Какие бывают неплавящиеся электроды для дуговой сварки. Как правильно выбрать электрод в зависимости от свариваемого материала. Каковы преимущества и недостатки сварки неплавящимся электродом.
Виды неплавящихся электродов для дуговой сварки
Неплавящиеся электроды являются важнейшим расходным материалом при выполнении дуговой сварки. В отличие от плавящихся электродов, они не расплавляются в процессе сварки и не участвуют в формировании сварного шва. Основные виды неплавящихся электродов:
- Угольные электроды
- Графитовые электроды
- Вольфрамовые электроды
Рассмотрим особенности каждого типа более подробно.
Угольные электроды
Угольные электроды изготавливаются из специальных сортов угля. Они используются преимущественно для воздушно-дуговой резки металлов и устранения дефектов с поверхности изделий. Основные характеристики угольных электродов:
- Применяются при токах до 580 А
- Бывают круглого и плоского сечения
- Используются для сварки тонкостенных конструкций из стали и цветных металлов
- Могут применяться с присадочным материалом или без него
Графитовые электроды
Графитовые электроды изготавливаются из искусственного графита. Их основные особенности:
- Применяются для сварки цветных металлов и сплавов
- Часто используются при сварке медных проводов
- Обладают низким износом и высокой стойкостью
- Хорошо поддаются механической обработке
- Имеют доступную стоимость
Вольфрамовые электроды
Вольфрамовые электроды являются наиболее распространенным типом неплавящихся электродов. Они изготавливаются в виде стержней диаметром 1-4 мм. Основные характеристики:
- Высокая температура плавления (3422°C)
- Позволяют сваривать различные металлы
- Могут применяться с защитным газом или без него
- Делятся на несколько марок в зависимости от легирующих добавок
Маркировка вольфрамовых электродов
Для удобства идентификации вольфрамовые электроды маркируются цветной полосой на одном из концов. Цвет маркировки указывает на марку электрода и его химический состав. Основные типы маркировки:
- Зеленая — чистый вольфрам (WP)
- Красная — с добавлением оксида тория (WT20)
- Синяя — с оксидом циркония (WZ8)
- Золотистая — с оксидом лантана (WL15)
- Серая — с оксидом церия (WC20)
Правильный выбор марки электрода важен для обеспечения стабильного горения дуги и качества сварного соединения.
Выбор неплавящегося электрода в зависимости от свариваемого материала
При выборе неплавящегося электрода необходимо учитывать свойства свариваемого металла. Рекомендации по применению различных марок электродов:
- WP (чистый вольфрам) — для алюминия, магния и их сплавов
- WT20 (с торием) — для нержавеющей стали, никеля, титана
- WL15/20 (с лантаном) — универсальные, для большинства металлов
- WC20 (с церием) — для сварки на малых токах
- WZ8 (с цирконием) — для алюминия на переменном токе
Правильный подбор электрода обеспечивает стабильное горение дуги и высокое качество сварного соединения.
Преимущества сварки неплавящимся электродом
Сварка неплавящимся электродом обладает рядом важных преимуществ:
- Высокая устойчивость дуги при любой полярности тока
- Возможность получения швов с различной долей участия основного металла
- Легкость управления формой и химическим составом шва
- Возможность сварки тонколистовых материалов
- Высокое качество сварных соединений разнородных металлов
Эти преимущества делают сварку неплавящимся электродом незаменимой во многих отраслях промышленности.

Недостатки сварки неплавящимся электродом
Несмотря на множество достоинств, сварка неплавящимся электродом имеет и некоторые недостатки:
- Относительно низкий КПД использования электроэнергии
- Необходимость в специальных устройствах для зажигания дуги
- Высокая скорость охлаждения сварных швов
- Сложность сварки в труднодоступных местах
- Необходимость в высокой квалификации сварщика
Однако при правильном подходе эти недостатки можно минимизировать.
Области применения сварки неплавящимся электродом
Благодаря своим уникальным свойствам, сварка неплавящимся электродом нашла широкое применение в различных отраслях промышленности:
- Аэрокосмическая промышленность — сварка титановых и алюминиевых сплавов
- Автомобилестроение — ремонт кузовов и легкосплавных дисков
- Химическая промышленность — сварка нержавеющих сталей
- Пищевая промышленность — изготовление оборудования
- Приборостроение — сварка тонколистовых материалов
Широкий спектр применения обусловлен возможностью получения высококачественных сварных соединений различных металлов.
Технология сварки неплавящимся электродом
Процесс сварки неплавящимся электродом включает следующие основные этапы:
- Подготовка поверхности свариваемых деталей
- Настройка сварочного аппарата
- Зажигание дуги
- Формирование сварочной ванны
- Перемещение горелки вдоль шва
- Заварка кратера и обрыв дуги
Важно соблюдать правильную технику сварки для получения качественного соединения. Как правильно выполнять сварку неплавящимся электродом?
- Держите горелку под углом 15-20° к вертикали
- Поддерживайте постоянную длину дуги 2-5 мм
- Перемещайте горелку равномерно, без рывков
- При необходимости используйте колебательные движения
- Своевременно добавляйте присадочный материал
Неплавящиеся электроды
На многих автосервисах сейчас можно увидеть надпись «Сварка аргоном». Это уже никого не удивляет – детали автомобильных корпусов и двигателей из алюминиевых сплавов широко распространены, также, как и легкосплавные колёсные диски. И только профессионалы-сварщики иногда вздрагивают от режущей глаз неправильности этого термина.
В самом деле – возможна ли сварка аргоном? На правилен ли термин «Сварка аргоном»? Конечно же, нет. Правильнее бы было написать – сварка в аргоне, имея в виду сварку в защитной среде из аргона. Ведь известно, что аргон – абсолютно инертный газ, не вступающий в химические реакции. Именно поэтому он и считается идеальной защитной средой для дуговой сварки.
Конечно, всем профессионалам известны правильные названия этого метода (или способа, что одно и тоже) сварки. В СССР и России общеупотребительным стало название АДС (аргонодуговая сварка) или РАДС (ручная аргонодуговая сварка). В Европе распространён термин TIG (Tungsten Inert Gas), в Германии часто используют аббревиатуру WIG (Wolfram Inert Gas), а американцы – GTAW (Gas Tungsten Arc Welding).
Вольфрам известен с 80-х годов XVIII века, когда он был выделен из минерала вольфрамита, получившего своё название от немецкого народного Wolf Rahm – волчьи сливки или волчья пена. Название это дали германские металлурги, оно связано с тем, что вольфрам, часто сопровождающий оловянные руды, мешал выплавке олова, переводя его в шлаковую пену – пожирает олово как волк овцу. В английский язык название вольфрама (tungsten) перешло от шведского выражения «тяжелый камень».
Вольфрам является самым тугоплавким из известных металлов – его температура плавления 3.422°C, а кипит вольфрам при 5. 555°C. Тугоплавкость вольфрама в сочетании с его высокой твёрдостью, коррозионной стойкостью при высоких температурах и относительно хорошей электропроводностью сделали его идеальным материалом для изготовления неплавящихся электродов для дуговой сварки.Несмотря на свою твёрдость, вольфрам в нагретом состоянии хорошо обрабатывается давлением и это позволяет изготавливать из него электродные стержни методом ротационной ковки и последующей протяжкой через твёрдосплавные фильеры и калибровкой. Затем прутки нарезаются, шлифуются и в результате мы получаем неплавящиеся электроды стандартной длины 175 мм.
555°C. Тугоплавкость вольфрама в сочетании с его высокой твёрдостью, коррозионной стойкостью при высоких температурах и относительно хорошей электропроводностью сделали его идеальным материалом для изготовления неплавящихся электродов для дуговой сварки.Несмотря на свою твёрдость, вольфрам в нагретом состоянии хорошо обрабатывается давлением и это позволяет изготавливать из него электродные стержни методом ротационной ковки и последующей протяжкой через твёрдосплавные фильеры и калибровкой. Затем прутки нарезаются, шлифуются и в результате мы получаем неплавящиеся электроды стандартной длины 175 мм.
Существуют способы улучшить свойства вольфрама в составе неплавящихся электродов, добавив в него легирующие присадки, в качестве которых используют оксиды редкоземельных металлов. Легирующие добавки во многом определяют технологические и сварочные свойства неплавящихся электродов, в первую очередь, их применяемость для сварки различных материалов, а также род и полярность сварочного тока.
Основное различие неплавящихся электродов – диаметр и наличие легирующих добавок к вольфраму. Диаметр электрода определяет плотность тока, то есть максимальный сварочный ток, для которого можно использовать электрод; диаметр электрода определяется толщиной свариваемых деталей и легко может быть измерен обычным штангенциркулем.Но как отличить друг от друга неплавящиеся электроды с различным легированием? Ведь все электроды имеют одинаковый серостальной цвет. На помощь приходит цветная маркировка, которая наносится на один из кончиков каждого электрода. Обозначения цветных маркировок неплавящихся электродов и их применение в зависимости от рода и полярности сварочного тока и свариваемых материалов удобнее привести в виде таблицы.
| Марка неплавящегося электрода | WP | WC-20 | WT-20 | WY-20 | WZ-8 | WL-20 | WL-15 | |||||
| Цвет маркировки | зелёный | серый | красный | тёмно-синий | белый | голубой | золотой | |||||
| Легирующие присадки | чистый вольфрам | оксид церия(CeO2) | оксид тория(ThO2) | оксид иттрия(Y2O3) | оксид циркония (ZrO2) |
оксид лантана(La2O3) | ||||||
| — | — | 2,0% | 2,0% | 2,0% | 0,8% | 2,0% | 1,5% | |||||
| Свариваемые материалы | алюминий, магний, алюминиевые сплавы | кремниевая бронза, титановые сплавы, никель и никелевые сплавы, молибден, тантал, ниобий | аустенитная нержа-веющая сталь, медь и медные сплавы, кремниевая бронза, титановые сплавы, никель и никелевые сплавы, молибден, тантал, ниобий | углеродистая и низколегиро-ванная сталь, аустенитная нержавеющая сталь, медь и медные сплавы, кремниевая бронза, титановые сплавы – сварка особо ответственных конструкций | алюминий, магний, алюминиевые сплавы, никель и никелевые сплавы |
высоколеги- рованная сталь, алюминие- вые сплавы, медь, бронза |
||||||
| Особенности применения | высокая стойкость, лёгкая подготовка к сварке, трудно затачиваются | хорошее зажигание дуги, повышенный допустимый ток | высокая стойкость | самая высокая стойкость, высокая стабильность дуги | высокая стабильность дуги | лёгкое зажигание дуги, низкая склонность к образованию прожогов, высокая стабильность дуги, высокая устойчивость заточки |
||||||
Стабильность дуги, комфортность работы сварщика и качество сварки напрямую зависят от пра-вильности выбора марки неплавящихся электродов. Поэтому перед началом сварки необходимо внимательно изучить свойства материалов свариваемых деталей и требования к свариваемой конструкции. Правильный выбор неплавящихся электродов поможет вам выполнить вашу работу легко и с высоким качеством.
Поэтому перед началом сварки необходимо внимательно изучить свойства материалов свариваемых деталей и требования к свариваемой конструкции. Правильный выбор неплавящихся электродов поможет вам выполнить вашу работу легко и с высоким качеством.
Сварка неплавящимся электродом для дуговой и аргонодуговой сварки, тугоплавкие электроды
Дуговая сварка осуществляется в защитной атмосфере инертного газа и представляет собой один из высокоэффективных методов выполнения дуговой сварки путем плавления металла.
Применяется такая технология в большинстве случаев для работы с металлоконструкциями из алюминия, магния, а также их сплавов, нержавеющей стали, никеля, меди и ряда иных металлов с неферромагнитными качествами.
Содержание
- Виды неплавящихся электродов
- Сварка неплавящимися электродами
- Итоги
Виды неплавящихся электродов
Для дуговой применяются неплавящиеся электроды. Это расходный материал для сварочных работ, который не имеет металлической природы и свойств, присущих металлам. Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.
Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.
Сегодня при выполнении соединений конструкций из металла применяются три основных типа неплавящихся стержней:
- Угольный неплавящийся электрод активно применяется при воздушно-дуговой резке металлов с целью устранения с поверхности изделий разного рода дефектов.
При этом сварку нужно проводить на токах силой, не более 580 Ампер. Также такой расходный материал для сварки используют при создании соединений металлических деталей в тонкостенных конструкциях из стали и цветных металлов. Угольные сварные электроды бывают круглыми и плоскими, сложенными вдоль линии варки или подающимися в сварную ванну. Они могут применяться вместе с присадкой или без нее, что определяется технологией проведения сварных работ. - Графитовые стержни актуальны при сварке цветных металлов, а также их сплавов.
Но особенно часто они применяются при работе с медными проводами. Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке.
Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке. - Вольфрамовый сварной электрод изготавливается в виде стержня с диаметром 1-4 мм и наиболее часто применяется в производстве и быту.
Такой расходный материал отличается высокой тугоплавкостью, то есть, плавится при более высоких температурах, нежели иного рода стержни. Он позволяет сваривать разнообразные металлы без применения защиты в виде газа. Хотя вполне реально осуществлять сварку вольфрамовым электродом и при таких условиях, если в этом есть необходимость. В зависимости от состава, изделия делят на несколько групп: лантанированные, иттрированные, торированные, стандартные.
На заметку! Электроды вольфрамового типа с добавлением тория отличаются радиоактивностью. Несмотря на то, что этот показатель невелик, они перестали применяться на крупных промышленных предприятиях.
Все описанные виды электродов для сварных работ причисляются к классу неплавящихся, так как в процессе выполнения сварочных работ стержень либо вовсе не плавится, либо плавится незначительным образом.
При любом варианте развития событий материал стержня практически не участвует в процессе образования наплавленного металла и сварного соединения.
Сварка неплавящимися электродами
Схема сварки в среде защитного газа.Неплавящиеся электроды активно применяются на крупных предприятиях:
- при необходимости осуществить сварку тонколистового металла;
- для проведения сварных работ со сталями всех классов, цветного металла, а также их сплавов;
- при необходимости получить высококачественные сварные соединения разнородных металлов.

Преимущества, которыми характеризуется сварка неплавящимся электродом:
- высокие показатели устойчивости дуги, вне зависимости от полярности тока;
- возможность получить швы с долей участия основного металла 0-100%;
- возможность регулировать химический состав и геометрию соединений при изменении скорости подачи, угла наклона, профиля, марки присадочного материала.
Недостатками такого метода сварных работ считаются следующие моменты:
- неважные показатели эффективности использования электроэнергии;
- необходимость применять специальные устройства для обеспечения начального возбуждения дуги;
- высокая скорость охлаждения изготовленных швов.
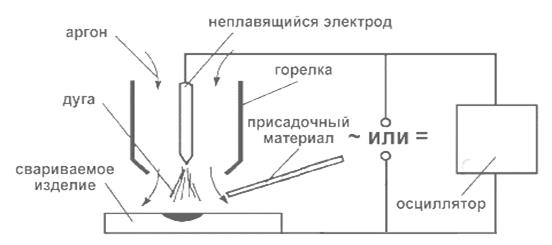
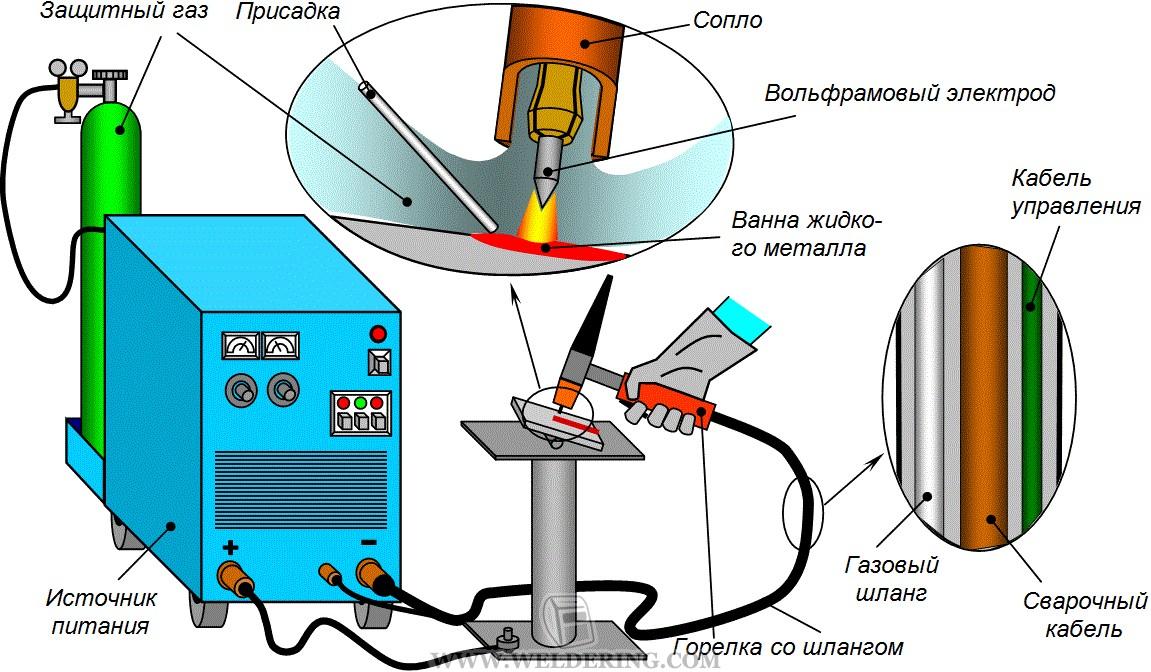
Но для полноценной характеристики сварки неплавящимся электродом важно понимать технологическую суть процесса. Операция осуществляется путем подачи защитного газа через сопло в зону дуги, которая горит между расходным материалом и изделием.
Газ выполняет защитную функцию, предохраняя несгораемые и расплавленный основной металл от негативного влияния активных атмосферных газов.
Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.
При использовании сварочного аппарата и неплавящихся электродов важно правильно установить полярность. Она может быть прямой или обратной. В первом случае нужно установить массу на минус, держатель – на плюс. Во втором масса устанавливается на плюс, а держатель – на минус.
Марка и назначение неплавящихся электродов.От правильности выбора режима полярности зависит форма проваренного металла:
- работа с помощью постоянного тока при прямой полярности позволит создать глубокий и узкий сварной шов;
- широкого и поверхностного шва можно достичь путем выбора постоянного тока и обратной полярности.
Защитный газ для с применением электродов непременно должен демонстрировать инертность к рабочим металлам, поэтому при работе вольфрамовыми электродами в качестве такого вещества используют аргон, гелий, смесь аргона и гелия.
Если сварочные работы ведутся над проводами из меди или с помощью медных электродов со вставкой из гафния, можно воспользоваться азотом.
Важно! В случае использования при сварке дорогостоящих инертных газов, к примеру Ar или He, стоит создать комбинированную защиту. Это позволит расходовать газ рационально.
Если работать приходится с металлом большой толщины, то обеспечить плавление основного металла и получить актуальные геометрические параметры сварного шва можно при варении по зазору или с разделкой кромок с добавлением присадки.
Итоги
Применение неплавящихся электродов для дуговой сварки при работе с металлоконструкциями из алюминия, магния, их сплавов, никеля, нержавеющей стали, меди и ряда иных неферромагнитных металлов и позволяет получить действительно прочные и долговечные сварные швы.
Это крайне важно для таких производственных сфер, как металлургия, электрохимическая промышленность и электротермическое производство.
Дуговая сварка: неплавящиеся электроды
Опубликовано Акшанш 11
Тепло, необходимое для дуговой сварки , получают из электроэнергии. В процессе дуговой сварки предпочтительными являются плавящиеся электроды или неплавящиеся электроды . Источником питания, который создает дугу между кончиком электрода и заготовкой, может быть либо источник питания переменного тока , либо источник питания постоянного тока . Температура, создаваемая дугой, составляет около 30000 градусов по Цельсию, что больше, чем при кислородно-газовой сварке. А 9Вольфрамовый электрод 0009 используется в процессе сварки неплавящимся электродом . В зависимости от полярности этот процесс делится на три следующих типа:
В зависимости от полярности этот процесс делится на три следующих типа:
- Электрод постоянного тока отрицательный
- Положительный электрод постоянного тока
- Высокочастотный переменный ток
Электрод постоянного тока с отрицательной полярностью также известен как Электрод постоянного тока прямой полярности. Здесь заготовка является положительным анодом, а электрод — отрицательным катодом. При этом получается узкий и глубокий шов, как показано на следующем рисунке:
Положительный электрод постоянного тока также известен как постоянный ток обратной полярности. Здесь заготовка отрицательная, а электрод положительный. В этом процессе проплавление меньше, а зона сварки меньше и шире, как показано на следующем рисунке:
В высокочастотном переменном токе коэффициент тепловыделения составляет 1:1. Здесь положительная и отрицательная полярность постоянно меняется. Так что фиксированной полярности нет. Этот метод подходит для сварки толстых профилей и электродов большого диаметра на максимальных токах. См. следующий рисунок:
Этот метод подходит для сварки толстых профилей и электродов большого диаметра на максимальных токах. См. следующий рисунок:
Рабочий:
При подаче питания и поддержании оптимального зазора между катодом и анодом на катоде образуются высокоскоростные отрицательно заряженные электроны, которые притягиваются анодом и движутся к аноду. Когда электроны с такой очень высокой скоростью сталкиваются с анодом, кинетическая энергия электронов преобразуется в тепловую энергию. Следовательно, на аноде выделяется тепловая энергия. Одновременно на анодах будут генерироваться высокоскоростные положительно заряженные ионы, которые притягиваются катодом. Когда эти высокоскоростные ионы сталкиваются с катодом, кинетическая энергия ионов преобразуется в тепловую энергию. Поэтому на катоде выделяется тепло. Следует отметить, что количество тепловой энергии, выделяемой на аноде, намного выше, чем на катоде из-за очень высокой скорости электронов.
В Постоянный ток Прямая полярность, тепловыделение на заготовке обычно выше на 67%. Таким образом, можно легко сваривать материалы с высокой температурой плавления и листы большей толщины. Из-за меньшего тепловыделения на электродах скорость плавления электрода ниже, а скорость осаждения ниже. Следовательно, возможны только низкие скорости сварки.
Таким образом, можно легко сваривать материалы с высокой температурой плавления и листы большей толщины. Из-за меньшего тепловыделения на электродах скорость плавления электрода ниже, а скорость осаждения ниже. Следовательно, возможны только низкие скорости сварки.
В Постоянный ток Обратная полярность, из-за более низкого тепловыделения на заготовке, которое обычно составляет 33%, можно сваривать только материалы с низкой температурой плавления и листы меньшей толщины. Из-за более высокого тепловыделения электрода плавление электрода выше и, следовательно, скорость осаждения выше. Поэтому возможны высокие скорости сварки.
Нравится:
Нравится Загрузка…
2 комментария Ищи:Различные виды электродуговой сварки
Сегодня я расскажу о различных типах электродуговой сварки и их работе. Ранее была опубликована статья по дуговой сварке. Проверить!
Понятие об электродуговой сварке
Содержание
- 1 Виды электродуговой сварки
- 1.
 1 Виды дуговой сварки плавящимися электродами
1 Виды дуговой сварки плавящимися электродами - 1.1.1 Сварка металлов в среде инертного газа (MIG)
- дуговая сварка металлов 1.1 SMAW)
- 1.1.3 Дуговая сварка под флюсом (FCAW)
- 1.1.4 Дуговая сварка под флюсом (SAW)
- 1.1.5 Электрошлаковая сварка (ESW)
- 1.1.6 Дуговая сварка шпилек (SW)
- 1.2 Методы неплавящегося электрода
- 5 Вольфрамовые электроды сварка в среде инертного газа (TIG)
- 1.
- 1.3 Подпишитесь на нашу рассылку новостей
- 1.4 Плазменно-дуговая сварка (PAW)
- 1.5 Пожалуйста, поделитесь!
Различные типы дуговой сварки можно разделить на две категории, а именно; плавящиеся и неплавящиеся электроды. Дуговая сварка плавящимся электродом – MIG, SMAW, ESW, SW. в то время как типы нерасходуемых электродов — TIG и PAW. Все это аббревиатуры их названий.
Типы дуговой сварки плавящимися электродами
Сварка металлов в среде инертного газа (MIG)
Эти типы дуговой сварки также известны как дуговая сварка металлическим газом (GMAW).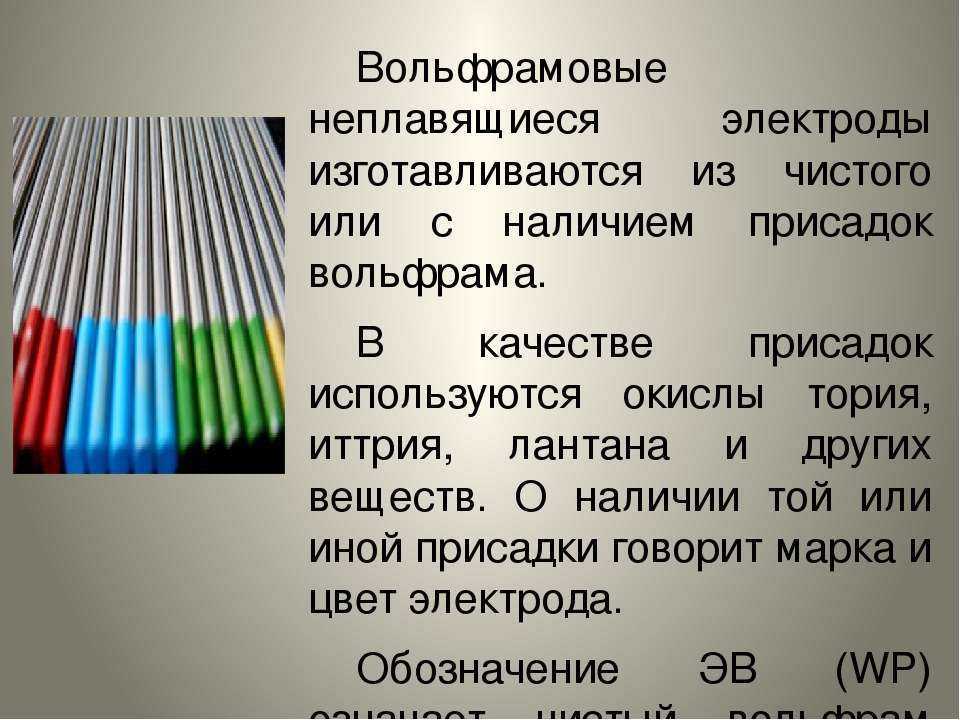 Он использует защитный газ для защиты основных металлов от загрязнения.
Он использует защитный газ для защиты основных металлов от загрязнения.
Подробнее: Сварка металлов в среде инертного газа (MIG)
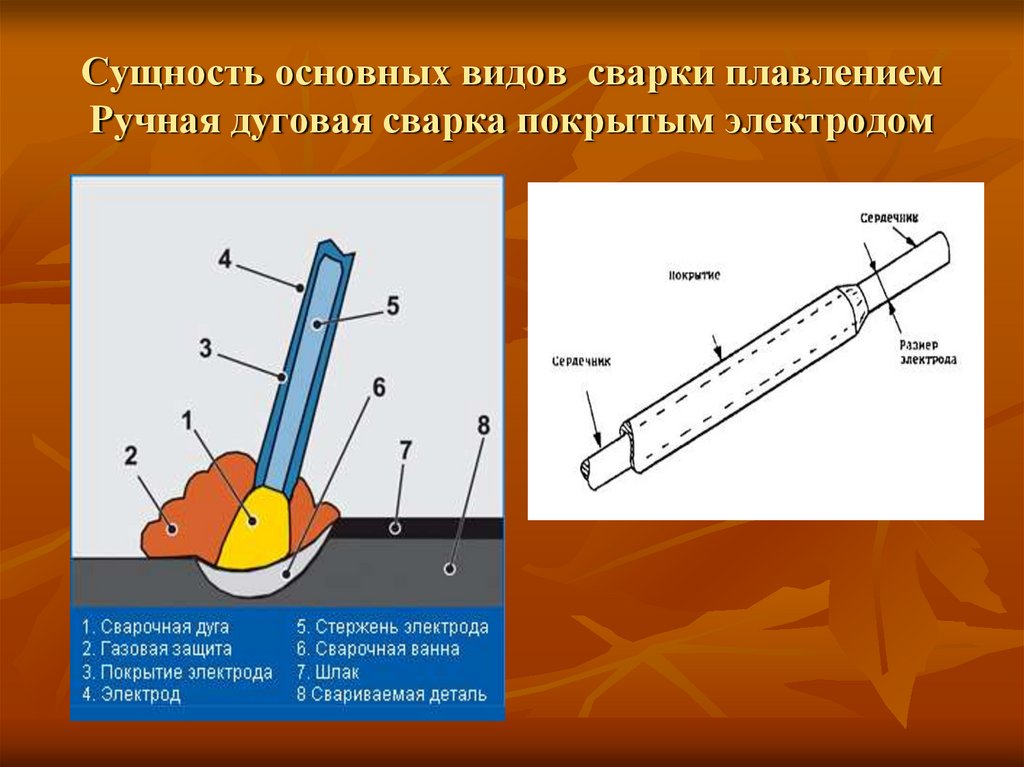
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Эти типы также известны как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или сварка электродом. это достигается зажиганием дуги между металлическим стержнем (электрод с флюсовым покрытием) и заготовкой. Металлический стержень и поверхность соединения заготовки плавятся и образуют ванну. Эти двухконтактные формы образуют газ и шлак, помогая защитить сварочную ванну от окружающей атмосферы. Вот почему он идеально подходит для соединения черных и цветных металлов с различной толщиной материала во всех положениях
Дополнительная информация: Дуговая сварка в среде защитного газа (SMAW)
Дуговая сварка с флюсовой сердцевиной (FCAW)
Эта дуговая сварка служит альтернативой SMAW, FCAM с использованием непрерывной подачи расходуемого электрода с флюсовой сердцевиной и постоянного напряжения питания. поставлять. Это помогает в обеспечении постоянной длины дуги. Эти типы дуговой сварки могут использовать защитный газ или газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
поставлять. Это помогает в обеспечении постоянной длины дуги. Эти типы дуговой сварки могут использовать защитный газ или газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Подробнее: Дуговая сварка с флюсовой проволокой
Дуговая сварка под флюсом (SAW)
В этом процессе также используются расходуемые электроды с непрерывной подачей и слой плавкого флюса. Он становится проводящим, когда расплав обеспечивает путь тока между деталями, током и электродом. Flux также предотвращает брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Подробнее: Что такое дуговая сварка под флюсом
Электрошлаковая сварка (ЭШС)
Эти виды дуговой сварки используются для вертикальной сварки толстолистового металла толщиной более 25 мм за один проход. Он работает на электрической дуге до того, как флюс поможет погасить дугу. Этот флюс плавится сразу после подачи расходуемой проволоки в ванну расплава. Он создает расплавленный шлак на поверхности бассейна.
Подробнее: Электрошлаковая сварка
Дуговая сварка шпилек (SW)
Этот процесс дуговой сварки похож на сварку оплавлением. сустав к другому куску еды.
Дополнительная информация: Дуговая сварка шпилек и ее методы
Методы неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Эта дуговая сварка плавящимся электродом известна как дуговая сварка вольфрамовым электродом (GTAW). Он использует вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферного загрязнения.
Подпишитесь на нашу рассылку новостей
Подробнее: Что такое сварка вольфрамовым электродом в среде инертного газа (TIG)
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка аналогична сварке TIG. в нем используется электрическая дуга из неплавящегося электрода и анода, они размещены внутри корпуса горелки. Плазма получается из электрической дуги.
