Какие бывают основные виды флюсов для пайки. Чем отличаются активные и пассивные флюсы. Как выбрать оптимальный флюс в зависимости от задачи пайки. Особенности применения канифольных, кислотных и других типов флюсов.
Классификация флюсов для пайки
Флюсы для пайки можно классифицировать по нескольким основным параметрам:
- По химическому составу
- По активности
- По температуре плавления
- По агрегатному состоянию
- По назначению
Рассмотрим подробнее основные виды флюсов по каждому из этих параметров.
Виды флюсов по химическому составу
По химическому составу выделяют следующие основные типы флюсов для пайки:
- Канифольные флюсы
- Кислотные флюсы
- Безканифольные флюсы
- Спиртово-канифольные флюсы
- Водорастворимые флюсы
Канифольные флюсы являются наиболее распространенными и универсальными. Они подходят для большинства видов пайки и не требуют тщательной отмывки после использования.
Кислотные флюсы обладают высокой активностью, но более агрессивны. Их применяют для пайки сильно окисленных поверхностей. После пайки остатки таких флюсов необходимо тщательно удалять.
Классификация флюсов по активности
По степени активности флюсы подразделяют на:
- Активные (коррозионно-активные)
- Пассивные (некоррозионно-активные)
Активные флюсы содержат химические компоненты, интенсивно растворяющие оксидные пленки на поверхности металла. Они обеспечивают лучшую очистку и смачиваемость припоем, но более агрессивны к паяемым поверхностям.
Пассивные флюсы менее активны химически. Они используются для пайки легкоокисляемых металлов и в случаях, когда недопустимо воздействие агрессивных компонентов на паяемые детали.
Виды флюсов по температуре плавления
По температуре плавления различают:
- Низкотемпературные флюсы (до 450°C)
- Среднетемпературные флюсы (450-900°C)
- Высокотемпературные флюсы (выше 900°C)
Температура плавления флюса должна быть ниже температуры плавления припоя. Низкотемпературные флюсы используют для пайки легкоплавкими припоями, высокотемпературные — для пайки тугоплавких металлов.
Классификация флюсов по агрегатному состоянию
По агрегатному состоянию флюсы бывают:
- Твердые (порошкообразные, пастообразные)
- Жидкие
- Газообразные
Твердые флюсы удобны в применении и хранении. Жидкие флюсы обеспечивают лучшее смачивание поверхностей. Газообразные флюсы используются в специальных технологиях пайки.
Виды флюсов по назначению
По назначению различают следующие типы флюсов:
- Универсальные
- Для пайки меди и ее сплавов
- Для пайки алюминия
- Для пайки нержавеющих сталей
- Для пайки драгоценных металлов
Выбор флюса по назначению позволяет обеспечить оптимальные результаты пайки для конкретных материалов и задач.
Особенности применения различных видов флюсов
При выборе и использовании флюсов следует учитывать ряд важных особенностей:
- Канифольные флюсы наиболее безопасны, но имеют ограниченную активность
- Кислотные флюсы высокоактивны, но требуют тщательной отмывки
- Активные флюсы обеспечивают лучшую пайку, но более агрессивны
- Пассивные флюсы менее эффективны, но безопаснее для паяемых деталей
- Температура плавления флюса должна соответствовать температуре пайки
Правильный выбор типа флюса позволяет получить качественное паяное соединение и избежать повреждения паяемых компонентов.
Как выбрать оптимальный флюс для пайки
При выборе флюса для конкретной задачи пайки следует учитывать несколько ключевых факторов:
- Материалы паяемых деталей
- Тип и температура плавления припоя
- Степень окисленности поверхностей
- Требования к коррозионной стойкости соединения
- Возможность последующей отмывки остатков флюса
Для большинства бытовых и радиолюбительских задач оптимальным выбором являются канифольные или спиртово-канифольные флюсы. Они достаточно активны, безопасны и не требуют сложной отмывки.
Для пайки сильно окисленных поверхностей или при работе с тугоплавкими металлами может потребоваться применение более активных кислотных или специализированных флюсов.
Заключение
Флюсы играют важнейшую роль в процессе пайки, обеспечивая очистку поверхностей и улучшая смачивание припоем. Правильный выбор типа флюса позволяет получить качественное и надежное паяное соединение.
Основными параметрами при выборе флюса являются его химический состав, активность, температура плавления и назначение. Для большинства задач оптимально подходят универсальные канифольные флюсы, но в ряде случаев могут потребоваться специализированные составы.
При работе с флюсами важно соблюдать рекомендации производителя и правила техники безопасности. Правильное применение флюсов — залог качественной пайки и долговечности паяных соединений.
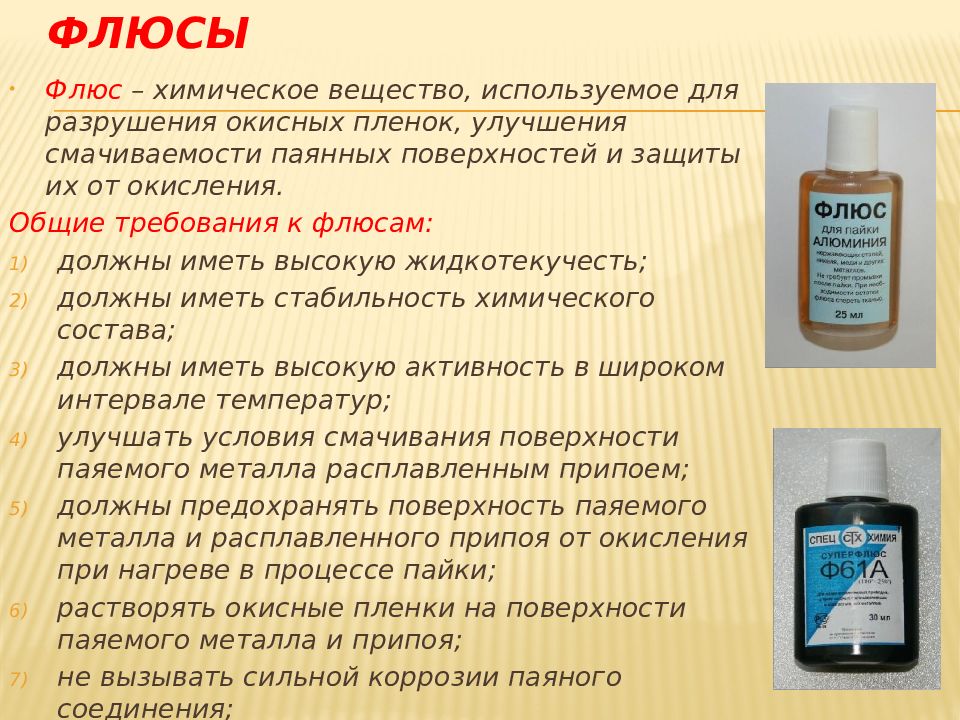
ВИДЫ ФЛЮСОВ
ВИДЫ ФЛЮСОВ
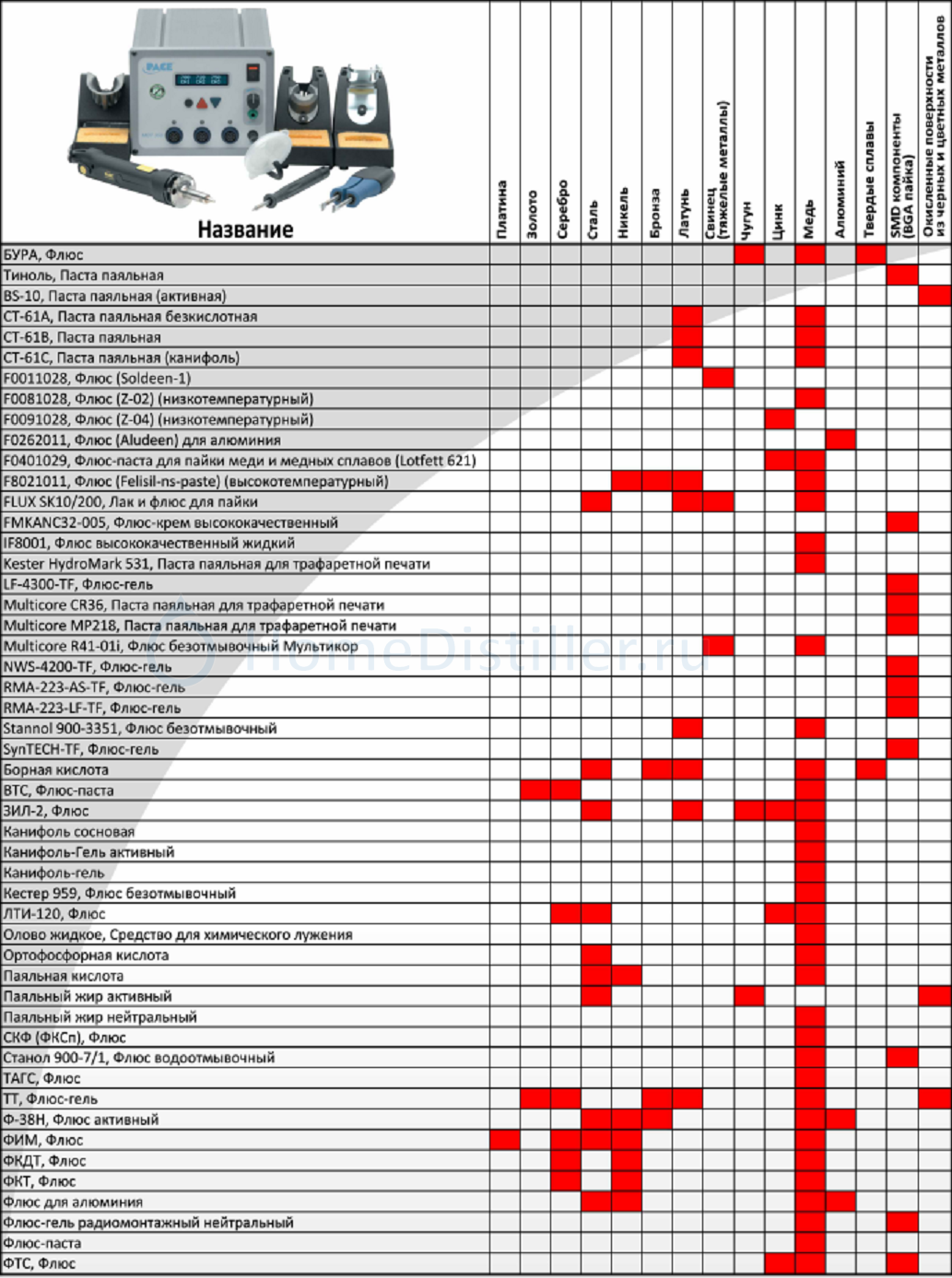
Флюсы. Полный сборник: коррозирующие и некоррозирующие, активные и пассивные. В приведённой ниже таблице представлены флюсы, выпускаемые специально для пайки.
| Фотография флюса | Название и описание | Состав |
| Канифоль сосновая Этот самый простой и дешевый нейтральный флюс стал уже подлинной «классикой жанра»! Дешев, имеет низкий ток утечки и низкую коррозионную активность. |
||
|
Ортофосфорная кислота Используется при пайке в качестве флюса (по окисленой меди, по чёрному металлу, по нержавеющей стали), для исследований в области молекулярной биологии. Применяется также для очищения от ржавчины металлических поверхностей. Образует на обработанной поверхности защитную плёнку, предотвращая дальнейшую коррозию. |
||
| Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов.  Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. |
||
| Паяльная кислота ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 – 320°C.
|
||
| Паяльный жир активный Применяется для пайки сильно окисленных деталей из черных и цветных металлов Вазелиновая основа |
Состав: хлориды цинка, аммония, соляная кислота, смачивающая присадка “SOLINS” вода деионизированная. | |
| Паяльный жир нейтральный Рекомендуется для качественной пайки радиотехнических устройств. |
||
| Спирт “Изопропанол Изопропиловый спирт (изопропанол) абсолютированный применяется в: полиграфии, химической, нефтяной, мебельной, лесохимической, парфюмерной промышленности. Изопропиловый спирт (изопропанол) абсолютированный является хорошим растворителем для различных эфирных масел, при промывке высокотехнологичных узлов и агрегатов, как обезвоживающее и обезжиривающее средство.  |
||
| БУРА Используется для высокотемпературной пайки углеродистых сталей чугуна, меди, твердых сплавов медными и серебряными паяльными сплавами. |
||
| Флюс глицериновый ТАГС Этот глицериновый флюс применяется для пайки элементов радиомонтажа. При пайке печатных плат имеет остаточное сопротивление и требует обязательной промывки водой или спиртом. |
||
| ЗИЛ-2 Предназначен для пайки стали, чугуна, меди малооловянистыми припоями или припоями на основе висмута. |
||
| ЗИЛ-2 ПЭТ Применяется для пайки латуни, меди и ее сплавов |
||
| ЛТИ-120 Флюс ЛТИ-120 – для пайки нержавеющей стали, цинка, серебра, меди и ее сплавов. Нейтрален, после окончания пайки отмывки не требуется. Растворяется спиртом, ацетоном. |
Канифоль – 25Диэтиламин солянокислый – 5Триэтаноламин – 1Спирт этиловый – 69 | |
| ЛТИ-120 ПЭТ Применение: пайка элементов радиомонтажа, печатных плат, углеродистых сталей, цинка легкоплавкими припоями при температурах 200 – 300°C.  Состав: канифоль сосновая, cпирт, активаторы. |
||
| Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. |
||
| СКФ (ФКСп) Спиртоканифольный флюс СКФ с кисточкой (он же КЭ, ФКЭт, ФКСп). Применение: пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280°C. Состав: канифоль сосновая- 20-30%, одноатомный cпирт (этиловый или изопропиловый, или из смеси)-80-70%. |
||
| СКФ (ФКЭТ) Для пайки меди и ее сплавов. Температурный интервал активности 250-280 °С. Отмывка: спирт, бензин, ацетон. |
||
| ТАГС ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 – 320°C. |
||
| Ф-38Н ПЭТ Самый активный паяльный флюс, из представленных на рынке.  Если активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта. Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронз, коррозионо-стойких сталей легкоплавкими припоями при температуре 300°C. содержит фосфорную кислоту, гликоли и органические гидрохлориды. |
||
| ФИМ Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. |
||
| ФИМ ПЭТ Высокоактивный паяльный флюс. Применение: пайка нержавеющих сталей и бронз (в особенности алюминиевых и бериллиевых) легкоплавкими припоями при температуре 150 – 300°C. Флюс содержит фосфорную кислоту. | ||
| ФИМ (активный) Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С.  |
||
| ФКДТ. Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА. Нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. |
||
| ФКТ ПЭТ. Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов элементов радио электроники в изделиях радио электронной аппаратуры. Нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное. |
Изготовлен на основе экстракционной канифоли “А” или “Б” (ГОСТ 19113-84), спирта и нейтральной смачивающей присадки-тетрабромида дипентена (по ТУ 13-0281078-140-93). |
|
ФТС Для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. Имеет слабую коррозийную активность, термостоек, не дымит. |
||
| ФТС ПЭТ. Ручная и механизированная пайка печатного монтажа БРА. Лужение электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА и БРА легкоплавкими припоями при температуре 150 – 300°C. Требуется удаление остатков флюса. |
||
| Ортофосфорная кислота Применяется как флюс или в качестве 5% водного раствора как преобразователь ржавчины. |
||
| Паяльная паста “Тиноль” Применяется для пайки горячим воздухом SMD компонентов. Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. |
||
Для алюминия. Безотмывочный. При необходимости излишки флюса можно стереть тряпкой. Кроме пайки алюминия может применяться для пайки нержавеющих сталей, никеля, меди и других металлов. |
||
| Флюс-гель радиомонтажный нейтральный Применяется для пайки электронных узлов. Коррозионно пассивен. Незасыхающий. Отмывается спиртом, ацетоном. Флакон с крышкой-дозатором. 10 мл. |
||
| Флюс-гель ТТ. Применяется для высококачественной пайки электронных компонентов. В состав флюса входит индикатор активности. После монтажа красный флюс обесцвечивается, что свидетельствует об отсутствии активного компонента в месте пайки, в связи с чем отпадает необходимость в отмывке. | ||
| ФТС (водосмываемый) Применяется для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. |
||
| CT-61A паяльная паста без кислотная Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. 
CT-61B паяльная паста CT-61C паяльная паста (канифоль) |
||
| IF 9007 Interflux BGA паста паяльная. Припой IF 9007´ рекомендуется использовать в свинцовых пайках. Его формула позволяет наносить третий тип зернистости пасты (25-45µ) с помощью шприца. Обладает свойсвами No-clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой флюса. | ||
| FMKANC32-005. Флюс-крем высококачественный, на канифольной основе, безотмывочный, слабоактивированный FSW32, DIN8511, шприц-картридж 5 мл с поршнем и иглой. Наилучшие результаты при пайке BGA, а также QFP микроволной. | ||
Паста паяльная BS-10 (активная). Высокая активность позволяет паять даже окисленные поверхности из черных и цветных металлов. Высокая активность позволяет паять даже окисленные поверхности из черных и цветных металлов.Не подходит для пайки печатных плат ! Остатки легко смываются бензином “Калоша” или изопропанолом. |
Состав: – Вазелин (основа) 80-90% – Парафин 6-9% – Цинк хлорид 4-6% – Аммоний хлорид 1-3% – Вода 2-4% |
|
| IF 8001 Interflux Флюс паяльный жидкий для бессвинцовой пайки SMD. IF 8001 – не требующий отмывки высококачественный синтетический флюс на спиртовой основе. Не содержит в своем составе галогены. Наносится при помощи ручки, заправляемой флюсом, или кисточки. Не требует отмывки. При необходимости легко удаляется при помощи смывок на основе растворителя. Гарантийный срок хранения в плотно закрытой емкости при температуре 5-35°С 1 год. Цвет: желтый | ||
| Pacific 2008 Interflux Флюс паяльный жидкий Pacific 2008 – это безвредный флюс, специально разработан для ручной и селективной пайки плохо смачиваемых, не смачиваемых и теплоемких SMD-компонентов, т.  к. сохраняет активность в течение дополнительного времени, необходимого при пайке таких компонентов. Не содержит в своем составе галогены. Водосмываемый. Не требует отмывки. Плотность при 20°C: 1.006 г/мл Цвет: бесцветный Запах: сладкий к. сохраняет активность в течение дополнительного времени, необходимого при пайке таких компонентов. Не содержит в своем составе галогены. Водосмываемый. Не требует отмывки. Плотность при 20°C: 1.006 г/мл Цвет: бесцветный Запах: сладкий |
||
| Флюс-гель IF 8300 BGA Interflux (30cc) Флюс-гель BGA IF 8300-4 применяется в бессвинцовой пайке для монтажа элементов в корпусах BGA. Флюс обладает канифольными реологическими свойствами. Без галогена, что обеспечивает надежное удержание элементов на печатной плате. |
Выше представленные флюсы представлены как специально предназначенные для пайки, так и альтернативные не являющимися флюсами, но которые могут выступать в роли флюса.
Мы описали перечень флюсов, и рецептов которые применяют при пайке. Данный справочный материал, несомненно будет полезен как начинающим, так и опытным радиолюбителям. Ждем ваших замечаний, пожеланий, мнений. Материал предоставил А.Кулибин
ФОРУМ по радиолюбительской химии.
Сварочные флюсы классификация и особенности
Содержание
1. Для чего нужен флюс при сварке
2. Условия использования сварочных флюсов
3. Недостатки
4. Как работают флюсы
5. Сварочные флюсы — классификация
6. Химический состав флюсов для сварки
7. Виды флюсов для сварки по назначению
8. Назначение сварочного флюса — примеры
9. Флюсы для газовой сварки
10. Флюсы для автоматической сварки
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.

Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.

Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.

Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур.Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей.
 Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46. - Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т.
 д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1; - чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Что такое флюс? — Scientific American
-
Share на Facebook
-
Share в Twitter
-
Share на Reddit
-
Share на LinkedIn
-
по электронной почте. флюс — это, по Морфиту, вещество, обычно солевое, смешиваемое с другими телами, чтобы способствовать их слиянию и сделать их более растворимыми в воде и кислотах. Митчелл в своем «Руководстве по анализу» выделяет два класса флюсов — металлические и неметаллические. Под неметаллическими флюсами он помещает кремнезем, известь, магнезию, глинозем, силикаты извести и глинозема, стекло, буру, плавиковый шпат, карбонат калия, карбонат соды, селитру, поваренную соль, черный флюс и его эквиваленты, аргол, щавелевая соль (биноксаль-ат калия) и мыло.
 К классу металлических Htases он относит глет, керазу (карбонат свинца), стекло свинца (силикат свинца), борат свинца, сульфат свинца, оксид меди и оксиды железа.
Мы не нашли этой классификации ни в одной другой работе и не видим для нее хорошего основания. Оксиды металлов встречаются в обоих классах, и многие вещества, которые можно было бы правильно рассматривать как флюсы, не перечислены. Нам кажется, что Маттиссен в своем определении сплава дал всю философию действия потоков. Он определяет сплав как затвердевший раствор одного металла в другом. Если принять это определение — а мы не видим оснований его отвергать, — то металл, образующий сплавы с более трудноплавкими сплавами, можно рассматривать как флюс. С этой точки зрения флюс представляет собой растворитель, который вместе с теплотой переводит твердое вещество в жидкое состояние.
Ограничения этой статьи не позволяют привести много иллюстраций этого определения флюса, но можно упомянуть одну или две, предполагая, что флюс чаще всего вступает в химическое соединение с растворенным веществом.
К классу металлических Htases он относит глет, керазу (карбонат свинца), стекло свинца (силикат свинца), борат свинца, сульфат свинца, оксид меди и оксиды железа.
Мы не нашли этой классификации ни в одной другой работе и не видим для нее хорошего основания. Оксиды металлов встречаются в обоих классах, и многие вещества, которые можно было бы правильно рассматривать как флюсы, не перечислены. Нам кажется, что Маттиссен в своем определении сплава дал всю философию действия потоков. Он определяет сплав как затвердевший раствор одного металла в другом. Если принять это определение — а мы не видим оснований его отвергать, — то металл, образующий сплавы с более трудноплавкими сплавами, можно рассматривать как флюс. С этой точки зрения флюс представляет собой растворитель, который вместе с теплотой переводит твердое вещество в жидкое состояние.
Ограничения этой статьи не позволяют привести много иллюстраций этого определения флюса, но можно упомянуть одну или две, предполагая, что флюс чаще всего вступает в химическое соединение с растворенным веществом. Использование буры в сварке железа является одним из наиболее распространенных примеров. Целью, которую нужно достичь в этом случае, является сближение поверхностей двух кусков железа настолько близко друг к другу, что когезионное притяжение может соединить их в один кусок. Это близкое сближение не может быть достигнуто до тех пор, пока окись, образующаяся в процессе нагревания, остается на поверхности железа. Присутствие буры в значительной степени предотвращает окисление, обтекая поверхности; в то же время он разжижает любой образовавшийся оксид, так что поверхности могут сближаться и может происходить сцепление. Песок используется для сварки железа с железом с той же целью.
Ртуть растворяет золото даже при обычных температурах; Таким образом, использование тепла не меняет смысла действия флюсов, оно только ослабляет когезионную способность флюсуемого вещества, так что может легко проявиться растворяющее действие. Отсюда следует вывод, что при использовании флюса плавление веществ представляет собой не процесс простого сплавления, а
также один из решений.
Использование буры в сварке железа является одним из наиболее распространенных примеров. Целью, которую нужно достичь в этом случае, является сближение поверхностей двух кусков железа настолько близко друг к другу, что когезионное притяжение может соединить их в один кусок. Это близкое сближение не может быть достигнуто до тех пор, пока окись, образующаяся в процессе нагревания, остается на поверхности железа. Присутствие буры в значительной степени предотвращает окисление, обтекая поверхности; в то же время он разжижает любой образовавшийся оксид, так что поверхности могут сближаться и может происходить сцепление. Песок используется для сварки железа с железом с той же целью.
Ртуть растворяет золото даже при обычных температурах; Таким образом, использование тепла не меняет смысла действия флюсов, оно только ослабляет когезионную способность флюсуемого вещества, так что может легко проявиться растворяющее действие. Отсюда следует вывод, что при использовании флюса плавление веществ представляет собой не процесс простого сплавления, а
также один из решений. БрлкмаДжфлис в Шотландии,
Автор в «Скотсмане» по поводу изготовления изделий из местной глины пишет: «Количество кирпичей, произведенных в Британии в 1802 году, составляло 714 миллионов; в 1840 г. — 1 миллиард 725 миллионов; а в 1850 г., когда пошлина была отменена, она составляла 1 5631 миллион. Количество кирпичей, производимых в Шотландии ежегодно, составляло 15 миллионов кирпичей в 1802 году и 47 миллионов в 1840 году. Следует учитывать, что количество производимых в настоящее время в Шотландии не может быть меньше 300 миллионов в год.
В Шотландии имеется 123 мануфактуры по производству кирпича, черепицы и подобных изделий; и в связи с этим занято от 4000 до 5000 человек. Мануфактуры широко разбросаны по всему миру. страна, хотя самый дальний север находится в Банфе, а самая плоская часть — в JMbeBttie; летучая мышь великий
307
Многие из них находятся в Ланаркшире и Пайфшире, в графствах которых имеются ценные залежи шамотной глины. Самая обширная мануфактура находится в Гарнкиркской шамотной компании.
БрлкмаДжфлис в Шотландии,
Автор в «Скотсмане» по поводу изготовления изделий из местной глины пишет: «Количество кирпичей, произведенных в Британии в 1802 году, составляло 714 миллионов; в 1840 г. — 1 миллиард 725 миллионов; а в 1850 г., когда пошлина была отменена, она составляла 1 5631 миллион. Количество кирпичей, производимых в Шотландии ежегодно, составляло 15 миллионов кирпичей в 1802 году и 47 миллионов в 1840 году. Следует учитывать, что количество производимых в настоящее время в Шотландии не может быть меньше 300 миллионов в год.
В Шотландии имеется 123 мануфактуры по производству кирпича, черепицы и подобных изделий; и в связи с этим занято от 4000 до 5000 человек. Мануфактуры широко разбросаны по всему миру. страна, хотя самый дальний север находится в Банфе, а самая плоская часть — в JMbeBttie; летучая мышь великий
307
Многие из них находятся в Ланаркшире и Пайфшире, в графствах которых имеются ценные залежи шамотной глины. Самая обширная мануфактура находится в Гарнкиркской шамотной компании. на линии Каледонской железной дороги, примерно в шести милях к востоку от Глазго. Первоначально компания была создана для работы с углем, но, обнаружив, что на их территории существуют обширные пласты шамотной глины, они занялись производством этого материала, который теперь почти полностью занимает их внимание. Основной пласт глины составляет 7 футов. в толщину и лежит на средней глубине двадцать восемь саженей. Его качество считается равным качеству лучшей глины Stourbridge. Мануфактура занимает более шести акров земли и увенчана тридцатью высокими кирпичными дымоходами, которые придают ей необыкновенный вид. Сырье доставляется, а готовая продукция отправляется по железнодорожным ветвям, движение по которым никогда не прекращается, от одной недели до другой. Ежедневно расходуется двести бочонков глины и примерно такой же вес угля. В компании работает более 300 мужчин и мальчиков, которым помогают три паровые машины общей мощностью 150 лошадиных сил. Это не включает мощность, используемую для вывоза глины и угля из карьеров.
на линии Каледонской железной дороги, примерно в шести милях к востоку от Глазго. Первоначально компания была создана для работы с углем, но, обнаружив, что на их территории существуют обширные пласты шамотной глины, они занялись производством этого материала, который теперь почти полностью занимает их внимание. Основной пласт глины составляет 7 футов. в толщину и лежит на средней глубине двадцать восемь саженей. Его качество считается равным качеству лучшей глины Stourbridge. Мануфактура занимает более шести акров земли и увенчана тридцатью высокими кирпичными дымоходами, которые придают ей необыкновенный вид. Сырье доставляется, а готовая продукция отправляется по железнодорожным ветвям, движение по которым никогда не прекращается, от одной недели до другой. Ежедневно расходуется двести бочонков глины и примерно такой же вес угля. В компании работает более 300 мужчин и мальчиков, которым помогают три паровые машины общей мощностью 150 лошадиных сил. Это не включает мощность, используемую для вывоза глины и угля из карьеров. Глина темного цвета из-за присутствия небольшого количества битуминозного вещества; но когда он удаляется под действием огня, остаются только кремнезем и глинозем, и именно присутствие этих веществ в определенных пропорциях определяет ценность глины. Глина, поступающая из карьеров, совершенно лишена связности и пластичности; а для того, чтобы привести его в рабочее состояние, его приходится очень тонко измельчать, а затем смешивать с водой. Для этого используется несколько мощных мельниц. Они состоят из больших железных роликов, которые движутся по круглому желобу и проходят по глине. Обрабатывается сразу несколько центнеров материала, время, в течение которого продолжается измельчение, зависит от качества изготавливаемых изделий.
Глина темного цвета из-за присутствия небольшого количества битуминозного вещества; но когда он удаляется под действием огня, остаются только кремнезем и глинозем, и именно присутствие этих веществ в определенных пропорциях определяет ценность глины. Глина, поступающая из карьеров, совершенно лишена связности и пластичности; а для того, чтобы привести его в рабочее состояние, его приходится очень тонко измельчать, а затем смешивать с водой. Для этого используется несколько мощных мельниц. Они состоят из больших железных роликов, которые движутся по круглому желобу и проходят по глине. Обрабатывается сразу несколько центнеров материала, время, в течение которого продолжается измельчение, зависит от качества изготавливаемых изделий. Первоначально эта статья была опубликована под названием «Что такое поток?» в Scientific American 20, 20, 306-307 (май 1869 г.)
doi:10.1038/scientificamerican05151869-306
Определение и значение потока — Merriam-Webster
1 из 2ˈfləks
1
: истечение жидкости из организма: например,
а
: диарея
б
: dysentery
2
: a continuous moving on or passing by (as of a stream)
3
: a continued flow : flood
a flux of words
4
а
: приток
б
: изменение, колебание
в состоянии изменения
изменение после смерти императора
5
: вещество, способствующее плавлению (например, металлов или минералов)
специально : вещество (например, канифоль), наносимое на поверхности, подлежащие соединению пайкой, пайкой или сваркой, для очистки и освобождения их от оксида и содействия их соединению
6
: скорость переноса жидкости, частиц, или энергия на заданной поверхности
поток
2 из 2
Переводной глагол
1
: , чтобы стать жидкостью
2
: для обработки с помощью потока
.

Существительное
- изменение
- колебания
- непостоянство
- колебание
Глагол
- растекание
- предохранитель
- разжижать
- разжижать
- плавить
- запустить
- thaw
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Существительное английский язык всегда находится в состоянии flux Январь обычно приносит отличные flux возвратов в универмаги.
 Глагол
твердая воля флюс быстрее под давлением
Глагол
твердая воля флюс быстрее под давлением Последние примеры в Интернете
В минувшие выходные город объявил чрезвычайное положение из-за тысяч мигрантов, живущих в небезопасных условиях, поскольку пограничная политика эпохи Трампа, не позволяющая мигрантам въезжать в Соединенные Штаты, остается в потоке на фоне судебных разбирательств.
 — Камила Берналь, 9 лет.0169 CNN , 25 декабря 2022 г.
Но остальные законодательные цели делегации все еще находятся в потоке , поскольку члены проводят неубедительный и спорный процесс по финансированию правительства и в последнюю минуту втискивают в обязательный законопроект.
— Лиза Хаген, Хартфорд Курант , 18 декабря 2022 г.
Тем не менее, многие детали плана Apple, вероятно, все еще в году.флюс .
— Сэмюэл Аксон, Ars Technica , 13 декабря 2022 г.
Все это происходит с бивуаком в состоянии постоянного потока с входом и выходом особей из сооружения.
— Блог The Physics Arxiv, Discover Magazine , 22 октября 2021 г.
Из-за повреждений линия находится в состоянии постоянного потока .
— Камила Берналь, 9 лет.0169 CNN , 25 декабря 2022 г.
Но остальные законодательные цели делегации все еще находятся в потоке , поскольку члены проводят неубедительный и спорный процесс по финансированию правительства и в последнюю минуту втискивают в обязательный законопроект.
— Лиза Хаген, Хартфорд Курант , 18 декабря 2022 г.
Тем не менее, многие детали плана Apple, вероятно, все еще в году.флюс .
— Сэмюэл Аксон, Ars Technica , 13 декабря 2022 г.
Все это происходит с бивуаком в состоянии постоянного потока с входом и выходом особей из сооружения.
— Блог The Physics Arxiv, Discover Magazine , 22 октября 2021 г.
Из-за повреждений линия находится в состоянии постоянного потока . —Майк Престон, 9 лет.0169 baltimoresun.com , 12 декабря 2020 г.
Повороты и повороты, прыжки и выпады, relevé и glissade — тело — это холст, на котором хореограф рисует фрески социальных потоков и личных прозрений.
— Гамильтон Кейн, The Atlantic , 28 ноября 2022 г.
Газовый кризис, однако, пришелся на период политической нестабильности в ЕС.
— Нед Темко, 9 лет0169 The Christian Science Monitor , 21 июля 2022 г.
Теперь группа Raven Software приступит к обсуждению своего первого контракта со студией во время организационных изменений Flux в своей материнской компании.
— Кэти Килкенни, The Hollywood Reporter , 23 мая 2022 г.
—Майк Престон, 9 лет.0169 baltimoresun.com , 12 декабря 2020 г.
Повороты и повороты, прыжки и выпады, relevé и glissade — тело — это холст, на котором хореограф рисует фрески социальных потоков и личных прозрений.
— Гамильтон Кейн, The Atlantic , 28 ноября 2022 г.
Газовый кризис, однако, пришелся на период политической нестабильности в ЕС.
— Нед Темко, 9 лет0169 The Christian Science Monitor , 21 июля 2022 г.
Теперь группа Raven Software приступит к обсуждению своего первого контракта со студией во время организационных изменений Flux в своей материнской компании.
— Кэти Килкенни, The Hollywood Reporter , 23 мая 2022 г.
Эти знаки могут измениться на 90 169, если вы недосыпаете, путешествуете или испытываете стресс на работе.
 — Сэнди Ламотт, CNN , 31 января 2020 г.
Затем очистите и прилейте флюс запорный клапан для холодной стороны, наденьте его на место конца трубки и припаяйте на место.
— Стив Уилсон, Popular Mechanics , 24 августа 2018 г.
Узнать больше
— Сэнди Ламотт, CNN , 31 января 2020 г.
Затем очистите и прилейте флюс запорный клапан для холодной стороны, наденьте его на место конца трубки и припаяйте на место.
— Стив Уилсон, Popular Mechanics , 24 августа 2018 г.
Узнать больше Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «поток». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Существительное и глагол
среднеанглийский, от англо-французского и средневековой латыни; Англо-французский, от средневековой латыни fluxus , от латинского, flow, от fluere to flow — больше в жидкости
Первое известное употребление
Существительное
14 век, в значении, определенном в смысле 1
Глагол
1век, в значении определено в переходном смысле 1
Путешественник во времени
Первое известное использование флюса было в 14 веке
Посмотреть другие слова того же века
Словарные статьи рядом с
fluxфлювиовулканический
поток
флюс
Посмотреть другие записи поблизости
Процитировать эту запись «Флюс».
 Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/flux. По состоянию на 11 января 2023 года.
1 из 2
существительное
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/flux. По состоянию на 11 января 2023 года.
1 из 2
существительное флэкс
1
а
: втекающий
поток прилив
б
: ряд изменений : состояние непрерывного изменения
2
: вещество, используемое для облегчения плавления или соединения (например, путем удаления примесей) металлов или минералов
- 5
флюс 2 из 2 глагол
1
: стать или стать текучим : предохранитель
2
: для обработки флюсом
Medical Definition
флюс
существительное
флэкс
1
а
: вытекание или выделение жидкости из организма, особенно когда оно чрезмерное или ненормальное: как
(1)
: диарея
(2)
: дизентерия
б
: вещество, выделяющееся в потоке
2
: скорость переноса жидкости, частиц или энергии через заданную поверхность
of
flux для говорящих на испанском языкеBritannica English: Перевод flux для говорящих на арабском языке
Britannica.

