Как правильно наносить разметку на алюминиевые детали. Какие инструменты использовать для разметки алюминия. Почему важно соблюдать осторожность при разметке алюминия. Какие методы разметки подходят для алюминиевых сплавов.
Особенности алюминия как материала для разметки
Алюминий и его сплавы обладают рядом характеристик, которые необходимо учитывать при нанесении разметки:
- Низкая поверхностная твердость по сравнению со сталью
- Высокая чувствительность к надрезам и царапинам
- Склонность к концентрации напряжений в местах повреждений
- Снижение прочности конструкции при наличии дефектов поверхности
Поэтому при разметке алюминиевых деталей крайне важно соблюдать осторожность и использовать подходящие инструменты и методы, чтобы не нарушить целостность поверхности.
Подготовка алюминиевых деталей к разметке
Перед нанесением разметки необходимо правильно подготовить алюминиевые заготовки:
- Очистить поверхность от бумаги, консервирующей смазки и других загрязнений
- Для очистки использовать горячий воздух, пар или горячую воду
- Не применять агрессивные химические очистители
- Проверить поверхность на отсутствие повреждений и дефектов
Тщательная подготовка поверхности обеспечит точность разметки и предотвратит повреждение детали в процессе работы.
Инструменты для разметки алюминия
Для нанесения разметки на алюминий рекомендуется использовать следующие инструменты:
- Мягкий простой карандаш
- Чертилка с тонким твердосплавным наконечником
- Разметочный циркуль
- Линейка и угольник из пластика или дерева
- Мягкая кисть для нанесения краски
Категорически запрещается использовать для разметки алюминия химические карандаши, острые металлические предметы, кернеры.
Методы нанесения разметки на алюминий
Существует несколько основных способов нанесения разметки на алюминиевые детали:
Разметка карандашом
Самый простой и безопасный метод. Линии проводятся мягким простым карандашом. Подходит для предварительной разметки и наметки вспомогательных линий.
Разметка чертилкой
Позволяет наносить более точные и тонкие линии. Чертилкой размечают контуры, линии реза, места сгиба. Давление на инструмент должно быть минимальным.
Разметка краской
Используется для нанесения условных обозначений, маркировки, надписей. Применяют быстросохнущие краски, не содержащие агрессивных компонентов.

Разметка по шаблону
Позволяет быстро перенести сложный контур. Шаблон изготавливают из пластика или тонкого металла. Контур обводят карандашом или чертилкой.
Особенности разметки различных элементов на алюминии
При нанесении разметки на алюминиевые детали необходимо учитывать специфику различных элементов:
Разметка контуров
Контуры деталей размечают сплошными тонкими линиями. Для криволинейных участков используют лекала. Острые углы скругляют.
Разметка центров отверстий
Центры отверстий намечают пересечением тонких линий. Не рекомендуется накернивать центры, чтобы не повредить поверхность.
Разметка линий сгиба
Линии сгиба отмечают двойной линией. Рядом указывают направление сгиба специальными обозначениями.
Разметка мест сварки
Места сварки отмечают условными знаками. Запрещается делать глубокие риски в местах будущих сварных швов.
Методы контроля качества разметки алюминиевых деталей
Для проверки точности нанесенной разметки применяют следующие методы:
- Визуальный контроль с помощью лупы или микроскопа
- Измерение размеров штангенциркулем или микрометром
- Проверка взаимного расположения элементов разметки
- Сравнение с эталонным шаблоном
- Использование координатно-измерительных машин
При обнаружении ошибок разметку необходимо аккуратно удалить и нанести заново.
Современные технологии разметки алюминия
Помимо традиционных ручных методов, для разметки алюминиевых деталей применяются современные технологии:
Лазерная маркировка
Лазерный луч наносит высокоточную разметку без механического воздействия на поверхность. Подходит для серийного производства.
Плоттерная резка
Разметка наносится режущим инструментом по заданной программе. Обеспечивает высокую точность и производительность.
3D-сканирование
Позволяет получить точную цифровую модель детали для последующей разметки. Исключает ошибки ручной разметки.
Фотохимическое травление
Разметка наносится путем локального травления поверхности через трафарет. Не повреждает структуру металла.
Рекомендации по безопасной разметке алюминиевых деталей
Чтобы обеспечить качественную разметку и сохранить целостность алюминиевых деталей, следуйте этим рекомендациям:
- Используйте только предназначенные для алюминия инструменты
- Не прилагайте чрезмерных усилий при разметке
- Избегайте глубоких царапин и надрезов
- Не применяйте ударные инструменты (кернеры, пробойники)
- Защищайте размеченные поверхности от повреждений
- При машинной обработке учитывайте припуски на разметку
- Соблюдайте технологию разметки, указанную в чертеже
Следование этим простым правилам поможет избежать брака и обеспечит высокое качество изготовления алюминиевых деталей и конструкций.

Особенности разметки деталей из алюминиево-магниевых сплавов | Разметочные работы
По сравнению со сталью алюминиево-магниевые сплавы обладают меньшей поверхностной твердостью и весьма чувствительны к надрезам, которые вызывают концентрацию напряжений при работе конструкции и снижают ее прочность. Хранят эти листы и профили в закрытых сухих складах на стеллажах с деревянной обшивкой или на деревянных прокладках. Подъем и транспортировка листов и профиля осуществляются с применением пеньковых тросов, захватов, крючков и струбцин с прокладками из резины, фанеры и алюминия. Все это устраняет возможность повреждения поверхности (царапины и др.).
Перед разметкой листы и профили очищают от бумаги и консервирующей смазки горячим воздухом, паром или горячей водой.
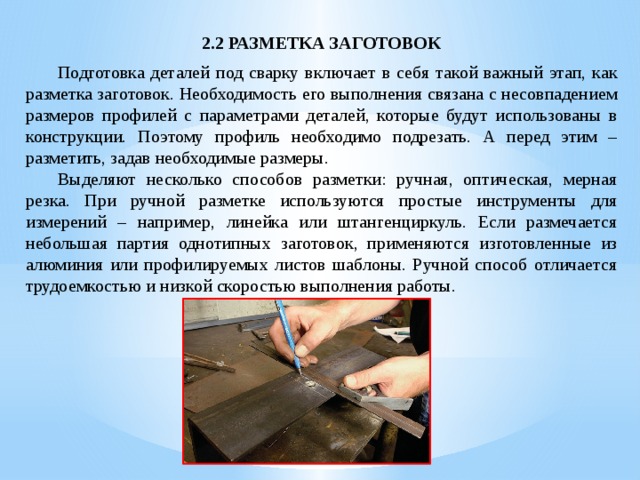
Разметку листового и профильного материала из алюминиево-магниевых сплавов производят простым мягким карандашом (разметка химическим карандашом не допускается) или чертилкой. Толщина линий должна быть не более 0,5 мм. Чертилкой размечают контурные линии, линии вырезов и другие линии, по которым в дальнейшем производят обработку. Линии мест приварки, изломов, центров радиуса, контрольные линии прочерчивают карандашом. Прокернивают только те линии контура детали, которые при обработке уничтожаются. Кернение центров отверстий и линий установки набора возможно при том условии, если они будут перекрыты привариваемыми конструкциями или заварены.
Чертилкой размечают контурные линии, линии вырезов и другие линии, по которым в дальнейшем производят обработку. Линии мест приварки, изломов, центров радиуса, контрольные линии прочерчивают карандашом. Прокернивают только те линии контура детали, которые при обработке уничтожаются. Кернение центров отверстий и линий установки набора возможно при том условии, если они будут перекрыты привариваемыми конструкциями или заварены.
Применение разметки чертилкой и кернение ограничено в связи с тем, что при нагрузке конструкции в местах острых надрезов возможно образование трещин.
Маркировку и условные надписи на размечаемых листах и профилях наносят лаком АПГ-5 или масляной краской, не содержащей свинцовых пигментов.
Чтобы различить назначение линий, прочерченных на детали, применяют условные обозначения (рис. 67, а). Контуры всех деталей прочерчивают сплошными линиями, а на линиях разреза на расстоянии до 1000 мм один от другого краской ставят знак 1; теоретические линии шпангоутов, диаметральную плоскость, контрольные линии для проверочных работ наносят сплошными линиями и маркируют краской условными знаками 2; места приварки набора и смежных конструкций, прочерченные двумя сплошными линиями (если они не прокернены), отмечают краской условными знаками 3.
Изломы прочерчивают сплошными линиями и отмечают краской тройным перечерчиванием линии слома с надписями: «Гнуть на лицо» (рис. 67,6), «Гнуть обратно». Линию вырезов прочерчивают карандашом или чертилкой и отход условно обозначают краской (рис. 67,в).
Для проверки правильности разметки контура детали на расстоянии 50—100 мм от ее кромок по периметру карандашом прочерчивают контрольные риски длиной около 100 мм с интервалом 500— 1000 мм; контрольные риски отмечают (краской) кружками диаметром 5 мм. При маркировке деталей из алюминиево-магниевых сплавов пользоваться кернением марок не разрешается. Все надписи на размеченной детали выполняют быстро сохнущими красками. При маркировке деталей разрешается выбивать буквы и цифры наборного шрифта тех надписей, которые должны сохраниться после полной обработки детали.
Шрифтом выбивают марку детали — номер заказа, чертежа, детали и марку сплава. На крупных и фигурных деталях выбивают надписи о положении детали на судне — «Верх», «Низ», «Борт», номер шпангоута.
Рис. 67. Условные обозначения при разметке деталей из алюминиево-магниевых сплавов:
а — маркировка теоретических, контрольных и базовых линий, б — маркировка линий слома, в — обозначение контрольных точек, наносимых краской; 1 — знак линий разреза, 2 — теоретическая линия, 3 — места приварки
Слесарное дело
В каких единицах измеряется метрическая резьба:
В мм
В каких размерах (единицах) выражается шаг дюймовой резьбы:
Число витков на длине 1 дюйма
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки:
Черновой
Высоколегированные стали имеют суммарное содержание легирующих элементов
Более 10%
Для лекальных, граверных работ и для зачистки применяются:
Надфили
Для обработки какого материала предназначены рашпили
Очень мягких металлов и неметаллов
Для опиливания стали и чугуна применяют напильники
С двойной насечкой
Для разметки стальной поверхности нанесения линий (рисок) применяют:
Чертилку
Для чего перед шабрением поверхность детали окрашивают:
Для выявления неровностей
За один рабочий ход шабером снимается слой металла толщиной
0,005-0,07 мм
Зенкерование применяется для:
Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных
Зенкерование применяют для:
Увеличения отверстия под головки болтов и винтов
Изменение формы и размеров изделия под действием внешне и внутренней силы называется:
Деформация
Инструмент, применяемый при рубке металла
Применяется: слесарная ножовка, труборез, ножницы по металлу
Инструментом для развертывания является:
Развертка
Инструментом для рубки металла является:
Зубило
Какая из перечисленных операций относится к термообработке
Отжиг
Какая плашка дает точную резьбу по диаметру
Цельная
Какая плашка при нарезании дает точный профиль, долее гладкую и чистую поверхность резьбы
Накатная
Какие инструменты применяются при опиливании
Применяются: напильники, надфили, рашпили
Какие напильники применяют для обработки твердых сплавов
Драчевые
Какой инструмент применяется для нарезания внутренней резьбы?
Метчик
Какой чертилкой можно наносить риски в труднодоступных местах
С отогнутым концом
Какую резьбу называют крепёжной
Цилиндрическую треугольную
Какую резьбу нарезают на болтах, винтах и шпильках
Треугольную
Какую резьбу применяют, когда винт должен передавать большое одностороннее усилие
Упорную
Качество поверхности при шабрении определяют:
По расположению пятен краски на единицу обработанной поверхности
Качество стали зависит от содержания
Серы и фосфора
Керн это:
Углубление от разметочного инструмента
Критерии, по которому стали делятся на обыкновенные, качественные, высококачественные:
Содержание серы и фосфора
Легированные сплавы отличаются от обычных
Наличием специальных элементов вводимых для улучшения свойств сплава
Материалы, которые обычно используют на сжатие
Чугуны
Металл, находящийся в жидком состоянии
Ртуть
На алюминий разметку наносят:
Карандашом
На основании чего производят разметку детали:
Производят на основании чертежа
На сколько классов делятся напильники в зависимости от числа насечек на 10 мм длины
Делятся на 8 классов
Назвать виды разметки
Существует два вида: плоскостная и пространственная
Назначение напильника №0-1
Драчевой
Назовите виды зенкеров:
Машинные и ручные
Назовите виды плашек:
Круглая, квадратная (раздвижная), резьбонакатная
Модульная, сегментная, профильная
Назовите виды разверток по способу использования:
Ручные и машинные
Назовите виды разверток по точности обработки:
Ручные и машинные
Назовите виды разверток по форме рабочей части:
Цилиндрические и конические
Назовите виды свёрл:
Спиральные, перовые, центровочные, кольцевые, ружейные
Назовите виды сверлильных станков:
Ручные, машинные и станочные
Назовите виды шаберов по конструкции:
Цельные и составные
Назовите виды шаберов по форме режущей кромки:
Плоские, трёхгранные, фасонные
Назовите инструмент для нарезания наружной резьбы:
Плашка
Назовите инструменты и приспособления, применяемые при правке:
Применяется: параллельные тиски, стуловые тиски, струбцины
Назовите мерительные инструменты применяемый для разметки:
Чертилка, молоток, прямоугольник, кернер, разметочный циркуль
Назовите профили резьбы:
Треугольная, прямоугольная, трапецеидальная, упорная, круглая
Назовите ручной инструмент длярезке металла:
Слесарная ножовка, ручные ножницы, труборез
Назовите ручной сверлильный инструмент:
Ручная дрель, коловорот, трещотка, электрические и пневматические дрели
Назовите системы резьб:
Метрическая, дюймовая, трубная
Назовите способы правки металла:
Правка изгибом, вытягиванием и выглаживанием
Назовите типы насечек напильников:
Линейная, параллельная, перпендикулярная, угловая
Назовите типы хвостовиков у спирального сверла:
Полукруглые и наружные
Назовите формы поперечного сечения напильника:
Плоские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные
Назовите элементы резьбы:
Угол профиля, шаг резьбы, наружный диаметр, диаметр, внутренний диаметр
Ножовочное полотно в прорези устанавливают так, чтобы зудья были направлены:
От рукоятки
Основной химический элемент, являющийся обязательным компонентом в чугуне и стали:
Углерод
Основным конструкционным материалом являются:
Сплавы на основе железа
По отношению к рабочей поверхности шабер устанавливают под углом:
25-30 градусов
По расположению режущей кромки ручные ножницы делятся:
Правые, левые
После закалки у угольника изменился угол между полками, стал меньше 90 градусов. Куда при правке наносить удары
Куда при правке наносить удары
У вершины внутреннего угла
Почему сверла с прямыми канавками для сверления глубоких отверстий применять не рекомендуется:
Из-за плохого отвода стружки низкое качество
При резке металла правыми ножницами всё время видна
Риска на разметочном металле
При сверлении кондуктор применяют:
Для быстрого и точного сверления
Ручные ножницы применяются для разрезания стальных листов толщиной
0,5…!
Самый прочный металл
Железо
Сплав меди с цинком называется:
Латунь
Стали имеющие более высокие прочностные свойства
Спокойные
Стали содержащие углерода 0,1-0,7% называют:
Углеродистые
Угол заточки зубила для твердых металлов равен:
70 град
Укажите величину угла при вершине сверла для обработки детали:
116-118 градусов
Что называется стационарным оборудованием для сверления:
Таким оборудованием называется — оборудование, находящееся на одном месте, при это обрабатываемая заготовка доставляется к нему
Что такое зенкерование:
Это операция, связанная с обработкой раннее просверленного, штампованного, литого и другого отверстия с целью придания ему более правильной квадратной формы, более высокой точности и более низкой шероховатости
Что такое накернивание:
Это операция по нанесению точек-углублений на поверхности детали
Что такое опиливание:
Операция по удалению с поверхности заготовки слоя металла при помощи режущего инструмента — напильника
Что такое правка металла
Операция по выправлению изогнутого или покоробленного металла, подвергаются только пластичные материалы
Что такое припасовка
Это слесарная операция по взаимной пригонке способами опиливания двух сопряжённых деталей
Что такое развёртывание:
Это операция по обработке раннее просверленного отверстия с высокой степенью точности
Что такое разметка
Операция по нанесению линий и точек на заготовку, предназначенную для обработки
Что такое распиливание:
Разновидность припасовки
Что такое резка металла
Это операция, связанная с разделением материалов на части с помощью режущего инструмента
Что такое сверление
Это операция по образованию сквозных или глухих квадратных отверстий в сплошном материале, при помощи режущего инструмента — сверла
Что такое сверло
Режущий инструмент, которым образуют цилиндрические отверстия
Что такое шабрение
Это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоёв металла с поверхности заготовки с помощью режущего инструмента — шабера
Руководство по лазерной маркировке алюминия
Лазерная маркировка позволяет производителям маркировать детали или компоненты высокоточной полупостоянной или постоянной маркировкой. В отличие от лазерной гравировки или лазерного травления, лазерная маркировка не является субтрактивной и не повреждает фактический материал. Это делает его очень универсальным во множестве отраслей и приложений, позволяя компаниям добавлять серийные номера, номера деталей и другие детали к различным металлам, включая алюминий.
В отличие от лазерной гравировки или лазерного травления, лазерная маркировка не является субтрактивной и не повреждает фактический материал. Это делает его очень универсальным во множестве отраслей и приложений, позволяя компаниям добавлять серийные номера, номера деталей и другие детали к различным металлам, включая алюминий.
FZE Manufacturing занимается лазерной маркировкой алюминия и другими производственными решениями уже почти полвека. Мы можем работать с вами и вашими конкретными прикладными потребностями независимо от вашей отрасли.
Что такое лазерная маркировка?
Лазерная маркировка использует концентрированный луч света, чтобы нанести очень точную маркировку на материал вашего компонента. Процесс приводит к высококонтрастному изменению цвета вашего материала, который не изменяет и не удаляет какой-либо из основного материала, как это происходит при травлении или гравировке. Это делает лазерную маркировку оптимальным решением для производителей, которым нужна очень точная, очень точная маркировка, не влияющая на основную структуру, прочность или целостность алюминиевого компонента.
Лазерная маркировка обычно используется в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, производство электроники и медицинского оборудования, для маркировки продуктов ключевой информацией или деталями отслеживания (например, партиями для отслеживания, номерами деталей, датами производства и т. д.). Чрезвычайная точность лазерной маркировки позволяет сканировать метки, что делает ее популярной при гравировке QR-кодов, штрих-кодов и подобных этикеток.
Преимущества лазерной маркировки алюминия
Лазерная маркировка алюминия имеет много преимуществ, в том числе:
- Постоянная маркировка. По сравнению с другими методами маркировки лазерная маркировка обеспечивает постоянную маркировку, устойчивую к таким элементам, как тепло, истирание и кислота.
- Эффективный. Лазерная маркировка позволяет быстро наносить различные маркировки, такие как серийные номера или другие коды, без необходимости смены инструмента или переустановки.
 Лазерные машины также не требуют особого обслуживания, что еще больше повышает производительность.
Лазерные машины также не требуют особого обслуживания, что еще больше повышает производительность. - Экономично. Поскольку лазерная маркировка представляет собой процесс прямой маркировки, для него не требуются дополнительные материалы, такие как чернила или аэрозоли. Он также не требует предварительной или последующей обработки.
- Подробная маркировка. Лазерная маркировка позволяет точно наносить детальную и сложную маркировку даже на самых маленьких геометриях.
- Разнообразие. Лазерная маркировка позволяет наносить широкий спектр маркировок, включая штрих-коды, логотипы, серийные номера, рисунки и многое другое.
Применение лазерной маркировки алюминия
Когда производителям необходимо маркировать или кодировать алюминиевые изделия или компоненты, лазерная маркировка является идеальным решением. Хотя его можно применять в большинстве отраслей, лазерная маркировка алюминия особенно заметна в электронной промышленности для травления компонентов и деталей, используемых в медицинском оборудовании, электронных инструментах, сотовых телефонах, планшетах и чувствительных компонентах, таких как компьютерные чипы и радиаторы.
Другие приложения включают:
- Добавление рекламных элементов, таких как название бренда, логотип или слоган, к алюминиевым изделиям (например, брелкам, значкам, трофеям и т. д.)
- Создание штрих-кодов, QR-кодов и матричных кодов данных
- Маркировка анодированного алюминия путем выборочного удаления покрытия
- Маркировка уникальных идентификаторов устройств (UDI), которые FDA требует для медицинских устройств
- Помощь в идентификации и стандартизации деталей для производителей автомобилей и аэрокосмической техники
Используйте лазерную маркировку в своем следующем производственном проекте
Если вам нужна высокоточная маркировка ваших алюминиевых изделий или компонентов, услуги лазерной маркировки FZE Manufacturing могут стать идеальным решением. Наше оборудование для лазерной маркировки позволяет быстро и эффективно наносить точную и высококачественную маркировку для различных отраслей промышленности и областей применения.
Компания FZE Manufacturing соблюдает все отраслевые стандарты лазерной маркировки, в том числе установленные ISO, Министерством энергетики, Министерством транспорта и Министерством обороны. Мы предоставили решения для лазерной маркировки компаниям в таких областях, как нефть и газ, гидравлика, биофармацевтика, сельское хозяйство и аэрокосмическая промышленность, а наши услуги по управлению цепочками поставок позволяют нам предлагать настоящие комплексные решения для всех ваших требований к лазерной маркировке.
Чтобы получить дополнительную информацию или начать работу с решением для лазерной маркировки, свяжитесь с нами или запросите предложение сегодня.
МАРКИРОВКА АЛЮМИНИЯ, СПЕЦИАЛЬНАЯ МАРКИРОВКА SIC
Материал, используемый во многих сферах деятельности
Алюминий используется в очень большом секторе деятельности, в частности, в авиационной и судостроительной, электротехнической и электронной промышленности и на железнодорожном транспорте. Он также особенно ценится в автомобильной промышленности. Фактически, многие производители автомобилей и поставщики оборудования выбирают этот универсальный материал для изготовления автомобильных шасси, рулевых колонок и компонентов гидроусилителя руля. Он также используется при производстве корпусов турбокомпрессоров, картеров двигателей, охладителей или элементов автоматического кондиционирования воздуха. Алюминий также играет важную роль в быстро развивающейся области NEV (транспортные средства на новой энергии), особенно в производстве корпусов электрических аккумуляторов и других электронных компонентов.
Он также особенно ценится в автомобильной промышленности. Фактически, многие производители автомобилей и поставщики оборудования выбирают этот универсальный материал для изготовления автомобильных шасси, рулевых колонок и компонентов гидроусилителя руля. Он также используется при производстве корпусов турбокомпрессоров, картеров двигателей, охладителей или элементов автоматического кондиционирования воздуха. Алюминий также играет важную роль в быстро развивающейся области NEV (транспортные средства на новой энергии), особенно в производстве корпусов электрических аккумуляторов и других электронных компонентов.
Различные запросы на маркировку
Поскольку использование алюминия очень разнообразно, требования к прослеживаемости также различны. Действительно, требования к маркировке носят совершенно иной характер и требуют маркировки штрих-кодом, Datamatrix, буквенно-цифровым кодом или логотипом. Кроме того, существует несколько ограничений, связанных с природой алюминия (анодированный, сплав и т. д.), а также с требованиями заказчика, в частности, в отношении контрастности или глубины маркировки. Нередко требуется маркировка, которая будет видна после нанесения любого покрытия или устойчива к различным видам обработки поверхности, таким как, например, дробеструйная обработка.
д.), а также с требованиями заказчика, в частности, в отношении контрастности или глубины маркировки. Нередко требуется маркировка, которая будет видна после нанесения любого покрытия или устойчива к различным видам обработки поверхности, таким как, например, дробеструйная обработка.
Идеально адаптированные продукты от SIC MARKING
SIC MARKING, мировой лидер в области промышленной прослеживаемости, уже более 30 лет занимается предоставлением наиболее подходящих решений для маркировки для решения задач, связанных с идентификацией алюминиевых компонентов. Благодаря своему опыту французская группа предлагает технически превосходный ассортимент разметочных, точечных и лазерных маркировочных машин, а также большое количество решений для автоматического считывания данных для Datamatrix.
Лазерная маркировка SIC MARKING особенно подходит для последовательной и индивидуальной маркировки алюминиевых компонентов. Он состоит из лазеров, которые могут быть интегрированы с различными опциями:
— Функция 3D для маркировки на деталях сложной формы
— Функция Vision для быстрого и надежного считывания штрих-кодов и Datamatrix
— Ось вращения для маркировки цилиндрических деталей
Ассортимент: комплектуется 3 станциями (L-BOX, XL-BOX и XXL-BOX), что позволяет иметь специальную станцию маркировки. Его можно интегрировать в производственную линию или использовать как автономную маркировочную станцию. Возможны малые, средние и даже большие тиражи. Изменение размеров ящиков, создание специальных инструментов, добавление дополнительных движений (ось Z, ось вращения) доступны по запросу.
Его можно интегрировать в производственную линию или использовать как автономную маркировочную станцию. Возможны малые, средние и даже большие тиражи. Изменение размеров ящиков, создание специальных инструментов, добавление дополнительных движений (ось Z, ось вращения) доступны по запросу.
Многолетний солидный опыт
Лазеры SIC MARKING, которым отдают предпочтение многие клиенты, пользуются большим успехом у ETI и крупных компаний, которым необходимо маркировать свои алюминиевые компоненты. По этой причине у международной группы из 300 сотрудников была возможность доказать все качества своих решений, приняв вызовы, предлагаемые крупными производителями автомобильного оборудования.
Среди этих проблем был особенно сложный запрос от крупного японского игрока в автомобильном секторе, которому нужна станция, предназначенная для маркировки кодов Datamatrix на компонентах усилителя рулевого управления. Решение должно было выдерживать суровые условия (влажность, пыль), вписываться в небольшое пространство и адаптироваться к различным номерам деталей. Опираясь на свой многолетний опыт, компания SIC MARKING смогла предложить компактную специализированную станцию, оснащенную лазером высокой четкости с автоматическим управлением по 2 осям для быстрой и высококонтрастной маркировки. Он защищен системой защиты от пыли и влаги, что позволяет легко интегрировать его в сложную промышленную среду.
Опираясь на свой многолетний опыт, компания SIC MARKING смогла предложить компактную специализированную станцию, оснащенную лазером высокой четкости с автоматическим управлением по 2 осям для быстрой и высококонтрастной маркировки. Он защищен системой защиты от пыли и влаги, что позволяет легко интегрировать его в сложную промышленную среду.
МАРКИРОВКА SIC также недавно использовалась для предоставления крупному немецкому производителю оборудования наиболее подходящего решения для его требований. Заказчик хотел нанести код DMC размером 7 x 7 мм на поршни компрессора кондиционера, чтобы упростить их внутреннюю прослеживаемость. Эти коды должны были быть помечены достаточно глубоко, чтобы их можно было корректировать даже после дробеструйной обработки и лужения. Все это в сокращенном времени цикла. После различных испытаний маркировки, проведенных нашими экспертами по проектам, выбранным решением стал волоконный лазер мощностью 50 Вт, мощность которого позволяет выполнять глубокую маркировку в рекордно короткие сроки.