Как правильно измерять штангенциркулем внешние и внутренние размеры. Какие бывают виды штангенциркулей. Из каких частей состоит штангенциркуль и как они работают. Как избежать ошибок при измерениях штангенциркулем.
Что такое штангенциркуль и для чего он нужен
Штангенциркуль — это универсальный измерительный инструмент, который позволяет с высокой точностью измерять линейные размеры. С его помощью можно определить:
- Внешние размеры предметов
- Внутренние размеры отверстий
- Глубину отверстий и пазов
- Расстояния между поверхностями
Штангенциркуль широко применяется в машиностроении, приборостроении, строительстве и других областях, где требуются точные измерения. Его используют как профессионалы, так и любители для бытовых нужд.
Из каких частей состоит штангенциркуль
Основные элементы конструкции штангенциркуля:
- Штанга — основная линейка с миллиметровыми делениями
- Рамка — подвижная часть, перемещающаяся по штанге
- Губки — измерительные поверхности для внешних и внутренних измерений
- Нониус — дополнительная шкала на рамке для точных измерений
- Глубиномер — стержень для измерения глубины
- Зажимной винт — для фиксации рамки
Все эти части работают вместе, позволяя выполнять разнообразные измерения с высокой точностью до 0,1 или даже 0,05 мм.

Виды штангенциркулей
Существует несколько основных видов штангенциркулей:
По типу отсчетного устройства:
- Нониусные (ШЦ) — классические с нониусной шкалой
- Циферблатные (ШЦК) — со стрелочным циферблатом
- Цифровые (ШЦЦ) — с электронным дисплеем
По конструкции:
- ШЦ-I — с двусторонним расположением губок
- ШЦ-II — с рамкой микрометрической подачи
- ШЦ-III — с односторонним расположением губок
Также штангенциркули различаются по длине штанги, точности измерений и материалу изготовления. Для бытового использования обычно достаточно стандартного нониусного штангенциркуля с точностью 0,1 мм.
Как правильно измерять штангенциркулем
Чтобы получить точные результаты, необходимо соблюдать правильную технику измерений:
Измерение внешних размеров:
- Раздвиньте губки шире измеряемого предмета
- Поместите предмет между внешними губками
- Плавно сдвигайте рамку, пока губки не коснутся предмета
- Зафиксируйте рамку зажимным винтом
- Считайте показания по основной и нониусной шкалам
Измерение внутренних размеров:
- Сведите губки и введите их в отверстие
- Плавно раздвигайте губки до касания стенок отверстия
- Зафиксируйте рамку и считайте показания
Измерение глубины:
- Установите штангенциркуль на край отверстия
- Выдвигайте глубиномер до касания дна
- Зафиксируйте и считайте показания
При всех измерениях важно не применять чрезмерных усилий, чтобы не повредить инструмент и не исказить результаты.
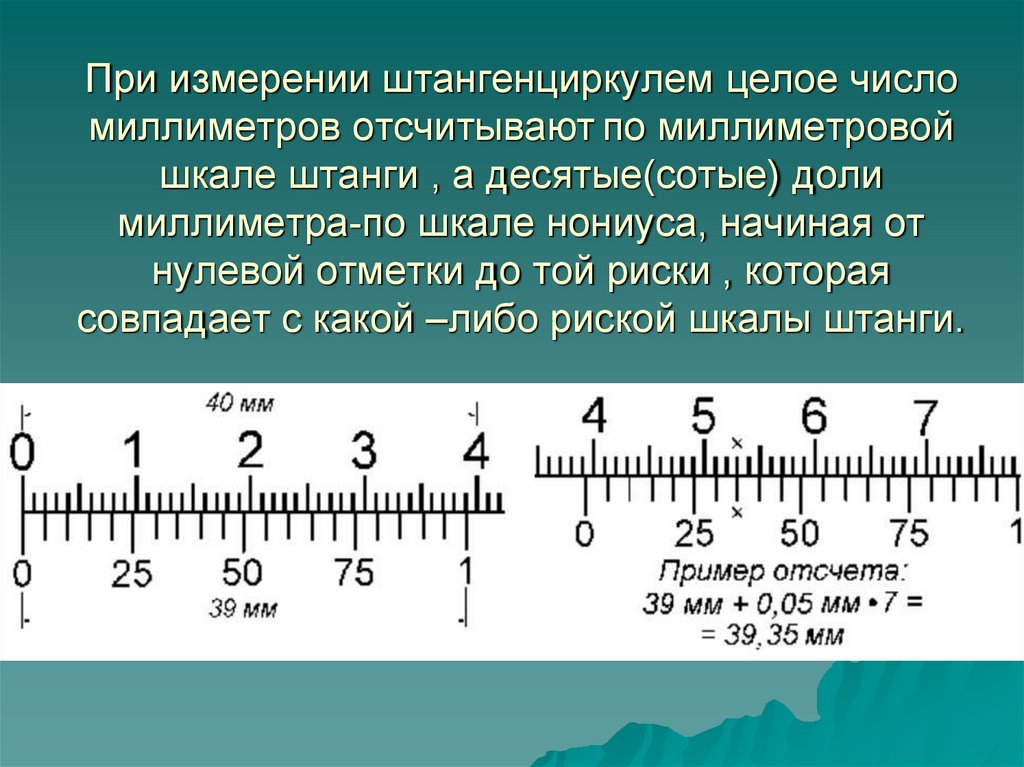
Как читать показания штангенциркуля
Считывание результатов измерений штангенциркулем происходит в два этапа:
- По основной шкале на штанге определяем целое число миллиметров
- По нониусу уточняем десятые доли миллиметра
Например, если нулевая отметка нониуса находится между 24 и 25 мм на основной шкале, а 4-я риска нониуса совпадает с риской основной шкалы, то результат будет 24,4 мм.
В цифровых штангенциркулях показания сразу отображаются на дисплее с заданной точностью.
Типичные ошибки при измерениях штангенциркулем
При работе со штангенциркулем важно избегать следующих распространенных ошибок:
- Чрезмерное усилие при измерении, вызывающее деформацию
- Перекос инструмента относительно измеряемой детали
- Неправильное считывание показаний нониуса
- Измерение на скругленных участках детали
- Работа загрязненным инструментом
Соблюдение правильной техники и аккуратность позволят получать точные результаты измерений.
Уход и хранение штангенциркуля
Для сохранения точности штангенциркуля важно правильно за ним ухаживать:
- Протирайте инструмент после использования мягкой тканью
- Храните в сухом месте в защитном чехле или футляре
- Периодически смазывайте подвижные части легким маслом
- Оберегайте от падений и ударов
- Не допускайте попадания абразивных частиц на измерительные поверхности
При правильном обращении качественный штангенциркуль может служить долгие годы, сохраняя высокую точность измерений.
Выбор штангенциркуля для домашнего использования
Для бытовых нужд рекомендуется выбирать штангенциркуль по следующим критериям:
- Диапазон измерений 150-200 мм
- Точность 0,1 мм (достаточно для большинства задач)
- Наличие внутренних и внешних губок
- Глубиномер для измерения глубины отверстий
- Удобная конструкция и четкие шкалы
- Качественные материалы (нержавеющая сталь)
Для редкого использования подойдет недорогой механический штангенциркуль. При частой работе стоит присмотреться к электронным моделям с цифровым дисплеем.
Как пользоваться штангенциркулем: tvin270584 — LiveJournal
Ни одно строительство или даже мелкий ремонт невозможно провести без измерительных приборов. Традиционно ими являются рулетки или линейки. Однако часто возникают ситуации, когда только ими не обойтись. Например, когда мастеру сантехнику требуется измерить внутренний диаметр какого-то отверстия или трубы, наружный размер, глубину отверстия и прочее, особенно если требуется высокая точность. Или как узнать диаметр сверла, если маркировка на нем стерлась от времени? Ничего другого не остается, кроме как использовать штангенциркуль.
Конструкция штангенциркуля
Штангенциркуль отличается универсальным применением, так как данный прибор способен с высокой точностью измерить внутренние и внешние линейные размеры. Из-за своей простоты и легкости применения данный инструмент довольно распространен в бытовом использовании.Штангенциркуль типа ШЦ-1 состоит из: 1 — Штанги; 2 — Рамки; 3 — Измерительной шкалы; 4 — Верхних губок; 5 — Нижних губок; 6 — Глубиномера; 7 — Шкалы нониуса; 8 — Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками.
Каждая модель штангенциркуля отличается наличием определенной маркировки, которая в свою очередь определяет функциональные возможности механизма. Предлагаем ознакомиться с основными разновидностями штангенциркулей:
- шц-1 — инструмент на котором с двух сторон расположены губки, которые позволяют проводить измерения как внутреннего, так и наружного и глубинного характера;
- шцк — на данном приборе также имеется круговая шкала, для считывания данных показаний следует смотреть на стрелку, соединенную со штангой, данный механизм более удобен и прост в работе, а его конструкция повышает скорость считывания измерений;
- шцт-1 — на данном инструменте губки расположены в одностороннем порядке, однако, замеры выполняются как внутри, так и снаружи приборов;
- шцц — этот прибор отличается наличием цифровой индикации.
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Как измерять штангенциркулем
Первый этап работы с данным инструментом основывается на фиксации детали в нужном положении. Далее необходимо провести проверку инструмента, свести губки на ноль и осмотреть точность их соединения. Между губками не должно быть просвета.
В работе следует проявлять особую осторожность, так как губки отличаются наличием острых краев, существует риск пораниться, при неправильном обращении с прибором.
Существует три варианта измерений с помощью штангенциркуля:
- Наружные параметры предмета. Для измерения внешних параметров детали, достаточно установить ее между двумя губками. Рекомендуется удерживать прибор в правой руке, а деталь в левой. После установки губок по краям от детали, они прижимаются к ней. Для фиксации результатов используется специальный винт, который закручивается двумя пальцами. Перед тем как вытащить предмет из прибора, убедитесь в том, что деталь расположена правильно по отношению к прибору, а перекосы отсутствуют. Кроме того, правильность расположения детали констатируется тем, что вытаскивая ее из штангенциркуля, она легко проходит между губками, контактируя с ними.

- Внутренние параметры детали. Для того, чтобы измерить деталь внутри, используют губки, имеющие острые края. Они располагаются внутри детали, далее следует их развести. При этом, губки должны плотно соприкасаться со стенками детали. После фиксации результатов деталь извлекается и производится снятие мерок.
- Как определить глубину детали. Для того, чтобы измерить деталь в соотношении с ее глубиной, следует установить во внутрь предмета специальный элемент штангенциркуля, который называется глубиномером. Далее, губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений.
Дальнейшие действия связаны со считыванием показаний. Наиболее сложными на данном этапе являются штангенциркули с нониусными элементами измерения. Для определения показаний на данном инструменте установите его непосредственно перед собой. Учтите, что расположение прибора сбоку от глаз, приведет к неточности в измерениях.
Независимо от типа измерений: внешнего внутреннего или глубинного, размеры считываются в одном и том же порядке. На поверхности шкалы имеется участок в виде небольшого скоса. В данном случае, с его помощью удается сопоставить нониус и основную шкалу. В зависимости от расположения данных элементов штангенциркуля определяется размер детали.
Для начала, следует записать показатели в миллиметрах. Затем следует определить количество долей и умножить их на значение каждой доли. Полученное значение будет результатом как внутреннего, так и внешнего или глубинного измерения детали.
На рисунке показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
Если в процессе работы использовался стрелочный штангенциркуль, то для того, чтобы считать с него показатели, следует осмотреть шкалу прибора, определить показатели на ней и умножить полученное число на интервал между обозначениями, указанный в технических параметрах прибора.
Цифровые устройства отображают показатели непосредственно на дисплее в любом удобном формате.
После завершения работы для очищения штангенциркуля используйте ветошь, следует обезжирить инструмент, раздвинуть губки, ослабить их зажим и установить в чехол. При длительном хранении инструмента и его нечастом использовании, следует обработать его с помощью антикоррозийного раствора.
Проведение разметочных операций
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка «ZERO». Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Видео
В сюжете — Как пользоваться штангенциркулем (измерение и настройка)
В сюжете — Считывание результатов по нониусной шкале
В продолжение темы посмотрите также наш обзор Почему у измерительных рулеток всегда болтается зацеп
Источник
https://santekhnik-moskva.blogspot.com/2022/12/Kak-polzovatsya-shtangentsirkulem.html
пошаговая инструкция. Как выбрать штангенциркуль для работы домашнего мастера Составные части штангенциркуля
Штангенциркуль получил название благодаря основному элементу своего корпуса – штанге, а вот привычный нам циркуль немного далек от этого инструмента своим устройством. Разобраться в предмете, полном загадок, постараемся с помощью данной статьи, рассмотрим его устройство и принцип работы.
Устройство штангенциркуля – основные узлы и их назначение
Устройство штангенциркуля внешне не кажется сложным, но его части так компактно и оптимально составлены, что делают это приспособление простым и удобным в использовании. А умеет оно немало, причем измерения, которые выполняются с его помощью, очень важны во многих сферах промышленности и строительства. При использовании штангенциркуля мы получаем линейные размеры предметов, как внешние, так и внутренние. А точность, которая в некоторых моделях достигает завидного уровня, делает этот простой инструмент все более востребованным.
Назначение штангенциркуля – измерение длины, диаметров, глубины, а вот что обеспечивает эту возможность, разберем на примере самого простого вида этого приспособления. Основным узлом является линейка, которая и называется штангой, давая часть названия инструменту. Деления на ней обычно равны 1 мм, а общая длина обычно составляет 15 см, но отдельные модели могут быть длиннее. Линейка определяет максимальный размер, который сможет измерить данный инструмент
. А значит, максимальная длина или диаметр предмета должен быть не более 15 см.
На конце линейки находятся губки, вернее их половинки, а вторые половинки расположены на подвижной рамке, которая перемещается по линейке, отмеряя размер обследуемого предмета. Губки есть внутренние и внешние, у первых резцы смотрят наружу, у вторых – друг на друга. Следовательно, первые вставляются в предмет и раздвигаются, чтобы зафиксировать внутренний геометрический параметр, а вторые раздвигаются широко, а потом сближаются, чтобы зафиксировать исследуемый предмет между собой. Чтобы точно снять размер или перенести его на другую поверхность, подвижная рамка может фиксироваться специальным винтом, который находится на ней же.
На основной линейке мы можем посмотреть целочисленное значение искомого размера, а вот уточнить результат поможет нониусная шкала, которая нанесена на нижнюю часть рамки, чтобы быть ровно под основной разметкой линейки. На нониусе имеется десять делений, каждое из которых отмеряет 1,9 мм, вся шкала 1,9 см длиной. Это параметры обычного хозяйственного штангенциркуля, на других моделях это соотношение меняется. Найдя деление нониуса, которое совпадает с каким-либо делением основной шкалы, можно уточнить искомое значение до десятых долей миллиметра. Пользование штангенциркулем не ограничивается внутренним и внешним размером, можно отмечать и глубину отверстий, для этого имеется хвостик, который выдвигается из линейки. Это шкала глубиномера.
Штангенциркуль – классификация и маркировка
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам. Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули
. В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений.
Как измерять штангенциркулем – инструкция для начинающих
Большинству технически развитых людей интуитивно понятно, как пользоваться штангенциркулем, поэтому мы тезисно напомним основные моменты.
Как измерять штангенциркулем – пошаговая схема
Шаг 1: Закрепление детали
Проверьте сначала инструмент на исправность, для этого сведите губки без детали к нулю, посмотрите на просвет, насколько правильно они соединились, а также гляньте на шкалу, совпали ли нули на двух шкалах. После положительного результата можно приступить к работе с деталью. Удобнее всего работать в тех случаях, когда инструмент находится у вас в правой руке, а измеряемая деталь – в левой, либо вовсе неподвижно закреплена где-нибудь. Если вы левша, то соотношение, конечно, обратное. Для измерения внешнего размера разведите губки штангенциркуля, поместите между ними предмет и соедините их. Они должны упереться в края обследуемой детали. Если она твердая, можно слегка сжать губки для плотного прикосновения. Если же деталь мягкая, не делайте этого, результаты будут искаженными.
Усилие контролируется просто, если попробовать сдвинуть губки относительно предмета, то они должны делать это неохотно, но если нужно еще и усилие для этого, то вы явно пережали.
Перемещать рамку удобнее большим пальцем правой руки, остальными придерживая штангу. Проверьте положение штангенциркуля относительно предмета, нет ли перекосов (губки должны быть на одинаковом расстоянии от края предмета с обеих сторон), лучше поднять конструкцию на уровень глаз. Чтобы яснее видеть, левой рукой предмет лучше держать в плоскости за инструментом, а не перед. Теперь аккуратно следует закрутить крепежный винт, указательным и большим пальцем, остальные же должны продолжать держать штангу. Когда значение зафиксировано, деталь можно отложить и приступить к изучению следующего этапа, как измерить штангенциркулем полученное число.
Шаг 2: Снимаем значение
Считывать показания лучше всего тоже на уровне глаз. Первым делом записываем значение главной шкалы, т.е. целочисленное. Для этого ищем штрих на основной штанге, который расположился ближе всего к нулевому значению нониуса, это и есть целое число миллиметров. Можно запомнить, а можно где-то пометить себе на черновике. Теперь ищем на нониусе штрих, который ближе всего к его нулю, но еще и точно совпадает с каким-нибудь делением на штанге. Его порядковый номер следует умножить на цену деления используемого нониуса (как правило, 0,1 мм). Если не уверены, что знаете это значение, посмотрите в паспорте данного штангенциркуля.
Теперь дело за малым, просто следует суммировать эти числа, и результат готов. Например, по штанге у вас было значение 35 мм, а по нониусу насчитали еще 4 деления, тогда общее значение равно 35,4 мм (3,54 см). После работы инструмент протирают (обезжиривают), чуть-чуть раздвигают губки (на пару мм), ослабляют зажим и укладывают в чехол. Если хранение планируется длительное, то можно смазать его против коррозии.
Как вы увидите из этой статьи, модификация электронного цифрового штангенциркуля очень простая процедура, но она должна быть выполнена аккуратно, чтобы не повредить инструмент. Конструкцией электронного штангенциркуля предусмотрены 4 специальных контакта. Эти контакты, например, можно использовать для подключения внешнего источника питания, контроля функций и т. д.
Назначение контактов следующее(слева на право): отрицательная клемма, данные, часы и положительная клемма.
Для активации скрытых опций электронного цифрового штангенциркуля необходимо соединить контакты 2 и 4 вместе.
Возможно разные электронные штангенциркули имеют некоторые различия, но в целом их модификация проводится аналогично.
Первый шаг в доработке – поиск винтов, скрепляющих корпус. На нашем штангенциркуле они расположены под пластиковой наклейкой. Их расположение видно на фотографии.
После открытия пластикового корпуса, содержащего печатную плату, дисплей и несколько металлических элементов, необходимо открутить несколько винтов для извлечения печатной платы.
Следует соблюдать особую осторожность при обращении с печатной платой и дисплеем.
Дисплей подключен к печатной плате, посредством токопроводящей резиновой прокладки. Постарайтесь не отсоединить дисплей от платы, поскольку в этом случае при сборке будет довольно трудно выровнять соединения. А при неправильном расположении возможно самопроизвольное отключение дисплея и появление на нем странных символов.
После извлечения печатной платы электронного штангенциркуля, мы получаем доступ к нужным контактам.
Теперь можно припаять 2 тонких провода (чем тоньше, тем лучше). Один припаять к контакту номер 2, а другой к контакту номер 4.
Для замыкания этих клемм лучше всего использовать микрокнопку, например от старой компьютерной мыши. Выводы кнопки нужно согнуть под углом 90 º (как на картинке), чтобы она плотно вошла в слот и, следовательно, прочно удерживалась на месте.
После припаивания проводов, сборка электронного цифрового штангенциркуля осуществляется в обратном порядке. После сборки из гнезда должны торчать, припаянные провода.
После этого припаиваем кнопку и помещаем ее в слот.
Так как ножки кнопки были предварительно согнуты, они подпружинивают кнопку и она прочно удерживается на месте. Вот как это выглядит.
При нажатии новой кнопки, мы получаем доступ к некоторым режимам, которые ранее были не доступны.
При первом нажатии кнопки, электронный штангенциркуль переходит в режим быстрого чтения (FT), при нажатии кнопки «ZERO», мы можем заморозить измеренное значение (Н).
При повторном нажатии кнопки, электронный штангенциркуль войдет в режим минимального значения (MIN). В этом режиме на дисплее отображается самое минимальное измеряемое значение.
Если снова нажать кнопку «ZERO», снова перейдем в режим фиксации измеренного значения (H).
Голосов)
Расширение технических возможностей штангенциркуля.
Штангенциркуль — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Предлагаю свою самоделку, расширяющую возможности этого замечательного инструмента, а именно: рисование окружностей до 28 сантиметров в диаметре. Согласитесь, ведь очень удобно иметь два инструмента в одном! Доработка потребует минимум времени и затрат.
Нам потребуется: автоматический выключатель, карандаш, канцелярская скрепка, клеммная колодка, дюбель, пара болтиков.
Для начала просверливаем штангенциркуль в трёх местах: два отверстия на штанге и одно на нониусе. Отверстия равны 4 мм.
Из ненужного автоматического выключателя извлекаем контактный зажим, а из клеммной колодки — внутреннюю металлическую часть.
Собираем нашу конструкцию: крепим колодку на штанге, а зажим с вставленным в него карандашом на нониусе, для фиксации вставляем часть скрепки.
Расстояние между остриём дюбеля и грифелем карандаша у меня получилось ровно один сантиметр. В дальнейшем этот сантиметр мы и будем прибавлять к радиусу нужной нам окружности, которую хотим начертить. Например, нам нужно начертить окружность радиусом 10 см. Выставляем на шкале штангенциркуля 9 см. и мысленно прибавляем ещё один сантиметр.
К атегория:
Помощь рабочему-инструментальщику
Проверка и ремонт штангенинструментов
Неисправности штангенинструментов и их проверка.
Наиболее характерными неисправностями штангенинструментов, в результате которых нарушается точность показаний, являются: износ измерительных поверхностей и затупление острых концов губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; ослабление пружины; износ резьбы винта и гайки микрометрической подачи и ряд других. п Показания штангенинструментов с величиной отсчета и 0,05 мм проверяют с помощью концевых мер длины 2-го класса точности (6-го разряда), а с величиной отсчета 0,1 мм — концевыми мерами длины 3-го класса.
Перекос подвижной губки относительно неподвижен выявляется также с помощью концевой меры длины.
Установив в двух крайних положениях концевую меру, снимают показания и по их разности судят о величине непараллельности измерительных поверхностей, вызванной перекосом подвижной губки.
Износ измерительных поверхностей определяют по величине несовпадения нулевых штрихов шкал штанги и нониуса при плотно сдвинутых губках. Для штанген-инструментов с величиной отсчета 0,02 и 0,05 мм просвет между измерительными поверхностями не должен превышать 0,003 мм, а для штангенинструментов с величиной отсчета 0,1 мм — 0,006 мм. На рис. 79,6 показано, как с помощью концевых мер и лекальной линейки можно на глаз определить величину просвета между измерительными поверхностями.
Рис. 1. Проверка штангенциркулей.
Схема проверки износа рабочих поверхностей губки для внутренних измерений приведена на рис. 1, е. Между губками для наружных измерений помещают концевую меру, а затем с помощью другого штангенинст-румента проверяют расстояние между губками для внутренних измерений. Это расстояние должно быть равно размеру концевой меры.
Износ штанги устанавливают лекальной линейкой на просвет.
Ремонт штангенинструментов. Износ рабочих поверхностей штангенинструментов устраняют рихтовкой губок с последующей их доводкой. Рихтовкой устраняют также дефекты измерительных поверхностей губок и доживаются совпадения нулевых штрихов шкал. После рихтовки приступают к доводке измерительных поверх-постей плоскопараллельными притирами, для чего штангенциркуль закрепляют в тисках, притир помещают между губками, а рамку сдвигают до соприкосновения губок с притиром. В этом положении Рамку закрепляют стопорным винтом и, перемещая при-г между губками с небольшим усилием, производят R доводку поверхностей со стороны как острых, так и тупых губок до достижения плоскостности, параллельности и одинакового размера раствора обеих сторон.
Рис. 2. Доводка измерительных поверхностей штангенциркуля.
Прямолинейность измерительных поверхностей проверяют лекальной линейкой, а параллельность губок рамки губкам штанги и размеры между ними контролируют концевыми мерами, при этом усилие, с которым мера вводится между губками, должно быть одинаковым для обеих сторон. Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны.
Наружные поверхности тупых губок доводятся до получения параллельности. Размер губок должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). После доводки губок нониус устанавливают на нулевое деление штанги. Для этого губки сдвигают до соприкосновения измерительных плоскостей и зажимают подвижную рамку. Затем нониус передвигают до совпадения первого и последнего делений, при этом его шкалы должны точно совпасть с первым и соответствующим делениями штанги. В этом положении нониус закрепляют.
При ремонте большого количества штангенциркулей доводку измерительных поверхностей можно механизировать. Схема механизированной доводки приведена на рис. 2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5-3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р-2-3 кг/см2.
При механической доводке губок штангенциркуля применяют чугунные притиры, шаржируемые микропорошком М20.
Ремонт штангенциркулей облегченного тина при поломке губок производят в следующем порядке. После отпуска в соляной ванне отрезают изношенный или сломанный конец губки. Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.
Рис. 3. Ремонт штангенциркуля.
При поломке обеих губок верхнюю ножку целиком заменяют новой. Для этого выбивают заклепки и снимают со штанги поломанную ножку. В заготовке новой ножки фрезеруют и опиливают прямоугольное окно, по форме и размерам равное торцу штанги. Затем на штангу надевают ножку, выверяют перпендикулярность ее положения относительно граней штанги, сверлят в другом месте отверстия и приклепывают ножку. Губки опиливают так, чтобы их конфигурация и размеры соответствовали форме губок рамки, и затем их доводят.
Поломанные губки рамки заменяют новыми, для чего, выбив заклепки и сняв негодную губку, на ее место приклепывают заготовку новой губки, опиливают ее, закаливают и доводят.
Ремонт поломанных губок штангенциркулей со штампованной штангой несколько сложнее, так как вся штанга вместе с губками имеет одинаковую толщину и врезать новую губку невозможно. Приклепывание внакладку не всегда обеспечивает достаточную прочность соединения. Можно применить сварку, однако лучше всего заменить всю верхнюю часть штанги, установив новую ножку.
С этой целью после отжига и отрезки губок торец линейки фрезеруют или опиливают вручную так, чтобы на гранях линейки образовались заплечики, в которые упирается ножка. При опиливании измерительных плоскостей губок ножки необходимо следить за тем, чтобы нулевое деление нониуса рамки примерно совпадало с нулевым делением шкалы на линейке, так как при значительном смещении нониуса на его торце придется снимать слишком большой слой металла, что ухудшит качество ремонта.
Деформация штанги может быть вызвана искривлением или неравномерным износом ее рабочей поверхности. Искривление штанги устраняется правкой, осуществляемой выгибанием в тисках с помощью трех узких латунных прокладок.
Неравномерный износ штанги устраняют припили-ванием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой с маслом.
Для устранения несовмещения нониуса со шкалой линейки его переставляют. Если торец нониуса упирается в стенку окна рамки и не может быть передвинут, то его подпиливают. Одновременно распиливают и отверстия под винты, после чего, переставив нониус, закрепляют его в правильном положении.
Ремонт других универсальных измерительных инструментов (угломеров, штангенрейсмусов и штангенглу-биномеров) аналогичен ремонту штангенциркулей.
Основными дефектами штангенглубиномера могут быть непрямолинейность опорной поверхности, отсутствие перпендикулярности линейки относительно опорной плоско.сти и неправильная установка нониуса.
Для обеспечения прямолинейности опорной плоскости корпуса и торца линейки они совместно доводятся на плите. Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости.
Ремонт нониуса производится так же, как и штангенциркуля. При установке линейки на определенный размер торец ее совмещают с плоскостью глубиномера. В этом положении нулевое деление нониуса совмещается с нулевым делением шкалы линейки или с делением, соответствующим высоте набора концевых мер, после чего нониус крепят винтами.
Что такое тормозной суппорт и как он работает?
Что такое тормозной суппорт?
Тормозной суппорт представляет собой гидравлическую деталь, которая выглядит как рука, сжимающая диск, если смотреть снаружи, и создающая торможение. видно, что на некоторых автомобилях суппорт окрашен в красный и синий цвета,
Как работает тормозной суппорт?
При нажатии на педаль тормоза гидравлическое масло тормозной системы под давлением, поступающее из трубопроводов и шлангов тормозной системы, поступает через соединительный штуцер в тормозной суппорт, воздействует на поршень внутри цилиндра суппорта и толкает поршень вперед, заставляя колодки тереться о тормозной диск нажатием. В корпусе суппорта есть два фитинга: один — штуцер для впуска гидравлического масла, а другой — штуцер для впуска воздуха.
Существует два типа тормозных суппортов: с плавающими суппортами и фиксированными суппортами.
Конструкция и работа дискового тормоза с плавающим суппортом
В дисковых тормозах с плавающим (подвижным) суппортом держатель суппорта неподвижен, а суппорт (с его поршнем) подвижен. В тормозной системе с плавающим суппортом суппорт имеет поршень только с одной стороны. При нажатии на педаль тормоза давление на диск создается поршнем, движущимся вперед. Части дискового тормоза с плавающим суппортом: Суппорт и поршень (подвижные), держатель суппорта (кронштейн) фиксированный, направляющие штифты суппорта (два), зажимы держателя колодок, прокладка и сильфон, шайбы и т. д. Особенности дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование — дисковые тормоза с плавающим суппортом. Характеристики дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование — дисковые тормоза с плавающим суппортом.
Штифт суппорта (тапочный штифт)
Тормозной суппорт перемещается вперед и назад благодаря штифтам суппорта, штифты суппорта также называются «тапочками». Пальцы суппорта защищены пылезащитным чехлом и скользят со смазкой. Смазка, используемая в пальцах суппорта, обычно представляет собой смазку на силиконовой основе, она должна быть устойчивой к высоким температурам и водонепроницаемой. Обычно она продается в трубчатой форме под названием «смазка для пальцев суппорта».
Конструкция и эксплуатация дискового тормоза с фиксированным суппортом
В тормозной системе с фиксированным суппортом держатель суппорта и суппорт зафиксированы. В этой системе поршни суппорта расположены с обеих сторон тормозного диска. Другими словами, тормоз с плавающим суппортом имеет один поршень суппорта, и суппорт работает, перемещаясь; В системе с фиксированным суппортом два поршня суппорта (перед и за диском), суппорт неподвижен и неподвижен.
(Фиксированный суппорт)
При нажатии на тормоз противоположные поршни суппорта на передней и задней поверхностях диска перемещаются вперед под действием гидравлического давления, нажимают на тормозной диск посередине с обеих сторон и тормозят, протирая колодки против диска. Тормозное гидравлическое масло поступает из входного отверстия суппорта и воздействует на оба поршня через канал в корпусе. Особенности дискового тормоза с фиксированным суппортом; Его структура большая, циркуляция воздуха низкая, поэтому его нелегко охлаждать (высокая температура отрицательно влияет на торможение), он не получил широкого распространения.
Регулировка зазора колодки дискового тормоза
В системе дискового тормоза с суппортом зазор между колодкой-поршнем и диском составляет около 0,15 мм. Этот зазор между колодкой и диском регулируется автоматически и не требует дополнительной регулировки. Внутри цилиндра суппорта находится гибкое уплотнение между цилиндром и поршнем. Это уплотнение не только предотвращает утечку гидравлического масла из цилиндра (герметизация), но также поддерживает постоянный зазор между колодкой и диском благодаря своей гибкой конструкции
(Поршневой сильфон и регулировка тормозного зазора)
Уплотнение поршня регулирует зазор следующим образом: Педаль тормоза нажата, гидравлическое масло толкает поршень вперед. При движении поршня вперед часть войлока, закрепленная во внутренней части цилиндра, соприкасающаяся с поршнем, вытягивается вперед на величину перемещения поршня. Когда мы тянем эластичный материал, он растягивается, а когда отпускаем, сразу же возвращается к своей первоначальной форме (как гибкая резина). Здесь тоже уплотнение поршня, которое растягивается при торможении, находится в нагруженно-натянутом состоянии и хочет вернуться в исходное состояние сразу же при отпускании педали тормоза. Когда педаль тормоза отпущена и гидравлическое давление падает, сильфон поршня втягивает поршень настолько, насколько он изгибается, это расстояние является тормозным зазором. Со временем колодки изнашиваются и этот износ требует, чтобы колодка проходила большее расстояние для достижения диска, то есть зазор между колодкой и диском будет увеличиваться, в этом случае необходимо постоянно регулировать зазор, так как колодки носить, но это не обязательно. Уплотнение поршня не влияет на то, как далеко поршень уходит, оно влияет на то, насколько далеко он возвращается. Если поршень перемещается дальше, чем растягивается уплотнение поршня, уплотнение поршня скользит по поршню. Когда тормоз отпущен; поршень возвращается только на величину растяжения уплотнения. Другими словами, независимо от того, установлены ли новые колодки или изношенные колодки, при однократном нажатии на педаль тормоза тормозной зазор будет регулироваться благодаря этому эластичному уплотнению поршня.
Работа в группе компаний Caliper: отзывы сотрудников и культура
Обзор группы компаний Caliper
Штангенциркуль — это устройство, используемое для измерения расстояния между двумя противоположными сторонами объекта. Многие типы штангенциркулей позволяют считывать измерения на линейчатой шкале, циферблате или на цифровом дисплее. Но штангенциркуль может быть таким же простым, как компас с направленными внутрь или наружу точками. Персонал группы компаний Caliper имеет необычайно разное демографическое происхождение. В компании 47,4% женщин и 37,8% представителей этнических меньшинств. Несмотря на большое демографическое разнообразие, семейству компаний Caliper заметно не хватает политического разнообразия. В нем необычно высока доля сотрудников, являющихся членами Демократической партии, — 76,0%. Несмотря на то, что у сотрудников есть коллеги, которые согласны друг с другом в отношении политики, сотрудники семейства компаний Caliper, как правило, имеют относительно короткий срок пребывания в должности. Сотрудники обычно остаются в компании на 2,6 года. Средний сотрудник группы компаний Caliper зарабатывает 34 319 долларов.в год. Оплата в Caliper Family of Companies значительно ниже, чем у некоторых из ее самых высокооплачиваемых конкурентов, таких как US Plastic Corp, Doherty Staffing Solutions и Smith System Driver Improvement Institute, которые платят 47 322, 47 118 и 46 148 долларов соответственно. Семейство компаний Caliper, расположенное в Вирджиния-Бич, штат Вирджиния, представляет собой небольшую профессиональную компанию, в которой работает всего 200 сотрудников, а годовой доход составляет 21,5 млн долларов. Семейство компаний Caliper Рейтинги компаний
Семейство компаний Caliper занимает 76-е место в списке лучших профессиональных компаний для работы в Вирджинии. Списки лучших мест работы Zippia содержат непредвзятую оценку компаний, основанную на данных. Рейтинги основаны на правительственных и частных данных о заработной плате, финансовом состоянии компании и разнообразии сотрудников.
- #76 в списке лучших профессиональных компаний для работы в Вирджинии
- #12 в списке лучших компаний для работы в Вирджиния-Бич, штат Вирджиния VA
Узнайте больше о том, как мы оцениваем компании.
Семейство компаний Caliper Заработная плата
Средний заработок сотрудников
Семейство компаний Caliper
34 319 долл. США
Aventure Staffing
$33,107
Remedy Intelligent Staffing
$32,985
Pinnacle Staffing
$32,535
Elwood Staffing
$31,625
Highest Paying Jobs At Caliper Family of Companies
9. 9
Diversity Score
We calculated the diversity score of компании путем измерения множества факторов, включая этническое происхождение, гендерную идентичность и языковые навыки их рабочей силы.
Группа компаний Caliper Гендерное распределение
Женщина
Резюме исследования. Используя базу данных из 30 миллионов профилей, Zippia оценивает демографические и статистические данные для группы компаний Caliper. Наши оценки проверяются на соответствие BLS, переписи населения и текущим данным о вакансиях. После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что:
-
Группа компаний Caliper насчитывает 200 сотрудников
-
47% сотрудников группы компаний Caliper женщин , а 53% мужчин.
-
Наиболее распространенная этническая принадлежность в группе компаний Caliper — белые (62%).
-
16% сотрудников группы компаний Caliper являются выходцами из Латинской Америки или Латинской Америки.
-
12% сотрудников группы компаний Caliper — чернокожие или афроамериканцы.
-
Средний сотрудник группы компаний Caliper зарабатывает 34 319 долларов в год.
-
Сотрудники семейных компаний Caliper чаще всего являются членами демократической партии.
-
В среднем сотрудники группы компаний Caliper работают в компании 2,6 года.
Крупнейшее семейство компаний Caliper Местоположение
| Ранг | Город | Количество вакансий | Ср. Salary |
|---|---|---|---|
| 1 | Pittsburgh, PA | 19 | $33,093 |
| 2 | Charlotte, NC | 10 | $29,706 |
| 3 | San Diego, CA | 8 | $37,015 |
| 4 | Atlanta, GA | 7 | $29,855 |
| 5 | Sacramento, CA | 4 | $38,815 |
| 6 | Cleveland, OH | 4 | $33,339 |
| 7 | Salt Lake City, UT | 4 | $35,147 |
| 8 | Houston, TX | 3 | $30,915 |
| 9 | Jacksonville, FL | 3 | $29,056 |
| 10 | Columbus, OH | 3 | $32,492 |
Jobs from компании, которые могут вам понравиться
Вы работаете в группе компаний Caliper?
Помогите нам сделать эту компанию более прозрачной.
Сотрудник группы компаний Caliper Политическая принадлежность
Сотрудники семейных компаний Caliper, скорее всего, состоят в Демократической партии. Самое крупное пожертвование, сделанное политической партии сотрудником группы компаний Caliper, было Герберт Гринберг. Герберт Гринберг пожертвовал 9 551 доллар Демократической партии.
Партии
Демократическая партия
76,7 %
—
Республиканская партия
20,0 %
—
Прочие 3 0
9.0005—
Employee Political Donations
| Name | Job Title | Party | Donation |
|---|---|---|---|
| Herbert Greenberg | Executive | Democratic Party | $9,551 |
| Jennifer Smith | Совладелец | Демократическая партия | 4500 долларов США |
| Мэри Лаклер | Разработчик программного обеспечения | Демократическая партия | $3,750 |
| Kjartan Stefansson | Systems Software Specialist | Democratic Party | $3,250 |
| Karl Bean | Merchandiser | Democratic Party | $2,701 |
| Alan Glendinning | Requirements Engineer | Republican Партия | 2600 долларов США |
| Винсент Росси | Генеральный директор | Демократическая партия | $2,500 |
| Howard Slavin | Executive | Democratic Party | $2,000 |
| Robert Green | Chief Executive Officer | Republican Party | $1,500 |
| Robert Green Jr | Chief Executive Officer | Республиканская партия | $1,250 |
Показать больше
Семейство компаний Caliper Видео о работе
Caliper Найм для продаж
Группа компаний Caliper Финансовые показатели
9,0
Оценка эффективности
Мы рассчитали оценку эффективности компаний путем измерения множества факторов, включая доход, долговечность и показатели фондового рынка.
Как бы вы оценили корпоративную культуру группы компаний Caliper?
Вы работали в группе компаний Caliper? Помогите другим соискателям, оценив группу компаний Caliper.
Самые высокооплачиваемые конкуренты семейства компаний Caliper
Некоторыми конкурентами семейства компаний Caliper являются US Plastic Corp, Doherty Staffing Solutions и Smith System Driver Improvement Institute. Сотрудники US Plastic Corp зарабатывают больше, чем большинство конкурентов, со средней годовой зарплатой в 47 322 доллара. Сотрудники Doherty Staffing Solutions зарабатывают в среднем 47 118 долларов в год, а сотрудники Smith System Driver Improvement Institute зарабатывают в среднем 46 148 долларов в год.Часто задаваемые вопросы о группе компаний Caliper
Когда была основана группа компаний Caliper?
Группа компаний Caliper была основана в 1983 году.
Сколько сотрудников имеет группа компаний Caliper?
Семейство компаний Caliper насчитывает 200 сотрудников.
Сколько денег зарабатывает группа компаний Caliper?
Семейство компаний Caliper приносит доход в размере 21,5 млн долларов.
В какой отрасли работает группа компаний Caliper?
Группа компаний Caliper занимается подбором персонала.
Какой тип компании представляет собой семейство компаний Caliper?
Группа компаний Caliper является частной компанией.
Кто является конкурентом группы компаний Caliper?
Группа компаний-конкурентов Caliper включает NESCO, Remedy Intelligent Staffing, Aventure Staffing, Pinnacle Staffing, Elwood Staffing, Alliance HR, Smith System Driver Improvement Institute, U.S. Plastic Corp, Ipl Services LLC, Human Technologies, Doherty Staffing Solutions, Premier Staffing , NOVO Health Services, MPE, JBS International, Carol Harris Staffing, TEC Staffing, Yates Service LLC, Club Car, Advantage Staffing.
Где находится штаб-квартира группы компаний Caliper?
Штаб-квартира группы компаний Caliper находится в Вирджиния-Бич, штат Вирджиния.
Вы руководитель, руководитель отдела кадров или бренд-менеджер в группе компаний Caliper?
Заявить права и обновить профиль своей компании на Zippia можно бесплатно и просто.
Zippia предоставляет подробную информацию о группе компаний Caliper, включая заработную плату, политическую принадлежность, данные о сотрудниках и многое другое, чтобы информировать соискателей о группе компаний Caliper. Данные о сотрудниках основаны на информации от людей, которые сами сообщили о своей прошлой или текущей работе в группе компаний Caliper. Данные на этой странице также основаны на источниках данных, собранных из общедоступных и открытых источников данных в Интернете и других местах, а также на частных данных, которые мы получили по лицензии от других компаний. Источники данных могут включать, помимо прочего, BLS, документы компаний, оценки, основанные на этих документах, документы H2B и другие общедоступные и частные наборы данных.
