Какую функцию выполняет накопительный конденсатор в сварочном инверторе. Какие виды конденсаторов используются. Как правильно подобрать конденсатор для инвертора. На что обратить внимание при замене.
Роль накопительного конденсатора в сварочном инверторе
Накопительный конденсатор является важным компонентом сварочного инвертора, выполняющим несколько ключевых функций:
- Сглаживание пульсаций выпрямленного напряжения
- Накопление энергии для стабилизации дуги
- Фильтрация высокочастотных помех
- Защита от кратковременных перенапряжений
Благодаря накопительному конденсатору обеспечивается стабильная работа инвертора и повышается качество сварки. Без него напряжение и ток на выходе были бы нестабильными, что негативно сказывалось бы на процессе сварки.
Виды конденсаторов, используемых в сварочных инверторах
В сварочных инверторах применяются следующие типы накопительных конденсаторов:
Электролитические конденсаторы
Это наиболее распространенный тип. Электролитические конденсаторы имеют большую емкость при относительно небольших размерах. Их недостатком является чувствительность к нагреву и ограниченный срок службы.
Пленочные конденсаторы
Обладают отличными характеристиками, устойчивы к нагреву, имеют длительный срок службы. Но при большой емкости имеют значительные габариты.
Керамические конденсаторы
Применяются реже из-за меньшей емкости. Их преимущества — компактность, надежность, устойчивость к высоким температурам.
Ключевые характеристики накопительных конденсаторов
При выборе накопительного конденсатора для сварочного инвертора необходимо учитывать следующие параметры:
- Емкость (мкФ) — чем больше, тем лучше сглаживание пульсаций
- Рабочее напряжение — должно быть выше максимального напряжения в схеме
- Допустимый ток пульсаций — определяет способность работать при больших токах
- Температурный диапазон — важно для надежной работы в различных условиях
- Срок службы — зависит от качества конденсатора и условий эксплуатации
Как правильно подобрать конденсатор для инвертора
Чтобы правильно подобрать накопительный конденсатор для сварочного инвертора, необходимо:
- Определить требуемую емкость исходя из мощности инвертора
- Выбрать рабочее напряжение с запасом 20-30% от максимального
- Учесть максимальный ток пульсаций в схеме
- Подобрать тип конденсатора под условия эксплуатации
- Проверить соответствие габаритов посадочному месту
Рекомендуется использовать качественные конденсаторы известных производителей для обеспечения надежности и долговечности.

Признаки неисправности накопительного конденсатора
О выходе из строя накопительного конденсатора в сварочном инверторе могут свидетельствовать следующие признаки:
- Нестабильная дуга, её частые обрывы
- Повышенное искрообразование при сварке
- Ухудшение качества сварного шва
- Перегрев инвертора
- Посторонние шумы при работе аппарата
- Визуальные повреждения корпуса конденсатора
При обнаружении таких симптомов рекомендуется проверить состояние накопительного конденсатора и при необходимости заменить его.
Замена накопительного конденсатора в инверторе
Замена накопительного конденсатора в сварочном инверторе требует определенных навыков и соблюдения мер безопасности:
- Отключите аппарат от сети и разрядите конденсаторы
- Определите расположение накопительного конденсатора
- Аккуратно выпаяйте старый конденсатор
- Установите новый конденсатор, соблюдая полярность
- Проверьте качество пайки и отсутствие замыканий
- Соберите инвертор и проведите тестирование
При отсутствии опыта ремонта электроники рекомендуется обратиться к специалисту для замены конденсатора.

Влияние качества конденсатора на работу инвертора
Качество накопительного конденсатора напрямую влияет на характеристики и надежность сварочного инвертора:
- Стабильность дуги и качество сварки
- Эффективность преобразования энергии
- Уровень помех и электромагнитная совместимость
- Срок службы самого инвертора
- Устойчивость к перегрузкам и перенапряжениям
Использование качественных конденсаторов обеспечивает лучшие характеристики инвертора и его долговечность.
Современные тенденции в применении накопительных конденсаторов
В современных сварочных инверторах наблюдаются следующие тенденции применения накопительных конденсаторов:
- Использование высокотемпературных электролитических конденсаторов
- Применение пленочных конденсаторов в высокомощных моделях
- Комбинирование различных типов конденсаторов
- Внедрение систем активного охлаждения конденсаторов
- Применение интеллектуальных систем контроля состояния конденсаторов
Эти инновации позволяют повысить эффективность и надежность сварочных инверторов.

И еще несколько слов о сварочных инверторах
| Сварочный инвертор — это современно и правильно, хотя бы потому, что электроэнергии ему нужно почти в два раза меньше, чем обычному сварочному аппарату. |
Сварочный инвертор это устройство преобразующее входной переменный ток в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50 кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки.
Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет.
Сварочные инверторы являются наиболее современными источниками сварочного тока. В отличие от трансформаторов и выпрямителей, у инверторов отсутствует силовой трансформатор. Работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик — от крутопадающей до возрастающей — с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы, инверторы малой мощности очень перспективны для использования при монтаже ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях.
Наш — более чем 25-летний опыт продажи и ремонта сварочных инверторов различных типов позволяет сформулировать основные потребительские характеристики этих сварочных аппаратов:
1. Малый вес (3-13 кг) и скромные размеры сварочных инверторов позволяют производить сварку, легко перемещаясь вместе с аппаратом;
2. В инверторе нет силового трансформатора, а значит нет внутренних потерь на перемагничивание железа, на нагрев обмоток при взаимодействии их электромагнитных полей, на поглощение части электромагнитной индукции регулировочным шунтом — то есть КПД инвертора просто несопоставим с КПД обычного сварочного трансформатора или выпрямителя. Так, при сварке электродом диаметром 3 мм обычный аппарат потребляет не менее 6-7 кВт, а любой, даже самый простенький инвертор не более 3,5 кВт;
Так, при сварке электродом диаметром 3 мм обычный аппарат потребляет не менее 6-7 кВт, а любой, даже самый простенький инвертор не более 3,5 кВт;
3. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата — при зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый «горячий старт»), а при коротком замыкании сварочный ток сразу отключается — то есть «приморозить» электрод здесь практически невозможно;
4. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) — дуга на малых токах «шепчет», брызг нет — не сварка, а одно удовольствие.
5. Что же касается стоимости сварочных инверторов, то она уже достаточно давно, и не без участия производителей из КНР, вплотную приблизилась к стоимости традиционных сварочных аппаратов, тем более, что цены на обычные аппараты тоже на месте не стоят — так что разница в цене заслуженная.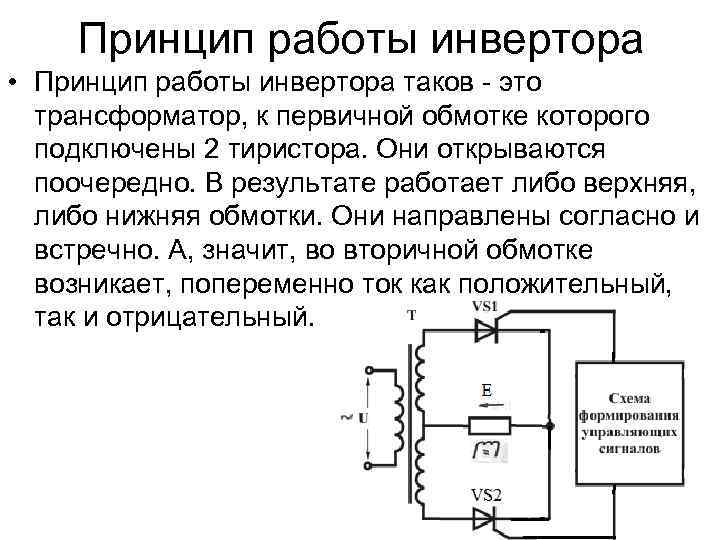
Теперь о недостатках (ну как же без них) или, скажем так — об особенностях эксплуатации сварочных инверторов.
Здесь надо четко различать:
— эксплуатация на производстве;
— использование аппарата дома, в гараже, на даче.
На производстве основной враг инвертора пыль, причем любая — и от «болгарки» и от реконструкции стен.
На втором месте — желание, с помощью ивертора, разрезать пополам рельс. Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой «сварщик» старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. — «сердце» аппарата, выходит из строя прежде, чем аппарат отключится сам.
Дальше идут такие «мелочи» как небрежное обращение с аппаратом, продолжение его эксплуатации при появлении явных признаков неисправности, ослабление фиксации сварочных кабелей в панельных гнездах, да и просто передача инвертора неквалифицированному сварщику, хотя и «асы» тоже бывают хороши.
Что же касается эксплуатации аппарата в быту, то здесь характерны следующие проблемы: заметно низкое (ниже 180 В) напряжение в дачной или гаражной электросети (владелец аппарата даже и в этом случае, по наивности, ждет от него эффективной работы), а второе место делят между собой зимнее хранение аппарата в сарае или в гараже и передача аппарата соседу.
Но в большинстве случаев, аппараты у частных владельцев живут долго и счастливо.
Есть у сварочных инверторов еще одна особенность. Это труднопроизносимое название. Многие так и норовят сказать «инвектор». Впрочем, на отличные потребительские характеристики инверторов это почти не влияет.
Поэтому, договариваемся сразу, сварочный инвертор, как всякий хороший и дорогостоящий инструмент, надо беречь, на землю не бросать, кому попало не доверять, почаще продувать от пыли (хотя бы «обратным ходом» пылесоса) и все будет хорошо, тем более, что наш Сервис-центр давно уже освоил практически любой ремонт сварочных инверторов. ________________________________________________________________________________
________________________________________________________________________________
НЕМНОГО ТЕОРИИ.
Принцип действия инвертора.
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения, иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т.е. традиционными.
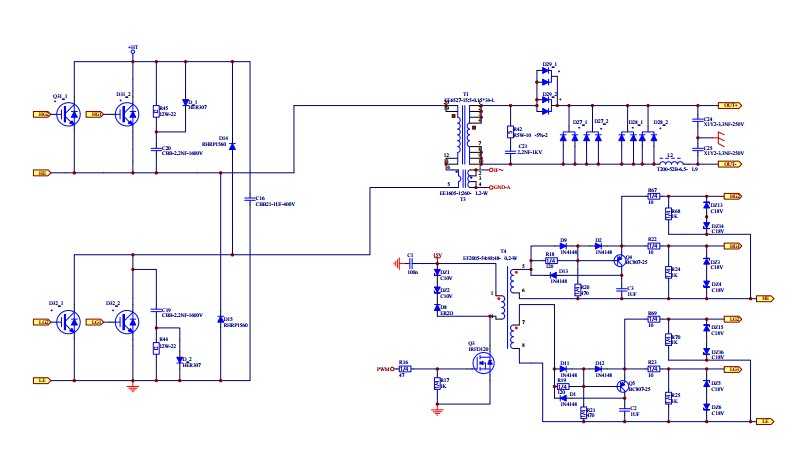
Схема выпрямителя с двухтактным транзисторным (рис.1) инвертором наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения.
Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения.
Рис.1 Схема выпрямителя с транзисторным инвертором
Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1 отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в интервале времени t1 протекает ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор С1, то напряжение инвертора U1 имеет прямоугольную форму, как показано на рис.2. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже входной ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис. 2а):
2а):
Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑
Возможно также регулирование изменением частоты импульсов (рис.2б):
f ↑ => T ↓ => Uв ↑
Но наибольшее распространение получил способ широтно-импульсного регулирования (рис.2в):
t ↑ => Uв ↑,
поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.
Рис.2 Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины импульсов (в).
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима.
Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению.
Сварочные свойства выпрямителей с инвертором, как правило, лучше, чем у конвенциональных источников, и объясняется это высоким быстродействием инвертора. Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0,01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0,01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Достоинства и недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом, такой выпрямитель имеет замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей.
Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом, такой выпрямитель имеет замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей.
Выпрямитель с инвертором пока еще дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0,7, а иногда достигает 0,9.
СВАРОЧНЫЕ ИНВЕРТОРЫ — ВЗГЛЯД ИЗНУТРИ
СТАТЬЯ ПО СВАРОЧНЫМ ИНВЕРТОРАМ
Осциллятор в сварочном аппарате: Принцип действия и назначение
Осциллятор облегчает поджиг электрической дуги при ручной сварке и плазменной резке.Рассмотрим более детально, что это такое, каковы преимущества аппаратов с осцилляторами, где они пригодятся и как работают. Это поможет начинающим сварщикам определиться, нужна ли вам модель с таким вспомогательным устройством.
- Что такое сварочный осциллятор
- Преимущества аппаратов с осциллятором
- При каких обстоятельствах пригодится осциллятор
- Устройство и принцип работы осциллятора
- Отличия по принципу работы
- С каким оборудованием применяется осциллятор
- Варианты комплектации оборудования осциллятором
Что такое сварочный осциллятор
Осциллятор вырабатывает ток с частотой 100-500 кГц и напряжением 3000-5000 В. Он кратковременно накладывается на основной сварочный ток и облегчает поджиг электрической дуги. В момент включения осциллятора создается однопоточная передача импульса, которая выглядит как тонкая молния. Она пробивает воздушный зазор между кончиком электрода и изделием при расстоянии 10-13 мм, возбуждая электрическую дугу без физического касания электродом поверхности заготовки.![]()
Преимущества аппаратов с осциллятором
В сварочных аппаратах без осциллятора, чтобы возбудить дугу для сварки, необходимо подключить зажим массы к изделию, а концом электрода постучать по месту стыка. Физический контакт вызывает замыкание положительного и отрицательного полюсов. Если в этот момент быстро отвести конец электрода на расстояние 3-5 мм от поверхности изделия, появится электрическая дуга с температурой 3000-5000 ⁰С (зависит от выставленной силы тока).
От ее тепла плавятся кромки основного металла и сам электрод (или присадочный металл). Если воздушный зазор увеличить, дуга гаснет. Пока электрод горячий, зажечь дугу очень легко – достаточно поднести его кончик к поверхности металла и слегка коснуться. В холодном состоянии это сделать сложнее. По мере остывания на поверхности металла появляются окислы, ухудшающие контакт. Впоследствии даже плотного прикосновения кончика электрода к изделию уже недостаточно – нужно стучать по поверхности. Все это занимает дополнительное время, когда нужно проложить не один шов, а 100-200 коротких швов за день.
Все это занимает дополнительное время, когда нужно проложить не один шов, а 100-200 коротких швов за день.
Если рука сварщика еще не «набита», во время замыкания полюсов для возбуждения дуги он может не успеть отодвинуть кончик от поверхности, и электрод прилипнет. Тогда понадобится наклонять горелку из стороны в сторону, чтобы оторвать электрод. Это отнимает время и портит внешний вид изделия. Можно погнуть вольфрамовый электрод, или его тонкая часть оторвется и останется на заготовке.
Использование сварочных аппаратов с осциллятором дает следующие преимущества:
- Экономится время на возбуждение дуги. Не нужно стучать многократно по изделию, не важно, это первый поджиг или повторный – все происходит мгновенно.
- Экономится время на заточку электрода. В случае аргоновой сварки каждое касание вольфрамовой иглой по поверхности металла немного притупляет ее. Еще на вольфрам налипают брызги расплавленного металла.
 Когда жало становится толстым и грязным, расширяется электрическая дуга и ширина шва. Приходится чаще прерывать процесс и затачивать электрод. Каждая заточка сокращает длину стержня. С осциллятором вольфрамовые электроды служат дольше.
Когда жало становится толстым и грязным, расширяется электрическая дуга и ширина шва. Приходится чаще прерывать процесс и затачивать электрод. Каждая заточка сокращает длину стержня. С осциллятором вольфрамовые электроды служат дольше. - Сохраняется чистота поверхности. При чирканье электродом о поверхность, на ней остаются следы поджига электрической дуги. Если это лицевая сторона изделия, понадобится шлифовка, чтобы убрать черные точки. Высокий разряд осциллятора не оставляет следов, что сокращает время на последующую обработку детали.
При каких обстоятельствах пригодится осциллятор
Сварочный аппарат с осциллятором пригодится при работе с легированными сталями и цветными металлами (алюминий, медь). Еще с таким устройством легче сваривать тонколистовое железо 0,6-0,8 мм, поскольку при работе с ним сила тока минимальная и при небольшом увеличении воздушного зазора дуга гаснет. Осциллятор упрощает поджиг.
Сварка миниатюрных конструкций, например капсул, трубок, тоже упрощается с высокочастотным поджигом, ведь не нужно стучать по небольшому изделию, сдвигая его. Можно обойтись без дополнительных приспособлений по закреплению детали. Если нержавеющее изделие будет впоследствии полироваться до зеркального вида поверхности, поджиг дуги осциллятором оставит меньше следов и сократит обработку.
Можно обойтись без дополнительных приспособлений по закреплению детали. Если нержавеющее изделие будет впоследствии полироваться до зеркального вида поверхности, поджиг дуги осциллятором оставит меньше следов и сократит обработку.
Устройство и принцип работы осциллятора
Сварочный осциллятор состоит из:
-
двух трансформаторов (понижающего и повышающего),
-
дросселя,
-
разрядника (накопительного конденсатора),
-
дросселя,
-
блокирующего конденсатора,
-
колебательного контура.
По сути, это искровой генератор, выдающий затухающие колебания.
Работает осциллятор следующим образом:
- Вторичное напряжение с трансформатора заряжает конденсатор.

- Когда достигается определенная величина, срабатывает разряд.
- Замыкается колебательный контур, что вызывает импульсы заданной частоты.
- Все это накладывается на дуговой промежуток.
- Чтобы не возникло шунтирование, в работу вступает блокировочный конденсатор.
- Для защиты изоляции обмотки трансформатора предусмотрен дроссель.
Отличия по принципу работы
Сварочные осцилляторы могут работать с постоянным и переменным сварочным током, но по разной технологии. В случае постоянного тока высокочастотный импульс кратковременно накладывается на сварочный ток при старте, когда сварщик нажимает кнопку на горелке. После возбуждения электрической дуги, разряд гаснет и не появляется до следующего нажатия. У постоянного тока движение электронов происходит всегда в одну сторону, поэтому дуга горит стабильно.
При работе с переменным током осциллятор вынужден регулярно посылать импульсы, поскольку направление движения электронов меняется до 100 раз в секунду. Высокочастотный импульс постоянного действия поддерживает стабильное горение дуги и улучшает качество шва. Этот вариант практичен для сварочных трансформаторов.
Высокочастотный импульс постоянного действия поддерживает стабильное горение дуги и улучшает качество шва. Этот вариант практичен для сварочных трансформаторов.
С каким оборудованием применяется осциллятор
Хотя варить инверторами ММА с осциллятором было бы удобно, такие модели не комплектуются высокочастотным поджигом, поскольку используются для неответственных соединений и простых задач по сварке. А вот аппараты для аргоно-дуговой сварки с осциллятором очень востребованы. Модели с контактным поджигом для TIG-сварки обозначаются как TIG-Lift. Оборудование с бесконтактным поджигом для сварки в среде аргона называется TIG-HF.
Еще бесконтактный поджиг задействуется при плазменной резке CUT. Без этой функции соплом плазмотрона пришлось бы касаться изделия, а после образования контакта и выработки плазмы, быстро переносить струю на линию реза. С высокочастотным поджигом можно сразу поставить плазмотрон в нужное место, нажать кнопку и приступить к резке. Сопло при этом сохранится чистым и прослужит дольше.
Сопло при этом сохранится чистым и прослужит дольше.
Варианты комплектации оборудования осциллятором
Существует два варианта комплектации сварочного оборудования осцилляторами – внутренняя установка и внешняя. Рассмотрим, особенности, чтобы понять, что лучше.
Внешнее оснащение осциллятором
Это независимый блок, который подключается между источником тока и горелкой/плазмотроном. Таким устройством можно оснастить любую модель, даже если с завода у нее не было высокочастотного поджига. По качеству работы внешний осциллятор ничем не уступает аналогам, но такое исполнение сказывается на удобстве транспортировки сварочного оборудования. Если приходится периодически перевозить/переносить аппарат на другое место, дополнительное устройство усложняет ситуацию.
Само подключение внешнего осциллятора к сварочному аппарату требует знания электрооборудования, чтобы все сделать правильно. В противном случае можно нарушить схему работы и перестанет подаваться защитный газ или основной сварочный ток.
Внутреннее оснащение осциллятором
Многие производители сварочного оборудования выпускают аппараты со встроенными осцилляторами для высокочастотного поджига. Все в одном корпусе с источником питания и заводским подключением. Работает надежно, не занимает дополнительное место, удобно для транспортировки.
Например, среди аргоновых сварочных аппаратов такая модель – БАРСВЕЛД Profi TIG-217 DP AC/DC. Варит постоянным и переменным током, подходит для нержавейки, алюминия и черного металла. HF-поджиг содействует простому возбуждению дуги и продлевает срок службы вольфрамового электрода. Габариты корпуса при встроенном осцилляторе составляет 48х20х29 см.
Если нужен аппарат воздушно-плазменной резки с высокочастотным поджигом, обратите внимание на Aurora PRO AIRFORCE 80. Модель режет углеродистую сталь сечением до 30 мм. Оптимальный показатель толщины металла для продолжительной резки – 25 мм. Дистанционный поджиг дуги облегчает начало работы. Другие сварочные аппараты со встроенным HF-поджигом можно посмотреть в каталоге.
Другие сварочные аппараты со встроенным HF-поджигом можно посмотреть в каталоге.
Ответы на вопросы: про осциллятор для сварки
Какой осциллятор лучше – внешний или внутренний?
СкрытьПодробнее
По качеству работы разницы нет. Внутренний осциллятор, встроенный в сварочный аппарат, делает оборудование более компактным и удобным для хранения и транспортировки.
Может ли осциллятор ударить током сварщика?
СкрытьПодробнее
Если все собрано и подключено правильно, то удары током со стороны осциллятора исключены. Порой получить удар напряжением можно, если контакт массы плохой, отпал или сварщик забыл его подключить. При этом перчатки сварщика должны быть влажными (от пота, воды). Тогда высокочастотный импульс пройдет сквозь тело.
Тогда высокочастотный импульс пройдет сквозь тело.
Насколько сильно осциллятор бьет током?
СкрытьПодробнее
Разработчики снабдили устройства высокочастотного поджига защитными функциями, поэтому, когда нет контакта с массой, полный объем напряжения не подается. Если у сварщика мокрые перчатки, ток лишь неприятно щиплет за руку.
Какой по габаритам и весу внешний осциллятор для сварки?
СкрытьПодробнее
Это зависит от характеристик конкретной модели. Например, популярный вариант ОССД-300 имеет размеры 26х24х13 см и весит 4,5 кг. Ввиду этого выгоднее приобретать инверторы TIG со встроенным высокочастотным поджигом, которые будут чуть крупнее внешнего осциллятора.
На что обращать внимание при выборе внешнего осциллятора для сварки?
СкрытьПодробнее
Важен параметр максимального сварочного тока, на который рассчитана вторичная обмотка при последовательной схеме подключения в сварочную цепь. Характеристика должна соответствовать возможностям сварочного трансформатора по выдаваемому току.
Характеристика должна соответствовать возможностям сварочного трансформатора по выдаваемому току.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрЭлектроды вольфрамовые ESAB Tungsten WL-15-175 ⌀ 2,4 мм Gold Plus
693.91 руб
Купить
Электрод с 1,5% лантана имеет наилучшие свойства из всех вольфрамовых электродов. Он подходит как для постоянного, так и для переменного
Быстрый просмотрУстановка воздушно-плазменной резки Аврора PRO AIRFORCE 80 (380 В, компл.)
88 000 руб
Купить
Aurora PRO AIRFORCE 80 предназначен для плазменной резки любых токопроводящих материалов: мягкие стали, нержавеющие стали, оцинкованные стали, алюминий, медь и
Собственный импорт
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Re:Evolution БАРСВЕЛД – это переворот, крутой перелом в истории сварочного оборудования ТМ БАРСВЕЛД! Благодаря наработанному опыту производства и накопленным знаниям
Собственный импорт
Быстрый просмотрЭлектроды вольфрамовые WP -175 ⌀ 2,0 мм (зеленые)
109 руб
Купить
Сварка Al, Mg и их сплавов на переменном токе (AC). Чисто вольфрамовый электрод с содержанием вольфрама не менее 99,5%. Электроды WP
Чисто вольфрамовый электрод с содержанием вольфрама не менее 99,5%. Электроды WP
Собственный импорт
Быстрый просмотрЭлектроды вольфрамовые WL-15 -175 ⌀ 1,6 мм (золотистые)
74 руб
Купить
Универсальные вольфрамовые электроды WL-15 -175, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды WL-15 -175 из
Конструкция высоковольтного сварочного аппарата с накоплением энергии на основе одного чипа PIC
Серия: Успехи инженерных исследований
Авторы
Rongsheng Lv, Rui Yang
Автор-корреспондент
Rongsheng Lv 5 Август.
- DOI
- https://doi.
 org/10.2991/icmeis-15.2015.4Как использовать DOI?
org/10.2991/icmeis-15.2015.4Как использовать DOI? - Ключевые слова
- сварка с накоплением энергии; PIC18F4520 СКМ; технология периферийного интерфейса SCM
- Abstract
-
В этом документе обсуждалась конструкция сварочного аппарата с накоплением энергии, которым управлял PIC18f4520 SCM. Сварочный аппарат с накоплением энергии представляет собой разновидность контактной сварки. Принцип работы контактной сварки заключается в том, что электрод прижимается к порту сварки и подается питание на него. Контактное сопротивление порта сварки между электродом, выделяющим джоулево тепло, может расплавить металл для сварки. Сварочный аппарат с накопленной энергией также называется сварочным аппаратом с накопленной энергией конденсатора, его принцип работы заключается в использовании конденсатора для накопления энергии, когда энергии достаточно для плавления металла, конденсатор разряжается. По сравнению с другими методами сварки, сварочный аппарат с накоплением энергии имеет меньшую мгновенную мощность, сбалансированную нагрузку каждой фазы и высокий коэффициент мощности.
 Сварочный аппарат с накоплением энергии обычно используется для сварки цветных металлов. Поскольку значение зарядного напряжения сварочного аппарата с накоплением энергии контролируется методом триггера сравнения напряжения, точность управления низкая, а стоимость выше. Целью этой конструкции является реконструкция существующей структуры сварочного аппарата с накоплением энергии и использование микроконтроллера PIC18f4520 в качестве системы управления для достижения точного управления.
Сварочный аппарат с накоплением энергии обычно используется для сварки цветных металлов. Поскольку значение зарядного напряжения сварочного аппарата с накоплением энергии контролируется методом триггера сравнения напряжения, точность управления низкая, а стоимость выше. Целью этой конструкции является реконструкция существующей структуры сварочного аппарата с накоплением энергии и использование микроконтроллера PIC18f4520 в качестве системы управления для достижения точного управления. - Copyright
- © 2015, Авторы. Опубликовано Атлантис Пресс.
- Открытый доступ
- Это статья в открытом доступе, распространяемая по лицензии CC BY-NC (http://creativecommons.org/licenses/by-nc/4.0/).
Скачать статью (PDF)
- Название тома
- Труды 3-й Международной конференции по машиностроению и интеллектуальным системам (ICMEIS 2015)
- Серия
- Достижения в инженерных исследованиях
- Дата публикации
- август 2015
- ISBN
- 10.
 2991/ICMEIS-152015.4
2991/ICMEIS-152015.4 - ISSN
- 2352-5401
- DOI
- HTTTP:/5401 . DOI?
- Copyright
- © 2015, Авторы. Опубликовано Атлантис Пресс.
- Открытый доступ
- Это статья в открытом доступе, распространяемая по лицензии CC BY-NC (http://creativecommons.org/licenses/by-nc/4.0/).
Цитировать эту статью
ризенвбиб
TY - КОНФ AU - Ронгшэн ур. AU - Руи Ян КГ - 2015/08 ДА - 2015/08 TI - Конструкция сварочного аппарата высокого напряжения с накоплением энергии на базе одного чипа PIC BT - Материалы 3-й Международной конференции по машиностроению и интеллектуальным системам (ICMEIS 2015) ПБ - Атлантис Пресс СП - 17 ЭП - 20 СН - 2352-5401 УР - https://doi.org/10.2991/icmeis-15.2015.4 ДО - https://doi.org/10.2991/icmeis-15.2015.4 ID - Lv2015/08 Скорая помощь -
загрузить .riscopy в буфер обмена
Китайский производитель сварочного оборудования, сборка сварочного оборудования, оптовая и розничная продажа электронных продуктов Har Поставщик
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуемая колонка
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Тип бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Сварочное оборудование | |
| Количество работников: | 44 | |
| Год основания: | 2009-12-08 | |
| Площадь завода: | 7500 квадратных метров | |
| Среднее время выполнения: |
Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
Anhui Dingju Welding Technology Co.