Как выбрать подходящий паяльник для пайки радиодеталей. Какой припой и флюс лучше использовать. На что обратить внимание при подготовке к пайке. Каковы основные правила качественной пайки электронных компонентов.
Выбор подходящего паяльника для пайки радиодеталей
Правильный выбор паяльника — ключевой фактор для качественной пайки электронных компонентов. На что следует обратить внимание при выборе:
- Мощность паяльника. Для пайки мелких радиодеталей оптимально подходят паяльники мощностью 25-40 Вт. Для более крупных деталей может потребоваться 60-100 Вт.
- Форма и размер жала. Для точной пайки SMD-компонентов нужно тонкое жало, для массивных деталей — более широкое.
- Наличие регулировки температуры. Это позволит подобрать оптимальный режим для разных типов припоя.
- Удобство рукоятки. Паяльник должен комфортно лежать в руке.
Для начинающих радиолюбителей хорошим выбором станет паяльник мощностью 40 Вт с регулировкой температуры и набором сменных жал разной формы.

Правильный выбор припоя для пайки электронных компонентов
От выбора припоя во многом зависит качество и надежность паяных соединений. Основные характеристики припоев:
- Состав — наиболее распространены оловянно-свинцовые припои, например ПОС-61 (61% олова, 39% свинца).
- Температура плавления — для ПОС-61 составляет 190°C.
- Форма выпуска — проволока, пруток, паста. Для ручной пайки удобнее проволока.
- Наличие флюса внутри — упрощает процесс пайки.
Для большинства радиолюбительских работ оптимально подходит припой ПОС-61 в виде проволоки диаметром 0,8-1 мм с канифольным сердечником.
Выбор флюса для качественной пайки
Флюс необходим для очистки поверхностей от оксидов и улучшения растекания припоя. Основные типы флюсов для электроники:
- Канифольные — на основе натуральной или синтетической канифоли. Наиболее безопасны.
- Активированные — с добавлением активаторов для лучшей очистки. Требуют удаления остатков после пайки.
- Безотмывочные — не требуют обязательного удаления остатков.
Для большинства работ подойдет простой канифольный флюс в виде геля или жидкости. Активированные флюсы лучше использовать только при необходимости пайки окисленных поверхностей.

Подготовка паяльника к работе
Перед началом пайки необходимо правильно подготовить паяльник:
- Очистить жало от загрязнений наждачной бумагой или специальной губкой.
- Прогреть паяльник до рабочей температуры (обычно 300-350°C).
- Покрыть рабочую часть жала тонким слоем припоя — это называется лужением.
- Проверить температуру — капля припоя должна быстро плавиться на жале.
Хорошо подготовленный паяльник обеспечит быстрый нагрев места пайки и качественное соединение деталей.
Основные правила качественной пайки радиодеталей
Чтобы получить надежное паяное соединение, следуйте этим правилам:
- Тщательно зачищайте и обезжиривайте соединяемые поверхности.
- Наносите флюс на место пайки перед нагревом.
- Прогревайте соединяемые детали равномерно.
- Подавайте припой на нагретое место пайки, а не на жало паяльника.
- Удерживайте паяльник до полного растекания припоя.
- Дайте соединению остыть естественным путем, не применяйте обдув.
Соблюдение этих правил позволит получить прочное и качественное паяное соединение.
Типичные ошибки при пайке и способы их устранения
Начинающие радиолюбители часто допускают ошибки при пайке. Вот некоторые из них и способы их исправления:
- Холодная пайка — недостаточный прогрев. Решение: увеличить время нагрева.
- Шарики припоя — избыток флюса. Решение: уменьшить количество флюса.
- Наплывы припоя — избыток припоя. Решение: использовать меньше припоя, убрать излишки оплеткой.
- Отслоение дорожек платы — перегрев. Решение: уменьшить температуру или время пайки.
Внимательность и соблюдение технологии позволят избежать большинства ошибок при пайке.
Меры безопасности при пайке
Пайка связана с высокими температурами и вредными испарениями, поэтому важно соблюдать технику безопасности:
- Работайте в хорошо проветриваемом помещении.
- Используйте защитные очки и перчатки.
- Не прикасайтесь к нагретым частям паяльника.
- Держите паяльник на подставке, когда не используете.
- Мойте руки после работы с припоем и флюсом.
- Храните инструменты и материалы в недоступном для детей месте.
Соблюдение этих простых правил обезопасит вас при выполнении паяльных работ.

Как правильно паять? Первые шаги начинающего радиолюбителя.
Советы и рекомендации по правильной пайке
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.

Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
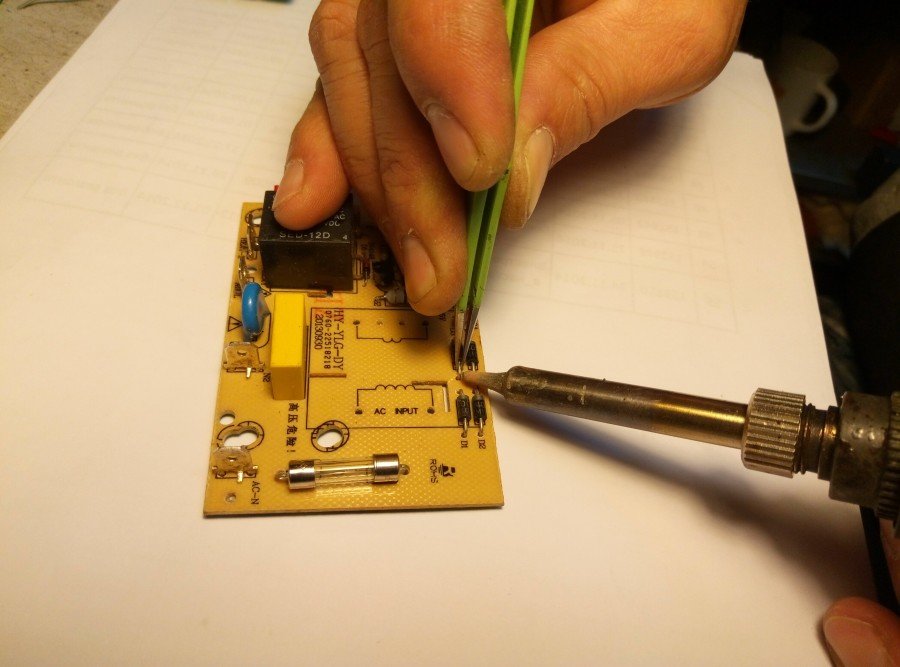
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.

Лужение медного проводаРасплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 2400 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 2800 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-2800 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.

«Третья рука»
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.

«Третья рука» в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru
Советы по пайке не только начинающим — Меандр — занимательная электроника
Паять паяльником – простое дело, если знать как, о технологии пайки электрическим паяльником и пойдет речь.
 Электрический паяльник, это ручной инструмент и предназначен для расплавления припоя и разогрева до нужной температуры соединяемых деталей.
Электрический паяльник, это ручной инструмент и предназначен для расплавления припоя и разогрева до нужной температуры соединяемых деталей.
Назначение и устройство паяльника
Паяльник представляет собой стержень из красной меди, нагретый до температуры плавления припоя. Конец стержня имеет клиновидную форму и является рабочей частью паяльника. Стержень вставляется в стальную трубку, обернутую слюдой или стеклотканью. На слюду намотана нихромовая проволока, которая служит нагревательным элементом. Поверх нихрома намотан слой слюды или асбеста, служащий для тепло и электро изоляции. Все это закрыто металлическим корпусом, обычно состоящим из двух половинок. Корпус на трубке фиксируется накидными колечками. На трубку насажена деревянная или пластмассовая ручка. Концы нихромовой обмотки соединены с медными проводниками эклектического шнура с вилкой на конце. При вставлении вилки в розетку электрический ток поступает на нихромовый нагревательный элемент, который нагревается и передает тепло медному стержню.
 Электрические паяльники выпускаются рассчитанные на напряжение питающей сети 12, 24, 36, 42 и 220В, и этому есть свои причины. Главной, является безопасность человека, второй – напряжение сети в месте выполнена паяльных работ. В производстве, где все оборудование заземлено и имеется высокая влажность, разрешено использовать паяльники напряжением не более 36В, при этом корпус паяльника должен быть обязательно заземлен. Бортовая сеть у мотоцикла имеет напряжение постоянного тока 6В, легкового автомобиля – 12В, грузового – 24В. В авиации используют сеть частотой 400Гц и напряжением 27В. Есть и конструктивные ограничения, например, паяльник мощностью 12Вт сложно сделать на питающее напряжение 220В, так как спираль потребуется мотать из очень тонкого провода и поэтому намотать много слоев, паяльник получится большим, не удобным для мелкой работы.
Электрические паяльники выпускаются рассчитанные на напряжение питающей сети 12, 24, 36, 42 и 220В, и этому есть свои причины. Главной, является безопасность человека, второй – напряжение сети в месте выполнена паяльных работ. В производстве, где все оборудование заземлено и имеется высокая влажность, разрешено использовать паяльники напряжением не более 36В, при этом корпус паяльника должен быть обязательно заземлен. Бортовая сеть у мотоцикла имеет напряжение постоянного тока 6В, легкового автомобиля – 12В, грузового – 24В. В авиации используют сеть частотой 400Гц и напряжением 27В. Есть и конструктивные ограничения, например, паяльник мощностью 12Вт сложно сделать на питающее напряжение 220В, так как спираль потребуется мотать из очень тонкого провода и поэтому намотать много слоев, паяльник получится большим, не удобным для мелкой работы.
Мощностью электрические паяльники бывают 12, 20, 40, 60, 100Вт и больше. И это тоже не случайно. Для того, что бы припой хорошо растекался по поверхностям спаиваемый деталей, их нужно прогреть до температуры чуть большей, чем температура плавления припоя. При контакте с деталью тепло передается от жала к детали и температура жала падает. Если диаметр жала не достаточный или мощность нагревательного элемента мала, то отдав тепло, жало не сможет нагреется до заданной температуры, и паять будет невозможно. В лучшем случае получиться рыхлая и не прочная пайка. Более мощным паяльником можно паять маленькие детали, но возникает проблема недоступности к месту пайки. Как, например, запаять в печатную плату микросхему с шагом ножек 1,25мм жалом размером в 5мм? Правда есть выход, на такое жало навивают несколько витков медного провода диаметром 1мм и концом уже этого провода паяют. Но громоздкость паяльника делают работу практически не выполнимой. Есть и еще одно ограничение. При большой мощности, паяльник быстро прогреет элемент, а многие радиодетали не допускают нагрева выше 70 градусов и по этому, допустимое время их пайки составляет не более 3 секунд. Это диоды, транзисторы, микросхемы.
Маломощные транзисторы, диоды, резисторы, конденсаторы, микросхемы и тонкие провода паяют паяльником 12Вт. Паяльники 40 и 60Вт служат для пайки мощных и крупногабаритных радиодеталей, толстых проводов и небольших деталей. Для пайки крупных деталей, например, теплообменников газовой колонки, потребуется уже паяльник мощностью сто и более Вт. Но даже, если мощность паяльника выбрана правильно, то все равно не факт, что температура жала будет необходимой, так как длина жала со временем уменьшается за счет постоянной его заправки, припои тоже имеют разные температуры плавления. Для поддержания оптимальной температуры жала широко применяются тиристорные регуляторы температуры с ручной регулировкай и автоматического поддержания заданной температуры жала.
Подготовка паяльника к работе
При первом включении паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нужно проводить в хорошо вентилируемом помещении. А лучше всего на улице.
После прогрева в течение 15 – 20 минут можно приступать к формированию нужной формы жала паяльника. Для того, что бы жало служило дольше, нужно его рабочий конец отковать. Медь уплотнится, и меньше будет растворяться в припое. Ковать лучше жало в нагретом состоянии. Затем нужно придать напильником форму жалу, в зависимости от вида пайки. Самая универсальная форма — угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности выпаивания некоторых радиоэлементов нужно изготовить специальное жало, как например на фото. Такое жало позволяет паять бескорпусные резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной заправки такую работу не выполнить.

После формирования жала, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку. Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя и с его кончика свисает капля припоя.
Подставка для паяльника
Для того, что бы паяльник привести в готовность для пайки его нужно разогреть. При этом корпус паяльника нагревается до температуры 300 градусов и для защиты окружающих предметов от порчи необходимо исключить прикасание к ним паяльника. Для этого необходима подставка для паяльника, которая кроме функции защиты служит своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала и выполняют работы по лужению проводов. Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.

 Для паяльника на 40Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 на 25см. Большей столик удобен для работы, на нем я залуживаю поверхности деталей, стряхиваю на него излишки пропоя с жала. Для опоры горячей части паяльника к фанере на расстоянии 10мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя. Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 40Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 на 25см. Большей столик удобен для работы, на нем я залуживаю поверхности деталей, стряхиваю на него излишки пропоя с жала. Для опоры горячей части паяльника к фанере на расстоянии 10мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя. Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220В на 12В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки.
 Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы. Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы. Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки то экранированного телевизионного кабеля. Зубочисткой или остро заточенной спичкой хорошо очищать от припоя заплывшие отверстия в печатных платах.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы. Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы. Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки то экранированного телевизионного кабеля. Зубочисткой или остро заточенной спичкой хорошо очищать от припоя заплывшие отверстия в печатных платах.
Припой
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного флюса.
 Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять для пайки пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять для пайки пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П — припой, О – оловянный, С – свинцовый, 61 — % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450 градусов Цельсия. Твердые припои плавятся при нагреве свыше 450 градусов и для паяния электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы |
Температура плавления градусы Цельсия |
Прочность при растяжении кг/мм |
Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 |
68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе |
Олово — 6,9 Свинец — 45,1 Висмут — 45,3 |
79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе |
Олово — 25 Свинец — 25 Висмут — 50 |
94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 |
130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 |
190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 |
192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 |
220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 |
238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 |
266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 |
299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 |
200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 |
250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1 – 0,2Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Флюс
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла. Без применения флюса выполнить качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250 начинает кипеть.
 Канифоль не устойчива к воздействию атмосферной влаги — гидролизуется. Она состоит на 85 – 90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Канифоль не устойчива к воздействию атмосферной влаги — гидролизуется. Она состоит на 85 – 90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема |
Область применения | Способ приготовления | Удаление остатков | ||||
|---|---|---|---|---|---|---|---|---|
| Канифольные не активные флюсы | ||||||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью | ||||
| Спирто — канифольный | Канифоль — 20 Спирт — 80 |
Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |||||
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 |
Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |||||
| Канифольные активные флюсы | ||||||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 |
Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью | ||||
| Канифольный хлористо-цинковый (флюс паста) |
Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 |
Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |||||
| Кислотные активные флюсы. | ||||||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 |
Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью | ||||
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 |
Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||||||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 |
Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||||||
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испариться. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак раствориться.
 В бутылочке я и приготавливаю спирто – канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становиться густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В бутылочке я и приготавливаю спирто – канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становиться густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные проводники. На его основе легко готовиться и жидкий флюс, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль)
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Она не заменима при пайке в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наноситься лопаткой в нужном количестве на место пайки и место пайки прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта паяльных работ.
Пасту просто изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки со временем окисляются. Если нужно разовое использование, то лучше напилить необходимое количество опилок замешать в нескольких каплях флюса.
Технология пайки
Паять на много проще чем, кажется на первый взгляд. Технология пайки успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось. Суть технологии пайки простая, с помощью расплавленного металла с более низкой температурой плавления соединяются любые и в любом сочетании металлы с более высокой температурой плавления.
Процесс пайки начинается с подготовки мест поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наноситься флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала к детали нужно прикладывать жало так, что бы площадь соприкосновения была максимальной. Срез жала с припоем должен быть параллелен поверхности детали.
Самое главное при пайке это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получиться.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Как паять
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней. Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Мне удобнее залуживать провода на площадке, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя и не касаться лишний раз жалом канифоли.
 Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином лудиться отлично.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином лудиться отлично.
Если Вам удалось залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой. Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получиться залудить провода как на фото выше.
После лужения провода, на нем часто остаются излишки припоя виде наплывов. Для того, что бы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить многожильный медный провод, задача несколько сложнее, особенно если провод не первой свежести и покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, что бы все проводники провода смочились составом аспирина (при нагревании аспирин плавиться).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод прокручивать, что бы проводники сплелись в единое целое.
Из такого конца залуженого провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить тонкий проводник, с диаметром жили менее 0,2мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется фтор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии.
Технология пайки резисторов, диодов, конденсаторов
Для того, что бы выпаять из печатной платы двух выводной элемент, например резистор или диод, необходимо место его пайки разогреть до расплавления припоя и вытянуть его вывод из платы. Обычно вынимают резистор поддев вывод пинцетом. Пинцет часто соскальзывает, особенно если вывод со стороны пайки загнут.
 Для удобства работы губки пинцета нужно немного сточить, получившийся захват надежно будет удерживать ножки радиоэлемента.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват надежно будет удерживать ножки радиоэлемента.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях.
 После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или дереванной палочкой.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или дереванной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник
meandr.org
Как научиться паять? С чего начать освоение навыков пайки?
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.

Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru
Учимся как правильно паять паяльником
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
Какие существуют виды паяльников
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Какие существуют припои
 Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Разновидности флюсов для пайки радиодеталей
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные. Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные. Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Подготавливаем главный инструмент к работе
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
elektrik24.net
Как выпаять радиодетали из платы – обзор методик
Когда какая-нибудь аппаратура выходит из строя, совсем не обязательно сразу же выкидывать ее в мусор. Если вы увлекаетесь электроникой и радиотехникой, разумнее будет произвести выпаивание рабочих элементов микросхемы. Вдруг, в будущем понадобится конденсатор, транзистор либо резистор, если вы решите сделать электронную самоделку. В этой статье мы расскажем, как выпаять радиодетали из платы, чтобы не повредить ничего.Что для этого понадобиться?

Существует множество приспособлений для выпаивания деталей. Конечно же, не обойтись радиолюбителю без паяльника, который и будет основным помощником в этом деле. Однако помимо паяльника, для того, чтобы выпаять элемент, вам понадобятся:
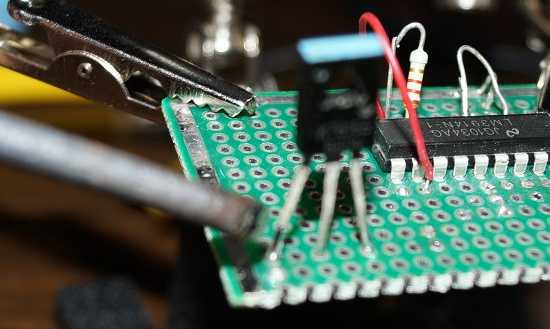
- Пинцет. Для извлечения разогретых радиодеталей. Вместо пинцета можно взять зажим типа крокодил (показан на фото ниже). Преимущество зажима в том, что он надежно захватит деталь и к тому же станет хорошим теплоотводом.

- Полые иглы для демонтажа. Приобрести их будет не проблема, стоимость небольшая. С помощью игл можно выпаять радиодеталь быстро и аккуратно, о чем мы расскажем ниже.

- Демонтажная оплетка. Служит так называемой губкой, которая впитывает расплавленный припой в себя, очищая этим самым плату.

- Оловоотсос. Название говорит само за себя. Незаменимая вещь для частого выпаивания радиодеталей из плат в домашних условиях.

Также нужно подготовить рабочее место. Оно должно быть с хорошим освещением. Лучше всего, если лампа находится над рабочим местом, чтобы свет падал вертикально, не создавая теней.
Методики демонтажа
Итак, сначала мы расскажем о самой популярной технологии – как выпаять деталь из платы паяльником без дополнительных приспособлений. После чего вкратце рассмотрим более простые способы.
Если вы хотите выпаять электролитический конденсатор, достаточно захватить его пинцетом (либо крокодилом), прогреть 2 вывода и быстро, но аккуратно изъять их из платы.

С транзисторами дела обстоят точно также. Капаем на все 3 вывода припоем и извлекаем радиодеталь из платы.
Что касается резисторов, диодов и неполярных конденсаторов, очень часто их ножки загибают во время пайки с обратной стороны платы, что вызывает сложно при выпаивании без дополнительных приспособлений. В этом случае рекомендуется сначала разогреть один вывод и с помощью крокодильчика, с небольшим усилием вытянуть часть детали из схемы (ножка должна разогнуться). Потом уже аналогичную процедуру выполняем со вторым выводом.
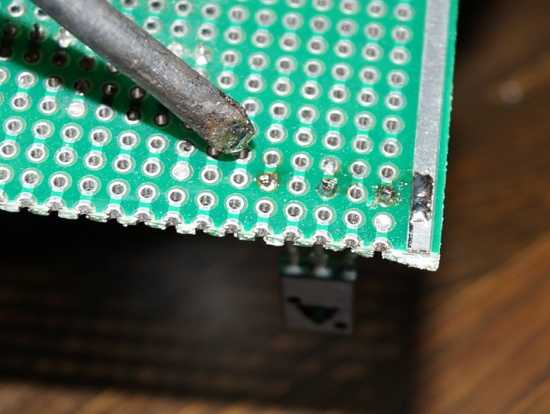
Это мы рассмотрели методику, когда под рукой нет ничего кроме паяльника. А вот если вы приобрели набор игл, тогда выпаять элемент будет еще проще: сначала разогреваем паяльником контакт, после чего одеваем на вывод иглу подходящего диаметра (она должна проходить через отверстие в микросхеме) и ждем, пока припой остынет. После этого достаем иглу и получаем оголенный вывод, который с легкостью можно вывести. Если несколько ножек у радиодетали, действуем также – разогреваем контакт, надеваем иглы, ждем и снимаем.
Все, о чем мы рассказали в этой статье, вы можете наглядно увидеть на видео, в котором предоставлена технология выпайки элементов из платы:
Кстати вместо специальных игл можно использовать даже обычные, которые идут со шприцом. Однако в этом случае изначально нужно сточить конец иглы, чтобы он был под прямым углом.
Выпаять деталь с помощью демонтажной оплетки также не сложно. Перед началом работы намочите конец обмотки спирто-канифольным флюсом. После этого наложите оплетку в месте выпаивания (на припой) и прогрейте жалом паяльника. В результате разогретый припой должен впитаться в оплетку, что позволит освободить выводы радиодеталей.
С оловоотсосом дела обстоят аналогичным образом – взводится пружина, разогревается контакт, после чего наконечник подносят к расплавленному припою и нажимают кнопку. Создается разрежение, которое и втягивает припой внутрь оловоотсоса.
Вот и все, что хотелось рассказать вам о том, как выпаять радиодетали из платы в домашних условиях. Надеемся, предоставленные методики и видео уроки были для вас полезными и интересными. Напоследок хотелось бы отметить, что можно выполнить выпаивание элементов из микросхемы строительным феном, но мы не советуем так делать. Фен может повредить находящиеся рядом детали, а также ту, которые вы хотите извлечь!
Интересное по теме:
samelectrik.ru
Как безопасно выпаять транзистор, микросхему, диод из платы
Занимаясь ремонтом бытовой техники домашний мастер довольно часто сталкивается с необходимостью замены электронных компонентов, расположенных на платах или смонтированных навесным методом.
Работать в этом случае необходимо аккуратно, иначе можно повредить полупроводниковый слой, пережечь дорожки или даже разрушить корпус.
Для того, чтобы выпаять транзистор, микросхему или диод необходимо знать и соблюдать определенные правила монтажа. Читайте их в этой статье.
Принципы безопасной работы с полупроводниковыми радиодеталями
Температурные условия
Все электронные приборы созданы для эксплуатации при нормальной температуре. Они не могут длительно выдерживать перегрев и плохо воспринимают импульсные температурные воздействия: выходит из строя полупроводниковый переход, нарушаются контакты, разгерметизируется корпус радиодетали.

Однако, основными способами их монтажа остаются сварка или пайка, обеспечивающие разогрев контактных площадок и соединение их при остывании.
Используемые марки легкоплавких припоев типа ПОС-60 или ПОС-40 начинают переходить в жидкое состояние при нагреве до 183 градусов, а при охлаждении на воздухе быстро остывают и создают надежный контакт.
Сохранность работоспособности транзистора, диода, микросхемы, конденсатора обеспечивается за счет короткого времени расплава и застывания припоя на ножке радиодетали.
Конструкция плат
Для обеспечения безопасной пайки следует представлять конструкцию платы, на которую крепится радиодеталь. На практике наибольшее распространение имеют модели с:
- одним;
- или двумя слоями токопроводящих дорожек из медной фольги, на которые наносится припой.
Они наклеены на диэлектрические пластины из стеклопластика или гетинакса.
Кроме этих моделей в специальных высокоточных электронных приборах работают многослойные платы со сложным устройством токопроводящих дорожек различной конструкции.
Монтаж деталей на них пайкой, используя припой, осуществляют роботы в заводских условиях.
Домашнему мастеру качественно выполнить подобную работу в быту довольно сложно.
Необходимый инструмент
Паяльник
Старые модели
Обеспечить нормальный прогрев контактных дорожек плат и выводов полупроводников позволяет правильно подобранный паяльник.

Универсальной конструкцией обладает старая модель ЭПСИ типа «Момент» с мощностью 65 ватт. Ее не сложно изготовить собственными руками.
Раньше широко использовались модели резистивного типа с нагревательным элементом из тонкой нихромовой проволоки.
Современные паяльники
Под конкретные условия пайки сейчас можно приобрести различные виды моделей, снабженные всевозможными функциями.

Например, для выпаивания микросхем, транзисторов и диодов специально создан паяльник с отсосом олова.
Он быстро разогревает слой застывшего припоя и легко удаляет его в жидком состоянии с контактной площадки.
Держатели радиодеталей
При нагреве ножки транзистора для залуживания и пайки всегда следует отводить тепло от корпуса и полупроводникового слоя каким-либо металлическим предметом.

С этой целью обычно применяют пинцет или зажим типа крокодил. Однако, удобнее всего работать медицинским инструментом с тонкими ножками, которым пользуются хирурги при проведении операций.
Фиксация электронных плат
Радиодетали и платы обычно имеют маленькие размеры, требуют надежной фиксации в пространстве. Паять их на весу опасно: небольшое неверное движение способно повредить всю конструкцию.
При работе с ними одна рука уже занята: в ней паяльник. А второй необходимо выполнять еще какие-то дополнительные действия. Выручают в этом случае заводские или самодельные тиски, держатели, струбцины. Ими необходимо обязательно пользоваться.
Иглы для пайки
Их в момент расплава припоя вставляют внутрь гильзы платы для отделения ножки радиодетали от контактной дорожки.

Домашнему мастеру можно купить готовый набор в магазине, например, через интернет в Китае или своем городе.
Для этих же целей хорошо подходят медицинские иглы от шприцов. Их наконечники требуется обточить до прямого угла.
Инструмент для удаления расплавленного олова
Существует несколько способов, позволяющих убрать жидкий припой из места расплава:
- стряхивание на пол, стол или другую поверхность;
- сметание кисточкой или щеткой;
- отсос;
- впитывание в специальную оплетку.
Первые два метода относятся к экстремальным, ими пользуются в крайних случаях. Для нормальной качественной работы подходят два последних способа.
Метод отсоса жидкого олова
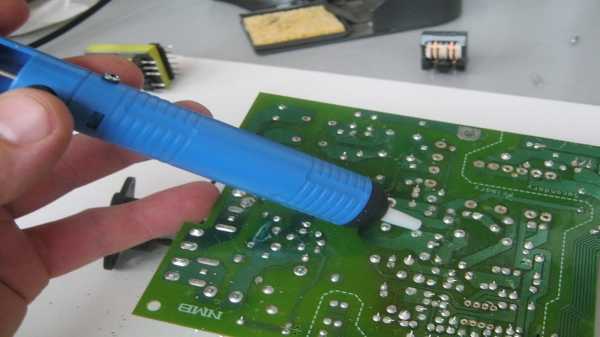
Приспособленный для него инструмент называют оловоотсосом. Внешний вид и конструкция одной из многочисленных моделей показана на картинке.

Перед работой у него взводят пружину. Когда припой расплавлен до жидкого состояния, то наконечник устройства прикладывают к нему и нажатием кнопки заставляют усилием освобожденной пружины придать движение поршню для обеспечения разрежения, которое и втягивает жидкий металл в специальную полость.
Демонтажная оплетка
Она изготавливается плетением из мягкой медной проволоки. Работать с ней довольно просто: на расплавленный припой накладывают отрезок оплетки, а он быстро впитывает в себя жидкое олово.
Демонтажная оплетка продается в строительных магазинах. Альтернативой ей может служить экранирующая жила от старого коаксиального кабеля для телевизоров, выпускаемая еще в советские времена. Ее пропитывают флюсом их спирта и канифоли.
Как безопасно выпаять транзистор, микросхему, диод
Условия пайки
Создавая рабочее место следует обратить особое внимание на его освещение. Паять радиодеталь при полусумраке нельзя. Если же зрение не позволяет четко видеть все детали, то необходимо надевать корректирующие очки.
Электронная плата должна быть четко зафиксирована в пространстве, а телу обеспечено устойчивое положение. Лучше всего работать сидя или стоя на обоих ногах, уверенно удерживая паяльник. Ведь любое неверное движение нанесет невосполнимый вред.
Технология демонтажа радиодеталей
Наконечник паяльника следует точно устанавливать на слой припоя, расположенный в гнезде одной ножки транзистора и быстро расплавлять его.

Затем в это место вводят с обратной стороны иглу и отделяют олово от ножки. Если имеется демонтажная оплетка или оловоотсос, то пользуются ими.
Когда конструкция радиодетали позволяет использовать металлический зажим для отвода тепла от корпуса, то обязательно применяют его.

Если же место для установки наконечника паяльника сильно ограничено, то работают без использования теплосъема.

В этом случае особое внимание обращают на продолжительность пребывания радиодетали при повышенной температуре.
Особенности демонтажа микросхем
Расположение ножек микросхемы строго в ряд позволяет выполнять расплав припоя во всех гильзах контактных площадок платы с одной стороны корпуса. Это довольно рискованный метод, но в большинстве случаев при хороших навыках он заканчивается успехом.
Его применяют тогда, когда нет под рукой описанных выше инструментов для удаления расплавленного олова, а работу необходимо выполнить быстро.
Подобные операции хорошо обеспечивает трансформаторный паяльник с наконечником из медной проволоки, которую можно перегнуть по форме ножек микросхемы.
Под корпус микросхемы подкладывают шило или тонкое лезвие отвертки. Им действуют в качестве рычага, сдвигают, поэтапно вытаскивают сразу все ножки из гнезд в момент расплавления олова, но не раньше.
Не стоит пытаться полностью извлечь микросхему за один прием, ее достаточно немного выдвигать поэтапно с каждой стороны. При этом следят за температурой корпуса и дают возможность ему остывать.
Подобным методом мне удалось извлечь микросхему К554СА3 из старой платы для работы ее компаратором в самодельном сумеречном выключателе.

У старых платах часто ножки радиодеталей загибали с обратной стороны и пропаивали. Их сложнее демонтировать. Придется расплавлять олово на каждой ножке, надевать на загиб иглу и ей выравнивать контактную проволоку, чтобы она нормально вышла через отверстие гильзы.
Предлагаю ознакомится с видеороликом владельца Radioblogful “Как выпаять микросхему тремя разными способами”
Для решения возникающих вопросов используйте возможность комментирования статьи. Сейчас вы можете поделиться ею с друзьями через соц сети.
Полезные товарыhousediz.ru
ТЕХНОЛОГИЯ НАДЁЖНОЙ ПАЙКИ РАДИОДЕТАЛЕЙ
Вновь довелось собирать электронное устройство на печатной плате китайского изготовления. В какой-то степени технология уже была отработана, сначала устанавливаю детали с применением способа фиксации, в виде оформленного со стороны дорожек колечка из вывода электронного компонента, а затем, когда уже платка полностью «забита», произвожу пайку. Данный способ понравился тем, что не только не нужно после каждой вставленной на место детали браться за паяльник и производить пайку соединения, но и тем, что установленный компонент имеет уже жёсткость фиксации, при которой нет необходимости удерживать его в дальнейшем при пайке, также колечко возможно разместить строго в пределах контактного «пятачка» (не высовывается «хвостик» в сторону).

Однако способ гибки фиксирующего кольца, применённый в прошлый раз, когда на конце вывода электронного компонента кольцо формировалось путём изгиба, при помощи пинцета, вокруг шила, не был идеальным. Электронный компонент, при изгибе вывода, норовит провалится и тем самым оставленный вывод получается длиннее необходимого, в итоге фиксация (прижим к плате детали) с первого раза получается не всегда. Стал пробовать варианты и нашёл оптимальный.

Из инструмента потребуются маленькие круглогубцы с диаметром кончиков чуть меньше диаметра контактных площадок, так же не большие кусачки, а из приспособлений отрезок оболочки провода (кембрик) длиной примерно 6 мм (подбирается по месту). И ещё необходимо выполнить парадоксальное условие – не спешить, тогда всё свершиться очень быстро.

Выводы электронного компонента изгибаются. Компонент устанавливается на предназначенное ему на плате место и на вывод одевается кембрик (отрезок изоляции).

Вывод откусывается на уровне края кембрика. Пробовал без него, но тогда нужно суметь очень точно выдержать необходимую длину, иначе кольца будут больше или меньше одного витка. Конечно мелочь, но уж кому как по вкусу.

Кембрик снимается. Край вывода зажимается кончиками круглогубцев, которые поворачиваются вокруг собственной оси, одновременно придавая ему форму колечка. Его диаметр должен соответствовать диаметру контактной площадки. Следующим движением колечко с некоторым усилием прижимается к контактной площадке, при необходимости выравнивается относительно её.
О результатах монтажа
Пусть форма контакта не идеальна, зато надёжность соединения высокая, такая пайка эрозии подвержена гораздо слабее. Эрозия это когда между оловом на контактной площадке и стоящим торчком обрезке вывода детали (как вариант крохотный загиб на бок) со временем образуется воздушный зазор, то есть пропадает контактное соединение. Особенно быстро это происходит там, где во время работы присутствует нагрев, например в блоках питания.
Видео
В отсутствие видеосъёмки всё происходит гораздо быстрее, ибо есть возможность держать плату ближе к себе, а так намного удобней. Автор Babay iz Barnaula
Форум
Обсудить статью ТЕХНОЛОГИЯ НАДЁЖНОЙ ПАЙКИ РАДИОДЕТАЛЕЙ
radioskot.ru
