Какие виды припоев используются для пайки металлов. Чем отличаются мягкие и твердые припои. Какие марки припоев подходят для меди, алюминия, нержавейки. Как правильно выбрать припой для конкретной задачи.
Классификация припоев для пайки
Припои для пайки классифицируются по нескольким основным признакам:
- По температуре плавления:
- Мягкие (легкоплавкие) — с температурой плавления до 300°C
- Твердые (тугоплавкие) — с температурой плавления выше 300°C
- По основному металлу в составе:
- Оловянные
- Свинцовые
- Медные
- Серебряные
- Алюминиевые
- Цинковые
- По форме поставки:
- Прутки
- Проволока
- Лента
- Паста
- Порошок
- По наличию флюса:
- Бесфлюсовые
- Флюсованные
Характеристики мягких и твердых припоев
Основные различия между мягкими и твердыми припоями:
| Характеристика | Мягкие припои | Твердые припои |
|---|---|---|
| Температура плавления | До 300°C | Выше 300°C |
| Предел прочности | 16-100 МПа | 100-500 МПа |
| Основные компоненты | Олово, свинец, висмут, кадмий | Медь, серебро, никель, золото |
| Область применения | Электроника, мелкий ремонт | Конструкционные соединения, трубопроводы |
Популярные марки припоев для различных металлов
Припои для пайки меди
Для пайки медных изделий применяются следующие марки припоев:

- ПОС-61 — оловянно-свинцовый припой с 61% олова
- ПОС-40 — оловянно-свинцовый припой с 40% олова
- ПСр-45 — серебряный припой с 45% серебра
- МФ-1 — медно-фосфорный припой
Припои для пайки алюминия
Алюминий и его сплавы паяются следующими припоями:
- П-34А — алюминиево-кремниевый припой
- А34 — алюминиево-цинковый припой
- АВИА-1 — оловянно-цинковый припой с кадмием
- ПОС-90 — оловянно-свинцовый припой с 90% олова
Припои для нержавеющей стали
Для пайки нержавейки подходят следующие марки:
- ПСр-50 — серебряный припой с 50% серебра
- ПСр-40 — серебряный припой с 40% серебра
- ПМ-17 — медно-марганцевый припой
- ПН-2 — никелевый припой
Как выбрать подходящий припой?
При выборе припоя для конкретной задачи необходимо учитывать следующие факторы:
- Материал соединяемых деталей
- Требуемая прочность соединения
- Рабочая температура изделия
- Коррозионная стойкость
- Электропроводность (для электрических соединений)
- Температура плавления припоя
- Технология пайки (паяльник, газовая горелка и т.д.)

Виды флюсов для пайки
Флюс играет важную роль в процессе пайки, обеспечивая очистку поверхностей и улучшая растекание припоя. Основные виды флюсов:
- Канифольные — на основе природной или синтетической канифоли. Слабоактивные, применяются для электроники.
- Кислотные — на основе соляной или ортофосфорной кислоты. Высокоактивные, для пайки загрязненных поверхностей.
- Безотмывочные — не требуют удаления остатков после пайки.
- Водосмываемые — остатки легко удаляются водой.
- Активированные — с добавками для повышения активности.
Выбор флюса зависит от типа металлов, степени их окисленности и требований к остаткам флюса на изделии.
Особенности пайки разных металлов
Пайка меди и ее сплавов
Медь хорошо поддается пайке благодаря высокой теплопроводности. Основные рекомендации:
- Использовать припои с содержанием олова 30-60%
- Применять неактивные канифольные флюсы
- Температура пайки 220-350°C для мягких припоев
- Тщательно зачищать поверхности от окислов
Пайка алюминия
Алюминий сложен для пайки из-за образования оксидной пленки. Рекомендации:

- Использовать специальные алюминиевые припои
- Применять активные кислотные флюсы
- Тщательно механически очищать поверхность перед пайкой
- Соблюдать короткое время пайки для предотвращения окисления
Пайка нержавеющей стали
Особенности пайки нержавейки:
- Использовать припои с содержанием серебра 40-50%
- Применять активные флюсы для удаления оксидной пленки
- Производить пайку при температуре 700-900°C
- Обеспечить хороший прогрев всего соединения
Техника безопасности при пайке
При работе с припоями необходимо соблюдать следующие меры безопасности:
- Использовать средства защиты органов дыхания и зрения
- Работать в хорошо проветриваемом помещении
- Не допускать попадания припоя и флюса на кожу
- Соблюдать осторожность при работе с нагревательными приборами
- Хранить припои и флюсы в недоступном для детей месте
- Утилизировать отходы пайки в соответствии с правилами
Соблюдение этих мер позволит безопасно выполнять паяльные работы и избежать негативного воздействия на здоровье.
Марки припоев для пайки, состав и свойства, применение: от чего зависит выбор?
Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.
Содержание
- 1. Припой и флюс: что это такое и для чего они нужны?
- 2. Разновидности и марки припоев, их состав, назначение и применение
- 2.1. Тугоплавкие припои
- 2.1.1. Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
- 2.1.2. Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
- 2.1.3. Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)
- 2.2. Легкоплавкие припои из олова и свинца: ПОС-61 и другие
- 3. Как самостоятельно определить или расшифровать марку припоя?
- 4.
Как выбрать нужный припой и флюс?
- 5. Видео по теме статьи
- 6. Комментарии посетителей по теме статьи
 Как выбрать нужный припой и флюс?
Как выбрать нужный припой и флюс?Припой и флюс: что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.
Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов. Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.
Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.
Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
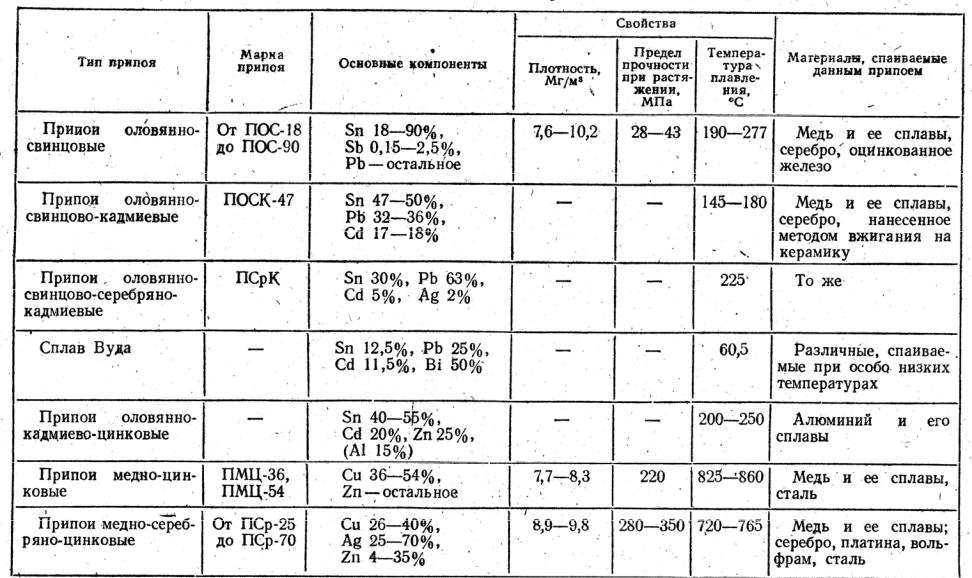
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
Такой припой используется для соединения медьсодержащих сплавов методом высокотемпературной пайки. Он высокопластичен и прочен, устойчив к коррозии, обладает высокой тепло- и электропроводностью. Температура плавления прямо пропорциональна содержанию в нем цинка. Самые распространенные типы такого припоя: ПМЦ-36, ПМЦ-42, ПМЦ-48, ПМЦ-54. Их сравнительные характеристики даны в таблице:
| Разновидность | Температура плавления, °C | Применение |
| ПМЦ-36 | 800 | Пайка бронзовых, медных, латунных деталей, не требующая высокой точности.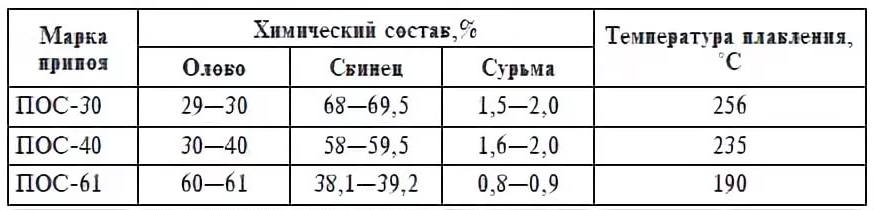 |
| ПМЦ-42 | 830 | Пайка бронзы и латуни, в составе которой 60–68% меди |
| ПМЦ-48 | 865 | Пайка томпака и полутомпака, медных сплавов с концентрацией не менее 69%. |
| ПМЦ-53 | 870 | Пайка стали, меди, бронзы, томпака, полутомпака |
| ПМЦ-54 | 880 |
Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
Серебряные припои, отличающиеся высокой температурой плавления и хорошей смачиваемостью, применяются для пайки стали, меди, серебра и других тугоплавких металлов. Они обозначаются аббревиатурой ПСр и цифрой, соответствующей содержанию драгметалла в составе (1–72%).
Чем больше число в маркировке, тем более прочным получится соединение. От него зависит и цена: высококонцентрированный припой обойдется недешево. В качестве дополнительных составляющих применяют никель, медь, цинк, свинец, олово. Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Припои с небольшим содержанием серебра (ПСр-1–25) применяются для лужения и пайки различных металлических деталей. ПСр30–45 позволяет получить более прочное соединение элементов из меди и ее сплавов, никеля, ковара, бронзы. Высококонцентрированные ПСр-70 и ПСр-72 имеют повышенную проводимость, прочность на разрыв и изгиб. Они подходят для пайки лезвий ленточных пил.
Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)
Латунный припой позволяет получить высокопрочное, не боящееся перепадов температур, влажности и органических кислот соединение, однако работа с ним требует профессионализма и применения специальных инструментов, поэтому в домашних условиях им не пользуются. Он широко применяется при пайке латуни, нержавейки, стали, меди, никеля и других твердоплавких металлов на различных производствах. Для него характерна высокая температура плавления (900°C) и текучесть.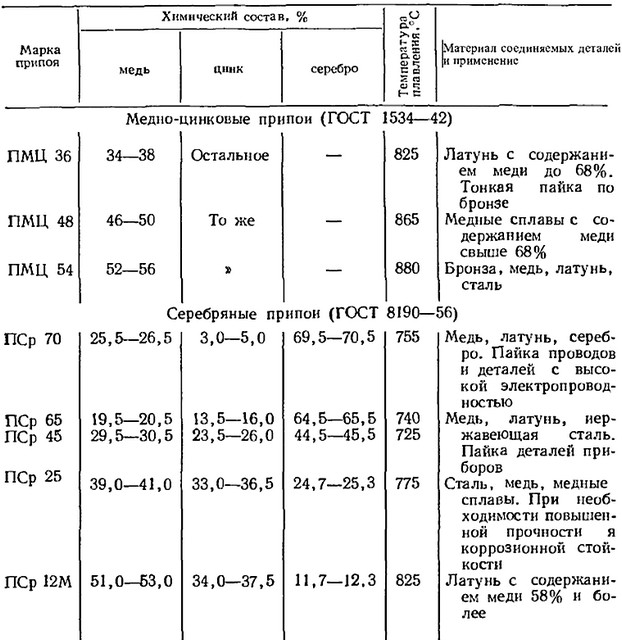
Наиболее востребованы латунные припои ЛОК 59-1-03 и ЛОК 62-06-04. Первый содержит 58–60% меди, около 1% олова и 0,2–0,4% кремния, остальное – цинк. Он применяется для газовой сварки латуни, пайки твердосплавных пластин, паяного режущего инструмента, наплавки углеродистых сталей. Разновидность ЛОК 62-06-04 (цифры также соответствуют проценту содержания меди, олова и кремния) широко используется в различных отраслях промышленности. Она незаменима при проведении сварочных работ, производстве трансформаторов, для изготовления латунной сетки.
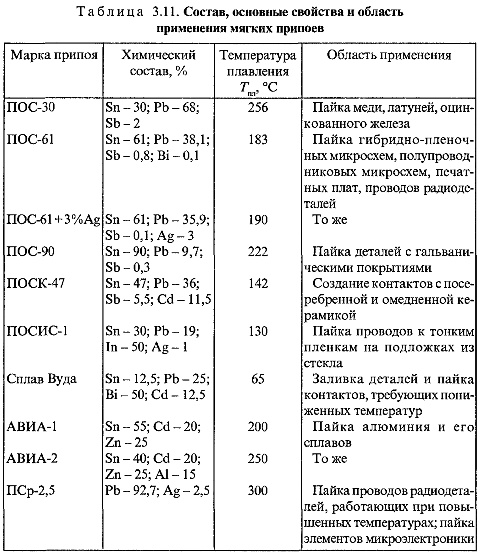
Легкоплавкие припои из олова и свинца: ПОС-61 и другие
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.
Припои оловянно-свинцовые (наиболее распространенные) имеют марку ПОС, если в составе присутствует также сурьма (она повышает прочность) – ПОССу. Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
- ПОС-10. Используется для пайки и лужения контактных поверхностей электроники (починка электроприборов, реле).
- ПОС-40. Отличается широкой областью применения. Применяется для операций, не требующих высокой точности. Используется при работе с оцинкованным металлом, электроаппаратурой и радиоэлектроникой, детали которой нельзя подвергать высокотемпературному воздействию. С помощью ПОС-40 устраняют дефекты в трубах и радиаторах, им паяют медные провода.
- ПОС-61. Еще один популярный вид припоя, который широко используется как в промышленности, так и в быту. ПОС-61 незаменим при ремонте радиокомпонентов, пайке печатных плат и других деталей, чувствительных к перегреву, починке радиаторов. Оптимален для пайки проводов.
- ПОС-90. Отличается самой высокой температурой плавления (220–265°С). Применяется при ремонте медтехники и пищевой посуды, пайке обмоток.

Как самостоятельно определить или расшифровать марку припоя?
В большинстве случаев расшифровать марку припоя несложно. Буква П обозначает слово «припой», другие – входящие в него компоненты (Ср –серебро, К – кадмий, М – медь, А — алюминий, Кр – кремний и т. д.). Если в материале присутствуют драгоценные и редкие металлы, маркировка начинается с них, даже если их доля составляет всего 1%. Далее следует цифра, соответствующая процентному содержанию компонента. Например, ПМЦ-36 содержит 36% меди, ПОС-61 – 61% олова.
В обозначении многокомпонентных сплавов при маркировке часто используется следующая схема: сначала идут буквы, обозначающие компоненты, затем – цифры, соответствующие их процентному содержанию (расшифровка марки МНМц 68-4-2: 63–68% меди, 4–5% никеля и 1,5–2,5% марганца). Бессвинцовые сплавы, набирающие популярность благодаря отсутствию токсичного элемента, маркируются по наименованию компонентов на латыни с указанием их содержания после соответствующих букв: Sn95,5Ag3,8Cu0,7 (трехкомпонентный олово-серебряно-медный сплав).
Определить примерный состав можно и по внешнему виду. Материалы с высоким содержанием цинка, олова или серебра окрашены в светло-серебристый цвет, свинца – в тусклый серый. Латунный, золотой и фосфорный припои желтые, медный имеет красный подтон. Если он обладает металлическим блеском, в нем много олова. Тугоплавкие припои на вид матовые.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).
Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Классификация, виды и марки припоев для пайки медных труб, проводов
При операциях по соединению металла используются различные способы. Если нет возможности применить сварку, то в качестве альтернативы используют пайку, если речь идет об относительно тонких изделиях и не крупных поломках. Несмотря на то, что в обоих случаях в качестве основного присадочного материала используется металлические сплавы, в пайке основной металл не расплавляется. Тем не менее, для качественного проведения процесса следует использовать различные виды припоев, причем для каждой разновидности металла нужно подбирать отдельную марку материала наплавки.
Виды припоев для пайки
Их классификация происходит по тому, для пайки чего они предназначаются. Ведь в промышленности и в частной сфере встречается масса сплавов со своими особенностями. Также здесь учитывается температура, в которой будет эксплуатироваться изделие, какие механические и вибрационные нагрузки на него возлагаются, будет ли контакт с человеком и так далее. Все эти и многие другие факторы создают большое количество марок для каждого металла. Различные виды припоев для пайки используются для заделки трещин в трубах, для чего нужно сопротивление коррозии, соединения проводов, тут требуется высокая электропроводимость, соединения металла подобно сварке, где нужна высокая прочность и так далее. Различные виды припоев для пайки производятся по ГОСТ 21931-76.
Классификация
Классификация припоев происходит по нескольким основным признакам. В первую очередь они делятся на мягкие и твердые. К мягким относятся те марки к которых температура плавления достигает 300 градусов Цельсия. Максимальный предел прочности на растяжения в таком случае составляет 100 Мпа, тогда как минимальный только 16 МПа. К ним причисляются сплавы из свинца, олова, кадмия цинка, сурьмы и прочих легкоплавных металлов, в том числе и бессвинцовые припои.
Максимальный предел прочности на растяжения в таком случае составляет 100 Мпа, тогда как минимальный только 16 МПа. К ним причисляются сплавы из свинца, олова, кадмия цинка, сурьмы и прочих легкоплавных металлов, в том числе и бессвинцовые припои.
К твердым относятся те марки, у которых температура плавления выше 300 градусов Цельсия. Это повышает и предел прочности на растяжение, так как минимальное значение тут составляет около 100 МПа, а максимальное значение может достигать 500 Мпа. Это сплавы меди, цинка, никеля, серебра и прочих металлов, у которых высокая температура плавления.
Твердый припой для пайки
Помимо этого есть разделение на то, какой именно основной металл содержится в составе присадочного материала. Это может быть:
- Серебряный припой;
- Медный;
- Оловянный;
- Алюминиевый;
- Припой для пайки нержавеющей стали.

Также стоит выделить в отдельный класс флюсованные марки, внутри которых содержится флюс, соответственно, им не требуется его дополнительное применение.
По вариантам поставки выделяются:
- Стержни – небольшие плотные элементы, которые расплавляются паяльником;
- Проволока – хорошо подходит как для газовой пайки, так и для паяльника;
- Трубчатые – выполняется в виде трубки, внутри которой зачастую располагается флюс;
- Листы – тонкие листы сплава, которые подходят как для пайки плоских поверхностей, так и для других целей.
Существуют различные технологии производства, которые также создают разные марки припоев для пайки. Среди них выделяются тянутые, измельченные, литые, прессованные, спеченные, штампованные, аморфные и катанные.
Виды припоев для пайки медных труб и проводов
Виды припоев для пайки медных жил и труб выглядят следующим образом:
Марка | Характеристика |
1S | Мягкий сплав в состав сплава которого входит серебро. Применяется для медных труб, но может использоваться также для изделий из латуни и бронзы, так как может выдерживать высокие температуры и имеет высокую коррозионную стойкость. Для повышения качества желательно использовать дополнительно флюс, как обыкновенный, так и порошковый Применяется для медных труб, но может использоваться также для изделий из латуни и бронзы, так как может выдерживать высокие температуры и имеет высокую коррозионную стойкость. Для повышения качества желательно использовать дополнительно флюс, как обыкновенный, так и порошковый |
Rosol 3 | Мягкий сплав для соединения которым нужно использовать флюс. Температура плавления такого материала составляет 240 градусов Цельсия. Они применяют для сварки труб и проводов из меди. Также хорошо взаимодействует с тонкими металлами. |
Rolot 94 | Твердый припой. Материал высокого качества пайки, что предназначен для капиллярной и щелевой пайки труб, у которых нет фитинга. Помимо меди хорошо соединяется с красной бронзой и латунью. Температура плавления составляет от 730 градусов Цельсия, что предполагает использование только с толстыми заготовками. У него достаточно большой интервал между температурой плавления и кипения. |
Rolot 2 | Твердый припой. Относится к сплавам специального типа. В его составе имеется серебро. Используется для всех видов пайки меди и дает соединения высокого качества. Относится к сплавам специального типа. В его составе имеется серебро. Используется для всех видов пайки меди и дает соединения высокого качества. |
Виды припоев для пайки алюминия
Марка | Характеристики |
Авиа 1 | Используется практически для всех сплавов из алюминия и является универсальным расходным материалом. Благодаря низкой температуре плавления подходит для соединения проводов. Это мягкий сплав, температура плавления которого до 200 градусов Цельсия. Основой является олово (55%), а также в него входит цинк (25%) и кадмий (20%). |
Castolin 190 | Флюсованный твердый сплав, температура плавления которого составляет 580 градусов Цельсия. Используется как для соединения алюминиево-медных сплавов, так и для чистого алюминия. Состав обладает высокой текучестью и адгезией. Применяется для таких видов как капиллярное спаивания, так и с зазором. Марку часто используют для ремонта электроники и бытовой техники. Поставляется в прутках по 50 см. Поставляется в прутках по 50 см. |
Вилы припоев для пайки нержавейки
Марка | Характеристика |
HTS528 | Универсальный присадочный материал, подходящий для всех процедур по спаиванию нержавеющей стали различных сортов. Это твердый припой, температура плавления которого составляет 760 градусов Цельсия. Материал имеет флюсовое покрытие, которое придает ему красный цвет. Размер одного прутка составляет 45 см при весе в 20 грамм. |
П-81 | Это твердый припой, температура плавления которого составляет 650 градусов Цельсия. Припой часто используется профессионалами для ремонта. В составе встречается нержавеющая сталь, чугун, никель, серебро и прочее. Предел прочности наплавленного материала составляет 170 МПа. Поставляется в прутках по 59 см и диаметром около до 3 мм. |
Выбор припоя
При подборке припоя нужно обращать внимание на температуру плавления материала. Она должна быть ниже, чем этот же показатель у основного материала, иначе он будет расплавляться, что приведет к изменению структуры. Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования. Здесь уже больше подойдут твердые марки.
Она должна быть ниже, чем этот же показатель у основного материала, иначе он будет расплавляться, что приведет к изменению структуры. Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования. Здесь уже больше подойдут твердые марки.
Также важен основной материал. Но здесь не всегда идет полное соответствие, как в сварке. К примеру, виды припоев для пайки медных проводов будут содержать медь в своем составе, но для пайки алюминия могут использоваться припои, в которых нет алюминия.
«Важно!
При работе с алюминием нужно осуществлять дополнительную обработку.»
Для длительных операций, когда нужно много паять, лучше подбирать материал в длинных прутках, чтобы лишний раз не прерывать температурную обработку. Для домашней сферы лучше всего подходят проволочные припои и аморфные, так как их применение происходит периодически и в малых количествах.
Какие существуют типы припоя?
Наверх< Вернуться на главную
Припой — это материал, который используется для постоянного соединения объектов, таких как трубы или провода. Основное применение пайки в сантехнике — это соединения без утечек. В электронной промышленности пайка используется для соединения проводов компонентов схемы.
Для пайки сантехники на место соединения медной трубы и фитинга нагревается горелка. После нагрева припой помещается в стык и плавится и течет, чтобы герметизировать его. Это соединение обеспечивает соединение между трубой и фитингом.
Припой представляет собой металл или металлический сплав, который исторически состоял из свинца и олова в различных пропорциях. Сегодня бессвинцовый припой доступен в соответствии с Законом о безопасной питьевой воде, который ограничивает количество свинца, используемого в портативных системах водоснабжения.
Давайте рассмотрим три разных типа пайки.
Типы припоя
1. Припой на основе свинца
Свинцовый припой, изготовленный из свинца и олова, используется в большинстве электронных производственных приложений для образования прочной связи между соединениями других металлов, таких как медь и алюминий. Припой на основе свинца не используется для водопроводных труб.
2. Бессвинцовый припой
Бессвинцовый припой обычно имеет более высокую температуру плавления, чем обычный припой.
● Оловянно-сурьмяный припой: Содержит 95 % олова и 5 % сурьмы. Этот тип припоя не содержит свинца и поэтому безопасен для водопроводных сетей. Разработан для использования в сантехнике, где возникают частые резкие перепады температуры и вибрации (холодильники, холодильное оборудование и теплопроводы, также используется для пайки электроники. Мы рекомендуем использовать кислотный сердечник 95/5 для работы с воздуховодами и канифольный сердечник 95/5 для электрики. Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
● Припой медно-оловянный: Содержит 97 % олова и 3 % меди. Бессвинцовый и безопасный для водопроводных сетей, этот тип припоя предназначен для запотевания медных и латунных сантехнических соединений. Диапазон плавления составляет от 440 ° F до 572 ° F, и он имеет неограниченный срок хранения.
● Серебросодержащий припой: Содержит серебро, медь, висмут и олово. Этот припой, не содержащий свинца и безопасный для водопроводных сетей, идеально подходит для латуни с низким содержанием свинца. Он имеет широкий диапазон плавления (от 420°F до 460°F), что дает больше времени для пайки соединений.
Типы флюса
Флюс предназначен для очистки труб и фитингов от любого поверхностного окисления. Все флюсы Oatey не содержат свинца, соответствуют требованиям NSF и имеют срок годности два года с даты изготовления.
Существует четыре типа флюса, которые вы можете выбрать в зависимости от области применения:
● Флюс на нефтяной основе (или петролатумный флюс): Промывка необходима и разработана для обеспечения превосходных смачивающих свойств для улучшения текучести припоя. Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
● Водорастворимый флюс: Смываемый водой и совместимый со всеми распространенными припоями для сантехники, он менее коррозионно-активен, поскольку самоочищается внутри трубы, когда вода течет по линиям. Этот флюс имеет более узкий диапазон температур при нагреве, но работает со всеми припоями.
● Флюс для жаркой погоды: Специально разработанный для жаркого климата, этот флюс не расслаивается при температуре до 135°F.
● Флюс для лужения: Доступный как в водорастворимой, так и в нефтяной формулах, этот флюс обогащен частицами луженого порошка для предварительного лужения трубопроводов и улучшения текучести припоя, а также обеспечивает равномерный нагрев фитинга. Последнее необходимо при пайке латунных систем с низким содержанием свинца или трубопроводов большого диаметра. Он совместим со всеми распространенными припоями для сантехники.
Он совместим со всеми распространенными припоями для сантехники.
Дополнительные советы
● В некоторых случаях вместе с припоем могут понадобиться расходные материалы. Большинство наборов для пайки включают в себя щетку для крепления проводов, наждачную ткань и, в зависимости от типа припоя, контейнер с флюсом и щетку для флюса.
● Если вы паяете вблизи легковоспламеняющихся предметов, рассмотрите возможность использования Oatey Flame Protector, чтобы поверхность не загорелась и не загорелась. Поместите пламегаситель между соединением и поверхностью, чтобы предотвратить повреждение.
● При использовании припоя в вашем следующем проекте мы рекомендуем вам ознакомиться с инструкциями производителя по применению конкретного продукта и правилам техники безопасности.
Посмотреть большеВыбор припоя — Навигация по различным сплавам, типам флюсов и т. д. — Нейрохром
Как вы, наверное, заметили, статьи в моей базе знаний свободны от рекламы.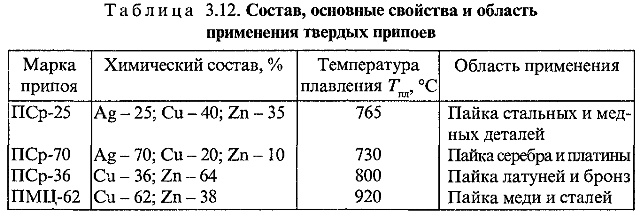 Вместо того, чтобы отвлекать вас назойливой рекламой, прошу вашего пожертвования. Если вы считаете содержимое этой страницы полезным, рассмотрите возможность сделать пожертвование, нажав кнопку «Пожертвовать» ниже.
Вместо того, чтобы отвлекать вас назойливой рекламой, прошу вашего пожертвования. Если вы считаете содержимое этой страницы полезным, рассмотрите возможность сделать пожертвование, нажав кнопку «Пожертвовать» ниже.
Припой для электроники и припой для сантехники
Выбор лучшего припоя для вашего проекта электроники может быть немного сложным для многих новичков и довольно запутанным даже для опытных ветеранов. Моя цель на этой странице – дать вам, любителям, некоторую ясность, чтобы вы могли сделать осознанный выбор.
Начнем с самого начала: Вы хотите использовать припой, предназначенный для использования в электронике, а не припой для сантехники. В сантехнике вы наносите флюс кистью, а сам припой не содержит флюса. Это бесполезно для электроники. Сантехнический флюс слишком кислый для использования в электронике, а также невероятно грязный.
Флюс
Флюс предназначен для очистки паяного соединения во время нанесения припоя, что позволяет припою растекаться, что приводит к хорошему паяному соединению без пустот. Флюс также изменяет поверхностное натяжение, что увеличивает сцепление припоя с металлом в паяном соединении. В припой, используемый для электроники, встроен флюс, а струйка дыма, выделяемая в процессе пайки, возникает из-за выкипания флюса. Длительное воздействие паров флюса опасно для здоровья. Риск для здоровья, вероятно, меньше для любителя, время от времени выполняющего пайку. Тем не менее рекомендуется установить небольшой вентилятор, чтобы выдувать пары флюса из рабочей зоны во время пайки.
Флюс также изменяет поверхностное натяжение, что увеличивает сцепление припоя с металлом в паяном соединении. В припой, используемый для электроники, встроен флюс, а струйка дыма, выделяемая в процессе пайки, возникает из-за выкипания флюса. Длительное воздействие паров флюса опасно для здоровья. Риск для здоровья, вероятно, меньше для любителя, время от времени выполняющего пайку. Тем не менее рекомендуется установить небольшой вентилятор, чтобы выдувать пары флюса из рабочей зоны во время пайки.
Существует три различных вида флюса для пайки электроники. Основное отличие заключается в сложности удаления флюса.
-
Водорастворимый . Основное преимущество водорастворимого флюса заключается в том, что его относительно легко удалить. Промойте контур теплой проточной водой и при необходимости потрите щеткой с мягкой щетиной. Также можно использовать ультразвуковой очиститель. Промойте деионизированной (DI) или паровой дистиллированной водой. Основным недостатком этого типа флюса является то, что он нужно удалить .

- На основе канифоли . Традиционно флюс, используемый в припое для электроники, изготавливался на основе сосновой канифоли. Он доступен в трех «ароматах»: неактивированный (R), слегка активированный (RMA) и активированный (RA), причем последний является наиболее кислым из трех. Остатки флюса на основе канифоли обладают слабой коррозионной активностью и должны быть удалены после пайки. Обратите внимание, что припой RMA был разработан таким образом, что очистка, хотя и рекомендуется, может быть исключена. RMA также является наиболее распространенным типом припоя на основе канифоли. Флюс на основе канифоли можно удалить изопропиловым или изопропаноловым спиртом с последующей промывкой деионизированной водой. Обычно необходимо некоторое перемешивание щеткой с мягкой щетиной.
-
Без очистки . Как видно из названия, формула флюса без очистки не требует очистки. Некоторые утверждают, что, хотя флюс без очистки не требует очистки, флюс все равно следует удалять.
 К сожалению, флюс, не подлежащий очистке, очень трудно удалить, что требует использования очистителей флюса, содержащих ацетон, гексан и другие агрессивные растворители.
К сожалению, флюс, не подлежащий очистке, очень трудно удалить, что требует использования очистителей флюса, содержащих ацетон, гексан и другие агрессивные растворители. - Не требует очистки, смывается водой . Этот тип флюса уникален для ChipQuik и сочетает в себе преимущества водорастворимых и не требующих очистки типов флюсов. Неочищенный, смываемый водой флюс является неотмывочным флюсом. Остаток, оставленный этим флюсом, не вызывает коррозии и не проводит электричество, и его следует оставить на печатной плате после пайки. Однако, в отличие от обычного флюса без очистки, смываемый водой флюс ChipQuik можно удалить, промыв печатную плату горячей (60 ºC) водой. Обратите внимание, что остатки, оставленные этим флюсом, не затвердевают. Скорее, он имеет тенденцию размазываться, и его можно стереть с доски. Несмотря на то, что это нечистый флюс, кажется, что его нужно счистить с платы.
Если вы хотите свести к минимуму запасы припоя в своем наборе инструментов, лучшим вариантом будет припой с флюсом RMA. В качестве альтернативы я рекомендую использовать водорастворимый флюс для контуров, которые можно легко очистить, и флюс, не требующий очистки, в ситуациях, когда очистка затруднена или невозможна.
В качестве альтернативы я рекомендую использовать водорастворимый флюс для контуров, которые можно легко очистить, и флюс, не требующий очистки, в ситуациях, когда очистка затруднена или невозможна.
Обратите внимание, что многие материалы для ремонта печатных плат, такие как оплетка для удаления припоя (например, Solder-Wick), содержат флюс. Убедитесь, что ваши различные источники флюса совместимы, например, если вы паяете с флюсом RMA, обязательно используйте Solder-Wick с флюсом RMA для удаления припоя.
Жидкий флюс и ручки для флюса
Паяльная проволока для электроники уже содержит флюс, поэтому я очень редко использую какой-либо дополнительный флюс. Тем не менее, небольшой дополнительный флюс может быть полезен при доработке и ручной сборке компонентов с мелким шагом выводов, таких как микросхемы в корпусах BGA, QFN и TQFP.
Flux доступен в жидкой и гелевой форме, но с этими формами довольно сложно работать. Ручка для флюса является лучшей альтернативой, так как позволяет наносить тонкий слой флюса там, где это необходимо: на компоненте и на контактных площадках печатной платы. Ручки Flux содержат жидкий флюс и имеют наконечник из стекловолокна для его дозирования. Они очень похожи на фломастеры — нажимайте на наконечник, пока флюс не насытит кончик, затем «нарисуйте» флюс там, где вы хотите.
Ручки Flux содержат жидкий флюс и имеют наконечник из стекловолокна для его дозирования. Они очень похожи на фломастеры — нажимайте на наконечник, пока флюс не насытит кончик, затем «нарисуйте» флюс там, где вы хотите.
Я использую флюсовую ручку Kester #186 с флюсом RMA. Как и в случае с оплеткой для удаления припоя, выберите флюсовую ручку с флюсом, совместимым с флюсом в используемом вами припое.
Очистители флюса
Проблема остатков флюса в том, что они гидрофильны, т.е. притягивают воду. Это означает, что любой остаток флюса на печатной плате вызовет значительные токи утечки в дождливый день. У вас может быть схема, которая хорошо работает в сухом климате, но не работает в прибрежном климате. Сочетание воды и остатков флюса также вызывает коррозию и может со временем привести к выходу из строя ваших цепей. Как отмечалось выше, исключениями являются остатки, оставленные флюсом без очистки, которые не являются коррозионными, и остатки флюса RMA, которые обладают очень слабой коррозионной активностью, что позволяет исключить стадию очистки.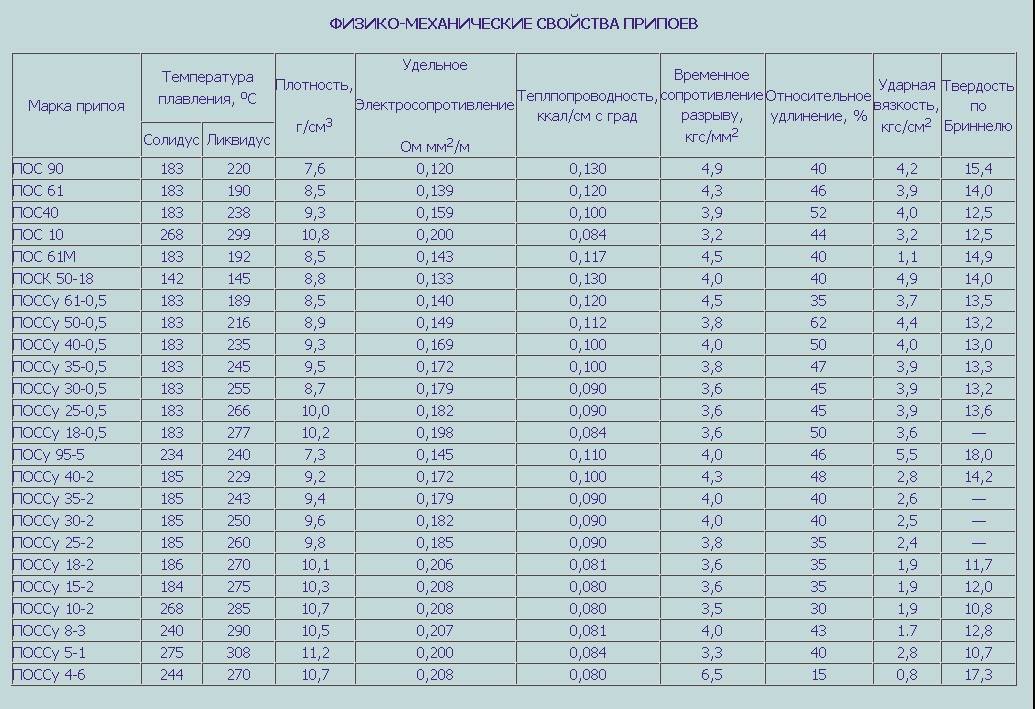
Средства для удаления флюса различаются по степени агрессивности: от легких до тяжелых. Средства для удаления флюса для легких условий эксплуатации, как правило, основаны на изопропиле или изопропаноле, тогда как средства для удаления флюсов для тяжелых условий эксплуатации включают ацетон, гексан и другие довольно неприятные растворители. Эти очистители легко воспламеняются и должны использоваться только в хорошо проветриваемых помещениях. Я настоятельно рекомендую вам прочитать паспорт безопасности материала (MSDS) перед использованием любого из этих средств для удаления флюса. Обратите внимание, что помимо личной безопасности некоторые средства для удаления флюса растворяют пластик, поэтому будьте осторожны.
Лично мне нравится Chemtronics Flux-Off No Clean Plus, который можно приобрести у Mouser в США. Он не отправляется авиапочтой из-за воспламеняемости. Это относительно агрессивное средство для удаления флюса и, как правило, оставляет на печатной плате тусклые следы. Этот остаток можно удалить промывкой водой. MG Chemicals (и многие другие) также производят средства для удаления флюса.
Этот остаток можно удалить промывкой водой. MG Chemicals (и многие другие) также производят средства для удаления флюса.
С любой собранной платы, которую я отправляю заказчику, будет удален флюс.
Припой
Существует две основные группы припоев, используемых в электронике: свинцовые и бессвинцовые, последние доминируют в производстве электроники сегодня из-за экологических проблем , связанных с утилизацией электронных продуктов.
Бессвинцовый припой имеет не самую лучшую репутацию, отчасти из-за технических проблем с процессом пайки. Большинство сплавов бессвинцовых припоев плавятся при более высокой температуре (около 220-250 ºC), чем оловянно-свинцовые припои (около 180-190 ºC). Таким образом, переход от свинцового припоя к бессвинцовому потребует изменения температуры жала паяльника. Типичная температура наконечника для пайки свинцом составляет 320-370 ºC (600-700 ºF). Для бессвинцового нагрева температура должна быть увеличена до 370-425 ºC (700-800 ºF).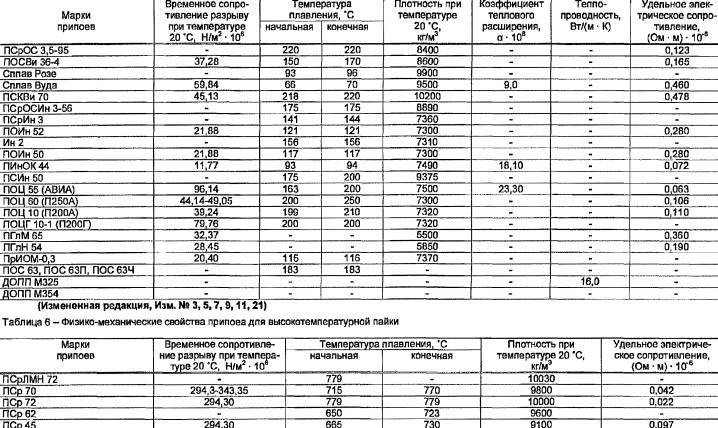 В дополнение к более высокой температуре наконечника необходимо увеличить время выдержки. Паяное соединение может быть выполнено припоем на основе свинца менее чем за секунду. При использовании бессвинцового припоя это время необходимо увеличить, чтобы избежать соединений холодной пайки.
В дополнение к более высокой температуре наконечника необходимо увеличить время выдержки. Паяное соединение может быть выполнено припоем на основе свинца менее чем за секунду. При использовании бессвинцового припоя это время необходимо увеличить, чтобы избежать соединений холодной пайки.
Припой, содержащий свинец
Опасность для здоровья: Припой, содержащий свинец, содержит свинец (ДУХ!). При попадании внутрь свинец накапливается в жировых тканях организма, включая миелиновую оболочку, окружающую нервные волокна в головном мозге. Это может привести к повреждению головного мозга, особенно у младенцев и маленьких детей. В основном это проблема литья свинца, когда свинец нагревается почти до точки кипения. Температуры, используемые при пайке, намного ниже. Основной риск воздействия свинца связан с тем, что свинец стирается с припоя на ваши пальцы. Пожалуйста, убедитесь, что вы не едите и не пьете во время пайки. Тщательно вымойте руки, когда закончите пайку.
Для пайки электроники обычно используются три сплава на основе свинца:
-
60/40 (Sn/Pb) .
 Основным преимуществом припоя 60/40 является стоимость, поэтому большая часть старого оборудования собиралась с использованием этого типа припоя. Основным недостатком этого сплава является то, что он имеет область пластичности 5 ºC. Припой 60/40 становится пластичным (податливым, но не совсем расплавленным) при 183 ºC и плавится при 188 ºC. Припой проходит через одну и ту же пластиковую область по мере остывания, и если соединение нарушается или перемещается, когда припой проходит через пластиковую область, образуется холодное паяное соединение. Это может сделать ручную пайку разочаровывающей, особенно для новичка. Пока паяное соединение остается неподвижным до тех пор, пока припой полностью не затвердеет, пластиковая область не имеет практического значения для паяных соединений.
Основным преимуществом припоя 60/40 является стоимость, поэтому большая часть старого оборудования собиралась с использованием этого типа припоя. Основным недостатком этого сплава является то, что он имеет область пластичности 5 ºC. Припой 60/40 становится пластичным (податливым, но не совсем расплавленным) при 183 ºC и плавится при 188 ºC. Припой проходит через одну и ту же пластиковую область по мере остывания, и если соединение нарушается или перемещается, когда припой проходит через пластиковую область, образуется холодное паяное соединение. Это может сделать ручную пайку разочаровывающей, особенно для новичка. Пока паяное соединение остается неподвижным до тех пор, пока припой полностью не затвердеет, пластиковая область не имеет практического значения для паяных соединений. -
63/37 (Sn/Pb) . Припой 63/37 является эвтектическим сплавом, что означает, что он переходит из твердого состояния в жидкое без пластичности. Припой 63/37 плавится при 183 ºC. Этот тип припоя немного дороже, чем 60/40, но отсутствие пластиковой области делает его более удобным в работе и более удобным для начинающих.
 Соединения, выполненные с использованием этого припоя, будут выглядеть более блестящими, чем соединения, выполненные с использованием припоя 60/40. Это чисто косметический эффект.
Соединения, выполненные с использованием этого припоя, будут выглядеть более блестящими, чем соединения, выполненные с использованием припоя 60/40. Это чисто косметический эффект. - 62/36/2 (Sn/Pb/Ag) . «Серебряный» припой 62/36/2 набирает популярность в аудиокругах — вероятно, потому, что он дороже и содержит серебро. Для пайки медных проводов и печатных плат нет никаких доказательств того, что «серебряный» припой должен быть лучше обычного припоя 60/40 или 63/37. Однако, если вы припаиваете к серебряной проволоке, в том числе к некоторым слюдяным колпачкам и радиочастотным кабелям «серебро на стали», вы можете использовать «серебряный» припой. Это связано с тем, что обычный припой Sn/Pb со временем растворяет серебро. Серебро в 62/36/2 препятствует этому.
С точки зрения электропроводности три типа отличаются друг от друга в пределах нескольких процентов. Прочность на растяжение припоя 62/36/2 примерно в два раза выше, чем у 60/40, но действительно ли это приводит к механически более прочным паяным соединениям, зависит от геометрии соединения.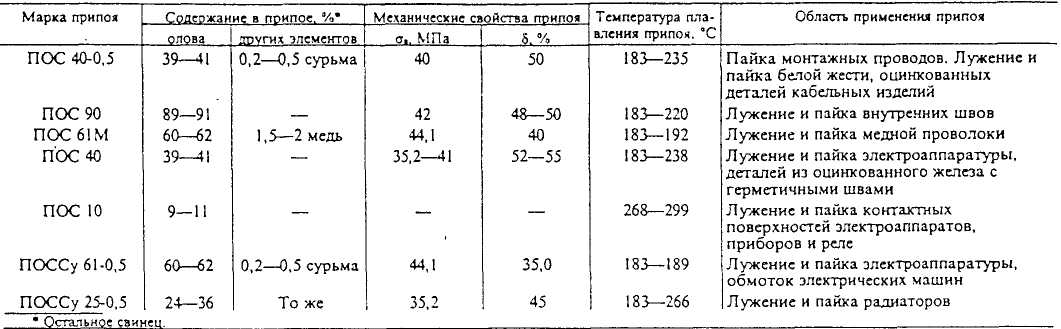
Бессвинцовый припой
Разработка хорошего бессвинцового припоя была сложной задачей, и некоторые из лучших сплавов доступны только в виде паяльной пасты. Первым внедренным бессвинцовым сплавом был SAC305 (96,5/3/0,5 — Sn/Ag/Cu). Соединения, выполненные с помощью этого сплава, имеют матовый и зернистый вид, поэтому их невозможно отличить от холодных (неудачных) паяных соединений, выполненных припоем 60/40. Я предлагаю уклоняться от этого сплава.
Некоторые из наиболее удобных в использовании сплавов бессвинцового припоя:
-
ЦЕЛЬ Sn100C® . Этот сплав почти на 100 % состоит из олова. Он содержит 0,7 % меди, 0,05 % никеля, ≤0,01 % германия. Остальные ок. 99,25 % составляет олово. Никель и германий работают в тандеме, увеличивая поверхностное натяжение расплавленного припоя, тем самым сводя к минимуму образование мостиков припоя и улучшая заполнение отверстий. AIM Sn100C® — это эвтектический сплав с температурой плавления 227 ºC. Поскольку этот сплав – единственное место в городе для бессвинцового припоя, он довольно дорог и более чем вдвое превышает стоимость припоя со свинцом 63/37.

- Легированный германием 99,3/0,7 (Sn/Cu). Похоже, это универсальная версия AIM Sn100C®. Одним из примеров является сплав CQ100Ge™ компании ChipQuik.
- Кестер К100LD. Подобно вышеперечисленным сплавам, К100ЛД содержит 99,3 % олова и 0,7 % меди с небольшими количествами никеля и, в отличие от других сплавов, висмута. Это эвтектический сплав с температурой плавления 227 ºC.
- 99,3/0,7 (Sn/Cu) . Аналогичен AIM Sn100C® и CQ100Ge™, но без легирования никелем/германием. Отказ от легирования Ge/Ni снижает стоимость примерно на 5%. Этот сплав является эвтектическим и плавится при 227 ºC.
- 95/5 (Sn/Ag). Эффективность припоя 95/5 очень близка к 60/40 свинцовому припою, что очень привлекательно. Этот сплав имеет довольно большую область пластичности, поэтому не очень полезен для любителей. Он вступает в пластичность при 221 ºC и плавится при 254 ºC. Из-за высокого содержания серебра этот тип припоя невероятно дорог.
Не рекомендуется смешивать свинецсодержащий и бессвинцовый припои. Поэтому убедитесь, что паяльные жала используются только для свинцового или бессвинцового припоя. Наконечник, луженый свинцовым припоем, можно использовать для бессвинцовой пайки после 4-5 циклов тщательной очистки/повторного лужения, однако настоятельно рекомендуется выбрать один тип припоя для жала и придерживаться его. В некоторых научно-исследовательских лабораториях есть отдельный паяльный стол для бессвинцового припоя, чтобы избежать перекрестного загрязнения.
Поэтому убедитесь, что паяльные жала используются только для свинцового или бессвинцового припоя. Наконечник, луженый свинцовым припоем, можно использовать для бессвинцовой пайки после 4-5 циклов тщательной очистки/повторного лужения, однако настоятельно рекомендуется выбрать один тип припоя для жала и придерживаться его. В некоторых научно-исследовательских лабораториях есть отдельный паяльный стол для бессвинцового припоя, чтобы избежать перекрестного загрязнения.
Как правило, припои не следует смешивать. Поддержание чистоты химического состава припоя гарантирует, что только те сплавы, которые производитель припоя намеревался сформировать, действительно образуются при остывании припоя.
Диаметр или толщина
Выбор диаметра припоя, соответствующего выполняемой задаче, может значительно помочь в пайке. Припой малого диаметра значительно упрощает нанесение небольшого количества припоя. Это очень удобно для пайки компонентов поверхностного монтажа. Для более крупных компонентов, таких как компоненты с выводами или разъемы, использование припоя малого диаметра требует значительной длины припоя для подачи в соединение, что увеличивает время пайки и увеличивает риск перегрева компонентов.
Для работ, связанных с поверхностным монтажом устройств, я предпочитаю припой диаметром 0,5 мм. Для выводных деталей и разъемов я использую припой диаметром 0,7 мм. Для большинства работ с электроникой хорошо подойдет припой диаметром от 0,4 до 1,0 мм. Если вы выполняете много работы с устройствами, монтируемыми на поверхность, стремитесь к нижнему пределу этого диапазона.
Срок годности
Да. Действительно! У припоя есть срок годности. Для упомянутых выше сплавов рекомендуется использовать припой в течение трех лет после изготовления. Тем не менее, я только сейчас заканчиваю рулон 0,7 мм флюсового припоя 60/40 RMA, который я начал в конце 1980-е годы и паяные соединения, которые я делаю сегодня, работают как никогда.
Однако соблюдайте срок годности паяльной пасты. Паяльная паста состоит из маленьких шариков припоя, взвешенных во флюсовой пасте. Со временем флюс окисляется, что делает его неэффективным. В результате припой не течет должным образом, и становится очень трудно получить хорошее паяное соединение.
