Как правильно намотать катушку индуктивности. Какие бывают типы намотки катушек. Для чего используются катушки индуктивности в электронике. Какое оборудование применяется для намотки катушек.
Основные принципы намотки катушек индуктивности
Намотка катушек индуктивности — важный технологический процесс в производстве электронных и электротехнических устройств. При намотке катушек необходимо учитывать следующие ключевые принципы:
- Эффективное использование пространства и материалов. Стремятся к максимальному коэффициенту заполнения обмотки.
- Обеспечение требуемых электрических параметров — индуктивности, добротности, прочности изоляции.
- Создание необходимой силы и конфигурации магнитного поля.
- Учет особенностей конструкции изделия, в котором будет использоваться катушка.
- Выбор оптимального типа намотки в зависимости от назначения катушки.
Правильная намотка позволяет получить катушку с заданными характеристиками при минимальных затратах материалов и труда.
Основные виды намотки катушек индуктивности
Существует несколько основных типов намотки катушек индуктивности:
Рядовая намотка
При рядовой намотке витки укладываются плотно друг к другу в один или несколько слоев. Это самый простой и распространенный вид намотки. Он обеспечивает хороший коэффициент заполнения и применяется для большинства катушек общего назначения.
Универсальная намотка
Универсальная намотка предполагает укладку витков под углом к оси катушки. Это позволяет уменьшить паразитную емкость между витками и повысить собственную резонансную частоту катушки. Применяется для высокочастотных катушек.
Секционная намотка
При секционной намотке обмотка разделяется на отдельные секции с воздушными промежутками между ними. Это снижает паразитную емкость и позволяет работать на более высоких частотах. Используется в ВЧ и СВЧ технике.
Для чего применяются катушки индуктивности?
Катушки индуктивности находят широкое применение в электронике и электротехнике:
- В фильтрах различных типов для частотной селекции сигналов
- В колебательных контурах радиоприемников и передатчиков
- Для создания магнитных полей в электродвигателях и генераторах
- В трансформаторах для передачи электроэнергии
- В импульсных источниках питания
- В системах беспроводной передачи энергии
- В датчиках и исполнительных механизмах
Разнообразие применений обуславливает большое количество типов и конструкций катушек индуктивности.

Оборудование для намотки катушек индуктивности
Для массового производства катушек индуктивности применяется специализированное намоточное оборудование:
- Автоматические и полуавтоматические намоточные станки
- Тороидальные намоточные станки для намотки на кольцевые сердечники
- Станки для намотки катушек трансформаторов
- Оборудование для намотки катушек электродвигателей
- Прецизионные станки для намотки миниатюрных катушек
Современное намоточное оборудование оснащается системами числового программного управления, что обеспечивает высокую точность и повторяемость намотки.
Как правильно намотать катушку индуктивности вручную?
Для ручной намотки простых катушек можно воспользоваться следующими рекомендациями:
- Выберите каркас подходящего диаметра и материала
- Закрепите один конец провода на каркасе
- Равномерно и плотно наматывайте витки, контролируя их количество
- При многослойной намотке между слоями прокладывайте изоляцию
- Закрепите конец обмотки, оставив выводы необходимой длины
- Покройте обмотку слоем лака для дополнительной изоляции
Точность ручной намотки невысока, поэтому она подходит только для простых катушек с невысокими требованиями к параметрам.

Современные технологии намотки катушек
Развитие технологий позволило значительно усовершенствовать процесс намотки катушек:
- Применение сверхтонких проводов позволяет создавать миниатюрные катушки
- Использование сверхпроводящих материалов для обмоток с минимальными потерями
- 3D-печать катушек сложной формы из проводящих материалов
- Автоматизированное проектирование оптимальной геометрии обмоток
- Прецизионная намотка с применением лазерных датчиков
Новые технологии позволяют создавать катушки с уникальными характеристиками для применения в современной электронике.
Контроль качества намотки катушек
Для обеспечения требуемых параметров катушек применяются различные методы контроля качества намотки:
- Визуальный контроль равномерности укладки витков
- Измерение электрических параметров — индуктивности, добротности, сопротивления
- Проверка электрической прочности изоляции
- Контроль геометрических размеров катушки
- Рентгеновский контроль внутренней структуры обмотки
Тщательный контроль на всех этапах производства позволяет обеспечить высокое качество и надежность катушек индуктивности.

❶ Как намотать катушку 🚩 Хобби и развлечения 🚩 Другое
Надо, чтобы леска была намотана на шпулю катушки под необходимым натяжением. В обратном случае после нескольких забросов верхние витки будут наматываться с большим усилием, а нижнее просто врежутся в них и не дадут возможности лететь наживке далеко или даже может образоваться «борода» при проделывании очередного заброса.
С большим усилием наматывать леску на шпулю, тоже нельзя – такое действие может негативно сказаться на долговечности катушки и шнура. Поэтому наматывать необходимо с усилием, которое при возникновении проводки от приманки. Ловля резиной с джигой и без огузки весом около 20 грамм существенно отличается по тому, с какой натугой леска ложится на шпулю в момент подмотки. Поставив более тяжелую приманку, после легкой можно получить «бороду» при первом же забросе. Так что при смене наживки, желательно пропустить первые 15 метров через пальцы с небольшой натяжкой.
Наматывая свежекупленную леску на катушку, необходимо на пальцы надеть наперстки, так как появляется возможность получить надрез, особенно если перематывать приходится не один раз.
Для некоторых рыбаков намотать катушку становиться проблемой, особенно когда леска новая. Положив купленную катушку на горизонтальную поверхность, начинаем перематывать леску. При этом бортик катушки может иметь клипсу или выступ, леска постоянно цепляется за него. Катушка переворачивается, подпрыгивает, катится под стол. В итоге рыбак получает кучу нервов, запутанную леску.
В таком случае на помощь может прийти обыкновенный карандаш или шариковая ручка. Следует вставить ручку в катушку и попросить кого-нибудь подержать карандаш, а самому спокойно накручивать ее.
Также при помощи обычных швейных ниток можно сделать отличный бэкинг. Швейные нитки обладают повышенной мягкостью. Дело в том, что при ловле на дальних забросах, когда садиться рыба, а главная леска уже почти закончилась, подмотка из тонкой лески начинает крутиться вокруг шпули, в итоге чего контроль над трофеем теряется, швейные нитки такого действия лишены.
Кроме всего прочего, подмотка из швейных ниток имеет намного меньший вес, чем монолеска, а этот вес может значительно повлиять на общий баланс спиннинга.
Катушка индуктивности своими руками (дроссель)
Каждый любитель мастерить электронные приборы и поделки, не раз сталкивался с необходимостью намотать катушку индуктивности или дроссель. В схемах конечно указывают число намотки катушки и каким проводом, но что делать если указанного диаметра провода нет в наличии, а есть намного толще или тоньше??
Я расскажу вам как это сделать на моем примере.
Открываем программу
В низу мы видим что в программе можно вычислить практически любую катушку. Стоит только выбрать из списка нужную, выбираем ( однослойную катушку виток к витку)
Заходим в настройки и нажимаем Опции
В появившемся окне выбираем нГн
Возвращаемся к нашей схеме, например я вам не говорил какая индуктивность катушек и у вас есть только намоточные данные, как же нам теперь узнать какая же их индуктивность??
Для этого вставляем в окошки известные нам данные этих катушек , длину намотки подбираем до тех пор пока вычисления не совпадут с нашими данными.
И так вычисления показали что длина намотки 3.1мм при 6-и витках провода 0.4,на оправке 2мм. а индуктивность 47нГн.
Но теперь индуктивность маленькая, значит начинаем увеличивать например длину намотки, получилось 5.5мм
Вот и все, катушка готова.
Но если вы например уже вытравили платы, а размер контактов для катушки остался прежним, то есть для катушки с длиной намотки 3мм, а у вас же получилась на 5.5мм ( намного больше и впаять рядом 3 таких катушки будет проблематично)
Значит нужно нашу катушку уменьшить, ставим в окошко диаметр каркаса не 2мм, а 4мм. И наша катушка с проводом 0.6мм, уменьшается в длине с 5.5мм до 3мм и число витков 3.5, +/- 1-2 нГн роли большой не сыграет, зато мы сможем легко впаять наши индуктивности.
Вот и все, надеюсь моя статья поможет вам. В этой программе можно рассчитывать разные катушки, выбирайте из списка какая вам нужна и все у вас получится.
ПРОГРАММА Coil32
Практическое руководство по катушкам индуктивности
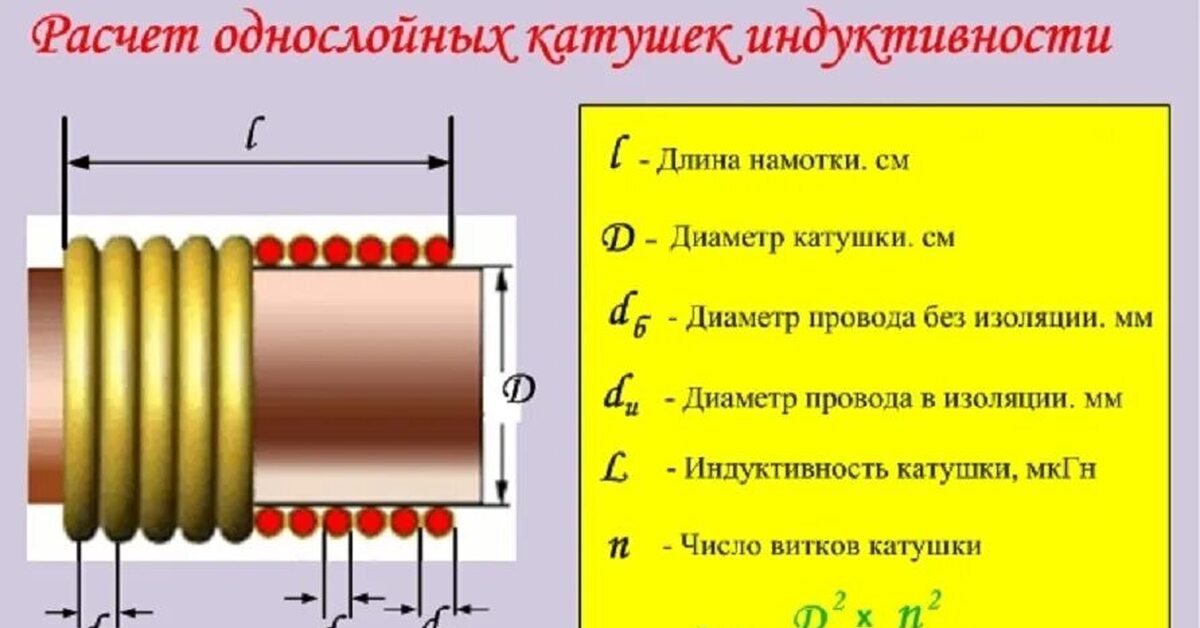
Большинство проводящих материалов (металлов) является парамагнитными или ферромагнитными, в то время как большинство непроводящих материалов (неметаллов) является диамагнитными. Любой проводник обладает некоторой индуктивностью в ответ на изменение величины или направления протекания тока. Даже обычный прямой провод имеет индуктивность, хотя она достаточно мала, чтобы пренебрегать ею. Если провод свернуть в петлю — его индуктивность увеличится. Чем больше сделать таких одинаковых витков, тем большая индуктивность будет присуща проводу. Индуктивность одиночной петли или катушки из провода может быть многократно увеличена с помощью подходящего ферромагнитного сердечника.Простейшими катушками индуктивности являются катушки с воздушным сердечником (рисунок 1). Они сделаны путем намотки провода вокруг пластмассового, деревянного или любого не ферромагнитного сердечника. Индуктивность катушки зависит от числа витков, радиуса и общей формы, также она пропорциональна числу витков и диаметру катушки. Индуктивность обратно пропорциональна длине провода для заданного диаметра катушки и числу витков. Итак, чем ближе будут витки, тем больше будет индуктивность. Электропроводность катушек индуктивности зависит от материала и толщины провода. Потери (в виде тепла) в значительной степени зависят от материала, используемого в качестве сердечника.
Рис. 1. Пример катушки индуктивности с воздушным сердечником
Катушки с воздушным сердечником имеют небольшую индуктивность, которая может составлять максимум 1 мГн. Катушки с воздушным сердечником могут быть рассчитаны так, что будут пропускать через себя ток практически неограниченной величины при условии использования проводника большой длины, смотанного в катушку большого радиуса. Такие катушки индуктивности практически не вносят потерь, так как воздух не рассеивает много энергии в виде тепла. Чем выше частота переменного тока, тем меньше индуктивность, необходимая для получения значительных эффектов. Таким образом, катушки индуктивности с воздушным сердечником вполне подходят для применения в высокочастотных цепях переменного тока благодаря отсутствию потерь, способности пропускать через себя большие токи и достаточным значениям индуктивности.
При использовании железных или ферритовых сердечников индуктивность может быть значительно увеличена. Однако порошкообразный, железный или ферритовый сердечник вносит значительные потери электрической энергии в виде тепла. Использование ферромагнитных сердечников также ограничивает максимальную величину рабочего тока катушек индуктивности. В ферромагнитных сердечниках насыщение происходит при протекании максимального рабочего тока. При увеличении тока сверх этого критического значения индуктивность может начать уменьшаться. При больших токах ферромагнитные сердечники могут достаточно сильно нагреваться, что может привести к их разрушению и необратимому существенному изменению номинальной индуктивности катушки.
Соленоид против катушек индуктивности
Соленоиды часто путают с катушками индуктивности. Соленоиды — это катушки проводов, которые предназначены для использования в качестве электромагнитов. Многие индукторы также являются катушками проводов, но они предназначены для обеспечения индуктивности в электрической цепи. Катушки индуктивности цилиндрической формы также называют соленоидными катушками, но только из-за их конструкции, схожей с конструкцией соленоида. Тем не менее, они не предназначены для использования в качестве электромагнита. Соленоиды специально используются в качестве электромагнитов и обычно имеют подвижный или статический сердечник. Обычно соленоиды используются в качестве электромагнитов в электрических звонках, электродвигателях, работающих на постоянном токе, и в реле.
Соленоидные катушки как индуктивности
Простейшими и наиболее распространенными индуктивностями являются соленоидные катушки. Эти индуктивности представляют собой цилиндрические катушки, намотанные вокруг диамагнитного или ферромагнитного сердечника. Они являются самыми простыми с точки зрения проектирования и изготовления.
Соленоидная, или цилиндрическая катушка может быть легко использована для подстройки величины индуктивности, если в конструкцию интегрировать механизм перемещения ферромагнитного сердечника катушки внутрь и наружу. Путем перемещения сердечника внутрь катушки и обратно можно изменять ее эффективную магнитную проницаемость и, следовательно, величину индуктивности. Это называется настройкой магнитной проницаемости и используется для подстройки частот в радиочастотных схемах.
Сердечник можно сделать подвижным, прикрепив его к винтовому валу и закрепив гайкой на другом конце катушки. Когда вал винта вращается по часовой стрелке — сердечник перемещается внутрь катушки, увеличивая эффективную магнитную проницаемость и, следовательно, величину индуктивности. Когда вал винта вращается против часовой стрелки — сердечник выдвигается, уменьшая эффективную магнитную проницаемость и, следовательно, величину индуктивности.
Тороиды как катушки индуктивности
Сегодня еще одной наиболее распространенной формой катушек индуктивности является тороид. Тороиды имеют кольцевой ферромагнитный сердечник, на который намотан провод. Тороиды нуждаются в меньшем числе витков и физически меньше при той же величине индуктивности и рабочей величине тока, по сравнению с соленоидными катушками (рисунок 2). Другим важным преимуществом тороидов является то, что магнитный поток находится внутри сердечника, что позволяет избежать нежелательной взаимной индуктивности.
Рис. 2. Сильноточные тороидальные катушки индуктивности
Однако намотать провод на тороид сложно. Регулировать магнитную проницаемость тороида еще сложнее. Проектирование катушек с тороидальным сердечником и переменной величиной индуктивности требует реализации громоздкой и сложной конструкции. В цепях, где требуется взаимная индуктивность, катушки должны быть намотаны на один и тот же сердечник в случае, если тороид используется в качестве катушки индуктивности.
Индуктивности на основе чашеобразных Р-сердечников*
В типичных катушках индуктивности — соленоидных и тороидных — провод намотан вокруг ферромагнитного сердечника. Катушки индуктивности на основе чашеобразных сердечников – это другой тип индуктивностей, в котором обмотка катушки находится внутри ферромагнитного сердечника. Чашеобразный ферромагнитный сердечник имеет форму двух половин в виде чаш со специальным цилиндрическим выступом (керном) на дне одной из половин, на котором размещается обмотка. Обе половины имеют отверстия, из которых извлекается провод катушки. Вся сборка скрепляется болтом и гайкой.
Катушки данного типа, как и тороиды, обладают большой индуктивностью и электропроводностью при небольших габаритах и меньшем числе витков. Магнитный поток, как и в случае с тороидами, остается внутри. Таким образом, нет нежелательной взаимной индуктивности с сердечниками. Опять же, как и в случае с тороидами, очень трудно варьировать величину индуктивности катушек данного типа. Изменять величину индуктивности в катушках индуктивности на основе Р-сердечников возможно только путем изменения числа витков и при использовании отводов в разных точках катушки.
*- В литературе также встречается термин “Р-сердечник закрытого типа”. В ГОСТ 19197-73 данному типу сердечников присвоено название – “броневой”.
Линия передачи как индуктивность
В цепях постоянного тока катушки индуктивности ведут себя почти так же, как и обычный провод, обладая незначительным сопротивлением, но не более того. Таким образом, они находят применение преимущественно в электрических цепях переменного тока. В аудиосхемах в качестве индуктивностей обычно используются тороиды, катушки на основе круглых чашеобразных сердечников или аудиотрансформаторы. Номинал индуктивности, применяемый в таких электрических цепях, варьируется от нескольких мГн до 1 Гн. Катушки индуктивности вместе с конденсаторами используются в аудиосхемах для подстройки. В настоящее время микросхемы практически полностью вытеснили катушки индуктивности и конденсаторы в аудиосистемах и других подобных областях применения.
При увеличении частоты должны использоваться индуктивности с сердечниками меньшей проницаемости. На нижнем конце радиочастотного спектра используются те же катушки индуктивности, что и в аудиоприложениях. На частотах до нескольких МГц весьма распространены катушки индуктивности с тороидальным сердечником. Для частот 30…100 МГц предпочтительны катушки с воздушным сердечником. Для частот более 100 МГц в линии передачи используются высокочастотные индуктивности и специальные трансформаторы. Линии передачи малой длины (четверть длины волны сигнала или меньше) сами могут быть использованы в качестве индуктивности для подстройки частоты радиосигналов. Линия передачи, используемая в качестве подобной индуктивности, обычно представляет собой коаксиальный кабель.
Индуктивности в цепях постоянного тока
Катушки индуктивности практически бесполезны в цепях постоянного тока. Однако можно предположить, что катушка индуктивности, подключенная к цепи постоянного тока, может быть полезна для понимания принципов ее работы и особенностей поведения пульсирующих напряжений постоянного тока. Предположим, что обычная катушка индуктивности подключена к источнику напряжения через ключ. При замыкании ключа на индуктивность подается напряжение, вызывающее быстрое изменение протекающего через нее тока. Когда приложенное напряжение увеличивается от нуля до пикового значения (за короткое время), индуктивность противодействует изменяющемуся через нее току, индуцируя напряжение, противоположное по полярности приложенному напряжению. Индуцированное напряжение при подаче питания на катушку индуктивности называется обратной ЭДС и определяется по формуле 1:
VL = – L*(di/dt), (1)
где:
- VL – напряжение (обратная ЭДС), индуцированная на катушке;
- L – индуктивность катушки;
- di/dt – скорость изменения тока во времени.
Согласно приведенной формуле 1, внезапное изменение тока через катушку индуктивности дает бесконечное напряжение, что физически невозможно. Таким образом, ток через катушку индуктивности не может измениться мгновенно. Ток сталкивается с влиянием индуктивности при каждом небольшом изменении его величины и медленно возрастает до своего пикового постоянного значения. Итак, в начальный момент времени катушка индуктивности представляет собой разрыв цепи, когда переключатель замкнут. Обратная ЭДС наводится на катушку индуктивности до тех пор, пока изменяется значение протекающего через нее тока. Индуцированная обратная ЭДС всегда остается равной и противоположной возрастающему приложенному напряжению. Когда напряжение и ток от источника приближаются к постоянному значению, обратная ЭДС падает до нуля, а катушка индуктивности начинает вести себя как обычный провод. При подаче напряжения на катушку индуктивности мощность, запасенная ею, определяется по формуле 2:
P = V * I = L*i*di/dt, (2)
где:
- P – электрическая мощность, запасенная в катушке;
- V – величина пикового напряжения на катушке индуктивности;
- I – величина пикового тока, протекающего через катушку индуктивности.
Энергия, запасенная индуктивностью при подаче напряжения, определяется по формуле 3:
W = ∫P.dt = ∫L*i*(di/dt)dt = (1/2)LI2, (3)
где:
- W – электрическая энергия, запасенная в катушке индуктивности в виде магнитного поля;
- I – максимальное значение тока, протекающего через катушку.
Когда происходит отключение источника напряжения (путем размыкания ключа), напряжение на индуктивности падает с постоянного пикового значения до нуля. В отличие от конденсаторов, при отключении источника напряжения напряжение на индуктивности не поддерживается. Фактически оно уже упало до нуля, тогда как ток, проходящий через него стал постоянным. Теперь, когда приложенное напряжение падает от пикового постоянного значения до нуля, ток, протекающий через катушку индуктивности, также падает с постоянного пикового значения до нуля. Катушка противодействует падению тока, вызывая прямую ЭДС в направлении приложенного напряжения. Из-за индуцированной прямой ЭДС ток, проходящий через катушку индуктивности, падает до нуля с более медленной скоростью. Как только ток уменьшается до нуля, прямая ЭДС также падает до нуля.
Таким образом, при подаче напряжения питания электрическая энергия преобразовывалась в магнитное поле в катушке индуктивности, что было очевидно по обратной ЭДС, индуцированной на ней. При отключении напряжения питания та же самая электрическая энергия возвращается индуктором в цепь в форме прямой ЭДС. Всякий раз, когда напряжение на катушке индуктивности увеличивается, возникает обратная ЭДС, а всякий раз, когда напряжение на катушке уменьшается, возникает прямая ЭДС.
На практике обратная или прямая ЭДС, которая наводится на катушке индуктивности, во много раз больше приложенного напряжения. Если источник индуктивности подключен к источнику напряжения или катушка индуктивности подключена к цепи постоянного тока без какой-либо защиты, электрическая энергия, возвращаемая при размыкании переключателя, выделяется в виде скачка напряжения или искры на контактах переключателя. Если индуктивность или ток в цепи достигают достаточно больших значений, то энергия выделяется в форме дуги или искры на контакте переключателя и может даже сжечь или расплавить его. Этого можно избежать, используя резистор и конденсатор, соединенные в RC-цепь и включенные последовательно с контактом переключателя. Такая RC-цепь называется снабберной и позволяет электрической энергии, выделяемой катушкой индуктивности, заряжать и разряжать конденсатор, поэтому она не повреждает другие компоненты. Во многих электрических цепях для сохранения компонентов схемы от обратной или прямой ЭДС катушек индуктивности или соленоидов используются защитные диоды.
Катушка индуктивности в цепи переменного тока
Катушка индуктивности противодействует любому изменению тока, который протекает через нее, а переменный ток, в свою очередь, отстает на 90° от напряжения. В начальный момент времени, когда напряжение источника подается на катушку, ток через нее протекает максимальный, но в противоположном направлении. При подаче напряжения ток протекает через катушку индуктивности из-за индуцированной обратной ЭДС, которая противоположна приложенному напряжению. Индуцированное на катушке напряжение всегда равно и противоположно по знаку приложенному напряжению в любой момент времени. Когда приложенное напряжение возрастает от нуля до пикового значения, ток через катушку падает от максимума до нуля.
Когда прикладываемое напряжение падает от максимального значения до нуля, то на катушке индуцируется прямая ЭДС, заставляя ток противоположного направления расти от нуля до пикового значения. Когда приложенное напряжение меняет полярность и возрастает до пикового значения, ЭДС снова индуцируется на катушке, вызывая падение обратного тока от пикового значения до нуля. Когда приложенное напряжение снова падает до нуля в обратном направлении, в катушке индуцируется прямая ЭДС, заставляющая ток снова расти от нуля до максимального значения в противоположном направлении. Это продолжается для каждого цикла протекания переменного тока.
Индуктивное сопротивление
Противодействие протекающему току из-за наличия индуктивности называется индуктивным сопротивлением. Амплитуда тока через катушку индуктивности обратно пропорциональна частоте приложенного напряжения. Поскольку напряжение на катушке (обратная или прямая ЭДС) пропорционально индуктивности, то амплитуда тока также обратно пропорциональна величине индуктивности. Итак, противодействие току из-за наличия индуктивности в виде индуктивного сопротивления определяется по формуле 4:
XL = 2πfL= ωL (4)
Соответственно, пиковая амплитуда тока, проходящего через катушку индуктивности, определяется по формуле 5:
Ipeak = Vpeak/XL= Vpeak/ ωL, (5)
где:
- Ipeak – пиковое значение переменного тока, протекающего через катушку индуктивности;
- Vpeak – пиковое значение переменного напряжения, приложенного к катушке;
- XL – индуктивное сопротивление.
Как резистивное и емкостное сопротивление, так и единица индуктивного сопротивления измеряется в омах. Следует отметить, что в электрических цепях нет потерь энергии из-за наличия емкостного или индуктивного сопротивления, что нельзя сказать об обычном резистивном сопротивлении. Тем не менее, реактивное сопротивление может ограничивать уровни тока через конденсатор или катушку индуктивности.
Применение катушек индуктивности
Катушки индуктивности используются в электрических цепях переменного тока. Они обычно применяются в аналоговых схемах, схемах обработки сигналов и в системах телекоммуникаций, а также используются вместе с конденсаторами для создания фильтров различных топологий. В телекоммуникационных системах индуктивности применяются в составе специальных фильтров, которые нужны для подавления возможных бросков напряжения и предотвращения утечки информации через линии системы электропитания.
Трансформаторы, которые используются для повышения или понижения напряжения переменного тока, состоят из двух катушек индуктивности, объединенных в единую конструкцию определенным образом. Индуктивности также используются для временного хранения электрической энергии в цепях выборки-хранения и источниках бесперебойного питания. В цепях электропитания катушки индуктивности (где они называются фильтрующими дросселями) используются для сглаживания пульсирующих токов.
Поведение индуктивности при прохождении через нее сигнала можно определить следующим образом:
- Всякий раз, когда приложенное к катушке индуктивности напряжение увеличивается, катушка генерирует обратную ЭДС, в результате чего ток через нее падает с максимального значения до нуля или даже ниже этого уровня. Всякий раз, когда прикладываемое напряжение уменьшается, катушка создает прямую ЭДС, в результате чего ток через нее повышается с нуля или текущего уровня до максимального значения или даже до более высокого.
- Обратная или прямая ЭДС сохраняется на катушке индуктивности до тех пор, пока приложенное напряжение, а следовательно и ток через нее изменяются. Когда приложенное напряжение достигает определенного постоянного значения, обратная или прямая ЭДС падает до нуля, и постоянный ток протекает через катушку индуктивности без какого-либо противодействия, как в обычном соединительном проводе.
- Из-за наличия индуктивности скорость изменения тока в цепи замедляется. Если сигнал переменный, то ток всегда будет отставать от напряжения на 90° из-за наличия индуктивности.
- Благодаря индуктивному или емкостному сопротивлению потери энергии отсутствуют. Энергия, запасенная катушкой индуктивности в форме магнитного поля или конденсатором в форме электростатического поля, возвращается обратно в цепь, как только приложенное напряжение падает до нуля или меняет полярность. Однако из-за реактивного сопротивления пиковый уровень тока (амплитуда сигнала) ограничен.
Источник: https://www.engineersgarage.com
Технология намотки катушек — Coil winding technology
В области электротехники , обмотки катушки является производство электромагнитных катушек . Катушки используются в качестве компонентов схем и для обеспечения магнитного поля двигателей, трансформаторов и генераторов, а также при производстве громкоговорителей и микрофонов . Форма и размеры обмотки предназначены для выполнения конкретной задачи. Такие параметры, как индуктивность , добротность , прочность изоляции и сила желаемого магнитного поля, сильно влияют на конструкцию обмоток катушки. Катушечная обмотка может быть разделена на несколько групп в зависимости от типа и геометрии намотанной катушки. Массовое производство электромагнитных катушек опирается на автоматизированное оборудование.
Принципы
Эффективные змеевики сводят к минимуму материалы и объем, необходимые для данной цели. Отношение площади электрических проводников к предусмотренному пространству обмотки называется «коэффициентом заполнения». Поскольку у круглых проводов всегда будет некоторый зазор, а также у проводов есть некоторое пространство, необходимое для изоляции между витками и между слоями, коэффициент заполнения всегда меньше единицы. Для достижения более высоких коэффициентов заполнения можно использовать прямоугольную или плоскую проволоку.
Коэффициент заполнения можно рассчитать по формуле:
- F знак равно d 2 ⋅ π 4 ⋅ п б ⋅ час {\ Displaystyle F = {\ гидроразрыва {d ^ {2} \ cdot {\ frac {\ pi} {4}} \ cdot n} {b \ cdot h}}}
- d {\ displaystyle d} — Калибр провода, включая лаковую изоляцию
- п {\ displaystyle n} — Количество обмоток
- б ⋅ час {\ displaystyle b \ cdot h} — Поперечное сечение корпуса катушки
Плотная упаковка проводов уменьшает воздушное пространство и, как говорят, имеет высокий коэффициент заполнения. Это увеличивает КПД электрического устройства и улучшает теплопроводность обмотки. Для лучшей укладки круглых проводов на многослойную обмотку провода верхнего слоя должны находиться в канавках нижнего слоя не менее чем на 300 градусов по окружности катушки. Провода занимают плотный пакет, который называется «ортоциклическая намотка». Противоположностью этому будет случайная проволочная структура внутри пространства намотки, которая называется «дикая намотка».
Дикие извилины
Также известная как беспорядочная обмотка , с этим типом структуры обмотки могут быть достигнуты только низкие коэффициенты заполнения. Случайное размещение проводов приводит к более широкому распределению результирующей длины провода на корпусе катушки и, следовательно, более широкому диапазону сопротивлений электрической катушки. Несмотря на свои недостатки, он широко распространен в массовом производстве. Он отличается низкими требованиями к оборудованию и оператору и может быть намотан с очень высокой скоростью. {2} \ cdot {\ frac {n} {b}}}
- d {\ displaystyle d} — Калибр провода, включая изоляцию
- п {\ displaystyle n} — Количество обмоток
- б {\ displaystyle b} — Ширина намотки
Спиральная намотка
Спиральная намоткаПроволоки укладываются в каждый слой по спирали. Из-за того, что направление движения от слоя к слою меняется с правого на левый, провода пересекаются и оказываются внутри зазора нижележащего слоя. Проводка нижнего слоя отсутствует. Если количество слоев превышает определенный предел, структурированность не может поддерживаться, и возникает буйная намотка. Этого можно избежать, используя изоляцию из отдельных слоев, которая необходима в любом случае, когда разница напряжений между слоями превышает прочность изоляции медного провода.
Ортоциклическая обмотка
Ортоциклическая обмотка прямоугольной катушки двигателяТакая структура обмотки обеспечивает оптимальный коэффициент заполнения (90,7%) для круглых проводов. Обмотки верхнего слоя нужно поместить в пазы нижнего слоя.
Наилучшее использование объема достигается, когда обмотка параллельна фланцу катушки на большей части ее окружности. Когда обмотка будет размещена вокруг корпуса катушки, она встретится с предыдущим расположенным проводом, и необходимо сделать шаг в соответствии с размером калибра провода. Это движение называется заводным шагом. Шаг намотки может занимать площадь до 60 градусов по окружности катушки для круглых катушек катушек и принимать одну сторону прямоугольных катушек катушек. Площадь шага намотки зависит от калибра проволоки и геометрии катушки.
Если этап намотки не может быть выполнен должным образом, то способность проволоки к самонаведению теряется и образуется буйная намотка. В целом, первый входящий провод в основном определяет расположение и качество шага намотки. Следует понимать, что провод должен входить, возможно, под прямым углом в пространство намотки. Таким образом можно избежать ненужного изгиба провода и минимизировать необходимое пространство для второго этапа намотки. Для катушек с ортоциклической намоткой области ступени намотки всегда расположены в области входа провода в пространство намотки и продолжаются в спиральной форме против направления намотки. Как следствие, большая ширина намотки катушки приводит к большей площади шага намотки по окружности катушки. Созданное смещение приводит к другому положению шага слоя, от первого ко второму слою, по сравнению с входом провода. Такое поведение повторяется с каждым слоем, что приводит к спиралевидной переходной секции сбоку обмотки. Из-за того, что провода пересекаются в поперечном сечении, высота намотки увеличивается. В результате катушки с ортоциклической намоткой с круглым заземлением катушки никогда не бывают круглыми в поперечном сечении, но радиально движущаяся обмотка и ступенька слоя создают форму горба. Опыт показал, что, в зависимости от ширины намотки, диаметра катушки и провода, поперечное сечение примерно на 5–10 процентов превышает стандартную высоту намотки.
Расположение и размер кроссоверной секции
В связи с тем, что обмотка должна располагаться по большей части параллельно фланцу обмотки, соблюдая условие ортогональности, необходимо регулировать ширину обмотки в соответствии с количеством витков на слой обмотки. В частности, для участков поперечного сечения катушек некруглой формы желательно расположить переходную область на малой стороне корпуса катушки, также называемой намоточной головкой. Это связано с тем, что некруглые катушки устанавливаются на корпусе из листового металла или в круговом расположении. Катушки должны быть достаточно маленькими, чтобы избежать контакта с соседней катушкой или пакетом из листового металла. Для ортоциклических круглых катушек можно определить три геометрии намотки:
а) Равное количество витков на слой
б) Неравное количество витков на слой, начиная с укороченного слоя
в) Неравное количество витков на слой, начиная с более длинного слоя
Выбор используемой структуры обмотки в основном зависит от конструкции катушки или корпуса катушки. Среди прочего, необходимо учитывать условия доступного пространства для ширины намотки и высоты намотки. Более того, можно повлиять на расположение и конец последней намотки, выбрав грамотную схему намотки. {\ circ}] \ cdot d}
- час {\ displaystyle h} -Высота намотки
- п {\ displaystyle n} — Количество слоев
- d {\ displaystyle d} — Макс. калибр проволоки над лаком (CuL)
Поскольку ортоциклически намотанная катушка с окружностью слоев намотки не менее 300 ° имеет самый плотный круговой пакет поперечных сечений проводов. Этот метод намотки обеспечивает максимальный коэффициент заполнения и является лучшим способом заполнить имеющееся поперечное сечение обмотки круглыми проводами. Квадратные катушки считаются ортоциклически намотанными, когда обмотка и скачок слоя происходят только на одной из сторон поперечного сечения обмотки. Теоретически достигается геометрический коэффициент заполнения 0,91. Однако на практике это значение не может быть достигнуто, поскольку существует область скачка обмотки и слоя, а изоляция провода не учитывается.
- А Δ знак равно d 2 4 ⋅ 3 {\ displaystyle A \ Delta = {\ frac {d ^ {2}} {4}} \ cdot {\ sqrt {3}}}
- Σ А Δ знак равно d 2 ⋅ π 4 ⋅ 60 360 ⋅ 3 знак равно d 2 ⋅ π 8 {\ displaystyle \ Sigma A \ Delta = {\ frac {d ^ {2} \ cdot \ pi} {4}} \ cdot {\ frac {60} {360}} \ cdot 3 = {\ frac {d ^ { 2} \ cdot \ pi} {8}}}
коэффициент заполнения = = = Σ А Δ А Δ {\ displaystyle {\ frac {\ Sigma A \ Delta} {A \ Delta}}} d 2 ⋅ π 8 d 2 4 ⋅ 3 {\ displaystyle {\ frac {\ frac {d ^ {2} \ cdot \ pi} {8}} {{\ frac {d ^ {2}} {4}} \ cdot {\ sqrt {3}}}} } d 2 ⋅ π 8 1 d 2 4 ⋅ 3 {\ displaystyle {\ frac {d ^ {2} \ cdot \ pi} {8}} \ {\ frac {1} {{\ frac {d ^ {2}} {4}} \ cdot {\ sqrt {3) }}}}}
- знак равно π 2 ⋅ 3 {\ displaystyle = {\ frac {\ pi} {2 \ cdot {\ sqrt {3}}}}} = 0,907
В целом можно констатировать, что требования, которые должны выполняться для ортоциклических обмоток, очень высоки. Сумма всех допусков должна быть очень низкой. Следовательно, следующие значения могут быть названы ориентировочными: a) Допуск ширины намотки.
- Δ б знак равно 0 , 2 ⋅ d {\ displaystyle \ Delta b = 0,2 \ cdot d}
- Δ б {\ displaystyle \ Delta b} — допуск пространства намотки
- d {\ displaystyle d} — Макс. калибр проволоки, включая лаковое покрытие (CuL)
б) Допуск проволоки Макс. допуск диаметра проволоки не должен превышать
- Δ d знак равно 0 , 4 ⋅ d п {\ displaystyle \ Delta d = 0,4 \ cdot {\ frac {d} {n}}}
- Δ d {\ displaystyle \ Delta d} — калибр — допуск проволоки
- п {\ displaystyle n} — количество витков на слой
- d {\ displaystyle d} — номинальный калибр проволоки, включая лаковое покрытие (CuL)
Это соответствует примерно половине допуска на проволоку согласно спецификации немецкого стандарта DIN46435.
Изготовление ортоциклических обмоток
Даже если бы требования к низким допускам на провод и пространство намотки должны были соблюдаться с соответствующими высокими техническими усилиями, все равно осталась бы проблема, заключающаяся в том, что проводка проволоки на стороне машины должна соответствовать ранее описанной конструкции намотки также при большой намотке. скорости. На практике это вряд ли возможно при высоких скоростях намотки, поскольку, например, при 18000 витков в минуту направляющая для проволоки толщиной 0,3 мм должна будет выполнить шаг намотки всего за 0,7 мс. Проблема усугубляется тем фактом, что на практике идеальный провод никогда не бывает абсолютно прямым. Эти неровности и изгибы, возникающие в результате наматывания проволоки на подающие ролики, приводят к тому, что проволока никогда не оказывается полностью близко друг к другу в соответствии с их фактическим диаметром, а находится на расстоянии в соответствии с их неравномерностью.
На образование зазора во время наматывания провода дополнительно влияет качество поверхности его покрытия, например, поведение скольжения, а также характеристики расширения или жесткость меди. Удлинение проволоки может составлять от 6% до 3% в зависимости от диаметра проволоки и поставщика. Практика показала, что ортоциклическая обмотка может быть изготовлена приемлемым способом только при выборе вначале очень высокого уровня удлинения проволоки (растяжение приводит к прямой или ровной проволоке). Поэтому по причинам, описанным выше, на практике направляющая для проволоки не может определить точный уклон в соответствии с диаметром проволоки.
Эти непредсказуемые обстоятельства можно предотвратить или противодействовать в начале намотки, прижимая провод, то есть каждую отдельную намотку первого слоя на внутреннем диаметре катушки, в заранее определенное положение. Проволока помещается в заранее изготовленную канавку корпуса катушки, и направляющая для проволоки не должна точно следовать за ней, а лишь приблизительно. Поскольку проволока всегда теряет площадь поперечного сечения из-за используемого волочения проволоки и необходимых прогибов (механических напряжений под растягивающей нагрузкой) во время намотки, расстояние между канавками рассчитано только на макс. возможный диаметр проволоки. Таким образом можно избежать влияния изгибов и допусков проволоки и корпуса катушки, а также изменения качества поверхности. В частности, изгибы проволоки, которые возникают из-за прогибов проволоки, вызванных, например, шкивами, проушинами для проволоки или даже самим направляющим соплом для проволоки в механизме подачи проволоки намоточного устройства, могут привести к деформациям, которые остаются на обмотке катушки. Нанесение канавок на основу намотки поддерживает послойное положение проволоки в процессе намотки. Такое поведение особенно выгодно для процессов намотки, когда пластическая деформация проволоки неизбежна непосредственно перед нанесением проволоки на основу обмотки. Такое поведение особенно заметно при намотке иглы. По физическим причинам проволока неизбежно выходит из направляющего сопла под углом прибл. 90 °. Поэтому внутри провода остаются механические напряжения, которые видны в виде изогнутой обмотки на основе обмотки. В результате следующие обмотки или следующие слои могут измениться в своем желаемом положении.
Начиная со второго слоя, перемещение облегчается, так как провод проходит через промежутки предыдущего слоя. В случае не слишком значительных прогибов с точки зрения технологического процесса, провод идет сам по себе и с постоянным числом витков на слой. Для движения направления проволоки это означает, что чем меньше расстояние направляющего сопла проволоки до катушки, тем более точным должно быть отслеживание. При определенных обстоятельствах это может быть полностью выполнено без перемещения, если расстояние от сопла до катушки настолько велико, что компонент силы, противодействующий поведению самой проволоки, больше не оказывает никакого влияния. Вследствие самонаправляющего поведения проволоки, следовательно, возможно, что даже во время ортоциклической намотки направляющая для проволоки может двигаться непрерывно и не требует постепенного движения.
Конструкция ортоциклической обмотки
Расчет или интерпретация требуемого пространства ортоциклической обмотки обычно реализуется с помощью итеративного подхода. Вначале для расчета используются заданные параметры необходимого количества обмоток, необходимого сечения провода и максимального пространства, доступного для изолированной катушки.
Пример расчета
Следует рассчитать ортоциклическую конструкцию обмотки для круглой катушки со 150 витками, диаметром проволоки 0,3 мм и максимальной шириной намотки 9 мм. {\ circ}] \ cdot 0,334 = 1,78 мм}
г) Расчет высоты намотки по площади поперечного сечения слоя
- час Lagensprung знак равно 1,78 + 5 % знак равно 1,86 м м {\ displaystyle h _ {\ text {Lagensprung}} = 1,78 + 5 \% = 1,86 мм}
д) Расчет наружного диаметра катушки
- Наружный диаметр : D знак равно 2 ⋅ час + я п п е р d я а м е т е р о ж ш я п d я п г {\ displaystyle {\ text {Внешний диаметр}}: D = 2 \ cdot h + innerdiameterofwinding}
- D знак равно 1,78 ⋅ 2 + 8 знак равно 11,56 м м {\ displaystyle D = 1,78 \ cdot 2 + 8 = 11,56 мм}
е) Расчет внешних размеров змеевика по площади поперечного сечения.
- Наружный диаметр : D Максимум знак равно 2 ⋅ час шаг слоя + я п п е р d я а м е т е р о ж ш я п d я п г < / {\ displaystyle {\ text {Внешний диаметр}}: D _ {\ text {max}} = 2 \ cdot h _ {\ text {layer step}} + внутренний диаметр обмотки </}
- D Максимум знак равно 1,86 ⋅ 2 + 8 знак равно 11,72 м м {\ displaystyle D _ {\ text {max}} = 1,86 \ cdot 2 + 8 = 11,72 мм}
Сводка результатов: Расчет показал, что пространство, необходимое для чисто ортоциклической обмотки с эмалированным проводом, занимает прямоугольную область размером 1,86 мм x 8,85 мм. {2} \ cdot 100 \%}
Процессы намотки
Линейная обмотка
В методе линейной намотки обмотка производится путем наматывания провода на вращающийся корпус катушки, компонент или несущее катушку или устройство для формирования катушки. Проволока вытягивается из подающего ролика, который содержит 400 кг эмалированной медной проволоки. Проволока подается по направляющей трубе. Перед тем, как начать собственно процесс намотки, провод крепится к стойке или зажимному устройству корпуса катушки или намоточного устройства.
За счет линейного движения направляющей трубки для проволоки наматываемый компонент поворачивается таким образом, что проволока распределяется по пространству намотки корпуса катушки. Вращательное движение, а также движение укладки достигается с помощью двигателей, управляемых компьютером. По отношению к одному обороту оси вращения и в зависимости от диаметра проволоки ось перемещения направляющей трубки перемещается соответствующим образом (шаг перемещения).
При этом можно достичь скорости вращения до 30 000 об / мин, особенно при обработке тонкой проволоки. В зависимости от диаметра намотки в процессе намотки достигается скорость проволоки до 30 м / с. Намотываемые компоненты устанавливаются на так называемых намоточных устройствах. Намоточные устройства соединены с ведомыми шпинделями, которые создают вращательное движение. Поскольку ввод проволоки в зону намотки должен производиться как можно более равномерно, ось вращения и ось перемещения работают синхронно во время процесса намотки.
Чтобы иметь возможность контролировать положение направляющего сопла для проволоки по отношению к наматываемому компоненту, даже с разной геометрией компонентов, обычно для метода с направляющим соплом для проволоки используются три оси ЧПУ.
Это позволяет подключаться к штырям корпуса катушки (штыри также предназначены для установления контактов при пайке или сварке): позволяя трем осям двигаться таким образом, что в результате возникает спиральное движение направляющего сопла для проволоки вокруг первоначального столба намотки, он можно закрепить начальный или конечный провод катушки с помощью так называемой оконечной нагрузки. Чтобы проволока оставалась натянутой при смене продукта, ее закрепляют на фиксаторе троса машины.
Этот штифт парковки провода может быть либо зажимом, либо копией столба, который наматывается на катушку, аналогично процессу заделки. Перед запуском обмотки и после заделки штыря пускового провода провод к штырю парковки необходимо разрезать. Это происходит в зависимости от толщины проволоки путем разрыва или разрезания.
Эмалированные медные провода диаметром до прибл. 0,3 мм обычно можно оторвать отрывным пером, проходящим близко к стойке катушки или к самому соплу проводника. Точка разделения должна находиться очень близко к стойке катушки, чтобы не препятствовать последующему процессу контакта (пайка, сварка и т. Д.).
Поскольку все движения во время намотки управляются осями ЧПУ, можно реализовать произвольные обмотки, ортоциклические обмотки или другие геометрические формы намотки (например, перекрестные обмотки). Управление направлением проволоки часто можно переключать между непрерывным и постепенным движением.
Благодаря разделению между направлением проволоки и вращением наматываемого компонента конфигурация продукта и направления проволоки может быть продублирована в технологии линейной намотки. Таким образом, можно, например, наматывать одновременно 20 веретен. Это делает метод линейной намотки очень эффективным процессом, поскольку время цикла для производства компонента зависит от отношения времени цикла процесса намотки и количества используемых шпинделей. Технология линейной намотки часто эффективно применяется там, где необходимо наматывать маломассивные катушки.
-
Линейная обмотка
-
Концевая стойка для катушки
-
Стойка парковочная проволочная для намоточного станка
-
Линейный намоточный станок от компании Fa. Aumann GmbH
Обмотка флаера
В методе намотки флаера намотка производится путем подачи проволоки через рулон или через сопло, которое прикреплено к так называемому летчику, который вращается на определенном расстоянии от катушки. Проволока подается с помощью вала флайера. Для намотки наматываемого компонента его необходимо закрепить внутри области намотки флаера. Необходимо, чтобы проволока закреплялась снаружи флаера на любом этапе процедуры намотки. Фиксация проволоки обычно возможна с помощью так называемого метода последовательной намотки (часто используется на поворотных делительно-поворотных столах): по периметру стола имеются зажимы для проволоки или изгибы проволоки, которые позволяют протягивать и вместе с этим фиксировать провод. Это позволит очень быстро заменить компоненты, так как не требуется отдельного размещения проволоки в зажиме на машине.
Поскольку последняя направляемая точка проволоки расположена у сопла или рулона кронштейна флаера, который движется по фиксированной круговой траектории, которую можно смещать только в направлении укладки, точная укладка близко к поверхности катушки невозможна. В результате трудно четко уложить или даже подключить начальный и конечный провода к наматываемому компоненту. Но, конечно, можно производить также ортоциклические катушки с помощью процесса намотки флайера. Здесь преимуществом является самонаводящееся поведение проволоки на поверхности катушки.
Поскольку наматываемый компонент должен быть представлен только в положении намотки и в противном случае не должен совершать никаких движений во время процесса намотки, также могут быть изготовлены очень громоздкие и массивные изделия. Одним из примеров являются роторы электродвигателей (технология намотки ротора, особая форма метода последовательной намотки): провод удерживается зажимом, закрепленным на машине во время замены компонентов. Поскольку роторы часто состоят из тяжелых металлических листов, набитых перфорацией, технология намотки листов имеет в этом отношении особое преимущество. Поскольку в случае с технологией намотки ротора невозможно направить листовку напрямую, проволока направляется через полированные направляющие блоки в соответствующую канавку или паз. Специальные кабельные муфты обеспечивают правильное расположение проводов на клеммах коммутаторов.
Технология намотки игл
Определение необходимой ширины канавки в зависимости от калибра проволоки (Источник: Aumann GmbH) Статор с внутренними канавками, шесть полюсовДля эффективной намотки полюсных наконечников, расположенных близко друг к другу многополюсных трехфазных двигателей с электронной коммутацией, они будут покрыты изоляцией и намотаны непосредственно методом игольчатой намотки. Игла с соплом, расположенным под прямым углом к направлению движения, перемещается подъемным движением, проходя пакеты статора через канавку между двумя соседними полюсами двигателя, чтобы опустить проволоку в желаемом месте. Затем статор поворачивается в точке разворота на головке обмотки на один шаг зубьев, так что предыдущий процесс может выполняться снова в обратном порядке. Эта технология намотки позволяет реализовать особую структуру слоев. Недостатком является то, что между двумя соседними полюсами должен быть зазор размером не менее диаметра сопла. Диаметр сопла примерно в три раза больше диаметра намоточного провода. Следовательно, пространство между двумя соседними полюсами не может быть заполнено полностью.
Преимущество технологии намотки иглы заключается в том, что опора для иглы, несущая направляющее сопло для проволоки, обычно соединена с системой координат ЧПУ. Это позволяет перемещать сопло в пространстве к статору. Таким образом, можно также выполнять укладочное движение помимо обычного подъемного движения и вращения статора. Тем не менее, целенаправленное размещение проволоки возможно только в ограниченной степени, поскольку проволока вытягивается под углом 90 ° от направляющего сопла для проволоки, что приводит к неопределенному вздутию.
Перенаправление проволоки на 90 ° при выходе из полой иглы сильно нагружает проволоку и затрудняет разумную намотку медных проводов диаметром более 1 мм. Таким образом, ортоциклическая намотка с помощью устройства для намотки игл возможна только частично для этих задач намотки.
Поскольку направляющее сопло для проволоки может свободно перемещаться по комнате, сопло может заканчивать провод в точках контакта, если оно оборудовано дополнительным поворотным устройством. Как и в случае с традиционной технологией линейной обмотки, контактный штифт или крюк-контакт может быть завершен для электрического соединения и для соединения отдельных полюсов при соединении звездой или треугольником.
-
Antriebsschema Nadelwickelmaschine; patentierter Pleuelantrieb Fa. Ауманн
-
Намоточная насадка в положении намотки
-
Намоточная насадка в положении для заделки
´
Требуется точная синхронизация вращательного движения с ходовым движением, чтобы игла не касалась канавки во время движения вверх и вниз. На максимальную скорость намотки влияют такие параметры, как ход иглы, угол поворота статора (количество полюсов), диаметр проволоки и ширина канавки, а также угол спирали статоров с угловыми канавками. Масса проводника и опоры иглы испытывает сильное ускорение. Это может привести к нежелательной вибрации, влияющей на качество намотки. Подъемное движение обычно создается шариковинтовой парой. Во время этого движения сервоприводы должны постоянно реверсировать, чтобы изменить направление движения иглы.
Другой способ инициирования хода — применение кривошипного диска, который также может иметь регулировку хода и который использует преимущество синусоидального движения без необходимости реверсирования приводного двигателя. Может быть достигнуто число ходов (намоток) до 2500 в минуту.
С помощью технологии намотки иглы можно производить законченный узел, такой как катушки статора или соединение и контакт с машиной. Помимо не полностью используемого пространства между полюсами, можно — в отличие от традиционной техники втягивания — наматывать также моторные катушки с хорошим коэффициентом заполнения на небольшую высоту стопки листов статора (высоту головки намотки).
Технология намотки тороидального сердечника
При использовании технологии намотки с тороидальным сердечником электрическая катушка или обмотка создается путем наматывания электрического проводника (например, медного провода) через круглое кольцо и его равномерного распределения по окружности ( тороидальные индукторы и трансформаторы , тороидальные дроссели).
Перед запуском намотки тороидальный / магнитный сердечник устанавливается в зажимное приспособление, которое может инициировать медленное вращательное движение сердечника с тремя прорезиненными точками контакта. Кольцо для хранения проволоки (орбитальное колесо), расположенное под углом 90 ° к тороидальному сердечнику, теперь открывается по окружности и вводится в центр тороидального сердечника. Затем проволока наматывается на кольцо для хранения проволоки, которое снова было закрыто. Когда необходимое количество присутствует на аккумуляторе проводов, конец провода от аккумулятора проводов фиксируется на тороидальном сердечнике, который необходимо намотать. При одновременном вращении тороидального сердечника и проволочного аккумуляторного кольца образуется обмотка, распределенная по окружности тороидального сердечника. По завершении необходимо снова открыть аккумулятор проволоки, чтобы можно было удалить готовый намотанный тороидальный сердечник. Поскольку начальный и конечный провода часто не прикрепляются к тороидальному сердечнику, тороидальные намоточные машины можно автоматизировать только частично.
Несмотря на высокие производственные затраты (большой объем ручной работы), используются тороидальные сердечники из-за низкого рассеяния магнитного потока (MFL — индуктивность утечки ), низких потерь в сердечнике и хорошей удельной мощности. Одной из возможных качественных характеристик трансформаторов является равномерное распределение обмоток по окружности (низкое поле рассеяния). Изоляция между различными обмотками может быть решена совершенно по-разному. В случае покрытия обмоток после первой намотки наносится пленка для достижения хороших характеристик поля рассеяния. Эту пленку нужно наматывать по всей окружности. Для этого также можно использовать тороидальные намоточные машины со специальными магазинами.
Технология намотки обмоток двигателя
Тенденции в технологии обмоток двигателей
Статоры с разной топологией обмоткиИз-за более высокой производительности вместо асинхронной технологии все чаще используются бесщеточные ЕС-приводы (двигатели с электронной коммутацией) с роторами с постоянными магнитами. Благодаря компактной конструкции содержание меди в лучшем случае может быть уменьшено вдвое. Производители электродвигателей также требуют большей гибкости технологии производства. Для производства асинхронных двигателей обычно используются системы втягивания, которые первоначально наматывают катушки с воздушным сердечником, а затем втягивают их в статор с помощью инструмента. Напротив, концентрированная обмотка статоров ЕС более гибкая в производственном процессе, экономия энергии при использовании, лучшая регулировка во время работы и требует меньше места.
Шпильчатая обмотка широко используется в электродвигателях автомобильной промышленности. Этот метод намотки дает преимущество автоматизированного процесса намотки. Однако большие размеры проводников подвержены потерям из-за близости, что приводит к большим потерям переменного тока в обмотке. Аналогичный метод, съемная обмотка, был предложен, когда катушки предварительно изготовлены со вставными элементами (вилка-розетка). По сравнению со шпилькой метод вставки предлагает преимущества автоматизированного процесса намотки и небольшого размера проводников, однако недостаток высокого контактного сопротивления в вставных соединителях может привести к тепловым очагам перегрева.
Примеры различных конструкций ЕС-статоров (Источник: Technoexpert Dresden)Процесс изготовления распределенной обмотки
Асинхронные двигатели с распределенной обмоткой составляют основную долю электродвигателей. В отличие от концентрированной обмотки, не каждый полюс зуба намотан в распределенной обмотке; вместо этого катушки находятся в пазах и охватывают несколько полюсных зубцов. Поскольку обмотка может блокировать прорези от дальнейшего ввода провода, может потребоваться намотать всю фазную обмотку за один раз.
Сравнение сосредоточенных и распределенных обмотокМашины для вставки катушек вставляют предварительно изготовленные группы катушек в статоры электродвигателей. Группы катушек часто изготавливаются на машинах для намотки листов и надеваются на инструмент для вставки с помощью инструмента для переноса. При мелкосерийном производстве группы катушек перемещаются вручную из намоточных масок в инструмент для вставки с помощью инструментов для переноса. Затем вставной инструмент помещает предварительно сформованную обмотку в пазы статора. Щели иногда изолируют бумагой. При намотке катушки по диагонали в паз статора внутренняя ширина катушки должна быть больше, чем высота статора, что приводит к образованию большой головки намотки, характерной для техники вставки.
Этапы процесса для техники вставки: 1) Режущий инструмент без оборудования; 2) С катушками, оснащенными вставным инструментом; 3) Вставьте инструмент с катушками и установленным статором; 4) Статор со вставленными катушкамиЭто, в свою очередь, приводит к относительно ослабленной обмотке в пазах статора. Следовательно, необходимо закрыть щелевые отверстия ближе к середине статора так называемой скользящей крышкой. Во многих случаях это может происходить одновременно с установкой катушек. Поскольку проводники катушки должны проходить через часто узкую щель, катушки состоят из определенного количества небольших запасных сечений, которые позже подключаются параллельно. Именно с помощью этой меры можно изготавливать проводники большого сечения.
Другая причина использования множества тонких проводников, соединенных параллельно, заключается в том, чтобы избежать так называемого скин-эффекта . Чтобы уменьшить влияние этого эффекта, в высокочастотной технологии используются провода с максимально большой поверхностью, например, в виде тонких поперечных сечений или лицевых проводов. Низкие потери в проволоках Litz отчасти связаны с тем, что большая площадь внутренней поверхности принимает участие в протекании тока. В частности, в электромобилях двигатель часто питается от высокочастотного напряжения. При использовании проводов большого сечения это может привести к большим потерям и нежелательному выделению тепла в обмотке статора.
После установки обмотки необходимо провести доработку статора или концов обмотки. Обычно множество соединительных линий разделяется вручную и объединяется по разным фазам. Оба конца намотки в дальнейшем стягиваются скотчем или лентой. При использовании высокого рабочего напряжения частичная обмотка каждой фазы должна быть изолирована от соответствующей соседней фазы фольгой или изоляционной бумагой. Чтобы головки обмотки располагались исключительно в задней части статора, обе они должны быть отформованы. Это выполняется либо путем использования эмалированной проволоки, на которую подается электрический ток во время формования, либо путем холодной штамповки с последующей пропиткой. Создание головки обмотки определенной формы позволяет впоследствии установить ротор или вставить статор в корпус.
-
Наматывающая головка после установки
-
Намоточная и формованная намоточная головка распределенной намотки
-
Схема вставки technqiue
Характеристики распределенной обмотки
В случае обмоток статора, которые электрически коммутируются или питаются от m-фазной сети, эти фазные обмотки часто группируются (распределенные обмотки). Количество отверстий q составляет характерный размер обмотки. В нем указано, сколько слотов q на фазу m и полюс (предоставляется номером полюса 2p) доступно.
- q знак равно N 2 п ⋅ м {\ displaystyle q = {\ frac {N} {2p \ cdot m}}}
q = количество отверстий
N = количество канавок
2p = количество полюсов
m = количество фаз
В случае распределенных обмоток q ≥ 1, а если q — целое число, это цельная щелевая обмотка. Если q = zq / nq — дробное рациональное число, это называется дробной намоткой паза. Когда дело доходит до намотки с одним зубцом, q <1 и, следовательно, всегда дробное рациональное число.
Пример топологии распределенной обмоткиНа схеме обмотки показано выполнение трехфазной обмотки с 30 группами катушек при шаге намотки 1: 6 с одинаковой шириной при соединении звездой. Комбинация звездообразных соединений изображена в виде круга на желтой контактной полосе. Для каждой катушки нужно два слота. Следовательно, 30 слотов (катушечных групп) x 2 слота / группа = 60 слотов необходимы для достижения постоянной занятости слотов. Количество полюсов — 10. Соответствующее количество слотов определяется:
- q знак равно 60 2 ⋅ 5 ⋅ 3 знак равно 2 {\ displaystyle q = {\ frac {60} {2 \ cdot 5 \ cdot 3}} = 2}
Процесс изготовления концентрированных обмоток для катушек статора
Обмотка иглы отображается с концевыми проводами на выводной рамкеКонцентрированное изготовление обмоток статора может осуществляться различными способами. Выбор соответствующего процесса намотки в первую очередь зависит от конструкции и настройки статора, а также коммерческих аспектов. Большинство статоров спроектировано таким образом, чтобы можно было применять различные процессы намотки. Единственное исключение представляет собой цельнометаллическая конструкция статора с внутренними пазами. Эта конструкция может быть изготовлена исключительно с применением техники намотки иглы и, в некоторых редких случаях, техники ввода для концентрированной обмотки. Наиболее концентрированные обмотки выполнены в виде двухслойных обмоток, т.е. каждый зуб влечет за собой сосредоточенную обмотку и две фазы катушки в каждом пазу. В случае однослойной намотки опорный зуб двух соседних зубчатых витков не наматывается. В пазах всегда находится только одна фаза одной катушки.
• Пластины статора с внутренними пазами. Метод игольчатой намотки в основном представляет собой единственно возможный процесс наматывания пластин статора с внутренними пазами. Статор в основном состоит из стального корпуса, двух концевых пластин и изоляции паза . Особое преимущество этого технологического процесса заключается в том, что намоточная машина производит полностью намотанную сборочную группу при использовании соответствующих коэффициентов заполнения электрических пазов. Если, однако, использование отдельных зубцов требует операций соединения и взаимного соединения, все меры по соединению секций катушки одной фазы могут быть выполнены с помощью намоточной машины для пластин статора. В этом случае коэффициент заполнения электрических щелей может достигать 45%. Поскольку изготовление функционирующего статора требует лишь небольших усилий, отрицательное влияние на коэффициент электрического заполнения с радостью принимается. Чтобы иметь возможность использовать различные дополнительные функции намоточной машины, концевые пластины часто проектируются таким образом, чтобы можно было, например, использовать обрезные клеммные контакты. Кроме того, могут быть предусмотрены ограничения по пространству намотки и кабельные каналы для соединительных проводов фазы.
Пример вывода от статора из всего листового металла с несколькими конструктивными характеристикамиЗатраты на материалы также невысоки из-за небольшого количества отдельных компонентов. В сочетании со скромными затратами на средства производства ламинат статора представляет собой практическое решение. При проектировании пластин статора часто на первый план выходят три основных концепции. Пластины статора для концентрированной обмотки делятся на следующие основные группы.
а) Листы статора с бумажной изоляцией
Статор с бумажной изоляциейИзоляционная бумага или изоляционная пленка обычно прикрепляются к прорезям статора перед установкой изолированных концевых пластин. Изоляционный материал, например номекс, майлар или каптон, берется из бесконечной полосы. Его предварительно подшивают, обрезают по длине статора и вставляют. Изолирующая полоса должна быть немного длиннее пакета статора, чтобы обеспечить полную изоляцию обмотки. Тонкая изоляция занимает мало площади паза, что улучшает коэффициент заполнения обмотки.
б) Изолированные листы статора на концевых пластинах
Концепция изолированного статора с торцевым покрытиемПри использовании этой конструкции статора не требуется облицовка паза изоляционной бумагой. Пластиковые концевые пластины сконструированы таким образом, что стороны впрыскиваемых валов изолируют половину паза статора. Также выгодно то, что не возникают затраты на бумагу, а также затраты на производственный процесс для монтажа бумаги. Принимая во внимание определенную толщину стенок этих инжектированных валов, можно добиться z-образного перекрытия валов в области центра гайки статора, чтобы увеличить путь утечки и зазор, чтобы избежать пробоев диэлектрика. Однако недостатком является тот факт, что глубина выстрела процесса впрыска ограничена в зависимости от длины статора и используемого пластического материала. Например, при использовании ПА с содержанием твердого материала (например, стекловолокна) прибл. 25% и выстрел прибл. Глубиной 25 мм может быть достигнута толщина стенки не менее 0,5 мм. Однако это имеет отрицательные последствия для коэффициента заполнения по сравнению с использованием изоляционной бумаги, которая, например, имеет толщину всего 0,1 мм.
в) Формованные листы статора
Концепция статора с покрытиемВ литом статоре составляет удлиненная форма торцевой изоляции статора с впрыснутыми пазовыми валами. В последние несколько лет все более активно развивается литье под давлением. Теперь он позволяет поместить пакет статора в форму для литья под давлением и упростить процесс формования. При этом достигнутая толщина стенки аналогична толщине торцевых пластин с впрыскиваемыми шлицевыми валами. Особое преимущество этого процесса заключается в том, что можно избежать предварительной сборки концевых раструбов и изоляционной бумаги, что предотвращает опасность образования изоляционных промежутков, которые могут привести к короткому замыканию. Однако из-за очень дорогостоящей сложной формы для литья под давлением затраты покрываются только при размере партии ок. 50 000 статоров в год по сравнению с однокомпонентной изоляцией. Кроме того, разнообразие типов выгодно лишь при определенных условиях, поскольку новую форму для литья под давлением необходимо производить всякий раз, когда изменяется длина упаковки или слоев.
• Наружные пластины статора с прорезями
Схема намотки флайера статора с наружной канавкойПластины статора с наружными прорезями могут быть обработаны методом игольчатой намотки, методом намотки флайера и методом линейной намотки. Выбор процесса зависит от желаемого количества витков в обмотке и предполагаемых коэффициентов заполнения. Следовательно, обмотка типа «флаер» особенно используется, если ожидается тонкий провод и, следовательно, большое количество обмоток в сочетании со средним и высоким напряжением. Поэтому он обычно используется с «бытовой техникой», например, с бытовыми приборами или в общей бытовой технике с рабочим напряжением 230 В. В случае статоров с меньшим количеством обмоток и меньшей массой обычно обрабатывают снаружи. пластинки статора с пазами с использованием техники игольчатой или линейной намотки.
-
Применение линейной обмотки для статора с наружной канавкой
-
Применение игольчатой обмотки для статора с наружной канавкой
В принципе, существует также множество различных способов изоляции для слоев статора с пазами снаружи, как и для слоев статора с внутренними пазами:
Verschieden isolierte Vollblechschnitte• Сегментированные обмотки статора
Polechain, состоящий из сегментовСегментированные обмотки статора используются, например, если требуется большое количество обмоток в дополнение к требуемому высокому коэффициенту заполнения и соответствующей ортоциклической обмотке. Их желательно обрабатывать как в технике флайер-намотки, так и в технике линейной намотки. Для этого типа конструкции статора особенно выгодно изготавливать точно уложенные слои обмоток с чрезвычайно высокими коэффициентами заполнения из-за свободного доступа к пространству обмотки. Однако конструкция сегментированных обмоток статора отрицательно сказывается на материалах и производственных затратах. Часто для формирования единичных зубьев круглого статора необходимо применять сложные процессы. Другой недостаток заключается в большом количестве точек контакта, за исключением случаев, когда используется метод намотки полюсной цепи.
Для сегментированных обмоток статора различают Т-образные сегменты и обмотки двигателя с пробкой. Последний может быть без корпуса или намотан на корпус катушки и впоследствии перенесен на Т-образный сегмент или непосредственно на пластину статора, в зависимости от применения. В зависимости от ожидаемых точек соприкосновения существует три различных варианта производства Т-образных сегментов. Во-первых, это классический одиночный Т-образный сегмент, недостатком которого является большое количество точек контакта. Кроме того, имеется фазовый Т-образный сегмент с уменьшенным количеством точек контакта. Наконец, существует также намотка так называемых полюсных цепей с резко уменьшенным количеством точек контакта.
а) Т-сегменты
Инструмент для намотки для фиксации Т-образного сегмента в процессе линейной намоткиТ-образные сегменты предпочтительно обрабатывать методом линейной намотки или методом намотки флайер. Для этого намоточные опоры спроектированы таким образом, чтобы можно было установить их на задней части зуба. В частности, именно внешняя геометрия будет впоследствии служить контактной поверхностью соседнего зуба, который используется для фиксации зуба в намоточном устройстве. Также довольно часто размещают прорезь типа «ласточкин хвост» во внешней части задней части зуба, которая аксиально расположена по отношению к зубу и служит для фиксации зуба в намоточном устройстве. Изоляция обмотки Т-образного сегмента может быть выполнена таким же образом, как и для внутренних и внешних пластин статора, с помощью бумажной изоляции, концевой изоляции раструба или формованного зуба.
б) Т-сегменты фазовой намотки
Инструмент для намотки для фиксации Т-образной цепи в процессе линейной намоткиВ сочетании с последовательным соединением Т-сегменты часто производятся в виде фазового соединения в виде зубчатой цепи. Как и в случае с одиночными Т-образными сегментами, в этом контексте также применяется метод линейной намотки, а также метод намотки с помощью флаера. Когда дело доходит до наматывания зубьев, последняя проволока первого зуба направляется к следующему зубу и затем служит отправной проволокой для второго зуба. Этот процесс продолжается в зависимости от количества подсегментов фазы. Конструкция компонентов не имеет существенных отличий от классических одиночных зубов. Основная причина объединения Т-образных сегментов в одну зубчатую цепочку заключается в уменьшении количества точек контакта. Для трех намотанных одиночных зубных опор требуется шесть точек контакта. Однако необходимы только две точки контакта, если используется только что упомянутое расположение внутри намоточной машины. При использовании высокого тока с низкой рабочей мощностью этот тип изготовления особенно выгоден, поскольку он снижает контактные сопротивления и возможные ошибки. Однако преобразование зубчатых цепей в законченный статор является очень сложной задачей, что является недостатком. Например, необходимо обеспечить, чтобы концы проволоки каждого зуба были оборудованы устройством снятия натяжения, чтобы обмотка не открывалась во время работы. Обычно это делается с помощью клейкой ленты, столбика или мешка, формируя фронтальную изоляцию зуба, куда может быть прикреплен провод после процесса намотки. С одиночными зубьями легко обращаться, в то время как зубчатые цепи необходимо устанавливать осторожно, учитывая риск повреждения соединительных проводов.
в) Засоренные зубчатые катушки
Конструкция статора с забитыми зубчатыми катушкамиКатушки с забитыми зубьями часто используются в конструкции статора в форме звезды, где заключительное кольцо или ярмо устанавливается после сборки катушек. Внутри пластин статора с прорезями можно также установить катушки с забитыми зубьями. Но в этом случае могут быть зарегистрированы потери коэффициента заполнения из-за направления подключения изнутри наружу. Коническая намотка возможна и выгодна только в том случае, если направление вставки — снаружи внутрь. Что касается типа изоляции, то можно — как и в случае с классическими одиночными зубьями — работать с бумажной изоляцией или изоляционными торцевыми пластинами. Если вставное формование применяется с упаковкой в форме звезды, это больше не называется катушками с забитыми зубьями из-за необходимости прямой намотки с помощью игольной системы намотки, техники наматывания флаеров или техники линейной намотки. Катушки с забитыми зубьями в конечном итоге требуют как минимум двух точек контакта на катушку, как и одиночные зубцы. Зубчатые цепи фазы, соединенной последовательно, производятся редко, поскольку по сравнению с и без того сложной сборкой Т-образных сегментов с фазовой намоткой, за ними последуют дальнейшие сборочные движения (надавливание на пакет статора) и изменение соотношения длин соединительные провода между участками катушки фазы. Поэтому для катушек с закрытыми зубьями часто используются два перерезаемых контакта на катушку, которые в конечном итоге проникают в плату управления или выводную рамку через штыревые формы контактов.
г) Цепи на полюсах (цепные полюса). В такой конструкции статора они пытаются объединить преимущества ламинированной иглы => Минимальное количество точек контакта — с преимуществами одиночного зуба с линейной намоткой => Максимальный коэффициент заполнения.
Для этого используется техника намотки цепных полюсов, которая обеспечивает очень высокий коэффициент заполнения из-за того, что структура статора раскрывается в линейное расположение отдельных зубцов и, кроме того, в отличие от обычных одиночных зубцов, создает только несколько точек соприкосновения. Соединительные провода секций катушки последовательно соединенной фазы разъединять не нужно.
Схема открытого обмоточного пространства с использованием процесса намотки иглы для цепных бассейновПри намотке зубчатых цепей можно использовать технику намотки флаеров, а также намотку иглы и цепочку.
Недостатком использования метода намотки флайера является то, что за один раз можно намотать только один зуб. Таким образом, в результате появляются зубчатые цепи, но из-за топологии проводки большинство статоров приходится снова снимать. Одновременная намотка нескольких фаз статора обычно невозможна. Если, однако, метод намотки зубчатых цепей требует вспомогательных инструментов для размещения проволоки в пространстве для намотки или если требуется отказаться от линейного устройства, когда происходит намотка одного зуба, проволока может быть нанесена непосредственно на иглу. намоточная техника. Особое преимущество при использовании техники намотки иглой обеспечивается возможностью намотки всех трех фаз одновременно в зависимости от типа схемы статора. Особенно выгодным является поведение соединительных проводов между катушками отдельных фаз при закруглении зубцов, если не требуется отказываться от линейного расположения зубцов для обмотки. Поэтому уместно убедиться, что соединительные провода проходят через центр радиуса скругления.
Три держателя заготовки с каждой однополюсной цепью и проводником для параллельной намотки фаз U, V и WБлагодаря такому продуманному расположению проводов можно избежать изменения длины проволоки во время округления. При использовании техники намотки иглы довольно часто наматывают несколько зубчатых цепей одновременно. Это происходит в основном на держателях инструментов или держателях заготовок, которые расположены внутри машины для намотки игл. Благодаря тому, что фазы U, V и W, а также несколько статоров могут быть намотаны одновременно, техника намотки иглы имеет высокую производительность в связи с использованием зубчатых цепей.
Определение коэффициентов заполнения катушек двигателя
Электродвигатели должны быть компактными и легкими. Они также должны обеспечивать более высокую производительность при меньшем использовании меди. Обязательным условием для этого является соответствующая конструкция корпуса катушки и подходящие размеры проводов. Одним из важных параметров для разработчика двигателей является коэффициент электрического заполнения. Коэффициент заполнения измеряет соотношение между объемом пакета намотки и объемом, необходимым для размещения пакета намотки. В случае статоров можно сказать, что коэффициент электрического заполнения — это отношение содержания цветных металлов в статоре, включая паз статора, к сумме неизолированных поперечных сечений меди. Но в отличие от круглых катушек учитывается только паз статора. Причина этого в том, что только жилы проводов в пазу статора вносят вклад в крутящий момент двигателя. Выступы обмотки на узких сторонах поперечного сечения обмотки зуба приводят только к нежелательным потерям в виде увеличения электрического сопротивления и нежелательного выделения тепла.
Исследование обмоточного пространства концентрированных обмоток статоров
Требуемое пространство для обмотки статора определяется итеративным подходом, как и для круглых катушек. Во-первых, в качестве основы для расчета учитываются параметр необходимого количества обмоток, требуемое сечение провода и максимальное пространство, обеспечиваемое изолированным пазом статора. {2}} {4}} \ cdot n \ cdot 2}
A = Накопленные частичные пространства неизолированных проводов
D Cu = калибр проволоки без покрытия лака
n = количество оборотов на зуб
- А знак равно
Как наматывают катушки индуктивности?
Как наматывают катушки индуктивности?
Катушка индуктивности является одной из схем в цепочке радиотехнических устройств. Она применяется в изготовлении СВЧ-печей, трансформаторов для автономных подстанций, приемно-передающей аппаратуре и других видах электрической техники.
Принцип работы катушки индуктивности
При подаче на катушку индуктивности электричества сила тока будет постепенно возрастать. Когда энергия перестанет поступать, напряжение в катушке резко возрастет, а потом начнет постепенно ослабевать. Сила тока в цепи мгновенно измениться не может. На этом основан первый закон коммутации.
Различаются катушки индуктивности с магнитным сердечником: обычно это пластины из феррита или железа или сердечники в виде кольца, которые считаются наиболее эффективными проводниками тока. Катушки с немагнитным сердечником — это конструкции, полые внутри, то есть без какой-либо сердцевины.
Материалы для создания катушки
- Медные изолированные провода нескольких разных сечений;
- Пластмассовый цилиндр;
- Небольшая стальная пластина;
- Микрометр;
- Линейка;
- Картон или органическое стекло;
- Специальный станок для намотки проводов на катушку (если есть в наличии, но можно обойтись и без него).
Как намотать катушку индуктивности
При намотке катушки индуктивности в домашних условиях не используйте обычный медный провод, берите только изолированный, иначе весь процесс просто потеряет смысл.
- Определитесь с предназначением катушки.
- Если вам нужна низкочастотная катушка, то используйте для этого сердечник в виде стальной пластины. Для высокочастотного прибора вам сердцевина не потребуется.
- Используйте для намотки медный изолированный провод, лучше всего с эмалевой изоляцией (в узкополосных фильтрах применяется многожильный провод — он состоит из нескольких свитых вместе проводов).
- С помощью микрометра определите диаметр провода, который вам необходимо намотать на катушку.
- Если данный прибор у вас отсутствует, можно узнать необходимый размер следующим образом: намотайте несколько десятков витков провода на карандаш и измерьте длину намотки линейкой. Затем полученное число разделите на количество витков, которые вы сделали. Таким образом вы получите необходимый вам размер диаметра.
- Изготовьте основу для катушки.
- Это можно сделать из картона, органического стекла, сложенной в моток фотопленки.
- Намотайте провод на катушку.
Данное действие можно производить вручную или на специальном станке. Наматывать провод надо по принципу «виток к витку». Чем больше витков вы сделаете, тем выше будут в катушке индуктивные свойства.
Теперь вы знаете, как наматывают катушки индуктивности, и сможете это применить дома для ремонта или создания своих электрических приборов.
Альтернативные способы намотки катушек индуктивности. Изготовление дросселя, катушки индуктивности своими руками, самому, самостоятельно
Для проведения опытов с электричеством и для постройки некоторых приборов, будет необходим, кроме понижающего, и мощный повышающий трансформатор, каким является катушка Румкорфа — индукционная катушка.
Желательно построить катушку, которая давала бы искру длиной в 10—15 сантиметров. Это в значительной степени облегчило бы постройку таких приборов, как, например, рентгеновский аппарат.
Но особенно увлекаться большой мощностью индукционной катушки не следует, так как изоляция провода может не выдержать слишком высокого напряжения и катушка сгорит.
При наличии же материалов, имеющихся в продаже, вполне возможно построить индукционную катушку с искрой в 8—10 сантиметров. А этого для начала будет вполне достаточно.
Принцип действия индукционной катушки в точности такой же, как и трансформатора, поэтому мы не будем останавливаться на этом вопросе.
Катушку Румкорфа для нас вполне может заменить бобина от автомашины. Но если такой не окажется в нашем распоряжении, то индукционную катушку придется изготовить самим.
Детали катушки Румкорфа
Сердечник
Сердечник катушки делается из железной проволоки, которая употребляется для упаковки ящиков, или жести от консервных банок. Проволоку или жесть, предназначенную для сердечника, необходимо отжечь, то есть накалить в печи до тёмно-красного накала и затем медленно остудить в горячей золе. После этого с проволоки надо тщательно счистить окалину и покрыть проволоку спиртовым лаком, или, лучше, шеллаком.
После того как проволока просохнет, ее складывают в пучок и крепко обматывают изоляционной лентой. Поверх изоляционной ленты на сердечник следует намотать еще слоя четыре пропарафиненной бумаги.
Готовый сердечник и его размеры показаны на рисунке: Рисунок 1: а — сердечник для катушки Румкорфа, б — секции для вторичной обмотки, в — футляр для катушки Румкорфа с разрядником.
После этого можно приступить к изготовлению обмоток.
Обмотка сердечника
Обмотка сердечника производится в той же последовательности, как и у всякого трансформатора, то есть сначала наматывается первичная обмотка и на нее — вторичная, повышающая обмотка.
Так как большинство аккумуляторов и батарей накала имеет в среднем напряжение 4 вольта, то и нам лучше сделать индукционную катушку, которая работала бы от 4 вольт.
Для этого на первичную обмотку нам потребуется медный изолированный провод, желательно с двойной шелковой изоляцией, диаметром 1,5 мм. Такой проволоки нам потребуется 25 метров.
Закрепив конец провода ниткой на расстоянии 40 мм от торца сердечника и оставив конец провода длиной в 100 мм, намотку производят по часовой стрелке, с плотной укладкой витка к витку. Когда таким образом сердечник будет обмотан одним слоем провода по длине 220 мм, делается петля длиной в 100 мм, провод снова закрепляется ниткой и ведется второй слой намотки в том же направлении.
Намотав второй слой, конец обмотки нужно прочно закрепить с помощью суровой нитки и всю обмотку залить горячим парафином.
Средний отвод от первичной обмотки позволит нам применять в работе напряжение в 2 вольта, а следовательно, вдвое повысить коэффициент трансформации и в конечном итоге увеличить длину искры. Использованием же одновременно обеих секций, параллельно включенных, мы сможем подать на первичную обмотку повышенный ток и тем самым еще несколько увеличить мощность искры.
Вторичную обмотку катушки необходимо сделать многосекционной. Многосекционная обмотка облегчит ее исправление в случае повреждения. Ведь перемотать одну поврежденную секцию значительно легче, чем перематывать всю обмотку, состоящую из многих тысяч витков тончайшего провода.
Для вторичной обмотки нам придется изготовить 10 таких секций, которые нанизываются на сердечник одна за другой. Каждая секция изготовливается из картона толщиной в 1 мм, предварительно проваренного в парафине. Это необходимо для повышения изоляционных качеств картона. Лучше, конечно, если вы сделаете катушки из тонкой фибры.
Внутреннее отверстие катушек должно быть таким, чтобы они с трением надевались на сердечник с первичной обмоткой, поверх которой предварительно будет намотано еще два слоя пропарафиненной бумаги.
Когда все катушки будут готовы, можно приступить к изготовлению вторичной обмотки. Для вторичной обмотки нам потребуется изолированный провод ПЭ или ПШО, диаметром 0,1 мм. Будьте осторожны, особенно при намотке проводом ПШО, так как под шелко-вой изоляцией трудно заметить обрыв такого тонкого проводника. А если будет обрыв, то вся работа пойдет впустую.
Секции вторичной обмотки также надо наматывать аккуратно, виток к витку, и обязательно все секции должны быть намотаны в одном направлении. Следует также, намотав несколько слоев, проложить слой пропарафиненной бумаги и продолжать намотку.
Если во время намотки будет обнаружен обрыв провода, то концы его надо тщательно зачистить, скрутить между собой и обязательно спаять, а затем тщательно изолировать пропарафиненной бумагой.
Намотку каждой секции следует закончить, не доходя 5 мм до верхнего борта катушки. На этом расстоянии делается тонкий прокол в щечке катушки; провод прочно закрепляют в ней и оставляют свободный конец в 5—7 см.
Обмотку катушки сверху покрывают несколькими слоями пропарафиненной бумаги и изоляционной лентой.
Когда будут намотаны все 10 секций, первичная обмотка покрывается 2—3 слоями пропарафиненной бумаги и на нее надеваются секции второй обмотки. При этом надо следить, чтобы все катушки были надеты в последовательном порядке, то есть их обмотки составляли бы продолжение одна другой. В таком же последовательном порядке их и соединяют между собой: конец обмотки первой секции
Как намотать собственный индуктор
-
КАК СДЕЛАТЬ
-
БУСИНЫ
-
ОЧИСТКА
-
РЕМЕСЛА
-
КАК СДЕЛАТЬ: ELECTRONICS
000 9105000 -
ТРУБЫ
-
ДЕРЕВО
-
КАК СДЕЛАТЬ: РАЗНОЕ
-
-
МУЗЫКА
-
БАРАБАНЫ
- 04
ТЕОРИЯ МУЗЫКИ
Фортепиано
ПЕТЬ
МУЗЫКА: РАЗНОЕ
-
-
ИГРЫ
9 0002 -
ИГРЫ С ШАРОМ
-
КАРТОЧНЫЕ ИГРЫ
-
DICE
-
ИГРЫ ШАНСА
-
ИГРЫ С ПЛИТКАМИ
-
ИГРЫ ГРУППЫ
0005
ИСКУССТВО
-
ЦВЕТ
-
КРАСКА
-
КРАСКА
-
РУЧКИ
-
ФОТО
07
ПЕЧАТЬ
-
КРЮЧЕСТВО
-
ВЫШИВКА
-
ТКАНИ
-
ТРИКЕТ
-
QUILT
-
ШВЕЙНАЯ МАШИНА INE
-
РЕЗЬБА
-
CROCHET: ВИДЕО
-
ПРЯЖА
КРЮЧЕСТВО
ВЫШИВКА
ТКАНИ
ТРИКЕТ
QUILT
ШВЕЙНАЯ МАШИНА INE
РЕЗЬБА
CROCHET: ВИДЕО
ПРЯЖА
ANTIQUE
-
ANTIQUE: CHINA
00
- 000
- 000
- 000
ИНФОРМАЦИЯ
АНТИЧНОСТЬ: ИНСТРУМЕНТЫ
МРАМОРЫ
ЗАПИСИ
ШТАМПЫ
ПРОИЗВОДИТЕЛЬНОСТЬ
ЮВЕЛИРНЫЕ ИЗДЕЛИЯ
-
ЛАТУНЬ
-
КОЛЛЕКЦИОННЫЕ ИЗДЕЛИЯ
-
СТЕКЛО
-
ЗОЛОТО
-
МЕТАЛЛ
-
СЕРЕБРО
-
СЕРЕБРО
-
ПАЯ
-
БУСЫ
-
-
ОЧИСТКА -
-
-
ОЧИСТКА -
- УПРАВЛЕНИЕ КРЕПЛЕНИЕМ
-
ТКАНЬ
-
БУМАГА
-
ТРУБЫ
-
ДЕРЕВО
-
КАК СДЕЛАТЬ: ПРОЧИЕ
-
000
000 DRUMS
000
000
000 DRUMS 000 000 : STRING ЮВЕЛИРНЫЕ ИЗДЕЛИЯ
-
ЛАТУНЬ
-
КОЛЛЕКЦИОННЫЕ ИЗДЕЛИЯ
-
СТЕКЛО
-
ЗОЛОТО
-
МЕТАЛЛ
-
СЕРЕБРО
-
СЕРЕБРО
-
ПАЯ
-
БУСЫ
-
-
ОЧИСТКА -
-
-
ОЧИСТКА -
- УПРАВЛЕНИЕ КРЕПЛЕНИЕМ
-
ТКАНЬ
-
БУМАГА
-
ТРУБЫ
-
ДЕРЕВО
-
КАК СДЕЛАТЬ: ПРОЧИЕ
-
000
000 DRUMS
000 ЮВЕЛИРНЫЕ ИЗДЕЛИЯ
-
ЛАТУНЬ
-
КОЛЛЕКЦИОННЫЕ ИЗДЕЛИЯ
-
СТЕКЛО
-
ЗОЛОТО
-
МЕТАЛЛ
-
СЕРЕБРО
-
СЕРЕБРО
-
ПАЯ
-
БУСЫ
-
-
ОЧИСТКА -
-
-
ОЧИСТКА -
- УПРАВЛЕНИЕ КРЕПЛЕНИЕМ
-
ТКАНЬ
-
БУМАГА
-
ТРУБЫ
-
ДЕРЕВО
-
КАК СДЕЛАТЬ: ПРОЧИЕ
-
000 ЮВЕЛИРНЫЕ ИЗДЕЛИЯ
-
ЛАТУНЬ
-
КОЛЛЕКЦИОННЫЕ ИЗДЕЛИЯ
-
СТЕКЛО
-
ЗОЛОТО
-
МЕТАЛЛ
-
СЕРЕБРО
-
СЕРЕБРО
-
ПАЯ
-
БУСЫ
-
ОЧИСТКА
ОЧИСТКА
- УПРАВЛЕНИЕ КРЕПЛЕНИЕМ
ТКАНЬ
БУМАГА
ТРУБЫ
ДЕРЕВО
КАК СДЕЛАТЬ: ПРОЧИЕ
MUSIC THEORY
PIANO
SING
MUSIC: MISCELLANEOUS
-
ИГРЫ С ШАРИКАМИ
-
КАРТОЧНЫЕ ИГРЫ
-
DICE
-
ИГРЫ ШАНСА
-
ИГРЫ С ПЛИТКАМИ
-
ИГРЫ ДЛЯ ГРУППЫ
-
ИГРЫ
-
ЦВЕТ
-
DRAW
-
КРАСКА
-
РУЧКИ
-
ФОТО
-
3 PRINT
-
PRINT
- 9000
- 9000
Намотка индуктора
С годами не было недостатка в стонах и стонах по поводу намотки индукторов на тороидальные формы.Производители комплектов иногда заявляют, сколько тороидов нужно намотать, и по крайней мере одна ветчина предлагает намотать ваши тороидальные катушки за определенную плату. В последние месяцы стало меньше жалоб на тороидальные индукторы с обмоткой. Возможно, это говорит о разочарованных QRP-участниках, которые бросили полотенце для домашнего пивоварения (пожалуйста, скажите, что это не так!), Или, может быть, они обнаружили талисман на тороидальной обмотке, который, как и стелс-антенны, по их мнению, должен быть надежно защищен.
Я хотел бы сломать ряды, отказаться от скрытых практик и открыть кимоно в соответствии с моей любимой техникой намотки тороидов.
Проблема, с которой я столкнулся, заключалась в том, чтобы держать каждый виток под напряжением, продолжая наматывать больше витков. Просто казалось, что формы катушки были слишком маленькими, мои пальцы слишком большими, а мои две руки слишком малы. К счастью, я считаю, что нашел решение.
Во время его строительства строго удерживать на месте уже намотанные витки тороидальной обмотки при добавлении новых витков здесь достигается за счет использования конической древесины длиной два дюйма или больше для заглушки сердечника.Я предпочитаю обрезанные бамбуковые палочки для еды хотя бы потому, что официанты в китайских ресторанах забавляются, когда я кладу свои инструменты для еды после еды. Те, что я приобрел, имеют длину около девяти дюймов и диаметр 7/32 дюйма, с конической секцией (та часть, которая проходит во рту), которая уменьшается до диаметра 1/16 дюйма на 1 1/2 дюйма. Палочки для еды большего диаметра (с небольшим прямоугольные ручки), которые можно купить всего за один доллар за 20 палочек, можно купить в некоторых супермаркетах и во всех магазинах восточной кухни. В последних также есть большие палочки для еды (я полагаю, это то, что повар использует, чтобы окунуться в кухню. горшок для дегустации), стоимостью один доллар за пару; они имеют длину 18 дюймов с максимальным диаметром 3/8 дюйма, который сужается примерно на пять дюймов до минимального диаметра около 1/8 дюйма.
Когда коническая часть стержня палочки для еды зажата в тороиде, он надежно удерживает все витки с полностью отсутствующими пальцами. Кроме того, конец заглушки для палочек, расположенный выше по потоку, представляет собой очень полезную ручку, с помощью которой можно удерживать, маневрировать или откладывать весь узел, тем самым освобождая одну или обе руки для других задач.
Намного эффективнее начинать намотку с середины выбранной длины провода. Соедините два конца отрезанной проволоки, чтобы установить середину.
Перед каждым новым поворотом тороид прочно удерживают, при этом большой и указательный пальцы находятся над последней намотанной частью индуктора. Палочку для еды вынимают, проволоку пропускают через сердцевину, туго затягивают, а затем быстро вставляют палочку для еды. Палочка для еды остается там, пока проволока не будет плотно намотана вокруг трех внешних поверхностей сердечника и не будет готова снова пройти через сердечник. Сразу после ее удаления, продевания и натягивания проволоки палочка для еды снова втыкается в отверстие, чтобы плотно приколоть последний и все предыдущие витки.Обратите внимание, что палочка для еды всегда направлена вперед в том же направлении, что и передний конец проволоки.
Закрепление витков и установка индуктора
Когда намотка завершена, витки надежно удерживаются на месте на внутренней окружности сердечника палочкой для еды. Затем я закрепляю остальные три поверхности — верхнюю, нижнюю и внешнюю периферию, перевязав их высококачественной малярной лентой (я использую только синюю малярную ленту, используемую малярами и производимую 3М).Таким образом, дважды закрепив витки индуктора, я вынимаю палочку для еды.
Для любой катушки индуктивности распределенная емкость должна быть минимальной. В самом деле, емкость можно рассматривать как отрицательную индуктивность, и это очевидно из того факта, что формула для емкостного реактивного сопротивления обратна, а для индуктивного реактивного сопротивления — нет. Установка диэлектрика, отличного от воздуха, между витками любого индуктора только увеличит распределенную емкость и снизит добротность (качество) индуктора.
Если тороид хорошо намотан, необходимо нанести очень небольшое количество легирующего материала, чтобы постоянно удерживать все витки на месте. Легирующий материал необходимо наносить в минимальном количестве и в нужном месте. Используя Q-Dope (полистирол, растворенный в ацетоне и ранее производившийся General Cement Company), или, в отсутствие этого, высококачественный бесцветный лак для ногтей наносится с помощью зубочистки. Я рисую ТОЛЬКО внутреннюю окружность индуктора, поскольку именно здесь расстояние между витками минимально и, следовательно, воздушный диэлектрик будет меньше всего нарушен тонким слоем слизи.Такого экономно нанесенного покрытия достаточно, чтобы повороты раны оставались на месте.
После высыхания Q-Dope или лака для ногтей повязки можно снять. Затем начало и конец выводов могут быть прикреплены к внешней стороне формы с помощью крошечного мазка того же материала.
Я отвлекся. Почти все комплекты, которые я видел, включают две контактные площадки для подключения к начальному и конечному выводам тороидального индуктора, примыкающим друг к другу. Это означает, что индуктор должен быть намотан примерно на 360 градусов.НЕТ! Я не собираюсь углубляться в материал, который был написан семь или более десятилетий назад, а сейчас в значительной степени забыт. Вкратце, я просто скажу, что с индукторами, соленоидными или тороидальными, действительно плохие вещи происходят с Q индуктора, когда его голова приближается к хвосту. (С соленоидом это происходит, когда несколько слоев обмоток движутся вперед и назад по цилиндрической форме). Читатели, вероятно, знакомы с предупреждением о том, что тороиды должны наматываться не более чем на 330 градусов.Соблюдение этого предостережения, несмотря на то, что оно обеспечивает удобную свободную от проводов часть тороидального сердечника для ударов по печатной плате, действительно важно, поскольку оно помогает сдерживать темную сторону индуктивного сопротивления.
Удаление эмалевой изоляции с провода можно выполнить, положив провод на ровную поверхность и соскоблив его ножом X-Acto. Однако существует некоторая опасность порезать проволоку ножом, если на нее нажать слишком сильно и / или держать под неправильным углом. Поэтому я предпочитаю использовать наждачную бумагу разной зернистости, разрезанную на прямоугольники размером не более 1 1/2 x 3/4 дюйма.Каждый из них складывается пополам, образуя квадрат, и несколько раз протягивается по той части провода, которую нужно зачистить. Чтобы полностью удалить изоляцию, тороид необходимо проворачивать между затяжками так, чтобы весь провод касался наждачной бумаги. Квадраты с более мелким зерном используются для проволоки более тонкого калибра, поскольку слишком крупная зернистость захватит проволоку и сломает ее, тогда как слишком мелкая зернистость потребует нескольких проходов для выполнения работы.
Оловите оголенную часть индуктора приводит
Снова вставьте палочку для еды, чтобы она служила ручкой, и с помощью зубочистки подденьте отдельные витки проволоки так, чтобы они находились на равном расстоянии друг от друга.Чтобы добиться этого равноудаленного расстояния на всех трех внешних поверхностях тороидального сердечника, извлеките палочку для еды и удерживайте индуктор в одной руке с большим пальцем, расположенным рядом с поворотом на одной поверхности, чтобы удерживать его, а другой рукой используйте зубочисткой или другим ногтем, чтобы приподнять этот же виток на соседней поверхности. Помимо зубочистки, еще одним полезным инструментом является деревянная палочка для кутикулы, продаваемая в косметическом отделе аптек, а верхний конец можно подпилить к наконечнику зубила меньшего размера.Следует строго избегать металлических предметов, которые могут пробить изоляцию. Такое расположение витков улучшает внешний вид катушки индуктивности, но, что более важно, сводит к минимуму межвитковую емкость. При настройке отдельных витков старайтесь не растягивать общую обмотку до точки, при которой она будет покрывать корпус сердечника более чем на 330 градусов.
Чтобы уменьшить емкостную связь с землей печатной платы, тороидальные и соленоидные индукторы не должны устанавливаться заподлицо с платой.Постарайтесь разместить их на 1/16 дюйма или немного больше для больших индукторов над печатной платой. Скорее всего, провода не будут обеспечивать достаточную опору для достижения этой отметки. Если это так, сделайте монтажную площадку с минимально возможной площадью основания для выполнения этой работы. Я предпочитаю крошечные кусочки, вырезанные из пробки винной бутылки с помощью ножа X-acto, и они прикрепляются к доске и катушке с помощью тонкого слоя клея (я использую Goop). Пробка обладает жесткостью, обеспечивает определенную амортизацию и, кажется, не добавляет большой емкости.Плотный пенополистирол тоже может подойти. Совершенно нежелательно иметь вращающиеся тороидальные индукторы, особенно в установке, предназначенной для подпрыгивания внутри рюкзака.
Некоторые из вышеизложенных методов могут быть неприменимы к конкретному набору. Тем не менее, я включил их с мыслью, что они будут полезны для чисто домашних предприятий.
При правильном выполнении ручная намотка тороидальных катушек индуктивности может и должна быть быстрой и радостной.
72,
Чарльз, W2SH
Как построить индуктор своими руками за 4 простых шага
Если вам нравится возиться с электроникой, возможно, вы знаете, что такое индуктор. Если нет, то вы попали в нужное место. Индуктор — это пассивный электронный компонент, который накапливает энергию и противостоит изменениям электрического тока, проходящего через него. Основная идея индукторов очень проста. Вам не нужно беспокоиться о том, чтобы попытаться обменять технологию, если вы не можете позволить себе сборный индуктор.Если вам интересно узнать, как сделать индуктор для домашних проектов, продолжайте читать инструкции ниже.
Шаг 1. Соберите материалы
Первый шаг к созданию самодельного индуктора — это приобретение правильных материалов. Поскольку индуктор предназначен для хранения электроэнергии без изменений, вам понадобится провод, который может проводить электричество. Предлагаем медный эмалированный провод. Он может быть любого размера на ваш выбор. Кроме того, вам понадобятся плоскогубцы с острыми носами, кусачки и наждачная бумага или набор для пайки.Наконец, вам также понадобится цилиндрический объект, ширина которого приблизительно равна внутреннему диаметру катушки, которую вы собираетесь создать. Это может быть что угодно, от карандаша до сверла. Предлагаем найти сверло. Они просты в использовании и бывают разных размеров. После того, как вы соберете все эти материалы, вы готовы приступить к созданию индуктора, пока вы наслаждаетесь прослушиванием Soundwire в фоновом режиме.
Шаг 2: Измерить
Следующий шаг может показаться пугающим для некоторых.Если вы заинтересованы в достижении определенного мкГн (микрогенри) на вашей катушке индуктивности, вам нужно будет рассчитать, какой длины должна быть катушка, чтобы достичь этой конкретной индуктивности. Это можно сделать, применив немного математики и много терпения. В Интернете доступно несколько уравнений, поэтому узнайте, какое из них подходит для ваших целей. Как только вы это сделаете, вам нужно будет отрезать провод до необходимой длины, оставив немного дополнительного места на потом. После того, как провод был разрезан, пора наматывать индуктор.
Шаг 3: Катушка
Чтобы начать наматывать индуктор, вы должны взять сверло (или другой цилиндрический предмет) и зажать его между большим и указательным пальцами. Другой рукой пересеките проволоку и сверло так, чтобы они образовали крест, при этом большая часть проволоки должна находиться на одной стороне. Просто не забудьте положить часы LG в другое место, чтобы они были в безопасности, пока вы это делаете. Затем осторожно прижмите две стороны проволоки, чтобы они загнулись по сторонам сверла. Затем вы можете взять плоскогубцы с острыми кончиками или своими пальцами и начать скручивать излишки проволоки вокруг сверла.Не забудьте оставить по 3 см на каждом конце змеевика. Катушки должны быть плотно прижаты друг к другу. Продолжайте этот процесс, пока не получите желаемую длину катушки. Когда вы закончите, вы можете использовать плоскогубцы с острыми носами, чтобы согнуть «ножки» (лишний провод на каждом конце катушки), чтобы они были параллельны друг другу. Наконец, снимите сверло и осторожно удерживайте катушку, чтобы перейти к последнему этапу изготовления индуктора для микрокомпьютера или любой другой электроники, которую вы создаете.
Обмотка катушки
К сожалению, не существует стандартизированных формул для достижения постоянной индуктивности самонавитой катушки, даже если вы используете комплект часов в штучной упаковке. Однако есть способ справиться с возвратной пружиной при автоподзаводе катушек. При намотке может помочь пистолет для горячего клея. Затем, когда вы закончите, все, что вам нужно сделать, это снять засохший клей. Вы также можете использовать стяжки, чтобы закрепить вещи в ожидании высыхания клея. Это простой способ избежать разочарований при изготовлении индуктора самостоятельно.
Шаг 4: неизолировать
Смотав проволоку, можно приступать к выполнению задачи. Чтобы индуктор работал должным образом, вам необходимо изолировать две ножки катушки. Проволока покрыта медной эмалью. Однако для того, чтобы энергия могла достигать и проходить через катушку, вам необходимо, чтобы обе ноги были заполнены индуктивностью. Сделать это можно одним из двух способов: наждачной бумагой или пайкой. Наждачной бумагой нужно аккуратно сбрить медную эмаль на каждой ножке, пока не откроется незащищенный провод под ней.Это может занять много времени, как и некоторые приложения для набора номера Android. Однако это хороший вариант для тех, у кого нет паяльника или он не хочет его использовать. Другой вариант — расплавить медную эмаль с помощью набора для пайки. Это хороший вариант для более опытных. Независимо от того, что вы выберете, на каждой ножке не должно быть эмалевого покрытия на конце. Как только вы увидите серебряный провод внизу, вы готовы использовать самодельный индуктор с пользой.
Материалы проекта
Если вы ищете предложения по материалам, не ищите дальше.Начать можно с мультиметра Digitec: подойдет DT-6830. В качестве сердечника попробуйте 20 × 55 мм феррита коллектора 196. Когда дело доходит до катушки, попробуйте медный провод 0,3 мм для достижения наилучших результатов. Вы можете использовать любой обычный клей, но не забудьте подключить мультиметр, пока вы соединяете основные части. Вы, конечно, можете использовать любые материалы, какие захотите, но если вы ищете отправную точку, попробуйте эти решения. Они обязательно помогут подготовить ваш проект к легкому доступу к интеллектуальной сети.
Регулировка частоты передачи
Если вы успешно создали индукционную катушку, есть простой способ увеличить частоту передачи передатчика. Все, что вам нужно сделать, это увеличить разделение каждого витка катушки. Сделать это можно с помощью небольшой отвертки. Просто покачивайте им между промежутками, чтобы увеличить или уменьшить расстояние между ними. Это простой способ изменить частоту передачи с помощью индуктора, сделанного своими руками.
Создание самодельного индуктора может быть забавным и полезным, независимо от того, есть ли у вас степень магистра или нет вообще.Если вы ремонтируете старые часы или настраиваете тюнер, знание того, как сделать индуктор, обязательно пригодится. Примените свои знания в реальном мире, создав свой собственный индуктор, и расскажите нам, как это работает! Просто не забывайте всегда принимать надлежащие меры безопасности при работе с электроникой.
Фото с сайта http://coil32.net/images/img/hlp/multilayer_inductor.jpg
Coil32 — О конструкции индуктора
Для начинающих радиолюбителей хотелось бы немного рассказать об особенностях конструкции катушек индуктивности.Основой любой катушки является любая труба, называемая катушкой-формирователем, на которую наматывается проволока в виде спирали. Обычно начинающий радиолюбитель повторяет конструкцию, в описании которой указано, что нужно намотать N витков на каркас диаметром D. Но очень часто нужного катушкообразователя в наличии нет, а есть другой. Тогда возникают следующие вопросы:
- Сколько витков нужно намотать на другой бывший?
- Это бывший костюм и как изменятся характеристики устройства?
Программа Coil32 легко решает первый вопрос.Зная параметры цепи, в которую входит индуктор, или его конструктивные размеры и количество витков из описания устройства, можно рассчитать его индуктивность, а зная индуктивность — рассчитать количество витков для нового каркаса.
Второй вопрос необходимо разобраться подробнее. Какие параметры характеризуют индуктивность катушки?
- Прежде всего, это значение индуктивности
- Добротность катушки индуктивности , характеризующая величину потерь в ней
- Паразитная собственная емкость катушки индуктивности
- Температурная нестабильность индуктивности
Значение индуктивности обычно прямо пропорционально диаметру катушки и квадрату количества витков.Для уменьшения габаритных размеров катушки и количества витков применяют магнитопроводы — кольцевые, бронированные. Индуктивность сердечника горшка показана на рисунке. Однако у них есть ограничения по частоте и мощности. Например, в фильтрах для акустики их применение недопустимо, т.к. при большой мощности из-за особенностей магнитного материала, значение индуктивности будет зависеть от амплитуды сигнала и, соответственно, будет сильно искажаться. В выходных каскадах передатчиков и фильтрах акустики уменьшить габаритные размеры катушек невозможно, при этом увеличиваются потери, и вы не хотите, чтобы мощность усилителя шла на нагрев провода.
Q-фактор важен для индуктивностей катушки генератора. Он обратно пропорционален значению сопротивления потерь в нем. Однажды я с удивлением обнаружил, что мой сайт искали по запросу Google — «Единица измерения добротности индуктивности катушки». Добротность измеряется в относительных единицах и не имеет специальной единицы измерения (типа Ом, Кг). Строго говоря, добротность представляет собой отношение реактивного сопротивления катушки индуктивности
X L = 2πƒ L
к ее сопротивлению потерь.К потерям добавляются потери в проводах, диэлектрике, сердечнике и экране.
Потери в проводах вызваны тремя причинами:- Во-первых, провода обмотки имеют омическое сопротивление (по постоянному току), поэтому на катушку следует наматывать провод с наименьшим удельным сопротивлением (медь, серебро)
- Во-вторых, сопротивление провода переменному току увеличивается с увеличением частоты, что связано с скин-эффектом, суть которого заключается в том, что ток течет не по сечению проводника, а по внешнему кольцу сечения.
- В-третьих, в обмотке проводов, свернутых в спираль, возникает эффект близости, суть которого заключается в нагнетании тока на периферию соседнего провода, в результате чего получается сечение, в котором ток течет, персонаж принимает серп, что приводит к дополнительному увеличению сопротивления провода. Уменьшить потери из-за эффекта близости можно применить к шагу обмотки. Оптимальный шаг намотки зависит от геометрии катушки.
На частотах до 1 — 3 МГц для уменьшения потерь в проводах можно применять лицевый провод, состоящий из большего количества тонких проводов, скрученных в жгут. При малом диаметре тонких прядей скин-эффект ослабляется, а скручивание прядей в пучок ослабляет эффект близости. На высоких частотах провод следует полировать, так как шероховатость поверхности увеличивается, длина для высокочастотного тока и соответственно сопротивление потерь. Подробнее о расчете добротности см. В Coil32.
Диэлектрические потери из-за того, что электромагнитная волна, проходящая по катушке, теряет энергию из-за взаимодействия с материалом первой катушки. Эти потери аналогичны потерям в конденсаторах или коаксиальных кабелях и зависят от качества материала (tgδ). Уменьшить эти потери можно применением ребристых формирователей, в результате чего форма витков становится многоугольной, или полного выхода из строя первых.
Потери в сердечнике прямо пропорциональны частоте и мощности, проходящей через катушку, и зависят от материала сердечника.На высоких частотах для уменьшения потерь применяют сердечники с немагнитными латунными вставками или индуктивность катушек с воздушным сердечником без какого-либо катушкообразователя.
.
Потери в экране вызваны тем, что ток, протекающий по катушке индуктивности, индуцирует ток в экране. Для их уменьшения экран должен защищаться дальше от катушки. Диаметр экрана должен превышать диаметр катушки не менее чем в 2,5 — 3 раза. Под действием экрана снижается индуктивность. Степень этого снижения можно оценить с помощью плагина экранаДля однослойных катушек — увеличение размеров, сохранение постоянными значения индуктивности и формы катушки, добротность приблизительно пропорциональна квадратному корню из диаметра катушки.Кроме того, добротность зависит от отношения длины к диаметру намотки и имеет тупой максимум при l / D ≈ 1. Для такого оптимального шага намотки катушки, по существу, равного удвоенному диаметру провода (другими словами, расстояние между витками должен быть равен диаметру проволоки).
Собственная емкость — паразитный параметр индуктивностей катушек, ограничивающий возможности ее применения в первую очередь по частоте, поскольку эта емкость добавляется к емкости LC-цепи.Собственная емкость вместе с собственной индуктивностью катушки образуют LC-контур, резонансная частота которого называется собственной резонансной частотой катушки. Выше этой частоты использование катушки бессмысленно, потому что в данном случае это была емкость. Ясно, что необходимо иметь возможность уменьшить собственную емкость. Минимальную собственную емкость имеют индуктивность однослойной катушки с воздушным сердечником.
В однослойной катушке собственная емкость пропорциональна диаметру обмотки, а также зависит от отношения длины к диаметру обмотки и имеет тупой минимум не менее l / D ≈ 1.Увеличение расстояния между витками снижает индуктивность катушки, а собственная емкость не изменяется.
Собственная емкость индуктивности многослойной катушки намного больше, для ее уменьшения применяют корзино-плетеную обмотку или секционированную обмотку. Проволока, покрытая шелком, также снижает эту емкость.
Выбор формирователей индуктивности катушки в зависимости от диапазона работы и назначения может изготавливаться самыми различными методами и из различных материалов (бумага, пресс-спан, оргстекло, высокочастотная керамика и различная высокочастотная керамика). частотные материалы).Материал формирователя катушки влияет на добротность индуктора. По электрическим характеристикам лучшими, не требовательными к пропиткам и влагостойким покрытиям являются полистиролобразователи. Тогда ухудшением диэлектрических качеств можно назвать следующие материалы для формирователей: высокочастотную керамику, ультра-фарфор, пропитанные трубки из кабельной бумаги.
Для индуктивности катушки в задающих генераторах на первом месте находится параметр температурной нестабильности индуктивности катушки и механической прочности катушки.Таким образом, желательно иметь хорошую добротность. Наивысшими качествами по этим параметрам обладают катушки на сплошном формирователе из высокочастотной керамики с обмоткой, нанесенной методом выжигания серебра в формирователе.
Плоские катушки на плате применяют на высоких частотах для уменьшения габаритных размеров устройства. Для частот 100-150 МГц можно применить стекловолокно, покрытое медной фольгой. Для заземления в таких катушках следует внешний вывод.Если печатная плата двухсторонняя с обратной стороны, противоположной катушке, то не должно быть металлизации.
Подводя итог, можно отметить, что конструкция индуктивности катушки зависит от особенностей устройства, в котором она работает. Однако можно сделать один принципиальный вывод — уменьшение габаритных размеров индуктивности катушки всегда ведет к снижению параметров индуктора и, соответственно, общих параметров устройства, в состав которого он входит. Например, миниатюризация катушек индуктивности во входных каскадах приемника ухудшает его коэффициент подавления частоты изображения.
Проще говоря, что такое индуктор | EAGLE
Можете ли вы назвать тройку пассивных компонентов для электронных устройств? Мы говорим о резисторах (R), конденсаторах (C) и индукторах (L). Это трио составляет основу всех наших электронных устройств, открывая путь к созданию удивительных вещей с такими простыми концепциями. Итак, в то время как резисторы сопротивляются потоку электричества, а конденсаторы изо всех сил стараются удерживать заряд, что вообще делают катушки индуктивности? Этот компонент немного загадочнее других, он использует магию магнетизма.Хотите знать, какие секреты внутри? Давайте выясним!
Как яблоки к яблокам, сорт
Прежде чем мы углубимся в детали индуктора, давайте сначала начнем с того, что нам знакомо. Как и конденсатор, индуктор хранит электрическую энергию. За исключением того, что вместо накопления энергии в электрическом поле, как это делает конденсатор, индуктор накапливает энергию в магнитном поле.
Вся энергия в индукторе хранится в магнитном поле.(Источник изображения)
Когда вы смотрите на трио пассивных компонентов, конденсаторы и катушки индуктивности похожи на братьев-близнецов. Они оба занимаются схожей деятельностью, накапливая энергию, просто у них есть своя уникальная личность и способ выполнения этой работы. Если конденсатор любит поддерживать постоянное напряжение, катушка индуктивности предпочитает поддерживать постоянный ток. Они оба достигают одной и той же конечной цели — накапливать и препятствовать потоку энергии, только по-своему.
В отличие от сложной физической структуры конденсатора, катушки индуктивности немного проще и состоят из простой катушки с проволокой вокруг магнита или даже воздуха.Но почему форма катушки? Если есть что-то, что нужно знать об электромагнетизме, так это то, что при пропускании электрического тока по куску меди создается магнитное поле.
Катушки индуктивностииспользуют это естественное свойство, увеличивая величину магнитного поля с помощью витого провода. Когда ток проходит через медный провод индуктора, вы получаете магнитное поле, которое намного больше и намного сильнее, чем то, которое вы получили бы на прямом пути из меди.
Катушки индуктивности бывают всех форм и размеров, каждый со своим сердечником и медью.(Источник изображения)
Это настоящая красота индуктора. Создавая магнитное поле, вы можете преобразовывать электрическую энергию в магнитную и хранить ее там до тех пор, пока она не понадобится!
Еще одна аналогия с водой для понимания
Теперь, когда вы знаете, что такое индуктор, как именно он работает в цепи? Индукторы работают на основе свойства, называемого индуктивностью, которое представляет собой просто способность хранить некоторое количество энергии в магнитном поле.
Давайте подумаем на простом примере, таком как водяное колесо, чтобы понять, что здесь происходит.Допустим, у вас есть река с плотиной, в русле которой находится водяное колесо, готовое производить электричество. Теперь предположим, что вы открыли этот барьер и направили воду, льющуюся через водяное колесо. Когда он ударяется о колесо, вода сначала замедляется, поскольку водяное колесо работает, чтобы соответствовать скорости воды. Вот здесь и идет процесс «зарядки» индуктора, когда через него проходит ток.
Водяное колесо готово к «зарядке», как и наш индуктор! (Источник изображения)
А затем представьте, что вы решили снова перекрыть реку плотиной.Это водяное колесо будет замедляться плавным, устойчивым темпом, пока снова не остановится. И точно так же, как в индукторе, процесс сжатия магнитного поля при отсутствии тока происходит постоянно, а не сразу.
Звучит достаточно просто, правда? Но какова польза от накопления и высвобождения электрического заряда? Вот несколько примеров:
Сглаживающий ток
Когда вам нужен очень плавный ток для чего-то вроде источника постоянного тока, то магнитное поле в индукторе помогает стабилизировать ток, когда он движется по цепи.И если у вас есть уменьшающийся ток в цепи, который должен оставаться стабильным, вы можете использовать резервы магнитного поля индуктора, чтобы накачать ток обратно до исходного уровня.
Действует как датчик
Вы также найдете индукторы, используемые в светофорах. Поместив катушку индуктивности под дорогу с датчиком, а затем проведя по ней большим металлическим предметом, например, автомобилем, вы добавили сердечник к индуктору, создав большее магнитное поле! Затем датчик в стоп-сигнале может использовать эти данные, чтобы узнать, что вас ждет машина, и поэтому свет изменится.
Ток передачи
Когда вы попадете в более крупное семейство индукторов, вы также обнаружите, что они используются в системах передачи энергии. Здесь они несут ответственность за стабилизацию большого количества тока и обеспечение того, чтобы ток оставался стабильным во время транспортировки.
Существует множество других применений индукторов в электронных устройствах, некоторые из которых зависят от определенного номинала индуктивности, например:
- Индукторы нано-генри .Эти индукторы отфильтровывают очень высокие частоты, и вы обнаружите, что они используются в радиосхемах.
- Дроссели микрогенри . Эти индукторы фильтруют частоты от 50 кГц до нескольких МГц, и вы обнаружите, что они сглаживают напряжения в источниках питания.
- Дроссели Миллигенри . Эти индукторы предназначены для разделения низкочастотных и высокочастотных звуков в схемах кроссовера аудио.
Измерительные индукторы с индуктивностью
Катушки индуктивностиизмеряются через их индуктивность и представляют собой группу сопротивлений, когда нужно пропускать ток.Пока индуктор не получит полный магнитный заряд, они никогда не пропустят ток! Но сколько им нужно заряда? Емкость индуктивности индуктора может определяться несколькими факторами, в том числе:
Проницаемость ядра
Если у вас есть металлический сердечник в катушке индуктивности с низкой проницаемостью, такой как воздух, то вы получите и индуктивность с низкой проницаемостью. А если у вас высокая магнитная проницаемость, например, у железного сердечника, то и индуктивность тоже будет высокой.
Чем выше проницаемость, тем выше индуктивность. (Источник изображения)
Площадь поверхности катушки
Наконец, если вы разделите магнитную катушку пополам и произведете измерение ее общей площади поверхности, то катушка с большей площадью поверхности будет иметь большую индуктивность и магнитное поле.
Чем больше площадь поверхности, тем выше индуктивность. (Источник изображения)
Длина катушки
У вас может быть как можно больше скручиваний в катушке, но если вы растягиваете катушку все дальше и дальше, вы обнаружите, что индуктивность уменьшается.Чем больше длина вашей катушки, тем меньше будет ваше магнитное поле.
Чем дальше вы его растянете, тем меньше индуктивность! (Источник изображения)
Скручивания в катушке
По мере увеличения числа витков и витков в медном проводе увеличивается и индуктивность индуктора. Эта плотность медного провода в катушке индуктора также дает вам гораздо большее магнитное поле.
В вашей катушке больше витков? Вы получите более высокую индуктивность.(Источник изображения)
Все эти коэффициенты индуктивности вместе составляют единицу измерения индуктивности Генри. 1 Генри — это большая индуктивность, поэтому обычно используются более мелкие единицы, например:
Префикс Символ Множитель Степень десяти милли м 1 / 1,000 10-3 микро µ 1/1 000 000 10-6 нано n 1/1 000 000 000 10-9 Поиск индукторов на схеме
Как выглядит один из этих символов индуктивности на схеме? Они удивительно похожи по своей физической форме и организованы на основе своего внутреннего ядра.Обычно вы видите символы индуктивности для воздушных сердечников, железных сердечников и ферритовых сердечников. Посмотрите их ниже:
Некоторые из множества символов индуктивности, которые вы встретите на схеме.
Теперь определить все катушки индуктивности на принципиальной схеме — это одно, но что произойдет, если вы захотите узнать общую величину индуктивности для всех ваших катушек индуктивности? Это просто, и работает он так же, как резисторы. Вот как:
Катушки индуктивности серииКогда у вас есть группа катушек, соединенных последовательно, общая индуктивность — это просто сумма всех индивидуальных индуктивностей:
Параллельные индукторы
А если у вас есть группа катушек индуктивности, соединенных параллельно, то вы можете найти свою общую индуктивность с помощью следующего уравнения:
Заметили сходство? Определение полной индуктивности для ваших катушек индуктивности похоже на определение общего сопротивления для резисторов!
Трио создателей индукторов
Да, когда-то было время, когда магия магнитных полей и промышленных предприятий была полной загадкой для мира науки.Индуктивность была впервые обнаружена еще в 1830 году Майклом Фарадеем. Фарадей наткнулся на свое открытие, обмотав бумажный цилиндр проволокой и соединив концы проволоки с помощью прибора, который мог измерять электрический ток, называемого гальванометром.
Когда магнит входил и выходил из цилиндра, устройство регистрировало небольшой ток, и так родилась теория индуктивности! После этого открытия преподобный Николас Каллан изобрел простую, но прочную катушку индуктивности, и так вошла история.
Но, конечно, нельзя забывать и о нашем дорогом Джозефе Генри, который первым открыл электромагнитное свойство самоиндукции. Он смог измерить, как катушка с проволокой может вызвать изменение напряжения в цепи посредством магнитной силы. Если бы только он опубликовал свои открытия до Фарадея, и сегодня он мог бы быть известен как отец самой индуктивности. Однако Генри продолжал создавать большие и лучшие вещи, такие как электрический дверной звонок и электрические реле.А измерение индуктивности Генри? Он назван в его честь.
Человек, миф, легенда, Джозеф Генри. (Источник изображения)
Гладкий оператор
Когда дело доходит до сглаживания тока в цепи, нет лучшего выбора, чем наш верный старый индуктор. Этот компонент использует силу магнетизма для хранения электрического заряда, формируя основу для некоторых из наших наиболее важных электронных устройств, таких как аудиокроссоверы, источники питания постоянного тока, радиочастотные цепи и многое другое.А когда вы соберете вместе три пассивных компонента, у вас под рукой окажется опасный арсенал электронного волшебства. Эти три элемента составляют основу всех наших крупных электронных изобретений, и без них наш мир никогда не был бы прежним.
У нас есть масса бесплатных библиотек индукторов, которые вы можете использовать в своей электронной конструкции. Попробуйте Autodesk EAGLE бесплатно сегодня!
11+ крупнейших ветряных электростанций и ветроэнергетических сооружений, сокращающих углеродный след
Человечество находится в момент времени, когда мы оглядываемся назад и размышляем о том, что мы сделали с этим миром.
Растущее загрязнение и отравление принесло нашему миру множество страданий. Пришло время перейти на возобновляемые источники энергии. К счастью, страны всего мира пришли к реализации этой общей цели.
Ветер — один из безграничных источников энергии на Земле. Теперь мы построили огромные ветряные электростанции, чтобы использовать энергию ветра, которая в противном случае осталась бы неиспользованной.
Вот некоторые из крупнейших ветряных электростанций, которые вносят существенный вклад в сокращение углеродного следа:
Ветряная электростанция Ганьсу, Китай
Источник: Popolon / Wikimedia CommonsУровень загрязнения в Китае резко вырос за последние несколько лет.По данным ВОЗ, более 1 миллиона граждан Китая умерли преждевременно в результате смертельных токсинов, переносимых по воздуху. Следовательно, Китай начал инвестировать в экологически чистую энергию, чтобы обуздать эту ситуацию.
Ветряная электростанция Ганьсу в Китае является самой большой в мире и способна производить около 7 900 МВт. Чистая выработка энергии обеспечивается 7000 ветряных турбин, расположенных рядами в пустыне Гопи. Эта ветряная электростанция также известна как ветроэнергетическая база Цзюцюань.
К сожалению, более 60% производственных мощностей фермы ежегодно не используются из-за слабого спроса.Гигантская ветряная электростанция способна обеспечить электроэнергией небольшую страну, и ожидается, что к 2020 году ее мощность составит 20 000 МВт.
Ветряная электростанция Маппандал, Индия
Источник: PlaneMad / Wikimedia CommonsЕсли вы не знаете, где Третья по величине ветряная электростанция расположена в Тамил Наду, Индия — Ветряная ферма Маппандал.
На ферме установлено около 3000 турбин, которые производят 1500 МВт чистой энергии. Согласно отчетам о ветроэнергетике, в штате Тамил Наду валовой ветровой потенциал составляет 3050 МВт.
Ветряная электростанция помогла снизить зависимость от ископаемого топлива и в конечном итоге приведет к сокращению выбросов парниковых газов. Правительство планирует расширить инициативу экологически чистой энергии для обеспечения электричеством деревень в Тамил Наду.
Ветряная электростанция Роско, США
Источник: Fredlyfish5 / Wikimedia CommonsВетряная электростанция Роско расположена в Роско, штат Техас. Когда-то это была самая большая ветряная электростанция в мире. Ветряная электростанция раскинулась на площади более 100 000 акров и может легко обеспечить энергией около 265 000 домов!
Интересно, что Техас производит больше энергии от ветра, чем все остальные 25 штатов США вместе взятые! Ветряная электростанция насчитывает около 627 ветряных турбин, общая мощность которых составляет 781.Чистая энергия 5 МВт.
Строительство ветряной электростанции Роско проходило в четыре этапа. Первая очередь в 2008 году состояла из 209 турбин Mitsubishi мощностью 1 МВт. Вторая очередь и была завершена в том же году и включала 55 машин Siemens мощностью 2,3 МВт. Фаза 3 rd была завершена к середине 2009 г. и добавлено 166 турбин GE мощностью 1,5 МВт. И на последнем этапе было добавлено 197 турбин Mitsubishi мощностью 1 МВт.
Центр ветроэнергетики Хорс-Холлоу, США
Техас известен своим ветроэнергетическим потенциалом.Есть большие участки земли в частной собственности, что делает инвестирование в ветроэнергетику привлекательным предложением как для арендодателей, так и для инвесторов.
Центр ветроэнергетики Horse Hollow — седьмая по величине ветровая электростанция с мощностью производства 735 МВт чистой энергии. Ферма расположена на территории в 100 000 акров в округах Нолан и Тейлор, штат Техас. Проект действует с 2009 года. Завершенный в три этапа, ферма состоит из 421 турбины, в том числе 142 GE 1,5 МВт, 130 Siemens 2.Ветровые турбины мощностью 3 МВт и 149 GE мощностью 1,5 МВт.
Джайсалмерский ветропарк, Индия
Источник: Нагарджун Кандукуру / Wikimedia CommonsВетряной парк Джайсалмера, расположенный в районе Джайсалмер в Раджастане, является крупнейшим наземным ветропарком в Индии. Ферма использует ветер Аравийского моря для производства чистой энергии мощностью 1 065 МВт.
В проекте используются различные турбины, поскольку он представляет собой смесь старого оборудования, такого как модели мощностью 350 кВт, с более новыми S9X, которые способны производить две турбины.1 МВт мощности.
Морская ветряная электростанция London Array, Великобритания
Источник: synecdoche / FlickrВетряная электростанция London Array расположена на побережье Соединенного Королевства. Ферма имеет 175 турбин, которые производят 630 МВт чистой энергии, чего достаточно для питания полумиллиона домов в Великобритании. По вместимости он самый большой в Европе. Одна только ферма помогает сократить выбросы CO2 более чем на 925 000 тонн в год.
Наличие оффшорной ветровой электростанции дает некоторые преимущества перед наземными ветряными электростанциями.Одно из них — преимущество более высоких скоростей ветра над водой по сравнению с землей. Также нет ограничений по границам. Единственное ограничение связано с глубиной, на которой находится морское дно. Вот почему многие страны рассматривают оффшорные ветряные электростанции, а не оффшорные.
Ветряная электростанция Фаулер-Ридж, США
Источник: Патрик Финнеган / Wikimedia CommonsВетряная ферма Фаулер-Ридж занимает более 50 000 акров в округе Бентон, штат Индиана, США.Ветряная электростанция принадлежит и управляется совместно Dominion Resources и BP Alternative Energy North America (каждая с долей участия по 50%).
Ферма с 537 ветряными турбинами производит 750 МВт чистой энергии, которая используется для удовлетворения энергопотребления около 200 000 американских домов.
Ветряная электростанция Gemini, Нидерланды
Источник: Korisnik12345 / Wikimedia CommonsНедавно открытая ветряная электростанция Gemini — вторая по мощности оффшорная ветряная электростанция после London Array, построенная в Нидерландах.Ветряная электростанция Gemini способна производить 600 МВт электроэнергии с использованием 150 турбин Siemens SWT -4.0. Проект стартовал в 2015 году и был завершен в 2017 году. Это было в том же году, когда он был сдан в эксплуатацию.
На проект было выделено 2,8 миллиарда в качестве финансирования, но он был завершен с лишними деньгами. Турбины были введены в эксплуатацию в 2016 году и принесли 250 миллионов евро еще до даты ввода в эксплуатацию.
Центр ветроэнергетики Альта, США
Источник: Z22 / Wikimedia CommonsНациональная лаборатория возобновляемых источников энергии США (NREL) вынесла вердикт в отношении зеленой энергии.Исследование, проведенное организацией, пришло к выводу, что к 2050 году США могут производить 80% электроэнергии из возобновляемых источников энергии.
Энергетический центр ветряной электростанции в Альте — это попытка в этом направлении. Он является крупнейшим ветроэнергетическим сооружением в Северной Америке и расположен в горах Техачапи в Калифорнии. Ферма также известна как ветряная ферма Мохаве и занимает территорию в 3200 акров.
Ветряная электростанция в Альте обеспечивает 1548 МВт возобновляемой энергии для SCE (Южная Калифорния, Эдисон) более 25 лет и, по оценкам, к 2040 году достигнет 3000 МВт.Турбины были установлены на высоте от 3000 до 6000 футов над уровнем моря.
Sweetwater Windpower, США
Источник: BBC World Service / FlickrSweetwater Windpower — это 9 -я самая большая ветряная электростанция в мире, расположенная в округе Нолан в США. У него есть 392 ветряные турбины GE, MHI и Siemens, которые производят около 585,3 МВт электроэнергии, поставляемой Austin Energy, CPS и другим.
Ферма, функционирующая с 2003 года, находится в совместной собственности Duke Energy и Infigen Energy и была построена в пять этапов, добавленных до 2007 года.
Ветряная электростанция Buffalo Gap, США
Ветряная электростанция Buffalo Gap — десятая по величине ветряная электростанция в мире, расположенная в Техасе. Ветряная электростанция мощностью 524 МВт была построена в три этапа и использовала 155 турбин GE мощностью 1,5 МВт с системой windCONTROL, а также 74 ветряных генератора Siemens. Функция windCONTROL позволяет регулировать напряжение и мощность в реальном времени, подавая реактивную мощность в сеть, когда это необходимо для стабилизации слабых сетей и регулирования напряжения системы.
Ветряные электростанции Доггер-Бэнк, Северное море
Самая большая в мире оффшорная ветряная электростанция открывается в Доггер-Бэнк в Северном море, побивая предыдущие рекорды, и начнет работать к 2023 году. 16 000 британских домов в следующем году.
Он построен как совместное предприятие SSE и норвежской Equinor. Он уникален тем, что использует турбины мощностью 12 МВт с высотой 260 м, в отличие от традиционных турбин мощностью 8 МВт. Это значительно снизит эксплуатационные расходы этих ферм.
Ветряная электростанция Capricorn Ridge, Техас, США
В Техасе есть много примеров правильного использования ветрового потенциала штата. Ветряная электростанция Capricorn Ridge расположена в графствах Стерлинг и Кокс.
NextEra Energy Resources владеет техасской фермой. Все началось в 2008 году с инвестиций GE Energy Financial Services и JPMorgan Chase, которые заявили, что вложат $ 225 млн в Capricorn Ridge.
На ферме установлено 342 ветряных турбины GE мощностью 1,5 МВт и 65 Siemens 2.Ветряные турбины мощностью 3 МВт общей мощностью 662,5 МВт могут легко обеспечить электроэнергией до 220 000 домашних хозяйств.
Морская ветряная электростанция Walney Extension, Великобритания
Морская ветряная электростанция Walney Extension расположена в Ирландском море, в 19 км от берега острова Уолни, Камбрия.
