Что такое индукционный нагрев. Как работают индукционные нагреватели. Какие бывают типы индукционных нагревателей. Где применяются индукционные нагреватели. В чем преимущества индукционного нагрева.
Что такое индукционный нагрев и как он работает
Индукционный нагрев — это бесконтактный метод нагрева электропроводящих материалов с помощью электромагнитной индукции. Принцип его работы основан на законе электромагнитной индукции, открытом Майклом Фарадеем.
Основные компоненты системы индукционного нагрева:
- Источник переменного тока высокой частоты
- Индукционная катушка (индуктор)
- Нагреваемая деталь (заготовка)
Процесс индукционного нагрева происходит следующим образом:
- Переменный ток высокой частоты проходит через индукционную катушку
- Вокруг катушки создается переменное электромагнитное поле
- Заготовка помещается внутрь катушки, где она подвергается воздействию этого поля
- В заготовке индуцируются вихревые токи
- Вихревые токи вызывают нагрев заготовки за счет эффекта Джоуля
Таким образом, тепло генерируется непосредственно внутри заготовки, а не передается от внешнего источника тепла. Это обеспечивает высокую скорость и эффективность нагрева.

Основные типы индукционных нагревателей
Существует несколько основных типов индукционных нагревателей, которые различаются по конструкции и назначению:
1. Высокочастотные индукционные нагреватели
Работают на частотах от 50 кГц до нескольких МГц. Используются для поверхностной закалки, пайки, сварки и других процессов, требующих локального нагрева.
2. Среднечастотные индукционные нагреватели
Работают в диапазоне частот от 1 до 50 кГц. Применяются для объемного нагрева, плавки металлов, термообработки.
3. Низкочастотные индукционные нагреватели
Используют частоты 50/60 Гц. Подходят для нагрева крупных заготовок, плавки больших объемов металла.
Преимущества индукционного нагрева
Индукционный нагрев имеет ряд существенных преимуществ перед другими методами нагрева:
- Высокая скорость нагрева
- Высокий КПД (до 90% и выше)
- Точный контроль температуры и локализации нагрева
- Чистота процесса (отсутствие продуктов сгорания)
- Улучшенные условия труда (низкий уровень шума, отсутствие вредных выбросов)
- Возможность автоматизации процесса
- Экологичность
Области применения индукционных нагревателей
Благодаря своим преимуществам, индукционные нагреватели широко применяются в различных отраслях промышленности:
Металлургия
- Плавка металлов
- Литье
- Ковка
- Штамповка
Машиностроение
- Термообработка деталей
- Закалка
- Отпуск
- Пайка
Автомобилестроение
- Закалка коленчатых и распределительных валов
- Нагрев под штамповку кузовных деталей
- Пайка радиаторов
Нефтегазовая промышленность
- Нагрев труб перед нанесением покрытий
- Разогрев трубопроводов
- Термообработка сварных швов
Как выбрать индукционный нагреватель
При выборе индукционного нагревателя необходимо учитывать следующие факторы:
- Тип нагреваемого материала
- Требуемая температура нагрева
- Размеры и форма нагреваемых деталей
- Производительность (количество нагреваемых деталей в единицу времени)
- Глубина прогрева
- Доступная электрическая мощность
Правильный выбор индукционного нагревателя позволит оптимизировать процесс нагрева и повысить эффективность производства.
Перспективы развития индукционного нагрева
Технология индукционного нагрева продолжает развиваться. Основные направления развития включают:
- Повышение энергоэффективности
- Разработку новых типов индукторов
- Совершенствование систем управления и контроля
- Расширение области применения в новых отраслях промышленности
Ожидается, что в будущем индукционный нагрев будет играть еще более важную роль в промышленности, особенно в контексте перехода к более экологичным и энергоэффективным технологиям.

Заключение
Индукционный нагрев — это эффективная и современная технология, которая находит широкое применение в различных отраслях промышленности. Благодаря своим преимуществам, таким как высокая скорость нагрева, точность контроля температуры и экологичность, индукционные нагреватели становятся все более востребованными в производственных процессах.
Понимание принципов работы индукционного нагрева и правильный выбор оборудования позволяют оптимизировать производственные процессы, повысить качество продукции и снизить энергозатраты. С развитием технологий индукционного нагрева ожидается дальнейшее расширение сфер его применения и повышение эффективности.
Нагреватель индукционный: назначение, преимущества, характеристики
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Содержание
- 1.Нагреватель индукционный: состав, принцип работы
-
2.Нагреватели индукционные для металла
- 2.1Высокочастотные нагреватели индукционные
- 2.2Среднечастотные нагреватели индукционные
- 3.Нагреватели индукционные производства РФ
Отправить запрос
Узнать цену!
You must have JavaScript enabled to use this form.
E-mail *
Ваш запрос *
Высокочастотные нагреватели
Среднечастотные нагреватели
Сверхчастотные нагреватели
Кузнечные нагреватели
Нагреватели валов, шестерен
Нагреватели подшипников
С воздушным охлаждением
Изготовление индукторов
Индукционные водонагреватели
Нагреватель индукционный – состав, принцип действия
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
- 1.
 блок управления и контроля с платами и с IGBT-модулями;
блок управления и контроля с платами и с IGBT-модулями; - 2.блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели). К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.
- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.

Нагреватели индукционные металла
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
- ✓экологичные и высокоэффективные;
- ✓при индукционном нагреве металл равномерно разогревается изнутри;
- ✓одна средняя металлическая деталь нагревается от 10 секунд до 1 минуты;
- ✓нагреватель металла позволяет производить быструю смену индуктора.
Высокочастотные нагреватели индукционные, 15-160 кВт
Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт, и работает на высокой частоте (30-100 кГц).
Существуют разные виды высокочастотных нагревателей для закалки, пайки,
плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше
мощность, тем быстрее происходит высокочастотный индукционный нагрев.
Они различаются киловаттами, чем выше
мощность, тем быстрее происходит высокочастотный индукционный нагрев.
- ✓Современные ВЧ-нагреватели могут работать круглосуточно без перерывов, при этом КПД достигает 100 %.
Среднечастотные нагреватели индукционные, 20-200 кВт
Нагреватели индукционные российского производства
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
- a)Китайские нагреватели чинятся только блоками (блочная замена плат), производители охраняют свои технологии и производят заливку плат. Российские нагреватели чинятся более легкими способами, путем замены элемента на самой плате.
- b)По скорости индукционного нагрева Китайские и Российские индукционные нагреватели примерно одинаковые. Отличается только технология и элементы сборки.
- c)Гарантия Китайских нагревателей составляет 1 год. Некоторые Российские производители дают 2 года гарантии. При средних сроках эксплуатации оборудования 7-8 лет.
BALTECH HI-1630 — Индукционный нагреватель
Skip to contentBALTECH HI-1630Easyfw2022-11-18T14:26:13+03:00
Индукционный нагреватель для нагрева деталей весом до 55 кг
▪ Компактное исполнение, небольшой вес
▪ Электронное управление
▪ Нагрев деталей до 200°C в горизонтальном и вертикальном положении
▪ Набор сменных сердечников
▪ Автоматическое размагничивание
▪ Экологичность
Запросить коммерческое предложение
Индукционный нагреватель для нагрева деталей весом до 55 кг
Название компании*
Ваше ФИО*
Должность*
Ваш email*
Ваш телефон*
Я хочу получить коммерческое предложение на данный прибор
Реквизиты компании
Дополнительная информация
Индукционный нагреватель BALTECH HI-1630 предназначен для нагрева более крупных подшипников или деталей, для того чтобы обеспечить корректную установку их на валы. Этот нагреватель является самой массовой моделью, так как закрывает основной диапазон размеров и весов различных модификаций подшипников, на нём возможно выполнять индуктивный нагрев деталей массой до 55кг и диаметром до 480 мм.
Этот нагреватель является самой массовой моделью, так как закрывает основной диапазон размеров и весов различных модификаций подшипников, на нём возможно выполнять индуктивный нагрев деталей массой до 55кг и диаметром до 480 мм.
Комплект сменных сердечников позволяет легко производить индуктивный нагрев всех типов подшипников качения и деталей разной конфигурации. Относительно небольшой вес индукционного нагревателя (всего 25кг) делает его возможным для транспортировки из цеха в цех. Индуктивный нагрев подшипников может производиться как в горизонтальном, так и в вертикальном положении
Нагреватель обеспечивает автоматическое размагничивание подшипников после окончания нагрева до заданной температуры. Нагреватель BALTECH HI-1630 оснащен автоматической защитой от перегрева. Прост в управлении и регулировании процесса нагрева.
- Высокая скорость нагрева значительно экономит время;
- Оснащение таймером позволяет нагревать муфты, втулки, подшипники и др.;
- Простота и безопасность в эксплуатации.

- Автоматический контроль температуры нагрева.
- Низкое энергопотребление
- Автоматическое размагничивание снижает риск загрязнения подшипника металлической стружкой после нагрева
- Возможность доукомплектовать транспортировочной тележкой;
- Гарантийный срок на электронную часть 3 года.
| Функции | |
|---|---|
| Режим «Контроль температуры нагрева». Используется для нагрева детали до заданной температуры оператором | Режим «Нагрев по времени». Режим используется при известной продолжительности нагрева детали до определенной температуры |
| Поддержание температуры на установленном уровне. Используется только в режиме «нагрев по времени» и предназначена для поддержания установленной ранее температуры нагрева при достижении установленной температуры нагрева |
| № | Параметр | Значение |
|---|---|---|
| 1 | Вес нагреваемой детали, кг | 50 |
| 2 | Номинальная мощность, кВт | 3. 6 6 |
| 3 | Напряжение, В | 220 |
| 4 | Частота, Гц | 50 |
| 5 | Установка температуры, °С | до 250 |
| 6 | Max температура без датчика, °С | 250 |
| 7 | Автоматическое размагничивание | да |
| 8 | Рабочая температура, °С | -10….+50 |
| 9 | Относительная влажность воздуха, % | 5….95 |
| 10 | Габаритные размеры, мм | 470х210х260 |
Мы рекомендуем, чтобы специалисты, занимающиеся техническим обслуживанием оборудования с использованием BALTECH HI-1630 — индукционным нагревателем для нагрева деталей весом до 55 кг прошли обучение в учебном центре «БАЛТЕХ» по программе дополнительного профессионального образования ПУ-201 «Надежность подшипниковых узлов».
Курс обучения проходит в течение 40 ак.часов (5 дней), в том числе:
- теоретическая подготовка — 20 часов
- практические занятия 18 часов
- теоретический и практический экзамен (работа с системой центровки) 2 часа
После успешного прохождения обучения выдается Удостоверение о повышении квалификации по программе дополнительного профессионального образования.
- + Описание
Индукционный нагреватель BALTECH HI-1630 предназначен для нагрева более крупных подшипников или деталей, для того чтобы обеспечить корректную установку их на валы. Этот нагреватель является самой массовой моделью, так как закрывает основной диапазон размеров и весов различных модификаций подшипников, на нём возможно выполнять индуктивный нагрев деталей массой до 55кг и диаметром до 480 мм.
Комплект сменных сердечников позволяет легко производить индуктивный нагрев всех типов подшипников качения и деталей разной конфигурации. Относительно небольшой вес индукционного нагревателя (всего 25кг) делает его возможным для транспортировки из цеха в цех. Индуктивный нагрев подшипников может производиться как в горизонтальном, так и в вертикальном положении
Нагреватель обеспечивает автоматическое размагничивание подшипников после окончания нагрева до заданной температуры. Нагреватель BALTECH HI-1630 оснащен автоматической защитой от перегрева.
 Прост в управлении и регулировании процесса нагрева.
Прост в управлении и регулировании процесса нагрева.- Высокая скорость нагрева значительно экономит время;
- Оснащение таймером позволяет нагревать муфты, втулки, подшипники и др.;
- Простота и безопасность в эксплуатации.
- Автоматический контроль температуры нагрева.
- Низкое энергопотребление
- Автоматическое размагничивание снижает риск загрязнения подшипника металлической стружкой после нагрева
- Возможность доукомплектовать транспортировочной тележкой;
- Гарантийный срок на электронную часть 3 года.
Функции Режим «Контроль температуры нагрева». Используется для нагрева детали до заданной температуры оператором Режим «Нагрев по времени». Режим используется при известной продолжительности нагрева детали до определенной температуры Поддержание температуры на установленном уровне. Используется только в режиме «нагрев по времени» и предназначена для поддержания установленной ранее температуры нагрева при достижении установленной температуры нагрева - + Технические характеристики
№ Параметр Значение 1 Вес нагреваемой детали, кг 50 2 Номинальная мощность, кВт 3.  6
63 Напряжение, В 220 4 Частота, Гц 50 5 Установка температуры, °С до 250 6 Max температура без датчика, °С 250 7 Автоматическое размагничивание да 8 Рабочая температура, °С -10….+50 9 Относительная влажность воздуха, % 5….95 10 Габаритные размеры, мм 470х210х260 - + Видео
- + Обучение
Мы рекомендуем, чтобы специалисты, занимающиеся техническим обслуживанием оборудования с использованием BALTECH HI-1630 — индукционным нагревателем для нагрева деталей весом до 55 кг прошли обучение в учебном центре «БАЛТЕХ» по программе дополнительного профессионального образования ПУ-201 «Надежность подшипниковых узлов».
Курс обучения проходит в течение 40 ак.
 часов (5 дней), в том числе:
часов (5 дней), в том числе:- теоретическая подготовка — 20 часов
- практические занятия 18 часов
- теоретический и практический экзамен (работа с системой центровки) 2 часа
После успешного прохождения обучения выдается Удостоверение о повышении квалификации по программе дополнительного профессионального образования.
- + Скачать
Индукционный нагреватель НЛО – The Stash Shack
ОПИСАНИЕ
Индукционный нагреватель UFO – это сверхпортативный индукционный нагреватель, созданный для пользователей DynaVap, которые не хотят разориться на своем первом индукционном нагревателе.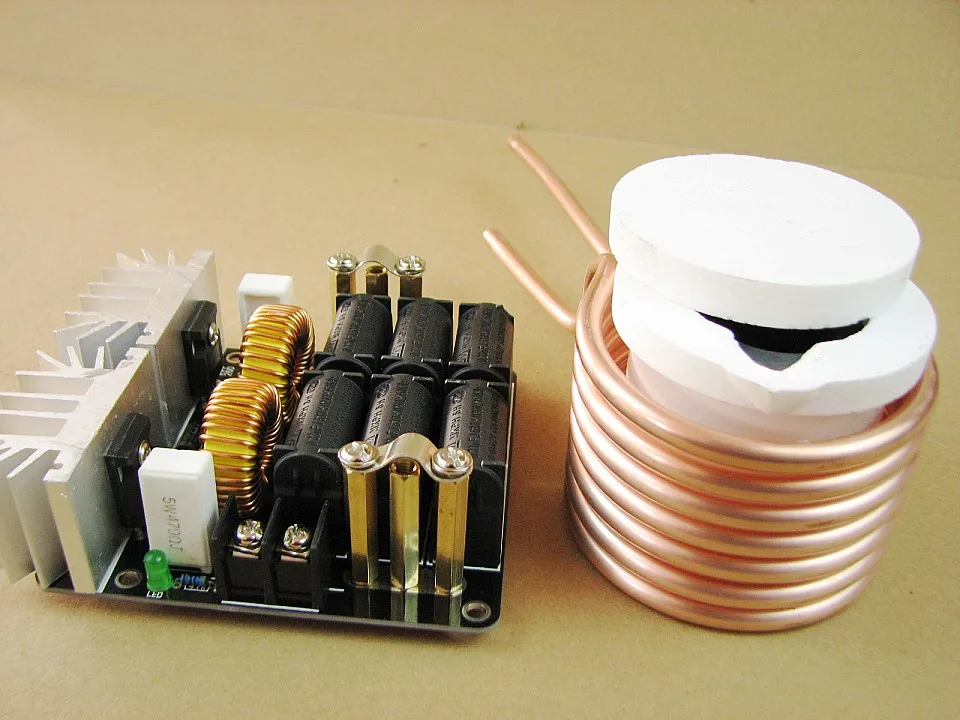 UFO позволит вам ненадолго отложить фонарик и обеспечит мощный постоянный обогрев на ходу.
UFO позволит вам ненадолго отложить фонарик и обеспечит мощный постоянный обогрев на ходу.
Просто поместите DynaVap в стеклянную трубку, и НЛО автоматически активируется и нагреет ваш VapCap менее чем за 7 секунд. (отжимать не нужно). НЛО заряжается примерно за 1,5 часа или меньше и обеспечивает в среднем 30-45 кликов. Он также включает в себя два сверхмощных магнита, которые будут надежно удерживать DynaVap на месте.
ПЕРСОНАЛИЗИРУЕМЫЙ НАГРЕВ
UFO включает в себя три различные стеклянные трубки, которые позволят вам точно настроить нагреватель в соответствии с вашими личными предпочтениями по теплу. Две трубки практически идентичны и отличаются только толщиной.
Более тонкая трубка будет нагреваться сильнее, а более толстая трубка заставит VapCap нагреваться медленнее, создавая более вкусные и густые облака.
Третья стеклянная трубка отличается от остальных тем, что у нее нет дна. Он открыт снизу, и VapCap будет лежать поверх прилагаемых силиконовых дисков. Это позволит вам вставлять и удалять диски, чтобы контролировать глубину VapCap. Это даст вам разные результаты.
Это позволит вам вставлять и удалять диски, чтобы контролировать глубину VapCap. Это даст вам разные результаты.
Исследуйте различные комбинации и найдите то, что подходит именно вам. Рекомендуется, как только вы найдете идеальную настройку, придерживаться этой настройки и как можно меньше менять местами стеклянные трубки, чтобы продлить срок службы вашего нагревателя.
В КОРОБКЕ
- Индукционный нагреватель
- Зарядное устройство USB + кабель
- Сменные стеклянные цилиндры
ДОСТАВКА
-
Бесплатная доставка недоступна для международных заказов за пределами США, территорий США и Канады.
-
Мы отправляем во все страны, кроме Мексики и стран Южной Америки. Извините 🙁
- Некоторые испарители могут не поставляться в определенные страны.
(Если это не разрешено, уведомление появится на кассе) -
Обычное время доставки:
Внутренний: 3-6 рабочих дней
Международный: 15-30 дней
ОБНОВЛЕНИЕ: ВСЕ МЕЖДУНАРОДНЫЕ ЗАКАЗЫ, ЗА ИСКЛЮЧЕНИЕМ КАНАДЫ, ПРИОСТАНОВЛЕНЫ на данный момент. Надеемся, что в скором времени мы восстановим международную доставку. Пожалуйста, подпишитесь на нашу рассылку новостей или на наши платформы в социальных сетях, чтобы быть в курсе любых изменений в этой ситуации. Нам очень жаль.
Надеемся, что в скором времени мы восстановим международную доставку. Пожалуйста, подпишитесь на нашу рассылку новостей или на наши платформы в социальных сетях, чтобы быть в курсе любых изменений в этой ситуации. Нам очень жаль.
Международные клиенты с несколькими товарами в корзине, пожалуйста, отправьте заказ на [email protected] для получения точной цены.
Международные отправления отправляются через USPS и Fedex. Время международной перевозки, отображаемое на веб-сайте или в информации для отслеживания, является только оценочным и может привести к задержкам из-за таможенного оформления в пункте назначения.
Клиент несет ответственность за уплату любых таможенных сборов, пошлин, налогов, брокерских сборов и сборов за обработку. Эти импортные сборы не включены в общую сумму вашего заказа и находятся на усмотрении вашей страны и являются исключительной ответственностью покупателя. Перед совершением покупки мы рекомендуем вам уточнить в таможне вашей страны, какие будут дополнительные расходы.
Все цены и сделки на этом сайте указаны в долларах США. Ваш банк или эмитент кредитной карты могут взимать с вас комиссию за конвертацию валюты или другие сборы, связанные с этой транзакцией, если валюта вашей карты отличается от долларов США.
Если не указано иное, все вапорайзеры, продаваемые на thestashshack.com, рассчитаны на 110 В. Клиенты несут всю ответственность за любые дефекты, которые могут возникнуть в результате использования преобразователей или адаптеров.
ОБЗОРЫ
Что такое индукционный нагрев? — Inductoheat Inc
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
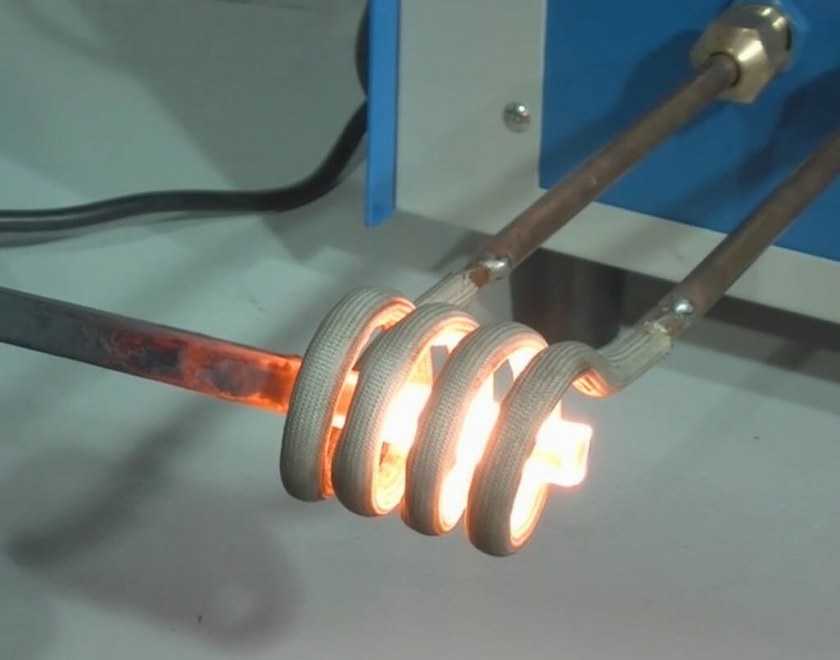
Для типичного инженера индукционный нагрев — увлекательный метод нагрева. Те, кто не знаком с индукционным нагревом, могут удивиться тому, как кусок металла в змеевике за считанные секунды становится вишнево-красным . Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции индукционного нагрева просты для понимания.
Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции индукционного нагрева просты для понимания.
Основы
Открытая Майклом Фарадеем индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля совершать работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток частотой 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток частотой 400 кГц заставит магнитное поле переключаться 400 000 раз в секунду.
Переменный ток частотой 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток частотой 400 кГц заставит магнитное поле переключаться 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, создаваемое переменным током), в заготовке возникает напряжение (закон Фарадея). Наведенное напряжение приведет к потоку электронов: ток! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
При протекании тока через среду движению электронов будет оказываться некоторое сопротивление. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла при протекании через них тока, но, безусловно, можно нагреть материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление имеет решающее значение для индукционного нагрева.
Это явление имеет решающее значение для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем индукционный нагрев отличается от других методов нагрева?
Существует несколько способов нагрева объекта без индукции. Некоторые из наиболее распространенных промышленных методов включают газовые печи, электрические печи и соляные ванны. Все эти методы основаны на передаче тепла продукту от источника тепла (горелка, нагревательный элемент, жидкая соль) посредством конвекции и излучения. Как только поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.
Продукты с индукционным нагревом не полагаются на конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта потоком тока.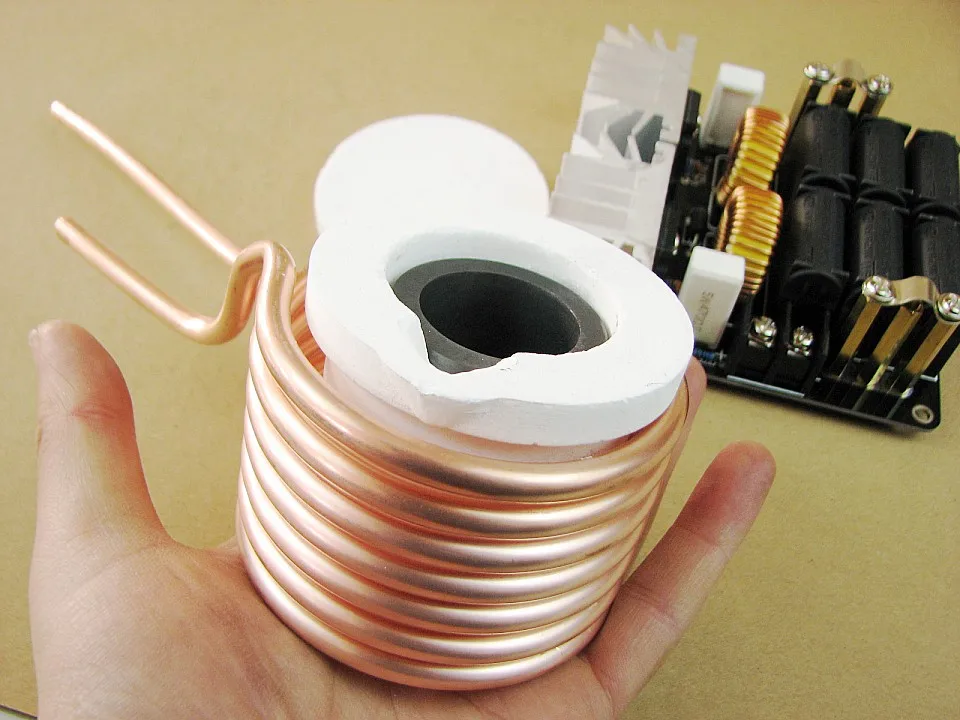 Затем тепло от поверхности продукта передается через продукт с теплопроводностью. Глубина, на которую генерируется тепло напрямую с помощью индуцированного тока, зависит от того, что называется электрической эталонной глубиной .
Затем тепло от поверхности продукта передается через продукт с теплопроводностью. Глубина, на которую генерируется тепло напрямую с помощью индуцированного тока, зависит от того, что называется электрической эталонной глубиной .
Электрическая эталонная глубина в значительной степени зависит от частоты переменного тока, протекающего через заготовку. Ток с более высокой частотой приведет к меньшей электрической эталонной глубине , а ток с более низкой частотой приведет к более глубокой электрической эталонной глубине . Эта глубина также зависит от электрических и магнитных свойств заготовки.
Электрическая эталонная глубина высоких и низких частот Компании группы Inductotherm используют преимущества этих физических и электрических явлений для настройки нагревательных решений для конкретных продуктов и областей применения. Тщательный контроль мощности, частоты и геометрии катушки позволяет компаниям группы Inductotherm разрабатывать оборудование с высоким уровнем контроля процесса и надежности независимо от области применения.
Индукционная плавка
Во многих процессах плавка является первым этапом производства полезного продукта; индукционная плавка быстрая и эффективная. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут вмещать загрузку, размер которой варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний. Индукционное оборудование разрабатывается индивидуально для каждого применения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также приводит в движение ванну. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь и способствуя сплавлению. Интенсивность перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом/количеством металла в печи. Величину индукционного перемешивания в любой данной печи можно регулировать для специальных применений, если это необходимо.
Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь и способствуя сплавлению. Интенсивность перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом/количеством металла в печи. Величину индукционного перемешивания в любой данной печи можно регулировать для специальных применений, если это необходимо.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки с помощью огнеупора или другого непроводящего материала. Магнитное поле будет проходить через этот материал, вызывая напряжение в нагрузке, содержащейся внутри. Это означает, что загрузку или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно контролируется независимо от размера партии. Изменение тока, напряжения и частоты с помощью индукционной катушки приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как цементация, закалка и отпуск, отжиг и другие формы термообработки. Высокий уровень точности имеет важное значение для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений металлов, таких как титан, драгоценные металлы и современные композиты. Точное управление нагревом, доступное с индукцией, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев можно проводить в атмосфере для непрерывного применения. Например, светлый отжиг труб из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием тока высокой частоты (ВЧ), возможна даже сварка. В этом приложении очень маленькие электрические эталонные глубины , которые могут быть достигнуты с помощью ВЧ-тока. В этом случае полоса металла формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственной целью которых является сжатие краев сформированной полосы вместе и создание сварного шва. Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз вдоль геометрического «клина», образованного краями полосы, а не только снаружи образовавшегося канала. При протекании тока по краям полосы они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, в результате чего получается кузнечный сварной шов в твердом состоянии.