Какие характеристики важны при выборе компрессора для лазерного станка. Как правильно подобрать компрессор под конкретную модель гравера. Какие преимущества дает использование компрессора при лазерной резке и гравировке.
Роль компрессора в работе лазерного гравера
Компрессор является важным вспомогательным оборудованием для лазерного гравера, выполняющим несколько ключевых функций:
- Обдув зоны реза сжатым воздухом для удаления продуктов горения и охлаждения
- Защита линзы лазера от загрязнения дымом и копотью
- Повышение качества и скорости резки за счет более эффективного удаления расплавленного материала из зоны реза
- Снижение риска возгорания обрабатываемого материала
Правильно подобранный компрессор позволяет значительно улучшить результаты работы лазерного станка и продлить срок службы его оптики. Рассмотрим основные критерии выбора компрессора для лазерного гравера.
Ключевые характеристики компрессора для лазерного станка
При выборе компрессора для лазерного оборудования необходимо учитывать следующие параметры:

Производительность
Производительность компрессора измеряется в литрах в минуту и должна соответствовать требованиям конкретной модели лазерного станка. Для большинства настольных граверов достаточно производительности 30-60 л/мин.
Рабочее давление
Оптимальное рабочее давление для лазерной резки и гравировки составляет 2-4 бар. Компрессор должен обеспечивать стабильное давление в этом диапазоне.
Тип компрессора
Для лазерных граверов чаще всего используются безмасляные поршневые и мембранные компрессоры. Они обеспечивают подачу чистого воздуха без примесей масла.
Особенности выбора компрессора под конкретную модель станка
При подборе компрессора важно учитывать технические характеристики и требования конкретной модели лазерного гравера:
- Мощность лазера — чем она выше, тем более производительный компрессор потребуется
- Размер рабочего поля — для больших станков нужен компрессор с высокой производительностью
- Наличие штатного разъема для подключения компрессора
- Рекомендации производителя по параметрам компрессора
Для некоторых моделей граверов выпускаются специально разработанные компрессоры, идеально подходящие по характеристикам.

Преимущества использования компрессора при лазерной обработке
Применение компрессора дает ряд существенных преимуществ при работе на лазерном станке:
- Повышение качества реза и гравировки за счет удаления продуктов горения из зоны обработки
- Увеличение скорости резки на 15-30%
- Снижение степени обугливания краев при резке древесины
- Защита линзы лазера от загрязнения, увеличение срока ее службы
- Возможность обработки более толстых материалов
- Уменьшение риска возгорания при работе с легковоспламеняющимися материалами
Все это позволяет получать более качественные результаты и повысить производительность лазерной обработки.
Особенности подключения и настройки компрессора
Для правильной работы компрессора с лазерным станком важно учесть следующие моменты:
- Компрессор подключается к станку через специальный штуцер на лазерной головке
- Необходимо использовать качественный воздушный шланг подходящего диаметра
- Давление воздуха регулируется с помощью редуктора на компрессоре
- Оптимальное давление подбирается экспериментально для каждого материала
- При длительной работе требуется периодически сливать конденсат из ресивера
Правильная настройка давления и потока воздуха позволяет добиться наилучших результатов лазерной обработки.

Рекомендации по выбору компрессора для разных задач
В зависимости от выполняемых задач можно рекомендовать следующие типы компрессоров:
- Для настольных граверов мощностью до 60 Вт подойдут компактные безмасляные компрессоры производительностью 30-50 л/мин
- Для станков мощностью 80-150 Вт оптимальны компрессоры на 60-100 л/мин
- Для промышленных CO2-лазеров требуются мощные компрессоры от 200 л/мин
- Для резки металлов лучше использовать компрессоры с рабочим давлением от 6 бар
При выборе также стоит обратить внимание на уровень шума, наличие ресивера, качество сборки и гарантию производителя.
Уход и обслуживание компрессора
Для длительной и надежной работы компрессора необходимо соблюдать несколько правил:
- Регулярно проверять и очищать воздушный фильтр
- Сливать конденсат из ресивера
- Контролировать уровень масла (для масляных моделей)
- Проверять натяжение приводного ремня
- Очищать радиатор охлаждения от пыли
- Своевременно заменять изношенные детали
При правильном обслуживании современные компрессоры способны прослужить 5-10 лет и более.

какой выбрать и зачем нужен?
Без компрессора невозможна эффективная работа лазерного резака. При его выборе необходимо уделить внимание производительности и давлению. Чтобы убедиться, подходит ли вам выбранная модель компрессора, посмотрите в его паспорт.
Лазерное оборудование широко используется при металлообработке, так и обработке не металлических изделий. Это обусловлено рядом свойственных ей преимуществ: резка изделий получается быстрой, точной и не требует пост обработки.
Чтобы избавится от дыма и копоти, а также охладить зону реза, используется обдув воздуха. Воздух подается под давлением в лазерную головку. От обдува напрямую зависит качество и скорость реза или гравировки.
Целью статьи является помощь в подборе компрессора для приобретаемого лазерного оборудования. Это устройство оказывает существенное влияние на производительность, качество и сроки эксплуатации станка.
Какие характеристики компрессора обязательны
Практика показывает, что выбор типа лазера и источника электроснабжения значительных сложностей не представляет. Чего нельзя сказать о таком неотъемлемом элементе конструкции лазерного станка, как компрессор.
Чего нельзя сказать о таком неотъемлемом элементе конструкции лазерного станка, как компрессор.
Он необходим для решения триединой задачи:
- организует подачу воздуха к месту выполнения реза, повышая, тем самым, эффективность процесса;
- продувает зону реза, что обеспечивает большую чистоту краев;
- формирует давление для обдува линзы лазера, исключая её загрязнение копотью и дымом.
В первую очередь, требуется оценить производительность модели и величину создаваемого давления. Проще всего сделать это, ознакомившись с паспортными данными на изделие.
Определив, что они вас устраивают, переходите к оценке следующих эксплуатационных характеристик приглянувшейся модели:
Тип компрессора
Этот вопрос надо оценить с двух сторон.Во-первых, масляный или безмасляный.
У каждого из вариантов есть свои плюсы и минусы. Пример. Для масляных требуется обязательная установка сепаратора (фильтра/отделителя). При его отсутствии высока вероятность оседания масла на линзе лазера. Она может перегреться и выйти из строя (лопнуть).
При его отсутствии высока вероятность оседания масла на линзе лазера. Она может перегреться и выйти из строя (лопнуть).
Безмасляный изначально подаёт исключительно чистый воздух. Но ресурс у них многократно ниже, чем у предыдущих подтипов.
Обсудите детали с консультантом.
Во-вторых, по принципу работы. На станках с СО2 лазерами применяют оборудование двух типов:
- Винтовые – сжатие воздуха выполняется двумя роторами с зубьями винтового типа.
Они сцеплены между собой. Относятся к объемному классу ротационных машин (по принципу действия). Востребованы для мощных производственных лазерных станков. Позволяют значительно удешевить процесс получения сжатого воздуха. Имеют большую производительность, в сравнении с поршневыми, обеспечивают максимальную чистоту подаваемого воздуха, длительную непрерывную работу. Просты в эксплуатации и обслуживании. - Поршневые.
Для СО2 лазерных станков чаще применяют именно эти модели. Принцип работы основан на возвратно-поступательном перемещении поршня. Поршень перемещается двигателем компрессора. Один оборот вала – полный цикл работы.
Поршень перемещается двигателем компрессора. Один оборот вала – полный цикл работы.
Устройства подразделяются на ряд подтипов. Для станков рассматриваемой группы основными являются: модели аквариумного типа.
Недорогие варианты с низким энергопотреблением ≤100Вт. Могут работать достаточно продолжительное время непрерывно. Отличаются мtymijq шумностью. Но мощность весьма незначительная. Поэтому с толстыми металлами работать не получится.
При установке на подачу воздуха шланга большего диаметра можно добиться существенного увеличения мощности подобного компрессора примерно вдвое (и даже более).
Какой должен быть ресивер компрессора
Более дорогие, шумные и энергоёмкие (>100Вт). Исключена работа в непрерывном режиме. Оптимальный график применения (работа/отдых) составляет 15/5 мин. Требуют большого ресивера. Ставятся на производственных моделях в малых и средних предприятиях.
Характеристики подбираются с таким расчётом, чтобы устройство позволяло на выходе сопла поддерживать давление ~ 4 бар, и было способно работать не постоянно, а прерывисто. Этого можно достичь значительной производительностью компрессора и емким ресивером.
Этого можно достичь значительной производительностью компрессора и емким ресивером.
Чем быстрее и продолжительнее необходимо резать, тем больший объем рессивера нужно использовать, чтобы рез был ровный и линзы служили дольше.
Для лазерных станков по металлу еще очень важно качествнно фильтровать ваздух, но об этом подробнее в другой статье. Уточните наличие клапанов из нержавейки (снижается вероятность возникновения коррозии), иных «плюшек». Однако, чем их больше, тем дороже станок и его обслуживание.
Вывод
Учитывайте направления развития вашего бизнеса. При покупке компрессора необходимо думать на перспективу. Если взят курс на расширение производства, есть смысл сразу приобретать более производительную модель. Она дороже, но и более долговечна. Цена компрессора и срок его эксплуатации соотносятся в прямой пропорции. Для более подробной информации, обращайтесь к нашим менеджерам.
обзор 10-ваттного модуля Atomstack M50 и воздушного компрессора для лазерного станка / 3D-принтеры, станки и аксессуары / iXBT Live
Если у вас уже имеется диодный
лазерный гравировальный станок, но его мощности не хватает для воплощения в
жизнь новых идей, то не обязательно покупать более мощный станок целиком, а
можно немного сэкономить и обойтись лишь заменой самой лазерной головки. В этом
обзоре я расскажу о модернизации моего Atomstack A5 Pro путем установки 10-ваттного лазерного
модуля Atomstack M50, а также
дооснащения его системой обдува рабочей зоны.
В этом
обзоре я расскажу о модернизации моего Atomstack A5 Pro путем установки 10-ваттного лазерного
модуля Atomstack M50, а также
дооснащения его системой обдува рабочей зоны.
Содержание
- Характеристики
- Упаковка и комплектация
- Установка и подключение
- Тестирование
- Воздушный компрессор
- Заключение
- Оптическая выходная мощность лазера: 10 W;
- Электрическая мощность: 38.4 W;
- Длина волны: 445 ± 5 нм;
- Размер пятна лазера: 0.06*0.06 мм;
- Точность гравировки: 0,01 мм;
- Метод фокусировки: фиксированный фокус;
- Обрабатываемые материалы: дерево, бамбук, бумага, пластик, кожа, неотражающее покрытие и лакированный металл, керамика;
- Поддерживаемое ПО: LaserGRBL, LightBurn.
Весь комплект модернизации помещается в небольшой картонной коробке и состоит из лазерной головки, платы-адаптера с кабелем, блока питания, карточки для выставления фокусного расстояния, пары шестигранников, пары шурупов, металлических шайбочек и нескольких пластиковых стяжек
Внешне Atomstack
M50 немного отличается от лазерных головок, которые мы привыкли видеть.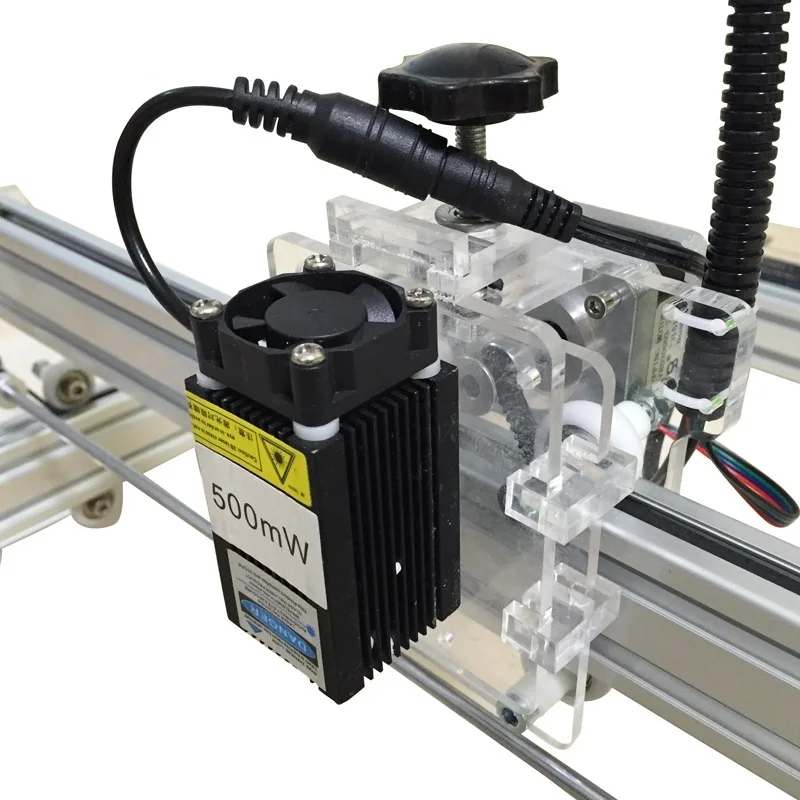
Сзади находятся салазки для регулировки высоты лазера с установленной здесь же пластиной самого крепления.
Справа нанесен наклейка с техническими характеристиками и названием модели, а сверху – плата управления, прикрытая прозрачным оргстеклом.
Расположенная снизу линза прикрыта металлической конической насадкой.
Плата-адаптер Atomstack
T&P v.2.1 имеет отдельную кнопку включения и обеспечивает
совместимость лазерного модуля как с большинством лазерных станков от бренда Atomstack,
так и других известных китайских брендов вроде Neje,
Ortur и др.
На плате имеется разъем для подключения блока питания, но согласно инструкции, использование блока питания не является обязательным и его можно подключать в качестве дополнительного, если при работе лазера будут проявлять просадки по мощности.
Сам блок питания выглядит достаточно внушительно и рассчитан на 12V, 3A, 36W.
Поставляемая в комплекте инструкция не содержит описания на русском языке, но здесь приведены достаточно подробные иллюстрации, поэтому разобраться в подключении оказалось совсем не сложно.
Для начала необходимо отключить и снять штатную лазерную головку со станка.
Далее снимаем площадку крепления нового модуля и прикручиваем ее к площадке станка при помощи двух комплектных шурупов (они значительно короче штатных).
Вставляем салазки модуля в крепление и фиксируем его при помощи барашка.
Далее необходимо
при помощи пластиковых стяжек закрепить плату-адаптер на каретке станка. Заключительным
шагом в 3-пиновый разъем Input платы-адаптера подключаем провод, который до
этого подключался в штатную головку лазера, комплектный кабель 3-пиновой
стороной подключаем в разъем Output платы, а 4-пиновым концом в разъем головки
лазера. На самом деле, в инструкции также описана возможность подключения
лазера без использования платы-адаптера, но для этого необходим специальный
кабель, который не поставляется к данном комплекте, поэтому будем
довольствоваться вот таким не очень эстетичным, но зато вполне рабочим внешним
видом.
На самом деле, в инструкции также описана возможность подключения
лазера без использования платы-адаптера, но для этого необходим специальный
кабель, который не поставляется к данном комплекте, поэтому будем
довольствоваться вот таким не очень эстетичным, но зато вполне рабочим внешним
видом.
Само собой, я первым делом решил проверить, какую толщину фанеры способен прорезать новый лазерный модуль и вот что получилось:
- 3 мм – 1 проход, скорость 3 мм/сек;
- 4 мм – 2 прохода, скорость 5 мм/сек;
- 6 мм – 4 прохода, скорость 5 мм/сек;
- 10 мм – 20 проходов, скорость 3 мм/сек.
На мой взгляд, с толщиной фанеры до 6-8 мм модуль справляется вполне достойно, но 10-ку я бы все же не стал рассматривать для чего то более полезного, чем эксперименты, уж слишком много проходов требуется для резки.
При тестировании
я обратил внимание, что лазер довольно хорошо справился с резкой старой,
низкосортной 4-миллиметровой фанеры и решил попробовать вырезать вот такой игрушечный нож.
Станок отлично работает с ПО LightBurn, поэтому здесь сразу же было задано два отдельных слоя – для нанесения гравировки и для резки.
Полученный результат.
Само собой, модуль способен выполнять гравировку в градациях серого, главное при этом подобрать правильное соотношение скорости перемещения и мощности лазера. На первом фото ниже при высокой мощности изображение получилось очень темным, но при этом очень рельефным на ощупь, на втором, когда была повышена скорость перемещения и мощность уменьшена изображение напротив, получилось более светлым.
Далее попробуем нанести гравировку на поверхность стеклянного флакона от туалетной воды.
Сразу скажу, что
просто так пробовать наносить гравировку на прозрачное стекло твердотельным
лазером бесполезно по причине, как это ни странно прозвучит – прозрачности стекла.
Луч проходит через поверхность не оказывая на нее никакого воздействия. Но не
все так плохо, для решения проблемы необходимо нанести на стекло либо
специальный состав для гравировки, либо использовать не совсем для этого
предназначенную, но от этого не менее эффективную термопасту из ближайшего
компьютерного магазина. Итак, размазываем пасту тонким слоем и наносим
гравировку. На фото видно, что часть изображения пришлась на участок стекла без
термопасты, тем интереснее будет посмотреть на результат в сравнении.
Итак, размазываем пасту тонким слоем и наносим
гравировку. На фото видно, что часть изображения пришлась на участок стекла без
термопасты, тем интереснее будет посмотреть на результат в сравнении.
Как и ожидалось, в месте нанесения термопасты луч лазера вызвал появление микротрещин и в результате мы получили нужный рисунок, а там, где термопаста отсутствовала луч не оставил никаких следов.
Закрепить результат я решил на примере обычной среднестатистической стеклянной бутылки. Для этого пришлось немного приподнимать станок при помощи подручных материалов, так как бутылка просто не помещалась под лазерный модуль, но в результате высоты все же оказалось недостаточно и в процессе перемещения модуль зацепился за бутылку, поэтому последние буквы получились кривыми.
Гравировка достаточно глубокая, смыть или затереть ее просто не получится.
Посмотрим, а возможно ли нанести гравировку на вот такой, совершенно обычный камень с ближайшей обочины.
Сразу после
нанесения рисунок выглядит просто фантастически четким, но причиной тому
является что-то подобное нагару или шлаку от входящих в состав камня химических
элементов.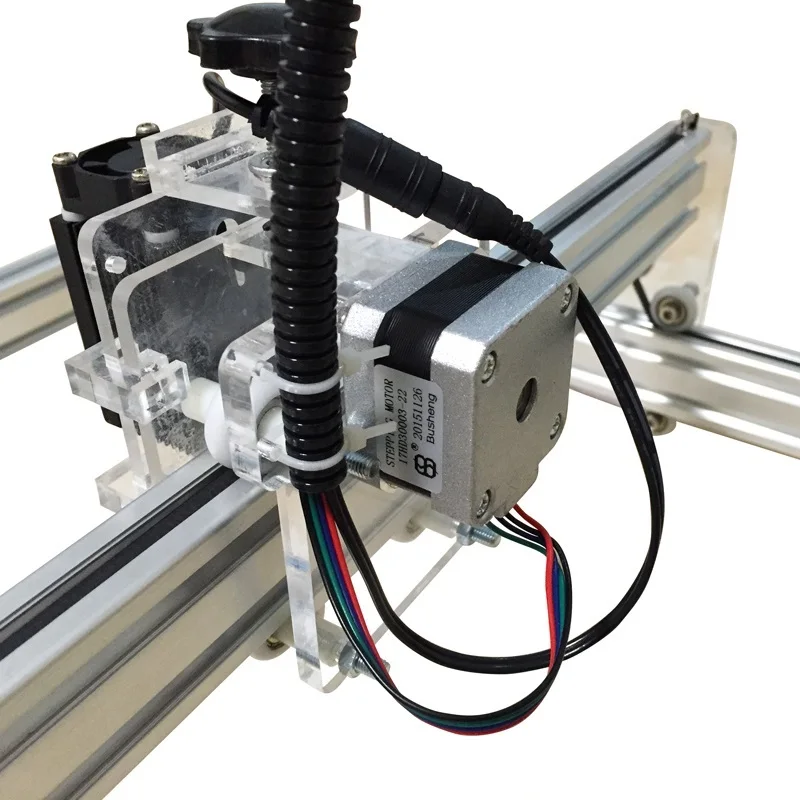
Нагар этот хоть и не очень легко, но все же счищается и в итоге получаем немного менее контрастное, но все же глубокое и четкое изображение.
Также вполне достойно Atomstack M50 справился с нанесением гравировки на металлические поверхности, я выставлял невысокую скорость при полной мощности лазера. Для достижения более темного и глубокого изображения можно наносить гравировку в несколько проходов.
На этом от тестирования лазерного модуля Atomstack M50 предлагаю перейти к рассказу о еще одном полезном устройстве, а именно – компрессоре для обдува линзы и подачи воздуха в рабочую зону лазерного луча.
На самом деле вы наверняка знаете, что такими системами оснащаются значительно более мощные и дорогие CO2-лазерные станки, но для бытовых твердотельников такие приспособления стали выпускаться относительно недавно.
Главным плюсом
такой системы является практически полное отсутствие нагара на заготовке после
резки лазером.
Итак, поскольку компрессор позиционируется производителем как универсальный и подходящий к большинству моделей станков Atomstack, в комплекте, помимо самого компрессора, резиновых ножек, двухметровой воздушной трубки и блока питания, поставляется целый набор состоящий из разноразмерных защитных стекол с прорезями для подключения воздушной трубки, нескольких воронок, а также пары шестигранных ключей, крестовой отвертки и пластиковых стяжек.
Цилиндрический корпус компрессора выполнен из металла. На одном торце находится пластиковый штуцер для подключения воздушной трубки а на противоположном – разъем для подключения блока питания, а также поворотная ручка включения и регулировки мощности воздушного потока. Никакой световой индикации здесь не предусмотрено.
Переделка
лазерного модуля Atomstack A5 Pro для подключения компрессора заключается
в следующем. Снимаем штатный защитный экран и при помощи комплектного
шестигранника ослабляем малюсенький винтик крепления штатной конической насадки,
после чего откручиваем и ее тоже.
В завершении устанавливаем и прикручиваем коническую насадку с воздушным штуцером, после чего устанавливаем новый защитный экран.
Так выглядит обновленный лазерный модуль Atomstack A5 Pro.
Но поскольку мы уже перешли на использование Atomstack M50, модернизируем и его тоже. Для этого снимаем старое защитное стекло, после чего устанавливаем коническую насадку и новое стекло в штатные места.
Далее, после установки модуля на станок необходимо подключить воздушную трубку к компрессору и избегая заломов также подключить ее к штуцеру на конической насадке лазерного модуля.
После подключения блока питания устройство готово к работе. Включение производится поворотом ручки по часовой стрелке до щелчка, последующее вращение в эту же сторону увеличивает скорость потока воздуха.
Посмотрим, как
влияет наличие такой системы на качество резки фанеры. Для этого я запустил
резку снежинки, но включил компрессор не сразу, а через небольшое время. На
фото заметны места с нагаром, здесь обдув не применялся.
Для наглядности, вырежем еще пару снежинок но одна будет сделана без обдува, а вторая – с обдувом. По моему разница здесь уже совсем очевидна и лишние комментарии не нужны.
В ходе экспериментов с доработанным станком я попробовал вырезать настенную полку из 6 мм фанеры. К сожалению рабочее поле станка не позволяет развернуться масштабно, поэтому заготовки полки пришлось подгонять под размер имеющихся листов фанеры – 38х38 см.
Вырезанные заготовки.
И полка в сборе.
По-моему получилось просто отлично, все детальки вошли очень плотно, а толщина в 6 мм сделала полку очень крепкой.
В целом, я остался вполне доволен проведенной модернизацией, новый лазерный модуль Atomstack A5 Pro в тандеме с воздушным компрессором теперь позволяют довольно быстро и чисто резать достаточно толстую фанеру, чего я собственно и хотел.
Узнать стоимость описанного оборудования можно по этим ссылкам: модуль Atomstack M50, воздушный компрессор.
Но как всегда,
нет предела совершенству и китайские производители уже выпустили в продажу
четырехдиодный лазерный модуль Atomstack M100. Оптическая мощность модуля составляет 20 Вт и ко всему прочему он уже поставляется в комплекте с воздушным насосом.
Оптическая мощность модуля составляет 20 Вт и ко всему прочему он уже поставляется в комплекте с воздушным насосом.
Спасибо за внимание.
California Air Tools 8010 — Boss Laser
California Air Tools 8010 — Boss LaserНаведите указатель мыши на изображение или щелкните, чтобы увеличить его
Ультратихий вспомогательный воздушный компрессор
- Средний компрессор 60 дБ против 90 дБ
- 3,10 кубических футов в минуту при 40 фунт/кв. дюйм
- 2,20 кубических футов в минуту при 90 фунтов на квадратный дюйм
227,00 $
КоличествоCalifornia Air Tools 8010
- Описание
- Отзывы
Описание
CALIFORNIA AIR TOOLS 8010 Характеристики компрессора: – Бесшумный, всего 60 децибел шума – Двигатель мощностью 1,0 л. – 8,5 А – Время заполнения бака от пустого до полного – 165 секунд – Оснащен комплектом колес и воздушным фильтром – Мощный 3,00 CFM при 40 PSI – 2,20 CFM при 90 PSI – Гарантия (см. вкладку «Гарантия»)
– 8,5 А – Время заполнения бака от пустого до полного – 165 секунд – Оснащен комплектом колес и воздушным фильтром – Мощный 3,00 CFM при 40 PSI – 2,20 CFM при 90 PSI – Гарантия (см. вкладку «Гарантия»)
Для достижения максимальной эффективности в сочетании с нашим комплектом воздушного фильтра/водоотделителя
Отзывы клиентов
- Доверьтесь пилоту
- Гугл
Отличные продукты Отличное обслуживание клиентов. Мой опыт обслуживания клиентов начался с Элейн Бауэри, которая ответила на звонок, а закончился Дорианом из службы технической поддержки. Оба были внимательны к моей проблеме и усердно работали, чтобы вернуть нас в производство. Спасибо!!
У меня есть лазер Boss Laser уже 4 года, и служба технической поддержки Boss Laser всегда быстро реагировала на мои запросы и помогала мне разобраться в моей проблеме и устранить мои проблемы, чтобы вернуть меня на борт. Я имел удовольствие работать с Дорианом, и он сделал все, что в его силах, чтобы помочь решить проблемы с телефонными звонками и электронными письмами. Очень рекомендую этих ребят!
Я имел удовольствие работать с Дорианом, и он сделал все, что в его силах, чтобы помочь решить проблемы с телефонными звонками и электронными письмами. Очень рекомендую этих ребят!
Дориан быстро ответил и решил мои проблемы, чтобы наш семейный бизнес продолжал работать.
Отличный сервис и сопровождение. Майкл был великолепен
Спасибо, BossLaser! Настольный лазерный маркировочный станок FM-D был просто потрясающим. Он стал наиболее часто используемым инструментом в механическом цехе. Нанесение красивых постоянных логотипов с высоким разрешением на алюминий — лишь одно из многих применений в производстве. Производство теперь стало очень зависимым от FM-D для очень многих задач. Я ценю возможность связаться с BossLaser по телефону и/или по электронной почте для получения технической поддержки и/или продажи обновлений. Мне так повезло, что они местные в Сэнфорде, Флорида, всего в 30 милях от Орландо. Члены команды BossLaser профессионально обслуживают клиентов на стойке регистрации (Элейн), в отделе продаж (Стивен Энген), на демонстрациях (Кен), в службе технической поддержки (Кайл). BossLaser «поддержал меня» с тех пор, как я впервые вошел в их парадную дверь как новичок в области волоконных лазеров. Я счастливый клиент.
BossLaser «поддержал меня» с тех пор, как я впервые вошел в их парадную дверь как новичок в области волоконных лазеров. Я счастливый клиент.
Отличная поддержка клиентов и обслуживание после продажи. A+
Кен провел для меня демонстрацию Boss Laser, и я был очень впечатлен. С нетерпением ждем начала сотрудничества с Кеном и BOSSLAZER.
Мисс Элейн всегда делает все возможное, чтобы убедиться, что вы связаны с нужным человеком для решения ваших технических проблем.
BOSS LASER NEWS
Получите последние новости
Вспомогательный пневматический насос для лазерной резки и гравировки
перейти к содержаниюПоиск
Поиск
Пневматический насос для лазерной резки предназначен для оптимизации производительности гравировки и резки на лазерных станках.
- Простота в использовании : комплект портативного воздушного насоса имеет простую конструкцию и может быть установлен в течение нескольких минут.

- Мощный и регулируемый воздушный поток : поворотные переключатели позволяют пользователям регулировать давление и воздушный поток в соответствии с требованиями для различных проектов.
- Широкая совместимость : комплект лазерной пневматической помпы совместим с несколькими устройствами от разных поставщиков.
- Простая и надежная конструкция : комплект воздушного насоса изготовлен из прочных материалов и включает в себя все детали для установки системы подачи воздуха на вашу машину за считанные минуты.
Отправить запрос
Купить сейчас
- Описание
Описание
Что такое пневматический насос для лазерной резки?
Вспомогательный пневматический насос представляет собой систему подачи воздуха под высоким давлением на место контакта лазерного луча и гравированной поверхности, чтобы избавиться от уродливых черных и желтых следов горения. Он состоит из трех основных частей. Воздушный насос всасывает воздух для перекачки, чтобы добавить надлежащее давление к воздуху. Воздушная трубка используется для направления воздушного потока к воздушному соплу. Последняя часть — это воздушная форсунка, которая нагнетает воздух в зону контакта, где лазерный станок работает с материалами.
Он состоит из трех основных частей. Воздушный насос всасывает воздух для перекачки, чтобы добавить надлежащее давление к воздуху. Воздушная трубка используется для направления воздушного потока к воздушному соплу. Последняя часть — это воздушная форсунка, которая нагнетает воздух в зону контакта, где лазерный станок работает с материалами.
Почему комплект воздушного насоса необходим для лазерной резки?
Комплект с пневматическим насосом может значительно улучшить производительность резки и гравировки во многих отношениях, и вот три основные функции комплекта с пневматическим насосом:
- Повышение производительности: с помощью пневматического вспомогательного оборудования вы можете увидеть видимые улучшения на режущих кромках. и вам больше не нужно беспокоиться об отходах материалов.
- Повышение скорости: воздушная помощь не только обеспечивает более четкие и качественные края, но также увеличивает скорость работы и экономит ваше время.
- Больше безопасности: его воздух под высоким давлением эффективно выдувает горючие побочные продукты и отводит тепло, чтобы снизить риск возгорания, вызванного обломками.

