Как правильно подготовить паяльник к работе. Какие инструменты и материалы нужны для качественной пайки. Как паять провода, микросхемы и другие электронные компоненты. Основные ошибки при пайке и как их избежать.
Подготовка паяльника и рабочего места для пайки
Перед началом пайки необходимо правильно подготовить паяльник и организовать рабочее место. Это поможет добиться качественного результата и обеспечит безопасность работы.
Для подготовки паяльника выполните следующие шаги:
- Очистите жало паяльника от старого припоя и загрязнений с помощью мелкой наждачной бумаги или напильника.
- Прогрейте паяльник до рабочей температуры (обычно 300-350°C).
- Облудите жало, нанеся на него тонкий слой свежего припоя.
- Протрите жало влажной губкой для удаления излишков припоя.
При организации рабочего места обратите внимание на следующее:
- Обеспечьте хорошее освещение рабочей зоны.
- Подготовьте все необходимые инструменты и материалы.
- Используйте подставку для паяльника.
- Обеспечьте вентиляцию помещения.
- Наденьте защитные очки.
Необходимые инструменты и материалы для пайки
Для выполнения качественной пайки понадобится следующий минимальный набор:

- Паяльник мощностью 25-40 Вт для электроники
- Припой ПОС-61 или бессвинцовый аналог
- Флюс (канифоль или паяльная паста)
- Пинцет
- Кусачки
- Отвертка
- Мультиметр
- Очищающая губка
Дополнительно могут пригодиться:
- Оловоотсос для удаления припоя
- Паяльная станция с регулировкой температуры
- Третья рука или держатель плат
- Увеличительное стекло или микроскоп
Технология пайки проводов
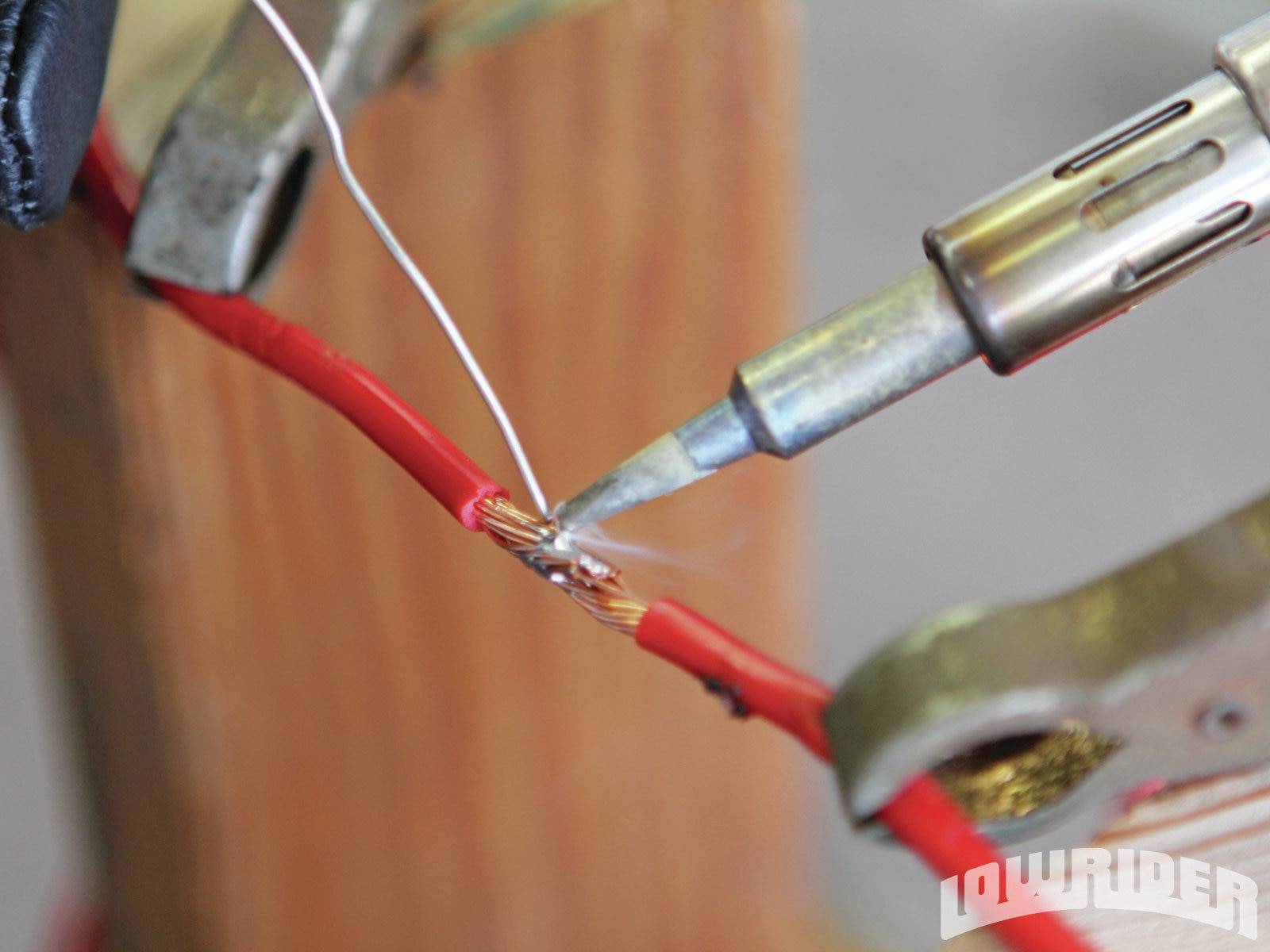
Пайка проводов — одна из базовых операций в электронике. Чтобы правильно спаять провода, выполните следующие действия:
- Зачистите концы проводов от изоляции на 5-10 мм.
- Скрутите жилы проводов между собой.
- Нанесите на скрутку флюс.
- Прогрейте скрутку паяльником.
- Поднесите припой и дождитесь, пока он расплавится и равномерно растечется по проводам.
- Уберите паяльник и дайте соединению остыть.
- Заизолируйте место пайки термоусадочной трубкой или изолентой.
Важно не перегревать провода и использовать минимально необходимое количество припоя.
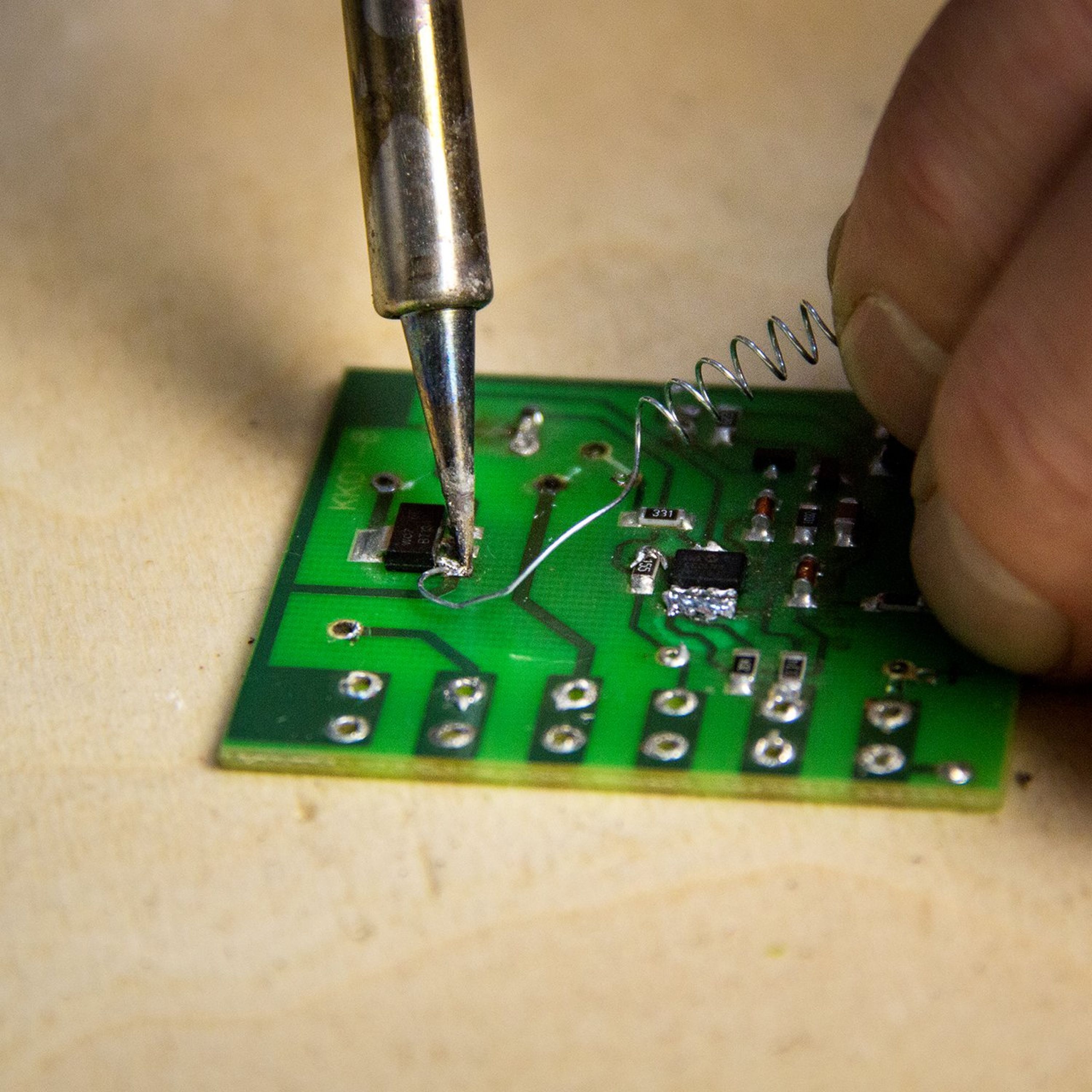
Особенности пайки SMD-компонентов
Пайка SMD-компонентов имеет свою специфику из-за их миниатюрных размеров:

- Используйте паяльник с тонким жалом (0.5-1 мм).
- Работайте на минимальной температуре (300-320°C).
- Наносите припой на контактные площадки, а не на сами компоненты.
- Используйте пинцет для позиционирования компонентов.
- Паяйте выводы по очереди, давая остыть между пайками.
- Удаляйте излишки припоя с помощью оплетки для выпайки.
При работе с SMD желательно использовать увеличительное стекло или микроскоп.
Пайка микросхем и транзисторов
При пайке микросхем и транзисторов важно не допустить их перегрева. Соблюдайте следующие правила:
- Используйте паяльник небольшой мощности (до 25 Вт).
- Ограничьте время контакта паяльника с выводом до 2-3 секунд.
- Паяйте выводы в шахматном порядке для равномерного нагрева корпуса.
- Используйте теплоотвод (например, пинцет) на выводе между корпусом и местом пайки.
- Дайте компоненту остыть между пайкой соседних выводов.
- Для микросхем в корпусах DIP сначала припаяйте угловые выводы.
При пайке полевых транзисторов и микросхем КМОП используйте заземленный паяльник во избежание повреждения статическим электричеством.
Основные ошибки при пайке и способы их устранения
Начинающие радиолюбители часто допускают следующие ошибки при пайке:
- Использование грязного или неочищенного жала паяльника
- Недостаточный или избыточный прогрев соединения
- Применение слишком большого количества припоя
- Использование припоя без флюса
- Механическое воздействие на соединение до полного остывания
Чтобы избежать этих ошибок:
- Регулярно очищайте и облуживайте жало паяльника
- Контролируйте время нагрева (2-3 секунды для большинства соединений)
- Используйте минимально необходимое количество припоя
- Всегда применяйте флюс перед пайкой
- Дайте соединению полностью остыть перед перемещением
Меры безопасности при пайке
Пайка связана с высокими температурами и вредными испарениями, поэтому необходимо соблюдать следующие меры безопасности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки
- Не прикасайтесь к нагретым частям паяльника и свежим паяным соединениям
- Кладите горячий паяльник только на специальную подставку
- Не оставляйте включенный паяльник без присмотра
- Мойте руки после работы с припоем и флюсом
При соблюдении этих простых правил пайка будет безопасной и эффективной.
Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
электрика, сигнализация, видеонаблюдение, контроль доступа (СКУД), инженерно технические системы (ИТС)
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс — сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки — процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
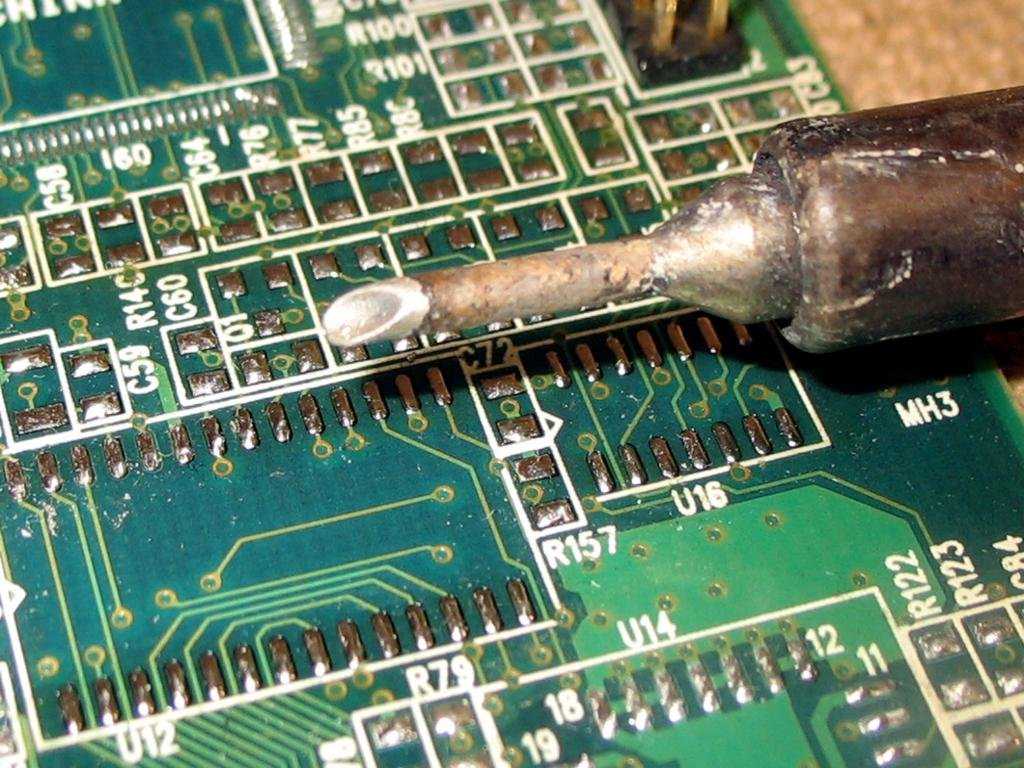
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
| Так выглядит «грязное» жало. Правильно паять таким паяльников весьма затруднительно. | |
| С холодного паяльника снимаем напильником всю грязь до чистой меди (материал жала паяльника — медь). | |
Должно получиться вот так. |
|
| Нагреваем паяльник, последовательно касаясь канифоли и припоя (несколько раз) добиваемся равномерного покрытия рабочей части паяльника припоем. | |
| Результат, достигнув которого можно паять. |
КАК ПАЯТЬ ПРОВОДА
| Зачищаем провод | |
| Плотно скручиваем его жилы (для многожильных проводов). | |
| Предварительно взяв на паяльник припоя, разогреваем канифоль, погружаем в расплав провод, равномерно распределяем паяльником припой по поверхности проводника. | |
| Результатом является облуженый проводник. | |
| Если нужно паять выводы полупроводниковых элементов (транзисторов, диодов и пр.), то, во избежание перегрева кристалла пайку следует производить быстро, используя теплоотвод (пинцет, например). |
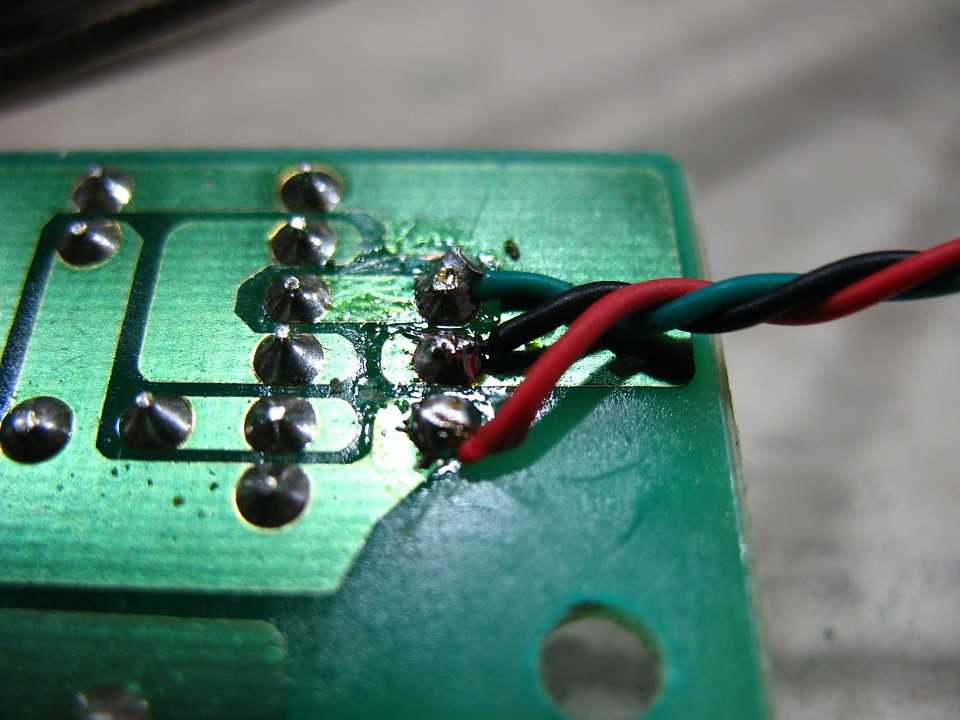
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. |
|
| Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. | |
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
| Слева проводник предварительно накручивается на вывод светодиода, справа — паяется «внахлест». Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2023 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Как правильно паять в домашних условиях
Что нужно для пайки: необходимые составляющие
Все мы знаем, что метод спаивания элементов между собой — один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П — припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Ее нужно просто нанести на изделие и нагреть паяльником.
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паять
При производстве работ нужно помнить о правилах по технике безопасности, соблюдая которые можно предотвратить пожары, различные повреждения, такие как ожоги, а также защититься от негативного воздействия электрического тока.
Прежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
Процесс пайки проводов:
- Убирается изоляция на несколько сантиметров (если диаметр провода большой, то участок тоже должен быть больше)
- Зачищение и обезжиривание жил (если это необходимо)
- Формирование скрутки проводов
- Контакты обрабатываются флюсом
- На жало набирается припой, производится пайка до полного растекания.
 Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости
Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости - Накладывание изоляционного материала.
Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
Как правильно паять микросхемы
В каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол. Он греет плату снизу, а сверху производятся различные действия.
Он греет плату снизу, а сверху производятся различные действия.
Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
Для пайки микросхем могут понадобиться еще такие приспособления как:
- Трафарет – пластина с отверстиями, предназначенными под выводы. Они могут и не пригодиться. Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
- Флюс – о нем уже было много сказано. Самый распространенный флюс – это канифоль в виде куска, но для микросхем он не подойдет. Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.

- Припой – для микросхем лучше использовать в виде проволоки, внутри которой может быть флюс из порошковой канифоли.
В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Итак, разберем пошагово алгоритм:
- Пинцетом немного отгибаются выводы;
- Сама деталь фиксируется неподвижно;
- Набирается немного припоя, погружается в канифоль, присоединяется к нужному элементу.
 Припой распределяется ровным слоем;
Припой распределяется ровным слоем; - Деталь закрепляют и ждут когда затвердеет припой;
- После этого нужно осторожно промыть плату спиртовым раствором
Как правильно паять оловом
Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
- Возможна регулировка температуры нагревания
- Выбранная температура не сбивается, а сохраняется на заданном уровне, жало не перегорает
- Паяльные станции имеют термостойкие жала.
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
Опубликовано: 2020-04-17 Обновлено: 2021-08-30
Автор: Магазин Electronoff
Как припаивать и отпаивать соединения
-
Для начала давайте припаяем крупный компонент к печатной плате с помощью контактных площадок для припоя.
-
С двух контактных площадок уже снят конденсатор. Каждая площадка нагревалась, в то время как конденсатор был отодвинут от платы.
-
Обратите внимание, что отверстия для пайки полностью покрыты припоем. Если открыть эти отверстия, чтобы можно было продеть провод конденсатора, установка значительно упростится.
Редактировать
-
Чтобы открыть отверстие, забитое припоем, нагрейте контактную площадку припоя жалом паяльника. Протолкните расплавленный припой с другой стороны скобой или швейной иглой.
-
В нашем случае мы решили использовать отмычку под прямым углом. Свинцовый припой не будет прилипать к стали, поэтому можно использовать практически любую тонкую сталь.

-
Для проталкивания инструмента через отверстие может потребоваться несколько раз нагрева подушки. Как правило, нагревайте припой ровно настолько, чтобы он расплавился, а затем удаляйте жало паяльника с контактной площадки. Чрезмерный нагрев может повредить электронные компоненты.
Редактировать
-
Когда инструмент полностью пройдет через отверстие, увеличьте отверстие, нагревая верхнюю сторону площадки для пайки, вдавливая инструмент.
-
Теперь оба отверстия для пайки должны быть достаточно открыты, чтобы можно было вставить оголенные выводы компонента.
Редактировать
-
Подготовьте компонент к пайке, удалив излишки припоя с контактов. Контакты должны быть достаточно чистыми, чтобы пройти через отверстия для припоя.
-
Проведите жалом паяльника по длине каждого контакта, чтобы стереть припой с компонента. Очищайте кончик утюга между движениями, протирая его влажной губкой.
-
Чрезмерный нагрев может повредить компоненты, поэтому не прикладывайте паяльник к компоненту на длительное время.
Редактировать
-
Вставьте контакты в и через отверстия, сделанные в площадках для пайки.
-
Для облегчения пайки слегка согните контакты, выступающие из отверстий, чтобы они держались на месте.
Редактировать
-
Для пайки каждого соединения:
 org/HowToDirection»>
org/HowToDirection»>
Поместите жало паяльника на контактную площадку.
-
Наплавьте на контактную площадку столько припоя, чтобы контактный провод конденсатора надежно удерживался на месте.
-
Удалите и припой, и жало паяльника из соединения, как только припой расплавится на контактную площадку.
Редактировать
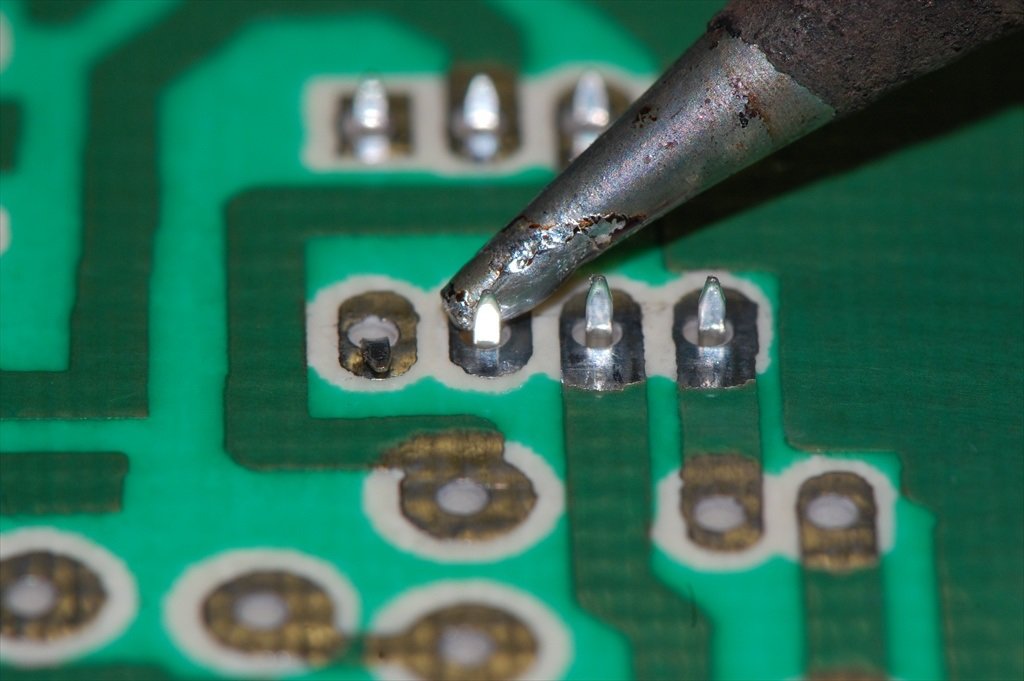
-
Далее мы рассмотрим умеренно сложный процесс пайки. В нашем случае мы будем припаивать очень тонкие и тонкие выводы к печатной плате с помощью маленьких контактных площадок.

-
Маленькие электронные компоненты, включая провода, не могут рассеивать тепло так же быстро, как более крупные компоненты. Это делает их очень восприимчивыми к перегреву. Обязательно нагревайте соединение достаточно долго, чтобы расплавить припой.
-
Выводы были удалены с контактных площадок для пайки путем нагревания стыка на верхней стороне платы при вытягивании выводов с помощью пинцета.
Редактировать
-
Обычно припой закрывает некоторые отверстия через контактные площадки на плате.
 Открытие этих отверстий значительно упрощает пайку.
Открытие этих отверстий значительно упрощает пайку. -
Откройте отверстия через площадки для пайки, прижав выпрямленную скобу к блокировке, одновременно нагревая ту же площадку с другой стороны платы.
-
Инструмент из третьих рук (или друг) может сильно помочь в этой процедуре.
Редактировать
-
После очистки всех отверстий вставьте оголенные концы проводов с помощью пинцета.
 org/HowToDirection»>
org/HowToDirection»>
Чтобы провода оставались на месте, может быть полезно сначала согнуть выводы батареи, придав им окончательную форму, а затем вставить зачищенные концы в отверстия.
Редактировать
-
Для пайки каждого соединения:
-
Поместите жало паяльника на контактную площадку.
-
Расплавьте ровно столько припоя на площадке для пайки, чтобы контактные выводы прочно держались на месте.
 org/HowToDirection»>
org/HowToDirection»>
Удалите и припой, и жало паяльника из соединения, как только припой расплавится на контактную площадку.
Редактировать
-
В последнем разделе выводы батареи будут припаяны к контактным площадкам для поверхностного монтажа. Соединения такого типа труднее паять, потому что провод не имеет твердой точки крепления (например, сквозного отверстия), чтобы удерживать его на месте во время пайки.
-
Чтобы выпаять соединение, поместите фитиль припоя поверх существующего шарика припоя и нажмите на фитиль припоя паяльником.
 org/HowToDirection»>
org/HowToDirection»>
Когда припой расплавится и попадет в фитиль, снимите фитиль с соединения.
-
Повторите ту же процедуру для остальных отведений.
-
Когда участок фитиля пропитается припоем, его следует обрезать и выбросить.
Редактировать
-
Мы рекомендуем очищать контактные площадки для поверхностного монтажа мягкой тканью, губкой или зубной щеткой и небольшим количеством медицинского спирта.
 org/HowToDirection»>
org/HowToDirection»>
Чтобы наплавить небольшую каплю припоя на каждую контактную площадку:
-
Поместите жало паяльника на контактную площадку.
-
Расплавьте припой так, чтобы он образовал купол на верхней части контактной площадки.
-
Удалите и припой, и жало паяльника с площадки для пайки, как только припой расплавится на площадке.
Редактировать
Редактировать
 org/HowToDirection»>
org/HowToDirection»>
Чтобы припаять новые выводы к плате, поместите оголенный конец одного вывода на шарик припоя на соответствующей площадке для пайки.
-
Надавите жалом паяльника на шарик припоя, пока он не расплавится.
-
Вставьте открытый конец провода в жидкий припой, пока он не окажется в центре шарика, затем выньте паяльник.
-
Продолжайте с другими соединениями таким же образом, обращая особое внимание на то, чтобы не спаять две контактные площадки вместе.
Редактировать
Автор
с 19 другими участниками
Значки: 47
+44 еще значка
Выбор контактов: пайка или обжим?
Выбор правильных контактов не всегда прост, особенно если у вас нет инженеров, специализирующихся на проектах межсоединений. Быстрый ответ на вопрос: ни то, ни другое. В одних случаях один будет более подходящим, а в других — нет. В этом руководстве объясняются ключевые факторы, которые необходимо учитывать при принятии решения о том, какое решение будет наиболее подходящим для вашего проекта.
Быстрый ответ на вопрос: ни то, ни другое. В одних случаях один будет более подходящим, а в других — нет. В этом руководстве объясняются ключевые факторы, которые необходимо учитывать при принятии решения о том, какое решение будет наиболее подходящим для вашего проекта.
СЦЕНАРИЙ 1: Когда у вас нет выбора
Вероятно, самый простой случай, во многих ситуациях вам не нужно будет выбирать, потому что выбор будет навязан. Это относится к аэрокосмическим и оборонным стандартам, где большую часть времени контакты должны быть обжаты.
Обжимные контакты могут подвергаться механической обработке или штамповке, а также формоваться контакты припаяны).
ДЕТАЛИ СПЕЦИФИКАЦИЯ СОЕДИНИТЕЛИ, ЭЛЕКТРИЧЕСКИЕ, КРУГЛЫЕ, МИНИАТЮРНЫЕ, ВЫСОКОЙ ПЛОТНОСТИ, БЫСТРОЕ РАЗЪЕДИНЕНИЕ (ШТЫКОЕ, РЕЗЬБОВОЕ И ЗАДНЕЕ СОЕДИНЕНИЕ), УСТОЙЧИВЫЕ К ОКРУЖАЮЩЕЙ СРЕДЕ, СЪЕМНЫЕ ОБЖИМНЫЕ И ГЕРМЕТИЧНЫЕ КОНТАКТЫ ДЛЯ ПРИПОЯ, ОБЩИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ
MIL-DTL-26482 : Этот стандарт охватывает две разные версии: серия 1 и серия 2.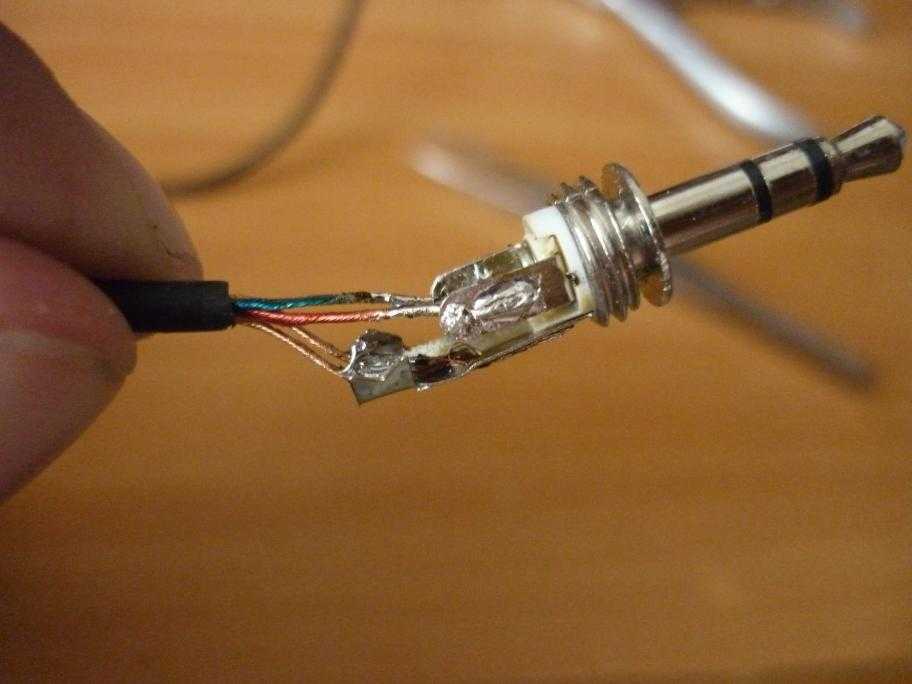 Оба подразделяются на различные спецификации, которые определяют, является ли контакт Тип должен быть припой или обжим.
Оба подразделяются на различные спецификации, которые определяют, является ли контакт Тип должен быть припой или обжим.
Серия 1, припой: MS3110, MS3111, MS3112, MS3113, MS3114, MS3116, MS3119
Серия 1, обжим: MS3120, MS3121, MS3122, MS3124, MS3126, MS3127, MS3128
0017 Series 2, solder: MS3440, MS3442, MS3443, MS3449Series 2, crimp: MS3470, MS3471, MS3472, MS3473, MS3474, MS3475, MS34776, MS3477, MS3479
(source: EverySpec.com)
Note : в случае герметичных разъемов стандартными являются контакты под пайку, поскольку они несъемные (заключены в стекло).
Стандарты часто могут определять, какой тип контакта вам нужен, и вполне вероятно, что если вы находитесь в такой ситуации, вы уже знаете, какие контакты и разъемы вам нужны. Они распространены в аэрокосмической и оборонной промышленности, а также в железнодорожном транспорте и для некоторых станков.
СЦЕНАРИЙ 2: Когда у вас есть выбор
Контакты для пайки имеют сзади маленькие емкости для пайки. Обычно они предварительно установлены в разъёмах
Обычно они предварительно установлены в разъёмах
Вот тут всё интереснее; если у вас есть выбор, это означает, что вам нужно будет выбрать тип прекращения контакта, наиболее подходящий для вашего приложения. Наша команда технической поддержки сравнивает различные преимущества и недостатки обоих вариантов, а также соединители с винтовыми клеммами, которые доступны для определенных линеек продуктов.
|
|
ПРЕИМУЩЕСТВА |
НЕДОСТАТКИ |
|---|---|---|
|
Припой |
Требуется минимальный набор специальных инструментов (паяльник) Может подключать контакты, которые уже установлены в разъеме Достойная устойчивость к вибрации |
Процесс выделяет тепло в контактах, разъеме и даже в кабеле, что потенциально может вызвать проблемы (если температура поднимается выше рабочих пределов вставки). Более чувствителен к коррозии (добавление другого металла) Механически более чувствителен к вибрации и изгибу (более хрупкий) Из-за качества пайки могут возникнуть многочисленные проблемы с качеством (например, холодная пайка) Требуется припой, соответствующий требованиям RoHS (большинство припоев содержат свинец, запрещенный RoHS)
|
|
Обжим |
Высокая устойчивость к вибрации Процесс обжима простой, быстрый и воспроизводимый Может быть ручным или автоматическим (подача в обжимную машину) |
Требуется специальный инструмент для контактов Ствол и кабель должны совпадать – по размеру и по конструкции (монофиламент или многожильный). |
|
Винтовое соединение |
Сборка и заделка не требуют специальных инструментов Можно собирать и разбирать для модификации или ремонта кабелей и компонентов. |
Не подходит для условий с высокой вибрацией и ударами. Ствол и кабель должны совпадать – по размеру и по конструкции (монофиламент или многожильный). |


Обжим обычно предпочтительнее из-за его высокой надежности, особенно в суровых условиях. Паяные контакты будут более уязвимы к коррозии и будут менее гибкими, когда дело доходит до вибрации и изгиба. Обжим также можно автоматизировать очень быстро и эффективно, если у вас есть обжимные машины, в которые подаются контакты, или даже если это делается вручную. Однако установка является дорогостоящей и имеет смысл для больших объемов.
Для тяжелых условий эксплуатации, требующих меньших объемов (и герметичных емкостей), пайка предлагает более гибкий подход, хотя промышленный процесс менее удобен.
Наконец, винтовое соединение — лучший вариант, если вам требуется установка в полевых условиях. Это менее механически надежный вариант, но для некоторых приложений, где это не требуется, это решение является удобным и гибким.
