Как паять без флюса и какие альтернативы использовать. Почему нужен флюс при пайке. Можно ли обойтись без флюса при пайке различных металлов. Какие подручные средства могут заменить флюс.
Что такое флюс и зачем он нужен при пайке
Флюс — это специальное вещество, которое используется при пайке для очистки поверхности металла от оксидной пленки и улучшения растекания припоя. Основные функции флюса:
- Удаляет оксидную пленку с поверхности металла
- Защищает очищенную поверхность от повторного окисления во время пайки
- Улучшает смачиваемость поверхности припоем
- Способствует лучшему растеканию припоя
- Снижает поверхностное натяжение расплавленного припоя
Без использования флюса качественную пайку выполнить крайне сложно, особенно при работе с легко окисляющимися металлами. Однако в некоторых ситуациях можно попробовать обойтись без специального флюса, используя альтернативные методы или подручные средства.
Можно ли паять без флюса различные металлы
Возможность пайки без флюса зависит от типа металла:
Медь
Медь относительно легко поддается пайке, поэтому при определенных условиях ее можно паять без флюса. Для этого нужно:
- Тщательно очистить и обезжирить поверхность
- Использовать активированный припой с содержанием флюса
- Быстро выполнить пайку, пока поверхность не успела окислиться
Алюминий
Алюминий крайне сложно паять без флюса из-за прочной оксидной пленки. В домашних условиях качественно спаять алюминий без специального флюса практически невозможно.
Нержавеющая сталь
Нержавейка также плохо поддается пайке без флюса. Можно попробовать использовать активированный припой, но результат будет ненадежным.
Оцинкованное железо
Цинковое покрытие затрудняет пайку, поэтому без флюса качественного соединения не получить. Нужно использовать кислотный флюс.
Альтернативные способы пайки без использования флюса
Если специального флюса под рукой нет, можно попробовать следующие методы:
Механическая очистка
Тщательно зачистите поверхность металла до блеска наждачной бумагой или напильником. Обезжирьте ацетоном или спиртом. Паяйте быстро, пока поверхность чистая.

Активированный припой
Используйте припой с канифольным сердечником. Канифоль внутри будет выполнять роль флюса при нагреве.
Предварительное лужение
Залудите паяемые поверхности заранее с использованием флюса. Затем их можно спаять без дополнительного флюса.
Пайка в защитной среде
Паяйте в среде инертного газа (аргона, азота) для защиты от окисления. Сложно реализовать в домашних условиях.
Подручные средства вместо флюса
В качестве заменителя флюса можно попробовать использовать:
- Канифоль — натуральная смола хвойных деревьев
- Аспирин (ацетилсалициловая кислота), растворенный в воде
- Лимонную кислоту
- Борную кислоту
- Вазелин или машинное масло
- Глицерин
- Древесную смолу
Эффективность этих средств будет ниже, чем у специализированных флюсов, но в экстренной ситуации они могут помочь.
Особенности пайки электроники без флюса
При пайке электронных компонентов и печатных плат использование флюса особенно важно. Паять без него крайне нежелательно, так как это может привести к:
- Холодной пайке и ненадежным соединениям
- Образованию перемычек между дорожками
- Повреждению компонентов из-за перегрева
- Окислению контактов
Если все же приходится паять электронику без флюса, соблюдайте следующие правила:

- Тщательно очистите контакты
- Используйте припой с канифольным сердечником
- Паяйте быстро, не перегревая компоненты
- Проверяйте качество соединений после пайки
Рекомендации по пайке без флюса
Если вам все же приходится паять без специального флюса, придерживайтесь следующих рекомендаций:
- Тщательно очистите и обезжирьте поверхности
- Используйте припой с канифольным сердечником
- Паяйте быстро, пока поверхность не окислилась
- По возможности предварительно залудите детали
- Используйте подручные заменители флюса
- Работайте в хорошо вентилируемом помещении
- Проверяйте качество соединений после пайки
Помните, что пайка без флюса — это крайняя мера. По возможности всегда используйте специализированные флюсы для получения качественных и надежных паяных соединений.
Заключение: нужен ли флюс при пайке
Использование флюса при пайке крайне желательно для получения качественных и надежных соединений. Флюс выполняет важные функции очистки поверхности и улучшения растекания припоя. Без него сложно добиться хорошего результата, особенно при работе с легко окисляющимися металлами.
В экстренных ситуациях можно попробовать паять без специального флюса, используя альтернативные методы или подручные заменители. Однако это не гарантирует высокого качества пайки. При первой возможности рекомендуется приобрести подходящий флюс для ваших задач.
Помните, что экономия на флюсе может привести к ненадежным соединениям и проблемам в будущем. Поэтому старайтесь всегда иметь под рукой качественный флюс, подходящий для ваших задач по пайке.
Как паять без флюса |

Как паять без флюса
Всем привет. Иногда каждому хозяину приходится что то паять, будь-то проводка авто, или новогодняя гирлянда. Для пайки применяется флюс- активное вещество, которое растворяет оксидные пленки металла и позволяет припою «прилипнуть к нему. Флюсов большое множество -канифоль, цинковая(паяльная)кислота, паяльный жир, нашатырь и т.д
Но как быть, если никого флюса нет? У каждого в доме может быть вещества, способные помочь вам в пайке. Прежде всего поверхности металлов, которые вы будете паять, нужно зачистить механически. Сделать это можно металлической щеткой, наждачной бумагой, напильником и т.п.
В роли флюса может выступить таблетка аспирина (ацетилсалициловая кислота).

Так же в пайке можно применить лимонную кислоту. После работы с кислотами, место пайки желательно обработать щелочным раствором.
Надеюсь, данные советы Вам пригодятся.
Как паять без канифоли ?

Понравилась статья? Поделиться с друзьями:
Как без специального флюса паять алюминий на века

Поверхность алюминия покрыта оксидной пленкой, которая мешает при его пайке. Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.

Материалы и инструменты:
- мощный паяльник 60 Вт или больше;
- припой;
- машинное масло;
- флюс.
Лужение и пайка алюминия
На алюминиевую поверхность наносится пара капель машинного масла. Его качества и свойства не имеют значения. Оно может быть синтетическим, полусинтетическим, минеральным, подойдет даже подсолнечное.
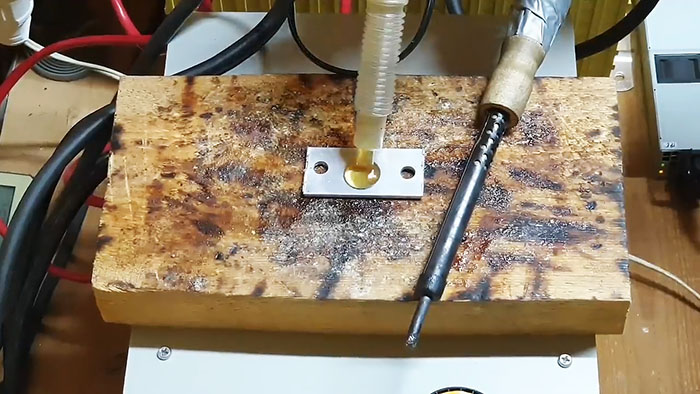
Далее жало паяльника опускается прямо в масло, упираясь в алюминиевую поверхность. Затем к нему прикладывается припой и наплавляется в нужном количестве. Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.
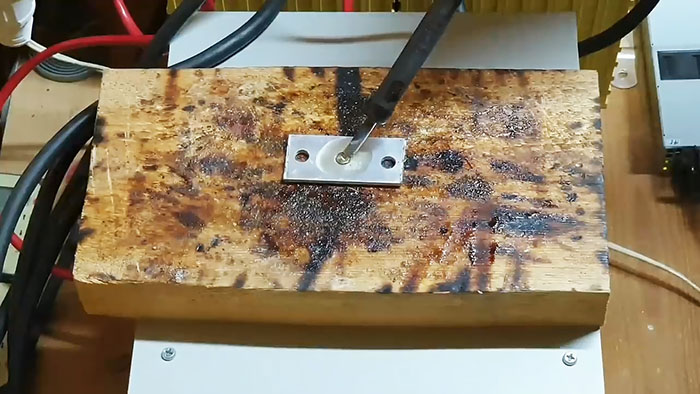
Жало паяльника нужно удерживать пока алюминиевая деталь не разогреется. После этого можно начать лужение, но только по той области, которая находится под маслом. Следует двигать жалом вперед назад, как бы втирая припой в поверхность. Это позволяет убрать оксидную пленку и создает микроцарапины для лучшей адгезии олова. При этом новое окисление под маслом не происходит, так как нет доступа воздуха.
Если деталь перегревается, можно делать перерывы, чтобы она остывала. Чем дольше так лудить, тем крепче будет держаться припой. В среднем лужение займет 1-2 мин. Нужно добиться, чтобы припой полностью растекся на необходимую площадь. Поначалу он будет собираться в шарик, но через минуту другую равномерно распространиться по заготовке.
После лужения алюминия подготавливается провод. Его также нужно залудить. Если он сделан из меди, то сначала наносится обычный флюс, потом все щедро лудится оловом. Лучше сразу нанести побольше припоя.

Далее залуженный провод прикладывается к облуженной алюминиевой поверхности. Сверху упирается жало паяльника и детали разогреваются. Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.
Чем крупнее заготовка, тем дольше ее разогревать, поэтому в таких случаях имеется смысл применять паяльник помощнее. После пайки детали откладываются до естественного остывания. Остатки масла стираются спиртом, если оно не помешает, то можно оставить и так.
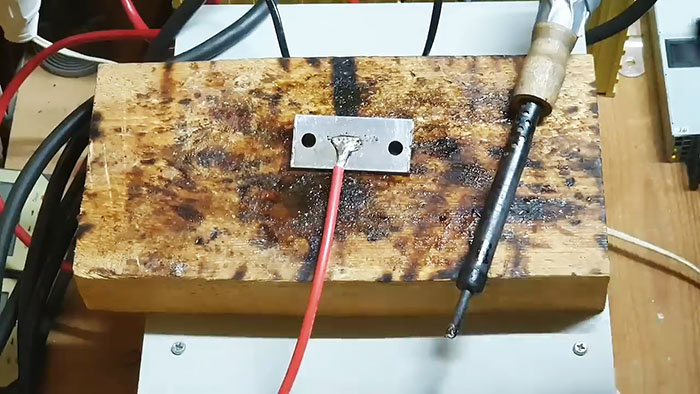
Предлагаемый способ позволяет припаяться к алюминию намертво. Оторвать провод практически невозможно, скорее порвется его жила, чем произойдет рассоединение по пайке.


Конечно, данным методом скоростная пайка не получится, но это специфика алюминия. В домашних условиях сделать соединение быстрее и столь же качественно другим способом не получится. При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
Смотрите видео
Чем заменить канифоль при пайке паяльником – варианты флюсов
Любая пайка может быть успешной только при соблюдении всех требований к выполнению процедуры. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
В продаже имеется достаточное количество готовых средств. Самым доступным, популярным признана канифоль. Случается так, что материала нет под руками, а припаять что-то нужно срочно.
Приходится соображать, чем можно заменить канифоль без ущерба для результата работы. Благо, выпускается большое количество специальных флюсов, а помимо них, можно использовать подручные средства.
Требования к материалам
 Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Канифоль благополучно справляется с задачей. Соединения получаются качественными и долговечными.
Размышляя над тем, чем заменить канифоль в домашних условиях, следует помнить о необходимости выполнения припоем всех функций.
Замена должна соответствовать ряду следующих требований:
- иметь невысокую температуру плавления и небольшую плотность;
- хорошо расплавляться паяльником;
- не растекаться вне рабочей зоны;
- эффективно растворять оксиды;
- равномерно распределяться по поверхности;
- не вступать в реакции с металлом деталей и припоем;
- подлежать легкому удалению по окончании работы.

Продукты разложения флюса вместе с растворенными оксидами должны легко выталкиваться расплавом припоя из зоны формирования шва.
Натуральная светло-желтая канифоль, похожая на стеклообразную массу, — идеальный вариант. Чем ее можно заменить – подсказывают опытные умельцы.
Аспирин и электролит из батарейки
 Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Обращаем внимание на то, что заменить канифоль шипучими таблетками не удастся. Они содержат наполнители (соединения натрия), которые при пайке не нужны. Поэтому применяют самый обычный простой аспирин.
Таблетки следует растолочь до порошкообразного состояния и растворить в воде или обычном винно-водочном спирте. Можно взять одеколон в качестве растворителя.
Растворяется ацетилсалициловая кислота хорошо. Ее свойств бывает достаточно для очистки поверхности, удаления грязи. Она может заменить канифоль без труда.
Неудобство состоит в необходимости проведения работы под вентиляционной вытяжкой или в проветриваемом месте. Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Если аспирина рядом нет, заменить канифоль рекомендуют электролитом от использованной солевой батарейки. Важно, чтобы она не была щелочной.
Жир, смола, янтарь
 Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Запахи при работе исходят неприятные, но переносить их некоторое время можно без вентиляции.
Многие умельцы, особенно живущие в окружении лесов, применяют обычную смолу деревьев. Она легко плавится, хорошо растекается по поверхности рабочей зоны.
Есть положительные отзывы об использовании смолы елей, сосен. Ее собирают в обычной банки из жести, измельчают, насколько это возможно, а затем потихоньку растапливают на водяной бане.
Расплав нужно постоянно помешивать, убирая из него иголки и древесные частицы. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Для пайки железа древесную смолу советуют растворить в пищевом уксусе. Обращаем внимание на то, что применять эссенцию или концентрированную уксусную кислоту нельзя.
Очень подходит для применения в качестве флюса янтарь. Совет приемлем для жителей регионов, в которых янтарь добывают. Всем остальным заменить канифоль янтарем сложно. Цена слишком высока.
Нестандартные способы
 Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.
Кислоты со стеарином
 Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Для предотвращения окисления металла можно тщательно зачистить его и припой, затем покрыть их стеарином. Стеарин (парафин) можно взять из свечек.
Перед нанесением защитного слоя на металл стеарин нужно расплавить, не перегревая. Защитный слой исключит контакт с кислородом. Пайку следует проводить под стеариновым слоем.
Некоторые мастера, чтобы заменить канифоль, на зачищенную поверхность металла намазывают всем известный клей БФ-6. Паять при этом нужно, сильно прижимая паяльник.
Приведенные способы – это «скорая помощь» паяльщика. При неожиданных ситуациях выход всегда можно найти с помощью простых и доступных средств. Но все же для качества пайки лучше использовать специальные средства.
Пайка без флюса — Рождённый с паяльником — LiveJournal
? LiveJournal-
Find more
- Communities
- RSS Reader
- Shop
- iOS & Android
- Help
- Login
- CREATE BLOG Join
-
English
(en)
- English (en)
- Русский (ru)
- Українська (uk)
- Français (fr)
- Português (pt)
- español (es)
- Deutsch (de)
- Italiano (it)
- Беларуская (be)
состав, как сделать своими руками
Часто случаются ситуации, когда дома ломается что-то из электроники и единственный способ исправить ситуацию, кроме покупки нового бытового прибора — пайка оборванных контактов. Также эта процедура востребована на производстве, в автосервисах и собственных мастерских. Однако запаять контакты без дополнительных веществ невозможно. Одним из них является флюс для пайки.
 Инструменты для пайки
Инструменты для пайкиЧто такое флюс и его ключевые особенности
Не многие новички знают, что такое флюс и как его используют в процессе пайки. Это соединительная смесь. В её состав входят материалы, которые легко плавятся. Перед покупкой флюса необходимо обратить внимание на несколько факторов:
- рабочая температура дополнительного состава;
- вид металла, с которым предстоит работать;
- температура, при которой начинается процесс пайки;
- наличие дополнительных поверхностей, которые окружают место спайки;
- наличие антикоррозийной плёнки на поверхности металла.
Существует два вида дополнительных составов, использующихся при пайке. Одни твёрдые и плавятся при высокой температуре. Другие мягкие и с ними можно начинать работать при низких температурах.
Предназначение
Чтобы работать с дополнительными веществами, необходимо знать для чего нужен флюс при пайке. Чтобы соединить контакты на плате, необходимо разогреть их до температуры свыше 500 градусов. Из-за этого можно повредить важные элементы платы. Чтобы не допустить окончательной поломки электроники, используются легкоплавкие составы, в которых преобладает свинец и олово. Они плавятся при температуре до 500 градусов и помогают соединить оборванные контакты.
Чтобы соединять лёгкие детали, достаточно использовать легкосплавный припой, с которым можно работать при минимальных температурах. Чтобы соединить большие детали, необходимо использовать твердые виды припоя.
Применение флюса
Перед тем как применять припой и флюс для пайки, необходимо обратить внимание на определённые характеристики:
- устойчивость состава к коррозийным процессам;
- рабочий размер соединительного шва;
- прочность соединения;
- температура плавки.
Очень часто в качестве припоя используют оловянный прут, канифоль..
Хранение
Для простых ремонтных работ в домашних условиях достаточно приобрести тюбик с флюсом. Хранить его нужно в плотно закрытой емкости. Нельзя допускать, чтобы жидкий состав соприкасался с влагой. Также нельзя хранить легкоплавкие составы вблизи нагревательных приборов и открытого огня. Нельзя допускать чтобы температура в помещении, где хранится флюс, поднималась выше 25 градусов. Составы, которые хранились в упаковках с нарушенной герметичностью, желательно утилизировать и приобрести новый.
Типы флюсов для пайки
Флюсы для пайки бывают нескольких разновидностей, в зависимости от воздействия этих составов на соединяемые контакты во время нагревания. Перед покупкой легкоплавкого вещества необходимо ознакомиться с его основными видами.
Активные флюсы
Это флюсы в составе которых преобладает соляная кислота. Они применяются для работы с железными деталями. Во время процесса пайки эти составы проявляют мощную химическую реакцию. Не используются при работе с радиотехникой, так как быстро разъедают плату.
Бескислотные флюсы
Это жидкие флюсы, которые изготавливаются на основе скипидара, глицерина и этилового спирта. Плавятся такие составы до 150 градусов. Применяются бескислотные флюсы для спайки мелких деталей.
 Пайка мелких деталей
Пайка мелких деталейАктивированные флюсы
Составы, изготавливаемые на основе салициловой кислоты. Используется при соединении элементов, которые не требует изначальной зачистки.
Антикоррозийные флюсы
Это специальные вещества, которые очищают детали от отложений, появляющихся в процессе коррозии. Они защищают место соединения от разрушения в процессе эксплуатации. Изготавливаются на основе ортофосфорной кислоты.
Защитные флюсы
Главная особенность таких составов — отсутствие химической реакции. Защищают детали от коррозийных процессов. Их изготавливают на основе воска, оливкового масла или вазелина. Такие составы начинают плавиться при 70 градусах. При термической обработке они не выделяют вредных веществ. Также при работе с защитными флюсами не требуется предварительно зачищать детали.
Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс. Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Лучшие заменители
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
- янтарем;
- жиром;
- «Аспирином»;
- смолой.
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.
 Смола на дереве
Смола на деревеПорядок применения
Перед тем как начинать пайку флюсом, необходимо разобраться с тем, как его применять. Процесс применения будет зависеть от того, какая разновидность легкоплавкого состава применяется:
- При использовании твёрдых припоев (оловянный прут) требуется окунуть паяльник в тело реагента и зацепить небольшое количество припоя.
- Если используется жидкая готовая смесь, её можно наносить с помощью кисточки.
- При работе с пастой требуется наносить её на место соединения палочкой, зубочисткой.
Также нельзя забывать про зачистку поверхности от окисления.
Весь процесс применения легкоплавкого вещества можно разделить на несколько этапов:
- Изначально поверхности зачищаются.
- После зачистки наносится слой флюса.
- С помощью паяльной станции разогревается соединяющий состав и детали.
Далее необходимо дождаться застывания шва и дополнительно обработать его.
Без специального состава соединить контакты не получится. Опытные мастера предлагают новичкам выполнить работу без флюса и посмотреть результат — работа займет гораздо больше времени, шок быстро отвалится. Наилучшим дополнительным материалом для спайки считается чистое олово. Однако это не дешёвый металл и его используют в соединении со свинцом.
Как приготовить флюс для пайки своими руками
Чтобы соединять элементы радиотехники, можно изготовить флюс для пайки своими руками. В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
- Заранее нужно подготовить одинаковое количество свинца и олова.
- Расплавить два металла в тигле.
- Снять плёнку побочных отложений, которая образуется на верхней части остывшей смеси металлов.
- Перелить смесь олова и свинца в подготовленные заранее формы.
Нужно помнить о том, что после спайки любых контактов или деталей необходимо обрабатывать готовый шок. Для этого используется ацетон или спирт. Однако в магазинах появились припои, которые не требуют дополнительной обработки после завершения работ. Они обладают некоторыми преимуществами:
- являются диэлектриками;
- не подвержены воздействию коррозийных процессов;
- не требуется дополнительная зачистка.
Из-за того что такие припои не проводят ток, их не используют для соединения контактов и проводов.
Также можно самостоятельно изготовить паяльную пасту. Для этого необходимо растереть твёрдый флюс с помощью крупнозернистого напильника. Порошок, который получился после измельчения, нужно смешать со спиртом и канифолью. Далее нужно перелить получившуюся пасту в герметичную ёмкость и плотно закрыть. Она портится при взаимодействии с влагой и требует соблюдения правил хранения. Опытные мастера рекомендуют наносить пасту с помощью шприца.
Флюс для пайки — обязательное вещество при ремонте электроники и радиотехники. Важно знать, какие разновидности этих составов бывают и как правильно с ними работать, чтобы не повредить платы и контакты.
Подручные средства в качестве флюса для пайки
Флюсами называют вещества органического или неорганического состава, используемые при пайке металлов. Их назначением является уменьшение сил поверхностного натяжения расплавленного припоя и обеспечение лучшего равномерного его растекание.
К тому же флюс защищает поверхность пайки от воздействия кислорода, и тем самым препятствует окислению. Во многих случаях самодельный флюс может заменить жидкость или порошок, приготовленный на производстве. Надо лишь знать, какие материалы для него использовать.
Основные виды
 Флюсы бывают активными (кислотными) и пассивными (бескислотными).
Флюсы бывают активными (кислотными) и пассивными (бескислотными).
Первые активно воздействуют на верхний слой металла в процессе пайки, частично изменяя его химическую структуру, вторые просто смывают с поверхности окислы и создают тонкую пленку, препятствующую доступу кислорода.
Активные флюсы после применения необходимо смывать с поверхностей спаянных деталей, так как остатки вещества могут вызвать коррозию. Смывать можно водой с небольшим добавлением щелочи.
В качестве флюсов используют паяльную кислоту, канифоль, паяльный жир, флюс-пасты. От вида материала и его характеристик зависит качество пайки различных металлов.
Ведь для каждого конкретного случая, в идеале, нужно подбирать наиболее подходящий состав.
 Флюс может входить в состав паяльной пасты или быть запаянным в полую трубку из припоя, чтобы повысить удобство производства паяльных работ.
Флюс может входить в состав паяльной пасты или быть запаянным в полую трубку из припоя, чтобы повысить удобство производства паяльных работ.
В продаже имеется множество готовых флюсов для пайки в твердом, жидком и гелеобразном состоянии. Если же понадобилось срочно выполнить паяльные работы, а расходных материалов под рукой не оказалось, можно приготовить такой состав самостоятельно, используя подручные средства.
Конечно же, самодельный, приготовленный на скорую руку флюс будет уступать по качеству и характеристикам произведенному в заводских условиях, но обеспечить качественное состояние пайки он сможет.
Аспирин и лимонная кислота
Для изготовления флюса можно использовать любые вещества, обладающие хорошими растворяющими и антиокислительными свойствами.
 Это могут быть:
Это могут быть:
- спирты;
- кислоты;
- растительные и животные масла.
Простейший флюс готовят, растворив таблетку или порошок ацетилсалициловой кислоты в воде. Ацетилсалициловая кислота есть в аптечке почти в каждом доме (это самый обычный дешевый аспирина). Растворять таблетки или порошок необходимо до тех пор, пока не исчезнет осадок.
 Применяют также порошок лимонной кислоты (белые гранулы).
Применяют также порошок лимонной кислоты (белые гранулы).
Встречаются советы использовать лимонный сок, однако он довольно слаб, поэтому эффект от его использования будет малозаметным.
При пайке аспирином или лимонкой выделяется много газа, поэтому помещение, в котором с ними работают, должно быть оборудовано вытяжкой или хорошо проветриваться.
Спирт, глицерин, канифоль
Можно получить неплохой спиртоканифольный флюс растворением канифоли в этиловом спирте. Предварительно нужно канифоль растолочь в ступке как можно мельче.
Канифоль в спирте растворяется очень медленно, и от тщательного ее измельчения будет зависеть скорость приготовления флюса. После перемешивания спирта с канифолью, лучше оставить будущий флюс на несколько часов для завершения растворения.
Можно ускорить процесс, поместив раствор в стеклянную закрывающуюся тару и нагревая до 80 ℃ на водяной бане. Спиртоканифольный флюс совершенно нейтрален и после производства пайки даже не требует смывки.
Этиловый спирт можно с успехом заменить глицерином. Такой глицериновый флюс получится гуще, чем спиртоканифольный и пользоваться им будет удобнее. Растворение канифоли в этом случае замедлится.
Гораздо эффективнее будет вначале растворить ее в спирте, и после этого перемешать с глицерином. В этом случае значительно повысится активность состава, но придется обязательно смывать остатки с паяных заготовок.
Даже канифоль вполне реально приготовить самостоятельно, хотя это потребует времени. Надо собрать в теплую сухую погоду смолу-живицу со стволов сосен и переплавить ее.
Можно использовать при пайке в роли флюса или его компонента, канифоль для струнных смычковых инструментов. Она очень высокого качества и хорошо очищена. Но цена ее гораздо выше, чем у паяльной канифоли.
Соляная и фосфорная кислота
Очень эффективный флюс получается, если растворить в соляной кислоте гранулы цинка. Для этого концентрированную кислоту нужно разбавить в равных долях с водой и залить этим раствором гранулы, помещенные в стеклянную посуду. Для полного растворения потребуется цинк из расчета 412 г на 1 л соляной кислоты.

Процесс растворения будет сопровождаться бурным выделением водорода из кислоты, поэтому приготовлением лучше заниматься в помещениях с очень хорошей вентиляцией и вдали от открытого огня.
При помощи полученного из соляной кислоты флюса успешно паяют стальные заготовки. Если в раствор добавить нашатырь (столько же, сколько цинка), то использовать такой состав можно при пайке совершенно любых металлов и сплавов.
Хороший флюс – фосфорная кислота. Ее используют при пайке нихрома и нержавеющей стали.
Жидкие флюсы лучше всего наносить тонкой кистью, а хранить их надо в плотно закрывающейся стеклянной посуде с узким горлом.
Применение жира
Флюс для пайки можно сделать из жира с достаточно высокой температурой плавления. Тогда при комнатной температуре он не будет сам размягчаться, что облегчит работу с ним.

Чтобы получить такой флюс, жир необходимо перетопить и смешать с растолченной канифолью и нашатырем в определенной пропорции. На три части жира по объему понадобиться столько же нашатыря и одна часть канифоли.
Готовый флюс для удобства использования можно поместить в корпус медицинского одноразового шприца и при необходимости выдавливать нужное количество.
Если нет уверенности в том, подходит ли самодельный флюс для пайки детали, то можно провести маленькое исследование. Необходимо распределить приготовленное вещество по поверхности кусочка такого же металла, который предстоит паять.
Если при нагревании флюс равномерно распределился по поверхности, то он признается годным для пайки. Если же собирается шариками и стекает, то такой он сможет обеспечить удовлетворительную смачиваемость детали.
Свойство растворять оксидную пленку на поверхности металла проверяется смывкой нанесенного флюса. Если поверхность после смывки остается чистой, то флюс хорошо растворяет оксиды. Напротив, если остались следы окисной пленки или ржавчины, то пайку с этим флюсом производить нельзя.
13 распространенных проблем с пайкой печатных плат, которых следует избегать
Ручная пайка всегда считалась отличительным навыком в репертуаре гиковских навыков каждого производителя электроники. Пайка никогда не была ракетостроением. Это может быть интересное занятие для новичков, и при достаточной практике это навык легко освоить.
Хотя кто угодно может бросить припой на печатные платы, получите ли вы классные паяные соединения или совершенно пещерные соединения — это совсем другое дело.Поскольку компоненты становятся меньше и компактнее, вероятность возникновения проблем с пайкой возрастает. При пайке печатной платы старайтесь, чтобы готовое изделие имело следующие характеристики:
- Паяльная поверхность остается чистой;
- Паяные соединения должны обладать достаточной механической прочностью, чтобы паяные детали не выпали или не расшатались при вибрации или ударе;
- Пайка должна быть надежной и обеспечивать электропроводность. Это не только гарантия работоспособности изделия, но и предотвращение его выгорания в результате короткого замыкания.
И если ваша печатная плата будет использоваться для важного приложения, будет как никогда важно знать, как выглядит хорошее паяное соединение.
 Компоненты становятся все меньше и меньше…
Компоненты становятся все меньше и меньше… (Источник: Surfacemountprocess)
Вот руководство, которое поможет вам различать, что хорошо, а что нет, чтобы вы могли быть уверены, что избежите этих проблем с пайкой для своих домашних проектов или просто сможете провести оценку качества собранных печатных плат, полученных от третьей стороны.
Идеальные пайки
При поиске дефекты припоя, полезно иметь изображение идеального паяного соединения для сравнение.
Идеальное паяное соединение со сквозным отверстием — это как Hershey’s Поцелуй


Идеальное паяное соединение со сквозным отверстием
(Источник: unbrokenstring)
Идеальный паяное соединение для компонентов со сквозным отверстием представляет собой «вогнутую кромку», которая имеет гладкая и блестящая вогнутая поверхность под углом от 40 до 70 градусов от горизонтально, что похоже на поцелуй Херши.Может быть достигается, когда паяльник нагрет до нужной температуры, с оксидом слой очищен от контактов печатной платы.
Идеальное паяное соединение для поверхностного монтажа
Точно так же хорошие паяные соединения SMD также имеют гладкие вогнутые галтели.
 Идеальное паяное соединение SMD
Идеальное паяное соединение SMD (Источник: poeth)
Следовательно, общие характеристики хорошего паяного соединения:
— Имеет хорошие и полное смачивание
— Имеет вогнутое скругление
— Блестящий и чистый
Плохие пайки
К сожалению, есть много причин, по которым паяные соединения выходят из строя, поскольку припой всегда оказывается там, где ему не положено.
 Качество паяных соединений для компонентов со сквозным отверстием
Качество паяных соединений для компонентов со сквозным отверстием (Источник: gaudi.ch)
1. Перемычка припоя


Паяные перемычки — сквозное отверстие и поверхностный монтаж
(Источник: Pimoroni, Youtube-Androkavo)
Из многих проблем, вызываемых все меньшими и меньшими компонентами, паяные перемычки занимают первое место в списке. Паяный мост образуется, когда две точки на печатной плате, которые не должны быть электрически соединены, непреднамеренно соединяются припоем во время пайки печатной платы.Это приведет к короткому замыканию, которое может вызвать различные повреждения, в зависимости от конструкции схемы.
Обычно это происходит из-за чрезмерного нанесения припоя между стыками или использования слишком больших или слишком широких паяльных жал. Или неуместен угол, когда паяльник вынут. Идентификация паяного мостика иногда может быть сложной задачей, поскольку паяные мостики могут быть микроскопическими по размеру. Если его не обнаружить, это может привести к короткому замыканию и возгоранию компонента.
Паяльный мостик можно закрепить, удерживая паяльник в середине моста, чтобы расплавить припой, и протягивая его, чтобы сломать мост. Если паяльная перемычка слишком велика, излишки припоя можно удалить с помощью присоски для припоя.
Конечно, лучше всего предотвратить образование перемычек припоя; вы можете использовать правильную длину вывода для сквозных отверстий. Длина выводов, подходящая для вашего приложения, зависит от размера и толщины печатной платы, а также размера и качества компонентов; Кроме того, вы должны использовать правильный размер отверстия и диаметр площадки для деталей со сквозным отверстием.
2. Избыток припоя
 Избыточный припой легко узнать по круглой форме.
Избыточный припой легко узнать по круглой форме. (Источник: Androkavo, Youtube)
Если вы проявите излишний энтузиазм и нанесете на штифт слишком много припоя, вы получите излишки наростов, которые характеризуются округлой и выпуклой формой. Прямая причина в том, что снятие припоя слишком поздно.
Обычный новичок предполагает, что чем больше припоя, тем лучше, но хотя больше припоя должно увеличить количество материала, образующего соединение, трудно понять, что на самом деле произошло под этой массой припоя.По-прежнему существует вероятность того, что ни штифт, ни площадка не смачиваются должным образом. С одной стороны, это расходует припой, с другой стороны, это увеличивает риск образования паяных мостиков и может содержать другие дефекты; Так что лучше перестраховаться, чем сожалеть. Достаточного количества припоя для надлежащего смачивания штифта и контактных площадок обычно достаточно, и вогнутая поверхность остается наилучшей формы, поскольку это позволяет нам лучше получить доступ к смачиванию соединения.
Следовательно, ключом к тому, чтобы избежать слишком большого количества припоя, является понимание времени вывода припоя.
3. Шариковый припой

Шарики припоя также являются одним из наиболее распространенных дефектов пайки, которые обычно возникают при пайке волной или оплавлением. Он выглядит как небольшая сфера припоя, которая прилипает к ламинату, резисту или поверхности проводника.
Шарики припоя могут быть вызваны многими факторами, в основном по следующим двум причинам:
- При пайке печатных плат влага возле сквозных отверстий на печатной плате превращается в пар из-за тепла.Если металлическое покрытие стенки отверстия тонкое или есть зазоры, водяной пар будет удален через стенку отверстия. Если в отверстии есть припой, водяной пар может выдавить припой и образовать шарики припоя на лицевой стороне печатной платы.
- Шарик припоя, образовавшийся на обратной стороне печатной платы (сторона, контактирующая с гребнем волны), вызван неправильной настройкой некоторых параметров процесса при пайке волной. Если количество покрытия из флюса увеличивается или температура предварительного нагрева слишком низкая, это может повлиять на испарение компонентов флюса.Когда печатная плата входит в гребень волны, излишек флюса испаряется при высокой температуре, и припой выплескивается из ванны с оловом. На поверхности печатной платы образуются шарики припоя неправильной формы.
4. Холодное соединение
 Бугристый и тусклый холодный стык
Бугристый и тусклый холодный стык (Источник: Androkavo, Youtube)
Поверхность холодных стыков выглядит тусклой, бугристой и покрытой рябью. Обычно это вызвано тем, что к стыку передается недостаточное количество тепла для его полного расплавления, что может быть результатом ряда различных причин.Возможно, паяльнику или самому соединению не было предоставлено достаточно времени для достаточного нагрева, температура паяльника может быть недостаточно высокой для плавления конкретного типа используемого припоя (например, бессвинцовый припой имеет более высокую температуру плавления) или, это может быть результатом конструкции подушечек и самих следов. Например, контактная площадка, подключенная непосредственно к заземляющей пластине без учета термического разгрузки, приведет к тому, что тепло паяльника будет передаваться на заземляющую пластину. Если вы обнаружите стойкое паяное соединение, которое не разжижается, возможно, неисправна конструкция.
Холодное соединение — это то же самое, что и виртуальная сварка. В процессе производства сложно полностью обнажить. Часто требуется, чтобы пользователи использовали его в течение определенного периода времени, который может составлять дни, месяцы или даже годы. Это не только будет иметь очень плохие последствия, но и вызовет чрезвычайно серьезные последствия. Поскольку прочность холодной сварки низкая, проводимость невысока.
5. Перегрев стыка
 Обгоревшее паяное соединение (больше похоже на обгоревшую паяльную маску)
Обгоревшее паяное соединение (больше похоже на обгоревшую паяльную маску) Подобно тому, как слишком мало тепла вызывает шаткие суставы, слишком большое количество тепла также вызывает головную боль.Перегретые паяные соединения имеют белые паяные соединения, отсутствие металлического блеска и шероховатую поверхность. Перегрев паяных соединений может возникнуть в результате слишком высокой температуры паяльника или из-за того, что припой не течет, возможно, из-за того, что поверхность контактной площадки или свинца уже имеет слой оксида, препятствуя достаточной теплопередаче и, следовательно, оставляя вас нагревать сустав слишком долго. Будем надеяться, что нанесенный ущерб не будет серьезным (возможно, это просто сгоревший флюс), но он может привести к полному подъему колодок, повреждению платы или необходимости дорогостоящего ремонта.Избегайте этого, выбирая правильную температуру паяльника и используйте флюс для очистки грязных стыков и контактных площадок.
6. Надгробие


Дефект надгробной плиты — поверхностный монтаж и сквозное отверстие
(Источник: Youtube — BermNarongGamer, Epectec)
Компонент с надгробием обычно представляет собой компонент для поверхностного монтажа, такой как резистор или конденсатор, одна сторона которого оторвана от контактной площадки. В идеале припой должен прикрепиться к обеим контактным площадкам и начать процесс смачивания.Но если припой на одной контактной площадке не завершил процесс смачивания, одна сторона компонента будет наклоняться набок, выглядя как надгробная плита, отсюда и ее зловещее название.
При пайке оплавлением все, что может привести к расплавлению паяльной пасты на одной контактной площадке раньше, чем на другой, может вызвать надгробие. Например, отсутствие терморельефа или неодинаковые толщины дорожек, соединяющих контактные площадки. При пайке волной припоя компоненты с большими корпусами могут физически толкаться поступающей волной припоя, в результате чего компонент фиксируется в виде надгробия.Инженеры-компоновщики должны учитывать направление волны при проектировании плат, предназначенных для пайки волной припоя.
7. Недостаточное смачивание (сквозное отверстие)
 Подушечка и штифт не полностью смочены
Подушечка и штифт не полностью смочены
Не полностью смоченные стыки являются слабыми и не образуют прочного соединения с доской. В идеале припой должен на 100% смачиваться контактной площадкой и штифтом, не оставляя открытых щелей или пустот. Недостаточное смачивание контактов и контактной площадки происходит из-за того, что не удается приложить тепло как к контакту, так и к контактной площадке, и не дать припою достаточно времени для растекания.Большинство причин заключается в том, что поверхность зоны сварки загрязнена или покрыта пятнами припоя, или на поверхности склеиваемого объекта образуется слой оксида металла. Методика ремонта заключается в том, чтобы тщательно очистить доску и равномерно нагреть колодку и штифт.
Продукты с проблемами недостаточного смачивания имеют низкую прочность, а цепь не подключена, не включается и не выключается.
8. Недостаточное смачивание (поверхностный монтаж)
 3 контакта справа не полностью смочены.Нагревались только выводы, поэтому припой не стекал на контактные площадки.
3 контакта справа не полностью смочены.Нагревались только выводы, поэтому припой не стекал на контактные площадки.
Точно так же компоненты SMD также могут страдать от недостаточного смачивания. На изображении выше 3 контакта компонента SMD не имеют хорошего смачивания с соответствующими площадками. Припой на штырях не попал на контактные площадки, так как контакт был нагрет вместо контактной площадки. Это приведет к пропуску пайки или меньшему количеству сбоев при пайке, что может привести к выпадению компонентов.
Решение для устранения этого дефекта — нагреть площадку для пайки кончиком паяльника, а затем нанести еще припой, пока он не растечется и не расплавится вместе с припоем, уже находящимся на контакте.
9. Пайки для припоя
 Припой заметно отсутствует на левой контактной площадке
Припой заметно отсутствует на левой контактной площадке (Источник: Epectec)
Паяное соединение, которое не смачивается припоем, обычно называют скипом припоя. Между припоем и выводом компонента или с медной фольгой имеется четкая разделительная линия, и припой углублен в сторону разделительной линии. Это происходит, когда припой пропускает контактную площадку для поверхностного монтажа, что приводит к разрыву цепи. Поверхность припоя, контактирующая с компонентом, похожа на воздушный шар, прижимающийся к стенам комнаты — в узком углу из-за высокого поверхностного натяжения расплавленного припоя.Причиной пропусков припоя может быть комбинация промахов в конструкции или во время производства.
Возможно, вы разместили контактную площадку неравномерного размера, или ваш производитель мог использовать неправильную высоту волны между вашей платой и волной пайки.
Вред в том, что это может привести к неправильной работе схемы.
10. Подъемные колодки
 (Источник: Китроник)
(Источник: Китроник)
Поднятая контактная площадка — это площадка для пайки, которая отошла от поверхности печатной платы, возможно, из-за чрезмерного усилия на существующее соединение или избыточного тепла.Другая возможность заключается в том, что прокладка находится под компонентом, который находится в слепой зоне мастера по ремонту. Поэтому технический специалист может попытаться переместить компонент, потому что паяное соединение не видно во время операции, в результате чего площадка наклоняется.
С такими подушечками сложно работать, так как они очень хрупкие и легко могут оторваться от следа. Фактически, эти печатные платы были повреждены.
Если вы все еще хотите использовать эту печатную плату ,, вы можете попробовать решение.Следует приложить все усилия, чтобы приклеить площадку обратно к плате, прежде чем пытаться припаять к ней.
.
11. Отсутствие припоя
 Припой не полностью заполнил сквозное отверстие на этой фигуре
Припой не полностью заполнил сквозное отверстие на этой фигуре (Источник: Kitronik)
Как следует из названия, соединение с недостатком припоя не имеет достаточного количества припоя для образования прочного электрического соединения. Припой не образует гладкой переходной поверхности. Здесь вероятно, что провод был нагрет недостаточно, что привело к плохому соединению.Причин, по которым не хватает пайки, много, в том числе:
- плохая текучесть припоя или преждевременный выход припоя.
- Недостаточный поток.
- Слишком короткое время сварки.
Возможно, что это соединение будет работать, поскольку электрический контакт все еще установлен. Но механическая прочность невысока. Тем не менее, соединение с недостатком пайки может в конечном итоге выйти из строя, поскольку со временем развиваются трещины, которые ослабляют соединение. К счастью, спасти соединение с недостатком пайки не сложно.Просто разогрейте соединение и добавьте еще припоя.
12. Брызги припоя / лямки


Брызги пайки на следах (слева) и вокруг компонентов для поверхностного монтажа (справа)
(Источник: Workmanship.nasa & Texas Instruments)
Эти кусочки припоя прилипают к паяльной маске неаккуратными брызгами, создавая вид паутины. Эти резьбы неправильной формы вызваны недостаточным использованием флюса или наличием загрязняющих веществ на поверхности плат во время пайки волной припоя.Нестабильная температура паяльника также может вызвать это явление.
Брызги припоя / лямки могут вызвать короткое замыкание.
Если причина в том, что в проволоке для припоя слишком много флюсов канифольного типа, рекомендуется уменьшить количество добавок для проволоки. Если это связано с тем, что температура паяльника нестабильна, рекомендуется использовать стол паяльника с постоянной температурой. Конечно, важно также поддерживать чистоту поверхности досок.
13.Отверстия под штифт и газы


Дефект отверстия под штифт (слева) и дефект продувочного отверстия (справа)
(Источник: eptac)
Отверстия под штифты и дефекты газовых раковин можно легко распознать, поскольку они выглядят как отверстие в паяном соединении. Термины «штифт» или «выдувное отверстие» дают представление о размере отверстия, при этом «штифт» относится к маленьким отверстиям, а выдувные отверстия — к гораздо большим. Вместо того, чтобы быть результатом плохих навыков ручной пайки, в процессе пайки волной припоя обычно образуются штифты и пузырьки.Влага внутри плат превращается в газ во время пайки и выходит через припой, когда он все еще находится в расплавленном состоянии. Пустоты образуются, когда газ продолжает выходить, когда паяное соединение затвердевает. Цепь будет временно проводить, но она легко может стать причиной плохой проводимости в течение длительного времени. Некоторые способы, которые используются, чтобы избежать этой проблемы, — это запекание или предварительный нагрев плат для удаления влаги и наличие минимальной толщины медного покрытия около 25 мкм в сквозных отверстиях.
Что можно сделать, чтобы избежать проблем с пайкой?
Хотя не существует надежного метода для полного предотвращения проблем с пайкой, есть несколько полезных привычек, которые мы можем использовать во время проектирования и пайки печатных плат, чтобы снизить риск возникновения проблем с пайкой.
1. Рассмотрите конструкцию паяльной маски
Обычно зеленый цвет, припой маскирует тонкое полимерное покрытие, наносимое на поверхность печатных плат для защиты меди от воздействия окружающей среды. Конечно, паяльная маска также может отображаться в разных цветах, включая зеленый, белый, синий, черный, красный, желтый и т. Д.В частности, паяльная маска не только играет роль паяльной маски, но также играет роль защиты от коррозии, влаги и плесени. Помимо предотвращения окисления, они также предотвращают образование паяных перемычек, так как припой плохо прилипает к покрытию. Следовательно, между контактными площадками может быть спроектирована паяльная маска для образования перемычки паяльной маски. Это особенно полезно для ИС и BGA, где зазор между контактными площадками может составлять всего несколько тысячных дюйма.

2.Разместите реперные отметки
Контрольные метки представляют собой круглые отверстия в паяльной маске с круглой оголенной медью в центре, которые помещаются на плату печатной платы на этапе проектирования печатной платы. Для компонентов, требующих специальной обработки, имеются реперные метки на панели и отдельные компоненты. Машины Pick-and-Place рассматривают их как контрольные точки на печатной плате для выравнивания компонентов SMD на плате во время сборки. При правильном использовании точность размещения можно повысить. Точно так же, если реперные метки плохо спроектированы (например,грамм. плохое размещение или недостаточное количество реперных точек), они могут привести к неправильной ориентации, увеличивая риск проблем с пайкой.
 Положение реперных знаков на печатной плате
Положение реперных знаков на печатной плате (Источник: pcb-3d)
3. Очистка и лужение кончика паяльника
Плохое обслуживание наконечников — одна из основных причин плохой пайки вручную соединений. Любые загрязнения или окисление на наконечнике снизят способность паяльника проводить тепло, что, в свою очередь, снизит качество ваших паяных соединений.Следовательно, важно заботиться о своих наконечниках для пайки. Перед тем, как приступить к пайке, не забудьте очистить кончик утюга, потерев его о чистящую подушечку. Если ваше паяльное жало уже сильно окислилось, вы можете использовать активатор для его спасения. Просто окуните его в пастообразную массу, переместите и дайте абразиву сделать свою работу, и поверхность снова станет блестящей.
После этого кончик утюга следует залудить. Лужить наконечник утюга означает покрыть наконечник слоем припоя, чтобы защитить наконечник от окисления и улучшить его способность проводить тепло.Очищайте и залуживайте жало паяльника после каждых двух или трех паяных соединений и еще один раз в конце каждого сеанса пайки. Это продлит срок службы вашего паяльника и улучшит качество паяных соединений!
 Нет ничего лучше хорошего блестящего припоя
Нет ничего лучше хорошего блестящего припоя (источник: weller-tools)
4. Практика ведет к совершенству
Пайка — это навык, который улучшается по мере того, как вы тренируетесь! Вы можете сколько угодно практиковаться на старой печатной плате или доске для пайки, прежде чем приступить к реальным проектам, которые слишком дороги, чтобы их разрушить.Попробуйте различные методы, найдите способ, которым паяльник лучше всего умещается в руке, определите, как долго вам нужно держать припой и наконечник на месте, и сделайте множество ошибок.
Чтобы сделать пайку более удобной, Seeed выпустила миниатюрный паяльник в форме ручки. Благодаря встроенным в рукоятку дисплею температуры и схемам управления пайка становится еще более увлекательной и беспроблемной.


Откажитесь от тяжелых паяльников ради этого миниатюрного!
5.Работа с хорошей сборкой печатных плат
Если ручная пайка и поиск компонентов для ваших собственных компонентов слишком сложны, или если вы думаете, что работа с крошечными компонентами выходит за рамки возможностей вашего простого смертного глаза, всегда есть возможность работать с профессиональным сборщиком печатных плат, который опытен и знаком с подводными камнями сборки печатных плат. Благодаря 10-летнему опыту работы в отрасли, служба сборки печатных плат (PCBA) Seeed Fusion PCB может быстро найти компоненты и собрать для вас полную плату.
Это все, что у нас есть на данный момент. У вас есть плохо зарубленный припой, которым вы хотели бы поделиться? Поделитесь ими в разделе комментариев ниже!
Следите за нами и ставьте лайки:
Продолжить чтение
.Пайка компонентов поверхностного монтажа с помощью термовоздушной паяльной станции
В современных электронных сборках печатных плат используются компоненты поверхностного монтажа (SMT). Хотя некоторые детали для поверхностного монтажа можно паять традиционным паяльником, это невозможно для компонентов с выводами на нижней стороне детали. Детали с очень маленькими и близко расположенными выводами также сложно паять с помощью паяльника. Технология пайки горячим воздухом значительно упрощает и ускоряет работу, а также обеспечивает надежные паяные соединения, исключающие образование перемычек на выводах.
Базовый метод требует подачи достаточного количества горячего воздуха на компонент и печатную плату для создания паяного соединения. Требуемые температура и скорость горячего воздуха зависят от тепловой массы материалов и типа используемого припоя. Температуру следует отрегулировать так, чтобы припой плавился, не повреждая компонент или печатную плату, а объем воздушного потока должен быть как можно большим, не нарушая прилегающие части SMT. Использование сопла подходящего размера и формы минимизирует воздействие на близлежащие детали.Компания Circuit Specialists предлагает широкий выбор сопел, которые подходят для подавляющего большинства паяльных станций горячим воздухом.
Контактные площадки на печатной плате должны иметь достаточное количество припоя, уже расплавленного и затвердевшего до того, как компонент будет размещен. Дополнительный флюс требуется для получения желаемого паяного соединения, а также для удержания детали на месте во время подачи горячего воздуха. Обычно используется пастообразный флюс, потому что им легче управлять, и он обеспечивает липкую поверхность, предотвращая нежелательное перемещение компонента.
Пастообразный флюсдоступен из множества источников, включая специалистов по схемам, и поставляется в шприцах разного размера вместе с дозирующей иглой, что позволяет точно разместить флюс в контролируемом количестве.
После того, как компонент помещается прямо на контактные площадки, стержень термовоздушной паяльной станции помещается прямо над деталью, и нагретый воздух подается до тех пор, пока припой на контактных площадках печатной платы не расплавится и не прикрепится к выводам компонента. Чрезмерное нагревание и время вызовут повреждение компонента и печатной платы, а недостаточное количество тепла и времени приведет к образованию холодного паяного соединения.Для получения желаемого результата, возможно, придется отрегулировать три переменные: температуру, скорость воздуха и время.
Качественные паяные соединения — это сочетание правильной техники, оборудования и материалов. Техника — это процесс обучения, который оптимизируется на опыте. Использование термовоздушной паяльной станции для пайки компонентов поверхностного монтажа обеспечивает надежные паяные соединения и экономит драгоценное время, сводя к минимуму возможность повреждения компонента и печатной платы.
.
