Что означают буквы и цифры в маркировке ТЭНов. Как расшифровать условное обозначение трубчатого электронагревателя. Какие параметры указываются в маркировке ТЭНа. На что влияет выбор среды и материала оболочки ТЭНа.
Что такое ТЭН и из чего он состоит
ТЭН (трубчатый электронагреватель) — это устройство для преобразования электрической энергии в тепловую. Основные элементы конструкции ТЭНа:
- Металлическая оболочка
- Нагревательный элемент (спираль) внутри оболочки
- Электроизоляционный наполнитель между спиралью и оболочкой
- Контактные стержни для подключения к сети
- Герметичные заглушки на торцах
ТЭНы широко применяются в промышленных и бытовых нагревательных приборах благодаря надежности, безопасности и возможности прямого контакта с нагреваемой средой.
Система маркировки ТЭНов
Маркировка ТЭНа содержит основные технические характеристики и параметры. Рассмотрим подробно, что означают буквы и цифры в обозначении ТЭНа:

1. Развернутая длина ТЭНа
Первое число в маркировке — это развернутая длина ТЭНа в сантиметрах. Например, ТЭН-100 имеет длину 100 см.
2. Длина контактного стержня
Буква после длины обозначает длину контактного стержня в заделке:
- A — 40 мм
- B — 65 мм
- C — 100 мм
- D — 125 мм
- E — 160 мм
- F — 250 мм
- G — 400 мм
- H — 630 мм
3. Диаметр оболочки
Число после буквы длины контактного стержня — это диаметр оболочки ТЭНа в миллиметрах. Наиболее распространенные диаметры — 13, 10, 8.5, 8, 6.5 мм.
Мощность и напряжение ТЭНа
В маркировке ТЭНа обязательно указывается его мощность в киловаттах и рабочее напряжение в вольтах. Как правильно расшифровать эти параметры?
Мощность ТЭНа
Мощность указывается в киловаттах после диаметра оболочки. Например, 3.15 означает мощность 3150 Вт. Выбор мощности зависит от назначения ТЭНа и нагреваемой среды.
Рабочее напряжение
Стандартные значения напряжения для ТЭНов: 12, 24, 36, 42, 48, 60, 127, 220, 380 В. Наиболее распространены ТЭНы на 220 В для бытового применения.
Обозначение нагреваемой среды и материала оболочки
Буква после мощности в маркировке ТЭНа обозначает нагреваемую среду и материал оболочки. От правильного выбора этих параметров зависит эффективность и долговечность ТЭНа. Рассмотрим основные обозначения:
- X — вода, слабые растворы щелочей и кислот, оболочка из меди или латуни
- J — вода, слабые растворы кислот, оболочка из нержавеющей стали
- P — вода, слабые растворы щелочей, оболочка из углеродистой стали
- S — воздух и газы, спокойная среда, оболочка из углеродистой стали
- T — воздух и газы, высокая температура, оболочка из нержавеющей стали
- O — движущийся воздух, оболочка из углеродистой стали
- Z — жиры и масла, оболочка из углеродистой стали
Удельная мощность ТЭНа
Важный параметр при выборе ТЭНа — максимально допустимая удельная мощность. Что это такое и как ее рассчитать?
Удельная мощность — это отношение мощности ТЭНа к площади его активной поверхности. Измеряется в Вт/см2. Максимально допустимые значения удельной мощности зависят от нагреваемой среды и материала оболочки:

- Для воды — 9-15 Вт/см2
- Для воздуха — 2-6 Вт/см2
- Для масел — 3-5 Вт/см2
Превышение рекомендуемой удельной мощности снижает надежность и срок службы ТЭНа. Поэтому при выборе ТЭНа важно учитывать этот параметр.
Формы ТЭНов и специальные обозначения
Помимо стандартных прямых ТЭНов, существуют различные формы для специального применения. Как они обозначаются в маркировке?
Формы ТЭНов
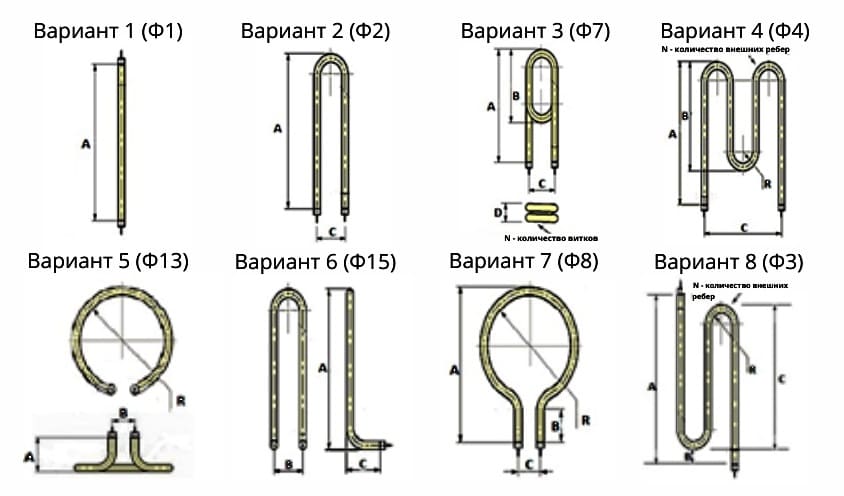
В маркировке после обозначения среды может стоять буква Ф и цифра, обозначающая форму ТЭНа:
- Ф1 — прямой
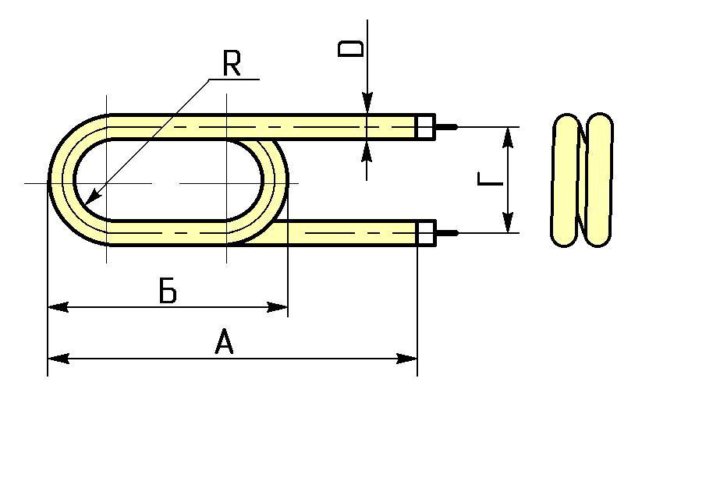
- Ф2 — U-образный
- Ф3 — M-образный
- Ф4 — круглый
- Ф5 — плоский
Специальные обозначения
Некоторые дополнительные буквы в маркировке ТЭНа означают:
- Op — оребренный ТЭН для воздуха
- Kp — оребренный ТЭН из нержавеющей стали
- Ti — титановая оболочка для агрессивных сред
- Jф, Pф — фторопластовая оболочка
Как правильно подобрать ТЭН по маркировке
При выборе ТЭНа по его маркировке необходимо учитывать следующие факторы:
- Размеры — длина и диаметр должны соответствовать месту установки
- Мощность — достаточная для нагрева, но не превышающая допустимую
- Напряжение — соответствующее питающей сети
- Среда и материал — подходящие для условий эксплуатации
- Удельная мощность — не превышающая максимально допустимую
Правильный подбор ТЭНа по маркировке обеспечит его эффективную и долговечную работу в конкретных условиях применения.
Заключение: значение маркировки для эксплуатации ТЭНов
Маркировка ТЭНа содержит важную информацию о его характеристиках и параметрах. Умение правильно расшифровать обозначение ТЭНа позволяет:
- Подобрать оптимальный ТЭН для конкретных условий
- Обеспечить безопасную эксплуатацию
- Продлить срок службы нагревателя
- Повысить энергоэффективность нагрева
Поэтому при выборе и установке ТЭНов важно внимательно изучать их маркировку и учитывать все указанные параметры. Это поможет избежать ошибок и обеспечит надежную работу нагревательного оборудования.
Общие характеристики ТЭНов
Максимальная мощность Pмах ТЭН зависит от нагреваемой среды,
материала оболочки, характера нагрева, площади активной поверхности (Рис. 1).
Максимальная мощность Pмах ТЭН рассчитывается по формуле:
Pмах = Pуд.мах х S
где:
S, см2 — площадь активной поверхности;
Pуд.мах, Вт/см2 — максимальная удельная мощность.
Рекомендации относительно значений максимальной удельной мощности Pуд.мах
можно найти в ГОСТ 13268-88 для ТЭН промышленного назначения и ГОСТ 19108-81 — для ТЭН бытового назначения.
Изготовление ТЭН, мощность которого превышает рекомендуемое максимальное значение, снижает его надежность и долговечность.
Таблица 4. Pуд.мах для ТЭН промышленного назначения.
|
Условное обозначение (см. |
Pуд.мах, Вт/см2 |
|
X |
|
|
J |
15 |
|
P |
15 |
|
S |
2,2 |
|
T |
5 |
|
O |
5,5 |
|
K |
6,5 |
|
R |
3,5 |
|
N |
5,1 |
|
Z |
3,0 |
|
V |
3,5 |
|
W |
3,5 |
|
L |
5,0 |
|
Y |
13,0 |
 табл. 2)
табл. 2)Таблица 5.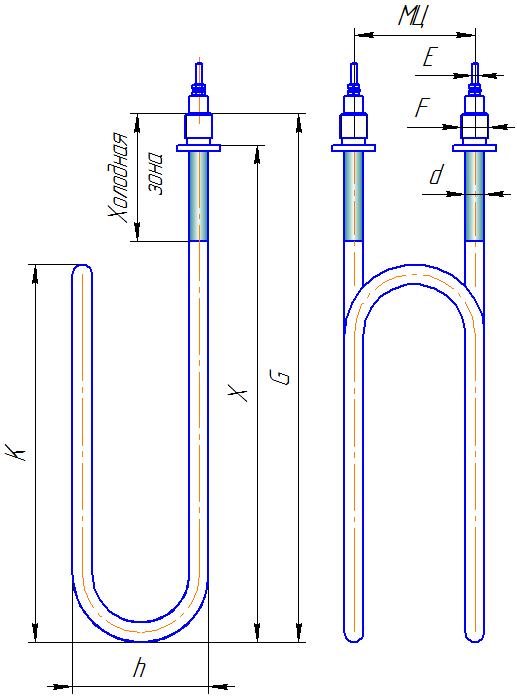 Pуд.мах для ТЭН бытового назначения.
Pуд.мах для ТЭН бытового назначения.
| Условное обозначение (см. табл. 3) | Pуд.мах, Вт/см2 |
|
Х |
11 |
|
Р |
11 |
|
П |
11 |
|
С |
2,2 |
|
Т |
5,2 |
|
О |
5,5 |
|
Э |
2,5 |
|
И |
3 |
|
У-1 |
18 |
|
У-2 |
13 |
Пример расчета максимальной мощности Pмах промышленного ТЭН-100А13/4J220, где:
— «100» — развернутая длина, см. ;
;
— «А» — 40 — заделка контактного стержня (табл. 1), мм;
— «13» — диаметр оболочки, мм;
— «4» — номинальная мощность ТЭН, кВт;
— «J» — обозначение среды и материала оболочки.
В табл. 4 условному обозначению «J» соответствует значение Pуд.мах=15 Вт/см2
Активная длина ТЭН (см. рис. 1), м : La = L — 2 x Lk = 100см — 2 х 4см = 92см
Площадь активной поверхности (см. рис. 1), см2: S=( Pi х D) х La = 3,14 х 1,3 х 92 = 375,5 см2,
где: (Pi х D) длина оболочки ТЭН по окружности.
Максимальная мощность Рмах, кВт: Рмах = Руд.мах х S = 15Вт/см2 х 375см2 = 5633Вт = 5,63кВт.
Номинальная мощность ТЭН меньше максимально-допустимой
Маркировка ТЭН | УралАвтоТерм
Маркировка трубчатых электронагревателей (ТЭН) включает в себя все технические параметры, влияющие на эксплуатационные характеристики ТЭНов:
- Развернутую длину ТЭНа в сантиметрах
- Длину контактного стержня в заделке
- Номинальный диаметр ТЭНа
- Номинальная мощность ТЭНа, кВт
- Обозначение нагреваемой среды и материала оболочки ТЭНа
- Номинальное рабочее напряжение
- Вид климатического исполнения ТЭНа.
Пример обозначения ТЭНа
ТЭН — 32 А 13 / 0,2 S 36
| ТЭН | трубчатый электронагреватель |
| 32 | развернутая длина ТЭНа — 32 см |
| А | длина контактного стержня в заделке А=40мм. |
| 13 | диаметр внешней оболочки ТЭНа (13 мм) |
| 0,2 | мощность ТЭНа 0.2 кВт |
| S | Нагреваемая среда (Воздух, различные газы, спокойные или поток до 1.5 м/с) |
| 36 | Номинальное рабочее напряжение 36 Вольт |
Обозначения длин контактных стержней
| Обозначение, RU |
А |
Б |
В |
Г |
Д |
Е |
Ж |
З |
| Обозначение, EN |
A |
B |
C |
D |
E |
F |
G |
H |
| Длина контактного стержня в заделке, мм |
40 |
65 |
100 |
125 |
160 |
250 |
400 |
630 |
Обозначения тех.
 характеристик ТЭНов по ГОСТу
характеристик ТЭНов по ГОСТу
Подробное описание технических характеристик ТЭНов по ГОСТу с расшифровками
Технические характеристики промышленных ТЭНов регламентированы ГОСТ: 13268–88 «Электронагреватели трубчатые», который распространяется на двухконцевые электронагреватели круглого сечения общего назначения климатического исполнения УХЛ4 по ГОСТ 15150–69, предназначенные для комплектации промышленных установок, осуществляющих нагрев различных сред путем излучения, конвекции или теплопроводности. Для бытовых электронагревательных устройств ТЭНы изготавливаются согласно ГОСТ 19108–81.
Пример обозначения ТЭНа
1. Развернутая длина (100 А 13/1,0 Р 220) – Указана в сантиметрах и представляет собой длину металлической оболочки ТЭНа не включая изоляторы.
Наше предприятие имеет возможность изготавливать ТЭНы развернутой длиной от 15 до 600 см.
2. Длина контактного стержня в заделке (100 А 13/1,0 Р 220). Холодная часть (рис. 1, Ln) выбирается согласно приведенной ниже таблице. При отсутствии необходимой длины в таблице, допускается произвольная длина, которая указывается в обозначении в см, например: ТЭН 100-8-13/2,0 P 220.
|
Условное обозначение |
A |
B |
C |
D |
E |
F |
G |
H |
|
Длина стержня в заделке, мм |
40 |
65 |
100 |
125 |
160 |
250 |
400 |
630 |
3. Диаметр (100 А 13/1,0 Р 220) – указывается в мм. Мы можем предложить ТЭНы с диаметрами: 18; 16; 13; 10; 8.5; 8.0; 7.4; 6.5. Возможно изготовление ТЭНов с другими диаметрами (не по ГОСТ).
Диаметр (100 А 13/1,0 Р 220) – указывается в мм. Мы можем предложить ТЭНы с диаметрами: 18; 16; 13; 10; 8.5; 8.0; 7.4; 6.5. Возможно изготовление ТЭНов с другими диаметрами (не по ГОСТ).
4. Мощность (100 А 13/1,0 Р 220) – указывается в кВт. Выбирается с учетом рабочих параметров ТЭНа. Возможно изготовление от 0,01 до 12 кВт, а по согласованию с заказчиком и другие значения в зависимости от диаметра ТЭН и напряжения.
5. Рабочая среда (100 А 13/1,0 Р 220). Указывается рабочая среда ТЭН на основании таблицы. «Условное обозначение рабочей среды».
6. Напряжение (100 А 13/1,0 Р 220) – вольт. Напряжение питания, указанное в вольтах. ГОСТ предлагает выбрать из ряда: 12; 24; 36; 42; 48; 60; 127; 220; 380 В. По согласованию между изготовителем и потребителем допускается изготавливать ТЭН на другое номинальное напряжение.
|
Условное обозначение |
Нагреваемая среда |
Характер нагрева |
Максимальная ваттная нагрузка, Вт/см2 |
Материал оболочки |
|
Х |
Вода, слабый раствор щелочей и кислот (рН от 5 до 9) |
Нагревание, кипячение с максимальной температурой на оболочке 100°С |
9 |
Меди и латунь (с покрытиями) |
|
J |
Вода, слабый раствор кислот (pH от 5 до 7) |
Нагревание, кипячение с максимальной температурой на оболочке 100°С |
15 |
Нержавеющая сталь |
|
P |
Вода, слабый раствор щелочей (pH от 7 до 9) |
Нагревание, кипячение с максимальной температурой на оболочке 100°С |
15 |
Углеродистая сталь |
|
Q |
Вода, слабый раствор кислот (рН от 5 до 7) |
Нагревание, кипячение с максимальной температурой на оболочке 100°С |
9,5 |
Алюминиевые сплавы |
|
S |
Воздух, газы и смеси газов |
Нагрев в спокойной газовой среде до температуры на оболочке ТЭН 450°С |
2,2 |
Углеродистая сталь |
|
T |
Воздух, газы и смеси газов |
Нагрев в спокойной газовой среде с температурой на оболочке ТЭН свыше 650°С |
5,0 |
Нержавеющая сталь |
|
O |
Воздух, газы и смеси газов |
Нагрев в движущейся со скоростью 6м/с воздушной среде до температуры на оболочке ТЭН 450°С |
5,5 |
Углеродистая сталь |
|
K |
Воздух, газы и смеси газов |
Нагрев в движущейся со скоростью не менее 6м/с воздушной среде с температурой на оболочке ТЭН св. |
6,5 |
Нержавеющая сталь |
|
R |
Воздух и пр. газы и смеси газов |
Нагрев в среде с движущимся со скоростью менее б м/с воздухом до рабочей температуры на оболочке ТЭНов 450°С |
3,1 |
Углеродистая сталь |
|
N |
Воздух и пр. газы и смеси газов |
Нагрев движущимся со скоростью менее б м/с воздухом, с рабочей температурой на оболочке ТЭНов св. 650°С |
5,1 |
Нержавеющая жаростойкая сталь |
|
L |
Литейные формы, пресс-формы |
ТЭН вставлен в паз, имеется гарантированный контакт с нагреваемым металлом, температура на оболочке ТЭН до 450 °С |
5,0 |
Углеродистая сталь |
|
Z |
Жиры, масла |
Нагрев в ваннах и др. |
3,0 |
Углеродистая сталь |
|
V |
Щелочь, щелочно-селитровая смесь |
Нагрев и плавление в ваннах и др. ем костях с рабочей температурой на оболочке ТЭНов до 600°С |
3,5 |
Углеродистая сталь |
|
W |
Легкоплавкие металлы и сплавы |
Нагрев и плавление в ваннах и др. емкостях с температурой на оболочке ТЭН до 450°С |
3,5 |
Углеродистая сталь |
|
D |
Селитра (двойная оболочка) |
Нагрев до температуры 600°С |
3,5 |
Нержавеющая/черная сталь |
|
Н |
Селитра |
Нагрев до температуры 600°С |
3,5 |
Нержавеющая сталь |
|
Y |
Металлические плиты из алюминиевых сплавов |
ТЭНы залиты в изделия. |
13,0 |
Углеродистая сталь |
|
Op |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью 6 м/с воздухом, с рабочей температурой на оболочке ТЭН до 450°С |
11,0 |
Углеродистая сталь c оребрением |
|
Kp |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью не менее 6 м/с воздухом, с рабочей температурой на оболочке ТЭН до 650°С |
13,0 |
Нержавеющая жаростойкая сталь с оребрением |
|
Ti |
Агрессивные растворы щелочей и кислот |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
13,0 |
Титан |
|
Jф, Рф |
Агрессивные растворы щелочей и кислот |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
4,0 |
Фторопласт |
 Доставляем заказы по всей России.
Доставляем заказы по всей России.  650°С
650°С емкостях, температура до 250 °С
емкостях, температура до 250 °С Работа с термоограничителями с рабочей температурой на оболочке ТЭНов до 320°С
Работа с термоограничителями с рабочей температурой на оболочке ТЭНов до 320°СТЭНы оптом и на заказ по любым размерам
Оптовые цены на ТЭНы в наличии начинаются при заказе от 10 шт.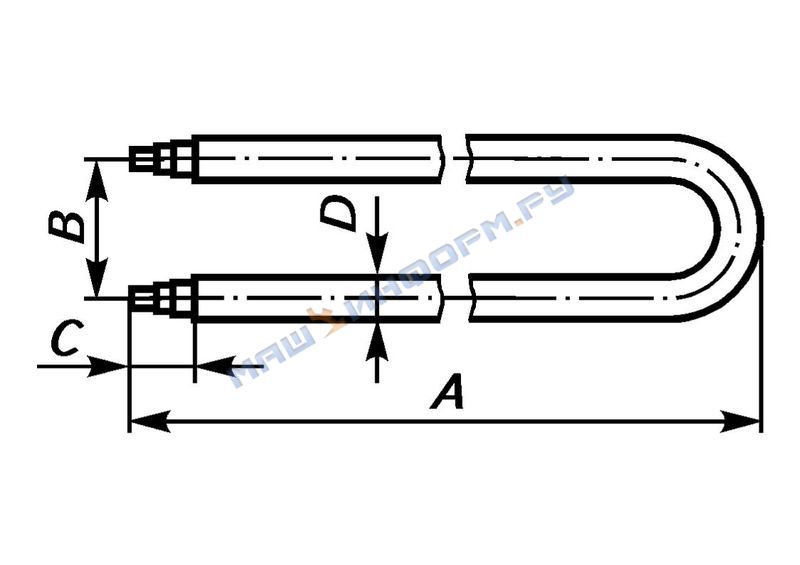 и указаны в каталоге (действует не на всю продукцию).
и указаны в каталоге (действует не на всю продукцию).
Стоимость ТЭНов на заказ по вашим размерам рассчитывается индивидуально.
Срок изготовления ТЭНов 10 рабочих дней с дня оплаты счета. Минимальная партия 10шт.
Чтобы заказать ТЭН с индивидуальными характеристиками заполните форму и отправьте по электронной почте [email protected]. Все вопросы по заполнению формы можете задать, связавшись с нами по телефону 8-905-326-6563
Скачать форму заявки на изготовление ТЭНов
Пример условного обозначения при заказе ТЭНа: (расшифровка маркировки ТЭНа)
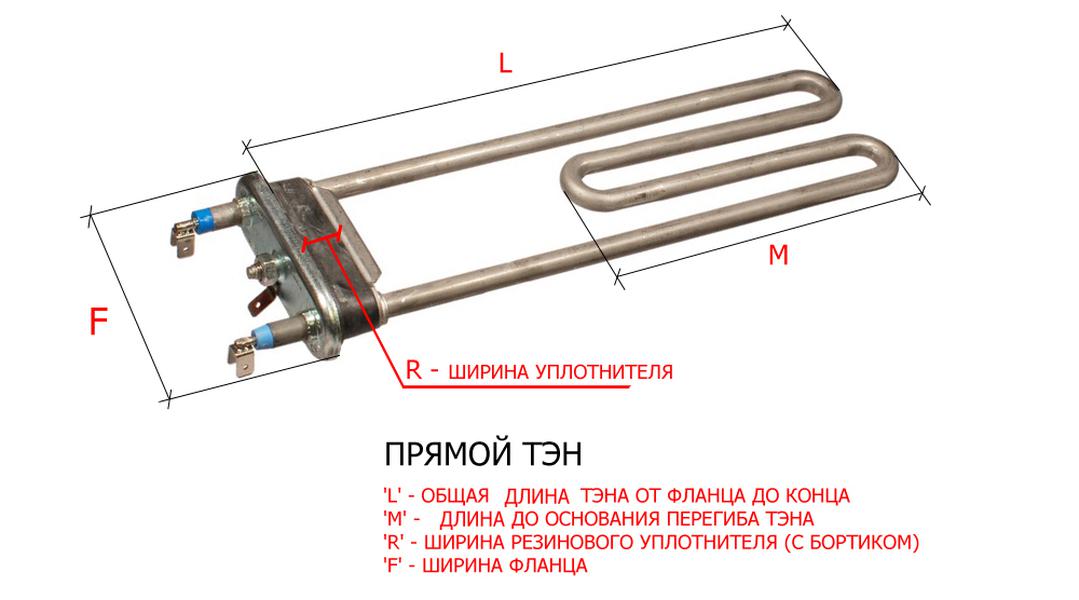
ТЭН-100А13/3,15.Р.220.Ф2.R30.Ш.М22х1,5
1. (ТЭН)-трубчатый Электра нагреватель.
2. (100) длина ТЭНа по трубе в развернутом виде.
3. (А) заделка контактного стержня в трубе.
4. (13) толщина трубы ТЭНа.
5. (3,15) мощность ТЭНа в квт.
6. (Р) среда ТЭНа в которой он должен работать.
7. (220) напряжения ТЭНа .
8. (Ф2) форма ТЭНа. Форм бывает 10 они показаны таблицей выше.
(Ф2) форма ТЭНа. Форм бывает 10 они показаны таблицей выше.
9. (R30) радиус ТЭНа
10. (Ш) крепление ТЭНа штуцер.
11. Размер штуцера и шаг резьбы.
Формы ТЭНов
Обозначения заделки контактного стержня ТЭНа
|
Обозначение |
Величина, мм |
|
A |
40мм. |
|
B |
65мм. |
|
C |
100мм. |
|
D |
125мм. |
|
E |
160мм. |
|
F |
250мм. |
|
G |
400мм. |
|
H |
630мм. |

|
Обозначения рабочих сред для ТЭНов |
Маркировка |
|
ТЭН для нагрева спокойного воздуха, газов и смесей. ТЭНы будут изготовлены из углеродистой стали. Температура на оболочке тэна от 450°С до 600°С |
S |
|
ТЭН для нагрева движущегося воздуха, газов и смесей не менее 6м/с. ТЭН будет изготовлен из углеродистой стали. Температура на оболочке тэна 450°С |
О |
|
ТЭН для нагрева литейных форм и пресс-форм. |
L |
|
ТЭН для нагрева жиров и масел. ТЭНы применяются в различных емкостях где необходимо нагреть жиры или масла. ТЭНы с этой маркировкой изготавливаются из углеродистой стали и имеют температуру на оболочке 250°С |
Z |
|
ТЭН для нагрева и кипячения воды и растворов. ТЭНы с маркировкой P изготавливаются из углеродистой стали и на оболочке имеют температуру 100°С. |
Р |
|
Подвижный воздух, газы. |
К |
|
Спокойный воздух, газы. Данные ТЭНы аналогичны ТЭНам с маркировкой S но они могут быть изготовлены на большую мощность, так как производятся из нержавеющей жаропрочной стали. Температура на оболочке – от 450°С до 600° |
Т |
|
Вода или слабый раствор щёлочи. Материал оболочки – нержавеющая сталь. Температура на оболочке – 100°С |
J |
|
Вода или слабый раствор кислот. Оболочка ТЭНа – медь. Температура на оболочке – 100°С |
Х |
 Данный ТЭН вставляется в паз и имеется гарантированный контакт с нагреваемым металлом. Температура на оболочке ТЭНа до 450°С. ТЭН можно изготовить из углеродистой, либо нержавеющей стали по желанию заказчика.
Данный ТЭН вставляется в паз и имеется гарантированный контакт с нагреваемым металлом. Температура на оболочке ТЭНа до 450°С. ТЭН можно изготовить из углеродистой, либо нержавеющей стали по желанию заказчика. Эти ТЭНы аналогичны предыдущим, но могут иметь повышенную мощность так как изготавливаются из жаропрочной нержавеющей стали. Температура на оболочке – 450°С
Эти ТЭНы аналогичны предыдущим, но могут иметь повышенную мощность так как изготавливаются из жаропрочной нержавеющей стали. Температура на оболочке – 450°С
Оптовые цены на ТЭНы в наличии начинаются при заказе от 10 шт. и указаны в каталоге (действует не на всю продукцию).
и указаны в каталоге (действует не на всю продукцию).
Стоимость ТЭНов на заказ по вашим размерам рассчитывается индивидуально.
Срок изготовления ТЭНов 10 рабочих дней с дня оплаты счета. Минимальная партия 10шт.
Чтобы заказать ТЭН с индивидуальными характеристиками заполните форму и отправьте по электронной почте [email protected]. Все вопросы по заполнению формы можете задать, связавшись с нами по телефону 8-905-326-6563
Скачать форму заявки на изготовление ТЭНов
|
Условное обозначение нагреваемой среды |
Нагреваемая среда |
Характер нагрева |
Предельная удельная мощность, Вт/см2 |
Материал оболочки ТЭН |
|
X |
Вода, слабый раствор щелочей и кислот (pH от 5 до 9) |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100 °С |
9,0 |
Медь и латунь (с покрытиями) |
|
J |
Вода, слабый раствор кислот (pH от 5 до 7) |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
15,0 |
Нержавеющая Жаростойкая сталь |
|
P |
Вода и слабый раствор щелочей (pH от 7 до 9) |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
15,0 |
Углеродистая сталь |
|
Q |
Вода, слабый раствор кислот (pH от 5 до 7) |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
9,5 |
Алюминиевые сплавы |
|
S |
Воздух и прочие газы и смеси газов |
Нагрев в спокойной газовой среде с max температуры на оболочке ТЭН до 450°С |
2,2 |
Углеродистая сталь |
|
T |
Воздух и прочие газы и смеси газов |
Нагрев в спокойной газовой среде max. |
5,0 |
Нержавеющая Жаростойкая сталь |
|
O |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью 6 м/с воздухом с max температуры на оболочке ТЭН 450°С |
5,5 |
Углеродистая сталь |
|
K |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью не менее 6 м/с воздухом до рабочей температуры на оболочке ТЭН до 650°С. |
6,5 |
Нержавеющая Жаростойкая сталь |
|
R |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью менее 6 м/с воздухом с рабочей температурой на оболочке ТЭН до 450°С |
3,5 |
Углеродистая сталь |
|
N |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью менее 6 м/с воздухом с рабочей температурой на оболочке ТЭН до 650°С |
5,1 |
Нержавеющая Жаростойкая сталь |
|
Z |
Жиры и масла |
Нагрев в ваннах и других емкостях |
3,0 |
Углеродистая сталь |
|
V |
Щелочь, щелочно-селитровая смесь |
Нагрев и плавление в ваннах и других емкостях с рабочей температурой на оболочке ТЭН до 600°С |
3,5 |
Углеродистая сталь |
|
W |
Легкоплавкие металлы: олово, свинец и др. |
Нагрев и плавление в ваннах и других емкостях с рабочей температурой на оболочке ТЭН до 450°С |
3,5 |
Углеродистая сталь |
|
L |
Литейные формы, пресс-формы |
ТЭН вставлены в отверстия. Имеется гарантированный контакт с нагреваемым металлом. Нагрев с рабочей температурой на оболочке ТЭН до 450°С |
5,0 |
Углеродистая сталь |
|
Y |
Металлические плиты из алюминиевых сплавов |
ТЭН залиты в изделия Работа с термоограничителями с рабочей температурой на оболочке ТЭН до 320°С |
13,0 |
Углеродистая сталь |
|
Op |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью 6 м/с воздухом с рабочей температурой на оболочке ТЭН до 450°С |
11,0 |
Углеродистая сталь с оребрением |
|
Kp |
Воздух и прочие газы и смеси газов |
Нагрев в среде с движущимся со скоростью не менее 6 м/с воздухом с рабочей температурой на оболочке ТЭН до 650°С |
13,0 |
Нержавеющая Жаростойкая сталь с оребрением |
|
Ti |
Агрессивные растворы щелочей и кислот |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
13,0 |
Титан |
|
Jф, Jф |
Агрессивные растворы щелочей и кислот |
Нагревание, кипячение с максимальной температурой на оболочке ТЭН до 100°С |
4,0 |
Фторопласт |
 температуры на оболочке ТЭН до 650°С
температуры на оболочке ТЭН до 650°С
admin | Новотэн | Страница 3
Экономичный и не лишенный эстетики аналог печи-буржуйки для дачных домиков (с отапливаемой площадью до 90 м. кв.), балков, теплушек.
кв.), балков, теплушек.
Расширительный бак — элемент системы отопления, предназначенный для приема избытка воды, образующегося при её тепловом расширении в результате нагревания. Объем открытого расширительного бака должен быть не менее 5% объема системы отопления (при использовании воды в качестве теплоносителя при использовании антифриза объем бака может быть увеличен).
В нашей компании Вы всегда можете приобрести комплектующие к котлам большинства торговых марок — Каракан, Куппер, Ураган и др.
Котел отопительный твердотопливный стальной АКТВ «Каракан» для зданий и сооружений, жилого и хозяйственного назначения, оборудованных системой отопления с естественной или принудительной циркуляцией.
Котёл предназначен для длительного сжигания твердого топлива: неспекающихся видов каменного, бурого угля и дров.
Модели АКТВ «Каракан-10», «Каракан-15» имеют варочную плиту для приготовления и подогрева пищи.
Трубчатые электронагреватели (ТЭНы) предназначены для преобразования электрической энергии в тепловую и применяются в качестве комплектующих изделий в промышленных установках и бытовых нагревательных приборах. Нагрев различных сред осуществляется путем конвекции, теплопроводности и излучения. ТЭНы по сравнению с другими типами нагревателей отличаются:
Нагрев различных сред осуществляется путем конвекции, теплопроводности и излучения. ТЭНы по сравнению с другими типами нагревателей отличаются:
-
возможностью эксплуатировать их при непосредственном контакте с нагреваемыми средами;
-
надежностью при вибрациях и значительных ударных нагрузках;
-
отсутствием напряжения на оболочке ТЭНов;
-
различной конфигурацией.
Эксплуатация ТЭНов в той или иной среде ограничивается химической стойкостью и предельно допустимой температурой оболочки. ТЭН не является взрывобезопасным.
Устройство ТЭНов
Конструкция двухконцевого трубчатого электронагревателя круглого сечения представляет собой расположенный внутри металлической оболочки нагревательный элемент (спираль из сплава с высоким сопротивлением) с контактными стержнями. От оболочки нагревательный элемент изолирован спрессованным электроизоляционным наполнителем. Для предохранения от попадания влаги из окружающей среды торцы ТЭНов герметизируют. Контактные стержни изолируются от оболочки диэлектрическими изоляторами.
Контактные стержни изолируются от оболочки диэлектрическими изоляторами.
D — диаметр оболочки ТЭНа
L — развернутая длина ТЭНа
Lk- длина контактного стержня в заделке
Обозначение ТЭНов по ГОСТ:
Возможно изготовление блоков ТЭН, в состав которых входят электронагреватели различной длины и различной мощности. В этом случае в условном обозначении марки и количество ТЭН, входящих в состав блока указываются через запятую.
В блоки могут собираться также ТЭНы патронного типа и оребренные ТЭНы.
Часто в блоках ТЭН предусматриваются посадочные места для датчиков температуры и иных устройств.
Более подробную информацию о наличии и сроках поставки, о технических особенностях изготовления — уточняйте у наших специалистов.
Условное обозначение и номинальная длина контактного стержня в заделке
| Обозначение длины | A | B | C | D | E | F | G | H |
| Длина в мм | 40 | 65 | 100 | 125 | 160 | 250 | 400 | 630 |
Oбозначение нагреваемой среды и материала оболочки
|
Условное обозначение нагреваемой среды |
Нагреваемая среда |
Характер нагрева |
Удельная мощность. |
Материал оболочки ТЭНа |
|
X |
Вода, слабый раствор щелочей и кислот (рН от 5 до 9) |
Нагревание, кипячение с максимальной температурой на оболочке 100°С |
9 |
Меди и латунь (с покрытиями) |
|
J |
Вода, слабый раствор кислот (рН от 5 до 7) |
То же |
15 |
Нержавеющая жаростойкая сталь |
|
P |
Вода, слабый раствор щелочей (рН от 7 до 9) |
То же |
15 |
Углеродистая сталь |
|
Q |
Вода, слабый раствор кислот (рН от 5 до 7) |
То же |
9. |
Алюминиевые сплавы |
|
S |
Воздух и пр. газы и смеси газов |
Нагрев в спокойной газовой среде до рабочей температуры на оболочке ТЭНов 450°С |
2.2 |
Углеродистая сталь |
|
T |
Воздух и пр. газы и смеси газов |
Нагрев в спокойной газовой среде до рабочей температуры на оболочке ТЭНов 450°С |
5 |
Нержавеющая жаропрочная сталь |
|
О |
То же |
Нагрев в среде с движущимся со скоростью б м/с воздухом до рабочей температуры на оболочке ТЭНов 450°С |
5.5 |
Углеродистая сталь |
|
К |
То же |
Нагрев в среде с движущимся со скоростью не менее б м/с воздухом, с рабочей температурой на оболочке ТЭНов св. 450°С |
6.5 |
Нержавеющая жаростойкая сталь |
|
R |
То же |
Нагрев в среде с движущимся со скоростью менее б м/с воздухом до рабочей температуры на оболочке ТЭНов 450°С |
3.1 |
Углеродистая сталь |
|
N |
То же |
Нагрев движущимся со скоростью менее б м/с воздухом, с рабочей температурой на оболочке ТЭНов св. 450°С |
5.1 |
Нержавеющая жаростойкая сталь |
|
Z |
Жиры, масла |
Нагрев в ваннах и др. емкостях |
3 |
Углеродистая сталь |
|
V |
Щелочь, щелочно-селитровая смесь |
Нагрев и плавление в ваннах и др. ем костях с рабочей температурой на оболочке ТЭНов до 600°С |
3.5 |
Углеродистая сталь |
|
W |
Легкоплавкие металлы: олово, свинец и др. |
То же, с рабочей температурой на оболочке ТЭНов до 450°С |
3.5 |
Углеродистая сталь |
|
L |
Литейные формы, пресс-формы |
ТЭНы вставлены в отверстия. Имеется гарантированный контакт с нагреваемым металлом. Нагрев с рабочей температурой на оболочке ТЭНов до 450°С |
5 |
Углеродистая сталь |
|
Y |
Металлические плиты из алюминиевых сплавов |
ТЭНы залиты в изделия. Работа с термоограничителями с рабочей температурой на оболочке ТЭНов до 320°С |
13 |
Углеродистая сталь |
 Вт/см 2, не более
Вт/см 2, не более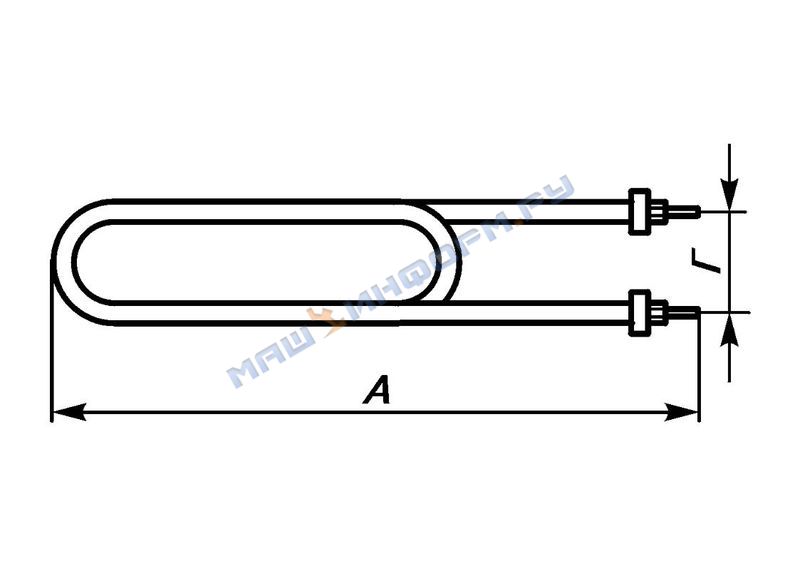 5
5Кейт Компания | Электронагревательные элементы для печей
В зависимости от области применения и экономики печи и обжиговые печи могут иметь электрический обогрев с использованием металлических или неметаллических нагревательных элементов.
Наши специалисты Keith Company проектируют электрические печи и обжиговые печи с широким выбором нагревательных элементов. Основным эксплуатационным ограничением любого электрического нагревательного элемента является максимальная температура поверхности элемента (MET).Максимальная температура поверхности достигается либо тогда, когда материал основного элемента начинает разлагаться (или менять фазу), либо когда реакция материала элемента с атмосферой печи протекает так быстро, что срок службы элемента становится неприемлемо коротким.
В общем, ограничения элементов даны в терминах НДПИ в конкретной атмосфере. Поскольку электрический нагревательный элемент передает тепло посредством конвекции и излучения внутрь печи и к нагрузке, температура поверхности элемента всегда выше, чем температура печи / технологического процесса во время нагрева, и поглощает участки кривой обжига.
Температура поверхности элемента может даже быть выше, чем температура печи / технологического процесса на участках кривой охлаждения, чтобы компенсировать потери тепла в другие области печи. Второстепенным, но тем не менее важным ограничением является максимальная удельная мощность нагрузки элемента, которая обычно указывается в ваттах / см2 или ваттах / дюйм2 площади излучающей поверхности элемента. Этот параметр часто называют просто нагрузкой в ваттах. Как правило, чем выше НДПИ, тем выше максимально допустимая нагрузка в ваттах.Однако каждый тип элемента имеет абсолютную максимальную нагрузку в ваттах независимо от температуры элемента. Этот предел основан на опыте и касается разрушения материала основного элемента на микроскопическом уровне.
Большинство наших систем высокотемпературной термической обработки Keith нагреваются одним (или их комбинацией) из следующих нагревательных элементов:
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время Логотип Public.Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты Америки
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законе. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — это фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Электронагревательные элементы | 10 советов по продлению срока службы
Электронагревательные элементы бывают различных типов, включая ленточные, стержневые и спиральные, и изготавливаются из таких сплавов, как никель-хром, железо-хром-алюминий и тугоплавких металлов. Как обсуждал Дэниел Херринг в статье, опубликованной Industrial Heating, некоторые общие проблемы, связанные с электрическими элементами, включают зеленую гниль, которая представляет собой тип коррозии в сплаве 80-20, размягчение или плавление из-за высоких температур и высокого воздействия углерода, а также Эвтектическое плавление, вызванное присутствием серы.Чтобы предотвратить возникновение каких-либо из этих проблем, вы можете регулярно обслуживать электрическое отопление. Вы можете использовать любую местную компанию для вас, например, эти услуги по ремонту систем отопления и охлаждения Shorewood WI. Вы также можете воспользоваться этими 10 советами, приведенными ниже, чтобы попытаться продлить срок службы ваших электронагревательных элементов.
Если вы хотите установить в доме электрические нагревательные элементы, логично сделать вывод, что это несколько увеличит ваш счет за электроэнергию. Можно сравнить планы Green Mountain Energy и другие планы с вашими собственными, чтобы увидеть, какие из доступных тарифов наиболее конкурентоспособны.
10 советов по продлению срока службы электронагревательных элементов
«Чтобы максимально увеличить срок службы элемента, обязательно сделайте следующее:
1. Помните, что увеличение напряжения на 1% приводит к увеличению мощности на 2%. Это особенно важно, поскольку большинство энергосистем в США могут колебаться до ± 10% от номинального напряжения. При покупке новой электропечи не забудьте точно измерить напряжение на вашем заводе и передать его изготовителю оборудования, чтобы он разработал соответствующий дизайн.В качестве альтернативы, если вы еще не выбрали конкретную печь, возможно, вы захотите найти рядом со мной рекомендацию о лучшем ремонте печи, прежде чем принимать решение.
2. Знайте конструктивные ограничения (удельная мощность) нагревательных элементов. Если важна точная мощность, протестируйте готовую конструкцию элемента, чтобы определить надлежащий допуск на повышение сопротивления с температурой.
3. Если требуется больше мощности, увеличьте диаметр провода элемента или уменьшите длину элемента.
4. Оставьте достаточно места для расширения и сжатия. Если элемент должен быть закреплен между выводами, следите за ним, чтобы убедиться, что избыточное коробление или ползучесть (движение под собственным весом с течением времени) не повлияет отрицательно на работу элемента или оборудования.
Молекулы расширяются при нагревании.
5. Поймите циклический характер вашего приложения. Элементам требуется достаточно места для перемещения на вешалках или опорах. Не размещайте элементы так близко к дну печи или к огнеупорной полке, чтобы расширение могло привести к их прилеганию к огнеупору, потенциально создавая область, где тепло не будет рассеиваться от элемента, что приведет к развитию горячей точки.Это может привести к тому, что вашей печи потребуется помощь службы экстренного ремонта, подобной Buric Heating and Air Conditioning, если горячая точка вызовет поломку печи.
6. Осторожно установите. Убедитесь, что отверстия для клемм через изоляцию совмещены, так что элементы скользят внутрь, не ударяя по противоположной стороне, или подвергаются напряжению из-за того, что они с силой встают на место. Обязательно отцентрируйте элементы в топочной камере так, чтобы ни одна часть нагревательной секции элемента не находилась в кирпичной кладке.
7. Разработайте для соответствующего напряжения элемента. Не запускайте элемент, рассчитанный на 230 вольт, от сети 460 вольт
8. Держите все типы загрязнений и посторонних веществ вдали от элементов, включая соединения на основе серы (они образуют легкоплавкие эвтектики с никелем в нагревательном элементе и приводят к преждевременному выходу элемента из строя), фосфор или масло. Избегайте загрязнений, таких как избыток чистящих средств, которые со временем могут накапливаться на поверхности элемента, создавая изолирующий слой.Если внутри керамической опорной плиты или формовой плитки произошло плавление, замените ее.
9. Сварные стыки между секциями элементов лучше всего. Можно использовать прессованные или нажимные соединения, но их необходимо тщательно проверить.
10. Убедитесь, что элементы надежно прикреплены к клеммам, и периодически проверяйте надежность соединений (это необходимо делать при выключенном питании) ».
Полный текст статьи читайте здесь.
Свяжитесь с AccuTherm сегодня и поговорите с одним из наших экспертов относительно ваших потребностей в электронагревательных элементах.Наши опытные инженеры и конструкторы оценят и оценят ваши конкретные потребности и адаптируют энергоэффективный обогреватель в соответствии с вашими требованиями. Нагреватели AccuTherm признаны сторонними организациями UL, CSA и CE. Позвоните нам по телефону (573) 735-1060 или посетите сайт www.accutherm.com.
Если вам понравился этот пост, пожалуйста, рассмотрите возможность оставить комментарий или подписаться на канал RSS , чтобы будущие статьи были доставлены вашему читателю каналов.продуктов — Wattco
Диагностика систем отопления с помощью омметров
Омметр — это устройство, измеряющее электрическое сопротивление.Это можно сделать с помощью микроомметра для низкого сопротивления или мегомметра (или мегомметра) для большего сопротивления. Путем точного измерения сопротивления можно выявить некоторые распространенные проблемы системы отопления …
Читать далее..Что дороже, электрическое или газовое отопление?
Снижение затрат на отопление — один из самых больших и простых способов сэкономить на эксплуатационных расходах. Наличие эффективных обогревателей и доступных затрат на отопление напрямую влияет на прибыльность вашего проекта.В этой статье рассматривается стоимость газа по сравнению с …
Читать далее..Газовый котел — конец близок?
Поэтапный отказ от котлов, работающих на природном газе. Мир переходит к низкоуглеродной экономике для борьбы с последствиями выбросов парниковых газов и глобального потепления. Правительства по всему миру принимают меры. Например, в Соединенном Королевстве действует …
Читать далее..Преимущества водонагревателей на салазках
Установленные на салазках системы отопления обладают большой универсальностью, что позволяет использовать один нагреватель в нескольких резервуарах и приложениях.Платформа добавляет мобильности и может быть легко перемещена вилочным погрузчиком или другими приспособлениями для быстрой установки и использования без …
Читать далее..Надземная очистка резервуаров
Надземные резервуары бывают всех форм и размеров и используются для хранения всего, от дождевой воды до нефти, обычно изготавливаются из долговечных прочных материалов. Однако, независимо от конструкции и конструкции, резервуар для хранения — это только как…
Читать далее..Подогреватель асфальта для строительных площадок
От крыши над головой до дороги под шинами — асфальт является одним из самых важных и разнообразных строительных материалов во всем мире. Хотя асфальт и битум являются незаменимыми продуктами на многих строительных площадках, их нельзя обрабатывать …
Читать далее..Подогреватели для интермодальных контейнеров
Интермодальные контейнеры или интермодальные цистерны предназначены для перевозки продуктов и материалов в одном контейнере для двух или более видов транспорта.Эти грузовые контейнеры обычно перевозят жидкости, газы или твердые вещества по железной дороге, на грузовиках и / или кораблях ….
Читать далее..Разложение термической жидкости: причины и профилактика
Системы подогрева горячего масла работают в замкнутом контуре с рециркуляцией теплоносителя через нагревательные элементы. Этот метод нагрева делает циркуляционные нагреватели чрезвычайно эффективными и способными точно поддерживать температуру.Электр …
Читать далее..Улучшение конструкции панели управления для систем обогрева
Панели управления отвечают за правильную, безопасную и эффективную работу промышленных систем отопления. Они контролируют температуру, обеспечивают идеальную теплопередачу и предотвращают перегрев и химическое разложение. Имея правильный контроль …
Читать далее..Использование электрических нагревателей в био-фармацевтической промышленности
Био-фармацевтические испытания и производство были важной отраслью с момента своего появления.Но сейчас, в разгар пандемии COVID-19, с нехваткой вакцин и появлением новых штаммов, важность индустрии био-аптек составляет e …
Читать далее..Советы по выбору подземных нагревателей резервуаров
Подземные резервуары для хранения, обычно используемые для хранения и / или нагрева жидкого топлива, обладают рядом преимуществ. Находясь частично или полностью под землей, они оставляют больше места для других операций на месте, даже при том, что обычно имеют большую мощность…
Читать далее..Электрические водонагреватели как тепловые батареи
Мир ищет ответы, поскольку страны официально признают изменение климата международным кризисом. С 2016 года более 1800 правительств, включая Канаду и некоторые части США, сделали объявления о чрезвычайных климатических условиях. Самый последний из …
Читать далее..Процессы очистки сточных вод и погружные нагреватели
Повышение осведомленности об охране окружающей среды выдвинуло на первый план очистку сточных вод как насущную проблему.В городах и муниципалитетах наблюдается тенденция к введению жестких требований к качеству сточных вод, сбрасываемых в водотоки. Как …
Читать далее..Изоляционные материалы для промышленных систем отопления
Промышленные системы отопления предлагают более прибыльные процессы, когда они работают с высокой эффективностью и сводят к минимуму тепловые потери. Для обоих этих факторов существенное влияние может иметь надлежащая изоляция.Хорошо утепленная система отопления выгоднее …
Читать далее..Понимание системы обозначений алюминиевых сплавов
Понимание системы обозначений алюминиевых сплавов
С ростом производства алюминия в сварочной промышленности и его признанием в качестве отличной альтернативы стали для многих применений, к тем, кто занимается разработкой алюминиевых проектов, предъявляются все более строгие требования, чтобы лучше познакомиться с этой группой материалов.Чтобы полностью понять алюминий, рекомендуется начать с ознакомления с системой идентификации / обозначения алюминия, множеством доступных алюминиевых сплавов и их характеристиками.
Система закалки и обозначения алюминиевых сплавов
В Северной Америке за распределение и регистрацию алюминиевых сплавов отвечает The Aluminium Association Inc. В настоящее время в Алюминиевой ассоциации зарегистрировано более 400 деформируемых алюминиевых и деформируемых алюминиевых сплавов и более 200 алюминиевых сплавов в виде отливок и слитков.Пределы химического состава сплавов для всех этих зарегистрированных сплавов содержатся в бирюзовой книге Алюминиевой ассоциации, озаглавленной «Международные обозначения сплавов и предельные значения химического состава для деформируемого алюминия и деформируемых алюминиевых сплавов», и в их розовой книге, озаглавленной «Обозначения и пределы химического состава для алюминия. Сплавы в виде отливок и слитков. Эти публикации могут быть чрезвычайно полезны инженерам-сварщикам при разработке процедур сварки, а также в тех случаях, когда важно учитывать химический состав и его связь с чувствительностью к трещинам.
Алюминиевые сплавы можно разделить на несколько групп в зависимости от характеристик конкретного материала, таких как его способность реагировать на термическую и механическую обработку и первичный легирующий элемент, добавленный в алюминиевый сплав. Когда мы рассматриваем систему нумерации / идентификации, используемую для алюминиевых сплавов, вышеупомянутые характеристики идентифицируются. Кованый и литой алюминий имеют разные системы идентификации; кованые изделия имеют 4-значную систему, а отливки — 3-значную и 1-значную десятичную систему.
Система обозначений деформируемых сплавов
Сначала рассмотрим 4-значную систему идентификации из кованого алюминиевого сплава.
Первая цифра (Xxxx) указывает на основной легирующий элемент, который был добавлен к алюминиевому сплаву и часто используется для описания серии алюминиевых сплавов, т. Е. Серии 1000, серии 2000, серии 3000, до серии 8000 (см. Таблицу 1).
СИСТЕМА ОБОЗНАЧЕНИЯ ГЕРМЕТИЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
| Сплав серии | Основной легирующий элемент |
| 1xx | 99.000% минимум алюминия |
| 2xx | Медь |
| 3хх | Марганец |
| 4xx | Кремний |
| 5xx | Магний |
| 6xx | Магний и кремний |
| 7xx | цинк |
| 8xx | Другие элементы |
Таблица 1
Вторая отдельная цифра (xXxx), если она отличается от 0, указывает на модификацию конкретного сплава, а третья и четвертая цифры (xxXX) — это произвольные числа, присвоенные для обозначения конкретного сплава в серии.Пример: в сплаве 5183 цифра 5 указывает на то, что он относится к серии магниевого сплава, 1 указывает на то, что это первая модификация исходного сплава 5083, а цифра 83 идентифицирует его в серии 5xxx.
Единственное исключение из этой системы нумерации сплавов — это алюминиевые сплавы серии 1ххх (чистые алюминиевые сплавы), в этом случае последние 2 цифры обеспечивают минимальное процентное содержание алюминия выше 99%, то есть сплав 1350 (минимум 99,50% алюминия).
Литой сплав Обозначение
Система обозначений литых сплавов основана на трехзначном десятичном обозначении xxx.x (т.е. 356,0). Первая цифра (Xxx.x) указывает на основной легирующий элемент, который был добавлен в алюминиевый сплав (см. Таблицу 2).
СИСТЕМА ОБОЗНАЧЕНИЯ ЛИТЬЕГО АЛЮМИНИЕВОГО СПЛАВА
| Сплав серии | Основной легирующий элемент |
| 1xx.x | Не менее 99,000% Алюминий |
| 2xx.x | Медь |
| 3xx.х | Silicon Plus, медь и / или магний |
| 4xx.x | Кремний |
| 5xx.x | Магний |
| 6xx.x | Неиспользуемая серия |
| 7xx.x | цинк |
| 8xx.x | Олово |
| 9xx.x | Другие элементы |
Таблица 2
Вторая и третья цифры (xXX.x) — произвольные числа, присвоенные для обозначения конкретного сплава в серии. Число после десятичной точки указывает, является ли сплав отливкой (.0) или слитком (.1 или .2). Префикс заглавной буквы указывает на модификацию конкретного сплава.
Пример: сплав — A356.0 заглавная буква A (Axxx.x) указывает модификацию сплава 356.0. Число 3 (A3xx.x) указывает, что это кремний плюс медь и / или магний. Число 56 (Ax56.0) обозначает сплав в пределах 3xx.x, а .0 (Axxx.0) указывает, что это отливка окончательной формы, а не слиток.
Система обозначений закалки алюминия
Если мы рассмотрим различные серии алюминиевых сплавов, мы увидим, что существуют значительные различия в их характеристиках и, как следствие, применении. Первое, что следует признать после понимания системы идентификации, — это то, что в упомянутой выше серии есть два совершенно разных типа алюминия.Это термически обрабатываемые алюминиевые сплавы (те, которые могут приобретать прочность за счет добавления тепла) и нетермообрабатываемые алюминиевые сплавы. Это различие особенно важно при рассмотрении влияния дуговой сварки на эти два типа материалов.
Деформируемые алюминиевые сплавы серий 1xxx, 3xxx и 5xxx не подлежат термообработке и поддаются только деформационному упрочнению. Деформируемые алюминиевые сплавы серий 2ххх, 6ххх и 7ххх поддаются термообработке, а серия 4ххх состоит как из термически обрабатываемых, так и нетермообрабатываемых сплавов.Литые сплавы серий 2xx.x, 3xx.x, 4xx.x и 7xx.x поддаются термообработке. Деформационное упрочнение отливок обычно не применяется.
Термообрабатываемые сплавы приобретают свои оптимальные механические свойства в процессе термической обработки, наиболее распространенными из которых являются термообработка в растворе и искусственное старение. Термообработка в растворе — это процесс нагревания сплава до повышенной температуры (около 990 градусов по Фаренгейту) для растворения легирующих элементов или соединений.Затем следует резкое охлаждение, обычно в воде, для получения перенасыщенного раствора при комнатной температуре. После термообработки раствора обычно следует старение. Старение — это осаждение части элементов или соединений из перенасыщенного раствора с целью получения желаемых свойств. Процесс старения делится на два типа: старение при комнатной температуре, называемое естественным старением, и старение при повышенных температурах, называемое искусственным старением. Температуры искусственного старения обычно составляют около 320 градусов.F. Многие термически обрабатываемые алюминиевые сплавы используются для сварочных работ в их термически обработанном и искусственно состаренном состоянии.
Сплавы без термической обработки приобретают свои оптимальные механические свойства за счет деформационного упрочнения. Деформационное упрочнение — это метод повышения прочности за счет холодной обработки. Система обозначения закалки учитывает материальные условия, называемые закалками. Система обозначения закалки является расширением системы нумерации сплавов и состоит из ряда букв и цифр, которые следуют за номером обозначения сплава и соединены дефисом.Примеры: 6061-T6, 6063-T4, 5052-h42, 5083-h212.
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ ТЕМПЕРА
| Письмо | Значение |
| Факс | В заводском состоянии — применяется к продуктам процесса формования, в которых не применяется специальный контроль за условиями термического или деформационного упрочнения |
| O | Отожженный — Относится к продукту, который был нагрет до состояния самой низкой прочности для улучшения пластичности и стабильности размеров |
| H | Деформационная закалка — Применяется к изделиям, упрочненным в результате холодной деформации.За деформационным упрочнением может последовать дополнительная термическая обработка, которая приводит к некоторому снижению прочности. За буквой H всегда следует две или более цифр (см. Таблицу 4) |
| Вт | Термообработка в растворе — нестабильное состояние, применимое только к сплавам, которые самопроизвольно стареют при комнатной температуре после термообработки в растворе |
| т | с термической обработкой — для получения стабильных температур, отличных от F, O или H.Применимо к продукту, прошедшему термообработку, иногда с дополнительным деформационным упрочнением, для получения стабильного состояния. За буквой «Т» всегда следует одна или несколько цифр (см. Таблицу 5) |
Таблица 3
Помимо основного обозначения состояния, существует две категории подразделов, одна из которых касается состояния «H» — деформационное упрочнение, а другая — обозначения состояния «T» — термической обработки.
Таблица 4 — Подразделения H-закалки — деформационной закалки
Первая цифра после H указывает на базовую операцию:
h2 — Только деформационная закалка.
h3 — Деформационно-упрочненный и частично отожженный.
h4 — Деформационная закалка и стабилизация.
h5 — Закаленная и лакированная или окрашенная.
Вторая цифра после H указывает на степень деформационного упрочнения:
HX2 — четверть твердого HX4 — полутвердого HX6 — три четверти твердого
HX8 — Полная жесткость HX9 — Экстра жесткая
Таблица 5 — Подразделения T Temper — термически обработанные
T1 — Естественное старение после охлаждения в процессе формования при повышенной температуре, например, экструзии.
T2 — Холодная обработка после охлаждения в процессе формовки при повышенной температуре, а затем естественное старение.
T3 — Раствор, прошедший термообработку, холодную обработку и естественное старение.
T4 — Раствор термообработанный и выдержанный естественным путем.
T5 — Искусственное старение после охлаждения в процессе формования при повышенной температуре.
T6 — Раствор термообработанный и искусственно состаренный.
T7 — Раствор термообработанный и стабилизированный (с истекшим сроком годности).
T8 — Раствор термообработанный, холодный и искусственно состаренный.
T9 — Раствор термообработанный, искусственно состаренный и обработанный холодным способом.
T10 — Холодная обработка после охлаждения в процессе формовки при повышенной температуре, а затем искусственное старение.
Дополнительные цифры указывают на снятие напряжения.
Примеры:
TX51 или TXX51 — снятие напряжения путем растяжения.
TX52 или TXX52 — снятие напряжения за счет сжатия.
Алюминиевые сплавы и их характеристики
Если мы рассмотрим семь серий деформируемых алюминиевых сплавов, мы оценим их различия и поймем их применение и характеристики.
Сплавы серии 1xxx — (без термической обработки — с пределом прочности на растяжение от 10 до 27 тысяч фунтов / кв. Дюйм), эту серию часто называют серией из чистого алюминия, потому что она должна содержать минимум 99,0% алюминия. Они свариваются. Однако из-за их узкого диапазона плавления они требуют определенных соображений для обеспечения приемлемых процедур сварки. При рассмотрении возможности изготовления эти сплавы выбираются в первую очередь из-за их превосходной коррозионной стойкости, например, в специализированных химических резервуарах и трубопроводах, или из-за их превосходной электропроводности, как в сборных шинах.Эти сплавы имеют относительно плохие механические свойства и редко могут рассматриваться для общих структурных применений. Эти базовые сплавы часто свариваются с подходящим присадочным материалом или с присадочными сплавами 4xxx в зависимости от применения и требований к рабочим характеристикам.
Сплавы серии 2xxx — (термически обрабатываемые — с пределом прочности на разрыв от 27 до 62 тыс. Фунтов на квадратный дюйм) — это сплавы алюминия и меди (с добавлением меди от 0,7 до 6,8%) и часто используемые высокопрочные сплавы с высокими эксплуатационными характеристиками. для аэрокосмической и авиационной техники.Они обладают отличной прочностью в широком диапазоне температур. Некоторые из этих сплавов считаются несвариваемыми процессами дуговой сварки из-за их склонности к горячему растрескиванию и коррозионному растрескиванию под напряжением; однако другие очень успешно свариваются дуговой сваркой при соблюдении правильных процедур сварки. Эти основные материалы часто свариваются с высокопрочными присадочными сплавами серии 2ххх, разработанными в соответствии с их характеристиками, но иногда их можно сваривать с присадочными материалами серии 4ххх, содержащими кремний или кремний и медь, в зависимости от области применения и требований к обслуживанию.
Сплавы серии 3ххх — (без термической обработки — с пределом прочности на растяжение от 16 до 41 тыс. Фунтов на квадратный дюйм) Это сплавы алюминия и марганца (добавки марганца от 0,05 до 1,8%), средней прочности и хорошей коррозионной стойкости. , хорошая формуемость и пригодны для использования при повышенных температурах. Одним из первых их применений были кастрюли и сковороды, и сегодня они являются основным компонентом теплообменников в транспортных средствах и электростанциях. Однако их умеренная прочность часто исключает возможность их использования в конструкциях.Эти базовые сплавы свариваются с присадочными сплавами серий 1ххх, 4ххх и 5ххх, в зависимости от их конкретного химического состава и конкретных требований к применению и обслуживанию.
Сплавы серии 4xxx — (термически обрабатываемые и нетермообрабатываемые — с пределом прочности на разрыв от 25 до 55 тысяч фунтов / кв. Дюйм). как термически обрабатываемые, так и нетермообрабатываемые сплавы. Кремний, добавленный к алюминию, снижает его температуру плавления и улучшает его текучесть при расплавлении.Эти характеристики желательны для присадочных материалов, используемых как для сварки плавлением, так и для пайки твердым припоем. Следовательно, эта серия сплавов преимущественно используется в качестве присадочного материала. Кремний, независимо от алюминия, не подлежит термической обработке; тем не менее, ряд этих кремниевых сплавов был разработан с добавлением магния или меди, что обеспечивает им способность благоприятно реагировать на термообработку в растворе. Обычно эти термически обрабатываемые присадочные сплавы используются только тогда, когда свариваемый компонент должен подвергаться термообработке после сварки.
Сплавы серии 5xxx — (без термической обработки — с пределом прочности на растяжение от 18 до 51 тыс. Фунтов на квадратный дюйм) Это алюминиево-магниевые сплавы (с добавлением магния от 0,2 до 6,2%), обладающие наивысшей прочностью среди негерметичных сплавов. обрабатываемые сплавы. Кроме того, сплавы этой серии легко свариваются, и по этим причинам они используются в самых разных областях, таких как судостроение, транспорт, сосуды высокого давления, мосты и здания. Сплавы на основе магния часто свариваются с присадочными сплавами, которые выбираются после рассмотрения содержания магния в основном материале, а также применения и условий эксплуатации свариваемого компонента.Сплавы этой серии с содержанием магния более 3,0% не рекомендуются для эксплуатации при повышенных температурах выше 150 ° F из-за их потенциальной сенсибилизации и последующей склонности к коррозионному растрескиванию под напряжением. Основные сплавы с содержанием магния менее примерно 2,5% часто успешно свариваются с присадочными сплавами серии 5ххх или 4ххх. Базовый сплав 5052 обычно считается основным сплавом с максимальным содержанием магния, который можно сваривать с присадочным сплавом серии 4ххх. Из-за проблем, связанных с эвтектическим плавлением и связанными с этим плохими механическими свойствами после сварки, не рекомендуется сваривать материалы из этой серии сплавов, которые содержат большее количество магния, с присадками серии 4xxx.Материалы с более высоким содержанием магния свариваются только с присадочными сплавами 5xxx, которые обычно соответствуют составу основного сплава.
Сплавы серии 6XXX — (термообрабатываемые — с пределом прочности на разрыв от 18 до 58 тыс. Фунтов на квадратный дюйм). Это сплавы алюминия / магния и кремния (с добавками магния и кремния около 1,0%), которые широко используются в сварочной промышленности. используется преимущественно в виде профилей и входит во многие структурные компоненты.Добавление магния и кремния к алюминию дает соединение силицида магния, которое придает этому материалу способность подвергаться термообработке на твердый раствор для повышения прочности. Эти сплавы естественным образом чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя подвергать дуговой сварке автогенным способом (без присадочного материала). Добавление достаточного количества присадочного материала во время процесса дуговой сварки необходимо для обеспечения разбавления основного материала, тем самым предотвращая проблему горячего растрескивания.Они свариваются с присадочными материалами 4ххх и 5ххх, в зависимости от области применения и требований к эксплуатации.
Сплавы серии 7XXX — (термически обрабатываемые — с пределом прочности на разрыв от 32 до 88 тыс. Фунтов на квадратный дюйм). Это сплавы алюминия и цинка (добавка цинка от 0,8 до 12,0%), которые составляют одни из самых прочных алюминиевых сплавов. Эти сплавы часто используются в высокопроизводительных приложениях, таких как самолеты, аэрокосмическая промышленность и спортивное оборудование. Как и серия сплавов 2ххх, в эту серию входят сплавы, которые считаются непригодными для дуговой сварки, а также другие сплавы, которые часто успешно свариваются.Обычно свариваемые сплавы этой серии, такие как 7005, в основном свариваются с присадочными сплавами серии 5ххх.
Сводка
Сегодняшние алюминиевые сплавы, вместе с их различной температурой, составляют широкий и универсальный диапазон производственных материалов. Для оптимальной конструкции продукта и успешной разработки процедуры сварки важно понимать различия между многими доступными сплавами и их различные рабочие характеристики и свариваемость.При разработке процедур дуговой сварки для этих различных сплавов необходимо учитывать конкретный свариваемый сплав. Часто говорят, что дуговая сварка алюминия — это несложно, «все по-другому». Я считаю, что важной частью понимания этих различий является знакомство с различными сплавами, их характеристиками и системой их идентификации.
Источники дополнительной информации
Существует ряд отличных справочных источников, посвященных исключительно сварке алюминия; Одно из них — это «Теория и практика сварки алюминия», разработанная Алюминиевой ассоциацией, а другое — документ D1 Американского общества сварки.2 — Правила структурной сварки — Алюминий. Другие документы, доступные от Алюминиевой ассоциации, которые помогают при проектировании алюминиевых конструкций, — это Руководство по проектированию алюминия и Стандарты и данные по алюминию. Эти документы вместе с документами с обозначениями сплавов, упомянутыми ранее в статье, можно получить непосредственно в AWS или, в зависимости от ситуации, в The Aluminium Association.
AWS Тел .: 1 800 443 9353 Веб-сайт: www.aws.org
Алюминиевая ассоциация Тел .: (301) 645-0756 Веб-сайт: www.aluminium.org
Теплообмен кожухотрубными теплообменниками
Наименования деталей
- Стационарный головной канал
- Стационарный головной капот
- Фланец неподвижной головки
Канал или крышка - Крышка канала
- Сопло со стационарной головкой
- Стационарный трубный лист
- Трубы
- Ракушка
- Кожух фланец
Стационарная головка - Кожух фланец
Задний головной конец - Раковина сопла
- Фланец крышки корпуса
- Лист с плавающей трубкой
- Крышка с плавающей головкой
- Фланец крышки с плавающей головкой
- Опорное устройство с плавающей головкой
- Ступени и проставки
- Поперечные перегородки
или опорные пластины - Ударная пластина
- Вентиляционное соединение
- Дренажное соединение
- Подключение прибора
- Опорное седло
- Подъемная проушина
- Пройти раздел
Пучкообменники несъемные
Эти типы устройств часто используются в службах высокого давления и службах, где вы хотите избежать проблем с утечками в соединениях с прокладками.Еще одно преимущество состоит в том, что они, как правило, более экономичны, чем конструкции съемных пучков.
NEU — наиболее экономичная из имеющихся конструкций. Трубная решетка приварена как к кожуху, так и к крышке. Доступа к оболочке нет. Трубки можно очищать химически, водоструйной или паровой очисткой только изнутри. Эти агрегаты обычно используются в системах с высоким давлением (например, в подогревателях питательной воды), где технологические условия позволяют равномерно проходить через теплообменники.
NEN — Листы труб привариваются как к кожуху, так и к крышкам.Доступ к трубкам осуществляется через крышки на каналах. Эти устройства используются в конструкциях с очень высоким давлением, поскольку их конструкция сводит к минимуму толщину трубной решетки и количество удерживающих фланцев высокого давления.
Сторона AEM / BEM / AEL-Shell полностью приварена, однако крышки съемные. Возможна химическая, механическая и водоструйная очистка трубок, однако у вас нет доступа к корпусу.
Не следует использовать очистку паром на блоке с фиксированной трубной решеткой, если блок не имеет компенсатора со стороны кожуха.Пар заставит трубы расшириться и вырваться из трубной решетки, что приведет к сбою при запуске.
Дифференциальное тепловое расширение
Так как в обязанности теплообменников входит обработка жидкостей с разной температурой, расходом и тепловыми свойствами, происходит дифференциальное расширение металлов.
Когда конечная разница температур между жидкостями значительна, более 50-60 градусов, эти напряжения могут стать серьезными, вызывая деформацию кожухов и повреждение монтажных опор, труб для деформации трубной решетки или трубок, которые ломаются или смещаются из трубки. простынь.
Конструкции с фиксированной трубной решеткой наиболее уязвимы к дифференциальному тепловому расширению, поскольку не предусмотрены внутренние средства для поглощения напряжений. Одним из широко используемых подходов является установка компенсатора в трубе-оболочке таких конструкций. Это экономичный подход для кожухов размером с трубу. Компенсатор также может быть установлен со стороны трубы в конструкциях с плавающей головкой, но производственные затраты намного выше.
Схема U-образного теплообменника
Альтернативные подходы включают конструкцию пучка U-образных труб, чтобы каждая труба могла независимо расширяться и сжиматься по мере необходимости, или с помощью конструкции задней плавающей внутренней трубной решетки, которая позволяет всему пучку как единице расширяться и сжиматься.Плавающая головка обычно уплотняется относительно внутренней части корпуса с помощью набивки или уплотнительного кольца.
Конструкция с U-образной трубкой, предлагающая лучший ответ на вопрос о дифференциальном тепловом расширении, имеет некоторые недостатки. Замена отдельных трубок может быть трудной или дорогостоящей, особенно для внутренних труб. Кроме того, внутренняя часть трубки не может быть эффективно очищена в U-образных изгибах. Эрозионные повреждения также часто наблюдаются в U-образных изгибах при высоких боковых скоростях трубы. В оболочках большого диаметра большая длина неподдерживаемой трубы в U-образных изгибах внешних трубок может привести к повреждению, вызванному вибрацией.
Конструкции теплообменников с плавающей головкой
В целях снижения термических напряжений и предоставления средств для снятия пучка труб для очистки было разработано несколько конструкций плавающей задней головки.
Самая простая конструкция — это «протяжная» конструкция, которая позволяет полностью протягивать пучок труб через кожух для обслуживания или замены. Для того, чтобы вместить круг под болт с задней головкой, необходимо удалить трубы, что приведет к менее эффективному использованию размера корпуса. Кроме того, отсутствие труб приводит к увеличению кольцевого пространства и может способствовать уменьшению потока через эффективную поверхность трубки, что приводит к снижению тепловых характеристик.Некоторые конструкции включают уплотнительные полосы, установленные в кожухе, чтобы помочь заблокировать перепускной пар.
Другой конструкцией плавающей головки, которая частично устраняет вышеуказанные недостатки, является «плавающая головка с разъемным кольцом». Здесь крышка с плавающей головкой крепится болтами к разрезному опорному кольцу вместо трубной решетки.
Это устраняет диаметр окружности болта и позволяет заполнить оболочку полным комплектом трубок. Эта конструкция более дорогая, чем обычная сквозная конструкция, но широко используется в нефтехимической промышленности.Для применений с высокими давлениями или температурами или там, где желательно более надежное уплотнение между жидкостями, должна быть указана протяжная конструкция.
Два других типа, конструкции с «фонарным кольцом с внешней набивкой» и «сальником с внешней набивкой», обеспечивают менее надежное уплотнение от утечки в атмосферу, чем конструкции с вытяжным или разрезным кольцом, но могут быть сконфигурированы для работы в одной трубе.
Корпуса конструкций
Самым распространенным типом кожуха ТЕМА является кожух «E», поскольку он наиболее подходит для большинства промышленных процессов охлаждения.Однако для некоторых приложений другие оболочки предлагают явные преимущества.
Например, конструкция оболочки ТЕМА-Ф предусматривает установку пластины продольного потока внутри узла трубного пучка. Эта пластина заставляет оболочку жидкости перемещаться вниз по одной половине пучка труб, а затем вниз по другой половине, в результате чего создается противоточная структура потока, которая лучше всего подходит для передачи тепла.
Этот тип конструкции может быть определен там, где требуется близкая температура приближения и когда скорость потока позволяет использовать половину оболочки за раз.В приложениях с рекуперацией тепла или там, где требуется увеличенная тепловая длина для достижения эффективной общей теплопередачи, кожухи могут быть установлены с последовательными потоками.
Обычно используется до шести более коротких гильз, соединенных последовательно, что приводит к противотоку, близкому к характеристикам, как если бы использовалась одна длинная гильза в конструкции за один проход.
Конструкции корпусовTEMA G и H наиболее подходят для применений с фазовым переходом, где байпас вокруг продольной пластины и противоточный поток менее важны, чем равномерное распределение потока.В оболочке этого типа продольная пластина обеспечивает лучшее распределение потока в потоках пара и помогает вымывать неконденсирующиеся вещества. Их часто рекомендуют использовать в горизонтальных термосифонных ребойлерах и полных конденсаторах.
TEMA J Кожухи обычно предназначены для работы с фазовым переходом, когда требуется значительно снизить падение давления на стороне кожуха. Они обычно используются в составных наборах с одиночными форсунками, используемыми в качестве входа и выхода.
Специальный тип J-образной оболочки используется для испарения жидкостей в затопленном состоянии.Над основным J-образным кожухом установлен отдельный сосуд для отделения пара без трубок с выпускным отверстием для пара в верхней части этого сосуда. Оболочка ТЕМА К, также называемая «ребойлер котла », указывается, когда боковой поток кожуха подвергается испарению.
Уровень жидкости в конструкции кожуха К должен только покрывать пучок труб, который заполняет конец кожуха меньшего диаметра.
Этот уровень жидкости контролируется жидкостью, протекающей по каналу на дальнем конце входного сопла.Увеличенная площадь корпуса служит для облегчения отвода пара для кипящей жидкости в нижней части корпуса. Чтобы застраховаться от чрезмерного уноса жидкости с потоком пара, требуется отдельный резервуар, как описано выше.
Унос жидкости также можно свести к минимуму, установив сетчатый демистер на сопле выхода пара. U-образные пучки обычно используются с конструкциями оболочки K. Оболочки типа K дороги для испарения под высоким давлением из-за диаметра оболочки и необходимой толщины стенки.
Кожух ТЕМА X, или кожух с поперечным потоком, чаще всего используется в системах конденсации пара, хотя его также можно эффективно использовать при охлаждении или нагревании газа при низком давлении.
Он обеспечивает очень низкий перепад давления на стороне кожуха и поэтому наиболее подходит для конденсации в условиях вакуума. Чтобы гарантировать адекватное распределение паров, конструкции X-образной оболочки обычно имеют зону, свободную от трубок, вдоль верхней части теплообменника. Также типично проектировать конденсаторы с X-образной оболочкой с проходным сечением в нижней части трубного пучка, чтобы обеспечить свободный поток конденсата к выходному соплу. Тщательное внимание к эффективному удалению неконденсируемых веществ жизненно важно для конструкций X-shell.
Другие страницы о теплообменниках
Часть 1: Теплообмен и типы теплообменников.
Часть 2: Кожухотрубные теплообменники.
Часть 3: Трубы и трубные листы теплообменников.
Часть 4: Корпус теплообменников в сборе.
Часть 5: Обозначения ТЕМА теплообменников.
Что такое плинтус с подогревом? Как работают обогреватели для плинтусов
Обогреватели для плинтусов — идеальные решения для обогрева помещений. Они занимают очень мало места и обычно незаметны.Они тихие, безопасные и энергоэффективные. Они также просты в установке.
Большинство электрических обогревателей для плинтусов имеют мощность от 500 до 2000 Вт. Это означает около 50-200 квадратных футов пространства, которое можно отапливать. Их можно использовать для обогрева всего дома по отдельности или для дополнительного обогрева таких помещений, как спальни, офисы и коридоры.
Специальные обогреватели плинтусов также доступны для коммерческого использования, например, на стадионах, в холлах гостиниц и в ресторанах.Часто они могут быть изготовлены по индивидуальному заказу в соответствии со спецификациями дизайна и размеров.
Как работают обогреватели основной платы?
Электрические обогреватели плинтуса — это в основном зонные обогреватели. Обычно они устанавливаются под окнами, где поднимающийся воздух обогревателем противодействует падающему холодному воздуху из оконного стекла, и управляются термостатами в помещении, где они расположены.
В этих обогревателях используются нагревательные элементы, заключенные в металлические оболочки, окруженные алюминиевыми пластинами для облегчения передачи тепла.Они используют процесс, известный как конвекция, при котором более холодный воздух в помещении втягивается в нижнюю часть обогревателя. Воздух внутри обогревателя нагревается, а затем поднимается в комнату. Некоторое количество тепла также исходит от нагревательного элемента и корпуса.
Существует два основных типа обогревателей для плинтусов:
- Электрические обогреватели плинтуса являются отдельными блоками и обогреваются по комнатам. Они работают лучше, чем другие системы отопления помещений, потому что в них используются принципы излучения и воздушного потока.
Они могут быть более эффективными, чем система центрального отопления, за счет управления помещениями, которые не часто используются, при гораздо более низкой температуре, чем занимаемое пространство. Например, обогреватели плинтуса позволяют установить температуру в одной спальне на 68 °, а в другой спальне — на 72 °, что позволяет сэкономить энергию и повысить уровень комфорта в помещении. Система центрального отопления не может этого сделать. - Электрические / гидравлические обогреватели для плинтусов содержат нагревательный элемент в металлической оболочке, который погружен в жидкий теплоноситель и запечатан в медной трубке длиной до нагревателя, к которой прикреплены алюминиевые ребра для максимальной теплопередачи.
Резервуар большого диаметра увеличивает до максимума объем теплоносителя, чтобы продлить тепловой эффект после того, как термостат сработает. Все имеющееся тепло доставляется в пространство за счет конвекционного потока. Мягкое тепло продолжает излучаться даже после выключения термостата из-за удерживаемого количества электрических / гидравлических элементов.
КПД нагревателя плинтуса
Обогреватели для плинтусов используют конвекцию, чтобы втягивать холодный воздух у пола, нагревая его и выпуская обратно в комнату, где он поднимается.По мере того, как воздух остывает, он опускается и забирается обратно в обогреватель плинтуса, чтобы снова нагреться. Этот цикл, связанный с конвекцией, будет продолжаться до тех пор, пока в комнате не будет достигнута желаемая температура, после чего обогреватель плинтуса автоматически отключится, тем самым сохраняя энергию.
Поскольку электрические обогреватели для плинтусов нагревают комнату за счет конвекции (обычно без помощи вентилятора), они сохраняют тишину.
Также доступны высококачественные электрические водонагреватели для плинтусов, которые обеспечивают чистую, бесшумную работу, без шума традиционной системы трубопроводов горячей воды и шума вентилятора и грязи в системах с принудительной подачей воздуха.
Безопасность нагревателя плинтуса
В моделяхпредусмотрены предохранительные переключатели с термовыключателем, которые отключают нагреватель в случае перегрева. Затем функции автоматической безопасности повторно активируют нагреватель, когда температура возвращается к норме.
Простота установки
Обогреватели для плинтусов не требуют наличия воздуховодов и просты в установке. Некоторые модели, такие как серии 2500 и HBB от Marley Engineered Products, внесены в список UL для установки непосредственно на поверхность пола, будь то дерево или ковер.
Обслуживание, как правило, тоже простое. Нагревательный элемент внутри обогревателей не имеет движущихся частей, поэтому вероятность того, что что-то сломается, меньше. Уход обычно требует лишь незначительной очистки, заключающейся в удалении пыли и ворса с решетки обогревателя. Чтобы теплый воздух не собирался за агрегатом и не засыпал стену пылью, убедитесь, что обогреватель плотно прилегает к стене.
Узнать больше
За дополнительной информацией обращайтесь к подрядчику, который специализируется на системах отопления и охлаждения (HVAC).Или посетите раздел «Продукты» на этом веб-сайте, чтобы узнать о конкретных продуктах.
.