Что такое осциллятор для сварки. Как работает осциллятор при сварке. Какие бывают виды осцилляторов для сварки. Для чего применяется осциллятор в сварочном процессе. Как правильно подключить осциллятор к сварочному аппарату.
Что такое осциллятор для сварки и зачем он нужен
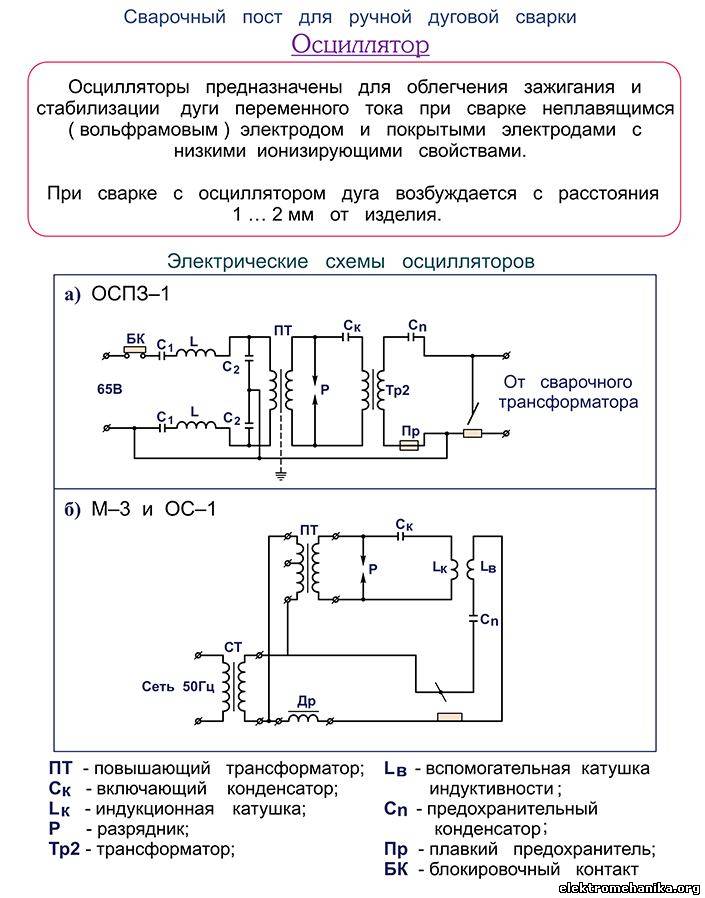
Осциллятор для сварки — это устройство, которое генерирует высокочастотный ток для бесконтактного зажигания сварочной дуги. Основное назначение осциллятора — облегчить процесс возбуждения дуги и обеспечить ее стабильное горение.
Применение осциллятора позволяет решить следующие задачи:
- Обеспечить бесконтактное зажигание дуги без необходимости чиркать электродом по металлу
- Стабилизировать горение дуги, особенно при работе на малых токах
- Облегчить сварку цветных металлов и нержавеющих сталей
- Повысить качество сварного шва за счет отсутствия вкраплений от касания электродом
Таким образом, осциллятор значительно упрощает работу сварщика и позволяет получить более качественное сварное соединение.

Принцип работы сварочного осциллятора
Принцип действия осциллятора основан на генерации высокочастотного тока высокого напряжения. Упрощенно работу устройства можно описать следующим образом:
- На первичную обмотку трансформатора подается напряжение 220В
- На вторичной обмотке генерируется высокое напряжение 5-6 кВ
- В колебательном контуре возникают высокочастотные колебания (до 500 кГц)
- Через разрядник импульсы высокой частоты подаются на электрод
- Происходит ионизация воздушного промежутка между электродом и деталью
- Возникает электрическая дуга без касания электродом металла
При этом длительность высокочастотного импульса составляет доли секунды. Его мощности недостаточно для плавления металла, но хватает для пробоя воздушного зазора и возбуждения дуги.
Основные виды сварочных осцилляторов
Существует два основных типа осцилляторов для сварки:
1. Осцилляторы непрерывного действия
Особенности:
- Высокочастотный ток подается непрерывно
- Суммируется со сварочным током
- Обеспечивает стабильное горение дуги даже на малых токах
- Может подключаться последовательно или параллельно
2. Импульсные осцилляторы
Особенности:
- Генерируют кратковременные высокочастотные импульсы
- Используются в основном для сварки на переменном токе
- Быстро реагируют на смену полярности
- Подключаются параллельно
Выбор типа осциллятора зависит от конкретных задач и режимов сварки.
Области применения сварочных осцилляторов
Осцилляторы нашли широкое применение в следующих видах сварки:
- Аргонодуговая сварка неплавящимся электродом
- Сварка цветных металлов и сплавов (алюминий, медь)
- Сварка нержавеющих и высоколегированных сталей
- Сварка тонколистовых материалов
- Сварка на малых токах
Особенно эффективно использование осциллятора при работе с материалами, склонными к образованию оксидных пленок.
Как правильно подключить осциллятор к сварочному аппарату
Правильное подключение осциллятора важно для его эффективной и безопасной работы. Основные правила подключения:
- Осциллятор подключается между источником питания и сварочной горелкой
- Необходимо строго соблюдать полярность подключения
- Заземление осциллятора обязательно
- При последовательном подключении осциллятор включается в разрыв кабеля электрода
- При параллельном — подключается к клеммам аппарата
Точная схема подключения зависит от модели осциллятора и сварочного аппарата. Всегда следуйте инструкции производителя.
Преимущества использования осциллятора при сварке
Применение осциллятора дает сварщику ряд важных преимуществ:
- Простое и быстрое зажигание дуги без разбрызгивания металла
- Возможность работы на малых токах
- Стабильное горение дуги даже при колебаниях её длины
- Отсутствие вольфрамовых включений в металле шва
- Повышение качества сварных соединений
- Возможность сварки тонколистовых материалов
Все это делает осциллятор незаменимым устройством при выполнении ответственных сварочных работ.
Как выбрать осциллятор для сварочного аппарата
При выборе осциллятора следует учитывать несколько ключевых факторов:
- Совместимость с имеющимся сварочным оборудованием
- Тип сварки и свариваемые материалы
- Необходимую мощность и частоту генерируемого тока
- Режим работы (непрерывный или импульсный)
- Наличие систем защиты и автоматики
- Удобство управления и настройки
Рекомендуется выбирать осцилляторы проверенных производителей, обеспечивающих гарантийное и постгарантийное обслуживание.
Меры безопасности при работе с осциллятором
Осциллятор генерирует высокое напряжение, поэтому при работе с ним необходимо соблюдать следующие меры безопасности:
- Использовать средства индивидуальной защиты (перчатки, маску)
- Обеспечить надежное заземление оборудования
- Не прикасаться к токоведущим частям при включенном устройстве
- Регулярно проверять целостность изоляции кабелей
- Не использовать осциллятор при повышенной влажности
- Отключать устройство от сети после завершения работы
Строгое соблюдение этих правил позволит избежать поражения электрическим током и других опасных ситуаций.
Что такое осциллятор для сварки
Когда сварщику предстоит работа с высоколегированной сталью, он выбирает постоянный ток и электроды с соответствующим покрытием. Для нержавеющей стали подходит вольфрамовый расходник. Алюминий сваривают аппаратом переменного тока. материалы могут меняться в зависимости от условий работы и состава металла. Стабильным остается только один фактор: необходимость розжига дуги. Зачастую сделать это непросто, поскольку многие металлы покрываются слоем защитной пленки, которая препятствует контакту между электродом и стыком. Для решения проблем розжига электрической дуги разработали специальное устройство.
СОДЕРЖАНИЕ
- Розжиг электродуги
- Что такое осциллятор
- Устройство
- Принцип работы
- Для чего применяется
- Разновидности
- Непрерывного действия
- Импульсные
Розжиг электродуги
Для работы с электродуговой сваркой требуются навыки. И речь идет не только о самом процессе формирования шва. Уже на начальном подготовительном этапе нужно иметь некоторый опыт, чтобы подготовить устройство к работе и, как минимум, разжечь электрическую дугу. Она генерируется в результате взаимодействия противоположных полюсов электрической цепи. Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
И речь идет не только о самом процессе формирования шва. Уже на начальном подготовительном этапе нужно иметь некоторый опыт, чтобы подготовить устройство к работе и, как минимум, разжечь электрическую дугу. Она генерируется в результате взаимодействия противоположных полюсов электрической цепи. Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
Воздух является отличным изолятором. К примеру, чтобы электрический разряд смог пробить воздушную «подушку» толщиной 1 сантиметр, потребуется разница потенциалов между катодом и анодом в 30 тысяч вольт. Такое не под силу даже наиболее совершенным и навороченным инверторам. Поэтому единственно приемлемым вариантом розжига электрической дуги остается плотный контакт с последующим умеренным удалением электрода от рабочей поверхности.
Подобные манипуляции совершить «с ходу» не получится. Требуется хотя бы немного попрактиковаться. Даже опытные сварщики не дают гарантии, что дугу удастся поджечь с первого раза. Существует много объективных (и субъективных тоже) факторов, которые влияют на результат. Учесть их и предвидеть все очень непросто.
Существует много объективных (и субъективных тоже) факторов, которые влияют на результат. Учесть их и предвидеть все очень непросто.
Часто сварщик выполняет серию постукиваний электродом о металл, пытаясь разрушить образовавшийся во время работы слой окисла. Чаще всего подобные трудности возникают при работе с заготовками из цветных металлов. Учитывая то, что для работы с цветметом необходим ток малой силы, то становится очевидным тот факт, что генерировать стабильную электрическую дугу становится сложнее.
Избежать проблем с розжигом дуги позволяет специальное устройство, которое называется осциллятором. Оно применяется как дополнительное устройство источника питания при аргонодуговой сварке. Но использовать его могут только опытные специалисты. Необходимо знать тонкости подключения и эксплуатации оборудования.
Что такое осциллятор
Осциллятор – это генератор, вырабатывающий высокочастотный ток, связывающий анод и катод при сварке без контакта между ними. В рабочую схему данная установка подключается между держателем и источником напряжения сварочного аппарата. Существуют варианты, которые интегрируются в сборку оборудования для сварки металла. Осцилляторы функционируют по таким схемам:
В рабочую схему данная установка подключается между держателем и источником напряжения сварочного аппарата. Существуют варианты, которые интегрируются в сборку оборудования для сварки металла. Осцилляторы функционируют по таким схемам:
- генерируют короткий импульс, который способен возбудить сварочную дугу без физического контакта анода и катода. Со стороны это будет выглядеть как разряд небольшой молнии, которая перемещается по направлению от электрода к рабочей поверхности. После достижения поверхности заготовок (при условии, что масса подключена) устанавливается устойчивый контакт в виде электрической дуги. Импульс носит кратковременный характер и затухает сразу же после розжига дуги;
- постоянно поддерживать высокое напряжение, которое фактически накладывается на сварочный ток. Благодаря этому сохраняется стабильность сварочной дуги и непрерывно выполняется сварка деталей.
Устройство
Благодаря подключению осциллятора в схему работы сварочных аппаратов обеспечивается дистанционный розжиг дуги. Ее стабильность поддерживается на протяжении всего процесса сварки. Она остается статичной величиной даже при изменяющемся расстоянии между расходным материалом и рабочей поверхностью. Большинство осцилляторов обладают схожим устройством и состоят из таких узлов:
Ее стабильность поддерживается на протяжении всего процесса сварки. Она остается статичной величиной даже при изменяющемся расстоянии между расходным материалом и рабочей поверхностью. Большинство осцилляторов обладают схожим устройством и состоят из таких узлов:
- выпрямитель;
- источник питания;
- блок конденсаторов для накопления заряда;
- блок управления;
- узел с разрядником и колебательным контуром, предназначенный для генерации импульса;
- повышающий трансформатор;
- датчик напряжения;
- газовый клапан (в аргонодуговых инверторах).
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Принцип работы
Включение осциллятора в комплект оборудования сварщика дает возможность разжигать дугу бесконтактно. Это не только заметно облегчает работу сварщика, но плюс к этому экономит его время и обеспечивает стабильность работы оборудования.
Основное задача устройства генерирования высокочастотного импульса заключается в том, чтобы изменить характеристики входящего напряжения. Повышается частота, напряжение и уменьшается длительность импульса. Его длительность не превышает одной секунды. Схема работает по такому принципу (на примере аргонодугового инвертора):
- После нажатия расположенной на горелке кнопки замыкается электрическая цепь.
- На входе находится выпрямитель, который делает ток однонаправленным.
- В конденсаторах накапливается напряжение, которое необходимо для генерации разряда.
- Освобожденный ток поступает на контур, который состоит из конденсатора и катушки индуктивности. Он отвечает за формирование определенного числа колебаний.
- Ток проходит по обмотке первичного, а затем вторичного контура повышающего трансформатора.
 В этот момент повышается вольтаж.
В этот момент повышается вольтаж. - Освобождается импульс.
- Параллельно открывается газовый клапан.
- В результате импульса образуется разряд, который замыкает цепь между электродом и поверхностью свариваемых деталей. Важно, чтобы до этого кабель массы был подключен.
- После того, как по мостику из разряда начинает протекать сварочный ток, импульс затухает. Сварочный аппарат работает в штатном режиме согласно предварительно выставленных настроек.
- Когда электрод удаляется от поверхности металла и сварочная дуга гаснет, осциллятор в течении 4 секунд продувает горелку аргоном.
Для чего применяется
Осцилляторы чаще всего применяются при сваривании цветных металлов. Когда возникает необходимость в соединении меди, алюминия или нержавеющей стали, устройство позволяет быстро возбудить электрическую дугу, избежав утомительного чирканья электродом о поверхность заготовок.
Устройство очень удобно применять, когда требуется точно положить шов. Специалист подводит вольфрамовый наконечник до края стыка, после чего требуется нажать кнопку возбуждения электрической дуги и опустить маску. Благодаря осциллятору шов будет одинаковым как вначале, так и посредине стыка. Помимо этого, не потребуется постобработка от следов прикосновения электрода, которые обязательно образовались бы в процессе розжига дуги. Оборудование устанавливается на аппараты плазменной резки и дает возможность сразу начать разделывание металла.
Специалист подводит вольфрамовый наконечник до края стыка, после чего требуется нажать кнопку возбуждения электрической дуги и опустить маску. Благодаря осциллятору шов будет одинаковым как вначале, так и посредине стыка. Помимо этого, не потребуется постобработка от следов прикосновения электрода, которые обязательно образовались бы в процессе розжига дуги. Оборудование устанавливается на аппараты плазменной резки и дает возможность сразу начать разделывание металла.
Еще используется осциллятор при работе с тонколистовым металлом. Чтобы заготовки не прожигались, сварщики выставляют на инверторах низкое значение тока. Помимо того, что с такими параметрами разжечь дугу сложно, так она еще и гаснет при малейшем отклонении электрода от сварочной ванны. Подключение осциллятора в схему позволяет упростить работу, получить на выходе стабильную дугу и ее беспроблемный розжиг вначале.
Разновидности
Использовать осциллятор можно по-разному в зависимости от вида работ и типа устройства. Общим для всех вариантов оборудования является необходимость преобразования тока до значений в 3000-5000 В и повышение частоты до 150-500 Кгц. Основное отличие состоит в продолжительности высокочастотного импульса. По принципу работу устройства бывают двух видов.
Общим для всех вариантов оборудования является необходимость преобразования тока до значений в 3000-5000 В и повышение частоты до 150-500 Кгц. Основное отличие состоит в продолжительности высокочастотного импульса. По принципу работу устройства бывают двух видов.
Непрерывного действия
Особенность заключается в том, что высокочастотный и сварочный токи суммируются. Дуга поджигается бесконтактным способом. Дуга остается стабильной даже при небольших показателях силы тока. Поражение специалиста электрическим разрядом, а также разбрызгивание расплава исключены. Неважен способ подключения оборудования в схему – параллельный или последовательный.
При последовательном подключении устройство присоединяется к кабелю, подающему напряжение на электрод. Такой вариант включения осциллятора является наиболее востребованным, поскольку наиболее эффективно используются его возможности. Не расходуется энергия на защиту от высокого напряжения. Модели непрерывного действия часто устанавливаются на трансформаторы и инверторы для работы с электродами покрытого типа.
Импульсные
Подключается параллельно и применяется тогда, когда сварочные работы выполняются переменным током. Оборудование должно очень быстро реагировать на смену полярности и именно в этом состоит основная сложность. В таких условиях поддержать дугу, обеспечить стабильность можно только при помощи импульсного высокочастотного тока. Если к сварочному аппарату на переменном токе подключить осциллятор непрерывного действия, то сварочная дуга зажжется без проблем. Но только первый раз. Повторно ее инициировать будет невозможно. Проще говоря устройство сможет выполнить свои функции только частично.
Конденсаторы в схеме необходимы для того, чтобы с максимальной эффективностью и в полном объеме задействовать функционал оборудования. Они копят заряд, который нужен для повторных импульсов – розжига угасшей в процессе формирования сварного шва дуги. Это неизбежно случается каждый раз, когда сварщик отклоняет электрод от сварочной ванны на большое расстояние, разрывающее протекание электрического разряда. Не обойтись в такой установке без обратной связи. Поэтому предусмотрена управляющая схема, которая синхронизирует разряд конденсатора.
Не обойтись в такой установке без обратной связи. Поэтому предусмотрена управляющая схема, которая синхронизирует разряд конденсатора.
Что такое осциллятор для сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 2
Осциллятор для сварки: принцип действия устройства, виды
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги. В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт. Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.
Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.
Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Содержание
Принцип действия и назначение
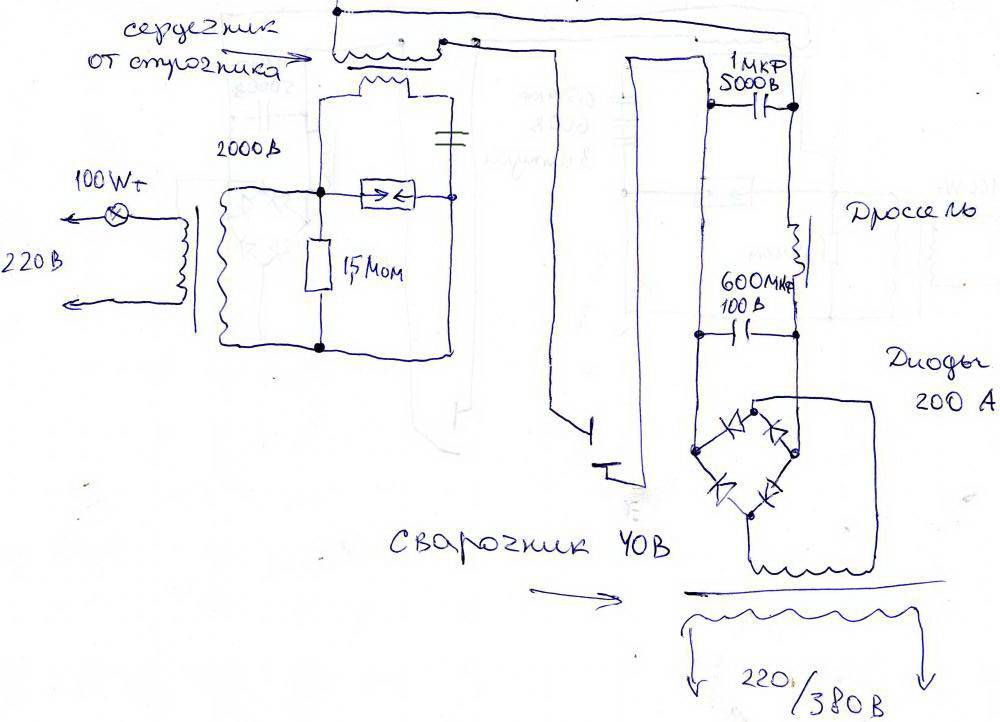
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора. Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.
Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора. Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.
Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги.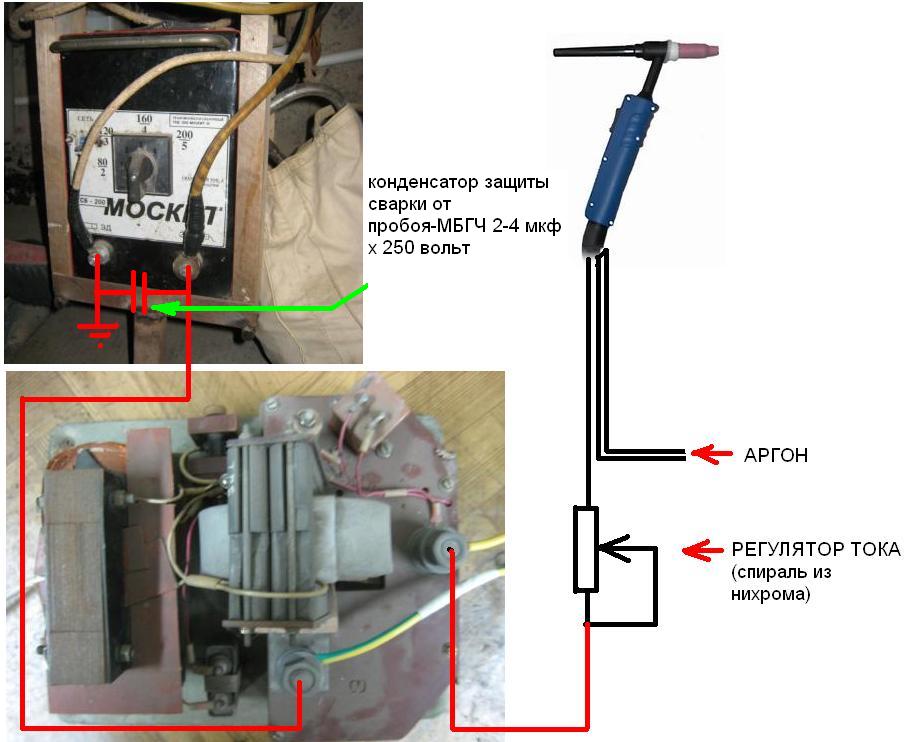 Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
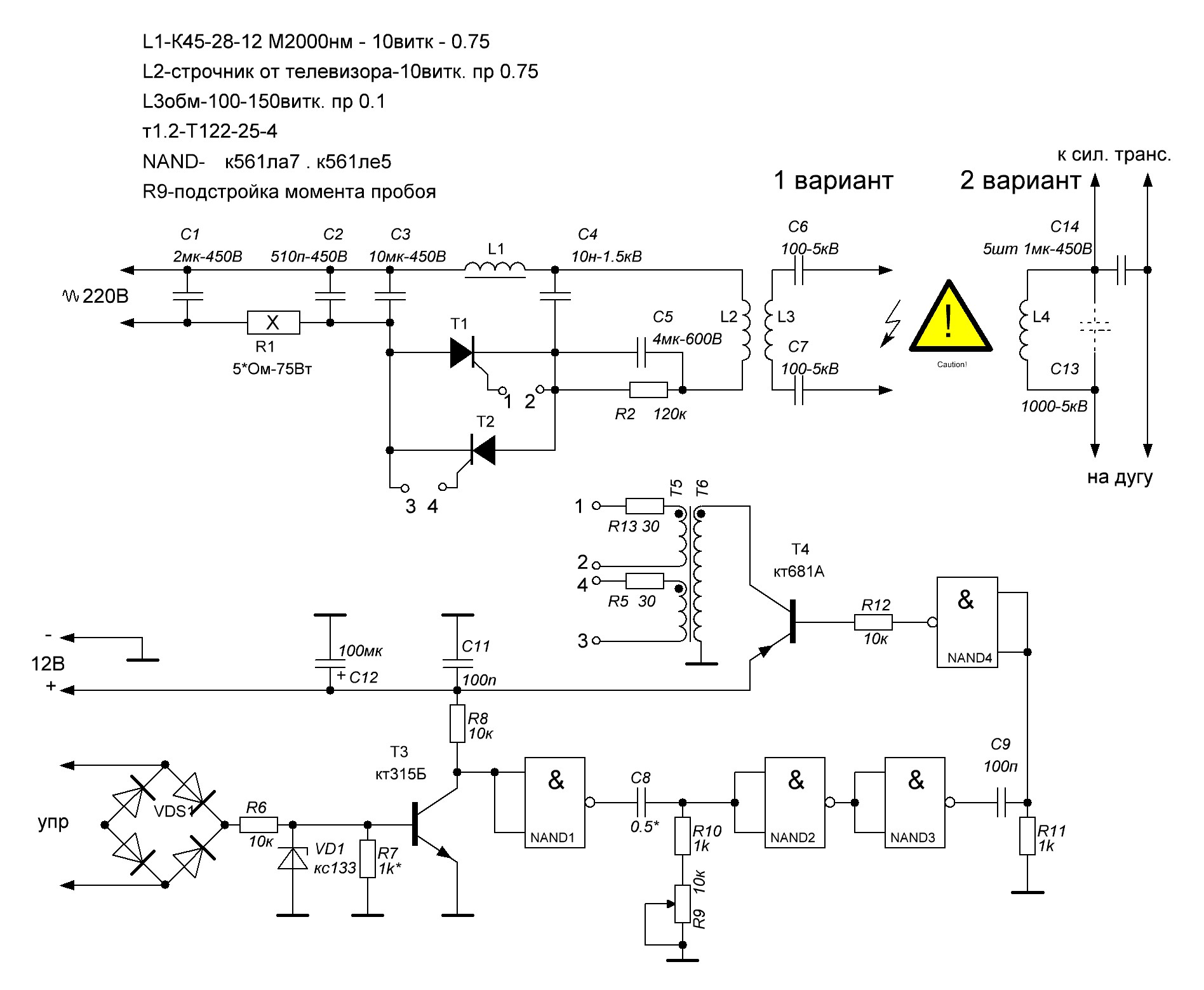
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания.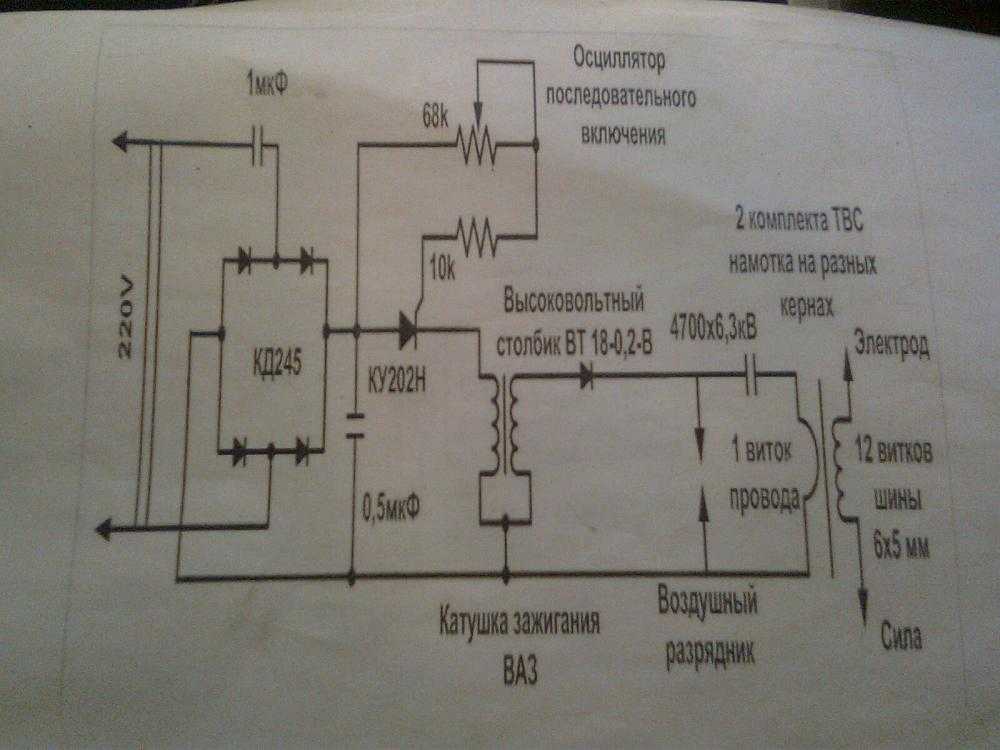 Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.
При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние.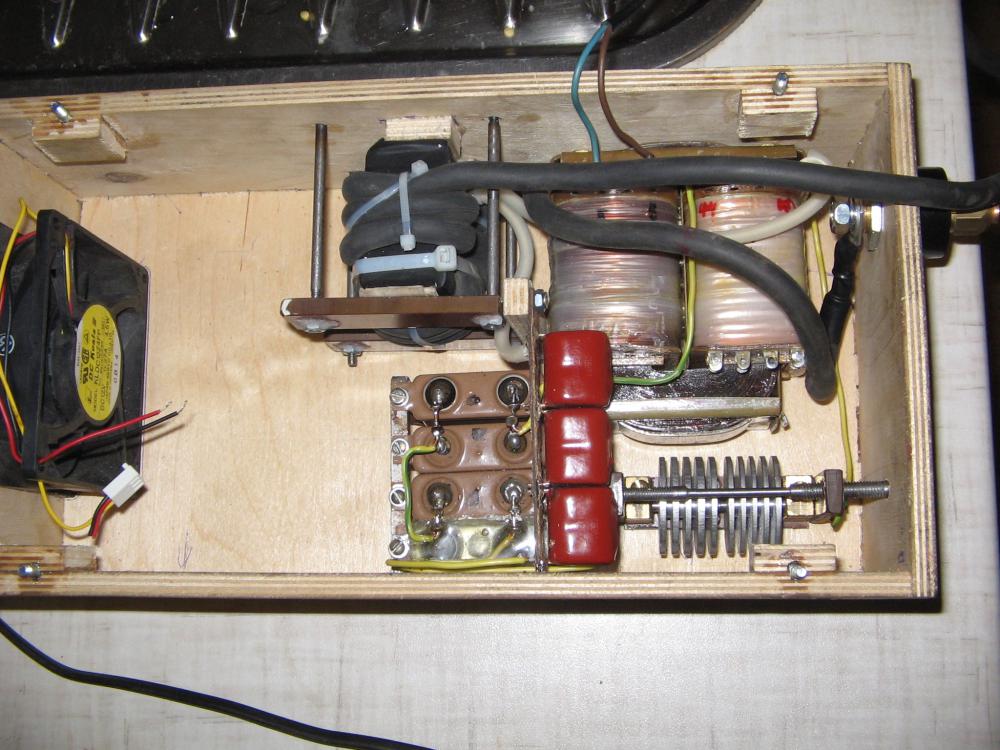 В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Сварочный осциллятор-сварочные осцилляторы
Сварочный осциллятор управляет горелкой возвратно-поступательным движением. Он может уменьшить количество и слои сварного шва, контролируя скорость колебаний, ширину и время паузы. Затем уменьшите сварочные дефекты для идеального сварного шва.
У нас есть решения как для линейного, так и для углового движения.
Для линейного перемещения у нас есть мини-тип и стандартный тип. ED-WLS — это мини-тип, а AOC-801/L — стандартный тип. Для углового движения у нас также есть мини-тип и стандартный тип. ED-WRSG — это мини-тип, а AOC-801 — стандартный тип.
Линейный сварочный осциллятор
1) Специальное устройство для поворота линии.
2) Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3) Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5) Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
Осциллятор для угловой сварки
1)Специальное устройство для поворота под углом.
2)Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3)Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5) Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
| Параметр | Модель | |||
| Мини | Стандарт | |||
| ЭД-ВЛС | ЭД-ВРСГ | АОС-801/Л | АОС-801/R | |
| Входная мощность | AC95~230В, 50/60Гц | AC220В, 50Гц | ||
| Методы привода | Зубчатая рейка | Шестерня | Шариковый винт | Шестерня |
| Скорость плетения | 0–2300 мм/мин | 0~30°/с (5 об/мин) | 0~2400 мм/мин | 0~3200 мм/мин |
| Центральное перемещение | ±5 мм | ±3° | ±50 мм | 0~45° |
| Поворотный прицел | 0~35 мм | ±8° | 0~100 мм | 0~45° |
| Левый/правый упор | 0~2 с | 0-2с | 0,1~5 с | 0~9,9 с |
| Вес груза | 3 кг | 3 кг | 25 кг | 10 кг |
| Размер контроля | 120*175*75 мм | 300*150*320мм | ||
| Общий вес | 6 кг | 15 кг | ||
| PS: | 1. Все вышеперечисленное является нашим стандартным типом, пожалуйста, свяжитесь с нами для получения индивидуального варианта; Все вышеперечисленное является нашим стандартным типом, пожалуйста, свяжитесь с нами для получения индивидуального варианта; |
|||
| 2. Миниатюрный сварочный генератор, AC220V или AC36V, опционально. | ||||
В сварочном генераторе ED-WL используется усовершенствованный микроконтроллер, светодиодный дисплей высокой яркости и долговечные сенсорные кнопки. Все входные и выходные порты используют оптическую изоляцию, что обеспечивает надежную и стабильную работу.
- Время задержки влево/вправо: 0,1~5 с
- Время задержки в центре: 0~5 с
- Точность времени задержки: 0,1 с
- Ширина колебаний: 0~100 мм
- Точность ширины: 0,2 мм
- Скорость колебаний: 0~2400 мм/мин
- Точность скорости колебаний: 0,1 мм/с
- Драйвер шагового двигателя с передачей через шарико-винтовую передачу и линейный подшипник.
- Грузоподъемность: 25 кг
- 16 групп параметров колебания.

- Работа на большом расстоянии с помощью пульта дистанционного управления (ОПЦИЯ) Порт дистанционного управления
- можно подключить к ПЛК, а также настроить порт энкодера в соответствии с требованиями пользователя. Осциллятор
- ED-WLS представляет собой специальное устройство для линейного качания. Осциллятор
- ED-WRS представляет собой специальное устройство для углового качания.
- Маленький, легкий, простой в эксплуатации и без ограничений по месту.
- Качели с цифровой регулировкой, центр движения, левое время остановки, правое время остановки, скорость качания.
- Автовозврат резака в центр при остановке.
- Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
Сварочный осциллятор — полное руководство по часто задаваемым вопросам
В мире сварки руководствоваться всеми вашими проектами — утомительно. Кроме того, вам будет сложно справиться с различными проектами.
Кроме того, вам будет сложно справиться с различными проектами.
Даже самые талантливые сварщики устают; и им нужна какая-то автоматизация.
Сварочные генераторы широко используются в промышленности. Начиная от самых простых проектов базовой сварки и заканчивая самыми сложными наплавкой и наплавкой.
Этот пост будет посвящен сварочным генераторам. Что это такое, как они могут помочь вам с вашими проектами и какой компании доверить это.
Что такое сварочные колебания?
Колебание – это диапазон движения слева направо – из стороны в сторону.
Сварка колебанием — это быстрое движение электрода в форме дуги. Видно, что движение происходит справа налево или наоборот.
Почему сварщики колеблют процесс сварки?
Сварщики предпочитают использовать сварочные генераторы из-за простоты использования и точности.
Если вы ищете более качественную и точную работу, осциллирование сварных швов должно помочь.
Кроме того, большинство сварочных генераторов автоматизированы и могут помочь вам добиться лучших результатов.
Что такое сварочные генераторы?
Сварочные осцилляторы — это моторизованные машины, которые выполняют сварку плетением или колебательной сваркой.
Если вам необходимо автоматизировать процесс сварки, вам понадобится сварочный генератор.
Что означает дуговая сварка?
Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для выработки тепла и расплавления металлов.
По сравнению с другими видами сварки электрод не касается поверхности или основного металла.
Какие части сварочных генераторов?
Различные сварочные генераторы имеют разные детали, и это зависит от типа аппарата.
Источник: Welding Parts Online
Однако некоторые из наиболее распространенных частей сварочного генератора включают:
- Удаленный соединитель
- Качающийся суппорт (движение локомотива)
- Блок управления (рабочий механизм)
- Кабель питания
- Соединительный кабель
- Цифровой дисплей данных
Имеются ли обычные шаблоны от сварочного осциллятора?
Да, сварщики используют распространенные модели сварочных колебаний.
На самом деле, наиболее распространенными из них являются:
- В-образная форма
- Круговой узор
- Образец С
- Модель J
- T Образец
- Рисунок 8 Шаблон
- Прямой ступенчатый шаблон
- Квадратный узор
- Зигзагообразный узор
- Перевернутый V-образный узор
Примечание. Это только наиболее часто используемые модели в отрасли; есть намного больше.
Шаблон зависит от цели вашей сварки и результатов, которые вы хотите получить для своего проекта.
Что такое сварной шов?
Наплавленный валик — это термин, используемый для наполнителя, который вы наносите на поверхность.
Вы можете получить хороший или плохой сварной шов в зависимости от:
- Положение вашего сварного шва
- Материал вашего сварного шва или электрода
Как создать сварочные швы?
Сварные швы образуются, когда присадочный материал наносится на поверхность во время сварки.
Какова основная цель использования сварочных генераторов?
Основной целью использования сварочного генератора является снижение утомляемости сварщика.
Его автоматизация может помочь сварщику снизить усталость и напряжение, обеспечивая более высокое качество сварных швов.
Каковы ключевые преимущества сварочных генераторов?
При использовании сварочного генератора сварщик может рассчитывать на следующие преимущества:
Более высокое качество сварки; Равномерный и точный внешний вид
Поскольку процесс автоматизирован, вы можете ожидать, что внешний вид вашего сварного шва будет однородным.
Кроме того, его качество будет лучше, чем при ручной сварке.
Лучшая и повышенная производительность
Поскольку вы не будете контролировать его все время, вы можете просто помочь ему, если он выйдет из-под контроля.
В это время вы можете заняться другими делами, такими как сборка следующей части сварного шва и т.д. , и вы можете доверить автоматике выполнение точных сварных швов.
Уменьшение разбрызгивания
Поскольку подвод тепла лучше контролируется, разбрызгивание при сварке значительно уменьшается.
Вам не придется беспокоиться о большом количестве брызг на поверхности. Это также означает меньшее количество химических реакций, которые могут быть опасны для сварщика.
Это лишь некоторые из ключевых преимуществ использования сварочного генератора. Есть и другие, которые будут зависеть от вашего проекта.
Как можно установить сварочные генераторы?
Сварочный осциллятор можно установить следующими способами: Вы бы заставили факел вибрировать из стороны в сторону.
Вертикальная установка
В этом положении резак будет двигаться вверх и вниз в зависимости от запланированного движения.
Что такое сварочное плетение?
Сварочное переплетение — это то же самое, что и сварочное колебание.
Это метод перемещения электрода из стороны в сторону для достижения желаемого результата сварки.
Как выполнить плетение?
В настоящее время вы можете получить тканый шов, используя в качестве оборудования сварочный генератор. Они автоматизированы, поэтому вам не нужно думать о точности.
Вам нужно будет создать шаблон для него, чтобы машина могла предоставить в соответствии с вашими потребностями.
Раньше это было вручную.
Вам нужно создать выкройку. После этого нужно иметь навык сварки и следовать определенной схеме.
Сварка ВИГ в сравнении со сваркой МИГ Осцилляция
Осцилляция сварки ВИГ представляет собой процесс использования вольфрамового электрода для осцилляции.
Вольфрамовые электроды известны как неплавящиеся и служат дольше.
Сварка MIG с осцилляцией – это процесс использования металлического электрода для осцилляции.
Электроды MIG — это обычные электроды, используемые при сварке.
Каждый из них имеет разное назначение и несравним.
Куда обратиться за сварочным колебанием?
Множество компаний предлагают эту услугу; некоторые из них являются независимыми, а некоторые включают его в другое оборудование.
Если вам нужно лучшее качество, работайте с нами здесь, в SOHO Welding.
В нашем процессе плазменной дуговой сварки используется ткач или сварочный осциллятор. Вам не придется беспокоиться о точности и аккуратности — это уже само собой разумеющееся!
Работайте с нами и никогда больше не почувствуете необходимости работать с другой компанией!
Сварочные генераторы PROFAX® — линейные и угловые — в наличии [PX-WO-1—]
Фильтры
Дом / Автоматика и позиционеры / Сварочные осцилляторы PROFAX® — линейные и угловые — в наличии
Выполнение заказа
Товар в наличии: Обычно доставка 1-2 рабочих дня (Пн-Пт)
Нет в наличии товара: Обычно доставка 3-7 рабочих дней (Пн-Пт)
Отправка из: Наше предприятие Vista CA *
Время доставки: 3-7 рабочих дней (с понедельника по пятницу)
Оперативная и точная доставка очень важна для нас!
- Просмотрите электронное письмо с подтверждением заказа, чтобы узнать предполагаемые даты доставки
- * Сроки прямой поставки или прямой поставки с завода зависят от поставщика и рассчитываются исходя из нашего опыта.

- Клиенты, оплатившие Ускоренная доставка получить предпочтение.
- Товары с пометкой «Позвоните, чтобы узнать о наличии» могут изготавливаться на заказ, иметь ограниченный запас или непредсказуемое время выполнения и требуют звонка, текстового сообщения или электронной почты для получения оценки времени выполнения заказа
Задать вопрос
Доставка и возврат
Доставка
Доставка не должна быть сложной. Вот почему, когда вы входите в систему или регистрируете учетную запись, с вас не будет взиматься плата за сбор, упаковку или сборы за обработку.
Узнайте больше об ускоренной доставке, доставке третьими сторонами и международной доставке в нашей Политике доставки Страница
Беспроблемный возврат
Если вы не удовлетворены по какой-либо причине, продукты могут быть возвращены в течение 30 дней с момента отгрузки для полной компенсации или обмена. Применяются определенные ограничения.
Применяются определенные ограничения.
Политика возврата
Стиль
Пожалуйста, выберитеЛинейный тип (3742,00 долл. США) Угловой тип (3742,00 долл. США)
шт.
Модель PROFAX® PX-WO-1S Linear и PX-WO-1V Angle Style
Выберите осциллятор линейного или углового типа в раскрывающемся меню выше
PX-WO-1S
PX-WO-1V
Осциллятор Тип
Линейный
Угол
Диаметры резака
5/8″ — 1-3/8″
(до 1-7/8″ с дополнительным WCS-222-5) Допустимая нагрузка
10 фунтов.
10 фунтов.
Скорость
0–130 дюймов в минуту
0–50 циклов в минуту
Ширина сварного шва
0–1,56 дюйма
Ширина поворота
+/- 8 градусов
Осевая линия Корр. 
Похожие записи
