия к пайке
Правильная подготовка поверхности — ключевой этап для успешной пайки алюминия:
- Тщательно очистите места пайки от грязи и жира с помощью обезжиривателя
- Зачистите поверхность мелкой наждачной бумагой до металлического блеска
- Обработайте место пайки металлической щеткой для удаления остатков оксидной пленки
- Снова обезжирьте зачищенный участок
- Нанесите тонкий слой активного флюса на место будущего соединения
Важно выполнить подготовку непосредственно перед пайкой, чтобы оксидная пленка не успела образоваться заново.
Процесс пайки алюминия паяльником
Порядок действий при пайке алюминия в домашних условиях:
- Разогрейте паяльник до рабочей температуры (450-500°C)
- Облудите жало паяльника припоем для алюминия
- Прогрейте место соединения паяльником в течение 10-15 секунд
- Подайте припой, касаясь им одновременно жала паяльника и нагретой поверхности
- Равномерно распределите расплавленный припой по месту соединения
- Удалите излишки припоя и флюса
- Дайте соединению полностью остыть
При пайке важно не перегреть алюминий, иначе он может оплавиться. Движения паяльником должны быть быстрыми и точными.
Проверка качества паяного соединения
После остывания паяного шва необходимо проверить качество соединения:
- Визуально осмотрите шов — он должен быть ровным, без пор и трещин
- Проверьте прочность соединения, слегка надавив на детали
- Убедитесь в отсутствии окислов на поверхности шва
- При необходимости проведите проверку на герметичность
Некачественное соединение может быть результатом недостаточного прогрева, грязной поверхности или неподходящих материалов. В этом случае пайку нужно переделать.
Меры предосторожности при пайке алюминия
При пайке алюминия в домашних условиях важно соблюдать следующие меры безопасности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки и перчатки
- Не допускайте попадания флюса и припоя на кожу
- Будьте осторожны с горячим паяльником
- Не вдыхайте пары флюса и припоя
- Держите рабочее место в чистоте
- После работы тщательно вымойте руки
Типичные ошибки при пайке алюминия
Начинающие мастера часто допускают следующие ошибки при пайке алюминия:

- Недостаточная очистка и обезжиривание поверхности
- Использование обычного припоя вместо специального для алюминия
- Перегрев алюминия, приводящий к его оплавлению
- Недостаточный прогрев места соединения
- Использование слишком большого количества флюса
- Слишком быстрое остывание паяного шва
Избегая этих ошибок и следуя правильной технологии, можно добиться качественной пайки алюминия даже в домашних условиях.
Альтернативные способы соединения алюминия
Помимо пайки, для соединения алюминиевых деталей в домашних условиях можно использовать:
- Склеивание специальными эпоксидными составами
- Механическое соединение (заклепки, винты)
- Сварка аргоном (требует специального оборудования)
- Холодная сварка алюминия
Выбор способа соединения зависит от конкретной задачи, имеющихся инструментов и навыков мастера. Однако пайка остается одним из наиболее доступных методов в домашних условиях.
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
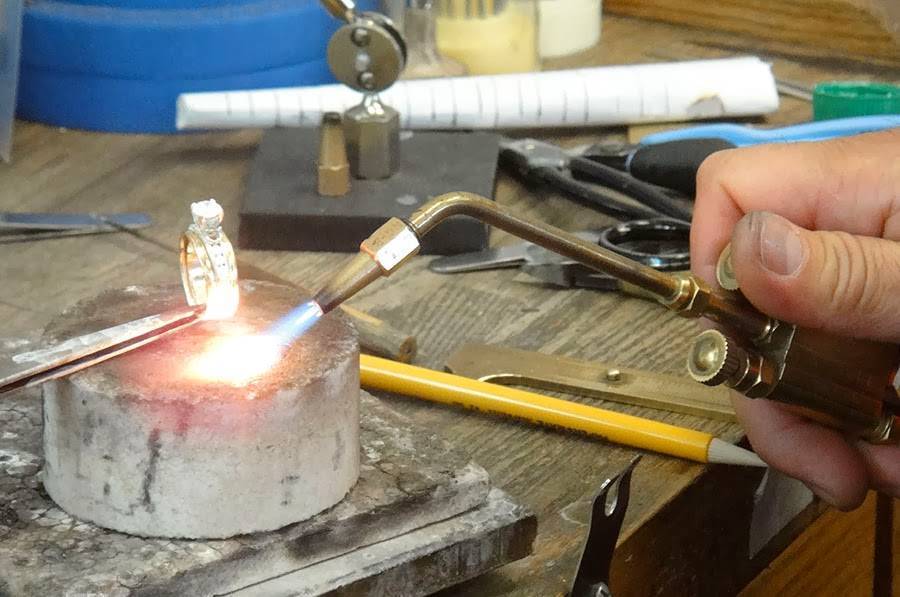
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Пайка алюминия паяльником в домашних условиях своими руками
Процесс соединения алюминия и его сплавов при помощи пайки является сложным процессом, так как материал обладает не самыми лучшими свойствами для этого. Тем не менее, его активно используют в промышленной сфере и детали из него, которые нуждаются в ремонте, встречаются в различных областях. Пайка алюминия в домашних условиях осложняется тем, что невозможно обеспечить ту же техническую базу, что и при промышленной обработке. В то же время сам алюминий хорошо обрабатывается механическим способом, так что подготовить металл не составит большого труда.
Пайка алюминия
Здесь применяются практически те же самые методы, а также подбирается соответствующий припой для пайки алюминия. Иногда в качестве флюса используются подручные средства, такие как металлическая стружка из алюминия, канифоль и прочее. Они не всегда помогают в той же степени, как и заводские варианты, но обеспечивают улучшение качества соединения. Дома чаще всего паяются провода, различные корпуса бытовой техники, алюминиевая посуда и прочие детали. Несмотря на то, что пайка алюминия паяльником в домашних условиях не требует полного соблюдения технологических требований, все они повышают качество соединения, так что требуется максимально им соответствовать.
Они не всегда помогают в той же степени, как и заводские варианты, но обеспечивают улучшение качества соединения. Дома чаще всего паяются провода, различные корпуса бытовой техники, алюминиевая посуда и прочие детали. Несмотря на то, что пайка алюминия паяльником в домашних условиях не требует полного соблюдения технологических требований, все они повышают качество соединения, так что требуется максимально им соответствовать.
Технология пайки алюминия
Преимущества
- Пайка алюминия в домашних условиях происходит более быстро и просто, так что соединение можно спаять всего за несколько минут, имея в наличие все необходимые вещи;
- Тут не нужно применять сильно мощные средства, так как температура плавления самого алюминия является более низкой, чем у других металлов, а соответственно, припои имеют еще более низкую температуру плавления;
- Даже при выполнении всех операций дома это оказывается очень безопасной процедурой;
- Можно без проблем работать с тонкими заготовками и проводами, причем не нужно выставлять высокую точность в параметрах работы оборудования;
- Соединения получаются крепкими даже при работе дома.

Недостатки
- Высокий риск образования брака, причем все это усложняется плохими свойствами свариваемости металла;
- Сложно бороться с оксидной пленкой, которая образуется на поверхности металла практически моментально, даже после механической очистки, так как ее температура плавления в три раза выше плавления алюминия;
- Во время нагрева металла трудно отследить его степень его прогревания, так как цвет металла в это время практически не меняется;
- Если перегреть металл, то его структура начнет меняться и он будет терять свою прочность, поэтому, не стоит приближаться к значению температуры плавления металла;
- В домашних условиях порой трудно подобрать подходящий припой и флюс.
Возможные способы пайки алюминия дома
- Пайка при помощи алюминиевых припоев является самым стандартным способом, который очень распространен в домашних условиях. Это случилось благодаря его просто те и доступности, что не исключает высокого качества итогового результата.
 Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка. - Пайка карандашом в домашних условиях является одним из самых простых и доступных способов, так как для его осуществления требуется минимум инструментов. Сам карандаш является особым легкосплавным материалом, который может расплавиться при воздействии температуры на него и на место спайки, после чего застывает на поверхности. Несмотря на то, что качество соединения ниже, чем при предыдущем способе, он пользуется популярностью благодаря своей простоте.
- Пайка с помощью пасты, которую можно считать как припой своеобразной консистенции. Его предварительно следует распределить на месте соединения, а затем расплавить при помощи соответствующих инструментов. Пайка алюминия в домашних условиях газовой горелкой происходит намного проще, так как паста легко расплавляется от пламени и сразу растекается по всем необходимым местам.
Материалы и инструмент
- Паяльник относится к основным инструментам, так как именно с его помощью расплавляется припой, флюс и прогревается деталь. Паяльники различаются по своей мощности, так как это основной параметр, на который стоит обращать внимание при выборе. Он определяет, в каком температурном диапазоне будет идти работа.
- Газовая горелка является альтернативным основным инструментом при пайке. Она обладает более высокой функциональностью, так как с ее помощью можно не просто разогревать металл припоя до расплавленного состояния, но и подогревать основную заготовку. Горелки также отличаются друг от друга по мощности, но она может регулироваться, в зависимости от расхода объема газа за единицу времени. Также в инструменте могут присутствовать другие дополнительные функции.
- Флюс является дополнительным расходным материалом, который применяется для улучшения качеств спаивания.
 Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.
Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса. - Припой относится к основному расходному материалу, который заполняет область спаивания. Он должен отличаться высокой текучестью и хорошо смачивать поверхность. При выборе нужно ориентироваться, чтобы температура его плавления была ниже, чем у основного металла. Состав припоя выбирается в зависимости от способа сварки.
Пошаговая инструкция
- Подготовка металла, куда входит механическая зачистка при помощи наждачной бумаги или мелкой металлической щетки, а также обработка поверхности растворителем, таким как ацетон, или любой другой.
Зачистка алюминия
- Далее следует залудить место спайки при помощи флюса, что может потребоваться и для жала паяльника, чтобы ускорить расплавление припоя.

Флюс для пайки алюминия
- После этого можно приступать к самому спаиванию. Для этого требуется разогреть паяльник до нужной температуры, или отрегулировать горелку, после чего начать расплавлять припой в месте соединения. Это нужно делать небольшими частями, чтобы металл равномерно растекался по поверхности.
Припой для пайки алюминия
- Дать остыть и проверить качество соединения.
«Важно!
Из-за высокой текучести припоя следует устанавливать заготовки на ровной поверхности, чтобы они не стекали под углом.»
Режимы пайки
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Пайка алюминия в домашних условиях паяльником, как и при использовании горелки, должна проводиться при условии соблюдения всех правил безопасности.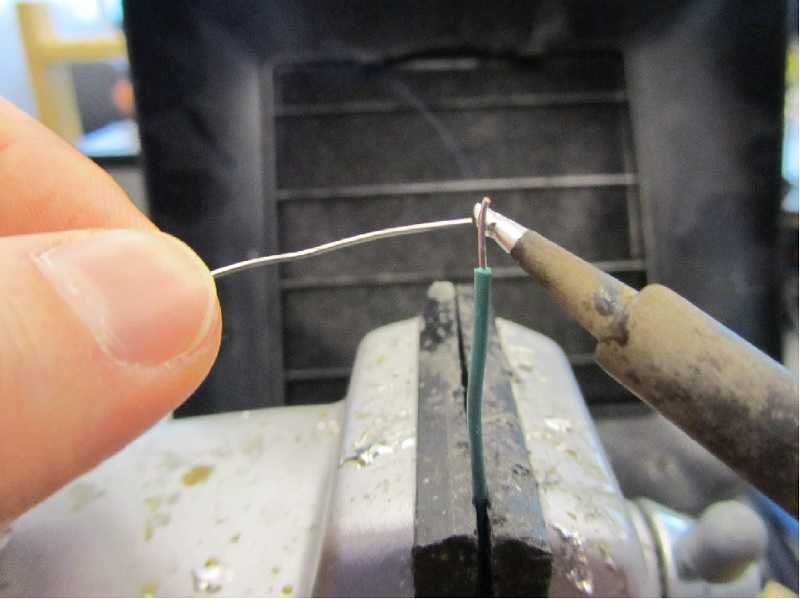 В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
Некоторые виды флюса и припоя при расплавлении выделяют неприятный запах и могут быть токсичными, поэтому, при работе с ними следует обеспечить достаточно хорошие условия проветривания, чтобы не подвергать себя лишней опасности.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Как паять алюминий паяльником
16 января 2023 г. 16 января 2023 г. | 9:41
Паять алюминий не так легко и просто, как паять медь или другие металлы. Это связано с тем, что алюминий имеет высокое сродство к кислороду, что затрудняет формирование хорошего паяного соединения. Однако при наличии правильных инструментов и методов можно паять алюминий с помощью паяльника. Вот что вам нужно знать.
Однако при наличии правильных инструментов и методов можно паять алюминий с помощью паяльника. Вот что вам нужно знать.
Типы припоев для алюминия
При выборе припоя для алюминия всегда следует выбирать припой с кислотным флюсом, не содержащий цинка. Кислота в сердечнике поможет очистить поверхность металла перед началом пайки. Также важно избегать цинкосодержащего припоя, потому что при нагревании цинк вступает в реакцию с алюминием, образуя сплав, который не принимает припой. Для достижения наилучших результатов рассмотрите возможность использования низкотемпературного серебряносодержащего припоя для вашего проекта.
Подготовка перед пайкой
Крайне важно подготовить поверхности перед паянием алюминия. Очистите обе поверхности стальной ватой или наждачной бумагой, пока на них не останется грязи и мусора. Вы также должны убедиться, что нет заусенцев, так как они могут вызвать слабые места в вашем соединении после завершения пайки. После того, как поверхности подготовлены и очищены, обильно нанесите пастообразный флюс только с одной стороны — это помогает предотвратить окисление при нагревании процесса и способствует растеканию припоя при нанесении.
Процесс нагрева
Когда начинается процесс нагрева, держите утюг при температуре около 500°F (260°C). Слишком сильный нагрев может повредить флюсовое покрытие на соединениях, поэтому будьте осторожны, чтобы не перегреть их при нанесении утюга. Как только начнется процесс нагрева, нанесите немного дополнительного флюса — это поможет гарантировать, что все открытые поверхности останутся чистыми, пока вы работаете с ними. Как только все достаточно нагреется, добавьте еще немного флюса-пасты, затем прикоснитесь кончиком утюга непосредственно к области соединения, оказывая давление, чтобы помочь равномерно распределить расплавленный припой по обоим соединяемым кускам металла. Как только будет добавлено достаточное количество расплавленного припоя, удалите железный наконечник из области соединения и дайте ему время остыть, прежде чем обращаться с ним или каким-либо другим образом манипулировать им. Наконец, внимательно осмотрите свою работу на предмет любых признаков окисления или других дефектов, прежде чем продолжать делать то, что нужно сделать дальше!
Заключение:
Пайка алюминия с помощью паяльника требует особого внимания и подготовки по сравнению с другими металлами, такими как медь или латунь, из-за его сродства к кислороду, что делает формирование прочных соединений более сложным, чем обычно. Выбрав подходящий тип припоя с кислотным флюсом без содержания цинка и выполнив соответствующие этапы подготовки перед процессом нагрева (который включает в себя тщательную очистку обеих поверхностей и обильное нанесение пастообразного флюса), вы можете успешно соединить два куска алюминия вместе, используя всего лишь паяльник! Любители, любители и мастера по металлу могут извлечь большую пользу из изучения того, как правильно использовать эту технику в своих проектах!
Выбрав подходящий тип припоя с кислотным флюсом без содержания цинка и выполнив соответствующие этапы подготовки перед процессом нагрева (который включает в себя тщательную очистку обеих поверхностей и обильное нанесение пастообразного флюса), вы можете успешно соединить два куска алюминия вместе, используя всего лишь паяльник! Любители, любители и мастера по металлу могут извлечь большую пользу из изучения того, как правильно использовать эту технику в своих проектах!
Палак Кариа
Увлеченный эксперт в области металлургии и блогер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Вот почему я решил поделиться несколькими советами и рекомендациями о пайка алюминия .
Вот почему я решил поделиться несколькими советами и рекомендациями о пайка алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Кроме того, я хотел бы объяснить, что такое пайка алюминием .
Пайка алюминиевая применяется при необходимости ремонта некоторых деталей, изготовленных из этой шрота или из сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
- Газовая горелка для нагрева концов проводов;
- Мощный паяльник или станция;
- Специальный припой и флюс;
- Стальная щетка для очистки верхних слоев припаиваемых деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия наряду с высокоактивными флюсами подбираются оловянно-свинцовые припои. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионно-стойкие припои производятся на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех перечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои на основе алюминия. Также в их состав могут входить:
- кремний;
- цинк;
- медь;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное примечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод должны быть должным образом подготовлены для очистки соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится почти сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150 – 1800F) в течение 15–20 минут;
- Промыть холодной проточной водой еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Промыть холодной водой;
- Просушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Чтобы упростить процесс соединения 2-х алюминиевых деталей, можно использовать паяльную горелку, нагревая ею детали.

