Как выбрать подходящий паяльник для работы с кислотой. Какие меры безопасности необходимо соблюдать при пайке с кислотой. Как подготовить поверхности и нанести кислоту перед пайкой. Какие ошибки чаще всего допускают новички при пайке с кислотой.
Выбор паяльника для работы с кислотой
Для пайки с использованием кислоты в качестве флюса важно правильно подобрать паяльник. Ключевые параметры, на которые стоит обратить внимание:
- Мощность — для работы с кислотой оптимально подходят паяльники мощностью 30-60 Вт
- Материал жала — лучше выбирать паяльники с медным жалом, покрытым хромом или никелем для защиты от коррозии
- Форма жала — для большинства работ подойдет коническое или клиновидное жало
- Регулировка температуры — желательно наличие терморегулятора для точной настройки нагрева
Оптимальным вариантом станет паяльная станция с регулировкой температуры и сменными жалами разной формы. Это позволит подобрать оптимальные параметры для конкретной задачи.

Техника безопасности при пайке с кислотой
Работа с паяльной кислотой требует соблюдения строгих мер безопасности:
- Обязательно использование защитных перчаток, очков и респиратора
- Работать только в хорошо проветриваемом помещении
- Не допускать попадания кислоты на кожу и слизистые
- При попадании — немедленно промыть большим количеством воды
- Не вдыхать пары кислоты
- Хранить кислоту в плотно закрытой таре в недоступном месте
Несоблюдение правил безопасности может привести к химическим ожогам и отравлению. Будьте предельно осторожны!
Подготовка поверхностей перед пайкой
Качественная подготовка спаиваемых поверхностей — залог надежного соединения. Основные этапы:
- Механическая очистка от загрязнений, ржавчины, окислов
- Обезжиривание спиртом или ацетоном
- Зачистка наждачной бумагой или металлической щеткой до блеска
- Обработка паяльной кислотой для удаления оксидной пленки
- Лужение поверхностей тонким слоем припоя
Только после тщательной подготовки можно приступать непосредственно к пайке. Небрежность на этом этапе приведет к некачественному соединению.

Техника нанесения кислоты и пайки
Правильная техника пайки с кислотой включает следующие шаги:
- Нанести тонкий слой кислоты на спаиваемые поверхности кисточкой или ватной палочкой
- Прогреть место пайки паяльником до температуры плавления припоя
- Нанести припой, который равномерно растечется по поверхности
- Выдержать до полного застывания припоя
- Удалить излишки кислоты влажной ветошью
- Промыть место пайки водой для нейтрализации остатков кислоты
Важно не перегревать место пайки и не передерживать паяльник, чтобы не повредить детали. Движения должны быть точными и уверенными.
Типичные ошибки начинающих при пайке с кислотой
Новички часто допускают следующие ошибки при пайке с использованием кислоты:
- Использование слишком большого количества кислоты
- Недостаточная очистка и обезжиривание поверхностей
- Перегрев места пайки
- Использование загрязненного или окисленного припоя
- Недостаточная промывка после пайки
- Пренебрежение средствами индивидуальной защиты
Избегая этих ошибок и следуя рекомендациям, даже начинающий сможет добиться качественного результата при пайке с кислотой.
Выбор припоя для пайки с кислотой
При пайке с использованием кислоты в качестве флюса важно правильно подобрать припой. Наиболее распространенные варианты:
- ПОС-61 — оловянно-свинцовый припой, температура плавления 190°C
- ПОС-40 — более тугоплавкий припой, температура плавления 235°C
- ПОСК-50 — бессвинцовый припой на основе олова и меди
- LUC-1 — низкотемпературный припой для пайки алюминия
Выбор конкретной марки припоя зависит от материала спаиваемых деталей и требований к прочности соединения. Для большинства бытовых применений подойдет универсальный припой ПОС-61.
Особенности пайки различных металлов
Техника пайки с кислотой может отличаться в зависимости от материала спаиваемых деталей:
Пайка меди и ее сплавов
Медь хорошо поддается пайке с кислотой. Основные рекомендации:
- Тщательно зачистить поверхность до металлического блеска
- Использовать припой с содержанием олова 60-63%
- Температура пайки 300-350°C
Пайка алюминия
Алюминий требует особого подхода из-за быстрого образования оксидной пленки:

- Использовать специальные алюминиевые припои
- Применять активные кислотные флюсы
- Пайку проводить быстро, чтобы не допустить окисления
Пайка стали
При пайке стальных деталей следует учитывать:
- Необходимость более длительного прогрева из-за низкой теплопроводности
- Использование припоев с температурой плавления выше 300°C
- Применение активных кислотных флюсов для удаления окислов
Правильный выбор технологии пайки позволит добиться надежного соединения даже для сложных в обработке металлов.
Удаление остатков кислоты после пайки
После завершения пайки крайне важно тщательно удалить все остатки кислоты с поверхности деталей. Это необходимо для предотвращения дальнейшей коррозии металла. Процесс очистки включает следующие этапы:
- Механическое удаление видимых остатков кислоты ветошью или ватным тампоном
- Промывка места пайки теплой водой с мылом
- Обработка нейтрализующим раствором (например, раствором соды)
- Повторная промывка чистой водой
- Тщательная просушка детали
После очистки рекомендуется обработать место пайки антикоррозийным составом для дополнительной защиты. Это особенно важно при работе с легко окисляющимися металлами.
Хранение и утилизация паяльной кислоты
Правильное хранение и утилизация паяльной кислоты — важный аспект безопасной работы:
- Хранить кислоту следует в плотно закрытой стеклянной или пластиковой таре
- Место хранения должно быть прохладным, сухим и недоступным для детей
- Не допускается хранение рядом с пищевыми продуктами
- Срок хранения обычно не превышает 1 года
- Утилизировать кислоту следует в специализированных пунктах приема химических отходов
- Запрещается выливать кислоту в канализацию или на землю
Соблюдение этих правил поможет избежать несчастных случаев и минимизировать вред для окружающей среды.
В арсенале каждого мастера имеется множество инструментов общего и специального назначения, которыми он пользуется во время работы. К таким устройствам относится и паяльник. С его помощью можно решить множество задач, поэтому сферы применения прибора очень широки, начиная от лужения и пайки стыка электрических проводов и заканчивая сваркой радиаторов. В данной статье рассмотрены вопросы, как паять алюминий, виды паяльников и способы пайки, а также что такое паяльная паста, и правильный алгоритм применения кислоты.

Паяльник с кислотой
Способы пайки
В целом процесс пайки, независимо от того, каким методом она осуществляется, сводится к одному: это нагрев до необходимой температуры плавления олова и ответной металлической площадки и стыковка этих материалов для образования единой конструкции. Существует несколько способов пайки, которые чаще всего используются в промышленности и быту:
- Пайка прибором, работающим от тока. Электропаяльники внутри своего корпуса имеют нагревательный элемент, который при подаче на него напряжения поднимает температуру гильзы до максимального значения. Многие из них оборудованы устройством регулировки накала для возможности задать нужный нагрев;
- Пайка с помощью газовой горелки. Такой способ применим в условиях, когда необходимо покрыть припоем большую площадь, например, запаять алюминиевый радиатор или выполнить лужение. В данном случае в качестве источника тепла выступает открытое пламя от газа, а для нанесения олова используются специальные металлические стержни, которые после нагрева некоторое время сохраняют заданную температуру;

Пайка горелкой
- Стыковка двух материалов или провода без паяльника. Такая технология появилась сравнительно недавно. Ее преимущество состоит в том, чтобы заклеить поверхность радиаторов не нужно дополнительных приспособлений и электричества, для восстановления используется готовая паста для пайки, в состав которой входят олово и связующие компоненты. Ее накладывают на материал плотным слоем, после чего нагревают открытым огнем или промышленным феном. После остывания олово оплавляется по всему контакту, образуя единую конструкцию. Очень удобно использовать ее при экстренном ремонте радиаторов из алюминия или меди, когда нет возможности демонтировать деталь с посадочного места. В последнее время на рынке можно встретить пасту в виде ленты, которая смотана в цилиндр и имеет вид изоленты ПВХ. Такое изделие комфортно хранить и удобно наносить на поверхность. Пайка без паяльника используется только для мелких работ, например, когда нужно спаять провода в месте стыка.
Перечисленные методы пайки являются наиболее распространёнными и используются во многих сферах промышленности, монтаже электрооборудования или в быту. Отдельно стоит отметить классификацию пайки по виду изоляционного материала, в качестве которого выступает канифоль или кислота. В первом случае древесная смола обволакивает поверхность тэна или паяльника, создавая тонкий слой, который не дает олову прилипать к стержню.
Использование кислоты позволяет сэкономить на материале, так как ее расход намного меньше, чем у канифоли, к тому же жидкость лучше обволакивает покрытие и дополнительно обезжиривает материал.
Важно! Во время работы с кислотой необходимо соблюдать меры безопасности, защищать органы дыхания и избегать попадания вещества на слизистую и кожу. Если это произошло, необходимо промыть участок большим количеством воды и обратиться к врачу.

Кислота 10%
Концентрация кислоты бывает различной, самая распространённая – это 10 процентный раствор. Конечно, он безопасен для кожи человека, но в процессе нагрева может источать вредные пары. В зависимости от решаемой задачи и площади покрытия, состав реагента может меняться путем добавления кислоты в жидкость.
Процесс пайки с кислотой
Как паять без паяльника? Для того чтобы правильно выполнить такую работу, которую можно использовать для обвязки проводов из меди, а также чтобы паять латунь, понадобятся источник открытого огня, металлическое жало и оловянный припой. Алгоритм действия при этом будет следующий:
- На первом этапе необходимо очистить поверхность от видимых загрязнений, старой краски и окислений. Чаще всего для этого применяется металлическая щетка, которая насаживается на дрель и при вращении срывает старые куски. Зачистить нужно оба материала, которые планируется состыковать;
- На открытом огне нагревается металлическое жало и окунается в кислотный состав. Покрываемую поверхность также нужно смазать реагентом для обезжиривания материала. Если планируется заделка отверстия, то элементы нагреваются одновременно, для чего используется газовая горелка с подачей кислорода через специальный пистолет;
- Когда поверхность достигла нужной температуры, на нее накладывается оловянный припой или проволока из меди. Затем горелкой осуществляется нагнетание одного слоя на другой путем приближения сопла к какому-либо участку. Также для этого можно использовать медный пруток, который будет оплавляться в процессе правки и создавать дополнительный слой;
- В завершении нужно убрать источник тепла и дождаться, когда покрытие остынет. Кислота обладает побочным действием: после остывания на материале образуются отложения солей, поэтому когда конструкция почернеет, нужно зачистить место стыка металлической щеткой.
Данный процесс универсален, поэтому он применим для пайки проводов разного сечения из меди или алюминия. Некоторые мастера пользуются другим методом кислотной пайки, когда спаиваемые проводники из меди окунаются в емкость с расплавленным оловом, после чего на материале образуется тонкая металлическая пленка, еще этот процесс называют лужением.
Пайка алюминия
Паять латунь и медь можно по одной технологии, но для алюминия такой подход не совсем применим, так как он быстро окисляется, что препятствует нормальному контакту припоя с поверхностью. Например, для восстановления батарей из этого материала нужно одновременно нагревать обе детали, чтобы их окисление не мешало наплавлению и формированию защитного слоя. Кислота в данном случае выступает отличным средством от жира: она растворяет его полностью и образует пленку для плавного растекания припоя.
Важно! Пайка алюминия должна проводиться в хорошо проветриваемом помещении, с искусственной вентиляцией, для удаления дыма и вредных примесей.
Пайка латуни
Как спаять латунь и медь? Для этого не подойдет обычный паяльник, работающий от тока, так как его температура не настолько велика, и конструкция будет непрочной. Наиболее приемлемым способом будет использование горелки и проволоки, которая при расплавлении заполняет отверстие или другие дефекты, образуя герметичное покрытие.
Как паять медь

Обработанный проводник
Для этого можно применять любой способ, так как этот материал не прихотлив, обладает низким коэффициентом окисления и температурным режимом плавки.
Как припаять металл разного состава? Если нужно состыковать латунный и медный элементы, то их допускается паять путем нагрева открытым огнем, для чего используются газовая горелка и пруток.
Важно! При нагревании к паяному элементу нельзя прикасаться открытыми участками тела, так как общая температура детали будет высокой, для удержания используем дистанционную струбцину или толстые перчатки.
Таким образом, прежде чем заменить паяльник на горелку и использовать перечисленные методы обработки металлов, необходимо тщательно разобраться в вопросе, как правильно паять паяльником с использованием кислоты, учесть особенности материалов и другие показатели.
Видео
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Среди всех флюсов паяльная кислота выделяется в особую категорию, так как эта разновидность обладает рядом отличительных свойств, которые выделяют его среди остальных. В первую очередь, данная разновидность распространяется только в жидком состоянии. Даже концентрированные марки кислоты являются жидкими, а при необходимости, их всегда можно разбавить, чтобы снизить интенсивность их свойств. Сразу возникает вопрос, как пользоваться паяльной кислотой?

Виды паяльной кислоты
Естественно, что особенные свойства создают специальные условия, как пользоваться паяльной кислотой. Дело в том, что это один из немногих флюсов, которые вреден для непосредственного контакта с кожей человека. Даже если он применяется в качестве сильного разбавленного раствора, то ни в коем случае не допускается попадание на слизистые оболочки, а также открытые мелкие раны на коже. При высокой концентрации вещество может разъедать кожу и мышечные ткани. Таким образом, правила как использовать паяльную кислоту поможет не только сделать соединения более качественными и надежными, но сохранит человеку здоровье.
Основным назначение данного вещества является использование в качестве флюса во время пайки. Благодаря своей высокой агрессивности, при попадании на поверхность основного металла или припоя, кислота выедает все жировые пленки, которые образовались на ней, окислы металла, а также прочие загрязнения. Это помогает получить достаточно чистую поверхность, которая максимально приблизит условия спаивания в данной области к идеальным.

Использование кислоты паяльной во время пайки
Это не все свойства, для чего нужна паяльная кислота. Еще одной способностью материала является то, что он остается после нанесения. Когда вы нанесете флюс на металл, то он останется там еще долгое время, что предотвратит повторное образование окислов и налетов. Также во время нанесения припоя флюс обеспечит лучшую растекаемость и схватываемость материала. Он не сдерживает вязкие компоненты, позволяя им свободно растекаться по всей поверхности. Благодаря этому образуется качественное и надежное соединение. Данная продукция производится согласно ГОСТ 23178-78.
Рекомендации по использованию паяльной кислоты 
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается. Ко всему прочему, паяльная кислота проводит ток. Если после спаивания не осушить плату достаточно хорошо, то ее может попросту замкнуть. Это же касается и остатков солей, которые могут образоваться на ней после использования данного флюса. Здесь не стоит рисковать даже с применением раствора.
Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
Технология пайки
Использование данного флюса мало чем отличается от остальных в плане непосредственного применения. Его отдельно нужно подготовить для того, чтобы удобно было использовать, к примеру, в какой-либо изолированной емкости. Перед тем как паять детали, их нужно залудить.

Процесс лужения металла
Способ, как залудить паяльник паяльной кислотой, практически не отличается от работы с канифолью. Здесь достаточно мокнуть жало в саму жидкость.
«Важно!
Для лужения поверхности заготовки нужно использоваться смоченный в кислоте припой, который должен растечься тонким слоем по поверхности металла.»
После того как все будет залужено, можно капнуть несколько капель кислоты на место спаивания, чтобы она покрыла всю поверхность, где будет идти соединение.

Нанесение паяльной кислоты на место пайки
После этого можно приступать к непосредственной пайке, где расплавленный припой наносится на поверхность соединения двух деталей.

Процесс пайки с использование кислоты
Обязательной процедурой является очистка от солей. Здесь образуется видимый налет, который нужно убрать механическим путем.
Вывод
Несмотря на явные недостатки, которые касаются безопасности применения, паяльная кислота была и остается одним из самых популярных флюсов для сложных случаев пайки. В частной сфере, из-за специфичного запаха и большой агрессивности, она используется не так часто, но профессионалы нередко применяют именно ее. Правильное использование обеспечит вам безопасные условия работы и высокий результат качества.
 Паяльную кислоту (ее также называют травленой) используют в условиях приготовления или ремонта различных металлических предметов или устройств, когда какие-то части или мелкие детали нужно соединить друг с другом очень прочно.
Паяльную кислоту (ее также называют травленой) используют в условиях приготовления или ремонта различных металлических предметов или устройств, когда какие-то части или мелкие детали нужно соединить друг с другом очень прочно.
Что такое паяльная кислота, зачем она нужна, где можно ее достать и принципы работы с ней, знает не каждый.
Особенности пайки металлов
Для того чтобы понять весь спектр «возможностей», нужно знать разницу между двумя способами соединения металлов: сварка и спайка.
Сваркой называется процесс нагревания металлов до температуры их плавления с последствующим присоединением их друг к другу путем межатомных связей молекул.
Пайка же — совершенно иной процесс присоединения металлов, при котором два тела, условно говоря, изготовленные из различных «пород» металла, соединяются между собой путем прокладывания другого материала, расплавленного естественно, у которого температура плавления намного ниже.
Главное в этом деле — обеспечить этим «смазочным» веществом поверхности обеих деталей, которые необходимо соединить.
Необходимые процедуры перед работой
Перед спайкой, как и перед любыми другими работами, необходимо выполнять ряд процедур, способствующих более качественному итогу работы:
 Перед присоединением металлов между собой их необходимо очистить от грязи и пленки оксида, препятствующей растеканию вещества (в дальнейшем «припой») по поверхности. Это условие необходимо соблюдать, иначе припой, как шарик, сосредоточится на одном месте и не будет растекаться.
Перед присоединением металлов между собой их необходимо очистить от грязи и пленки оксида, препятствующей растеканию вещества (в дальнейшем «припой») по поверхности. Это условие необходимо соблюдать, иначе припой, как шарик, сосредоточится на одном месте и не будет растекаться.- Для наиболее успешного растекания припоя по материалу его необходимо обработать раствором флюса, который защитить металл от коррозии и окисления. Самым распространенным флюсом является канифоль. Этот «домашний» флюс (чаще используется для домашних работ, нежели в промышленных целях) используется для сплавов таких металлов простых металлов: медь, латунь и алюминий. В случае железа, чугуна и стали для пайки применяют так называемую травленую кислоту.
Понятие паяльной кислоты
Иначе эту ее называют цинковый хлористый водный раствор. Эта смесь содержит цинк и хлор. Химическая формула этого раствора —ZnCl2.
 Смесь продается в упаковке готового варианта в магазинах типа «радиотехник» или других, связанных с мелкими деталями и механизмами, однако паяльная кислота своими руками может получиться ничем не хуже покупной. Гораздо сложнее будет ее приготовить, чем купить, ведь она продается так же свободно, как и аспирин в аптеке, но процесс изготовления может быть интересным. Самый нужный «ингредиент» — кислотный соляный раствор. Однако вместо того, чтобы возиться с ее приготовлением, лучше воспользоваться готовой продукцией.
Смесь продается в упаковке готового варианта в магазинах типа «радиотехник» или других, связанных с мелкими деталями и механизмами, однако паяльная кислота своими руками может получиться ничем не хуже покупной. Гораздо сложнее будет ее приготовить, чем купить, ведь она продается так же свободно, как и аспирин в аптеке, но процесс изготовления может быть интересным. Самый нужный «ингредиент» — кислотный соляный раствор. Однако вместо того, чтобы возиться с ее приготовлением, лучше воспользоваться готовой продукцией.
Нужно не забывать о том, как пользоваться паяльной кислотой. Ее необходимо использовать правильно и аккуратно, без попадания на кожу или другие предметы. Ее применение должно происходить только в пределах рабочего места, без разноски ее по большой территории.
Хранение в чистом виде очень опасно, да и сам состав паяльной кислоты крайне вредоносен.
Процесс спаивания своими руками
Этот процесс требует немного усидчивости, ведь паяние — мелкая работа, на которой нужно сосредоточить все свои навыки, чтобы сделать именно так, как необходимо. А теперь о том, как правильно паять паяльником с кислотой:
- Для начала следует нанести пару капель на идеально вычищенные поверхности материалов. Лучше всего использовать бутылочку с «носиком», из которой кислота будет выделяться капельно. Если такой бутылочки под рукой не найдется, ее можно заменить на любой пузырек от капель для носа. Для того чтобы припой лежал равномерно, кислота должна покрыть всю поверхность металла однородно. Процесс плавления жалом паяльника припоя и последующее его нанесение именуется лужением.
- После использования необходимого количества кислоты необходимо аккуратно удалить ненужные остатки с поверхности, иначе она начнет вступать в реакцию с окружающим ее кислородом и давать реакции в виде ржавчины.
- После завершения работы необходимо протереть жало паяльника.
Виды кислот:
 Наряду с хлористым цинком также может применяться и ортофосфорная кислота. Ортофосфорный флюс может применяться для предотвращения ржавчины на металлах и используется для спайки чугуна, железа и никеля.
Наряду с хлористым цинком также может применяться и ортофосфорная кислота. Ортофосфорный флюс может применяться для предотвращения ржавчины на металлах и используется для спайки чугуна, железа и никеля.- Соляная. Такой флюс может состоять как из раствора кислоты, так и из ее концентрата.
- Серная. Вещество сильнодействующее. На вид напоминает масло.
В целом нет особой разницы, какой флюс выбирать, единственное различие в опасности работы с ними. Однако стоит придерживаться некоторых правил. Область применения определяется интенсивностью раствора, но его можно разбавить вручную, если есть чем.
В целом, следует обращать внимание на вид продукта. Если на дне сосуда, содержащего флюс, имеется осадок, то такой продукт лучше не использовать. Также важно обращать внимание на срок годности. Каждая кислота имеет определенный срок хранения и использования. Важно понимать, что «про запас» такие вещи брать не стоит, ведь одной баночки флюса может хватить на несколько месяцев, даже при интенсивном ее использовании.
Внимательно стоит относиться и к выбору паяльника. Имеются разные виды этого инструмента. Однако, прежде чем выбирать паяльник и канифоль, стоит убедиться в том, что нужна именно спайка, а не сварка.
Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в H4P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Паять можно мощным паяльником или открытым огнем от газовой горелки. Можно использовать различные источники тепла в зависимости от площади разогреваемой поверхности и температуры плавления припоя.
Остатки кислотного флюса смываются водой, лучше мыльным, щелочным раствором, это исключит дальнейшую коррозию металла.
Обработанные и спаянные элементы нержавеющей стали
Кислотой можно повредить кожу и мышечную ткань, при вдыхании паров поражаются дыхательные органы. Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
При попадании раствора на кожу промыть этот участок тела 6%-ным щелочным раствором или простым мылом. Не рекомендуется флюсами с кислотой паять радиотехнические платы. Кислотные составляющие с них трудно смываются и способствуют распаду медных дорожек. Их лучше заменить, для этого есть специальная паста.
Хранить растворы с кислотой для пайки правильно будет в емкостях из следующих материалов:
- стекло;
- керамика;
- фарфор;
- фторопласт.
Такая посуда не вступает в реакцию с кислотой, в ней длительное время можно сохранить приготовленный состав.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Как готовится паяльная паста
Паста для пайки продается в магазинах радиодеталей, но можно приготовить самостоятельно. В 32 мл соляной кислоты добавляют 12 мл обычной воды, потом кусочки цинка – 8,1 г. Для этого используется эмалированная посуда.
После окончания реакции растворения, в состав вносят олово – 8.7 г. Когда закончится вторая реакция растворения, выпаривают воду до пастообразной консистенции раствора. Паста перемещается в фарфоровую емкость, куда засыпают порошок, в составе которого:
- свинец – 7,4 г;
- олово – 14,8 г;
- сухой нашатырь – 7,5 г;
- цинк – 29,6 г;
- канифоль – 9,4 г.
Эта паста замешивается на 10 мл глицерина, подогревается и перемешивается.
Как правильно паять, последовательность действий:
- детали на месте пайки зачищают, провода скручивают;
- паста наносится кисточкой, тонким слоем;
- поверхность для спайки разогревается зажигалкой плазменной, горелкой, свечкой или спиртовой таблеткой, можно даже спичками или на костре до момента, когда паста расплавится;
- после плавления элементы пайки удаляются от источника тепла, припой застывает.
Паста очень эффективна, когда необходимо паять медный провод, мелкие детали из сплавов, основой которых является медь, латунь, например радиатор, самовары и другие изделия.
Пайка посуды
Ведра и кастрюли, с отверстиями не более 5-7 мм в диаметре, рекомендуется паять, не используя паяльник, припоем ПОС-60. Дырявые места на посуде можно надежно запаять. Для этого дырки тщательно зачищаются наждачной бумагой изнутри емкости. Отверстию по краям придается конусная форма, очищенные места кисточкой обрабатываются раствором паяльной кислоты.
Для того чтобы исключить утечку припоя с наружной стороны, все донышко или отдельные места, где требуется запаять отверстия, закрывают тонкими жестяными пластинами. С внутренней стороны в зачищенные отверстия насыпают порошкообразный припой с канифолью. Места пайки разогревают на открытом огне до плавления припоя и заполнения им всех щелей.
Для радиаторов зачистка и пайка осуществляются с наружной стороны. Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
После окончания процесса пайки радиаторов внутренняя и внешняя поверхности тщательно промываются щелочным, мыльным раствором для того, чтобы исключить воздействие кислотных составляющих на металл.
Флакон с флюсом для пайки алюминия
Когда надо запаять детали из алюминия, используются специальные припои:
- смесь 4:1 олово с цинком;
- смесь 30:1 олово с висмутом;
- порошок 99:1 олова и алюминия.
Последовательность обработки поверхности аналогичная, как и для подготовки железной посуды. Для того чтобы качественно запаять алюминий, в порошок добавляют канифоль, но температура плавления должна быть выше 500ºС. Припой в отверстии рекомендуется помешивать, можно тонким медным жалом паяльника.
Паста для пайки печатных плат
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
Последовательность пайки:
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Уроки пайки. Видео
Научиться правильно паять можно, просмотрев это видео.
Из вышеизложенной информации следует, что при желании и наличии определенных материалов в бытовых условиях можно паять различными способами, достигая качественного крепления деталей и герметичности емкостей.
Пайка медных труб с помощью горелки
Можно спаять паяльником или без паяльника практически все металлы, сплавы, алюминий, латунь, медь, провода электрических цепей различного назначения, металлическую посуду, корпуса радиаторов и другие элементы оборудования.
Оцените статью:Пайка для начинающих / Habr
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
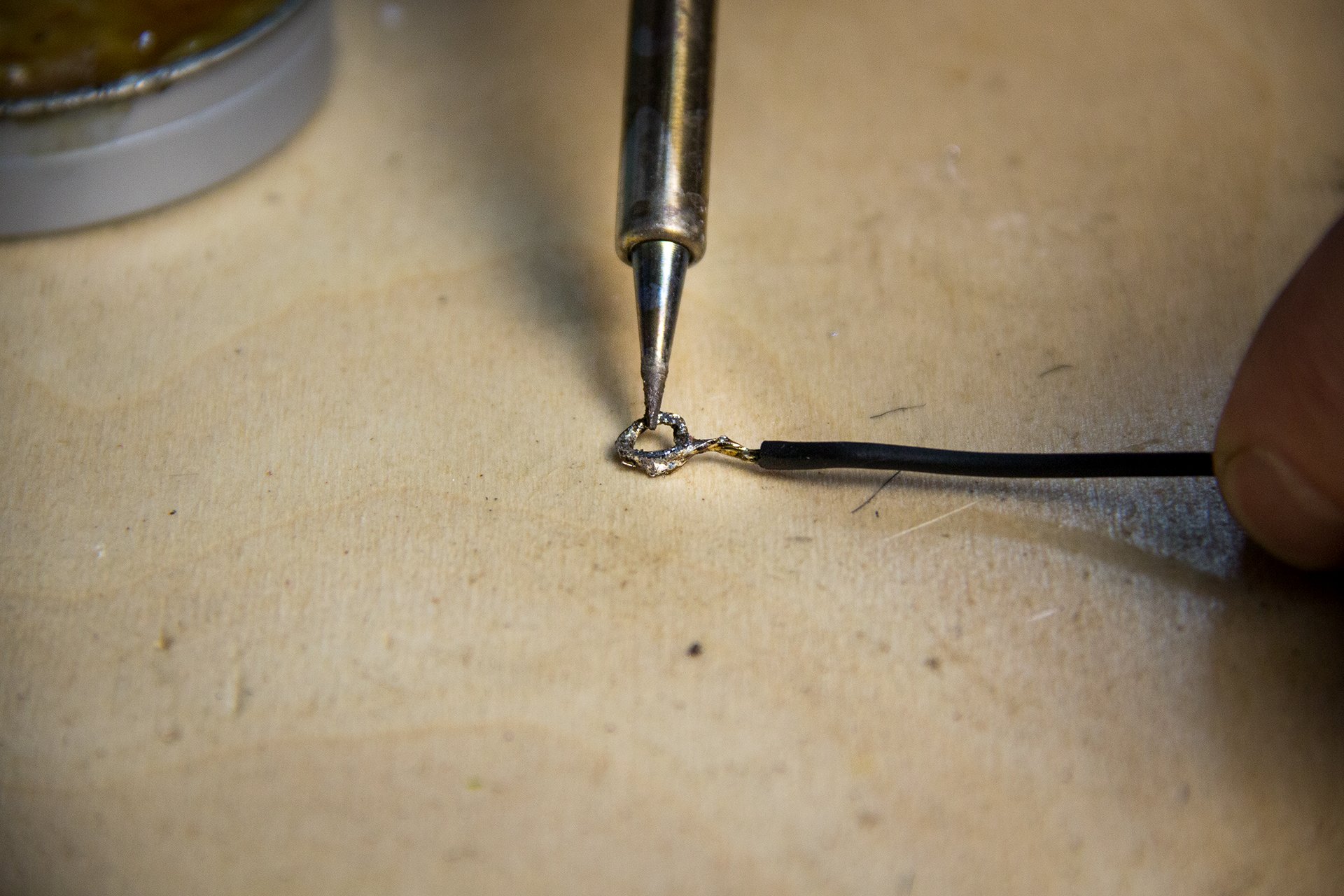
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
 Как правильно паять
Как правильно паять Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.

Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Как паять: полное руководство для начинающих
Изучение того, как паять с правильными методами пайки, является фундаментальным навыком, которым должен овладеть каждый производитель. В этом уроке мы расскажем об основах паяльников, паяльных станциях, типах припоя, припоях и советах по безопасности. Строите ли вы робот или работаете с Arduino, знание пайки пригодится вам.
FREE EBOOK (PDF) — Руководство по паянию (17 страниц)
Если вы разберете какое-либо электронное устройство, содержащее печатную плату, вы увидите, что компоненты прикреплены с использованием методов пайки.Пайка — это процесс соединения двух или более электронных частей путем плавления припоя вокруг соединения. Припой представляет собой металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, ее также можно изменить, используя инструмент для распайки, как описано ниже.
Хорошая вещь в обучении пайке — это то, что вам не нужно много, чтобы начать. Ниже мы опишем основные инструменты и материалы, которые вам понадобятся для большинства ваших проектов пайки.
Паяльная станция
Паяльная станцияA — это более продвинутая версия базовой автономной паяльной ручки. Если вы собираетесь много паять, это здорово, поскольку они предлагают большую гибкость и контроль. Основным преимуществом паяльной станции является возможность точной регулировки температуры паяльника, что отлично подходит для ряда проектов. Эти станции также могут создавать более безопасное рабочее пространство, так как некоторые из них включают в себя усовершенствованные датчики температуры, настройки оповещения и даже защиту паролем для безопасности.Благодаря своему заостренному концу, он способен доставлять тепло в меньшие области, не влияя на окружающую среду.
Зубило Наконечник — Этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов благодаря широкому плоскому наконечнику.
Кредит изображения — Sparkfun.comBrass или Обычная Губка
Использование губки поможет поддерживать чистоту наконечника паяльника, удаляя образующееся окисление. Наконечники с окислением имеют тенденцию чернеть и не принимают припой, как это было, когда он был новым.Вы можете использовать обычную влажную губку, но это приводит к сокращению срока службы наконечника из-за расширения и сжатия. Кроме того, влажная губка будет временно понижать температуру наконечника при вытирании. Лучшая альтернатива — использовать латунную губку, как показано слева.
Подставка для паяльника
Подставка для паяльникаA очень простая, но очень удобная и удобная в использовании. Эта подставка помогает предотвратить контакт горячего железного наконечника с легковоспламеняющимися материалами или случайную травму руки.Большинство паяльных станций поставляется с этой встроенной и также включают губку или губку из латуни для очистки наконечника.
Solder
Solder — это металлический сплав, который плавится, чтобы создать постоянную связь между электрическими деталями. Он выпускается как в свинцовой, так и в бессвинцовой вариациях, причем наиболее распространенными являются диаметры 0,032 и 0,062 дюйма. Внутри сердечника припоя находится материал, известный как флюс, который помогает улучшить электрический контакт и его механическую прочность.
Для электронной пайки наиболее распространенным типом является бессвинцовый припой с канифолью.Этот тип припоя обычно состоит из сплава олова / меди. Вы также можете использовать этилированный припой 60/40 (60% олова, 40% свинца), но он становится менее популярным из-за проблем со здоровьем. Если вы используете свинцовый припой, убедитесь, что у вас есть надлежащая вентиляция и вымойте руки после использования.
При покупке припоя убедитесь, что НЕ используете кислотный сердечник, так как это приведет к повреждению ваших цепей и компонентов. Кислотный припой продается в магазинах товаров для дома и в основном используется для сантехники и металлообработки.
Как упоминалось ранее, припой имеет несколько различных диаметров. Припой с более толстым диаметром (0,062 дюйма) подходит для более быстрой пайки крупных соединений, но может затруднить пайку мелких соединений. По этой причине всегда полезно иметь под рукой оба размера для разных проектов.
Помощь Рука (Третья рука)
Рука помощиA — это устройство, которое имеет 2 или более зажима из кожи аллигатора, а иногда и увеличительное стекло / светильник. Эти клипы помогут вам удерживать предметы, которые вы пытаетесь паять, пока вы используете паяльник и припой.Рекомендуется использовать вытяжку дыма, представляющую собой вентилятор с угольным фильтром, который поглощает вредный припой, который вы можете посетить, например, такие как Integrated Air Systems для систем фильтрации воздуха.
Всегда полезно носить защитные очки в случае случайных брызг горячего припоя. Наконец, не забудьте вымыть руки, когда закончите пайку, особенно при использовании свинцового припоя.
Перед тем, как приступить к пайке, необходимо подготовить паяльник путем лужения наконечника припоем.Этот процесс поможет улучшить теплопередачу от утюга к предмету, который вы паяете. Лужение также поможет защитить наконечник и уменьшить износ.
Шаг 1: Начните с того, что наконечник прикреплен к утюгу и плотно прикручен на месте.
Шаг 2: Включите паяльник и дайте ему нагреться. Если у вас есть паяльная станция с регулируемой температурой, установите ее на 400 ′ C / 752 ′ F.
Шаг 3: Протрите кончик паяльника влажной влажной губкой, чтобы очистить его.Подождите несколько секунд, чтобы наконечник снова нагрелся, прежде чем перейти к шагу 4.
Шаг 4: Держите паяльник в одной руке и припой в другой. Прикоснитесь припоем к наконечнику утюга и убедитесь, что припой течет равномерно вокруг наконечника.
Вы должны олово кончик утюга до и после каждой пайки, чтобы продлить срок его службы. В конце концов, каждый наконечник изнашивается и нуждается в замене, когда он становится грубым или без косточек.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это в реальных приложениях.В этом примере мы собираемся припаять светодиод на печатную плату.
Шаг 1: Установите Component — Начните с вставки выводов светодиода в отверстия на плате. Переверните доску и согните провода наружу под углом 45 ′. Это поможет компоненту лучше соединиться с медной прокладкой и предотвратить его выпадение во время пайки.
Шаг 2: Нагрейте Joint — Включите паяльник и, если он имеет регулируемый контроль нагрева, установите его на 400´C.В этот момент прикоснитесь кончиком утюга к медной прокладке и проводу резистора одновременно. Вы должны держать паяльник на месте в течение 3-4 секунд, чтобы нагреть прокладку и провод.
Шаг 3: нанесение припоя на шарнир. — Продолжайте удерживать паяльник на медной прокладке и выводе и прикоснитесь припоем к стыку. IMPORTANT — Не прикасайтесь к припою непосредственно к кончику утюга. Вы хотите, чтобы соединение было достаточно горячим, чтобы расплавить припой при касании.Если сустав слишком холодный, это приведет к плохому соединению.
Шаг 4: Отрежьте провода – Снимите паяльник и дайте припою остыть естественным образом. Не дуйте припой, так как это приведет к повреждению сустава. Как только вы остынете, вы можете оторвать дополнительный провод от проводов. Правильное паяное соединение
A является гладким, блестящим и имеет форму вулкана или конуса. Вы хотите достаточно припоя, чтобы покрыть весь сустав, но не слишком много, чтобы он превратился в шарик или пролился на ближайший вывод или соединение.Повторите этот процесс на другом проводе.
Наденьте два луженых провода друг на друга и прикоснитесь к паяльнику к обоим проводам. Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Снимите паяльник и подождите несколько секунд, чтобы паяное соединение охладилось и затвердело. Используйте термоусадку для покрытия соединения.
Хорошей особенностью использования припоя является то, что его можно легко удалить с помощью технологии, известной как распайка.Это удобно, если вам нужно удалить компонент или внести исправления в вашу электронную схему.
Для распайки шва вам понадобится фитиль для пайки, также известный как оплетка для запайки.
Step 1 — Поместите кусок оплеточной оплетки поверх соединения / припоя, который вы хотите удалить.
Шаг 2 — Нагрейте паяльник и прикоснитесь наконечником к верхней части оплетки. Это нагреет припой ниже, который затем будет поглощен оплеткой.Теперь вы можете удалить оплетку, чтобы увидеть, как припой был извлечен и удален. Будьте осторожны, касаясь оплетки, когда вы ее нагреваете, потому что она станет горячей.
Optional — Если у вас много припоя, который вы хотите удалить, вы можете использовать устройство, называемое присоской припоя. Это ручной механический пылесос, который всасывает горячий припой нажатием кнопки.
Для использования нажмите на поршень на конце присоски припоя. Нагрейте соединение паяльником и наденьте наконечник присоски на горячий припой.
Electronics Club — Руководство по пайке
Electronics Club — Руководство по пайке — как паять, меры предосторожности, радиатор, демонтаж, обработка ожогов
Как спаять | Теплоотвод | Компоненты | Припой | Демонтажные | Burns
Для получения информации о паяльниках и других инструментах см. Страницу «Инструменты».
Скачать PDF версию этой страницы: Руководство по пайке (PDF)
Как паять
Первое несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и дадут вам неприятный ожог.
Будьте осторожны, чтобы не дотронуться кончиком утюга до изгиба сети. Утюг должен иметь теплостойкий изгиб для дополнительной защиты. Обычный пластик flex сразу же растает, если прикоснуться горячим утюгом и возникнет серьезная риск ожогов и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на свой рабочий стол, даже на мгновение!
Работа в хорошо проветриваемом помещении. Дым, образующийся при расплавлении припоя, в основном от флюса и довольно раздражающий. Старайтесь не дышать, держась головой, не выше своей работы.
Мойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы сгорели, то увидите «Первая помощь при ожогах».
Я настоятельно рекомендую использовать паяльник с жаростойким силиконовым кабелем для безопасности, потому что он не тает, если случайно коснуться горячим утюгом.
Например, этот 230В паяльник от Rapid Electronics: пайки iron
Подготовка паяльника:
Установите паяльник на подставку и вставьте вилку. Утюг займет несколько минут, чтобы достичь рабочей температуры около 400 ° C.
Губите губку на подставке. Лучший способ сделать это — вынуть его из подставки и держать под холодным краном для мгновение, а затем сожмите, чтобы удалить лишнюю воду. Он должен быть влажным, не мокрым.
Подождите несколько минут, пока паяльник прогреется. Вы можете проверить, готово ли оно, попытавшись растопить немного припоя на наконечнике.
Протрите кончик утюга по влажной губке. Это очистит чаевые.
Расплавьте маленький припой на кончике утюга. Это называется «лужение», и оно поможет теплу вытекать из кончика утюга. на сустав. Это нужно сделать только при подключении утюга, а иногда во время пайки, если вам нужно протереть наконечник чистой губкой.
Вы теперь готовы начать пайку:
Держите паяльник как ручку, возле основания ручки (представьте, что вы собираетесь написать свое имя). Не забывайте никогда не трогать горячий элемент или наконечник.
Нажмите паяльник на соединение, которое будет сделано. Убедитесь, что он касается провода компонента и дорожки. Держи кончик там на несколько секунд и …
Скормите немного припоя на стыке. Он должен плавно перетекать на поводок и отслеживать путь, чтобы сформировать форму вулкана, как показано на диаграмме.Примените припой к суставу, а не к железу.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Дайте соединению несколько секунд остыть, прежде чем перемещать печатную плату.
Проверьте совместное соединение. Он должен выглядеть блестящим и иметь форму «вулкана». Если нет, вам нужно будет разогреть его и подайте немного больше припоя. На этот раз убедитесь, что both впереди и трек полностью нагреваются перед нанесением припоя.
Если вы сгорели, смотрите «Первая помощь при ожогах» ниже.

Короткие деньги на ваши проекты в области электроники? Продайте свой старый iPhone, iPad, MacBook или другое устройство Apple: macback.co.uk
Использование радиатора

Некоторые компоненты, такие как транзисторы, могут быть повреждены при пайке, поэтому, если вы не эксперт, имеет смысл использовать радиатор, закрепленный на проводнике между соединением и составное тело. Вы можете купить специальный инструмент, но стандартный зажим крокодила (без пластиковой крышки) работает так же хорошо и дешевле.
Радиатор работает, отбирая часть тепла от паяльника, и это помогает предотвратить чрезмерное повышение температуры компонента.
Быстрая электроника: крокодиловый зажим
Советы по пайке для компонентов
Очень заманчиво сразу начать паять компоненты на плате, но, пожалуйста, найдите время, чтобы сначала идентифицировать все детали. Наклеить их на лист макулатуры и маркировка каждого стоит, и вы, менее вероятно, ошибетесь, если сделаете это.
Некоторые ИС являются чувствительными к статическому электричеству и поставляются в антистатической упаковке. оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, а затем заземлите руки, касаясь металла водопроводная труба или оконная рама перед обработкой ICs
- Склейте компоненты на бумагу с помощью клейкой ленты.
- Определите каждый компонент и запишите его имя или значение рядом с ним.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые в диаграмме проекта.
- Значения резистора можно найти с помощью цветового кода объяснил на странице резисторов.Вы можете сделать свой собственный калькулятор цветового кода.
- Конденсаторные значения могут быть немного сложнее, различные системы маркировки объяснил на странице конденсаторов.
Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть правильно расположены, и некоторые из них могут быть легко повреждены теплом от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их размещения.
на борту. Как правило, лучше всего начинать с самых маленьких деталей, но для картона
Полезно начать с держателя (ов) ИС в качестве ориентира для других деталей.
Проводные ссылки
Провода между точками на плате могут быть выполнены из одножильного провода с пластиковым покрытием, для которого потребуется зачистка,
или луженая медная проволока, если ссылка не касается других частей. Луженая медная проволока выглядит как припой, но вы можете
почувствуйте разницу, это жестче, чем припой (и он не расплавится) .
Провода к платам должны быть гибкими, поэтому используйте для них многожильный провод с пластиковым покрытием,
популярным типом является проволока 7 / 0,2 мм (7 нитей по 0.
3. Конденсаторы малой стоимости

Конденсаторы малого значения (<1 мкФ) не поляризованы. Подключите в любую сторону.
4. Конденсаторы электролитические (1 мкФ +)

Подключите правильный путь, ищите + или — около одного провода.
Они могут быть в радиальном стиле (оба провода на одном конце) или в осевом стиле (провода на каждом конце).
 5. Диоды
5. Диоды
Подключите правильный путь. Полоса обозначает катод (линия на символе), обычно обозначаемый на диаграммах буквой k. Как паять: сквозная пайка
Избранные
любимец
53
Introduction
Soldering — один из самых фундаментальных навыков, необходимых для занятий в мире электроники. Два идут вместе, как горох и морковь. И, хотя можно изучать и создавать электронику без необходимости брать паяльник, вы скоро обнаружите, что этот новый простой навык открывает целый новый мир.Мы, сотрудники SparkFun, считаем, что пайка должна быть навыком в арсенале каждого. В мире растущего технологического окружения мы считаем, что важно, чтобы люди во всем мире могли не только понимать технологии, которые они используют каждый день, но и уметь их создавать, изменять и исправлять. Пайка является одним из многих навыков, которые позволят вам сделать именно это.
В этом уроке мы рассмотрим основы сквозной пайки — также известной как пайка с покрытием через отверстия (PTH), обсудим необходимые инструменты, рассмотрим методы правильной пайки и покажем, куда можно пойти оттуда.Мы также обсудим доработку, связанную с пайкой сквозных отверстий, и дадим вам несколько советов и рекомендаций, которые сделают ремонт любого элемента электроники быстрым. Это руководство будет как для начинающих, так и для экспертов. Независимо от того, когда вы раньше не прикасались к утюгу или хотите немного освежиться, в этом руководстве каждый найдет что-то для себя.
Suggested Reading
Как говорилось ранее, вы можете изучать и создавать электронику, не касаясь паяльника. Если вы хотите узнать больше о теории электроники, прежде чем научиться паять, рекомендуем начать с некоторых из этих руководств:
Что такое цепь?
Каждый электрический проект начинается с цепи.Не знаете, что такое схема? Мы здесь, чтобы помочь.
Что такое электричество?
Мы можем видеть электричество в действии на наших компьютерах, освещая наши дома, как молнии в грозах, но что это? Это не простой вопрос, но этот урок проливает свет на него!
Если вы хотите узнать больше о сборке схем без необходимости брать паяльник, ознакомьтесь с нашим учебным пособием по макетам без припоя:
Как использовать макет
Добро пожаловать в удивительный мир макетов.Здесь мы узнаем, что такое макет и как его использовать для создания самой первой схемы.
Наконец, мы будем опираться на некоторые предыдущие уроки, поэтому предлагается прочитать и понять эти темы, прежде чем двигаться дальше в этом уроке:
PCB Основы
Что именно такое печатная плата? В этом руководстве будет разбито то, что составляет печатную плату, и некоторые общие термины, используемые в мире печатных плат.
Polarity
Введение в полярность в электронных компонентах. Узнайте, что такое полярность, в каких частях она есть и как ее идентифицировать.
Если вы все поняли приведенное выше чтение, давайте окунемся прямо в!
Что такое припой?
Прежде чем научиться паять, всегда полезно немного узнать о пайке, ее истории и терминологии, которая будет использоваться при его обсуждении.
Словом, Solder можно использовать двумя разными способами. Припой , существительное , относится к сплаву (вещество, состоящее из двух или более металлов), который обычно поставляется в виде длинной тонкой проволоки в катушках или трубках. Припой — глагол — означает соединить вместе два куска металла в так называемое паяное соединение . Итак, паяем с припоем!
Провод для проволоки продается в виде катушки (слева) и в виде трубки (справа). Они бывают как этилированные, так и не содержащие свинца. 95050
Leaded vs.
.В связи с неблагоприятными последствиями этилированной пайки известно, что некоторые ключевые лица и страны решили, что лучше не использовать этилированный припой. В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ (RoHS). Эта директива, изложенная просто, ограничивает использование этилированного припоя (среди прочих материалов) в электронике и электротехнике. При этом использование бессвинцовой припоя стало нормой в производстве электроники.
Свинцовый припой очень похож на свинцовый аналог, за исключением того, что, как следует из названия, он не содержит свинца.Вместо этого он состоит в основном из олова и других микроэлементов, таких как серебро и медь. Этот припой обычно помечается символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Выбор правильного припоя для Job
Когда дело доходит до производства электроники, лучше всего использовать бессвинцовый припой для обеспечения безопасности ваших продуктов. Однако, когда дело доходит до вас и вашей электроники, выбор припоя остается за вами. Многие люди до сих пор предпочитают использовать этилированный припой из-за его превосходной способности выступать в качестве соединительного агента.Тем не менее, другие предпочитают безопасность над функциональностью и выбирают без свинца. SparkFun продает оба сорта, чтобы позволить людям сделать этот выбор для себя.
Бессвинцовый припой не без его недостатков. Как уже упоминалось, свинец был выбран, потому что он лучше всего работает в такой ситуации, как пайка. Когда вы убираете свинец, вы также забираете некоторые свойства припоя, которые делают его идеальным для того, для чего он предназначен — соединения двух кусков металла. Одним из таких свойств является температура плавления.Олово имеет более высокую температуру плавления, чем свинец, что приводит к большему количеству тепла, необходимого для достижения текучести. И, хотя олово выполняет свою работу, ему иногда требуется небольшая помощь. Многие варианты бессвинцовых припоев имеют так называемую сердцевину flux. На данный момент, просто знайте, что флюс — это химический агент, который помогает течению бессвинцового припоя. Хотя можно использовать бессвинцовый припой без флюса, это значительно облегчает достижение тех же результатов, что и при использовании этилированного припоя. Кроме того, из-за дополнительных затрат при изготовлении бессвинцового припоя он иногда может быть дороже, чем этилированный припой.
Помимо выбора этилированного или бессвинцового припоя, при выборе припоя необходимо учитывать ряд других факторов. Во-первых, кроме свинца и олова, существуют тонны других припоев. Проверьте страницу припоя Википедии для обширного списка различных типов. Во-вторых, припой бывает разных размеров или ширины. При работе с небольшими компонентами часто лучше использовать очень тонкий кусочек припоя — чем больше число, тем меньше калибр. Для крупных компонентов рекомендуется использовать более толстую проволоку.Наконец, припой приходит в других формах, кроме проволоки. Приступая к пайке при поверхностном монтаже, вы увидите, что паяльная паста является предпочтительной формой. Однако, поскольку это учебник по пайке в сквозных отверстиях, паяльная паста не будет обсуждаться подробно.
Покупка Припой
SparkFun предлагает катушки припоя разных размеров как в свинцовых, так и в бессвинцовых вариантах. SparkFun предлагает все, что вам нужно для одного проекта или готовится к предстоящей зиме.
Вы можете посетить категорию «Пайка» в каталоге SparkFun, чтобы ознакомиться с другими вариантами пайки.
Теперь, когда вы знаете, как выбрать лучший припой для данной работы, давайте перейдем к инструментам и дополнительной терминологии.
Паяльники
Есть много инструментов, которые помогают в пайке, но ни один не является более важным, чем паяльник. Если ничего другого, вам нужно хотя бы железо и припой, чтобы выполнить поставленную задачу. Паяльники бывают разных факторов и варьируются от простых до сложных, но все они функционируют примерно одинаково.Здесь мы обсудим части утюга и различные типы утюгов.
Анатомия паяльника
Вот основные детали, из которых состоит паяльник.
- Советы для пайки — Ни один утюг не обходится без железного наконечника. Наконечник — это часть утюга, которая нагревается и позволяет припою течь вокруг двух соединяемых компонентов. Хотя припой прилипает к наконечнику при нанесении, распространенным заблуждением является то, что наконечник переносит припой. Наконечник фактически передает тепло, повышая температуру металлических компонентов до температуры плавления припоя, и припой соответственно плавится.Большинство утюгов дают вам возможность изменить свой наконечник, если вам нужно заменить старый наконечник или если вам нужно переключиться на другой стиль наконечника. Подсказки бывают разных размеров и форм для размещения любого компонента.
Несколько типов наконечников. Слева направо: конический наконечник (так называемый наконечник копыта), два конических наконечника различной ширины и наконечник зубила.
Изменение наконечника — это простой процесс, который состоит из откручивания палочки или просто вдавливания и вытягивания наконечника
Совет: Эффективность тепла, передаваемого от наконечника к соединению, зависит от размера используемого наконечника паяльника.Обычно вы хотите иметь наконечник для пайки, ширина которого примерно равна ширине паяльной пластины, к которой вы паяете. Для получения дополнительной информации, проверьте эту статью Hakko.
- Wand — Жезл — это часть утюга, которая удерживает наконечник. Это также часть, которая обрабатывается пользователем. Палочки обычно изготавливаются из различных изоляционных материалов (таких как резина), чтобы предотвратить передачу тепла наконечника наружу, но они также содержат провода и металлические контакты, которые передают тепло от основания или выхода к наконечнику. ,Эта двойная роль нагрева и предотвращения ожогов делает палочку высокого качества очень ценной.
Два разновидности жезлов. Обратите внимание, как наконечники вкручиваются в палочку, обеспечивая взаимозаменяемость. У некоторых палочек есть наконечники, которые просто вставляются и выдвигаются без какого-либо крепежного механизма.
Некоторые утюги состоят из одной палочки, которая вставляется в настенную розетку. Эти утюги так же просты, как и приходят, и у них нет никаких регуляторов для изменения температуры. В этих утюгах нагревательный элемент встроен непосредственно в палочку.
Простой паяльник, состоящий из одной палочки. Некоторые из этих утюгов не предлагают сменные насадки.
- Base — Основой паяльника является блок управления, позволяющий регулировать температуру. Палочка крепится к основанию и получает тепло от электроники внутри. Существуют аналоговые базы, которые имеют циферблат, который контролирует температуру, а также цифровые базы, которые имеют кнопки для установки температуры и дисплей, отображающий текущую температуру.Некоторые основания даже имеют дополнительные функции, такие как тепловые профили, которые позволяют быстро изменять количество тепла, подаваемого на наконечник для пайки различных компонентов.
Два варианта основания паяльника. Слева — цифровая база с кнопками управления и цифровым дисплеем. Справа аналоговая база, которая использует циферблат для контроля температуры. 95050
База, как правило, состоит из большого трансформатора и нескольких других управляющих электронных компонентов, которые позволяют безопасно изменять температуру вашего наконечника.
Внутренности основания паяльника
- Stand (Колыбель) — Железный штатив (часто называемый колыбелью) — это то, что хранит утюг, когда он не используется. Подставка может показаться тривиальной, но оставление без присмотра утюга на столе или рабочем столе — потенциальная опасность: это может привести к ожогу или, что еще хуже, к вашему столу и пожару. Опять же, они могут быть простыми, как металлическая подставка, или они могут быть сложными, предлагая функцию автоматического отключения, которая снижает температуру наконечника, когда палочка помещается в подставку.
Похожие записи
 .
.
Конденсаторы малого значения (<1 мкФ) не поляризованы. Подключите в любую сторону.
Подключите правильный путь, ищите + или — около одного провода. Они могут быть в радиальном стиле (оба провода на одном конце) или в осевом стиле (провода на каждом конце).
5. Диоды
Подключите правильный путь. Полоса обозначает катод (линия на символе), обычно обозначаемый на диаграммах буквой k.
Как паять: сквозная пайка
Избранные любимец 53Introduction
Soldering — один из самых фундаментальных навыков, необходимых для занятий в мире электроники. Два идут вместе, как горох и морковь. И, хотя можно изучать и создавать электронику без необходимости брать паяльник, вы скоро обнаружите, что этот новый простой навык открывает целый новый мир.Мы, сотрудники SparkFun, считаем, что пайка должна быть навыком в арсенале каждого. В мире растущего технологического окружения мы считаем, что важно, чтобы люди во всем мире могли не только понимать технологии, которые они используют каждый день, но и уметь их создавать, изменять и исправлять. Пайка является одним из многих навыков, которые позволят вам сделать именно это.
В этом уроке мы рассмотрим основы сквозной пайки — также известной как пайка с покрытием через отверстия (PTH), обсудим необходимые инструменты, рассмотрим методы правильной пайки и покажем, куда можно пойти оттуда.Мы также обсудим доработку, связанную с пайкой сквозных отверстий, и дадим вам несколько советов и рекомендаций, которые сделают ремонт любого элемента электроники быстрым. Это руководство будет как для начинающих, так и для экспертов. Независимо от того, когда вы раньше не прикасались к утюгу или хотите немного освежиться, в этом руководстве каждый найдет что-то для себя.
Suggested Reading
Как говорилось ранее, вы можете изучать и создавать электронику, не касаясь паяльника. Если вы хотите узнать больше о теории электроники, прежде чем научиться паять, рекомендуем начать с некоторых из этих руководств:
Что такое цепь?
Каждый электрический проект начинается с цепи.Не знаете, что такое схема? Мы здесь, чтобы помочь.
Что такое электричество?
Мы можем видеть электричество в действии на наших компьютерах, освещая наши дома, как молнии в грозах, но что это? Это не простой вопрос, но этот урок проливает свет на него!
Если вы хотите узнать больше о сборке схем без необходимости брать паяльник, ознакомьтесь с нашим учебным пособием по макетам без припоя:
Как использовать макет
Добро пожаловать в удивительный мир макетов.Здесь мы узнаем, что такое макет и как его использовать для создания самой первой схемы.
Наконец, мы будем опираться на некоторые предыдущие уроки, поэтому предлагается прочитать и понять эти темы, прежде чем двигаться дальше в этом уроке:
PCB Основы
Что именно такое печатная плата? В этом руководстве будет разбито то, что составляет печатную плату, и некоторые общие термины, используемые в мире печатных плат.
Polarity
Введение в полярность в электронных компонентах. Узнайте, что такое полярность, в каких частях она есть и как ее идентифицировать.
Если вы все поняли приведенное выше чтение, давайте окунемся прямо в!
Что такое припой?
Прежде чем научиться паять, всегда полезно немного узнать о пайке, ее истории и терминологии, которая будет использоваться при его обсуждении.
Словом,Solder можно использовать двумя разными способами. Припой , существительное , относится к сплаву (вещество, состоящее из двух или более металлов), который обычно поставляется в виде длинной тонкой проволоки в катушках или трубках. Припой — глагол
— означает соединить вместе два куска металла в так называемое паяное соединение . Итак, паяем с припоем!
Leaded vs.
.В связи с неблагоприятными последствиями этилированной пайки известно, что некоторые ключевые лица и страны решили, что лучше не использовать этилированный припой. В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ (RoHS). Эта директива, изложенная просто, ограничивает использование этилированного припоя (среди прочих материалов) в электронике и электротехнике. При этом использование бессвинцовой припоя стало нормой в производстве электроники.
Свинцовый припой очень похож на свинцовый аналог, за исключением того, что, как следует из названия, он не содержит свинца.Вместо этого он состоит в основном из олова и других микроэлементов, таких как серебро и медь. Этот припой обычно помечается символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Выбор правильного припоя для Job
Когда дело доходит до производства электроники, лучше всего использовать бессвинцовый припой для обеспечения безопасности ваших продуктов. Однако, когда дело доходит до вас и вашей электроники, выбор припоя остается за вами. Многие люди до сих пор предпочитают использовать этилированный припой из-за его превосходной способности выступать в качестве соединительного агента.Тем не менее, другие предпочитают безопасность над функциональностью и выбирают без свинца. SparkFun продает оба сорта, чтобы позволить людям сделать этот выбор для себя.
Бессвинцовый припой не без его недостатков. Как уже упоминалось, свинец был выбран, потому что он лучше всего работает в такой ситуации, как пайка. Когда вы убираете свинец, вы также забираете некоторые свойства припоя, которые делают его идеальным для того, для чего он предназначен — соединения двух кусков металла. Одним из таких свойств является температура плавления.Олово имеет более высокую температуру плавления, чем свинец, что приводит к большему количеству тепла, необходимого для достижения текучести. И, хотя олово выполняет свою работу, ему иногда требуется небольшая помощь. Многие варианты бессвинцовых припоев имеют так называемую сердцевину flux. На данный момент, просто знайте, что флюс — это химический агент, который помогает течению бессвинцового припоя. Хотя можно использовать бессвинцовый припой без флюса, это значительно облегчает достижение тех же результатов, что и при использовании этилированного припоя. Кроме того, из-за дополнительных затрат при изготовлении бессвинцового припоя он иногда может быть дороже, чем этилированный припой.
Помимо выбора этилированного или бессвинцового припоя, при выборе припоя необходимо учитывать ряд других факторов. Во-первых, кроме свинца и олова, существуют тонны других припоев. Проверьте страницу припоя Википедии для обширного списка различных типов. Во-вторых, припой бывает разных размеров или ширины. При работе с небольшими компонентами часто лучше использовать очень тонкий кусочек припоя — чем больше число, тем меньше калибр. Для крупных компонентов рекомендуется использовать более толстую проволоку.Наконец, припой приходит в других формах, кроме проволоки. Приступая к пайке при поверхностном монтаже, вы увидите, что паяльная паста является предпочтительной формой. Однако, поскольку это учебник по пайке в сквозных отверстиях, паяльная паста не будет обсуждаться подробно.
Покупка Припой
SparkFun предлагает катушки припоя разных размеров как в свинцовых, так и в бессвинцовых вариантах. SparkFun предлагает все, что вам нужно для одного проекта или готовится к предстоящей зиме.
Вы можете посетить категорию «Пайка» в каталоге SparkFun, чтобы ознакомиться с другими вариантами пайки.
Теперь, когда вы знаете, как выбрать лучший припой для данной работы, давайте перейдем к инструментам и дополнительной терминологии.
Паяльники
Есть много инструментов, которые помогают в пайке, но ни один не является более важным, чем паяльник. Если ничего другого, вам нужно хотя бы железо и припой, чтобы выполнить поставленную задачу. Паяльники бывают разных факторов и варьируются от простых до сложных, но все они функционируют примерно одинаково.Здесь мы обсудим части утюга и различные типы утюгов.
Анатомия паяльника
Вот основные детали, из которых состоит паяльник.
- Советы для пайки — Ни один утюг не обходится без железного наконечника. Наконечник — это часть утюга, которая нагревается и позволяет припою течь вокруг двух соединяемых компонентов. Хотя припой прилипает к наконечнику при нанесении, распространенным заблуждением является то, что наконечник переносит припой. Наконечник фактически передает тепло, повышая температуру металлических компонентов до температуры плавления припоя, и припой соответственно плавится.Большинство утюгов дают вам возможность изменить свой наконечник, если вам нужно заменить старый наконечник или если вам нужно переключиться на другой стиль наконечника. Подсказки бывают разных размеров и форм для размещения любого компонента.
Несколько типов наконечников. Слева направо: конический наконечник (так называемый наконечник копыта), два конических наконечника различной ширины и наконечник зубила.
Изменение наконечника — это простой процесс, который состоит из откручивания палочки или просто вдавливания и вытягивания наконечника
Совет: Эффективность тепла, передаваемого от наконечника к соединению, зависит от размера используемого наконечника паяльника.Обычно вы хотите иметь наконечник для пайки, ширина которого примерно равна ширине паяльной пластины, к которой вы паяете. Для получения дополнительной информации, проверьте эту статью Hakko.
- Wand — Жезл — это часть утюга, которая удерживает наконечник. Это также часть, которая обрабатывается пользователем. Палочки обычно изготавливаются из различных изоляционных материалов (таких как резина), чтобы предотвратить передачу тепла наконечника наружу, но они также содержат провода и металлические контакты, которые передают тепло от основания или выхода к наконечнику. ,Эта двойная роль нагрева и предотвращения ожогов делает палочку высокого качества очень ценной.
Два разновидности жезлов. Обратите внимание, как наконечники вкручиваются в палочку, обеспечивая взаимозаменяемость. У некоторых палочек есть наконечники, которые просто вставляются и выдвигаются без какого-либо крепежного механизма.
Некоторые утюги состоят из одной палочки, которая вставляется в настенную розетку. Эти утюги так же просты, как и приходят, и у них нет никаких регуляторов для изменения температуры. В этих утюгах нагревательный элемент встроен непосредственно в палочку.
Простой паяльник, состоящий из одной палочки. Некоторые из этих утюгов не предлагают сменные насадки.
- Base — Основой паяльника является блок управления, позволяющий регулировать температуру. Палочка крепится к основанию и получает тепло от электроники внутри. Существуют аналоговые базы, которые имеют циферблат, который контролирует температуру, а также цифровые базы, которые имеют кнопки для установки температуры и дисплей, отображающий текущую температуру.Некоторые основания даже имеют дополнительные функции, такие как тепловые профили, которые позволяют быстро изменять количество тепла, подаваемого на наконечник для пайки различных компонентов.
Два варианта основания паяльника. Слева — цифровая база с кнопками управления и цифровым дисплеем. Справа аналоговая база, которая использует циферблат для контроля температуры. 95050
База, как правило, состоит из большого трансформатора и нескольких других управляющих электронных компонентов, которые позволяют безопасно изменять температуру вашего наконечника.
Внутренности основания паяльника
- Stand (Колыбель) — Железный штатив (часто называемый колыбелью) — это то, что хранит утюг, когда он не используется. Подставка может показаться тривиальной, но оставление без присмотра утюга на столе или рабочем столе — потенциальная опасность: это может привести к ожогу или, что еще хуже, к вашему столу и пожару. Опять же, они могут быть простыми, как металлическая подставка, или они могут быть сложными, предлагая функцию автоматического отключения, которая снижает температуру наконечника, когда палочка помещается в подставку.
Похожие записи
.
Похожие записи