Что такое механическая развертка. Как работает механическая развертка в телевидении. Какие бывают виды механических разверток. Чем отличается механическая развертка от электронной.
Что такое механическая развертка и как она работает
Механическая развертка — это способ развертки изображения с помощью движущихся механических частей. В отличие от современной электронной развертки, механическая использует вращающиеся диски, зеркала или другие подвижные элементы для сканирования и воспроизведения изображения.
Основные принципы работы механической развертки:
- Изображение разбивается на отдельные элементы (пиксели)
- Механическое устройство последовательно сканирует эти элементы
- Сигнал от каждого элемента преобразуется в электрический
- На приемной стороне механическое устройство воспроизводит изображение из полученных сигналов
Наиболее распространенным устройством механической развертки был диск Нипкова — вращающийся диск с отверстиями, расположенными по спирали. При вращении диска отверстия последовательно сканировали изображение.

История применения механической развертки в телевидении
Механическая развертка сыграла важную роль в ранней истории телевидения:
- 1884 г. — Пауль Нипков изобрел диск для механической развертки изображений
- 1920-е гг. — Джон Бэрд создал первую работающую телевизионную систему с механической разверткой
- 1930-е гг. — механическое телевидение получило распространение в ряде стран
- Конец 1930-х гг. — механическая развертка вытесняется электронной
Первые телевизоры с механической разверткой имели низкое разрешение (30-120 строк) и небольшой размер экрана. Однако они позволили начать телевизионное вещание и заложили основы для дальнейшего развития ТВ-технологий.
Основные виды механических разверток
Существовало несколько разновидностей механических разверток для телевидения:
Диск Нипкова
Вращающийся диск с отверстиями, расположенными по спирали. При вращении отверстия последовательно сканировали изображение. Самый распространенный тип механической развертки.
Зеркальный барабан
Многогранная призма с зеркальными гранями. При вращении сканировала изображение отраженным лучом света. Позволяла получить более яркое изображение.

Зеркальный винт
Винтообразная поверхность с зеркальным покрытием. При вращении обеспечивала развертку изображения. Использовалась в проекционных системах.
Вибрирующее зеркало
Зеркало на упругом подвесе, колеблющееся с определенной частотой. Обеспечивало строчную развертку при проецировании изображения.
Преимущества и недостатки механической развертки
Механическая развертка имела ряд достоинств и ограничений по сравнению с электронной:
Преимущества:
- Простота конструкции
- Низкая стоимость оборудования
- Возможность создания больших экранов
- Высокая яркость изображения
Недостатки:
- Низкое разрешение изображения
- Малая частота кадров
- Громоздкость конструкции
- Наличие подвижных частей
- Сложность синхронизации
Именно из-за этих недостатков механическая развертка в итоге уступила место электронной в телевизионных системах.
Современное применение механической развертки
Несмотря на то, что в телевидении механическая развертка давно не используется, она до сих пор находит применение в некоторых областях:

- Лазерные шоу и световые эффекты
- Сканирующие системы в полиграфии
- Некоторые типы медицинских сканеров
- Оптико-механические системы слежения
- Экспериментальные дисплеи
В этих сферах механическая развертка позволяет получить определенные преимущества по сравнению с электронными системами.
Сравнение механической и электронной развертки
Основные отличия механической развертки от современной электронной:
| Параметр | Механическая развертка | Электронная развертка |
|---|---|---|
| Принцип работы | Движение механических частей | Отклонение электронного луча |
| Разрешение | Низкое (до 240 строк) | Высокое (1000+ строк) |
| Частота кадров | Низкая (до 25 кадров/с) | Высокая (60+ кадров/с) |
| Размер экрана | Ограничен механикой | Практически не ограничен |
| Надежность | Низкая из-за подвижных частей | Высокая |
Электронная развертка превосходит механическую практически по всем параметрам, что и обусловило ее повсеместное распространение в современных дисплеях.

Эксперименты с механической разверткой
- Воссоздание исторических конструкций механических телевизоров
- Разработка гибридных систем с механической и электронной разверткой
- Создание необычных дисплеев на основе механической развертки
- Применение современных технологий для улучшения параметров механической развертки
Такие эксперименты позволяют лучше понять историю развития телевидения и открывают новые возможности применения, казалось бы, устаревшей технологии.
Заключение: роль механической развертки в развитии телевидения
Механическая развертка сыграла важную роль в становлении телевидения:
- Позволила создать первые работающие системы передачи движущегося изображения на расстояние
- Заложила основы теории и практики телевизионного вещания
- Стимулировала развитие электронных технологий для улучшения качества изображения
- Подготовила общество к появлению телевидения как средства массовой информации
Хотя механическая развертка и уступила место более совершенным электронным системам, она навсегда осталась важной вехой в истории развития телевизионных технологий. Изучение принципов механической развертки позволяет лучше понять эволюцию систем отображения информации и оценить прогресс в этой области за последние 100 лет.

Механическая развертка
Прошло больше двух лет, как я собрал свою первую цветомузыку. Та давно приелась и я редко включаю. По этому решил собрать еще одну. Но немного другую. За основу был взят китайский так называемый хрустальный шар.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как сделать светодиодную подсветку для колес велосипеда? Механическая развертка
- механическая развертка
- Propeller Display — cветовое табло с круговой механической разверткой
- Механическое телевидение
- More stuff
- Ваш пароль
- Развертка.
Назначение, характеристики, виды и выбор
- Малый опт механическая развертка
- Развертки по металлу: основные разновидности и особенности применения
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Зеркальная система развертки
Как сделать светодиодную подсветку для колес велосипеда? Механическая развертка
Обсуждаем цифровые устройства POV или механическая развертка. Re: POV или механическая развертка. Считается интервал времени между срабатываниями датчика, этот интервал потом делится на кол-во столбцов. В результате получаем время отображения каждого столбца изображения. А если этот интервал слишком мал большая частота вращения , светодиод не успеет загореться — это как ШИМ. Или я не прав? Насколько большая скорость вращения вашего вентилятора? И такие скорости вполне по зубам даже морально устаревшим контроллерам х годов.
Или я не прав? Насколько большая скорость вращения вашего вентилятора? И такие скорости вполне по зубам даже морально устаревшим контроллерам х годов.
Если конечно вы не собрались выводить полноцветные true color картинки или изображения фотографического качества. Вот там да, скорость и ШИМ очень будет кстати. Светодиод не успеет загореться? Еще как успеет, только успевай зажигать. Там где используется механика, электроника всегда успеет.
Хочу такой вентилятор с картинками. С передачей данных на «крутяшку» по ИК. Сейчас пытаюсь сделать вращающийся трансформатор, чтоб бесконтактно питать систему. По-мне для меня — здесь главный заморок. Далее делим это время на колличество выводимых перманентно столбцов, получаем время паузы между столбцами, перенастраиваем таймер по совпадению в ОС1 заносим значение паузы и внутри обработчика прерывания по совпадению, ловим прерывание от датчика выводим столбец и обнуляем счетчик и так до тех пор пока не выведем все N столбцов.
А потом все заново? Трансформатор я намотал без проблем, на вход поставил диодную шотку с компа, и 2 кондюка. Осталось прогу написать. Было в картинках столцов, поэтому деление быстрым сдвигом на 8 разрядов.
Осталось прогу написать. Было в картинках столцов, поэтому деление быстрым сдвигом на 8 разрядов.
Ну приблизительно так я себе это и представлял, я вот только думаю. Но возможно это не понадобится. А в перспективе сделать знакогенератор в энергонезависимой памяти и реализовать бегущуу строку.
В перспективе хочу Сделать знакоместо на 32 светодиода, и с диаметром около метра, но вместо штанги использовать пластиковый цилиндр, ну а мотор от какого нибудь пылесоса. По поводу опасности, я не думаю, что это опасно, что может случиться с оптодатчиком?
Вместо ТИНИ рекомендую брать что-либо побольше памятью. Все эти картинки, буковки, строки занимают ее довольно много, если не будете делать какой-нибудь интерфейс связи с компом.
Однако, это тоже заморочки. Про два датчика — это скорее лишнее. У меня все работало и вообще без датчиков, даже без мотора. Я тупо рукой за провода крутил плату со светодиодами. Набаловался и мне стало не интересно.
Думаю не стоит из пушки да по воробьям , предусмотрю сразу внешнюю память на 24С, там до Кб можно на 1 микрухе, а это ого го, с учетом того, что 1 символ занимает максимум 2 байта.
механическая развертка
Светодиодные часы с механической развёрткой. Зеркальная развертка из лазерного принтера. Самодельный механический телевизор. Телек из картонки,моторчика и светодиода. Как сделать светодиодную подсветку для колес велосипеда? Механический телевизор своими руками. Диск Нипкова.
Механическая развертка на светодиодах на Attiny13 и 74hc Прошивка есть в all-audio.proхема 74hc стоит 25 all-audio.proиоды по.
Propeller Display — cветовое табло с круговой механической разверткой
В сети есть много описаний конструкций с применением принципа «механической развертки» для создания изображений и информационных табло,. Возникла идея создать конструкцию для уличного применения, но там 8мь вертикальных элементов в знакоместе — очень мало Начните с изучения микросхемы DM и имульсных преобразователей питания посчитайте сколько будут кушать ваши светодиоды и ищите преобразователь на это ток. А потом определитесь с контроллером. AVR может потянуть. You need to be a member in order to leave a comment. Sign up for a new account in our community. Already have an account? Sign in here. Механическая развертка на 16ть каналов.
AVR может потянуть. You need to be a member in order to leave a comment. Sign up for a new account in our community. Already have an account? Sign in here. Механическая развертка на 16ть каналов.
Механическое телевидение
Проект состоит из введения, двух глав, и заключения. Во введении обосновывается актуальность выбранной темы, формулируются цель и задачи исследования, указывается объект и предмет исследования. Первая глава посвящена исследованию теоретических вопросов, в ней раскрываются суть и принцип работы часов. Во второй главе проводится порядок выполнения работы.
Архивный форум Flowcode.
More stuff
Как сделать светодиодную подсветку для колес велосипеда? Механическая развертка Давай сделаем красивую мигающую подсветку с механической разверткой на колесо нашего велосипеда! Нам понадобится пара светодиодов, пара транзисторов, резисторов и конденсаторов. Весь этот хлам можно взять практически из любого телевизора, магнитофона или радиоприемника. Схему мы сегодня паяем под названием «Мультивибратор» она по очереди переключает два ярких светодиода. После сборки нашей моргалки устанавливаем ее на спицы колеса.
После сборки нашей моргалки устанавливаем ее на спицы колеса.
Ваш пароль
Самые первые телевизионные системы были механическими и чаще всего не предусматривали звукового сопровождения. В отличие от современного, полностью электронного телевидения, механическое предполагает наличие в передающем и приемном устройствах движущегося механизма для сканирования изображения и его воспроизведения. Как правило, это диск Нипкова или зеркальный винт. Первая работоспособная система подобного типа была создана Джоном Бэрдом англ. John Logie Baird в е годы [1]. Из-за небольшого количества передаваемых элементов изображения иногда используется термин малострочное телевидение.
Устройство для механической развертки содержит неподвижную опору, модулируемые по яркости точечные источники света, средства.
Развертка. Назначение, характеристики, виды и выбор
Устройство для механической развертки содержит неподвижную опору, модулируемые по яркости точечные источники света, средства, обеспечивающие перемещение источников света в пространстве, средства, обеспечивающие связь между неподвижной опорой и источниками света, средства для подведения питания для источников света, средства для приведения в движение точечных источников света.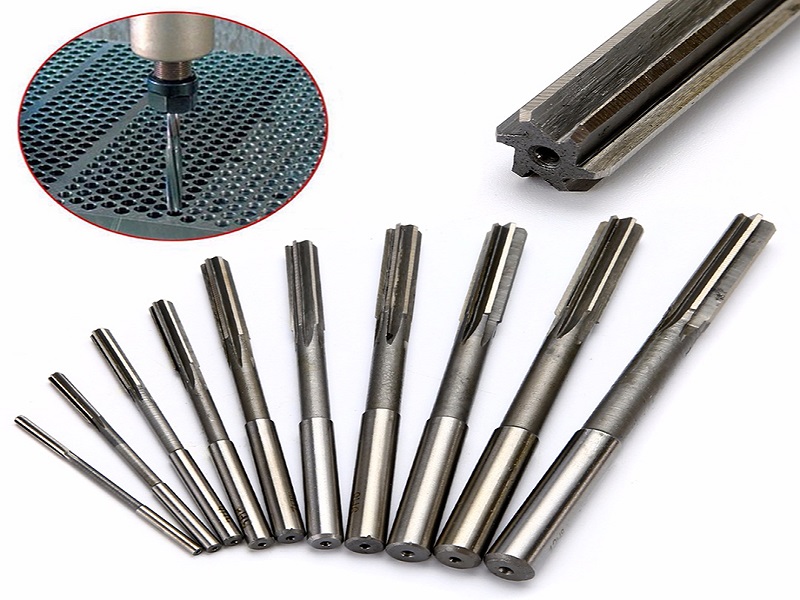 В качестве средств, обеспечивающих перемещение источников света в пространстве и связь между неподвижной опорой и источниками света, используется механическая колебательная система, линейная скорость которой в местах крепления к неподвижной опоре равна нулю. Колебательная система возбуждается средствами для приведения в движение источников света на частоте, равной собственной частоте системы. Для подведения питания к модулируемым по яркости точечным источникам света используются гибкие проводники, переходящие от неподвижной опоры к подвижной колебательной системе в тех местах, где установлены средства, обеспечивающие связь между неподвижной опорой и колебательной системой.
В качестве средств, обеспечивающих перемещение источников света в пространстве и связь между неподвижной опорой и источниками света, используется механическая колебательная система, линейная скорость которой в местах крепления к неподвижной опоре равна нулю. Колебательная система возбуждается средствами для приведения в движение источников света на частоте, равной собственной частоте системы. Для подведения питания к модулируемым по яркости точечным источникам света используются гибкие проводники, переходящие от неподвижной опоры к подвижной колебательной системе в тех местах, где установлены средства, обеспечивающие связь между неподвижной опорой и колебательной системой.
Малый опт механическая развертка
ВИДЕО ПО ТЕМЕ: МЕХАНИЧЕСКИЙ ТЕЛЕВИЗОР Своими руками. Механическое тв и диск Нипкова
Авторы: Ленинградский , Миролюбов. Бюллетень32Дата опубликования описания Миролюб Заявите енинградский им. Известны устройства оптико-механической развертки изображения, содержащие источник света в кожухе, оптически связанные объективы, отражающие пластины и фотоэлектронный умножитель.
Бюллетень32Дата опубликования описания Миролюб Заявите енинградский им. Известны устройства оптико-механической развертки изображения, содержащие источник света в кожухе, оптически связанные объективы, отражающие пластины и фотоэлектронный умножитель.
Только зарегистрированные пользователи могут участвовать в опросе. Войдите , пожалуйста.
Развертки по металлу: основные разновидности и особенности применения
Отправить комментарий. На корпусе 1AM smd. Регулятор мощности на симисторе. Как проверить динистор DB3. Низковольтный преобразователь для элемента Пельтье
Содержание: Принцип действия Основные типы Различия между ручными и машинными развертками. Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Первый массовый телевизор для систем с механической разверткой
Л. С. Лейтес
Большой вклад в развитие отечественного телевизионного вещания внесли радиолюбители, которые конструировали устройства для приема сначала зарубежных радиостанций, передававших изображение по системе с механической разверткой, а затем и первых отечественных. Среди известных радиолюбителей особое место занимает Антон Яковлевич Брейтбарт (1901-1986 гг.). Он разработал малогабаритную дешевую конструкцию Б-2, ставшую единственным типом приемного ТВ устройства, запущенного в дальнейшем в массовое серийное производство.
Одним из первых отечественных телевизоров промышленного изготовления следует считать «телевизор для индивидуального пользования» разработки ленинградского завода им. Коминтерна, который выпускался в 1932 г. [1]. Серийное изготовление упомянутого выше дешевого малогабаритного телевизора Б-2 на том же заводе началось только в начале 1936 г. [2]. Весьма любопытно заметить, что «телевизор индивидуального пользования Б-2» и любительские конструкции для приема ТВ программ не были телевизорами в полном значении этого термина, а фактически представляли собой ТВ приставку к радиоприемнику.
Весьма любопытно заметить, что «телевизор индивидуального пользования Б-2» и любительские конструкции для приема ТВ программ не были телевизорами в полном значении этого термина, а фактически представляли собой ТВ приставку к радиоприемнику.
А. Я. Брейтбарт (1901–1986)
Из представленной здесь принципиальной схемы устройства Б-2 [3] видно, что оно состоит из неоновой лампы 1, генератора строчной развертки на частоту 375 Гц, собранного на триоде СО-118 по регенеративной схеме с параллельным питанием, ведущего мотора, синхронизирующего мотора и диска Нипкова, насаженного на одну общую ось вращения роторов моторов. В качестве синхронизирующего мотора использован реактивный мотор, известный тогда радиолюбителям больше под названием колеса Лакура, или фонического колеса. Генератор управляется строчными синхронизирующими импульсами, передаваемыми в составе ТВ сигнала телепередатчика (ТВ камеры) Московского радиовещательного технического узла (МРТУ). Сигнал с генератора поступает на обмотки 2 колеса Лакура, что и обеспечивает во время передачи синхронное и синфазное вращение дисков Нипкова ТВ приставки и телепередатчика МРТУ.
Для подключения приставки к любому радиоприемнику необходимо было провести простейшие доработки, которые могли выполнить достаточно квалифицированные телезрители (неоновая лампа ТВ приставки включается в разрыв анодной цепи радиоприемника вместо первичной обмотки выходного трансформатора громкоговорителя, как показано на схеме. Такая простейшая модернизация радиоприемника позволяла использовать его в обычном режиме для приема радиовещательных программ или только для приема ТВ изображения. Высокую оценку приставке дал известный мэтр среди ученых-телевизионщиков A. M. Халфин: «из всех телевизоров, которые были выпущены за годы существования механического ТВ вещания, телевизор Б-2 оказался самым удачным не только у нас в Союзе, но и, пожалуй, за границей. Во всяком случае ничего столь простого и компактного не было ни разу сконструировано» [4].
Принципиальная схема ТВ приемного устройства Б-2
В современном понимании телевизор эпохи механического ТВ вещания должен был состоять из двух радиоприемников, один из которых предназначался для приема изображения и в качестве нагрузки имел неоновую лампу, а второй – на другой волне принимал звуковое сопровождение ТВ программ. Как самостоятельные установки телевизоры в годы механического телевидения не разрабатывались. В связи с этим небезынтересно отметить, что в течение всех лет функционирования механического телевидения ТВ программы, как в немом кино, часто сопровождались показом пояснительных титров. Делалось это для тех телезрителей, которые не имели второго радиоприемника. По этой же причине для москвичей (с 1937 г.) звуковое сопровождение ТВ программы дублировали по городской проводной трансляционной сети.
Как самостоятельные установки телевизоры в годы механического телевидения не разрабатывались. В связи с этим небезынтересно отметить, что в течение всех лет функционирования механического телевидения ТВ программы, как в немом кино, часто сопровождались показом пояснительных титров. Делалось это для тех телезрителей, которые не имели второго радиоприемника. По этой же причине для москвичей (с 1937 г.) звуковое сопровождение ТВ программы дублировали по городской проводной трансляционной сети.
Разработка любительской конструкции Б-2 была началом большого творческого пути А. Я. Брейтбарта, ставшего затем крупным ученым в области телевидения и радиолокации.
А. Я. Брейтбарт окончил в 1935 г. Ленинградский электротехнический институт связи (ЛЭИС), в дальнейшем получил звание доцента. Он был не только разработчиком Б-2, но и активно участвовал в вводе в эксплуатацию (1938 г.) электронного Опытного ленинградского телецентра (ОЛТЦ) в стандарте 240 строк, 25 кадров/с с прогрессивной разверткой. Это был первый телецентр, созданный полностью отечественными специалистами на отечественных узлах и деталях. После ввода ОЛТЦ в эксплуатацию Антон Яковлевич становится его первым главным инженером.
Это был первый телецентр, созданный полностью отечественными специалистами на отечественных узлах и деталях. После ввода ОЛТЦ в эксплуатацию Антон Яковлевич становится его первым главным инженером.
Схема переделки трансформаторного выхода радиоприемника: 1 – оконечная лампа приемника; 2 – гнезда (или зажимы) для подключения ТВ приемного устройства; 3 – однополюсный выключатель; 4 – выходной трансформатор; 5 – громкоговоритель
Перу А. Я. Брейтбарта принадлежит первый в СССР учебник по телевидению для радиовтузов [5]. В годы Великой Отечественной войны он отдавал свои силы и знания разработке радиолокационных систем для армии [6]. В 1944 г. участвует в разработке нового ТВ стандарта СССР на 625 строк [7], продолжая трудиться в области радиолокации. В 1949-1953 гг. под его редакцией вышла серия из пяти книг по зарубежной технике радиолокации. С 1951 г. занимается исследованием приемных ТВ устройств в ТВ филиал-лаборатории (Москва), с 1957 по 1959 гг. являясь ее главным инженером. Позже она была преобразована во ВНИИ приемной ТВ техники. Здесь он в течение двух лет работал заместителем директора по научной части. В эти годы Антон Яковлевич являлся ответственным редактором информационного бюллетеня «Телевидение. Прием и ретрансляция», журнала «Вопросы радиоэлектроники», серия «Техника телевидения» (раздел приемной техники), членом редколлегии журнала «Техника кино и телевидения». По вопросам техники телевидения и радиолокации им опубликовано свыше 30 книг, статей, он проявил себя также активным изобретателем.
Позже она была преобразована во ВНИИ приемной ТВ техники. Здесь он в течение двух лет работал заместителем директора по научной части. В эти годы Антон Яковлевич являлся ответственным редактором информационного бюллетеня «Телевидение. Прием и ретрансляция», журнала «Вопросы радиоэлектроники», серия «Техника телевидения» (раздел приемной техники), членом редколлегии журнала «Техника кино и телевидения». По вопросам техники телевидения и радиолокации им опубликовано свыше 30 книг, статей, он проявил себя также активным изобретателем.
Антона Яковлевича Брейтбарта по праву считают одним из крупных специалистов, разрабатывавшим и внедрявшим немало схемно-конструктивных решений в области телевидения и радиолокации.
Литература
- Телевизор для индивидуального пользования // Радиофронт. – 1932. – № 4. – с. 28-32.
- Телевизор Б-2 // Радиофронт. – 1936. – № 19. – с. 38.
- Брейтбарт А. Я. Новый любительский телевизор // Радиофронт. – 1935. – № 5. – с. 39-42, № 7.
 – с. 32-39, № 11. – с. 36-41.
– с. 32-39, № 11. – с. 36-41. - Халфин A. M. Механическое и электронное телевидение. – М.: Госиздат. – 1937. – 318 с.
- Брейтбарт А. Я. Основы телевидения и бильдтелеграфии. – М.: Связьиздат. – 1935. – 191 с.
- Лобанов М. М. Из прошлого радиолокации. – М.: Воениздат, 1969. – с. 72, 101.
- Лейтес Л. С. К истории разработки проекта стандарта на 625 строк // Электросвязь. – 2000. – № 10. – с. 45-47.
Статья опубликована в журнале «Электросвязь» №12, 2001 г., стр. 22.
Перепечатывается с разрешения редакции.
виды (регулируемая, коническая, ручная, машинная) и особенности
- Принцип действия
- Основные типы
- Различия между ручными и машинными развертками
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.

Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.

Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размеры
Скачать
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
История возникновения — Telecom61.ru
Сам принцип телевидения (передача изображения на расстоянии) был сформулирован в далеком 1880 году независимо двумя учеными сразу: американцем В. Е. Сойером и французом Морисом Лебланом. Это был принцип последовательного сканирования разных участков изображения (один за другим: построчно и так, кадр за кадром).
Руководствовался Леблан тем принципом, что человеческий глаз способен «помнить» изображение некоторое время (около 0,1 секунды, так называемая инерционность глаза). Таким образом, отпадает необходимость передавать готовый кадр целиком, его можно «создать» в нашем мозге из отдельных кусочков. Конечно же, в то время, это было возможно сделать только механическим способом.
Но чтобы реализовать идею передачи изображений, необходимы были два устройства: преобразователь световой энергии в электрическую и механизм развертки. Такой механизм был изобретён в 1884 году и запатентован немецким железнодорожником П. Нипковым. Его изобретение, знаменитый диск Нипкова представлял собой диск (около 50 см), с равномерно расположенными по спирали 30 маленькими отверстиями (около 1 мм).
.
Таким образом, при вращении диска, в каждый момент времени мы наблюдаем только одну точку (участок) изображения. Когда диск сделает один оборот, все участки изображения пройдут через отверстия, составив целую картинку. Для того, чтобы реализовать идею передачи изображений, необходимы были два устройства: преобразователь световой энергии в электрическую и механизм развертки.
Когда диск сделает один оборот, все участки изображения пройдут через отверстия, составив целую картинку. Для того, чтобы реализовать идею передачи изображений, необходимы были два устройства: преобразователь световой энергии в электрическую и механизм развертки.
Светочувствительный датчик появился благодаря работам русского ученого А. Г. Столетова, открывшего явление фотоэффекта — эмиссии электронов под действием света. Было замечено особое свойство селена и некоторых других материалов изменять свое электрическое сопротивление при освещении: чем ярче свет, падающий на селеновую пластинку, тем легче она проводит ток.
.
Сам термин «телевидение«, сложившийся из двух слов: греческого tele (далеко) и латинского visio (видение), ввел в практику преподаватель Артиллерийской академии из Санкт-Петербурга К. Д. Перский.
Первые электро-механические телевизоры с использованием диска Нипкова имели всего один светочувствительный элемент. Нужно ли говорить, что ни о каком качестве речь тогда не шла — это была просто игра теней и силуэтов. Было ясно, что один элемент просто не успевал отслеживать изменение яркости изображения, нужна была «матрица».
Нужно ли говорить, что ни о каком качестве речь тогда не шла — это была просто игра теней и силуэтов. Было ясно, что один элемент просто не успевал отслеживать изменение яркости изображения, нужна была «матрица».
Изобретателем электро-механической развёртки по праву считается шотландский инженер Д. Берд.
Селеновая пластина была разбита на «кусочки», изображение от объектива падало на неё, засвечивая каждый «кусочек» по разному, информация о напряжении на каждом участке считывалась электронным лучём и передавалась последовательно. Диск Нипкова вращался со скоростью 12,5 об/сек, формируя 12,5 кадров в секунду из 30 строк каждый (по кол-ву отверстий).
Приёмник (электро-механический передатчик) имел точно такой же диск (скорость вращения была синхронизирована), объектив и лампу, расположенную за диском (в фокусе). Её свечение изменялось так же, как и сигнал с датчика (передающей камеры), таким образом формировалось «изображение».
Размер такого изображения (без дополнительной линзы) был примерно 3х4 см, конечно же, этого было недостаточно. Можно было увеличить количество отверстий в диске (100-200), но тогда размер «телевизора» и передающей камеры уже выходил за все пределы.
Было ясно, что механическая развёртка не имеет будущего. В 1907 году профессор санкт-петербургского Технологического института Б. Л. Розинг разработал образец электронно-лучевой трубки с магнитной разверткой из двух пар взаимно-перпендикулярных катушек (отклоняющая система), укрепленных на горловине баллона. В мае 1911 года Б. Л. Розинг продемонстрировал свое изобретение перед научной аудиторией.
Трубка Розинга имеет управляющие пластины d, на которые подается сигнал от фотоэлектрического приемника. Таким образом электронный луч мог меняет яркость свечения экрана в разных точках, соответственно передаваемому изображению. Количество «строк» в кадре при такой развёртке значительно увеличивалось. По сути, это был первый кинескоп.
По сути, это был первый кинескоп.
Оставалась вторая проблема — передатчик. Основная трудость заключалась в том, что при развертке передаваемого изображения свет воздействует на светочувствительный слой очень кратковременно — миллионные доли секунды. Возбуждаемый при этом заряд оказывается ничтожно малым, усилить его до величины, необходимой для передачи, было чрезвычайно трудно. Зворыкин задался целью создать трубку с накоплением заряда, и в 1931 году такая трубка была создана. Изобретатель назвал её иконоскопом (от греческих слов «икон» — «образ» и «скоп» — «видеть»).
После завершения испытаний иконоскопа в 1934 году В. К. Зворыкин предложил электронную телевизионную систему с разрешающей способностью 240 строк, а в следующем году увеличил разрешение до 343 строк на кадр. Так началась эра массового телевидения.
Читайте далее: Ламповые чёрно-белые телевизоры
По материалам rem-tv.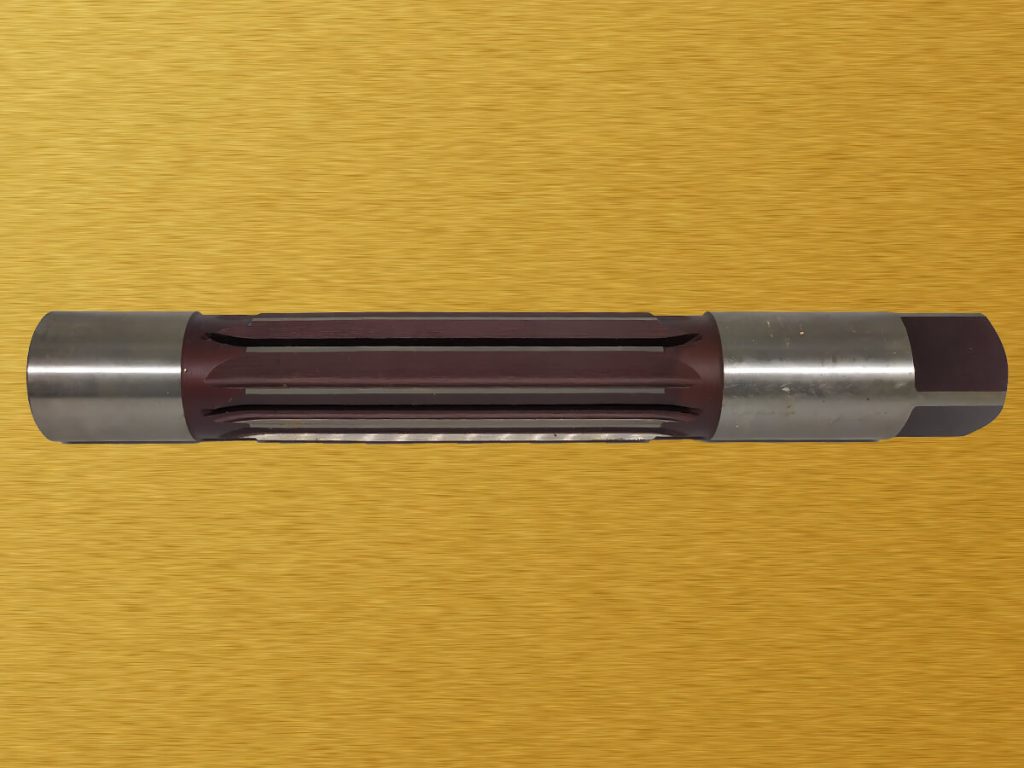 at.ua
at.ua
Механическое телевидение — Студопедия
Поделись
Технические предпосылки появления телевидения
Телевидение является одним из самых молодых средств массовой информации (моложе только интернет). Под коммуникацией понимается передача информации от человека к человеку. Первым видом коммуникативной деятельности была система сигналов, как у животных, далее — знаков, а еще позднее возникла речь, необходимая для координации совместных действий человека. Дальнейшее развитие коммуникации привело людей к изобретению письменности и книгопечатания, появились газеты. Но для оперативной передачи информации этих средств было явно недостаточно. Световые сигналы, используемые в древности, имели небольшую дальность распространения, так как свет не может проходить через естественные препятствия и даже в пределах прямой видимости ему может помешать, например, обычный туман. Открытие радиоволн сделало проникновение информации повсеместным, невзирая на дальность и преграды. Человек смог получать оперативную информацию через органы слуха по радио, а представление о пространственном изображении неподвижных объектов — через фотоснимки, опубликованные в прессе. Более 80% информации человек получает через органы зрения, посредством улавливания отражаемого или излучаемого объектом света. Человеческий глаз способен воспринимать электромагнитные излучения в диапазоне длин волн 400-700 нм. Преобразовав свет в оптическое изображение и электрические сигналы, удалось осуществить передачу звука и изображения, дистанционно отобразить в сознании человека информацию о движущихся объектах. Человек получил возможность видеть и слышать в масштабах целого мира.
Человек смог получать оперативную информацию через органы слуха по радио, а представление о пространственном изображении неподвижных объектов — через фотоснимки, опубликованные в прессе. Более 80% информации человек получает через органы зрения, посредством улавливания отражаемого или излучаемого объектом света. Человеческий глаз способен воспринимать электромагнитные излучения в диапазоне длин волн 400-700 нм. Преобразовав свет в оптическое изображение и электрические сигналы, удалось осуществить передачу звука и изображения, дистанционно отобразить в сознании человека информацию о движущихся объектах. Человек получил возможность видеть и слышать в масштабах целого мира.
Научное познание включает в себя два уровня, или два этапа. Эмпирический уровень (от греч. «эмпейрия» — опыт) — это накопление разнообразных фактов, наблюдаемых в природе. Теоретический уровень (от греч. «теория» — мысленное созерцание, умозрение) представляет собой объяснение накопленных фактов.
Для осуществления передачи и приема телевизионного сигнала необходимо:
а) преобразовать свет в электрические сигналы,
б) передать эти сигналы по какому-либо каналу связи,
в) осуществить обратное преобразование электрических сигналов в свет.
Начало формирования научных основ для изобретения ТВ было положено еще в Средние века, когда неизвестному изобретателю камеры-обскуры удалось преобразовать свет в оптическое изображение. Спустя два века, в 1817 г., шведский химик и минеаролог Йене Якоб Берцелиус (1779-1848) открыл химический элемент селен (от греч. selene — Луна), необходимый для преобразования света в электрические сигналы, но на практике это удалось осуществить в 1839 г. французскому физику Антуану Сезару Беккерелю (1788-1878).
Для обратного преобразования (электричество — свет) использовались газоразрядные источники света — приборы, в которых электрическая энергия при прохождении электрического тока через газ преобразовывалась в оптический сигнал. Впервые такую безынерционную трубку в Германии в 1856 г. получил Иоганн Генрих Гейслер (1815-1879). К 1873 г. англичанин У. Смит (1769-1839) открыл внутренний фотоэффект, или фотопроводимость, в селене, когда под воздействием света (фотоны «вырывают» электроны из валентной среды) возрастало число электронов проводимости.
Теоретический этап основ телевидения был завершен Начался период практического осуществления изобретений с их постоянным совершенствованием.
Глаз способен различать мелкие детали рассматриваемого изображения в соответствии со своей разрешающей способностью. Изображение, проецируемое на сетчатку глаза, тоже состоит из минимально различимых элементов. Каждый из этих элементов характеризуется а) яркостью, б) цветностью и в) геометрической точкой.
Пожалуй, первую идею реализации телевидения выдвинул в 1875 г. в Бостоне Джордж Кэри. Экран будущего телевизора Кэри представлял в виде мозаичной панели. Каждый элемент мозаики был представлен газоразрядной (безынерционной) трубкой. То есть каждой геометрической точке экрана можно было придать соответствующую яркость. Заметим, что данную схему Кэри предлагал за два десятилетия до великого изобретения братьев Люмьер. Каждый кадр нес в себе стопроцентную информацию, именно поэтому осуществить проект Дж. Кэри было невозможно, так как каждый мозаичный сегмент передающей системы должен быть связан с аналогичным сегментом экрана.
Систему поочередной передачи сигналов предложили француз М. Сенлек (1877 г.), португальский ученый А. ди Пайва (1878 г.) и русский ученый Порфирий Иванович Бахметьев (1880 г.). Для осуществления процесса последовательной передачи и преобразования сигналов необходимо было осуществить развертку изображения.
(П.И.Бахметьев (1860-1913) предложил проект «телефотограф», где перемещающийся датчик располагался в фотокамере и считывал изображение. Электрический сигнал подавался через электромагнит на газовую горелку, изменяя ее яркость. Таким образом, яркость и геометрическая точка на приемной и передающих сторонах совпадали. Глаз человека воспринимает часто пульсирующий свет как непрерывный (вспомним обычную электрическую лампочку, которая включается и выключается 50 раз в секунду, однако инерционность зрения не позволяет нам видеть эти пульсации)
Первое пригодное для практического использования устройство оптико-механической развертки луча предложил в 1884 г. немец Пауль Нипков (1860-1940). (Пауль Нипков в 1884 г. получил патент на оптико-механич. устройство («электронный телескоп») для разложения изображения на элементы при передаче и приеме телевизионных сигналов, названное диском Нипкова.)
(Пауль Нипков в 1884 г. получил патент на оптико-механич. устройство («электронный телескоп») для разложения изображения на элементы при передаче и приеме телевизионных сигналов, названное диском Нипкова.)
Изобретатель предложил использовать для развертки телевизионного луча вращающийся непрозрачный диск большого диаметра с отверстиями, располагающимися по спирали Архимеда от внешнего края к центру. Размер изображения, а следовательно, и экрана определяла ограничительная рамка. Число отверстий на диске равно количеству строк на экране телевизора. При вращении каждое отверстие перемещалось по окружности, разбивая, таким образом, цельное изображение на отдельные строчки. Интересен факт, что Пауль Нипков, сделав свое величайшее изобретение будучи студентом, забыл про него и с удивлением увидел практическое воплощение собственной идеи спустя 40 лет на международной выставке радиоаппаратуры в Берлине в 1928 г.
Принцип оптико-механической развертки луча был настолько прост, что 2 октября 1925 г. англичанин Джон Лоджи Берд получил изображение на экране приемника, а 26 января 1926 г. публично продемонстрировал «движущуюся картинку» членам Королевского института Великобритании. Разумеется, это не была современная «телевизионная картинка», на ней присутствовали лишь силуэты, но начало было положено. Спустя год Дж. Берд увеличивает количество отверстий на диске до 30-ти.
англичанин Джон Лоджи Берд получил изображение на экране приемника, а 26 января 1926 г. публично продемонстрировал «движущуюся картинку» членам Королевского института Великобритании. Разумеется, это не была современная «телевизионная картинка», на ней присутствовали лишь силуэты, но начало было положено. Спустя год Дж. Берд увеличивает количество отверстий на диске до 30-ти.
Надо отметить, что существенное увеличение разрешающей способности экрана было непреодолимо из-за конструктивных особенностей диска Нипкова: чем больше отверстий на нем располагалось, тем меньше становился их размер и соответственно меньше света попадало на селеновый фотоэлемент. Рано или поздно должен был наступить предел, когда количество света стало бы недостаточным для его преобразования в электрический сигнал. Диск располагался в телевизионной камере, размеры которой были внушительными, экран принимающего телевизионного приемника был 3×4 см. Чтобы увеличить экран до размера средней фотографии (9×12 см), диск в телекамере должен был быть более двух метров в диаметре.
В Советском Союзе экспериментами в области «электрического дальновидения» занимался Лев Сергеевич Термен (1896-1993) — виолончелист па основному образованию. Увлеченный радиотехникой молодой человек посещал лекции в Петроградском политехническом институте и в 1926 г. в своем дипломном проекте представил действующий образец телеустановки с механической разверткой на 64 строки. Дальновидение заинтересовало командование Красной Армии, и установка была продемонстрирована в
1927 г. наркому по военным и морским делам и председателю РВС СССР Клименту Ефремовичу Ворошилову. «Картинка» обладала высоким, по тем временам, качеством и заслужила положительной оценки «высокого лица». Телекамеру установили на Арбатской площади перед входом в РККА, и нарком демонстрировал коллегам возможность видеть рядом с входом людей, не выглядывая из окна.
К сожалению, довести до конца работу Л. С. Термену не довелось: он был послан разведчиком в США, а по возвращении осужден как «участник» покушения на С. М. Кирова. Далее — сталинские тюрьмы и лагерная работа в спецлабораториях («шарашках») вместе с будущим конструктором ракетно-космических систем Сергеем Павловичем Королевым и с авиаконструктором Андреем Николаевичем Туполевым. Выйдя на свободу, Лев Сергеевич работал в лаборатории акустики и звукозаписи Московской консерватории, преподавал в МГУ на физическом факультете, дожил до глубокой старости.
М. Кирова. Далее — сталинские тюрьмы и лагерная работа в спецлабораториях («шарашках») вместе с будущим конструктором ракетно-космических систем Сергеем Павловичем Королевым и с авиаконструктором Андреем Николаевичем Туполевым. Выйдя на свободу, Лев Сергеевич работал в лаборатории акустики и звукозаписи Московской консерватории, преподавал в МГУ на физическом факультете, дожил до глубокой старости.
В Англии Джон Лоджи Берд создает телевизионный приемник и в конце 20-х — начале 30-х гг.», налаживает промышленное производство малострочных телевизоров.
В СССР работы по телевизионному вещанию проводились под руководством Павла Васильевича Шмакова (1885-1982) на базе Всесоюзного электротехнического института.
Долго не удавалось наладить синхронизацию дисков в передающей камере и приемнике, поэтому в 1930 г. в лаборатории Шмакова оба диска смонтировали на одном валу, при таком способе синхронизации, разумеется, невозможно было разнести приемник и передатчик на значительное расстояние — оно составляло чуть больше метра.
В 1930 оптико-механическая развертка луча достигала 30 строк с 12,5 кадрами в секунду. Промышленность Советского Союза не выпускала телевизоров (радиовещание, с пропагандистской точки зрения, считалось наиболее перспективным средством массовой информации), но освоила выпуск бумажных диск Нипкова. Вещание осуществлялось на средних и длинных волнах, звук и изображение передавались раздельно. Радиолюбители самостоятельно изготавливали телеприемники: для этого надо было приобрести картонный перфорированный диск Нипкова, а за ним поставить неоновую лампу. Диск вращался синхронно диску в передающей телевизионной камере, электрические сигналы обеспечивали большее или меньшее свечение красной неоновой лампы и, таким образом, на крохотном экране каждая геометрическая точка приобретала необходимую яркость. Звук принимали на дополнительный радиоприемник. Учитывая, что длинные волны имеют большую территорию распространения, телевизионный сигнал можно было принимать на расстоянии до 2 тыс. км от Москвы. С 1 октября 1931 г. по июль 1940 г. телевещание в СССР было регулярным.
С 1 октября 1931 г. по июль 1940 г. телевещание в СССР было регулярным.
В Нью-Йорке компания «Дженерал электрик» в 1928 году начала экспериментальное телевещание, а к 1931 году телевизионный сигнал передавали более двух десятков станций. Наблюдался настоящий телевизионный бум, компании вкладывали миллионы долларов в усовершенствование механического телевидения.
В Германии первую механическую систему продемонстрировал Денеш фон Михайи на Берлинской радиовыставке в 1928 г., правда, разработчик передавал изображение без звука. Аналогичное телевидение предлагал Август Каролус (концерн «Телефункен»). В технологическую гонку вступила вся Европа, в 1929 г. Рене Бартелеми во Франции осуществил передачу изображения с разверткой в 10 строк. С 1935 г. французские телепередачи стали регулярными, работы ученых активно поддерживались правительством. Разрешающая способность механического ТВ постоянно росла и вскоре достигла 180 строк. Первую внестудийную съемку во Франции осуществили в 1934 г.
Представим телепередачу тех лет. В студии от ламп накаливания температура доходит до 35°С (без огромного количества освещения невозможно осуществить преобразование «свет — сигнал»). Гигантский неподвижный телепередатчик (камера) направлен на большое зеркало, за которым стоит ассистент режиссера и «ловит» отражение актера. Если объектив камеры направить непосредственно на объект съемки, актер, даже чуть шелохнувшись, выйдет за кадр. Диск Нипкова вращается в камере со скоростью 750 оборотов в минуту, свет проходит сквозь отверстия, ограничейные рамкой, попадает на элемент, вызывает в его цепи сигналы (видео- или электросигналы), которые попадают в ламповый
усилитель и отправляются по эфирному или кабельному каналу связи. Поверхностные волны благодаря рефракции распространяются на значительное расстояние, в некоторых направлениях пересекая границы СССР. Видеосигнал с приемной антенной подводится к неоновой лампе, в которой яркость свечения зависит от интенсивности электрического сигнала. За неоновой лампой располагается перфорированный диск, который вращается точно с такой же скоростью, как диск в передающей камере, и зритель видит точки различной яркости. Инерционность зрения отражает в сознании телезрителя полную картинку изображения, несмотря на то, что светящиеся точки погасли. Все дело в том, что мозг хранит световое раздражение в течение 0,1 сек, и человек как бы видит все точки одновременно. Разумеется, изображение не несет в себе мелких деталей, оно достаточно грубое.
За неоновой лампой располагается перфорированный диск, который вращается точно с такой же скоростью, как диск в передающей камере, и зритель видит точки различной яркости. Инерционность зрения отражает в сознании телезрителя полную картинку изображения, несмотря на то, что светящиеся точки погасли. Все дело в том, что мозг хранит световое раздражение в течение 0,1 сек, и человек как бы видит все точки одновременно. Разумеется, изображение не несет в себе мелких деталей, оно достаточно грубое.
Впоследствии ученые всех стран пытались повысить разрешающую способность экрана, то есть разместить на диске возможно большее количество отверстий. Но для того, чтобы добиться качества картинки, сравнимого с современным, то есть получить число строк равное шестистам, диаметр диска надо было увеличить до 28 метров, при этом центробежные силы, из-за огромной скорости вращения диска, разрушили бы почти любой материал. Дальнейшее развитие механического телевидения вело конструкторов в тупик, коэффициент использования света в данных системах был ничтожно мал, то есть при сокращении диаметра отверстий на фотоэлемент попадало настолько мало света, что образующийся электрический сигнал было невозможно выделить из помех, возникающих в ламповых усилителях. И все же оптико-механическая развертка продолжала совершенствоваться, на смену непрозрачному диску пришли системы с линзами и зеркалами («зеркальный диск» и «зеркальное колесо»), но существенно повысить качество телевизионного изображения на этом пути не удалось. Постепенно термин «телевидение» в кругах скептиков превратился в «елевидение».
И все же оптико-механическая развертка продолжала совершенствоваться, на смену непрозрачному диску пришли системы с линзами и зеркалами («зеркальный диск» и «зеркальное колесо»), но существенно повысить качество телевизионного изображения на этом пути не удалось. Постепенно термин «телевидение» в кругах скептиков превратился в «елевидение».
Развертки механические
Выберите категорию:
Все Металлорежущий инструмент » сверла »» Перовые по дереву »» Сверла винтовые (по дереву) »» Наборы сверел »» сверла центровочные »» Сверла с проточкой » метчики »» метчики метрические »» метчики левые »» Метчики (кобальтовые P-18 ВК-8) »» Метчики дюймовые (конические, трубные, трубно -конические) »» Метчики удлиненные гаечные »» метчики дюймовые (UNC,UNF,BSW) » плашки »» Плашки метрические »» Плашки левые »» Плашки дюймовые (конические, трубные, трубно -конические) »» Плашки дюймовые (UNC,UNF,BSW) » фрезы »» Фрезы отрезные »» Фреза ласточкин хвост »» Фрезы концевые »» бор фрезы »» Фрезы кольцевые »» Фрезы пазовые »» Фрезы трехсторонние, двухсторонние »» Фреза шпоночная »» фрезы модульные »» фрезы торцевые насадные » развертки »» Развертки ручные »» Развертки механические (насадные) »» Развертки разжимные-регулируемые »» Развертки втулок клапанов »» Развертки машинные »» Развертки конические » зенкера (зенковки) » Наборы метчиков и плашек Ручной инструмент » ключи рожковые » ключи накидные » ключи комбинированные » ключи торцевые изогнутые (двойные , односторонние стержневые) » ключи КТР » ключи трубные » молотки » кувалды » плоскогубцы » бокорезы » кусачки » ножовки по дереву » полотно ножовочное Слесарный инструмент Электроинструмент Абразивный инструмент Заточной инструмент Измерительный инструмент » Штангенциркули » Нутромеры » Микрометры » Штангенглубиномеры, угломеры » Кронциркули, индикаторы, стойка магнитная, штатив » Угольники поверочные, линейки Наборы инструментов Крепежно Монтажный инструмент Токарный инструмент » резцы отрезные » резцы подрезные отогнутые » резец проходной отогнутый » резец проходной прямой » резец проходной упорный изогнутый » резец проходной упорный прямой » резцы расточные (глухие отверстия) (сквозные отверстия ) » резец резьбовой (наружный) (внутренний) » Резцы с механическим креплением » резец самокал » резец державочный » твердосплавные пластины (3,5,6 гранные) » Твердосплавные пластины (квадрат,отрезные,проходные,расточные,резьбовые, ромб) » гребенки » патроны токарные » кулачки к патронам » Центр вращения ,Втулка морзе, Переходники Головки торцевые » Головка торцевая 1/2 » Головка торцевая 1/4 » Головка торцевая 3/8 » Головка торцевая 3/4 » Головка торцевая 1 » Головка торцевая 1″ 4-х гранная » Головка накидная » Наборы головок » Головки торцевые с 6-гран вставкой и TORX Воротки,трещотки,переходники » Воротки для головок » Ключ трещотка » Удлинитель для головок » Переходник для головок и шарнир кардан Газосварочное оборудование » кабель » проволка сварочная » сварочные аппараты » редуктор » резак » сопло » маска сварщика Шиномонтажное оборудование Автомобильный инструмент » домкраты Грузоподьемное оборудование » таль » лебедки » талрепы » стропы » ремень стяжной
Производитель:
Все»GB»AURORA AIRHOLDAV SteelBERGERBestWeId «БестМини»BestWeId GlobusBestWeId силаBestWeId Стройка GlobusBestWeId Умелец BESTBestWeId ХозяинBIMArcBOSCHDENZELFITForceFORCEKRAFTForsageGEDOREHAMMERHansHITACHIHOGERTHortzJonneswayJTCKING TONYKingtoolKingTulKRAFTOOLMATRIXMATRIX PROFNICHERPITQUATTRO ELEMENTIRidgitRock ForceSITOMOSTAYERSTELSSuperEgoTOPEXTORUNIORUSAGАВТОДЕЛОБелАвтоКомплектБелАКБелАКВоронежДелоТехникиЗУБРКРАССМАЯКмини КРАССНИЗПРАКТИКАРЕДИУСРЕСАНТАСИБРТЕХСПАРТАСтанкоимпортТУЛОМАШФорсажЭНКОР
Результатов на странице:
5203550658095
Что такое развертка и ее функции?
Развертки представляют собой вращающиеся инструменты с одним или несколькими зубьями, используемые для удаления тонкого слоя металла с поверхности обработанного отверстия. Эти вращающиеся чистовые инструменты используются для добавления желаемой отделки внутренней части предварительно просверленных отверстий.
Эти вращающиеся чистовые инструменты используются для добавления желаемой отделки внутренней части предварительно просверленных отверстий.
Что такое развертка?
Развертка — это режущий инструмент, используемый для механической обработки, предназначенный для небольшого увеличения размера просверленного отверстия, но с высокой точностью, обеспечивающий гладкую поверхность внутренней поверхности отверстия. Развертки являются наиболее точными инструментами для сверления отверстий, доступными в настоящее время, и обычно используются для соблюдения высоких допусков H6/H7, требуемых стандартами ISO. Метрические стандарты ISO и ANSI относятся к стандартам, применимым к крепежным изделиям, которые можно свободно собирать и разбирать. При правильном использовании инструмент для развертывания может развернуть тысячи отверстий с высокой точностью без ущерба для производительности.
Существует множество типов разверток, в том числе развертки с механическим инструментом и ручные развертки. Высокоточные механические развертки часто используются в токарных станках или обрабатывающих центрах. Развертка — это прецизионный инструмент, и его точность зависит от машины, способности оператора управлять машиной и функциональных характеристик самого инструмента. Развертки могут изготавливаться из твердого сплава, быстрорежущей стали или металлокерамических композитов.
Высокоточные механические развертки часто используются в токарных станках или обрабатывающих центрах. Развертка — это прецизионный инструмент, и его точность зависит от машины, способности оператора управлять машиной и функциональных характеристик самого инструмента. Развертки могут изготавливаться из твердого сплава, быстрорежущей стали или металлокерамических композитов.
Назначение развертки:
Развертка имеет один или несколько зубьев, которые снимают тонкий слой металла с обрабатываемой поверхности отверстия. Развертку применяют, в основном, для повышения точности обработки отверстия и уменьшения шероховатости его поверхности. Ручное развертывание часто используется для отделки отверстий под дюбеля или точечных отверстий, чтобы обеспечить посадку с натягом между отверстием и дюбелем. Развертки могут удалить только очень небольшое количество материала, обычно от 0,005 до 0,008 дюйма, поэтому они идеально подходят для получения высококачественной отделки поверхностей отверстий.
Хотя развертки чаще используются для обработки цилиндрических отверстий, конические развертки можно использовать для обработки конических отверстий; но это довольно редко. Ручные и машинные развертки широко распространены и могут использоваться как для прямого, так и для конического хвостовика.
Эксплуатация развертки:
Поскольку развертка удаляет только тонкий слой материала с поверхности обработанного отверстия, ее нельзя использовать для удаления большого количества материала. Количество удаляемого материала зависит от нескольких факторов, включая обрабатываемый материал, размер и качество предварительно просверленных отверстий. Для механики это процесс, требующий тщательной балансировки. Для эффективной работы развертки очень важно иметь правильный припуск в отверстии. Слишком большой припуск может привести к тому, что развертка будет плохо работать, а отверстие может быть деформировано. Если припуск слишком мал, развертка будет тереться и изнашиваться, что приведет к ухудшению качества отверстия. Режущая кромка развертки должна иметь определенную твердость, чтобы продлить срок службы; он также должен иметь хорошую прочность, чтобы инструмент не вышел из строя при нормальном использовании. Правильное использование требует тщательного выбора соответствующего инструмента для обрабатываемого материала и тщательного контроля припуска, чтобы обеспечить длительный срок службы развертки и высокое качество обработки отверстия.
Режущая кромка развертки должна иметь определенную твердость, чтобы продлить срок службы; он также должен иметь хорошую прочность, чтобы инструмент не вышел из строя при нормальном использовании. Правильное использование требует тщательного выбора соответствующего инструмента для обрабатываемого материала и тщательного контроля припуска, чтобы обеспечить длительный срок службы развертки и высокое качество обработки отверстия.
Кроме того, если заготовка не удерживается надежно при развертывании, может возникнуть вибрация, качество обработки детали будет плохим, а режущая кромка затупится. Трение и сильный нагрев также могут вызвать проблемы во время развертывания, а это означает, что эффективная смазка необходима не только для охлаждения инструмента, но и для продления срока службы расширителя. Смазка также увеличивает скорость резания, сокращает время цикла и удаляет стружку, помогая улучшить качество обработки заготовки.
Типы разверток:
- Развертки делятся на ручные и машинные в зависимости от способа их использования.
 Развертки
Развертки - могут быть цилиндрическими или коническими, в зависимости от формы расширяемого отверстия.
- В зависимости от направления стружечной канавки развертки могут быть как с прямой канавкой, так и со спиральной канавкой. Развертки
- могут иметь прямые или конические хвостовики.
- Развертки могут быть изготовлены из быстрорежущей стали или иметь вставки из цементированного карбида.
Развертки могут иметь различное количество зубьев и зубчатых пазов:
Количество зубьев развертки влияет на точность развертывания, шероховатость поверхности, расстояние между стружками и прочность зубьев. Его значение обычно определяется в зависимости от диаметра развертки и материала заготовки. Когда диаметр расширителя больше, можно выбрать большее количество зубьев. При обработке пластичных материалов количество зубьев должно быть меньше. При обработке хрупких материалов предпочтительнее большее количество зубьев.![]() Для облегчения измерения диаметра развертки число зубцов должно быть четным. Для отверстий диаметром от 8 до 40 мм количество зубьев обычно составляет 4–8.
Для облегчения измерения диаметра развертки число зубцов должно быть четным. Для отверстий диаметром от 8 до 40 мм количество зубьев обычно составляет 4–8.
Расчетные точки — диаметры и допуски развертки
Допуск диаметра развертки напрямую влияет на точность размеров обрабатываемого отверстия, стоимость изготовления и срок службы развертки. При развёртывании из-за радиального биения зубьев фрезы, величины развёртывания и смазочно-охлаждающей жидкости апертура будет больше диаметра развёртки. Это явление называется расширяющимся расширением. В то же время, поскольку тупой радиус лезвия сжимает стенку отверстия, отверстие восстанавливается и сжимается. Этот эффект называется усадкой при расширении. Расширение с помощью развертки из быстрорежущей стали обычно приводит к объяснению, в то время как развертывание с помощью развертки из карбида обычно приводит к усадке. Эта возникающая в результате усадка обычно больше при расширении тонкостенных отверстий. Номинальный диаметр развертки равен номинальному диаметру отверстия. Понимая эффекты расширения и сжатия и учитывая необходимый допуск на износ, можно определить верхнее и нижнее отклонение расширителя.
Понимая эффекты расширения и сжатия и учитывая необходимый допуск на износ, можно определить верхнее и нижнее отклонение расширителя.
Правильное развертывание | Cutting Tool Engineering
Соответствующие сценарии применения развертки при чистовой обработке отверстий.
Предоставлено Komet of America
Врезные кольца Komet имеют регулируемый диапазон диаметров и могут быть точно отрегулированы с помощью специальных держателей врезных колец. По словам компании, это компенсирует износ, обеспечивая правильную настройку на точный размер отверстия.
При обработке отверстия точно по размеру развёртывание часто является лучшим выбором для станочника. Как правило, его нельзя использовать для правки отверстий, и он может удалить только ограниченное количество припуска, но при правильном выполнении развертывание может быть быстрым и высокоточным процессом.
Однако правильное развертывание требует хорошей подготовки. Важные факторы включают в себя оставление точного количества припуска после бурения; зная, когда развернуть дважды, использовать многофункциональную развертку или полностью использовать другой инструмент; и указав правильный развертки для работы. Что касается последнего, доступно множество различных типов разверток, включая регулируемые развертки, развертки с зажимным патроном и спиральными канавками, и во многих случаях специальный инструмент является лучшим инструментом для работы.
Важные факторы включают в себя оставление точного количества припуска после бурения; зная, когда развернуть дважды, использовать многофункциональную развертку или полностью использовать другой инструмент; и указав правильный развертки для работы. Что касается последнего, доступно множество различных типов разверток, включая регулируемые развертки, развертки с зажимным патроном и спиральными канавками, и во многих случаях специальный инструмент является лучшим инструментом для работы.
При развертывании самым важным является подготовка отверстия, по словам Райана Бистербуша, руководителя группы проектирования производителя инструмента Komet of America Inc., Шаумбург, Иллинойс. количество запаса и не исправляет отверстие. «Развертка следует за отверстием», — сказал он, но отметил, что развертка помогает немного улучшить прямолинейность, если инструмент имеет возможность фронтального резания.
Предоставлено Alvord-Polk
Набор патронных разверток от Alvord-Polk, включая (вверху) развертку с прямым хвостовиком и прямой канавкой; (вверху посередине) инструмент с коническим хвостовиком, правосторонний, со спиральной канавкой; и (вверху внизу) развертка с прямым хвостовиком, правосторонняя, со спиральной канавкой, покрытая нитридом титана.
Джош Линберг, президент компании-поставщика инструментов Monster Tool Co., Виста, Калифорния, согласен с тем, что перед развертыванием необходимо отверстие «удовлетворительного качества». Например, он отметил, что при расширении отверстия диаметром 0,240 дюйма разверткой диаметром 0,250 дюйма отверстие не будет выпрямлено, если оно сужается на 0,005 дюйма или более.0003
Если форма или расположение отверстия нуждается в исправлении, Уилл Нестор, инженер по продажам приложений/проектов из Феникс-Сити, штат Алабама, для производителя инструмента Mapal Inc., Порт-Гурон, штат Мичиган, рекомендует расточку. «Однако развертывание, как правило, дает вам более короткое время цикла, чем растачивание», — сказал он, добавив, что развертка чаще применяется для достижения нужного размера отверстия, чем для придания шероховатости поверхности.
Чистота поверхности, получаемая при развертывании, обычно зависит от материала заготовки. Диапазон для чугуна составляет от 50 до 80 среднеквадратичных значений и от 30 до 60 среднеквадратичных значений для сталей, а развертка с ПКА может придать алюминию чистоту до 8 среднеквадратичных значений, согласно Bysterbusch.
Иногда отверстие растачивается перед развертыванием, но это не обязательно. «Любое отверстие, которое соответствует минимально необходимому количеству припуска для развернутого размера, не требует дополнительной подготовки перед развертыванием», — сказал Линберг. «Если готовое отверстие имеет чрезвычайно жесткий допуск, а станок, используемый для создания отверстия, не обладает достаточной точностью или жесткостью, расточенное отверстие помогает удерживать развёртку на одном уровне с осью отверстия, помогая станку сохранять прямолинейность отверстия. ».
Проблемы с материалами
Количество припуска, остающегося для развертывания, зависит от качества и диаметра отверстия. Согласно эмпирическому правилу, после сверления для развертывания должно оставаться от 0,010 до 0,015 дюйма, за исключением малых диаметров, таких как 1/32 дюйма, в которых должно быть от 0,003 до 0,006 дюйма материала для развертывания, отметил Линберг. «Плохо просверленное отверстие может потребоваться немного больше материала, чтобы расширитель «очистил» стенки отверстия», — сказал он. «до 0,0098″ для разверток Mapal с направляющими и до 0,0394» DOC для фиксированных разверток с паяным PCD, в зависимости от материала заготовки. стороны в отверстии», — сказал он, добавив, что больший DOC возможен для развертки с концевой режущей геометрией, встроенной в режущую кромку. , чугун, титан и суперсплавы на основе никеля, согласно Bysterbusch.Если стружка слишком толстая при развертывании последних материалов, слишком много тепла поступает в стружку, делая ее пластичной и трудно ломаемой, что создает проблему удаления стружки. «Лучше удалить как можно меньше».
Другие предоставляют больший диапазон размеров отверстий. Кевин Моррисон, главный инженер по инструментам Alvord-Polk Inc., указал, что производитель сплошных многолезвийных разверток из Миллерсбурга, штат Пенсильвания, рекомендует припуск от 0,003 до 0,006 дюйма для развертывания отверстий диаметром до 3⁄32 дюйма, 0,008 дюйма. «до 0,010″ для отверстий больше 3⁄32″ до ¼», 0,012″ до 0,015″ для ¼» до ½», 0,017″ до 0,020″ для ½» до 1″, 0,020″ до 0,025″ для 1″ до 2 «и от 0,030″ до 0,035″ для отверстий больше 2». «Это скользящая шкала», — сказал он. «Это даже не работает в процентах».
Моррисон добавил, что диапазон составляет от 0,002 до 0,004 дюйма для ручной развертки. «Это все, на что способно человеческое тело, — сказал он. «У нас нет механического преимущества, чтобы взять больше материала».
Хотя некоторые не считают упрочнение материала серьезной проблемой при развертывании, Нестор отметил, что это может создать проблемы. Желательно брать легкий DOC, например, при развёртывании титана. Легкий DOC удерживает стружку тонкой для облегчения эвакуации при обработке, например, отверстия малого диаметра. «Материализируемость играет большую роль в том, как вы расширяете», — сказал он.
Размер отверстия
Когда после сверления остается слишком много припуска для расширения, конечные пользователи могут выполнить расширение дважды. Линберг из Monster Tool предлагает сначала применить меньшую развертку, а затем развертку необходимого размера. «Сверление для открытия отверстия обычно приводит к отказу сверла из-за неравномерного и неравномерного напряжения вдоль режущей кромки сверла и не рекомендуется», — сказал он. Линберг добавил, что плунжерное фрезерование также возможно при наличии концевой фрезы подходящего размера.
Кроме того, можно использовать ступенчатую развертку с черновым и чистовым диаметром. «Это зависит от материала», — сказал Бистербуш. «Как только вы доберетесь до некоторых из более прочных сталей, мы должны более подробно изучить область применения».
Нестор заметил, что есть еще один вариант — применить инструмент для чистового растачивания. Инструмент для чистового растачивания имеет не менее трех направляющих и способен обеспечить значительно больший DOC, чем развертка. Он добавил, что коррекция положения отверстия также может быть достигнута с помощью инструмента для тонкого растачивания с временем цикла, сравнимым с разверткой с направляющими.
Объем части также определяет приемлемое решение. «Вы должны помнить, что клиент всегда хочет сократить время цикла», — сказал Донато Пиньо, специалист по продуктам Komet. «Обычно он использует инструмент для черновой и чистовой обработки».
Моррисон из Alvord-Polk предположил, что кольцевое сверло, представляющее собой нечто среднее между разверткой и сверлом, может решить проблему, когда необходимо удалить значительно больше материала, чем рекомендуется. Колонковое сверло предназначено для удаления большого количества материала из отверстия, но само по себе оно не создаст отверстие. «Бывают случаи, когда корончатое сверло обеспечивает достаточно подходящую поверхность, чтобы конечные пользователи использовали его для обработки отверстия», — сказал он.
Рекомендации по инструменту
При выборе развертки конечный пользователь должен обращать внимание только на ее размер, если только он не расширяет необычно глубокое отверстие, для которого требуется дополнительная длина инструмента, для чего, по словам Линберга, требуется специальный инструмент. «Правильно изготовленная развертка будет выполнять свою работу независимо от разрезаемого материала».
Предоставлено Monster Tool
Согласно Monster Tool, размер — это единственная характеристика, на которую должен обращать внимание конечный пользователь при выборе развертки.
Хотя Bysterbusch отметил, что «полноценные специальные» составляют около 40 процентов продаж разверток Komet, фиксированные моноблочные стандарты компании являются «полуспециальными». Это связано с тем, что стандартные заготовки измельчаются по размеру для удовлетворения конкретных требований клиента, как только компания получает заказ. Стандартный диапазон составляет от 6 мм до 110 мм, но специальные предложения охватывают более широкий спектр. «Мы расширяем все от 1,5 мм до более 300 мм», — сказал он.
По словам Нестора из Mapal, при выборе типа развертки важную роль играет допуск по размеру. В то время как фиксированный инструмент подходит для более широкого диапазона допусков, «всякий раз, когда у вас есть допуск ± 5 мкм или более на ваш диаметр, — сказал он, — вам нужна регулируемая развертка».
Нестор добавил, что патронные развертки можно использовать на сверлильном станке, токарном станке инструментального цеха или даже на фрезерном станке Бриджпорта, но для разверток с направляющими и других высокопроизводительных разверток требуется станок с механической подачей для обеспечения постоянной точности. Для высокопроизводительного развертывания также требуется адекватная подача охлаждающей жидкости. «Обычно растворимые масла и полусинтетика работают лучше, но мы добились успеха с синтетической охлаждающей жидкостью для инструментов с направляющими», — сказал он.
Прерывания отверстий, такие как шпоночные канавки или поперечные отверстия, также диктуют требования к инструменту для развертывания. Когда такая функция присутствует, Моррисон из Alvord-Polk рекомендует развертку со спиральной канавкой, чтобы спираль перекрывала зазор при вращении развертки, а инструмент постоянно поддерживался. «Если у вас прямая флейта, каждый раз, когда зуб появляется, он зацепляется и стучит, как ни в чем не бывало», — сказал он.
Независимо от применения развёртывания, некоторые утверждают, что только настоящая развёртка выполнит эту работу должным образом. «Опасно говорить, что вы просто хотите использовать сверло с качеством развертывания», — сказал Пиньо из Komet. «Ты никогда не получишь тот же результат». CTE
Об авторе: Алан Рихтер, редактор журнала Cutting Tool Engineering, присоединился к публикации в 2000 году. Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Предоставлено Komet of America
Стойкость инструмента увеличилась с 1200 отверстий до 50000 отверстий, когда компания Magna Powertrain USA перешла с твердосплавной развертки на развертку Dihart Monomax Solid с керметным наконечником от Komet of America при обработке небольшого отверстия на конце рычагов привода из стали 8620. .
Рассверливание «блестящего» покрытия
Рассверливание отверстий в стали 8620 с твердостью 217 HB не обязательно является сложным процессом, если только вы не делаете около полумиллиона таких отверстий в год и не должны достигать поставленных целей. жесткие допуски, быстрое время цикла и низкая стоимость инструмента на деталь. Компания Magna Powertrain USA Inc. , г. Манси, штат Индиана, оказалась в такой же ситуации при производстве приводных рычагов и необходимости расширить диаметр 0,388 дюйма на 0,39 дюйма.Отверстие глубиной 3 дюйма на горизонтальном обрабатывающем центре OKK HP500S.
Дэвид Бокселл, инженер-технолог компании Magna, производителя компонентов для раздаточных коробок и трансмиссий, знает, что самая дешевая развертка не может обеспечить самую низкую стоимость «Я могу купить развёртку за 35-40 долларов, но я получу только несколько сотен деталей, так что моя стоимость за единицу будет довольно высока», — сказал он. Развертки с наконечниками и чистовая обработка около 1200 деталей до того, как инструмент изнашивается. Затем компания перешла на изготовленные по заказу цельнотвердосплавные развертки, но с ограниченным успехом. «Они были очень дорогими и слишком быстро изнашивались», — сказал Бокселл.0003
Чтобы соответствовать требуемому размеру чистового отверстия от 0,3952 «до 0,3948», Magna просверливает отверстие в сплошном материале и оставляет около 0,013 «припуска для развертывания. Затем отверстия расширяются до размера, чтобы они сжимались до указанного размера при термообработке. Нет после термообработки требуются дальнейшие операции
Ранее компания Boxell производила другую линейку продукции и в разговоре с другим специалистом по металлообработке узнала, как развертка Dihart производства Komet of America Inc. помогла сократить время изготовления детали из от нескольких дней до 1 дня, сохраняя прямолинейность 0,0002 дюйма в отверстиях толщиной 4 дюйма. Хотя Бокселл не был полностью убежден, он пригласил продавца Komet и дистрибьютора Haggard & Stocking, Индианаполис, протестировать развертку Dihart со стороны Magna. «Он был прав. на деньгах, — сказал Бокселл, — развертки сделали именно то, что он обещал». Магна начала их использовать.0003
Позже Бокселл поговорил с инженером-технологом Джоном Хершбергером, который отвечал за приводные рычаги, и предложил ему также попробовать развертку Komet. «Ему это понравилось, и он сразу же начал его использовать», — сказал Бокселл. «Затем я унаследовал эту работу и теперь у меня вся ячейка».
Развертка Dihart 525.91.4030 Monomax Solid с металлокерамическим наконечником имеет геометрию, позволяющую продвигать стружку вперед. Работая со скоростью вращения шпинделя около 1800 об/мин, предыдущим разверткам требовалось от 3 до 4 секунд, чтобы закончить отверстие, в то время как время обработки нового инструмента составляет 0,14 секунды на отверстие при скорости 4385 об/мин, скорости резания 453 футов в минуту и 157 скорость подачи. Развертки с металлокерамическим наконечником имеют подачу СОЖ через инструмент, в то время как для твердосплавных разверток компания применила циркуляцию СОЖ.
В дополнение к жесткому допуску на размер, развертка Monomax обеспечивает шероховатость поверхности 0,6 мкм Rz, когда в спецификации требуется только шероховатость 1,99 мкм Rz. «Отделка выглядит идеально, когда мы закончим с ней», — сказал Бокселл. «Это просто гладко, как свисток».
Стойкость инструмента также значительно увеличилась: с примерно 1200 отверстий на развертку до 30 000–50 000 штук до потери размера от 4 мкм до 5 мкм. Бокселл отметил, что он мог бы применить более крупное сверло и увеличить срок службы развертки, оставив всего 0,008 дюйма припуска для развертывания, «но у меня на складе так много других сверл, что, вероятно, не стоит покупать 200 или 300 сверл, когда развертка работает так хорошо».
Несмотря на то, что новые нестандартные развертки имеют стандартную стоимость и по-прежнему стоят около 400 долларов каждая, стоимость инструмента в расчете на одну деталь увеличилась с 0,018 до 0,009 долларов. По словам Бокселла, предполагаемая годовая экономия составляет 85 000 долларов США, не считая увеличения времени цикла и времени безотказной работы шпинделя. Кроме того, Magna реализует дополнительную экономию за счет замены бывших в употреблении разверток Komet retip примерно за треть стоимости новых. Согласно Komet, он может менять наконечник инструмента три или четыре раза. «Мы купили около 20 таких разверток и за последние 4 месяца использовали только четыре», — сказал Бокселл, добавив, что предполагаемое годовое использование инструмента сократилось с 1000 до 13 инструментов. «Когда готовые инструменты готовы, они готовы».
—А. Richter
Contributors
Alvord-Polk Inc.
www.reamers.com
(800) 441-2751
Komet of America Inc.
www.komet.com
(847) 923-8400
Magna Powertrain USA Inc.
(765) 245-9750
www.magnapowertrain.com
Mapal Inc.
www.mapal.us
(810) 364-8020
Monster Tool Co.
www.monstertool.com
(888) ) КАРБИД
YG-1 Tool Co.
(800) 765-8665
www.yg1usa.com
Предоставлено YG-1 Tool
Заточенная кромка сверла Dream Drill YG-1 Tool помогает укрепить кромку, кромки помогают обеспечить допуски и требования к чистоте поверхности, а также угол подъема спирали, вдоль с шириной канавки улучшает отвод стружки и удаление стружки.
Мечтаем о том, чтобы не развёртывать
При выполнении отверстий соблюдение требований к размеру и шероховатости поверхности, которые предоставляет развёртка с помощью всего одного инструмента, может повысить производительность и снизить затраты. Хотя производители инструментов уже давно продвигают различные сверла, чтобы исключить развертывание, YG-1 Tool Co., Вернон Хиллз, Иллинойс, говорит, что его Dream Drill также выполняет центральное сверление и позиционное растачивание.
Сверло с покрытием из нитрида титана-алюминия обеспечивает допуск на развертывание M7 в соответствии с YG-1 (см. Таблицу). Твердосплавные сверла со сквозной подачей СОЖ доступны от 0,039 до 0,787 дюйма, а сверла I Dream со сменными пластинами со сквозной подачей СОЖ доступны от 0,4724 до 1,250 дюйма. Сверла также доступны без отверстий для охлаждающей жидкости.
YG-1 предлагает две конструкции для обработки материалов твердостью до 50 HRC: стандартную для стали, чугуна и подобных сплавов и Inox для нержавеющей стали и более мягких и пластичных сплавов. «Целью всегда были мелкие завитки», — сказал Аль Зайтун, менеджер по продажам и маркетингу YG-1.
Изготовитель инструмента сообщает, что утончение вершины стенки Dream Drill в форме буквы «S» снижает осевую осевую нагрузку и стабилизирует вершину для получения точных отверстий, а угол вершины 140° немного утолщает поперечное сечение стружки, что помогает дробить стружку.
Zaitoon отметил, что скорость проходки Dream Drill в три-пять раз выше, чем у обычного сверла, а подача от 20,00 до 30,00 дюймов в минуту не является редкостью при сверлении отверстия диаметром 0,250 дюйма в низколегированной стали.
“ Как правило, чем выше скорость, тем более пластичным становится материал, что снижает усилие, необходимое для сверления, — сказал он, — а размер отверстий для охлаждающей жидкости рассчитан на максимальное давление и объем для уменьшения проблем с нагревом».
Согласно Zaitoon, дрель Dream Drill подходит для замены от 50 до 70 процентов операций развертывания при сверлении из цельной заготовки. К ним относятся приложения, в которых требования к шероховатости поверхности указаны «как развёрнутые», а сверло может обеспечить допуск по размеру.
—А. Richter
Таблица: Допуски на диаметр сверла
Что такое развертка? — Конструкция и типы
от Jignesh Sabhadiya
Что такое Ример?
Развертка — это тип вращающегося режущего инструмента цилиндрической или конической формы, используемый для увеличения и доведения до точных размеров отверстий, которые были просверлены, расточены или забиты керном. Развертку нельзя использовать для создания отверстия. Машинные развертки используются на станках, таких как сверлильные станки, токарные станки и винтовые станки.
Прецизионные развертки предназначены для небольшого увеличения размера предварительно сформированного отверстия, но с высокой степенью точности, чтобы оставить гладкие края. Существуют также неточные развертки, которые используются для более простого расширения отверстий или удаления заусенцев.
Процесс расширения отверстия называется расширением. Существует множество различных типов разверток, и они могут быть предназначены для использования в качестве ручного инструмента или в составе станков, таких как фрезерный станок или сверлильный станок.
Конструкция
Типичная развертка состоит из набора параллельных прямых или винтовых режущих кромок по длине цилиндрического корпуса. Каждая режущая кромка заточена под небольшим углом и с небольшим подрезом ниже режущей кромки.
Развертки должны сочетать в себе как твердость режущих кромок для обеспечения длительного срока службы, так и прочность, чтобы инструмент не вышел из строя при нормальных силах использования. Их следует использовать только для удаления небольшого количества материала. Это обеспечивает длительный срок службы развертки и превосходное качество обработки отверстия.
Спираль может быть по часовой или против часовой стрелки в зависимости от использования. Например, коническая ручная развертка со спиралью, вращающейся по часовой стрелке, будет иметь тенденцию к самостоятельной подаче во время использования, что может привести к заклиниванию и последующей поломке. Поэтому спираль против часовой стрелки предпочтительнее, даже если расширитель все еще вращается по часовой стрелке.
Для производственных станков тип хвостовика обычно один из следующих: стандартный конус (например, Morse или Brown & Sharpe), прямой круглый хвостовик, удерживаемый цангой, или прямой круглый хвостовик с плоской поверхностью для установочный винт, удерживаемый прочным держателем инструмента. Для ручных инструментов конец хвостовика обычно представляет собой квадратный хвостовик, предназначенный для использования с гаечным ключом того же типа, который используется для поворота метчика для нарезания резьбы.
Типы разверток
Ниже приведены основные типы разверток:
- Патронная развертка.
- Регулируемая ручная развертка.
- Прямая развертка.
- Развертка с розеткой.
- Расширитель.
- Коническая развертка
- Комбинированная развертка.
- Коническая развертка (неточ- дыра. Они бывают с различными канавками и насечками (например, правосторонняя, левосторонняя спиральная, прямая канавка), а также с различными типами хвостовиков. Патронные развертки могут быть изготовлены с прямым хвостовиком или хвостовиком с конусом Морзе.
2. Регулируемая ручная разверткаРегулируемая ручная развертка подходит для небольшого диапазона размеров. Обычно они обозначаются буквой, которая соответствует диапазону размеров. Одноразовые лезвия скользят по конической канавке. Процесс затягивания и ослабления ограничительных гаек на каждом конце изменяет размер, который можно разрезать.
Отсутствие какой-либо спирали в канавках ограничивает их легкое использование (минимальный съем материала за настройку), так как они имеют тенденцию вибрировать.
Их также можно использовать только в сплошных отверстиях. Если отверстие имеет осевой разрез, например, разъемная втулка или зажимное отверстие, каждый прямой зуб, в свою очередь, упадет в зазор, в результате чего другие зубья отойдут от своего положения резания. Это также приводит к появлению следов вибрации и сводит на нет цель использования развертки для определения размера отверстия.
3. Прямая разверткаПрямая развертка используется только для небольшого расширения отверстия. Входной конец развертки будет иметь небольшой конус, длина которого будет зависеть от его типа. Это создает самоцентрирующееся действие при входе в необработанное отверстие. Большая часть длины будет иметь постоянный диаметр.
4. Ручная разверткаРучная развертка имеет более длинный конус или вход спереди, чем машинная развертка. Это сделано для того, чтобы компенсировать сложность запуска лунки только вручную. Это также позволяет развертке начинать прямо и снижает риск поломки. Флейты могут быть прямыми или спиральными.
5. Машинная разверткаМашинная развертка имеет очень небольшой заход. Поскольку развертка и заготовка предварительно выровнены станком, нет риска, что она отклонится от курса. Кроме того, постоянная сила резания, которую может приложить станок, гарантирует, что он сразу же начнет резку.
Преимущество спиральных канавок заключается в автоматическом удалении стружки, но они также доступны с прямыми канавками, так как количество стружки, образующейся во время операции развертывания, должно быть очень небольшим.
6. Развертка с розеткойРазвертка с розеткой не имеет рельефа по периферии и смещена за счет переднего конуса для предотвращения заедания. Они вторично используются в качестве смягчающих расширителей.
7. Развертка накладнаяРазвертки накладные предназначены для развертывания подшипников и других подобных изделий. Они рифленые почти на всю длину.
8. Коническая разверткаПрецизионная коническая развертка используется для изготовления конического отверстия для последующей установки конического штифта. Конический штифт является самозатягивающимся устройством из-за малого угла конусности. Их можно вбить в коническое отверстие таким образом, чтобы удалить их можно было только с помощью молотка и пробойника.
Их размер определяется числовой последовательностью (например, развертка №4 будет использовать конические штифты №4). Такие прецизионные соединения используются при сборке самолетов и часто используются для соединения двух или более секций крыла планера. Их можно повторно развернуть один или несколько раз в течение срока службы самолета, при этом штифт соответствующего размера заменяет предыдущий штифт.
9. Развертка с конусом МорзеРазвертка с конусом Морзе используется вручную для чистовой обработки втулок с конусом Морзе. Эти втулки представляют собой инструмент, используемый для удержания режущих инструментов или держателей станков в шпинделях таких станков, как дрель или фрезерный станок. Показанная развертка является чистовой разверткой. Развертка для черновой обработки должна иметь зубцы вдоль канавок, чтобы разбивать более толстую стружку, образующуюся в результате более тяжелого режущего действия, используемого для нее.
10. Комбинированная развертка Комбинированная развертка имеет две или более режущие поверхности. Комбинированная развертка прецизионно отшлифована по шаблону, который напоминает несколько внутренних диаметров детали. Преимущество использования комбинированной развертки заключается в уменьшении количества револьверных операций при более точном соблюдении глубины, внутреннего диаметра и концентричности.
Комбинированные развертки в основном используются на винтовых станках или токарных станках второй операции, а не на станках с числовым программным управлением (ЧПУ), поскольку для профилирования внутренних диаметров можно легко сгенерировать G-код.
11. Коническая развертка (неточная)Коническая развертка может использоваться для удаления заусенцев из просверленного отверстия или для увеличения отверстия. Тело инструмента сужается к кончику. Этот тип развертки состоит из корпуса, который обычно имеет диаметр до 1/2 дюйма, с крестовиной на большом конце, образующей ручку.
Это особенно полезно для обработки более мягких металлов, таких как алюминий, медь и низкоуглеродистая сталь. Другое его название — «развертка для технического обслуживания», имея в виду его использование в различных задачах по удалению заусенцев и расширению, которые часто встречаются при ТОиР. Подобный инструмент можно увидеть на некоторых швейцарских армейских ножах, таких как модель для электрика, которые будут использоваться на кабелепроводе.
Применение развертки
Ниже приведены области применения развертки:
- Развертка — это тип вращающегося режущего инструмента, который в основном используется в металлообработке.
- Развертка — это инструмент, используемый для расширения или чистовой обработки предварительно просверленных, расточенных или забитых отверстий, чтобы обеспечить хорошую отделку и точный размер.
- Развертка предназначена для использования в сверлильном станке, токарно-револьверном станке.
- Развертка также используется в токарно-винторезном станке.
Что такое развертка? | Цель | Приложения
Что такое рерайтинг? | Цель | Приложения | Преимущества
Что такое развертывание?
Развёртывание — это процесс чистовой обработки, который выполняется с помощью многолезвийных инструментов, обеспечивающих высокую точность отверстий, а также используется для расширения или доводки ранее просверленного отверстия без изменения химических и физических свойств.
Процесс развертывания после процесса сверления удаляет относительно небольшое количество материала.
Не используется какой-либо конкретный станок. Развёртывание может выполняться на сверлильном станке, токарном станке, фрезерном станке и обрабатывающем центре или вручную.
Назначение развертывания:
Расширение применяется для точной обработки просверленных отверстий с хорошим качеством поверхности и размером. Преимущество заключается в том, что большее количество отверстий может быть выполнено с неизменно высоким качеством.
- Требуется развёртывание с точным требуемым диаметром.
- Требуется соответствующий профиль кромки.
- Требуется там, где нужна хорошо заточенная поверхность.
- Для развертывания требуется точно предварительно обработанное отверстие.
- Использование смазочных материалов продлевает срок службы инструмента, поэтому для посадочных отверстий и конусных отверстий применяется развертывание.
Конструкция и типы разверток:
Существует два типа разверток: ручные развертки и машинные развертки. Оба в основном отличаются хвостовиком и режущей частью.
Ручные развертки используются в основном при сборочных работах для улучшения подгонки деталей. Длинный конусный наконечник является главной особенностью этих разверток. Это обеспечивает правильное направление отверстия и предотвращает перекос. Через фрезерованный угольник и вороток с вращением по часовой стрелке и небольшим нажимом развертки вставляются в отверстие.
Развертки машинные применяются для развертывания на сверлильных и токарных станках. Рабочий шпиндель направляет их. Таким образом, свинец не должен быть таким же длинным, как ручные развертки. Резка осуществляется свинцом с развертыванием, а прямая часть используется для сглаживания отверстия.
Применение процесса развертывания:
Любые компоненты, требующие точных, цилиндрических или конических отверстий с хорошей обработкой поверхности, как глухих, так и сквозных, например, после сверления после первичного сверления.
Преимущества процесса развертывания:
- Диапазон производительности от 10-500/ч.
- Низкая стоимость оснастки и оборудования.
- Низкие затраты на чистовую обработку, а также необходимость очистки и удаления заусенцев.
- Уменьшение скорости подачи улучшает качество поверхности.
- Развёртывание осуществляется для оптимальных условий на одной трети скорости и двух третях скорости подачи сверления.
- Наиболее точные отверстия сверлятся по центру, сверлятся, растачиваются и развертываются до конечного размера.
- Возможно получение значений шероховатости поверхности 0,4–6,3 мкм Ra.
Развёртывание и растачивание — это процессы аналогичного типа, но между развёртыванием и растачиванием есть некоторая разница, но цель обоих этих процессов одинакова, похожий тип работы, поэтому оба они полезны в обрабатывающей промышленности.
Новое сообщение Старый пост Дом
-
Полый вал против сплошного вала
Полый вал содержит одинаковое количество материала на всех концах, если полый и сплошной вал имеют одинаковый вес, в то время как в так…
-
Разница между ЧПУ и VMC
Полная форма ЧПУ— это компьютерное числовое управление, а полная форма VMC — вертикальный обрабатывающий центр. ЧПУ — это машина, а VMC — это всего лишь часть ее…
-
Преимущества и недостатки заклепочных соединений
Заклепка представляет собой цилиндрическое механическое соединение с головкой.
Он используется в качестве члена совместной структуры. Это неразъемное соединение, которое… -
Преимущества и недостатки жидкого топлива
Жидкое топливо — это горючие или генерирующие энергию молекулы, которые можно использовать для выработки механической энергии, обычно генерируя кине…
-
Разница между ЧПУ и DNC
Основное различие между ЧПУ и DNC заключается в том, что ЧПУ передает машинные инструкции, а DNC управляет распределением информации…
-
Преимущества и недостатки твердого топлива
Твердое топливо – это различные формы твердого материала, которые можно сжигать для высвобождения энергии, обеспечивая тепло и свет в процессе…
-
Преимущества и недостатки системы автоматической коробки передач
Автоматическая трансмиссия, также называемая полностью автоматической коробкой передач, представляет собой полностью автоматизированную коробку передач, которая автоматически изменяет передаточное отношение, как и трансмиссия.
-
Отличие цинкования от лужения
Цинкование — это процесс покрытия железных или стальных листов тонким слоем цинка, чтобы избежать ржавчины. Лужение — покрытие оловом деталей из железа …
-
Что такое развал и развал | Определение | Эффект
Определение: Схождение — это величина, на которую передние колеса установлены ближе друг к другу спереди, чем сзади, когда автомобиль…
Сравнение механических нагрузок, создаваемых современными системами интрамедуллярных римеров
Сохранить цитату в файл
Формат: Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попыткуДобавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попыткуВаш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл.
адрес:
(изменить) Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета: РезюмеРезюме (текст)АбстрактАбстракт (текст)PubMed
Отправить максимум: 1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Вольтерс Клювер
Полнотекстовые ссылки
Сравнительное исследование
.
1998 ноябрь-декабрь; 12(8):531-9.
doi: 10.1097/00005131-199811000-00001.
Р Д Пейндл 1 , М. Э. Харроу, Д. М. Бэнкс, М. Дж. Босс, Дж. Ф. Келлам
принадлежность
- 1 Исследовательская лаборатория ортопедической инженерии, Медицинский центр Каролины, Шарлотта, Северная Каролина 28232, США.
- PMID: 9840785
- DOI: 10.1097/00005131-199811000-00001
Сравнительное исследование
R D Peindl et al. J Ортопедическая травма.
1998 ноябрь-декабрь. . 1998 ноябрь-декабрь; 12(8):531-9.
doi: 10.1097/00005131-199811000-00001.
Авторы
Р Д Пейндл 1 , М. Э. Харроу, Д. М. Бэнкс, М. Дж. Босс, Дж. Ф. Келлам
принадлежность
- 1 Исследовательская лаборатория ортопедической инженерии, Медицинский центр Каролины, Шарлотта, Северная Каролина 28232, США.
- PMID: 9840785
- DOI: 10.1097/00005131-199811000-00001
Абстрактный
Задача: В этом исследовании оценивалась механическая нагрузка, испытываемая четырьмя клинически используемыми конструкциями интрамедуллярных расширителей, чтобы оценить влияние изменений скорости и скорости подачи на производительность системы расширителей.
Дизайн: Биомеханическое лабораторное исследование.
Параметр: Исследовательская лаборатория.
Основной показатель результата: Четыре клинически используемые системы расширителей со съемными фрезами были протестированы с использованием управляемой компьютером системы обработки при репрезентативных скоростях развертывания и сверления 250 и 750 оборотов в минуту (об/мин) соответственно. Блоки из твердого дуба с механическими свойствами, близкими к корковой кости, рассверливали резцовыми головками диаметром от 9 до 14 мм (с шагом 0,5 мм) при скоростях подачи 1,0 и 7,6 см/с. Были зарегистрированы и проанализированы реактивные осевые нагрузки и крутящие моменты.
Полученные результаты: Все системы продемонстрировали снижение максимальных нагрузок/моментов для небольших размеров расширителей (от 9 до 10,5 миллиметров) на скоростях бурения, а не на скоростях развертывания.
Отдельные системы продемонстрировали измеримые различия в чувствительности к изменениям рабочей скорости, указывая на то, что некоторые конструкции не приспособлены для работы на повышенных скоростях. В ходе испытаний, в ходе которых режущие характеристики головки развертки были изолированы за счет использования идентичных цельных приводных валов, конструкция с глубокими канавками, длинным конусом и закругленным, похожим на заусенцы корпусом последовательно обеспечивала значительно более низкую механическую нагрузку при всех скоростях и подаче. Кроме того, две из четырех испытанных систем используют больший диаметр гибкого стержня для головок разверток размером тринадцать миллиметров и более. Не было указаний на необходимость использования более крупных гибких валов для более крупных разверток, основываясь на данных о механической нагрузке/крутящем моменте для этих систем.
Выводы: Проведенные испытания показывают, что надлежащее управление скоростью развертывания (RPM) может быть использовано для минимизации механической нагрузки для всех систем.
Однако следует проявлять осторожность, чтобы любые операционные изменения, уменьшающие резистивные нагрузки и крутящие моменты, не привели хирурга к увеличению скорости подачи. Требуется дополнительное исследование для изучения различных эффектов увеличения рабочей скорости каждой системы на локальные тепловые изменения.
Похожие статьи
-
Изменение давления при расширении с различными параметрами и конструкциями расширителей.
Мусави М., Давид Р., Эхтешами Дж., Паженда Г., Вечей В. Мусави М. и др. Clin Orthop Relat Relat Res. 2000 апрель; (373): 295-303. doi: 10.1097/00003086-200004000-00036. Clin Orthop Relat Relat Res. 2000. PMID: 10810490
-
Увеличение интрамедуллярного давления для различных коммерческих и экспериментальных систем расширения: экспериментальное исследование.
Мюллер К.А., Шаван Р., Фригг Р., Перрен С.М., Пфистер У. Мюллер К.А. и соавт. J Ортопедическая травма. 1998 г., ноябрь-декабрь; 12(8):540-6. doi: 10.1097/00005131-199811000-00002. J Ортопедическая травма. 1998. PMID: 9840786
-
Технические инновации в медуллярном рассверливании: конструкция расширителя и увеличение интрамедуллярного давления.
Мюллер К.А., Баумгарт Ф., Валь Д., Перрен С.М., Пфистер У. Мюллер К.А. и соавт. J Травма. 2000 г., сен; 49(3):440-5. doi: 10.1097/00005373-200009000-00009. J Травма. 2000. PMID: 11003320
-
Физиологические эффекты интрамедуллярного рассверливания.
Беди А., Карунакар М.А. Беди А. и др. Инструкторский курс, лекция. 2006;55:359-66.
Инструкторский курс, лекция. 2006.
PMID: 16958471
Обзор. -
Биомеханические аспекты интрамедуллярной фиксации переломов нижних конечностей.
Inhofe PD. Инхоф ПД. Orthop Rev. 1992 Aug; 21 (8): 945-52. Ортоп Ред. 1992. PMID: 1523009 Обзор.
Посмотреть все похожие статьи
Цитируется
-
[Новая ирригационно-аспирационная система для интрамедуллярного сверления изолированных свиных бедер под низким давлением].
Джойст А., Шульт М., Фрерихманн Ю., Фребель Т., Шпигель Х.У., Коппе М., Юстен Ю. Джоист А. и др. Unfallchirurg. 2003 г., октябрь; 106 (10): 874-80. doi: 10.1007/s00113-003-0655-0. Unfallchirurg. 2003. PMID: 14652731 Немецкий.
Типы публикаций
термины MeSH
Полнотекстовые ссылки
Вольтерс Клювер
Укажите
Формат: ААД АПА МДА НЛМ
Отправить по телефону
Что такое ручная развертка? (с изображением)
`;
Джеймс БэкРучная развертка — это небольшой ручной режущий инструмент, используемый для финишной обработки просверленных или обработанных отверстий до точного диаметра. Эти инструменты состоят из металлического стержня, изготовленного из закаленного сплава инструментальной стали. Вдоль части длины вала имеется несколько канавок или режущих лезвий, расположенных по кругу фиксированного диаметра. Другой конец вала обработан в виде квадрата, который подходит для рукоятки воротка. Ручные развертки обычно используются в механических мастерских для ремонта и изготовления высокоточных станков.
Многие ручные развертки имеют слегка конусообразную форму и скошенную кромку ближе к концу стержня, что позволяет легче вставлять их в существующее отверстие.
Однако некоторые ручные развертки не имеют конусности или фаски и используются, когда необходимо развернуть отверстие на всю глубину. После введения в отверстие ручной развертки медленно поворачивают вручную, обычно с помощью рукоятки воротка. Лезвия на валу удаляют лишь небольшое количество материала, необходимого для обработки отверстия до нужного размера.
Доступны два основных типа ручных разверток: фиксированного или регулируемого диаметра. Ручная развертка фиксированного диаметра имеет режущие канавки фиксированного диаметра и может использоваться только для чистовой обработки отверстий до этого диаметра.
Они доступны в размерах от 1/16 дюйма (1,59мм) до 2 дюймов (50,8 мм). Канавки врезаны в хвостовик развертки, и в процессе производства применяется режущая кромка.
Регулируемая ручная развертка имеет набор регулируемых лезвий, которые перемещаются в конических пазах, прорезанных в хвостовике. Хвостовик имеет резьбу, а по концам лопастей размещены два резьбовых регулировочных кольца. Диаметр резки регулируется путем ослабления одного регулировочного кольца, перемещения лезвий в новое положение, а затем затягивания другого регулировочного кольца. Поскольку пазы сужаются, эффективный диаметр резания изменяется при каждой новой регулировке.
Этот диапазон варьируется в зависимости от размера используемой ручной развертки. Они доступны в размерах от 1/4 дюйма (6,35 мм) до 3 11/32 дюйма (84,9 дюйма).3 мм). Регулируемые ручные развертки обычно используются для вырезания отверстий нестандартного размера, когда нет подходящего размера ручной развертки фиксированного диаметра.
Ручные развертки часто используются при ремонте машин и при изготовлении станков, требующих высокой степени точности. Допуск отверстия до 0,0008 дюйма (0,02 мм) достигается с помощью ручной развертки по сравнению с допуском от 0,003 до 0,005 дюйма (от 0,08 до 0,12 мм) при сверлении.
