Как правильно настроить сварочный инвертор для качественной сварки. Какие параметры нужно регулировать. Как подобрать силу тока и электроды. Какие особенности эксплуатации инвертора нужно учитывать.
Основные параметры настройки сварочного инвертора
Правильная настройка сварочного инвертора — ключ к качественному сварному шву. Основные параметры, которые необходимо отрегулировать:
- Сила сварочного тока
- Диаметр и тип электрода
- Полярность подключения
- Дополнительные функции (горячий старт, форсаж дуги и др.)
Рассмотрим подробнее, как настроить каждый из этих параметров для получения оптимального результата сварки.
Как правильно подобрать силу сварочного тока
Сила сварочного тока — ключевой параметр, от которого зависит качество сварного соединения. Как правильно его подобрать?
- Ориентируйтесь на толщину свариваемого металла — чем толще металл, тем больше ток
- Учитывайте диаметр электрода — для каждого диаметра свой диапазон тока
- Смотрите рекомендации производителя электродов
- Делайте пробную сварку и корректируйте ток по результату
Оптимальная сила тока обеспечит хороший провар без прожогов и непроваров. Не бойтесь экспериментировать в процессе работы.
Выбор электродов для сварочного инвертора
От правильного выбора электрода зависит стабильность горения дуги и качество сварного шва. На что обратить внимание при выборе электродов для инвертора?
- Диаметр электрода должен соответствовать толщине металла
- Тип покрытия подбирается под свариваемый металл
- Для инверторов лучше брать электроды с основным и рутиловым покрытием
- Обращайте внимание на допустимые токи для конкретной марки электродов
Помните, что дешевые некачественные электроды могут испортить даже самый хороший инвертор. Не экономьте на расходных материалах.
Настройка полярности сварочного инвертора
Правильная полярность подключения обеспечивает стабильное горение дуги и хороший провар. Какую полярность выбрать?
- Прямая полярность (- на электроде): для сварки тонкого металла, наплавки
- Обратная полярность (+ на электроде): для большинства работ, обеспечивает лучший провар
Многие современные инверторы позволяют менять полярность без переподключения кабелей. Экспериментируйте и подбирайте оптимальный вариант.

Дополнительные функции сварочных инверторов
Современные инверторы часто оснащаются дополнительными функциями для облегчения работы сварщика. Какие из них действительно полезны?
- Hot Start (горячий старт) — облегчает поджиг дуги
- Arc Force (форсаж дуги) — стабилизирует дугу при изменении ее длины
- Anti-Stick (антиприлипание) — предотвращает прилипание электрода
- VRD (снижение напряжения холостого хода) — повышает безопасность
Эти функции особенно полезны для начинающих сварщиков. Они помогают получить более стабильную дугу и качественный шов.
Особенности эксплуатации сварочного инвертора
Чтобы инвертор служил долго и надежно, соблюдайте несколько простых правил эксплуатации:
- Не превышайте продолжительность включения (ПВ) аппарата
- Обеспечьте хорошую вентиляцию во время работы
- Защищайте от пыли, влаги и механических повреждений
- Регулярно проводите техобслуживание
- Храните в сухом отапливаемом помещении
При соблюдении этих несложных правил ваш сварочный инвертор прослужит долгие годы, радуя качественной сваркой.

Техника безопасности при работе со сварочным инвертором
Сварка — потенциально опасный процесс. Какие меры предосторожности нужно соблюдать?
- Используйте средства индивидуальной защиты (маска, перчатки, спецодежда)
- Обеспечьте хорошую вентиляцию рабочего места
- Не работайте на мокрых поверхностях и под дождем
- Держите поблизости огнетушитель
- Не допускайте к работе необученный персонал
Помните, что ваша безопасность — прежде всего. Не пренебрегайте правилами техники безопасности даже при кратковременных работах.
Как выбрать сварочный инвертор для дома и дачи
Выбор сварочного инвертора для домашнего использования может быть непростой задачей. На что обратить внимание?
- Мощность аппарата — для бытовых нужд достаточно 160-200 А
- Продолжительность включения — не менее 60% на рабочем токе
- Наличие дополнительных функций (горячий старт, форсаж дуги)
- Возможность работы от бытовой сети 220В
- Небольшой вес и габариты для удобства транспортировки
Не гонитесь за профессиональными моделями — для домашних работ вполне подойдет недорогой, но качественный бытовой инвертор.
Заключение
Правильная настройка сварочного инвертора — залог качественной сварки. Основные параметры, которые необходимо учитывать:
- Сила сварочного тока
- Диаметр и тип электрода
- Полярность подключения
- Дополнительные функции
Не бойтесь экспериментировать и подбирать оптимальные настройки для каждого конкретного случая. С опытом вы научитесь быстро и точно настраивать инвертор для получения идеального сварного шва.
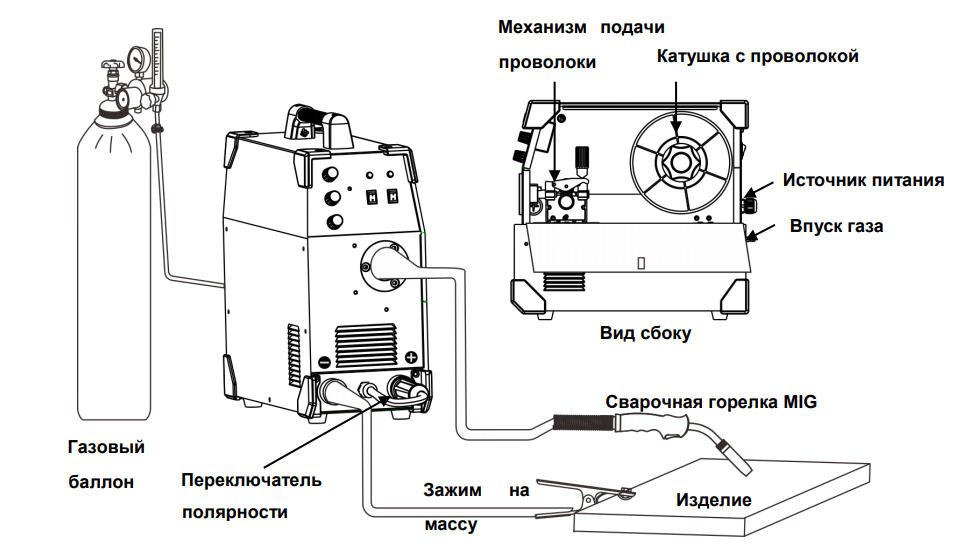
Как настроить сварочный полуавтомат: Параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников
Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.
Взаимосвязь регулировок или отсутствие влияния можно отследить, пользуясь таблицей:
Напряжение
Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.
Скорость подачи проволоки / сила тока
Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN). Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
Неправильно заданная регулировка приведет к следующим последствиям:
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.
Поток защитного газа
В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
-
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
- аргон без примесей – для алюминиевых заготовок;
- наиболее популярная сварочная защитная смесь 80% аргона и 20% углекислоты для конструкционных низкоуглеродистых и низколегированных сталей;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1. Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании
Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки
Под этой регулировкой подразумевают расстояние от места, где заканчивается токопроводящий наконечник горелки полуавтомата, до проволочного кончика. Что касается самого вылета, то рекомендуется следовать таким советам:
- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:
Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?
Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
Как настроить сварочный аппарат полуавтоматической сварки для работы с алюминием? Помните следующее:- Варить нужно на обратной полярности. Это приведет к более эффективному разрушению оксидной пленки.
- Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
как научиться варить начинающим сварщикам, сравнение инвертора и трансформатора для сварки
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки — инверторы.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе, в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше, чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты, чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
- Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
- У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться, при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги, которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов, при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
Настройка сварочного инвертора | Статьи
После подключения и пробной сварки переходим к настройке сварочного инвертора. На удивление, большинство инверторов просто настроить даже человеку без опыта. Главное — правильно выбрать величину сварочного тока под нужный металл.-
Для этого желательно узнать:
- состав свариваемого металла;
- толщину заготовок;
- требования к качеству шва.
Настройка силы тока и выбор электрода
Самый важный и, по сути, единственный параметр, который вы сможете отрегулировать самостоятельно, — сила сварочного тока. Различают минимальное и максимальное значение тока, они задают диапазон, в котором вы можете варить. В обычных бытовых инверторах диапазон составляет от 20 до 200-220 А.
Сила тока выставляется в зависимости от толщины и типа металла. Под толщину металла подбирается диаметр электрода, который служит присадкой. Это стандартная зависимость, точные показатели можно посмотреть в инструкции к инвертору или на упаковке электродов.Приблизительно рассчитать силу тока можно самостоятельно. Слева указана толщина металла, справа — значение тока.
- 1-1,5 мм — 20-50 А;
- 2-3 мм — 25-100 А;
- 4-5 мм — 70-140 А;
- 6-8 мм — 100-190 А;
- 9-10 мм — 140-220 А.
Выберите нужный режим сварки
Опытный сварщик знает — рекомендуемые значения приведены в качестве ориентира. Все проверяется опытным путем в процессе сварки. Например, если металл не расплавляется под действием тока, плавно увеличивайте его значения до нужного состояние, и наоборот, когда сварочная ванна «размокает», следует уменьшить силу тока.
Выбор полярности для сварки инвертором
Не менее важный этап, чем выбор силы тока — выбор полярности для держателя и кабель-массы. Для лучшего провара рекомендуем кабель-держатель подключить к клемме «плюс», а кабель массы соответственно к «минусу». Таким образом, мы настроили инвертор для сварки в режиме обратной полярности. К подключению прямой полярности (обратный порядок подключения) прибегают при сварке специальными электродами стальных листов.
После выставления полярности настройка завершена. Можно включать инвертор и приступать к сварке.
Узнай, как эффективно варить инвертором
особенности, техобслуживание, эксплуатация и хранение
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инвертор
Особенности функционирования
Простота эксплуатации отличает инверторную сварку от трансформаторной. Чтобы начать сварочные работы нужно лишь запитать инвертор от обычной розетки домашней электросети.
Для сглаживания поступающего переменного тока в аппарат встроен фильтр выпрямителя. За преобразование постоянного тока в переменный высокой частоты — отвечают транзисторы. Теперь частота равняется 20-50 кГц.
Это лишь первый этап. Следующая фаза состоит в понижении высокочастотного переменного тока. Показатель величины силы сварочного тока будет составлять порядка 100-200 Ампер.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертора
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Условия использования
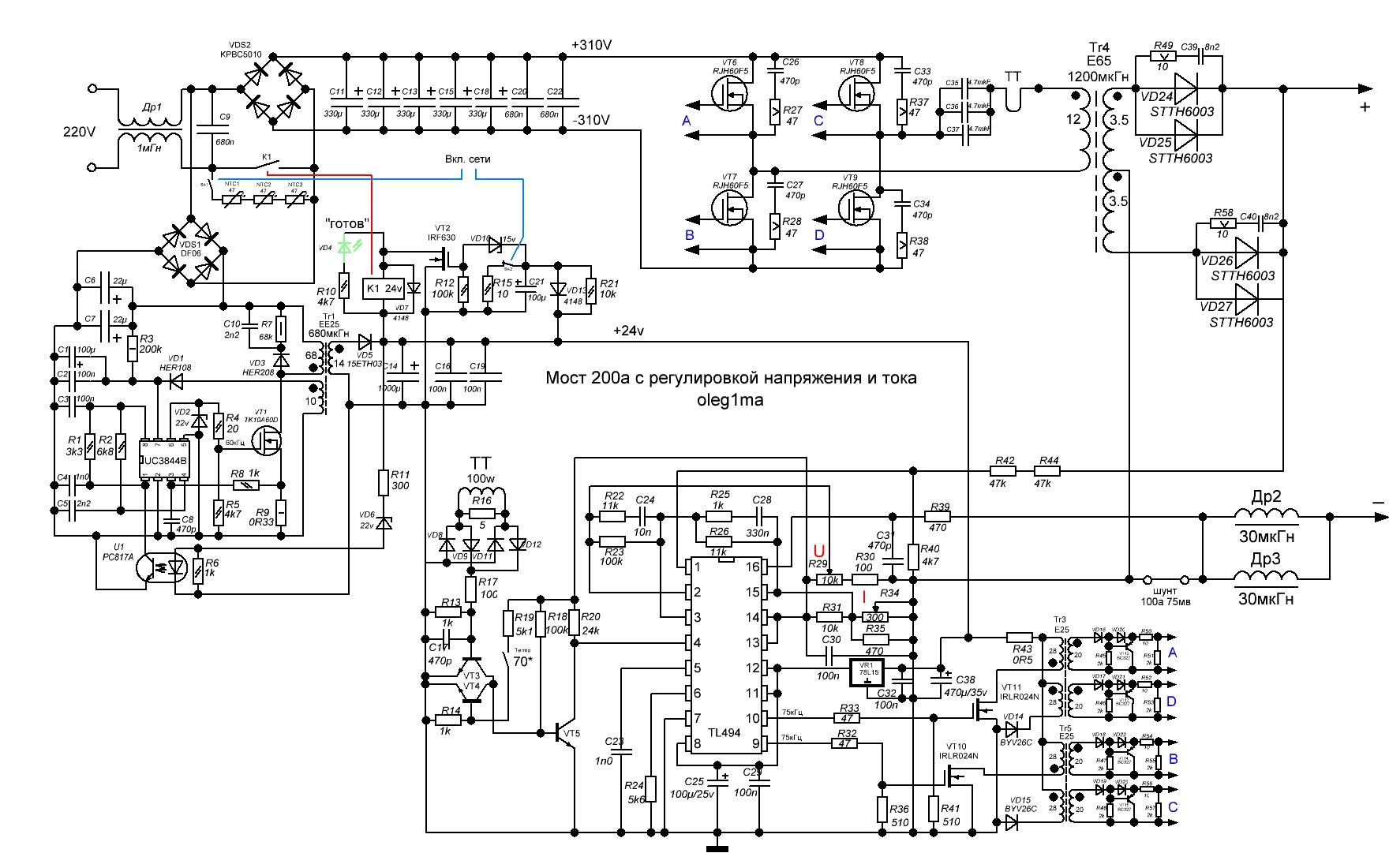
Схема сварочного инвертора довольно простая, она повторно-прерывистая, при краткосрочном воздействии достигается максимальный результат. Конструкция оборудования обеспечивает необходимый уровень безопасности, устройство отлично работает при подключении к обычной электрической сети, но применять надо только вилки «евростандарт», имеющие заземление.
Схема устройства сварочного инвертора.
Длительность нагрузки при работе равна 5 минутам, но чаще всего используется так называемый 3-минутный цикл, равный 60% нагрузки на оборудование. Такой режим лучше всего не нарушать, так как может нагреться корпус, а это приведет к выходу из строя всего оборудования.
Перед тем как начинать сварочные работы, необходимо приготовить не только оборудование, но и средства защиты. Для сварщика понадобятся:
- Специальная маска сварщика, включающая шлем и защитное стекло для глаз.
- Перчатки из плотной ткани, которая не возгорается при попадании искр и капель металла.
- Роба, выполненная из той же ткани, что и перчатки.
Проводить работы следует на поверхности, выполненной из невозгорающихся материалов, например, на металлической столешнице.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
Сварочные кабели
На нашем сайте Вы можете ознакомиться с самыми популярными проектами домов, для отделки которых использовался искусственный камень – от строительных компаний, представленных на выставке домов «Малоэтажная Страна».
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Стрелочками на схеме указано направление движения электронов
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
На нашем сайте Вы можете найти контакты строительных компаний, которые предлагают услуги по работам с электросетями и соответствующее оборудование. Напрямую пообщаться с представителями можно посетив выставку домов «Малоэтажная Страна».
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Схематичное изображение процесса электродуговой сварки
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Типы поломок
В ходе работ у вашего сварочного аппарата могут возникнуть неисправности. Они возникают по самым разным причинам: начиная от банального износа деталей, заканчивая неправильными условиями эксплуатации или браком при производстве аппарата. Ниже вы можете видеть список типичных неисправностей инвертора и методов их устранения.
Видео описание
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Влияние угла наклона электрода на форму сварной ванны
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Варианты движений кончика электрода во время сварки
Это может быть интересно! В статье по следующей ссылке читайте всё про показания счётчика за электроэнергию.
Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Как контролировать дуговой промежуток?
Схема контроля дугового промежутка.
В процессе использования сварочного инвертора вам придется столкнуться с таким явлением, как дуговой промежуток.
Под ним нужно понимать зазор, образующийся в процессе сварки между металлической поверхностью и электродом сварочного инвертора. Важно поддерживать данный промежуток на одном значении.
Если зазор будет небольшим, то вы получите выпуклый шов с участками несплавления по бокам. К такому явлению приводит то, что металл не успевает достаточно прогреться. Если же зазор будет слишком большим, дуга начнет скакать. Это вызовет неровность укладки наплавляемого металла.
Поддерживая зазор на постоянной и подходящей величине, вы сформируете нормальный шов с качественным проваром. Обеспечивать высокое качество сварки можно, лишь научившись контролировать длину дуги.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Это может быть интересно! В статье по следующей ссылке читайте про электрический котёл для отопления частного дома 150 м².
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
Как правильно настроить сварочный полуавтомат? | Часто задаваемые вопросы
Полуавтоматами пользуются, как правило, уже опытные сварщики. Полуавтоматическая сварка имеет намного больше возможностей, чем ручная электродуговая сварка. Большое значение при работе такими аппаратами имеют его настройки.
Подготовка к настройке
Прежде чем приступить к настройке полуавтомата, необходимо узнать толщину и химический состав свариваемых деталей; пространственное положение шва и толщину сварочной проволоки. По этим данным из специальных таблиц выбираются значения величины тока сварки или определяется скорость подачи присадочной проволоки, а также подбирается сварочное напряжение. По результатам пробной сварки проводят корректировку этих величин.
Предварительно устанавливается расход защитного газа. Это не представляет трудности, так как на газовом баллоне имеется редуктор, градуированный в литрах. Исходя из своего опыта и толщины металла, сварщики устанавливают расход газа в количестве 6 – 16 литров.
Настройка полуавтомата
Различные модели аппаратов настраиваются по-разному. Мы познакомим вас с наиболее распространенными способами настройки. На панели полуавтомата обычно располагаются регуляторы с надписями «Сварочный ток» и «Напряжение», которым регулируется параметры сварочного процесса тока. Какие величины параметров выбирать, описано в инструкции по эксплуатации для каждого конкретного случая сварки.
Чаще попадаются модели, в которых есть регулятор «Скорость подачи проволоки/Сила тока». Снова начинаем установку с рекомендованного значения. В дальнейшем производим корректировку по результатам сварки. Для опытного сварщика не представляет сложности подкорректировать этот показатель по внешнему виду шва. В дорогих моделях сварочных инверторов встречаются синергетические настройки и дополнительные регуляторы точной подстройки параметров дуги.
Все чаще встречается очень популярная функция настройки дуги «Индуктивность». Эта функция позволяет управлять характеристиками электрической дуги путем изменения инертности выходного контура сварочного аппарата. Использование этой функции значительно повышает качество и надежность сварного соединения, может применяться для снижения разбрызгивания электродного металла и увеличения стабильности сварочной дуги.
Рекомендации по использованию сварочного оборудования
Подготовка к работе
Перед началом работы необходимо правильно оборудовать место, где будут производиться сварочные работы (сварочный пост). Уберите посторонние предметы, особенно легковоспламеняемые. Проверьте, чтобы на посту был огнетушитель. Свариваемые детали и сварочный аппарат разместите на устойчивой поверхности. Участок должен хорошо проветриваться, на него не должны попадать атмосферные осадки, вода, пыль. Убедитесь, что вам достаточно пространства для проведения сварочных работ.
Средства защиты
Внимательно отнеситесь к выбору средств защиты перед началом работы со сварочным аппаратом.
Необходимым элементом защитной экипировки является маска сварщика. Она предназначена для того, чтобы защищать органы зрения от поражения сварочной дугой. Существует множество разновидностей сварочных масок. Они могут различаться по форме, быть с автозатемнением и без, с креплением на голове и для удерживания в руках. Главное — маска должна быть легкой и удобной. Комфортнее производить сварочные работы в маске, крепящейся на голове, т.к. обе руки будут свободны. У подобных масок имеется регулировка под размер и форму головы. Большой популярностью пользуются маски с автоматически затемняющимся светофильтром. В этой маске, непосредственно перед началом зажигания дуги вы видите точку начала сварочного шва. При зажигании дуги фильтр автоматически затемняется. После затухания дуги светофильтр маски становится прозрачным, что позволяет посмотреть на сварочный шов и детали, оценить состояние электрода и горелки и снова начать процесс сварки, не снимая маску. Также такие маски удобны для выполнения зачистки свариваемых поверхностей, так как светофильтр в режиме зачистки не затемняется, видимость сохраняется, а очищаемые частицы не попадают в лицо. Маски с автоматическим затемнением имеют регулировки по скорости затемнения, степени затемнения, времени выключения фильтра. Автоматические светофильтры имеют встроенные элементы питания (батарейки), которые имеют свой ресурс. Существуют светофильтры со сменными элементами питания и несменными. При выборе маски обратите на это внимание. Со сменными элементами питания маска стоит немного дороже, но впоследствии, вам нужно будет менять только элементы питания, а не весь светофильтр, который стоит от 50% , а иногда и выше стоимости всей маски.
Следующий элемент защиты – специальная одежда сварщика. Для защиты рук обычно используются краги, которые изготавливают из плотной кожи. Они защищают от поражения электрическим током, ожогов и брызг расплавленного металла. Одежда и обувь сварщика также должны быть выполнены из плотного материала, способного выдерживать попадание брызг расплавленного металла. Обувь подбирайте на толстой подошве, не пропускающей влагу и электричество.
Сварочный инвертор
Проверьте сварочный инвертор на предмет повреждений, он должен быть исправен и правильно заземлен. Такие же требования предъявляются к проводам, разъемам и держателям. Все они должны быть хорошо закреплены, иметь надежные контакты. Характеристики и настройки аппарата должны соответствовать подключаемой сети питания – это обеспечит хорошее качество сварочных швов и надежную работу инвертора. Вырабатываемый сварочный ток должен соответствовать требованиям по характеристикам, параметрам сварки (ММА, MIG, TIG) необходимым для сварки металлов разной толщины, состава сплава, пространственного положения заготовки. В таблице ниже приведены ориентировочные данные настроек сварочных инверторов.
Сварочные материалы
Сварочные материалы: электроды, проволока, присадочные прутки (ММА, MIG/MAG) должны быть по составу близки к свариваемым деталям. Их диаметры и скорость подачи — соответствовать толщине заготовки и настройкам сварочного аппарата. В противном случае вы получите недостаточно проваренное соединение, которое лопнет по нагрузкой или можете прожечь свариваемый металл. Поверхность вокруг сварочного шва, а также электроды, сварочная проволока и присадочные прутки не должны иметь следов ржавчины, краски, масляных пятен и других загрязнений. При сварке плавящимися покрытыми электродами и порошковой проволокой необходимо убедиться, что они не влажные. В противном случае сварочный шов не получится. Также необходимо учитывать полярность при подключении клемм, держателей электродов и горелок. Существует прямая и обратная полярность подключения. Прямая полярность, когда клемма массы подключена к разъему инвертора «+», а горелка (держатель) к клемме «-». Обратная полярность наоборот, горелка (держатель) электрода к «+», а масса к «-» аппарата. Чаще используется сварка на обратной полярности за исключением сварки порошковой проволокой без защитного газа и некоторых видов покрытых плавящихся электродов. Обычно эту информацию указывают на упаковке электродов или проволоки.
При сварке TIG сплавы стали, меди, бронзы, титана варят на прямой полярности (горелка подключается к «-», провод массы к «+»). Сплавы из алюминия, магния и латуни варят на переменном токе. Обратная полярность используется редко (горелка к «+», масса к «-»), как правило, для сварки очень тонких сплавов алюминия и магния.
ТЕХНОЛОГИИ ОБМАНА: СВАРОЧНЫЕ АППАРАТЫ MMA
Статья бренд-менеджера ТМ BestWeld Шкляревского Ю.
ТЕХНОЛОГИИ ОБМАНА: СВАРОЧНЫЕ АППАРАТЫ MMA
Сварка штучным электродом на просторах бывшего СССР имеет традиционное отечественное название — Ручная Дуговая Сварка, или сокращенно РДС. В западном мире и среди соотечественников, приступивших к освоению этой технологии не так давно, распространено англоязычное название MMA (от Manual Metal Arc – в буквальном переводе «ручная дуговая сварка металлов»). Речь идет абсолютно об одном и том же процессе.
Китайская промышленная революция сделала сварочное оборудование доступным для сотен миллионов людей с точки зрения цены. А применение инверторных технологий резко снизило уровень требований к уровню подготовки сварщика и к мощности источника электропитания. В итоге со второй половины нулевых годов мировой рынок инструмента потряс настоящий бум сварочного оборудования. В первую очередь, MMA: не менее 9 из 10 аппаратов, приобретаемых в розницу в нашей стране, относятся именно к ручной дуговой сварке штучным электродом. Сегодня сварочный аппарат еще не сравнялся по распространенности с молотком или дрелью, но уже точно превзошел некоторые виды электроинструмента и другого традиционного оборудования для строительства и ремонта. Тем не менее, разбираться в этом непростом оборудовании потребители лучше не стали. Чем беззастенчиво пользуются недобросовестные розничные торговцы и даже отдельные производители и импортеры.
НЕОДИНАКОВЫЙ ОДИНАКОВЫЙ СВАРОЧНЫЙ ТОК: ОДИН ВАРИТ, ДРУГОЙ НЕТ
Одной из немногих характеристик сварочного аппарата, в которых потребители разбираются хорошо (или думают, что разбираются), является диапазон сварочного тока. Причем главной является именно верхняя граница диапазона. Даже не искушенному в электрических процессах человеку понятно, что чем больше сила тока, выдаваемая аппаратом, тем лучше. По крайней мере, тем легче будет идти сварочный процесс.
Зерно разумного в таком предположении есть, но в целом оно ошибочно. Любой продавец в магазине сварочного оборудования пояснит, что чем выше сила максимального тока, тем больше диаметр электрода, который можно использовать с данным аппаратом. Подбор типа и диаметра электрода зависит от многих параметров, но непрофессиональным сварщикам обычно рекомендуют электроды АНО-21 или МР-3 из расчета диаметра «1 к 1»: чтобы диаметр электрода приблизительно был равен толщине свариваемого металла. Отсюда и выбор аппарата по току: ориентировочно 40-50А сварочного тока на 1 мм диаметра электрода. Еще раз, обе эти «методики» расчета – и диаметра электрода, и тока, требуемого для работы им — очень неточные. Зато просты и доступны для человека с ограниченным опытом или вообще без него. Именно ими, а не справочными таблицами, пользуется большинство обученных продавцов в профильных магазинах.
И вот покупатель определился с решением: будет варить электродом до 4,0 мм включительно. Значит, аппарат нужен, чтобы выдавал 160-200А сварочного тока. В магазин пришли 2 соседа по дачам. Один берет «по-минимуму» — аппарат на 160А. Второй с запасом – на 200А. Благо, разница в цене незначительна. Производитель первого заявляет, что аппарат справится с электродом до 4,0 мм, второго – до 5,0 мм.
Оба покупателя остаются довольными до того момента, пока решают попробовать свои аппараты в деле на электродах 4,0 мм. И вот тут вдруг обнаруживается удивительный сюрприз: поочередно подключаемые к одному и тому же источнику питания, аппарат с пределом в 160А 4,0-мм электрод «тянет». А аппарат с заявленным пределом в 200А 4,0-мм электрод поджигает, но дугу вести не дает – сразу обрывает. Про 5,0-мм электрод и говорить нечего. Расстроенный покупатель идет в сервисный центр, где его аппарат ставят на стенд и наглядно демонстрируют, что тот выдает даже больше заявленных 200А. Может, все 250А. Так что к аппарату претензий быть не может, и проблемы нужно искать где-то еще: в источнике электропитания, используемых электродах или вообще в том месте, откуда руки растут. Как же такое возможно???
Точно так же, как при игре в наперстки или обмене валюты с рук. Хотя иногда у поставщика оборудования нет заведомого умысла обмануть покупателя. Возможно, выдача менее мощного оборудования за более мощное происходит вследствие элементарной безграмотности. Но нередко, если верить менеджерам китайских заводов, это прямое указание российских (а также украинских, азиатских, ближневосточных, африканских и многих других) импортеров.
Оптимальный режим работы при сварке штучным электродом подразумевает ведение электрода на расстоянии от поверхности свариваемого металла, приблизительно равном диаметру электрода. (Точно выдерживать это расстояние, конечно, невозможно, но с опытом получается неплохо). Для поддержания дуги, т.е. перетекания электрического тока, требуется электрическое напряжение. И не какое-нибудь, а строго определенное. Рабочее сварочное напряжение регламентируется отечественными и международными стандартами. Оно должно составлять:
Uсв=20+0,04*Iсв,
где Iсв – сварочный ток.
Несложно подсчитать, что для тока 160А сварочное напряжение должно составлять 26,4В, а для тока 200А – 28В. Практически на любом сварочном аппарате ММА можно обнаружить табличку, обычно отпечатанную прямо на корпусе, где обязательно указаны эти два показателя – сварочного тока (I2) и сварочного напряжения (U2). Увы, не факт, что они отражают действительные возможности аппарата. Также как данные в техническом паспорте, на упаковке, ценнике, в описании в Интернете и т.д.
Именно тот максимальный ток, для которого сварочный аппарат способен обеспечить предписываемое стандартом сварочное напряжение, и является его фактическим максимальным током. Иначе этот показатель называют максимальным номинальным током сварочного аппарата, или просто номинальным током аппарата. Так что, если ваш аппарат «не тянет» электрод, проверить нужно не только выдаваемый им сварочный ток, но и выдаваемое при этом сварочное напряжение.
Если последнее недотягивает до положенного по стандарту уровня пару вольт, аппарат расчетным электродом варить будет. Электрод придется вести ближе к свариваемому металлу, т.е. поддерживать более короткую дугу. Это неудобно и чревато непроизвольным «чирканьем». Но все-таки для опытного сварщика не смертельно – шов положить получится, хотя и не без мучений. При сварочном напряжении ниже 20 Вольт вести 3-4 мм электродом дугу не удастся в принципе. Она будет разрываться при попытке минимально приподнять электрод над поверхностью металла.
«Зачем же так делать аппараты?» — наивный вопрос. Чтобы сэкономить на комплектующих. Чаще всего с умыслом привлечь покупателя, выдавая менее мощный аппарат за более мощный. Ведь величина номинального тока сварочного аппарата всецело зависит от источника питания и его собственной мощности. А собственная мощность определяется мощностью основных компонентов самого аппарата: высокочастотного трансформатора, конденсаторов, транзисторов, реле. Естественно, чем мощнее компонент, тем дороже.
Если мощности источника питания недостаточно для обеспечения выходной мощности аппарата (произведение сварочного тока на сварочное напряжение), то, конечно, даже самая добросовестная комплектация аппарата ситуацию не спасет. Однако если в аппарат вставлены компоненты, не способные обеспечить заявленную мощность на выходе, то тут уж возможности источника питания ни при чем. Хоть к гидроэлектростанции подключай, а повысить мощность на выходе не удастся. Но… можно изменить параметры схемы аппарата так, чтобы при достижении предела выходной мощности аппарата ток еще можно было бы увеличить. За счет чего? За счет дальнейшего снижения сварочного напряжения, естественно. По стандарту положено: 160А*26,4В=4,24кВт. А можно эту же мощность разложить по-другому: 200A*21,2В=4,24кВт. Вот и получится, что в первом случае аппарат на 160А – это действительно аппарат на 160А. Он и электрод 4,0 мм будет плавить нормально. Во втором случае аппарат на 200А в действительности рассчитан на меньший номинальный сварочный ток. На какой именно, можно выяснить экспериментальным путем, одновременно замеряя сварочный ток и сварочное напряжение.
НЕОДИНАКОВЫЙ ОДИНАКОВЫЙ СВАРОЧНЫЙ ТОК-2, ИЛИ ВОЛЬТ-АМПЕРНАЯ ХАРАКТЕРИСТИКА (ВАХ)
Сложновато? Если нет, то об этом же еще более сложно, зато наглядно. Я имею ввиду вольт-амперные характеристики аппаратов, а если точнее, параметров выдаваемой ими сварочной дуги (это не одно и тоже, но для простоты понимания будем считать, что одно).
Режим обеспечения аппаратом сварочного тока и соответствующего сварочного напряжения обеспечивается только в определенном диапазоне выдаваемого сварочного тока. Этот диапазон называется рабочим диапазоном сварочного тока аппарата – на рис. соответствует отрезку «B». В пределах этого диапазона сварочное напряжение с изменением сварочного тока изменяется незначительно – по упомянутой выше формуле 20+0,04*Iсв. Получается, что разница между сварочными токами 160А и 200А составляет 40 ампер. В то же время разница между сварочными напряжениями, соответствующими этим токам, — всего 1,6 вольта.
А что лежит в диапазоне ниже минимальной и выше максимальной границ сварочного тока?
На токах ниже минимальной границы рабочего диапазона (отрезок «A» на диаграммах ВАХ выше) сварочное напряжение значительно превышает требуемое стандартом. Однако этот участок соответствует очень важному этапу сварочного процесса – поджигу сварочной дуги. Чем выше напряжение до момента возникновения дуги, тем легче ее поджиг. (Ниже вопрос уровня напряжения холостого хода разъясню подробнее). С поджигом дуги напряжение снижается до рабочего.
Гораздо интереснее поведение сварочной дуги различных аппаратов за пределами верхней границы диапазона рабочих токов (на диаграмме выше отрезок «С»). Потому как ведут себя разные аппараты по-разному. Одни аппараты за пределами верхней границы рабочего диапазона удерживают сварочный ток на уровне, близком к уровню верхней границы. О таких аппаратах говорят, что вольт-амперная характеристика у них крутопадающая, или «штыковая» (левая диаграмма). У других аппаратов по достижении предела рабочего диапазона ток продолжает расти, но сварочное напряжение падает. Чем выше ток, тем ниже сварочное напряжение. О таких аппаратах говорят, что вольт-амперная характеристика у них полого падающая (правая диаграмма).
Падающий отрезок ВАХ начинается с номинального тока аппарата. Эта точка на диаграмме соответствует достижению максимума мощности аппарата. Дальнейшее увеличение сварочного тока может достигаться только за счет одновременного снижения сварочного напряжения. Кульминацией роста тока аппарата является момент «втыкания» электрода в свариваемый металл. Т.е. короткое замыкание электрода на свариваемый метал. При прямом контакте сопротивление минимально, и ток достигает максимума.
Получается, что аппараты со «штыковой» ВАХ имеют максимальный сварочный ток, близкий к току короткого замыкания. При «втыкании» электрода в листовой металл такой аппарат его не прожжет, если только ток подобран правильно. Аппараты с полого падающей ВАХ имеют «значительный запас по току», т.е. способны выдавать ток, существенно превышающий номинальный. При этом уровень напряжения, естественно, обратно пропорционален току. Такие аппараты при «втыкании» электрода в листовой металл вполне прожечь его могут, даже если ток сварки был подобран правильно, — ведь при «втыкании» сила тока резко возрастет. Все зависит, конечно, от толщины металла и величины тока на режимах, близких к короткому замыканию.
Если посмотреть на проблему с мошенничеством на мощности аппаратов с точки зрения вольт-амперных характеристик, получается, что недобросовестные (реже неграмотные) производители и импортеры конструируют аппараты с полого падающей характеристикой, выдавая их нерабочий диапазон токов за рабочий. Т.е. выдавая менее мощные аппараты, рассчитанные на меньшие номинальные сварочные токи, но с полого падающей характеристикой, за более мощные аппараты, рассчитанные на большие сварочные токи.
На приводимом выше изображении двух ВАХ, схематически выполненном автором в «детском» редакторе Paint Brush без претензий на какую-либо точность, тем не менее, видно, что штыковая ВАХ слева принадлежит более мощному аппарату, чем полого падающая ВАХ справа. Номинальный сварочный ток у аппарата с ВАХ, приведенной слева, выше. Но ток короткого замыкания у полого падающей ВАХ справа значительно выше. Такая картина соответствует описанному в начале примеру, когда аппарат на 160А способен варить электродом 4,0 мм, а аппарат «на 200А» нет.
ФОКУС-ПОКУС: «АВТОМАТИЧЕСКАЯ» ФУНКЦИЯ ФОРСИРОВАНИЯ ДУГИ ARC-FORCE
Применение электроники позволяет делать оборудование «умным». Инженеры научили сварочные инверторы предугадывать некоторые типовые проблемы сварщика в процессе работы и помогать, компенсируя ошибки человека. Так аппараты, оборудованные функцией Arc Force, отслеживают увеличение длины дуги и на непродолжительное время (доли секунды) форсируют (т.е. увеличивают) подаваемый ток. Если рука просто дернулась, а не специально отводится с целью прерывания шва, такая помощь аппарата удержит дугу, позволив быстро вернуть руку в правильное положение и продолжить шов. Если же рука в отведенное время не вернулась в нормальное положение, это с высокой вероятностью указывает на то, что сварщик отвел руку не случайно. Ток отключается. Очень полезная функция, настоящее достижение научно-технического прогресса! Это понимают практически все производители и импортеры. Поэтому практически все рекламируют данную функцию на своих инверторных аппаратах. В том числе те, на чьих аппаратах ее нет. А таких большинство.
Признаком наличия функции форсирования дуги Arc-Force на аппарате является ручка, регулирующая силу набрасываемого при срабатывании Arc-Force тока. Если же на панели управления в гордом одиночестве красуется лишь ручка регулировки силы тока, с высокой вероятностью никакой функции форсирования дуги в аппарате не предусмотрено. Зато аппарат имеет пологую ВАХ, обеспечивающую при укороченной дуге ток заметно выше номинального. Т.е. на стенде он может продемонстрировать «дополнительный» ток сверх заявленного номинального. Но удержать дугу этот ток никак не поможет. Еще раз см. случай выше с аппаратом на 200А.
Кстати, помните, что даже аппараты с действительно присутствующей функцией Arc Force не способны форсировать сварочный ток, если Вы и так работаете на его пределе. На языке действий это означает, что если ваш аппарат рассчитан на номинальный ток 160А, а в режиме срабатывания Arc Force набрасывает до 20А, при срабатывании функции в режиме 120А, аппарат форсирует ток до 140А. Но в режиме работы на предельном токе 160А набрасывать ему уже нечего – в таком режиме вся мощность аппарата уже задействована. Поэтому, если продавец Вас уверяет, что «это аппарат на 160А, но с включенным режимом форсажа – все 180», это очень маловероятно. Зачем производителю оставлять не реализованной мощность аппарата «про запас» для функции Arc Force? Непозволительная роскошь – ведь эту мощность можно задействовать не для краткосрочных набрасываний тока, а постоянного использования. Т.е. для увеличения верхней границы диапазона рабочего тока.
НЕ ДРЕВНИЕ, НО МИФЫ: ОБ ЭНЕРГЕТИЧЕСКОЙ ЭФФЕКТИВНОСТИ
Важный вывод из изложенного выше: при одной и той же силе сварочного тока уровень сопутствующего ему сварочного напряжения у всех сварочных аппаратов должен быть одинаковым. Он определяется отечественными государственными и международными стандартами, которые, кстати, полностью совпадают. Соответственно, мощность на выходе всех сварочных аппаратов при одинаковом сварочном токе тоже должна быть одинакова:
Pвых=Iсвар*Uсвар,
Где Pвых – мощность на выходе аппарата, Iсвар – выдаваемый аппаратом сварочный ток, Uсвар – сварочное напряжение, соответствующее сварочному току по ГОСТ (=20+0,04*Iсвар). Например, выходная мощность при сварочном токе 160А у любого аппарата должна быть:
Pвых=160А*(20+0,04*160)=4,24кВт
Ну это на выходе – понятно, у всех должно быть одинаково. А на входе? Это же важный вопрос: какова должна быть мощность электрического источника, чтобы к нему можно было подключить сварочник? Полная потребляемая от источника мощность сварочных аппаратов конечно, может отличаться. Но чтобы понять, в каких пределах и насколько, предлагаю разобраться, от чего она зависит.
Мощность на выходе сварочного аппарата – это только часть мощности, поступающей на него из розетки или от генератора. В процессе работы электрические компоненты греются и отдают тепло в окружающую среду. Отношение мощности на выходе к непосредственно потребленной мощности на входе называется коэффициентом полезного действия, или сокращенно КПД. Для современных инверторных аппаратов этот показатель обычно лежит в пределах от 80% до 90%. Для расчетов можно брать 85%.
Итого, инверторный сварочный аппарат с номинальным током 160А с КПД 85% потребляет активную мощность, равную:
Pакт=Pвых/КПД
Пример расчета потребляемой активной мощности аппарата для сварочного тока 160А:
Pактив=160А*(20+0,04*160)/0,85=4,97кВт
Но это еще не все. Сварочный аппарат относится к типу приборов, преобразующих в выходную мощность и потери на КПД не всю электроэнергию, потребляемую от источника. Часть этой энергии он возвращает в сеть, не потребив. Возвращенная часть мощности называется реактивной мощностью. Специфика данной статьи не позволяет подробно разложить графики синусоиды тока и напряжения переменного тока, проходящего через сварочный аппарат, и продемонстрировать, откуда берется реактивная составляющая мощности, что такое «сдвиг по фазе» (он же «коэффициент мощности») и как его рассчитать. Вам придется поверить мне на слово, что чтобы получить полную мощность источника питания, требуемую для аппарата, активную мощность придется разделить на тот самый коэффициент мощности, иначе называемый «косинус фи» или еще «косинус угла сдвига по фазе». Опять-таки, Вам придется поверить мне на слово, что для большинства «приличных» современных сварочных инверторов он лежит в пределах 0,8-0,9. Для удобства я беру ту же усредненную цифру, что и для КПД – 0,85. Итого:
Pполн=Pактив/Кмощности
Пример расчета потребляемой полной мощности аппарата для сварочного тока 160А:
Pполн=(160А*(20+0,04*160)/0,85)/0,85=5,85кВА
Обратите внимание, что полная мощность измеряется в Вольт-Амперах (ВА), а не в Ваттах (Вт). Для приборов, преобразующих 100% потребляемой электроэнергии в тепло, показатели в ВА и Вт будут равны. Но не для сварочного аппарата. Рекомендую Вам пользоваться упрощенной формулой, выведенной выше:
Pполн= Iсвар*Uсвар /0,85/0,85
Зачем пользоваться? Чтобы сразу определить, не вводит ли Вас продавец или производитель в заблуждение. Да и Вам полезно знать, выдержит ли ваш источник электроэнергии подключение сварочного аппарата.
Например, продавец нахваливает Вам аппарат на 160А номинального тока, заявляя, что у него суперэффективное энергопотребление и что с его помощью Вы сможете варить электродом 3,2 мм от обычной бытовой 16-амперной розетки, которая, кстати, рассчитана не более чем на 3,5кВА (16А*220В=3,52кВА).
Какой ток потребуется для ведения работ электродом 3,2 мм? Ну даже из расчета 40А на 1 мм диаметра:
Iсвар=40Ах3,2мм=128А
Какое сварочное напряжение должен обеспечивать аппарат при токе 128А?
Uсвар=20+0,04*128А=25,12В
Теперь осталось подставить полученные значения сварочного тока и соответствующего ему сварочного напряжения в формулу полной мощности:
Pполн= Iсвар*Uсвар /0,85/0,85
Pполн= 128А*25,12В/0,85/0,85=4450ВА=4,45кВа
Продавец вводит в заблуждение. Даже если предлагаемый аппарат и потянет электрод 3,2 мм током 128А, ему нужен для этого источник минимум 4,45кВА. Подключение к розетке 16А в случае продолжительной работы может вызвать перегрев самой розетки или проводки. Хотя, скорее всего, выбьет пробки.
С минимальным уровнем энергопотребления понятно. А можно ли рассчитать максимальный уровень мощности источника, который может потребоваться аппарату?
Увы, нет. Все приведенные выше формулы позволяют произвести расчеты для оптимального режима сварки, при котором длина дуги приблизительно равна диаметру электрода. Формулы для расчета сварочного напряжения в зависимости от длины дуги тоже существуют. Но вот предсказать поведение аппарата при растягивании дуги только на взгляд нельзя.
На большинстве современных сварочных инверторов растянуть дугу сильно длиннее диаметра электрода не удастся. Компоненты аппарата рассчитаны по мощности впритык.
Хороший аппарат (почти всегда со штыковой вольт-амперной характеристикой) иногда небольшой запас по мощности имеет. При растягивании дуги потребляемая мощность такого аппарата начинает расти. Чтобы не перегружать источник питания, такие аппараты оборудованы функцией ограничения потребляемой мощности. Как только входной ток превышает определенный уровень, срабатывает схема ограничения, и сварочный ток на выходе сбрасывается.
Редко, но попадаются представители китайской промышленности, обладающие значительным запасом по мощности и не оборудованные ограничителем мощности. В частности, автор испытывал аппарат на номинальный ток 200А, который удерживал растягиваемую сварочную дугу вплоть до потребляемой мощности 13кВА (вместо расчетных 7,75кВА). Поэтому при работе от генератора или других источников, где перегрузка может вызвать повреждение источника или другие нежелательные последствия, аппарат сначала нужно проверить на способность ограничивать потребляемую мощность. На веру не стоит воспринимать ни подозрительно низкие показатели энергопотребления, ни даже вполне высокие.
ХОРОШО, ЧТО «..ВАРИТ ОТ 100В!». НО НАСКОЛЬКО ХОРОШО?
Занижение нижнего порога напряжения источника питания распространено не столь широко, как завышение номинального тока. Этот параметр очевиден для любого потребителя, и его легко проверить. Скорее, имеет место умолчание второй части правды: какой номинальный ток аппарат выдает при пониженном входном напряжении.
Проблема пониженного напряжения, к сожалению, в нашей огромной стране распространена очень широко – производственные и распределительные мощности не успевают за ростом энергопотребления, особенно индивидуального. Первый признак перегрузки – напряжение пониженного уровня: если с источника электропитания отбирать больше зарядов, чем он способен воспроизводить, плотность зарядов на источнике снижается, напряжение падает.
При уровне входного напряжения ниже расчетного, снижается потребляемая, а с ней и выходная мощность сварочного аппарата. Соответственно, существенно снижается его номинальный ток.
Существует 2 принципиальных пути инженерного решения проблемы пониженного напряжения источника питания. Первый: изменение схемы и параметров штатных компонентов аппарата. В первую очередь, коэффициента трансформации высокочастотного трансформатора.
Второй способ – добавление блока корректировки входного питания. Наибольшее распространение получила установка т.н. блоков PFC (Power Factor Correction – в буквальном переводе «корректировки фактора мощности»).
Оба способа требуют дополнительных затрат, особенно установка на входе блока PFC, стоимость которого может составлять более половины сварочного инвертора на 160 ампер без такого блока. Поэтому на аппаратах с номинальным током менее 160 ампер блоки PFC устанавливаются редко. Зато использование блоков корректировки входного питания позволяет работать от более низкого напряжения, чем обычно позволяет добиться изменение параметров штатных узлов.
Если Вы приобретаете аппарат, который планируете эксплуатировать в условиях заведомо пониженного напряжения, недостаточно сравнить уровень ожидаемого напряжения питания с заявленным минимальным порогом напряжения питания аппарата. Нужно разобраться, какой ток будет при вашем входном напряжении выдавать аппарат. Иначе может получиться, что аппарат от обещанного пониженного уровня работает, вот только сварочный ток выдает бесполезно малый.
ПВ, ОН ЖЕ ПН ИЛИ РАБОЧИЙ ЦИКЛ – ВСЕ СОГЛАСНО СТАНДАРТОВ. РАЗНЫХ СТАНДАРТОВ.
Сварочный аппарат работает с очень высокими токами, вызывающими нагрев силовых элементов. Поэтому одна из главных задач разработчиков сварочного аппарата – обеспечение эффективного охлаждения. Силовые транзисторы размещаются на объемных алюминиевых «постаментах» — радиаторах, имеющих ребристую поверхность, обеспечивающую максимально возможную площадь отдачи тепла. Мощный вентилятор (иногда 2 или 3 шт) обеспечивает непрерывный обдув с целью охлаждения, Несмотря на это, практически в любом аппарате при работе на токах выше определенного происходит перегрев, срабатывает термическая защита и аппарат на время отключается. Вентилятор продолжает дуть, компоненты аппарата, включая защиту, охлаждаются и снова готовы к работе. Это не аварийная ситуация, а нормальный рабочий режим аппарата.
Отношение времени, которое аппарат в течение контрольного периода выдает заданный ток, к этому самому контрольному периоду, называется рабочим циклом аппарата или, иначе, полезным временем (ПВ). Еще иногда – продолжительностью нагрузки (ПН).
ПВ указывается в %. Обычно указывается сварочный ток, на котором аппарат имеет данный показатель ПВ. Например, «120А-90%» означает, что при работе током 120А данный аппарат может выдавать ток 90% времени, и только 10% остывать. Естественно, чем ближе ток к номиналу аппарата, тем быстрее аппарат греется. Т.е. тем ниже показатель ПВ. Если ПВ указан без упоминания силы тока, значит, данный ПВ соответствует режиму номинального тока аппарата. Так показатель ПВ «30%» для аппарата с диапазоном сварочного тока 10-160А означает, что при рабочем токе 160А данный аппарат будет варить 30% времени, а 70% остывать.
Вроде бы все понятно. Но… Существуют различные методики измерения ПВ. И в отличие от единых для всего мира стандартов соответствия сварочного тока и сварочного напряжения дуги, методики измерения ПВ отличаются принципиально. Один и тот же аппарат по разным методикам получит совершенно разный процент ПВ!
Знакомьтесь: самые распространенные методики измерения ПВ сварочного аппарата – европейская, китайская и советская.
Европейская. Подразумеваются условия испытаний, описанные в европейском стандарте EN60974-1. При температуре окружающей среды 40С аппарат включают на заданный сварочный ток и засекают, сколько он непрерывно проработает до первого отключения. Полученный результат относят к 10-минутному отрезку времени. Если за эти 10 минут термозащита так и не сработала (и аппарат при этом не сгорел), значит, рабочий цикл аппарата на этом токе равен 100%.
Методика фирмы Telwin. Ее же в наши дни можно с полным правом назвать китайской. Итальянский концерн Telwin оказал колоссальное влияние на развитие китайских производителей. Его аппараты MMA, MIG-MAG и контактной сварки были прародителями значительной части китайской продукции. И еще сегодня в Поднебесной на неисчислимых производственных линиях можно отыскать братиков-близнецов аппаратов TELWIN. Кроме схем аппаратов, в Китае по достоинству оценили и предложенную итальянским производителем методику измерения ПВ аппаратов. При температуре 20С аппарат не просто нагружают сварочным током, но жгут реальные электроды. При этом учитывается не непрерывное время работы до первого отключения, а суммарное рабочее время сварки за 10 минут. Естественно, показатель ПВ по методике TELWIN получается значительно (до 2 раз) выше, чем при следовании методике EN60974-1. Сама компания TELWIN при указании ПВ по своей методике уточняет это, добавляя «Telwin» после процентного показателя. Замеряющие ПВ по ее методике китайские производители таких подробностей не указывают.
Российская, она же советская. ГОСТ претерпел ряд редакций, в частности — ГОСТ Р МЭК 60974-1-2004. Условием отечественной методики является обязательное доведение аппарата до режима срабатывания защиты перед началом измерений. Т.е. сначала вводят в режим интенсивной эксплуатации, и только потом производят замеры. Для аппаратов ручной дуговой сварки отечественная методика предусматривает измерения в течение 5 минут, а не 10.
Характерно, что ГОСТ Р МЭК 60974-1-2004 в обязательном порядке относится лишь к сварочному оборудованию промышленного и профессионального назначения и – цитирую – «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами». Вероятно, именно этим обстоятельством объясняется не только слабая распространенность отечественной методики, но и свобода трактовки показателя ПВ производителями и импортерами.
И все-таки, какой цикл работы можно считать подходящим? По оценкам специалистов, опубликованных в открытых источниках, реальный цикл работы сварщика ручной дуговой сварки не превышает 20%. Причем эти 20% времени не являются непрерывным отрезком. Более 80% времени уходит на перемещения, контроль уложенного шва, сбив шлака, замену электрода и др. Так что даже ПВ 30%, замеренного по китайской методике, практически любому сварщику при не очень жаркой погоде будет достаточно – простаивать в ожидании охлаждения аппарата не придется. Если же данный показатель критичен, то лучше не сверять показатель ПВ аппаратов разных марок, а купить аппарат, рассчитанный на более высокий номинальный ток. У него ПВ на том же токе будет точно выше.
А пока ценники реальных и виртуальных магазинов пестрят различными впечатляющими показателями ПВ. И чинные продавцы объясняют неопытным покупателям преимущества больших циферок над маленькими.
НАПРЯЖЕНИЕ ХОЛОСТОГО ХОДА И ФУНКЦИЯ HOT START – ЗВУЧИТ КРАСИВО
Чем выше напряжение, тем легче поджечь дугу. Поэтому напряжение на кончике электрода до возгорания дуги кратно выше, чем при горящей дуге (в большинстве случаев от 1,8 до 2,5 раз). Но слишком высокое напряжение опасно для жизни и здоровья человека. Поэтому выше 80-85В напряжение холостого хода, иначе называемое напряжением без нагрузки, не делают. (В своей книге «Сварочный инвертор – это просто» В.Негуляев утверждает, что до 95В; Ф.Кобелев в своей книге «Как сделать сварочные аппараты своими руками» ссылается на ГОСТ95-77Е и его требование – не более 80В; ГОСТ 12.2.007.8-75 предусматривает предел в 80В для аппаратов переменного тока и 100В постоянного). Впрочем, автору не известны электроды для сварки черных металлов, которые для поджига требовали бы больше 60В. Одновременно автор не слышал об инверторных аппаратах, у которых заявленное напряжение холостого хода было бы ниже 63В.
Чтобы сделать процесс поджига дуги еще легче, изобрели функцию «горячего поджига дуги» — Hot Start. По своей сути она обратна функции Arc Force. Arc Force кратковременно набрасывает ток при опасности разрыва дуги. Hot Start кратковременно набрасывает ток при попытке разжечь дугу.
Как и Arc Force, Hot Start «прыгнуть выше крыши» не может. Для аппарата с номинальным током 160A Hot Start не увеличит ток до 180А. Как показывают тестирования аппаратов, у большинства аппаратов с заявленной функцией HOT START по факту она отсутствует. Вместо нее имеет место повышенный ток при замыкании электрода на метал. И чем более пологая ВАХ, тем больший ток «накидывает» заявленная, но в действительности не существующая на таком аппарате функция HOT START. Помочь разжечь дугу такой дополнительный ток вряд ли может – сварочное напряжение не выдерживается.
На практике заметить разницу напряжения холостого хода в 70 и 80 вольт «по ощущениям» сможет не каждый эксперт, не говоря о новичке. Равно как и набрасывание незначительного тока, если только электроды не дефектные и не отсыревшие, или напряжение холостого хода 60В и ниже.
ЛЮБОЙ КАПРИЗ ЗА ВАШИ ДЕНЬГИ И ЛЮБОЙ СЮРПРИЗ ВМЕСТО НИХ
Я перечислил лишь самые распространенные случаи «экономии» за счет характеристик продаваемого оборудования, встречаемые у некоторых торговых марок федерального масштаба. Еще цена может отличаться в зависимости от марки комплектующих. На характеристиках это обычно не отражается. Более того, нельзя однозначно утверждать, что из 2 аппаратов обязательно надежнее и дольше прослужит именно тот, на котором стоят более высококлассные (и дорогие) комплектующие. Хотя если взять статистику на 2 000 аппаратов, такое, скорее всего, утверждать будет можно.
Цифровые аппараты обычно стоят дороже, чем аналоговые на тот же ток. Цифровой сварочный аппарат – это аппарат с микропроцессорным управлением. Они могут общаться с пользователем посредством дисплея. Аналоговый аппарат – тоже электронный. Но обработка сигналов в нем происходит на уровне взаимного влияния электрических параметров компонентов друг на друга. Является ли цифровой аппарат гарантией более качественного сварочного процесса? Вовсе нет. Лучше купить аналоговый инвертор, выдающий заявленные характеристики, чем цифровой, вводящий в заблуждение. Хотя стремящиеся к экономии производители редко усложняют свои модели с завышенными характеристиками. Их первейшая задача – экономия. Электронный дисплей, кстати, – не признак микропроцессорного управления. Более того, амперметр можно настроить так, что он будет показывать на дисплее не тот ток, который в действительности выдает аппарат.
В Китае более 3000 заводов, выпускающих сварочные аппараты MMA. При такой конкуренции и отсутствии прямой связи с рынками, где их продукция продается, многие заводы концентрируются на самом очевидном направлении повышения конкурентоспособности – на цене. Иногда сами, иногда их толкают на это заказчики – импортеры из других стран.
Выдача менее мощных аппаратов за более мощные – самая распространенная, но не самая вопиющая форма такой «экономии». Автору доводилось лицезреть аппарат, где вентиляторы охлаждения питались от тоненькой проволочки, накрученной в виде еще одной вторичной обмотки на сердечник высокочастотного трансформатора изделия. Экономия, надо полагать, значительная. Но жить такому аппарату недолго, даже если у него превосходно функционирующая термозащита. А купившему его потребителю – мучаться. Потому что цикл работы у такого аппарата, пока он не сгорит, будет выдающийся. Как только сработает термозащита и аппарат отключится, вместе с ним отключится и вентилятор. Ждать охлаждения аппарата придется в несколько раз дольше, чем при наличии полноценного блока питания вентилятора.
СОВЕТ АВТОРА
Мы живем в век товарного изобилия. Чем дальше, тем выбор больше, а свободного времени, чтобы в нем разбираться, меньше. Рекомендую Вам выбирать тех профессионалов, которым доверяете, и пользоваться их услугами.
Конечно, если разница между товарами непонятна, почему бы не выбрать подешевле? Но Вы наверняка стремитесь попасть к конкретному зубному врачу или автомеханику, которых знаете давно и убедились в их компетенции и порядочности. Такой подход разумен и в отношении подбора оборудования, в котором у Вас нет времени разбираться. Доверьте эту работу достойному магазину и торговым маркам производителей, которые этого заслуживают.
Обман является обманом, если его осознает и признает таковым обманутый. Покупатель, которого убедили в магазине, что для сварки электродом 3,2 мм ему «как раз подойдет» аппарат на сварочный ток 200 ампер, который, к тому же, предлагается приблизительно в одну цену с 160-амперными аппаратами конкурентов, может быть вполне доволен и счастлив. Но часто покупателю все же предлагают переплатить за характеристики, которыми предлагаемый аппарат не обладает.
Как бы там ни было, выбор всегда за покупателем.
КРАТКАЯ ИНСТРУКЦИЯ ПО ПОДБОРУ СВАРОЧНОГО ИНВЕРТОРА
А. Подбор аппарата по мощности.
1. Определить тип работ – тип свариваемого черного металла, его толщина, объем работ.
2. Исходя из предыдущего пункта, выбрать расходник – электроды. Назначения по типам стали указаны на упаковке. Для бытовых работ в большинстве случаев подходят самые распространенные — АНО-21 и МР3. Для профессиональных задач – УОНИ. Диаметр выбирается по толщине свариваемого металла. Упрощенно: 1 мм свариваемого металла = 1 мм диаметра электрода.
3. Подбор аппарата по току. На 1 мм диаметра электрода – 40-50А сварочного тока. Получается, для сварки электродом 3,2 мм при нормальном (не пониженном) напряжении в сети питания нужен аппарат на ток 128-160А.
Б. Подбор аппарата по источнику питания
4. Важнейшими характеристиками источника электропитания, влияющими на подбор сварочного аппарата являются уровень напряжения и мощность источника электропитания.
5. Исходя из уровня напряжения, подобрать аппарат. Большинство аппаратов заявляют требование к источнику напряжения не ниже 185 вольт. Но даже те, которые заявлены для работы от пониженного напряжения, выдают при пониженном напряжении более низкий максимальный сварочный ток. Т.е. снижение входного напряжения приводит к уменьшению диапазона рабочего тока. Если планируете работать он пониженного напряжения, нужно знать, какой номинальный сварочный ток выдает конкретный аппарат при конкретном пониженном напряжении. Если источник имеет пониженное напряжение, но высокую мощность, лучше всего взять значительно более мощный аппарат.
6. Определить минимально требуемую мощность источника питания для работы на определенном токе можно по формуле:
P=Iсв*(20+0,04* Iсв)/*0,85/0,85
Однако помните, что эта мощность может оказаться выше при растягивании дуги. Особенно это важно помнить при работе от генератора. Резкое повышение уровня потребляемой мощности может вывести генератор из строя.
Сварочные аппараты можно подключать к традиционным генераторам достаточной мощности. Большинство инверторных генераторов, даже достаточной мощности, не рассчитаны на работу со сварочными инверторами. Так как в инверторных генераторах для увеличения стартовой мощности используются конденсаторные блоки, не переносящие сколько-нибудь длительную продолжительную нагрузку.
Обычная бытовая 16-амперная розетка 220В рассчитана на продолжительное подключение мощности не более 3,5кВА. А значит, может выдержать сварку током не выше:
3500ВА= Iсв*(20+0,04* Iсв)/*0,85/0,85, откуда = Iсв=104А
Поэтому для сварки электродом 3,2 мм и толще, подключать аппарат нужно либо к силовой розетке, в том числе на генераторе, либо напрямую к электрощитку. При подключении к силовой розетке (обычно на 32А) вилка на 16А с аппарата демонтируется. На ее место ставится силовая вилка.
7. Подбор аппарата по интенсивности работы
ПВ (оно же ПН) в 30% даже по методике компании Telwin для непрофессионального сварщика достаточно. Если же производительность является ключевым требованием, лучше не сравнивать показатели ПВ, которые замерены по разным методикам и потому вводят в заблуждение, а выбрать аппарат большей мощности, т.е. с большим номинальным током. У него ПВ на том же токе будет точно выше, чем у однотипного меньшей мощности.
8. Дополнительные функции
Чем больше дополнительных функций, тем на начальном этапе лучше.
Функция против залипания электрода Anti-Stick. Автоматически определяет режим короткого замыкания (т.е когда электрод «прилип» к свариваемому металлу) и отслеживает его продолжительность. Если в течение контрольного времени (долей секунды) режим не меняется, сбрасывает ток, «отпуская» электрод. Очень полезная функция для начинающих сварщиков. На отдельных дорогих аппаратах можно регулировать контрольное время срабатывания Anti-Stick. К настоящему моменту наличие данной функции на сварочном инверторе является почти стандартом индустрии. Однако на некоторых дешевых аппаратах неизвестных производителей может не срабатывать или даже отсутствовать вовсе. Визуально определить наличие или отсутствие функции нельзя.
Функция форсирования дуги Arc-Force.
Облегчает процесс сварки неопытному сварщику, у которого дергается рука. На предельном токе в большинстве аппаратов не действует. Фактически присутствует только на аппаратах, где на панели есть отдельная ручка регулирования силы набрасываемого тока. «Автоматическая» функция Arc-Force в большинстве случаев – обман, при котором за «набрасываемый ток» выдается участок вольт-амперной характеристики вне рабочего диапазона сварочного тока, где аппарат не может обеспечить достаточное для нормальной работы сварочное напряжение. Удержать дугу такое увеличение тока никак не может.
Функция горячего поджига Hot-Start.
Облегчает разжигание сварочной дуги набрасыванием тока в момент поджига. При напряжении холостого хода свыше 65В и нормальных электродах не требуется. По факту в большинстве аппаратов, где заявлена, отсутствует. Признаком наличия является отдельная ручка, позволяющая регулировать силу набрасываемого тока. Даже в тех аппаратах, где действительно есть, на предельном сварочном токе не действует. Аналогично функции Arc-Force, за наличие функции Hot-Start часто выдают увеличивающийся при коротком замыкании ток, относящийся к участку вольт-амперной характеристики вне рабочего диапазона сварочного тока. У аппаратов с полого падающей ВАХ ток короткого замыкания может существенно превышать номинальный сварочный ток. Но удержать дугу после чиркания электродом такая «автоматическая функция» не поможет – сварочное напряжение будет ниже положенного.
9. Комплектация. Что обычно входит в базовую комплектацию бытового сварочного инвертора?
* Провода электрододержателя и клеммы массы (а вот в комплектацию профессиональных аппаратов они обычно не входят).
* Маска-щиток, она же щиток сварщика. Маской это назвать нельзя. Это простенький светофильтр, годящийся разве что на проверку аппарата разовым поджигом дуги. Для нормальной работы нужна маска с автоматическим затемнением, т.н. «Хамелеон». Иногда такая маска идет в одном комплекте с аппаратом. Но помните, что маски сварщика профессионального уровня, обеспечивающие максимальную защиту глаз, никогда не кладут в комплекты. И в продаже отдельно они далеко не самые дешевые.
* Щетка-молоточек. Простой, но очень полезный аксессуар, востребованный в работе. Если его в комплекте нет, нужно приобрести.
* Ремень для переноски. Актуальный аксессуар для тех, кому требуется перемещаться с аппаратом по стройке и другим обширным участкам работ, в т.ч. вверх-вниз по лестницам.
* Пластиковый кейс. Не только удобен для хранения и перевозки, но и защищает аппарат от пыли, к которой инверторная техника весьма чувствительна.
Общая тенденция: чем аппарат профессиональнее, тем проще комплектация.
10. Работа на морозе. Отдельные электронные компоненты управления не выносят отрицательных температур. Их аналоги с возможностью функционирования стоят несколько дороже. Поэтому большинство инверторных аппаратов в стандартной комплектации могут работать только от 0 градусов и выше. Если такой аппарат вынести из тепла и активно эксплуатировать, не давая ему остыть, работать он будет. А вот при промерзании просто не включится. Поэтому если планируется эксплуатация при постоянной отрицательной температуре, аппарат нужно выбрать с соответствующим температурным диапазоном.
Как выбрать сварочную силу тока?
Попытка понять все шкалы и цифровые показания сварочного аппарата может быть пугающей. Немногочисленные элементы управления на аппарате для ручной сварки будет проще, чем на аппарате TIG. Топовая машина для сварки TIG может иметь до 20 ручек управления для различных настроек.
Аппараты для ручной сварки, сварочные аппараты MIG и сварочные аппараты TIG имеют различные органы управления на передней панели аппарата. Они предназначены для регулировки уровня тока, необходимого для сварки.
Но как узнать, какое значение сварочного тока или напряжения нужно установить на аппарате?
Установка силы тока на сварочном аппарате, будь то Stick (SMAW), MIG (GMAW) (* обычно использует настройку напряжения) или TIG (GTAW), зависит от некоторых ключевых переменных, таких как область применения и основной материал, процесс сварки , и электрод.
После определения этих трех основных переменных вы можете настроить сварочный аппарат и начать укладку сварного шва. В этой статье мы подробно обсудим эти три переменные, а также дадим несколько полезных советов!
Применение сварки и основной материал
В этом разделе мы обсудим применение сварки, основной материал и, в частности, как это применимо к выбору силы тока на сварочном аппарате.
Применение для сварки
Применение для сварки напрямую зависит от силы тока, используемой при сварке.
Микро-сварка TIG и лазерная сварка имеют аналогичные области применения, где в случае сварки TIG сила тока довольно низкая. Однако в случае лазерной сварки сила тока отсутствует, так как электрический ток не течет внутри детали. Напротив, сварка MIG и сварка палкой (а иногда и сварка TIG) могут использовать очень высокие значения силы тока для достижения оптимального проникновения в заготовку.
Например; Высокотехнологичная сварка TIG на выхлопном коллекторе вертолета будет иметь совершенно другую силу тока, чем, скажем, для нефтепровода.Разница будет между сваркой более тонких экзотических металлов и последовательной приваркой трубы диаметром три фута к следующей трубе.
В некоторых приложениях для удобства выбирается сила тока. Например, вы можете захотеть сварить MIG лист металла с другим листом металла в своей мастерской, поэтому вы можете быть склонны увеличить силу тока, чтобы сварной шов укладывался как можно быстрее.
Нельзя сказать, что быстрое прохождение сварного шва является хорошей практикой, но ускорение сварного шва в некритичных случаях является очень распространенным явлением.
СОВЕТ ПРОФЕССИОНАЛА: Если вы хотите увидеть все виды сварочных работ в одном месте, вам следует либо посетить верфь, либо производственный цех, либо местное профессионально-техническое училище. Скорее всего, вы увидите конкретное приложение для сварки, которое вас интересует, и, возможно, захотите изучить это приложение дальше с точки зрения карьерного роста.
Базовый материал
Категория базового материала довольно широка. Поэтому остановимся на двух основных направлениях в категории базового материала.И это Тип и Толщина.
Обе эти области очень сильно коррелируют с настройками силы тока, которые необходимо использовать на сварочном аппарате.
Как тип материала может повлиять на выбор силы тока?
Тип материала, используемого в различных сварочных операциях, может широко варьироваться от сварного шва к сварному шву, от строительной площадки к строительной площадке или даже от сварочной технологии к сварочной технологии.
Прежде чем даже подумать о том, на какую силу тока настроить сварочный аппарат, вы должны спросить себя, какой металл вы будете сваривать.
Основными типами материалов, которые можно сваривать по стандартным методикам сварки, являются углеродистая сталь, нержавеющая сталь и алюминий. Все три типа материалов требуют разного выбора силы тока на соответствующих сварочных аппаратах. Наиболее заметная разница между черными и цветными металлами, то есть сталью по сравнению с алюминием.
Причина, по которой для некоторых материалов требуются более высокие или более низкие значения силы тока, основана на температуре плавления сырья.Это очень очевидно, если посмотреть на алюминиевые материалы. В первую очередь потому, что температура плавления алюминиевого материала обычно составляет около 1200 градусов по Фаренгейту.
Выбор силы тока при сварке алюминия
При сварке алюминиевых материалов обычно необходимо переключать ток с постоянного (постоянного) на переменный (переменный ток). Кроме того, необходимо увеличить силу тока, чтобы компенсировать более высокую температуру плавления алюминия.
Сварка алюминия методом TIG уникальна тем, что используется переменный ток из-за его чистящих свойств.Это достигается за счет чередования сварочного тока из одного направления в другое.
После возникновения дуги в сварном валике алюминиевой сварки TIG и образования сварочной ванны оператор должен относительно быстро переместить валик. Это происходит из-за того, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Сила тока при сварке палкой для стали различной толщины
Регулировка силы тока при сварке штангой для компенсации толщины стального материала аналогична процессам, необходимым для компенсации толщины материала с помощью сварочного аппарата MIG.
Аппараты для ручной сварки имеют простую ручку управления на передней панели аппарата, которая регулирует уровень силы тока в зависимости от поворота запястья. Точно так же сварочные аппараты MIG обладают теми же упрощенными функциями, которые пригодятся, когда вы хотите переключиться с толстой заготовки на тонкую.
СОВЕТ ПРОФЕССИОНАЛА: Если вы не уверены, какую силу тока использовать с определенным куском материала, будь то толстый или тонкий, алюминий или сталь, всегда полезно попрактиковаться в сварке шва на куске материала. аналогично готовой металлической заготовке, которую вы собираетесь сварить.Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что у вашего сварного шва нет правильного проплавления для толщины свариваемого материала.
Ручная сварка: переход от тонкой заготовки к толстой
Технология сварки, которая имеет наиболее заметные изменения при переходе с тонкой заготовки на толстую, — это сварка электродом.
Ручная сварка отличается от сварки MIG и TIG тем, что оператор сварки должен выбрать другой электрод, который лучше всего подходит для толщины заготовки.Тот же электрод, который хорошо подходит для тонкого куска стали, будет не так полезен при сварке более толстого куска стали. Это связано с тем, что более толстый кусок стали требует большего проплавления и более широкого корня сварного шва.
Более тонкий электрод не подходит для этой задачи — он просто расходуется слишком быстро.
Процесс сварки и выбор силы тока
Процессы сварки, которые мы рассмотрим в контексте выбора силы тока, представляют собой следующие три основных процесса: TIG (газовая вольфрамовая дуговая сварка или GTAW), MIG (газовая дуговая сварка металла или GMAW), и Stick (дуговая сварка защищенного металла, или SMAW).
Существуют и другие технологии сварки, которые можно обсудить в контексте выбора силы тока. Но эти три технологии сварки чаще всего используются новичками.
Сварка TIG
Сварка TIG обычно предназначена для тех сварщиков, которые обладают наилучшей координацией рук и глаз, потому что большинству сварщиков TIG требуется координация рук, глаз и ног — почти как вождение автомобиля!
Уникальная характеристика сварки TIG, когда речь идет о силе тока, заключается в том, что ножная педаль на сварочном аппарате TIG регулирует силу тока, необходимую для сварки, в соответствии с вводом пользователя.
Ножная педаль запускается с 0 ампер в состоянии покоя и будет постепенно увеличиваться по мере того, как сварщик нажимает педаль до определенного предела. Предел регулировки силы тока на ножной педали ограничен допустимой силой тока сварочного аппарата TIG и / или настройками аппарата.
Некоторые аппараты для сварки TIG имеют функцию «Пиковая сила тока» на панели управления, которая должна быть установлена примерно на 40-50% выше желаемого диапазона силы тока, используемого при сварке.
Некоторые сварочные аппараты TIG имеют другие функции контроля силы тока, такие как фоновая сила тока или точная регулировка силы тока при использовании переменного тока. Но эти корректировки выходят за рамки данной статьи.
Сварка MIG
В этой статье мы будем использовать настройки переменного напряжения вместо настроек силы тока, которые чаще используются в других сварочных технологиях.
Настройки напряжения на стандартном сварочном аппарате MIG определяют мощность, используемую во время операции сварки MIG.Всегда существует необходимый баланс между напряжением и скоростью подачи проволоки. Тем более, что скорость подачи проволоки должна увеличиваться по мере увеличения напряжения, иначе сварочная ванна не будет должным образом заполнена присадочным материалом.
Для тонких материалов вы должны начать с минимального значения напряжения, а для более толстых материалов вы должны соответственно увеличить напряжение. Сварочные аппараты MIG по своей природе стабильны до тех пор, пока основные материалы не меняются слишком сильно. Оператор сварки может иметь настройки сварочного аппарата MIG на годы, если он или она не изменит тип используемого материала.
СОВЕТ ПРОФЕССИОНАЛА: Все сварочные аппараты MIG отличаются друг от друга, и все сварочные приложения различаются. Как только вы найдете оптимальную настройку сварочного шва для вашего сварочного аппарата MIG (для вашего конкретного применения запишите это на бумаге и прикрепите его сбоку от сварочного аппарата. Это избавит вас от головной боли, которая возникает, когда другой оператор использует ваш аппарат, или аппарат ударится, и ваши настройки будут потеряны
Сварка STICK
Сварка палкой, как упоминалось ранее, имеет наиболее значительную взаимосвязь между сваркой и силой сварочного тока.
Оператор электродной сварки может использовать одну настройку силы тока в один день, когда он или она сваривает стальную пластину для конструкции, а затем использовать другую настройку в другой день, когда он или она сваривает поверхность ковша обратной лопаты.
Хорошая новость о сварке штучной сваркой заключается в том, что существуют диаграммы, которые можно легко найти в сети Интернет в сварочном магазине, и что обычно очень хорошо предсказывает силу тока, необходимую для определенной толщины сварки, и сопутствующего электрода для сварки штангой.
Если вы будете следить за уровнями силы тока, указанными на одной из этих диаграмм, вы должны быть в хорошей форме. Если вам нужно немного отрегулировать температуру сварного шва, находясь «под колпаком» во время сварочного шва, самый простой способ добиться этого — слегка отвести сварочный стержень от сварочной ванны в сторону «длинной дуги». Это позволит получить более широкую и горячую лужу.
СОВЕТ ПРОФЕССИОНАЛА: Хорошее практическое правило для настройки вашего сварочного аппарата (SMAW) на приблизительную правильную настройку для начала - настройка силы тока должна быть примерно такой же, как десятичный эквивалент диаметра стержня.Например, диаметр стержня 3/32 дюйма будет (0,094) 90 ампер, диаметр стержня 1/8 дюйма будет (0,125) 125 ампер, диаметр стержня 5/32 дюйма будет (0,157) 155 ампер. Это практическое правило работает для электродов большинства размеров, и как только вы запустите дугу и получите первый сварной шов с вашей детали, вы можете отрегулировать настройки оттуда.
Электрод
Единственным процессом сварки, который имеет значительную корреляцию между электродом и силой тока, является сварка палкой или SMAW. Этот тип сварки штангой и сила тока настолько зависят друг от друга в этой категории, что является причиной того, что эта тема вошла в тройку основных факторов выбора силы тока.
В процессах TIG-сварки и MIG-сварки используются электроды по определению, но TIG-сварка использует полурастворимый вольфрамовый стержень, а MIG-сварка использует хорошо расходуемую проволоку, оба из которых не имеют большого значения при выборе силы тока.
Существует множество типов электродов для сварки штангой, и каждый из них имеет свое конкретное применение. Например, электроды отличаются друг от друга толщиной свариваемого основного материала.
Они также различаются расположением — горизонтальным, вертикальным или потолочным.Эти различные свойства отражены в четырех- и шестизначном числе, напечатанном на каждом стержневом электроде для удобства использования.
Эти числа говорят пользователю, для какого источника питания, положения сварного шва, прочности на разрыв и проплавления был разработан этот электрод.
Наиболее распространенными на рынке являются электроды 6010, 6013 и 7018. Эти три электрода очень распространены в промышленности из-за их невероятной гибкости в применении.
Как правильно выбрать электрод и силу тока?
Электрод 6010 предназначен для глубокого проникновения в заготовку, тогда как электрод 6013 предназначен для меньшего проникновения. Для наилучшего внешнего вида сварного шва сварщик должен выбрать сварочный электрод 7018.
После того, как вы выбрали электрод для сварки штангой, вы должны прочитать сторону контейнера с электродом, чтобы узнать, что производитель электрода рекомендует для сварочного тока. Конкретная используемая сила тока зависит в первую очередь от диаметра электрода.
Например, электрод диаметром восьмой сваривает ток силой от 75 до 125 ампер. В то время как электрод диаметром 5/32 может оптимально сваривать при токе до 220 ампер.
Лучший способ узнать, какую оптимальную силу тока следует использовать, — это проверить сварочный электрод на металлическом ломе и понаблюдать за сварным швом. Если он имеет приемлемый внешний вид и степень проникновения, то бегите с ним.
Важным моментом при регулировке силы тока на вашем сварочном аппарате является рабочий цикл, рекомендованный производителем сварочного аппарата.
Рабочий цикл определяется как время, в течение которого сварочный аппарат может выполнять сварку в течение 10-минутного периода времени.Некоторые машины более тяжелые, чем другие.
Например, машина, используемая на строительной площадке, скорее всего, будет иметь более тяжелые компоненты и более длительный рабочий цикл, чем сварщик-любитель в чьем-то гараже.
Рабочий цикл обратно пропорционален сварочному току. То есть по мере увеличения силы тока продолжительность рабочего цикла в минутах уменьшается.
СОВЕТ ПРОФЕССИОНАЛА: Ищете решение для разрешения ситуации, когда у вас есть электрод с отколотым пучком флюса по какой-либо причине? Если вы выполняете сварку на работе, где сварной шов должен соответствовать определенным требованиям, об использовании электрода со сколами не может быть и речи.Один из способов, которым опытные сварщики спасают электроды со сколами, - это иметь поблизости стальную пластину размером 6 x 6 дюймов, где они могут быстро уложить валик сварного шва, израсходовав проблемную область электрода, а затем возобновить фактический сварной валик после электрода. вернулся в раздел с хорошим потоком.
Заключение
Выбор силы тока не так запутан и пугает, как вы могли сначала подумать.
Существуют определенные ключевые переменные, которые определяют силу тока, которая должна использоваться в определенном сварочном процессе, например, применение и основной материал, процесс сварки и электрод.
Принимая во внимание эти основные переменные, найти правильную силу тока, необходимую для сварного шва, не составит труда. Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне кажется, в вашем местном сварочном магазине.
Читать дальше
Настройка параметров инверторного сварочного аппарата TIG
Технология, лежащая в основе конструкции сварочного аппарата, постоянно развивается. В то время как инверторные сварочные аппараты в течение некоторого времени определяли верхнюю часть рынка, теперь многие основные сварщики используют эту технологию.Нет никаких сомнений в том, что инверторные сварочные аппараты имеют много преимуществ перед своими простыми трансформаторами и выпрямителями, но есть кривая обучения, чтобы понять, когда и как использовать эти расширенные функции.
Многие строители модернизировали свои сварочные аппараты TIG за последние несколько лет, и многие люди просто не знают, с чего начать настройку своих новых современных инверторных аппаратов. Это краткое руководство должно помочь вам быстро и легко освоиться.
Начнем с определения инверторной технологии.Все сварочные аппараты принимают ток, идущий от розетки в вашем гараже или магазине, и преобразуют его в ток, необходимый для сварки. В США наиболее распространен ток 120 и 240 В, и он доставляется с частотой 60 циклов в секунду или герц (Гц). Все сварщики используют трансформатор для преобразования этого высокого напряжения в более низкое напряжение, подходящее для сварки, а электрическая схема позволяет аппарату подавать ток большой силы в течение продолжительных периодов времени.
Эта схема более эффективна на более высоких частотах, поэтому инверторные машины повышают ток 60 Гц примерно до 10 000 Гц, чтобы максимизировать эту эффективность.Схема управления также позволяет использовать такие функции, как пульсирование, управление формой волны переменного тока и частоту дуги переменного тока. Вскоре мы подробно рассмотрим эти настройки.
Первое, что вы заметите в инверторной машине, — это ее размер и вес — они намного меньше и легче, чем старые «унаследованные» машины, которые принципиально не изменились с середины прошлого века. Помимо того, что инверторные машины легче, они намного эффективнее и потребляют лишь небольшую часть энергии, необходимой для старых машин.Вот почему большинство производителей перешли на инверторы в течение последних нескольких лет.
Мы собираемся использовать для этой статьи первоклассный аппарат Miller Dynasty 350, и хотя простая панель управления с сенсорной панелью может отличаться от других инверторных сварочных аппаратов, принципы, используемые для выбора и настройка каждой переменной будет одинаковой для всех сварочных аппаратов.
Миллер, надо отдать им должное, проделал большую работу по упрощению панели управления. Некоторые другие инверторные сварочные аппараты могут иметь более дюжины шкал для регулировки, но машины Миллера имеют одну шкалу плюс аккуратные вертикальные столбцы настроек с одной кнопкой сенсорной панели для каждого столбца, которая циклически переключает параметры, что упрощает настройку. и пойми.Имеются три цифровых индикатора, показывающих каждый параметр в процессе его настройки и дающих вам быстрый визуальный ориентир для выбранных вами настроек.
Мы начнем с просмотра левого столбца полярности. Это одна из самых простых настроек: если вы свариваете алюминий (или магний), вы выбираете режим AC (переменный ток), для всех остальных видов сварки выбираете режим DC (постоянный ток). Видишь ли, я же говорил, что это будет легко!
Следующий столбец — для процесса. Здесь есть три возможных настройки.Самый верхний вариант — для высокочастотной импульсной сварки TIG. Это наиболее часто используемый режим, при котором сварочную дугу можно создать, не касаясь электрода основным металлом. Следующий выбор — для TIG Touch Start. Это в основном используется в ситуациях, когда недопустимы высокочастотные дуги. Маловероятно, что вы будете использовать это, если только не привариваете чувствительную электронику, но она есть, если нужно. Нижний вариант предназначен для сварки штангой: переменным или постоянным током.
Переходя к следующему столбцу, они управляют выходом.Эти элементы управления настроены в соответствии с типом используемого вами контроллера. Наивысшая настройка — дистанционный стандарт, который используется при использовании ножного или ручного управления для регулирования силы тока во время сварки. Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет вам предварительно установить силу тока на сварочном аппарате, и одно касание спусковой кнопки на горелке включает ток, а второе касание выключает его. Нижняя настройка — Вкл., При которой сварочный ток поддерживается постоянно и используется для сварки штучной сваркой или для сварки TIG с подъемом дуги без дистанционного управления силой тока.
Центральная колонна предназначена для генератора импульсов, который обычно используется только для сварки постоянным током. Это позволяет сварочному току автоматически переключаться между верхним значением пикового значения и нижним значением фона. По моему опыту, не многие сварщики-любители понимают или используют эту функцию. Одним из больших преимуществ использования генератора импульсов является то, что вы можете снизить нагрев при сварке тонких металлов, что может значительно снизить степень деформации. Если вы занимаетесь кузовными работами, я полагаю, вам понравится эта функция.
Верхнее значение для PPS (импульсов в секунду). Некоторые люди устанавливают это на низкое значение, например 1 PPS, и используют пульсацию, как метроном, для измерения времени добавления наполнителя, помогая добиться эффекта «копейки на копейку», который так ценят многие строители. Более высокое значение PPS дает более плавный эффект волнистости, более узкий борт и более высокую скорость движения.
Следующая настройка предназначена для пиковой силы тока. Это устанавливает процент времени, в течение которого ток будет на максимальном значении; 40-50 процентов — хорошее место для начала.Последняя настройка предназначена для фоновой силы тока, которая устанавливается в процентах от пикового значения. Именно здесь реализуются охлаждающие преимущества импульсных настроек, и 25 процентов — хорошая отправная точка. Нижний свет показывает, включен или выключен генератор импульсов.
Следующий столбец предназначен для секвенсора. Это используется в основном для производственной сварки или для автоматизированных приложений и позволяет вам установить начальную силу тока, начальное время нарастания тока для достижения пикового значения силы тока, уменьшающееся время линейного изменения и конечную силу тока.Маловероятно, что многие из наших читателей будут использовать эту функцию для создания одноразовых грузовиков.
Следующий столбец — это меню Gas Dig. Верхняя настройка — это предварительная подача или время, в течение которого защитный газ должен течь до возникновения дуги. Для большинства приложений достаточно одной или двух десятых секунды. Средняя настройка предназначена для пост-потока или времени, в течение которого газ продолжает течь после прекращения дуги. Рекомендуемая настройка — одна секунда на каждые 10 ампер. Нижнее значение используется для предотвращения прилипания или короткого замыкания электрода при сварке штангой.
Крайний правый столбец предназначен для формы волны. Это мощная функция, уникальная для инверторных сварочных аппаратов, позволяющая регулировать многие параметры переменного тока.
Сначала я опишу функцию «Баланс», хотя это третий вариант ниже. Это позволяет вам изменять процент времени, в течение которого ток находится в режиме EN (отрицательный электрод) и режиме EP (положительный электрод). Самый простой способ понять это — вы жертвуете чисткой на проникновение. Для достаточно чистого металла, 75% EN должно быть хорошим началом.Для выдержанного или покрытого алюминием более низкий процент EN, который обеспечивает более эффективное очищающее действие, может работать лучше. Слишком маленький процент (менее 60 процентов) может привести к ухудшению острия на кончике вольфрамового электрода.
Верхняя настройка позволяет регулировать силу тока EN. Это не то же самое, что и количество времени, которое было установлено с помощью элемента управления «Баланс». Следующая настройка позволяет вам установить силу тока EP независимо. Рекомендуемые значения: от 1 до 0,75, например, 100 ампер EN и 75 ампер EP, но не более чем соотношение 2: 1, например, 100 ампер EN и 50 ампер EP.Установленное здесь соотношение будет сохранено, когда вы вернетесь на главный экран.
Нижняя настройка для частоты переменного тока. Низкая частота (менее 100 Гц) дает мягкую широкую дугу, которая может быть полезна для тонких краев внешнего углового стыка. Чем выше частота, тем уже конус дуги, и он будет более стабильным при сварке тройников, внутренних углов и материалов разной толщины. Более высокие частоты обычно используются для тонких материалов, и 200 Гц являются хорошей отправной точкой.Вы можете поэкспериментировать, чтобы увидеть, что лучше всего подходит для вас.
В верхнем левом углу панели управления находится кнопка памяти, которая позволяет сохранять девять программ в режиме TIG на постоянном токе, девять — в режиме TIG на переменном токе, девять — на модуле постоянного тока и девять — на модуле переменного тока. Если вы выполняете сварку определенного типа неоднократно, эти настройки памяти могут быть очень полезны.
Вы можете подумать, что мы здесь закончили, но есть скрытое меню настройки, которое я кратко рассмотрю. Это позволяет настраивать зажигание дуги, форму сигнала и многое другое. Чтобы получить доступ к этому меню, нажмите и удерживайте кнопку «A» (сила тока) и нажмите кнопку Gas Dig.Затем вы можете переключаться между различными вариантами, несколько раз нажимая кнопку Gas Dig, внося изменения по своему желанию.
В аппарате есть настройки по умолчанию для зажигания дуги для вольфрама 3/32 дюйма, но если вы регулярно используете другой диаметр, вы можете настроить аппарат для настройки зажигания дуги по своему желанию. Вы также можете изменить форму волны переменного тока, выбрав Advanced Square, Soft Square, Triangle и Sine Wave. Я обнаружил, что настройки по умолчанию мне очень подходят, но вы можете поэкспериментировать с этими настройками, если хотите.Форма волны треугольника сохраняет тепло на минимальном уровне, что дает наибольшие преимущества для тонких металлов.
Есть еще несколько настроек, которые вы можете сделать в этом меню настройки, но я рассмотрел функции, которые, я думаю, наши читатели оценят больше всего. Дайте мне знать, если у вас есть конкретные вопросы, и, возможно, на них можно будет ответить в будущих рубриках профессора Хаммера.
Если вы еще не пробовали новые инверторные сварочные аппараты, вас ждет угощение!
Посмотреть все 16 фотографий Посмотреть все 16 фотографий На панели управления данного аппарата имеется семь столбцов настроек, каждый столбец управляется кнопкой, а также поворотный диск управления и три окна цифрового дисплея.Посмотреть все 16 фотографий Первая колонка предназначена для полярности. Он позволяет выбирать между сваркой на переменном и постоянном токе. Если вы не свариваете алюминий или магний, вы, вероятно, будете использовать постоянный ток. См. Все 16 фотографий Второй столбец предназначен для процесса. Он позволяет выбрать высокочастотный импульс TIG, запуск TIG Touch Start и Stick. Верхняя настройка обычно используется для сварки TIG. См. Все 16 фотографий. Третий столбец предназначен для вывода. Он позволяет переключаться между Remote Standard, который является нормой при использовании ручного или ножного управления силой тока, или Remote 2T, который используется с дистанционным переключателем включения и выключения.Посмотреть все 16 фотографий В средней колонке можно установить Pulser. Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать. Здесь мы устанавливаем 30 импульсов в секунду. См. Все 16 фотографий. Пятая колонка предназначена для Sequencer, который разработан для автоматизированной или производственной сварки и, вероятно, не будет широко использоваться производителями классических грузовиков. См. Все 16 фотографий. называется Gas Dig. Здесь вы устанавливаете предварительную и последующую подачу защитного газа, а также можете вносить изменения, чтобы предотвратить прилипание электрода при дуговой сварке.Просмотреть все 16 фотографий Последний столбец посвящен форме волны переменного тока, где доступны одни из самых больших преимуществ инверторной технологии. Это позволяет вам установить баланс переменного тока, частоту и выбрать из нескольких форм волны. Здесь мы устанавливаем частоту 200 Гц. См. Все 16 фото. Вот пример того, как генератор импульсов может уменьшить искажения на листовом металле. Соединение слева было выполнено с помощью генератора импульсов, и вы можете видеть, что зона термического влияния меньше. См. Все 16 фотографий Если вы поднесете линейку к сварному шву, сделанному без генератора импульсов, вы увидите, насколько сильно деформировался металл.См. Все 16 фотографий На сварном шве, выполненном с помощью генератора импульсов, искажения значительно уменьшены. См. Все 16 фотографий Еще одна полезная функция — это регулятор баланса переменного тока. Для чистого металла может оказаться подходящим значение 75%. См. Все 16 фотографий. Для состаренного или сильно окисленного материала более низкое значение обеспечит более высокую степень очистки, возможно, всего 60%. См. Все 16 фотографий. широкий ассортимент. В этом примере частота 60 Гц позволяет дуге плавно смывать края этих панелей из листового металла вместе.Посмотреть все 16 фотографий Более высокая частота сужает конус дуги и фокусирует его в более узкую область. Это идеальный вариант для получения сварных швов в местах сужения, таких как V-образный стык между этими двумя пластинами, которые были сварены с частотой 200 Гц. См. Все 16 фотографий Сварка MIG: установка правильных параметров
Основные советы для начала работы со сваркой MIG, включая информацию о новом оборудовании и настройках.
Оптимальная производительность с вашим сварочным аппаратом MIG
Если вы не зарабатываете сваркой на жизнь, часто бывает трудно определить, настроен ли ваш сварочный аппарат MIG для оптимальной работы.Если вы задаетесь вопросами, например: «Правильно ли я использую напряжение?» или «у меня слишком много или слишком мало провода?» Тогда эта статья для вас! Мы коснемся основ правильной настройки сварочного аппарата, а затем посмотрим, что говорит вам сварной шов.
Оборудование
Хорошее оборудование облегчает сварку MIG, в то время как плохое оборудование может дорого обойтись в результате разочарования и качества сварки. Сварочные аппараты MIG, такие как Millermatic® 211 и Millermatic 141, идеально подходят для случайного сварщика.Если вам нужен аппарат с несколькими сварочными функциями, мы рекомендуем многопроцессорные сварочные аппараты, такие как Multimatic® 215 и Multimatic 220 AC / DC.
Некоторые сварочные аппараты включают усовершенствованные технологии, такие как технология Auto-Set ™, которая автоматически устанавливает оптимальные параметры в зависимости от толщины материала и диаметра проволоки. Это позволяет сосредоточиться на правильной технике.
Чтобы определить, какой сварочный аппарат лучше всего соответствует вашим потребностям, посмотрите, какой сварочный аппарат подходит для вашего дома или магазина, или загрузите это руководство.
Получение максимальной отдачи от машины
Независимо от выбора машины прочтите руководство пользователя. Он содержит важную информацию о правильной эксплуатации и правилах безопасности. Большинство компаний предлагают свои руководства в Интернете.
Следующие основные рекомендации относятся к сварке стали методом MIG сплошной проволокой. Совместная конструкция, положение и другие факторы влияют на результаты и настройки. Когда будут достигнуты хорошие результаты, запишите параметры.
1. Толщина материала определяет силу тока .Ориентировочно для каждого 0,001 дюйма толщины материала требуется 1 ампер на выходе: 0,125 дюйма = 125 ампер.
2. Выберите правильный размер провода в соответствии с силой тока . Поскольку вы не хотите менять проволоку, выберите одну из наиболее часто используемых толщин.
- 30-130 ампер: 0,023 дюйма
- 40-145 ампер: 0,030 дюйма
- 50-180 ампер: 0,035 дюйма
- 75-250 ампер: 0,045 дюйма
3. Установить напряжение .Напряжение определяет высоту и ширину борта. Если нет таблицы, руководства или технических характеристик для установки правильного напряжения, вы можете попробовать следующее: пока один человек сваривает металлолом, помощник снижает напряжение до тех пор, пока дуга не начнет врезаться в заготовку. Затем снова начните сварку и попросите помощника увеличить напряжение до тех пор, пока дуга не станет нестабильной и неровной. Напряжение посередине между этими двумя точками является хорошей отправной точкой.
Существует зависимость между напряжением дуги и длиной дуги.Короткая дуга снижает напряжение и образует узкую вязкую полоску. Более длинная дуга (большее напряжение) дает более плоский и широкий валик. Слишком большая длина дуги приводит к получению очень плоского валика и возможности подрезания.
4. Установите скорость подачи проволоки . Скорость подачи проволоки контролирует силу тока, а также степень проплавления сварного шва. Слишком высокая скорость может привести к прогоранию. Если руководство или лист технических характеристик сварного шва недоступен, используйте множители в следующей таблице, чтобы найти хорошую отправную точку для скорости подачи проволоки.Например, для проволоки 0,030 дюйма умножьте ее на 2 дюйма на ампер, чтобы найти скорость подачи проволоки в дюймах в минуту (ipm).
|
Для проволоки размером |
Умножить на |
Пр. с использованием 1/8 дюйма (125 ампер) |
|
.023 дюйма |
3.5 дюймов на усилитель |
3,5 x 125 = 437,5 изобр. / Мин |
|
0,030 дюйма |
2 дюйма на усилитель |
2 x 125 = 250 изображений в минуту |
|
0,035 дюйма |
1.6 дюймов на усилитель |
1,6 x 125 = 200 изображений в минуту |
|
0,045 дюйма |
1 дюйм на усилитель |
1 x 125 = 125 изображений в минуту |
Осмотр бисера
Один из способов проверить параметры — это проверить сварной шов.Его внешний вид указывает на то, что нужно настроить.
Хороший сварной шов: Обратите внимание на хорошее проникновение в основной материал, плоский профиль валика, соответствующую ширину валика и хорошее соединение на носках сварного шва (кромки, где металл сварного шва встречается с основным металлом).
Слишком высокое напряжение: Слишком высокое напряжение характеризуется плохим контролем дуги, непостоянным проваром и турбулентной сварочной ванной, которая не может постоянно проникать в основной материал.
Слишком низкое напряжение: Слишком низкое напряжение приводит к плохому зажиганию дуги, плохому контролю и проплавлению дуги.Это также приводит к чрезмерному разбрызгиванию, выпуклому профилю валика и плохому закреплению на носках сварного шва.
Слишком высокая скорость перемещения: Узкий выпуклый валик с недостаточным закреплением на носках сварного шва, недостаточный проплав и непоследовательный валик сварного шва вызваны слишком быстрым перемещением.
Слишком низкая скорость хода: Слишком медленное движение приводит к слишком большому нагреву сварного шва, что приводит к чрезмерно широкому сварному шву и плохому проплавлению.На более тонком материале это также может вызвать прожог.
Слишком высокая скорость подачи проволоки / сила тока: Установка слишком высокой скорости подачи проволоки или силы тока (в зависимости от типа используемого вами аппарата) может вызвать плохое зажигание дуги и привести к слишком широкому сварному шву и прожогу , чрезмерное разбрызгивание и плохое проникновение.
Слишком низкая скорость подачи проволоки / сила тока: Узкий, часто выпуклый валик с плохой закрепкой на носках сварного шва указывает на недостаточную силу тока.
Отсутствие защитного газа: Отсутствие или недостаточное количество защитного газа легко определить по пористости и точечным отверстиям на лицевой и внутренней сторонах сварного шва.
Как настроить сварочный аппарат MIG — Настройки сварочного аппарата, газы и электроды
Как настроить сварочный аппарат MIG для сварки
Перед настройкой аппарата вам необходимо подготовиться и изучить несколько вещей, прежде чем нажимать на спусковой крючок для зажигания дуги. Большая часть качества сварки зависит от настроек сварочного аппарата MIG или настройки машины и надлежащей подготовки.Перед настройкой станка вам необходимо получить ответы на следующие вопросы:
- Какой металл я буду сваривать?
- Какой толщины металла я буду сваривать?
- Как подготовить стык?
- Есть ли у меня подходящий газ и электрод / присадочная проволока?
- Как устроен сварщик?
- Где я могу найти таблицу настроек сварочного аппарата MIG или к кому обратиться за советом!
Какой металл я буду сваривать?
Тип металла, который будет свариваться, имеет большое влияние на настройку машины, электроды и газы, которые будут использоваться.Разные металлы имеют разную температуру плавления и по-разному удерживают это тепло. При настройке сварочного аппарата MIG вам необходимо точно знать, какой металл вы собираетесь сваривать. Не существует единой настройки, подходящей для каждого типа металла. Тремя наиболее часто свариваемыми MIG металлами являются:
- Углеродистая сталь / обычно обозначается как класс A 36
- Нержавеющая сталь / сплавы на основе никеля
- Алюминий / цветные металлы
Какую толщину металла я буду сваривать?
Толщина металла оказывает большое влияние на настройки станка. Когда дело доходит до других процессов, таких как сварка Stick или TIG, вы можете использовать почти одинаковые настройки для металла различной толщины. Например, вы можете сваривать ¼ толстой пластины с той же настройкой, которая использовалась для сварки пластины толщиной 1 дюйм и т. Д.
Полудюймовая пластина для сварки MIG с переносом струи воздуха.С другой стороны, сварка MIG не работает таким образом ! Параметры нагрева сильно различаются в зависимости от толщины металла.Самая большая опасность с точки зрения качества сварки исходит от использования слишком низкой настройки нагрева. Например; в строительстве атомных электростанций сварка МИГ практически запрещена. Это произошло потому, что в прошлом было много сварщиков, которые не использовали достаточно тепла и в конечном итоге сваривали стыки, которые вообще не проникали. Сварка выглядит нормально, но несколько ударов молотком — и соединение разваливается. Даже правильная точечная сварка будет намного прочнее! Слишком холодная сварка MIG приведет к образованию сварного шва, но это только на поверхности стыка.Холодный сварной шов не менее полезен, чем заклеивание стыка каналом.
Как подготовить стык?
Настройка станка работает правильно только в том случае, если у вас есть правильно настроенное соединение. В идеале вы должны удалить всю ржавчину, краску, масла, грязь и прокатную окалину с зоны сварки. Это делается по трем причинам:
- Во-первых, чистое соединение дает чистый сварной шов.
- Во-вторых, настройки машины будут разными для грязных и чистых стыков.
- Наконец, грязный сустав начнет брызгать и плевать увеличивает шансы получить ожоги или начать пожар.
Есть ли у меня подходящий газ и электрод / присадочная проволока?
Важной частью настройки станка является выбор правильного газа и присадочной проволоки / электрода. Это область, которая варьируется в зависимости от всех вышеперечисленных факторов и многих других. Три наиболее часто используемых варианта или комбинации газа / электрода:
- Углеродистая сталь — Электрод ER70s с газом C25 (75% аргона и 25% двуокиси углерода) Нержавеющая сталь
- — ER308L с газом C2 (98% аргона и 2% углекислого газа)
- Алюминий — ER4043 со 100% аргоном
Как настроить сварочный аппарат MIG?
Есть три настройки или элемента управления, которые устанавливают сварочный аппарат, и эти три:
- Напряжение
- Скорость подачи проволоки
- Скорость потока газа / Тип газа или смесь
Эти три параметра определяют температуру сварного шва. и в зависимости от того, какие газы используются, тип передачи тоже.Если вы не знакомы с типами переноса, прочтите, пожалуйста, Типы переноса сварочного аппарата MIG, потому что они сильно влияют на ваши настройки и способ сварки.
Сварочный аппарат MIGБолее новые аппараты, такие как MillerMatic 211 ниже, больше не нуждаются в контроле скорости подачи проволоки и напряжения. Вы просто поворачиваете циферблат на толщину, которую хотите сваривать, и настраиваете ее оттуда. Машинка делает все, кроме регулирования расхода газа.
MillerMatic 211 Сварочный аппарат MIG для начинающихНастройки напряжения и тип полярности
Для запуска используется тип напряжения, который почти всегда является положительным (+) электродом постоянного тока.Это означает, что ручка является положительной стороной цепи, или, можно сказать, электричество течет от металла к сварочной ручке. Этот параметр почти никогда не меняется, и если вам действительно нужно его изменить, вам нужно открутить внутренние выводы и перевернуть их.
Напряжение является основным параметром нагрева, который изменяется в зависимости от соединения, толщины металла, типа газа и положения сварного шва. Он выполняет большую часть регулирования и чаще всего используется для изменения настроек сварщика.Настройка напряжения зависит от размера используемого электрода, толщины металла и типа используемого газа. Поскольку сварочные аппараты MIG являются источниками питания постоянного или постоянного напряжения, напряжение при сварке не сильно колеблется.
Скорость подачи проволоки
Скорость подачи проволоки регулирует, насколько или насколько быстро проволока подается в сварное соединение. Скорость подачи проволоки регулируется в IPM или дюймах в минуту. Скорость подачи проволоки также служит другой цели для регулирования силы тока.При ручной сварке или сварке TIG основной настройкой является сила тока, но это напряжение, которое колеблется в зависимости от длины дуги. В MIG настройка напряжения остается неизменной, но сила тока меняется в зависимости от скорости подачи проволоки и вылета электрода. Представьте себе это; чем быстрее проволока подается в соединение, тем лучше контакт. Чем лучше контакт, тем больше силы тока проходит через провод и тем выше температура.
Millermatic 350P Двухроликовый алюминиевый толкающий каналРасход газа / тип газа или смесь
Наконец, тип газа и расход газа помогают регулировать тип переноса.Высокое процентное содержание аргона или гелия, добавленного в смесь, создает более горячую дугу. Основная цель настройки газа — обеспечить достаточное количество газа для защиты зоны сварки от воздуха. Расход газа регулируется в кубических футах в минуту или кубических футах в минуту. Это область, требующая экспериментов. В магазине может быть достаточно скорости 15 кубических футов в минуту, но на сквозняке может потребоваться скорость 50 кубических футов в минуту. Еще одна вещь, на которую следует обратить внимание, — не устанавливать слишком высокую газовую настройку. Слишком высокая скорость потока может вызвать турбулентность и засасывание воздуха, что приведет к загрязнению сварного шва.Определение правильной скорости потока газа — это процесс проб и ошибок, который, в конечном счете, представляет собой поиск оптимальной среды для всех настроек в текущих условиях сварки.
C25 MIG Сварочный газОбъединение напряжения, скорости подачи проволоки и потока газа / типа газа
Наконец, когда все эти настройки собраны вместе, он обеспечивает желаемый тип переноса и имеет достаточно тепла, чтобы должным образом проникнуть в металл без горения отверстие через стык. Результатом проб и ошибок является то, что эксперименты в конечном итоге настраивают машину на то, чтобы произвести сварной шов, который нам нужен, который мы хотим или надеемся сделать.Все это звучит нормально, если инженер-сварщик или технолог не выполнил всю эту работу за вас. Если нет, то пора перейти к следующему разделу; Таблицы, настройки и руководства по сварке MIG.
Схемы сварки MIG, руководства по настройке и точные ответы
Наконец, если вам нужны точные ответы и рекомендации, вы можете прочитать это! Производители большинства сварочных аппаратов прилагают либо схему сварки MIG к аппарату, либо руководство по настройкам аппарата. Хочу отметить, что два одинаковых сварочных аппарата, произведенные одной компанией в одно и то же время, никогда не работают одинаково.Это всего лишь рекомендации, которые меняются от машины к машине! Каждая машина калибруется по-своему, и все зависит от ее использования и того, кто ее обслуживал.
Таблицы настроек сварочного аппарата MIG, руководства и таблицы для стали, нержавеющей стали и алюминия
Настройки сварочного электрода Lincoln MIG и таблица выбора газа настройки скорости и рекомендации по газу.После этих изображений я добавил диаграмму моих собственных настроек (работая над ней), которые являются золотой серединой рекомендаций производителя. Просто помните, что это всего лишь рекомендации, и каждая машина работает по-своему. Это игра проб и ошибок, которая требует именно этого, проб и ошибок! Проверьте свои настройки на куске металлолома, который очень близок по толщине к металлу, который вы будете сваривать. Он также должен быть установлен в положение, в котором вы будете выполнять сварку. Если вы не торопитесь, следуя этим шагам, вам будет намного легче выполнять сварку! Таблица выбора сварочных электродов MIGСпециальное примечание для студентов-сварщиков, изучающих, как настроить сварочный аппарат MIG
Вам необходимо научиться правильно настраивать свой собственный аппарат! Не ждите, что студент из следующей кабины выполнит вашу работу или кто-то, кто сваривал эту машину до вас! Легко подойти к правильно настроенной машине и взять ее на себя! Большинство рабочих мест не позволяют вам этого делать! Представьте себе это; Вы водите 10 часов и взорвали минимум 400 долларов, чтобы пройти испытание сварного шва! Теперь у вас могут быть серьезные навыки, но …Ой ой! Вы не знаете, как настроить сварочный аппарат MIG! Вы не только провалите тест, но и потеряете деньги, потраченные на то, чтобы попасть на место работы. Компаниям нужны настоящие сварщики, разбирающиеся в своем деле! Вам необходимо попрактиковаться в настройке множества разных сварочных аппаратов для разных типов сварки.
Советы по сварке станков для начинающих / Краткое руководство
Добро пожаловать в нашу первую статью «Советы по сварке для машин». В ней мы рассмотрим основные преимущества и особенности сварочных аппаратов, виды применения и металлы, для которых они подходят, а также некоторые подводные камни, от которых вы, возможно, захотите избежать.Вооружившись этими советами по сварке, как начинающий сварщик, вы сможете сделать более разумную покупку своего первого сварочного аппарата.
Сварка, как и все остальное, — это навык, и на его совершенствование уходят годы. Однако это может быть довольно быстро и легко освоить, если вы потратите некоторое время, чтобы понять физику сварки в целом. Из-за относительно недавнего широкого использования инверторной технологии в сварке, обработка сварного шва (что обычно является самой сложной частью обучения сварке) становится гораздо менее неприятной благодаря легкой дуге.Защитное оборудование, такое как автоматическое затемнение шлемов, делает процесс намного быстрее, безопаснее и менее утомительным, чем несколько лет назад, когда их не было рядом. Мы рассмотрим самые важные советы и факты, о которых не знают 90% новичков. От дуговой сварки до порошковой сварки. Приведенное ниже руководство представляет собой только базовую статью для начинающих и составлено из наиболее часто задаваемых в магазине вопросов о сварке в целом. В первую очередь мы сосредоточимся на информации о сварочном аппарате, а в будущих выпусках — на некоторой практической информации о фактических действиях самой сварки.Это сварочный шлем с автоматическим затемнением. Большинство моделей имеет регулируемую настройку темноты. Кожаные перчатки до локтя. Идеально Обратите внимание, что важные участки тела, представляющие непосредственный риск, хорошо прикрыты. Практически все технологические достижения в области сварки сделали ее более безопасной, чем раньше. Инверторные сварочные аппараты более энергоэффективны и значительно снижают риск возгорания или поражения электрическим током. Шлемы с автозатемнением практически устранили опасность возникновения дуговых глаз (вспышки ожогов глаз) и других травм в области лица.Просто очень важно понимать элементы и физику сварки в целом, если вы соблюдаете их, вы можете избежать травм в долгосрочной перспективе. Просто всегда используйте перчатки, каски и избегайте использования длинных тонких удлинителей. Важный совет по сварке: избегайте стандартных сварочных шлемов. Шлемы с автоматическим затемнением действительно экономичны, и они работают. Если вы когда-нибудь приобретете Arc Eyes, вы пожалеете об этом.- шлем (по возможности избегайте обычных шлемов, сделайте автоматическое затемнение), убедитесь, что у вас есть те, которые закрывают хотя бы большую часть головы.Подходит большинство хороших шлемов.
- Перчатки комбинезоны и кожанный покров. Тепловое излучение от сварки придаст коже неприятный загар.
- Дополнительная шляпа или банан для защиты волос на лице и верхней части головы
- Фартук сварочный для защиты зоны ног
- защитная обувь или, по крайней мере, кожаная обувь для предотвращения электропроводности в редких случаях короткого замыкания.
- из-за цифровой природы электроники, управляющей трансформатором, можно выбрать более точный и точный токовый выход.
- обычно с воздушным охлаждением (к тому же остывает намного быстрее, чем старые машины с масляным охлаждением)
- экономичные сверхкомпактные машины
- может использоваться в качестве сварочного аппарата TIG для черных металлов (поясняется ниже)
- газ не требуется
- очень легко освоить (отлично подходит для начинающих)
- не считается подходящим для изготовления или производства (стержни довольно короткие, и их необходимо заменять каждые несколько секунд)
- меньше расходников, нужны только штанги.
- обратите внимание на толщину проволоки и совместимость размера устройства подачи
- решите, нужно ли вам использовать ГАЗ или БЕЗ ГАЗА.Если вам нужно использовать сердечник из флюса, приобретите машину с изменяемой полярностью.
- расходные материалы включают. Наконечники (различных размеров), газовые кожухи (у опытных сварщиков они служат долго), газ и проволока.
- меньше пыли и брызг по сравнению со сваркой на основе флюса (MMA и сердечник из флюса)
- — лучший выбор для цветных металлов по сравнению с сердечником из флюса.
- , в зависимости от используемой марки, может обойтись дешевле на метр сварного шва из-за высокой стоимости порошковой проволоки.
- можно использовать в ветреную погоду благодаря образованию шлака на сварном шве
- более производительна, чем сварка в среде защитного газа, до 100% быстрее в зависимости от используемого оборудования
- Шлак необходимо очистить после сварных швов
- очень точный
- лучший выбор для тонкого алюминия и других цветных металлов
- более профессиональных аппаратов позволяют сварщику контролировать практически все аспекты сварки.
- обучение находится в процессе обучения, требуется больше времени и терпения, чтобы освоить его.
- отношение скорости к сварному металлу низкое (оно медленное) Расходные материалы
- включают вольфрамовый наконечник, кожух, газовые и металлические стержни. Наконечники из вольфрама
- затачиваются в зависимости от свариваемого материала.
Сварочные машины и цены
другие сообщения из блога инструментов и советов
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «Сделай сам» означает, что сейчас гораздо больше людей занимается сваркой.
Я считаю, что это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет формального образования.
Это означает, что некоторые люди не понимают некоторых тонкостей, которые сварщики узнают в школе.
Одна из этих деталей — установка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и способы их регулировки.
Теперь давайте настроим машину как следует…
Перед настройкой элементов управления MIG
Для этого нужно больше, чем просто взять машину MIG и повернуть ее.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, который всегда применяется. Сварка — это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у вас материал?
Различные материалы имеют разные характеристики в отношении тепла и электричества.Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и низкоуглеродистая сталь, и не проводит электричество и не удерживает тепло в такой же степени, как нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбранный вами провод, защитный газ и настройки машины зависят от материала.
Низкоуглеродистая сталь, алюминий и нержавеющие или никелевые сплавы являются наиболее часто используемыми металлами в процессе MIG. Это основной металл, который можно найти в доме и в машинах.
Насколько толстый металл?
Зная толщину металла, вы знаете, что если ваш сварщик способен выполнить свою работу, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту в отношении зажима, угла подвода, охлаждения, работы с рабочим циклом сварщика и других практических решений.
Вы устанавливаете силу тока в соответствии с толщиной металла. Следовательно, вы должны знать, какой толщины у вас металл.
Общее практическое правило: на каждые 0,001 дюйма стали требуется 1 ампер мощности.
Stainless требуется на 10-15 процентов меньше тока, а алюминию — примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8 дюйма?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим началом будет 125 ампер.
Толщина 3/8 дюйма равна 0.375 (3 x 0,125), так разве для этого нужно 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают 3/8-дюймовую сталь при токе всего 170-200 ампер. Как такое возможно?
Во-первых, это приблизительные цифры. Они только ставят вас в центр внимания.
Во-вторых, производители используют немного магии, чтобы получить эти числа для рекламы производительности. Они скашивают края стыка, чтобы уменьшить толщину. Таким образом, меньший ток может сделать такой же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать подходящий защитный газ и электрод.На этот выбор сильно влияют состав и толщина материала.
Некоторые комбинации проволоки и газа, обычно встречающиеся при сварке MIG:
- Низкоуглеродистая сталь — проволока ER70s и соотношение аргона к CO2 75/25 процентов
- Нержавеющая сталь — проволока ER308L и 98% аргона с 2% CO2
- Алюминий — Проволока ER4043 и экранирование 100% аргоном
Размер провода выбирается в соответствии с настройкой силы тока, которая, в свою очередь, зависит от толщины материала.Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам выбор в отношении того, что лучше всего подходит вашему сварщику и вашей технике.
- 0,023 — 30-130 ампер
- 0,030 — 40-145 ампер
- 0,035 — 50-180 ампер
- 0,045 — 75-250 ампер
Требования к оборудованию
Качественное сварочное оборудование упрощает задачу. Например, для сварки алюминия сварочным аппаратом MIG лучше установить катушку для бесперебойной подачи проволоки.Убедитесь, что ваш баллон защитного газа полон, а соединения чистые и надежные.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные переменные, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет загрузить правильный провод и газ, но некоторые из сложных настроек сделают за вас.
Ознакомьтесь с нашим Руководством для сварщиков MIG для получения информации о некоторых из этих машин.
Подготовьте деталь
Для получения отличных результатов сварки, повторяемых, ваш металл должен быть готов к работе.
Подготовительные слесарные работы включают:
- очистка
- удаление накипи
- шлифовальный
- обезжиривание
- зажим
Настройки не позволяют добиться хороших сварных швов; они просто делают возможными хорошие сварные швы. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить о совместной подготовке:
- Чистый шов, чистый валик
- Настройки для грязного металла неприменимы к чистому металлу
- Меньше масла или краски, чтобы загореться, значит меньше думать о
Установки для сварки MIG для низкоуглеродистой стали
А теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для низкоуглеродистой стали по большей части, потому что это, безусловно, самый свариваемый металл на планете.
Я буду упоминать алюминий или другие материалы, когда они уместны.
Какие настройки MIG имеют наибольшее значение?
Хотя у вашего сварщика может быть хороший набор настроек, важно понимать, что большинство из них предназначены для точной настройки.
Остальное определяют три основных параметра. Вот эти базовые настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и расход защитного газа
Вы хотите создать правильный тепловой режим на сварном шве, чтобы дуга была гладкой, исключалась разбрызгивание и увеличивалось проплавление.
Эти настройки также определяют тип переноса для наплавки металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG — это система постоянного напряжения. Как только он будет установлен на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.
Точная настройка напряжения — это процесс проб и ошибок. Это проверяется осмотром борта на предмет дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Он измеряется в дюймах в минуту (IPM). Если скорость подачи низкая, зона сварки может быть слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Повышение текущего уровня и создание слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы относительно друг друга.
Если искры разлетаются повсюду, и у вас есть брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорится внутри наконечника, возможна одна из двух ситуаций:
- Слишком большое напряжение для настройки WFS
- Foo little WFS для настройки напряжения ».
Есть еще один важный фактор, влияющий на скорость подачи проволоки: расстояние, на которое электродная проволока выходит из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Во время сварки вам необходимо поддерживать постоянное расстояние над продуктом, иначе вы не сможете добиться стабильных результатов с помощью выбранных настроек.Сформируйте привычку часто проверять дистанцию ESO.
3. Тип газа и расход
Скорость потока, объем и тип защитного газа определяют тип передачи в сочетании с напряжением и скоростью подачи проволоки.
Более высокая концентрация гелия или аргона делает дугу более горячей. Весь смысл защитного газа заключается в защите дуги и сварочной ванны от кислорода. Природа потока газа под давлением означает эксперименты и анализ. Другими словами, методом проб и ошибок.
Газ измеряется в кубических футах в минуту (CFM), и сквозняки, ветер или температура в баллонах влияют на результаты.
Может быть, когда все будет по-прежнему, 5 кубических футов в минуту будет достаточно, чтобы надежно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдувать газ с такой скоростью, поэтому вам, например, нужно перейти на 35 кубических футов в минуту.
Однако, если давление газа в сварном шве слишком велико, вы можете втянуть кислород в плазму дуги и загрязнить валик, вызывая пористость.
Таблица настроек сварки MIG — скорость и напряжение проволоки
Таблица настроек MIG на основе выбора провода — получите полноразмерный PDF-файл для печати здесь.Есть много таблиц настроек MIG, доступных от производителей, все они различаются.
Вот таблица настроек, которую я составил, это общее руководство, которое поможет вам начать работу. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от ваших настроек.
Что говорит сварной шов о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли изменить настройки.Еще один способ проверить настройки MIG — это проверить сварной шов.Он скажет вам, что ему нужно. Обратите внимание…
- Обычный борт : Хорошее проникновение в основание, плоский профиль, подходящая ширина и хорошее сцепление на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый борт с плохой привязкой на концах.
- Слишком высокий ток : плохое зажигание дуги, слишком широкий валик, прожог, большое количество брызг и плохое проплавление.
- Слишком быстрое перемещение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, недостаточному закреплению на концах, плохому проникновению и непоследовательному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, в результате чего валик становится слишком широким и плохо проникает.
- Слишком длинная дуга : Вызвано слишком большим напряжением. Длинная тонкая дуга, плохой провар и турбулентность сварочной ванны.
- Нет защитного газа : Отсутствие защитного газа вызывает пористость и образование мелких отверстий в валике.
Теперь вы знаете
Некоторых может разочаровать, узнав, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь.Боюсь, что когда дело доходит до сварки, такова природа игры.
Воспринимайте эту информацию и эти таблицы не как Евангелие или как науку. Это просто место для начала. Остальное ваше дело зависит от вас. Это только рекомендации. Следите за сварочной лужей и осматривайте валики.
Вы занялись ремеслом. По своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда — тихая победа над последней вредной привычкой.
Руководство по горячему запуску, дуге и антипригарной сварке
Технологии сварки развиваются, и все больше инверторных сварочных аппаратов оснащены функциями горячего старта, дуги и защиты от прилипания.Эти функции полезны как для начинающих, так и для более опытных сварщиков.
В этой статье объясняется каждый из них и то, как они помогают сделать сварку стержнем (SMAW) более удобной и производительной.
Содержание
Контроль силы дуги и горячего старта на аппарате для ручной сваркиЧто такое горячий старт при сварке?
Горячий старт — это функция, которая на короткое время увеличивает силу тока при зажигании дуги. Более высокая сила тока помогает легче зажигать дугу, не прилипая к основному металлу.Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальную точку валика.
При зажигании дуги возникают затруднения при зажигании дуги, заедание стержня и слабое проплавление. Это происходит потому, что электрод и основной металл имеют низкие температуры.
Эти проблемы «холодного пуска» более заметны при первом зажигании дуги, потому что все происходит при комнатной температуре.
Без горячего старта для достижения тех же результатов необходимо использовать специальные манипуляции с электродом (или стержнем).
Некоторые другие случаи, когда помогает горячий старт.
Горячий старт помогает при сварке стержнями, которые трудно заводить, например стержнем E7018 с низким содержанием водорода.
Когда стержни остаются незащищенными и на флюс влияет влажность воздуха. Когда флюс имеет избыток влаги, зажигать дугу немного труднее. Загрязнение влаги более критично для стержней с низким содержанием водорода, особенно если они не хранились в печи для сварки электродов.
Горячий старт также помогает, когда основной металл не очень чистый.Поверхности будут измельчать окалину или ржавчину, устойчивы к электричеству, а также сделают лужу менее жидкой.
Как использовать горячий старт?
Горячий старт для большинства сварочных аппаратов с ЖК-экранами устанавливается в процентах от силы тока, которую вы хотите сваривать.
- Изначально установите этот процент на 120% или предложите сварщиком по умолчанию, если он есть. Некоторые сварочные аппараты могут иметь диапазон от 0 до 10. Если да, то установите это значение 2.
- Некоторые, но не все сварочные аппараты, имеют время горячего старта, устанавливают его на 0.5 секунд.
- Проверьте эти настройки на аналогичном металлоломе и при необходимости измените их.
Когда настройки удовлетворительны и вы можете запустить дугу с небольшим усилием, сваривайте свой проект.
Что такое сила дуги при сварке?
Сила дуги или копания — это функция, которая определяет падение напряжения дуги, вызванное сокращением длины дуги. Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется неизменным и электрод не будет прилипать к основному металлу.
При сварке штучной сваркой очень важно постоянно поддерживать постоянную длину дуги. Длина дуги не должна быть больше диаметра стержня.
Однако поддерживать постоянную длину дуги непросто. Новому сварщику может не хватить опыта для поддержания короткой длины дуги или у него могут не быть устойчивые руки.
Если длина дуги по какой-либо причине сокращается, напряжение дуги также уменьшается, но сила тока остается почти такой же. По этой характеристике источник питания для сварки штучной сваркой называется постоянным током (CC).
Несмотря на это, сила тока остается примерно такой же, как и нагрев лужи (вольт * ампер).
В результате дуга гаснет, и электрод прилипает к основному металлу, что приводит к поломке.
Приклеивание прутка — одна из наиболее распространенных проблем при сварке стержнем, и, по мнению многих, именно отсюда и произошло ее название.
Сила дуги определяет сокращение длины дуги и увеличивает силу тока, чтобы поддерживать тепло, достаточное для поддержания дуги и предотвращения заедания стержня.
Некоторые сварщики стержневой сваркой могут назвать силу дуги как копание или управление дугой.
Некоторые другие случаи, когда сила дуги помогает
Сила дуги особенно полезна при сварке в вертикальном положении и над головой, когда сохранение короткой дуги еще более важно.
Электроды с избыточной влажностью или небольшими трещинами на флюсе будут иметь тенденцию к прилипанию. Arc Force обеспечивает более сильную дугу и помогает при сварке этими стержнями.
Как использовать силу дуги?
В зависимости от устройства для ручной сварки вы устанавливаете силу дуги в процентах или в диапазоне от 0 до 10.Чем выше вы его установите, тем интенсивнее будет эффект.
Стержни из целлюлозы, такие как E6010, лучше работают при более высоком значении силы дуги 60% или более. Высокое значение силы дуги создает агрессивную дугу, также называемую четкой дугой.
Стержни с низким содержанием водорода, такие как E7018, работают лучше при более низком значении силы дуги 30%. Более низкое значение силы дуги создает более плавную дугу, также называемую мягкой или маслянистой дугой.
В дорогих аппаратах для стержневой сварки с ЖК-экраном рекомендованы предустановленные настройки силы дуги для каждого типа стержня.Эти настройки — хорошая отправная точка.
Проверьте настройки силы дуги на аналогичном металлоломе, пока они не станут удовлетворительными.
Когда не использовать силу дуги?
Одним из возможных побочных эффектов сварки с применением силы дуги является то, что временное повышение силы тока может прожечь тонкие металлы.
Еще один недостаток силы дуги — это когда сварщики хотят контролировать нагрев лужи традиционным способом.
Для многих сварочных ситуаций сварщики хотят уменьшить нагрев ванны при укорачивании дуги или увеличить нагрев за счет удлинения дуги.Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Что такое функция копания?
Копание — это то же самое, что сила дуги. Иногда сварщики используют этот термин для описания преднамеренного использования силы дуги от начала валика до конца валика. Это сделано для того, чтобы «вникнуть» глубже в заготовку, а n — не просто для автокоррекции случайного сокращения длины дуги .
Для более сложных работ, например, при сварке в верхнем положении, вы хотите, чтобы дуга была очень короткой по всей длине валика.
В то же время должна присутствовать сила тока, достаточная для поддержания дуги и достижения глубокого проплавления.
Постоянно поддерживать очень короткую дугу очень сложно, и здесь нет права на ошибку. Сила дуги или «копания» обеспечивает адекватную силу тока по всей длине борта.
Что такое антипригарное покрытие при сварке?
Защита от прилипания — это функция, которая срабатывает, когда электрод прилипает к основному металлу. Anti Stick обнаружит короткое замыкание и автоматически отключит ток.Это предохраняет электрод от докрасна и предотвращает перегрузку сварочного аппарата. Функция предотвращения прилипания встроена в сварочный аппарат. Нет никакого контроля, чтобы установить это.
Если ваш сварочный аппарат не поддерживает муравейник, вам нужно действовать быстро и открутить стержень некоторым движением влево и вправо, чтобы освободить его.
Если стержень застрял надолго, вы можете нажать рычаг освобождения на держателе электрода и освободить его. Имейте в виду, что будут искры. Оставьте стержень на металле немного остыть, а затем снимите его.
Наконец, вы можете выключить сварочный аппарат, но не вынимать вилку. Вентилятор сварщика должен поработать, пока не остынет.
Имейте в виду, что многие доступные по цене сварщики штангой упоминают, что они поддерживают горячий старт и силу дуги, но они встраивают их с предварительно установленными значениями. У этих сварщиков нет специальных средств управления, чтобы самостоятельно устанавливать значения.
Заключение
Горячий старт, сила дуги и защита от прилипания — современные характеристики инверторных сварочных аппаратов.Все они помогают избавиться от одного из недостатков сварки штангой — прилипания электрода.
- Горячий старт увеличивает силу тока при зажигании дуги.
- Сила дуги увеличивает силу тока при сокращении длины дуги.
- Anti Stick отключает ток, когда стержень прилипает к основному металлу.
Другие статьи Weldpundit
Электроды для ручной сварки (SMAW). Технические характеристики и категории.
Выбор электродов для стержневой сварки для начинающих: тип, размер и сила тока.
Сварка палкой — легко или сложно научиться? И сколько времени это займет.
Вы тянете или толкаете сварочным аппаратом? Руководство для начинающих.
Какой самый простой в использовании стержневой сварочный стержень?
.