Что такое пайка и как она работает. Какие бывают виды пайки. Каковы основные этапы процесса пайки. Какие преимущества и недостатки имеет пайка по сравнению с другими методами соединения металлов. Какие инструменты и материалы необходимы для пайки.
Что такое пайка и как она работает
Пайка — это процесс соединения металлических деталей с помощью расплавленного припоя, имеющего более низкую температуру плавления, чем соединяемые металлы. При пайке происходит диффузионное взаимодействие припоя с поверхностями соединяемых деталей, в результате чего образуется прочное неразъемное соединение.
Основные компоненты, участвующие в процессе пайки:
- Припой — металл или сплав с низкой температурой плавления
- Флюс — вещество для очистки поверхностей от оксидов
- Паяемые детали — металлические изделия, подлежащие соединению
- Источник нагрева — паяльник, горелка или печь
Основные виды пайки
В зависимости от температуры плавления припоя и способа нагрева различают следующие основные виды пайки:
Мягкая пайка
Выполняется при температуре до 450°C с использованием легкоплавких припоев на основе олова и свинца. Применяется для соединения тонких деталей из меди, латуни, стали.
Твердая пайка
Производится при температуре свыше 450°C с применением тугоплавких припоев на основе меди, серебра, золота. Обеспечивает более прочное соединение деталей.
Пайка в печи
Детали с нанесенным припоем помещаются в печь и нагреваются до температуры пайки. Позволяет паять сразу большое количество соединений.
Этапы процесса пайки
Процесс пайки включает следующие основные этапы:
- Подготовка поверхностей деталей — очистка, обезжиривание
- Нанесение флюса на места пайки
- Нагрев деталей до температуры плавления припоя
- Введение расплавленного припоя в зазор между деталями
- Охлаждение и кристаллизация припоя
- Удаление остатков флюса и очистка места пайки
Преимущества пайки
По сравнению с другими методами соединения металлов пайка обладает рядом преимуществ:
- Возможность соединения разнородных металлов
- Отсутствие деформации и изменения структуры деталей
- Высокая производительность процесса
- Возможность автоматизации
- Герметичность соединений
- Хорошая электропроводность паяных швов
Недостатки пайки
К основным недостаткам пайки можно отнести:
- Меньшая прочность соединения по сравнению со сваркой
- Необходимость тщательной подготовки поверхностей
- Возможность коррозии в месте пайки
- Ограниченная рабочая температура соединения
- Токсичность паров флюса и припоя
Инструменты и материалы для пайки
Для выполнения пайки необходимы следующие основные инструменты и материалы:
- Паяльник или паяльная станция
- Припой в виде проволоки или прутков
- Флюс (канифоль, паяльная паста)
- Очищающая губка
- Пинцет для удержания мелких деталей
- Бокорезы для обрезки выводов
- Отсос для удаления излишков припоя
Применение пайки в промышленности
Пайка широко применяется в различных отраслях промышленности для соединения металлических деталей и узлов. Основные области применения пайки:
- Электроника и приборостроение
- Ювелирное дело
- Автомобилестроение
- Авиационная и космическая техника
- Производство бытовой техники
- Строительство и монтаж трубопроводов
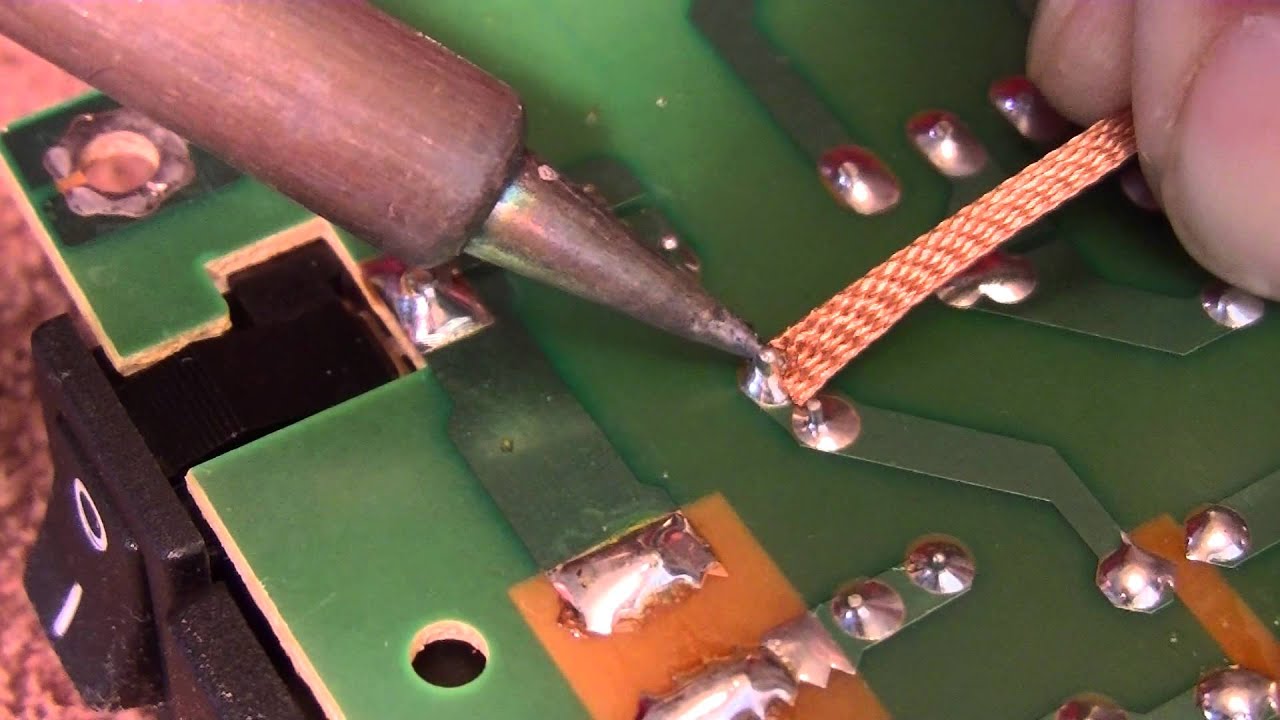
В электронике пайка используется для монтажа компонентов на печатные платы и соединения проводов. В ювелирном деле с помощью пайки создаются сложные украшения из драгоценных металлов. В автомобилестроении паяные соединения применяются в системах охлаждения и кондиционирования.

Безопасность при пайке
При выполнении пайки необходимо соблюдать следующие правила безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки и перчатки
- Не прикасаться к нагретым поверхностям и деталям
- Использовать подставку для паяльника
- Не вдыхать пары флюса и припоя
- Мыть руки после работы с припоем и флюсом
Соблюдение этих простых правил позволит избежать ожогов, отравлений и других возможных травм при пайке.
Контроль качества паяных соединений
Для обеспечения надежности паяных соединений проводится контроль их качества. Основные методы контроля:
- Визуальный осмотр — проверка внешнего вида шва
- Рентгеновский контроль — выявление внутренних дефектов
- Испытание на прочность — проверка механической прочности
- Электрические измерения — контроль проводимости
- Климатические испытания — проверка стойкости к внешним воздействиям
Качественное паяное соединение должно иметь гладкую блестящую поверхность без пор и трещин, хорошее смачивание припоем поверхностей деталей.

Пайка — определение, процесс, типы, плюсы и минусы
Пайка — это процесс соединения двух или более металлических поверхностей путем подачи расплавленного металла в место соединения. Расплавленный металл имеет более низкую температуру плавления, чем соединяемые детали, чтобы предотвратить их расплавление.
Хотя пайка является одним из самых старых методов соединения, она по-прежнему используется сегодня по веской причине.
Что такое пайка?
Пайка соединяет металлические поверхности вместе с помощью присадочного металла, имеющего низкую температуру плавления. В процессе используется капиллярное действие, при котором однородный жидкий поток присадочного материала соединяется с основным металлом.
Уникальное качество процесса пайки заключается в том, что он сохраняет механические свойства металлов, что полезно в таких областях, как пайка серебра или других подобных металлов.
Процесс пайки
Одним из наиболее важных этапов процесса соединения металлов является очистка поверхности основного металла. Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Операция пайки начинается с правильного позиционирования, необходимо рассчитать зазоры между швами, чтобы жидкий присадочный металл достиг поверхностного натяжения с заготовкой. Обычно используется горелка для медленного нагрева металлической поверхности заготовки и присадочного металла до температуры пайки.
По мере того как присадочный металл расплавляется, капиллярное действие позволяет ему проходить через узкие пространства, образуя таким образом связь между поверхностями основных металлов.
Паяные соединения формируются по мере остывания вместе со сборкой.
Вот металлы, которые часто соединяются пайкой:
- Алюминий;
- Чугун;
- Магний;
- Медь и медные сплавы;
- Серебро.
Требования к присадочному металлу
- После застывания расплавленного флюса и присадочного металла паяное соединение должно обладать ожидаемыми механическими свойствами.

- Температура пайки должна эффективно обеспечивать надлежащий поток жидкости из расплавленного припоя в соединение.
- Присадочные металлы должны иметь надлежащие условия смачивания для создания прочных связей.
Разница между твердой и мягкой пайкой, а также сваркой
В целом, техника пайки в каждом из данных случаев практически идентична. Единственное исключение состоит в том, что используя при пайке мягкие припои, следует придерживаться температуры не более отметки в 450 градусов Цельсия. Тогда, как производя пайку припоем твердой категории, эта температура существенно превышает 450 градусов, в некоторых случаях эта цифра может быть даже удвоена или утроена, с целью получения качественных и прочных соединений.
При сварке помимо присадочного металла расплавляются заготовки. Это позволяет создавать более прочные соединения, чем при пайке. Такие процессы, как сварка TIG, MIG и электродуговая сварка, работают при гораздо более высоких температурах.
Пайкосварка является разновидностью сварки MIG/MAG. Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Различные методы пайки
При пайке используются различные методы нагрева для различных целей и применений. Тепло может быть приложено либо непосредственно к соединению (локализованный), либо ко всей заготовке (диффузный нагрев).
Методы локализованного нагрева:
Пайка с нагревом пламенем — горючий газ образуется при сжигании ацетилена, пропана или водорода с воздухом для нагрева и расплавления присадочного металла. При использовании этой техники требуется флюс для защиты соединения, которое впоследствии необходимо зачистить. Пайка с нагревом пламенем в основном используется для небольших производственных узлов, где вес металла неравномерен.
Индукционная пайка — высокочастотный переменный ток подается в катушку для достижения температуры пайки, которая нагревает заготовку и расплавляет присадочный материал.
Пайка сопротивлением — тепло выделяется за счет электрического сопротивления паяемого сплава, что идеально подходит для высокопроводящих металлов. Этот метод нагрева лучше всего подходит для создания простых соединений между металлами.
Техники диффузного нагрева:
Пайка в печи — Для доведения печи до нужной температуры используется газовый обжиг или нагревательные элементы. Присадочный металл наносится на соединяемые поверхности, затем весь узел помещается в печь и доводится до температуры пайки. Пайка в печи позволяет точно контролировать циклы нагрева и охлаждения металлов. Процесс часто выполняется в вакууме для защиты паяемого сплава от атмосферных условий. При этом также отпадает необходимость в защите флюсом.
Пайка погружением — деталь или узел погружается в ванну с расплавленным присадочным металлом. Для предотвращения окисления на детали наносится паяльный флюс.
Для предотвращения окисления на детали наносится паяльный флюс.
Преимущества:
- Можно соединять разнородные металлы, в отличие от большинства методов сварки.
- Высокая производительность.
- Потребляет меньше энергии, чем сварка.
- Получение более чистых соединений по сравнению с большинством сварочных процессов.
- Цветные металлы не плавятся, сохраняя свою форму и механические свойства.
Недостатки:
- Более слабые результаты по сравнению со сварными соединениями.
- Невозможно соединить компоненты, работающие при высоких температурах.
- Требуются плотные, равномерные зазоры между швами для достижения капиллярного эффекта.
- Нечистые или загрязненные металлы могут стать причиной негерметичности соединений.
Пайка — Национальная сборная Worldskills Россия
“
А теперь давайте познакомимся с одним из самых сложных процессов в электрике и авионике — пайкой. Этот процесс позволяет соединить как разнородные металлы, так и металлы с неметаллами, например, с графитом, ферритами и керамикой.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Образование соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры их плавления, смачивания припоем, затекания припоя в зазор и последующей его кристаллизации
Металл или сплав с температурой плавления ниже температуры плавления паяемых материалов
Материал для удаления оксидов с поверхности паяемого материала и припоя и предотвращения их образования в процессе пайки
Видеолекция
Конспект
Техника безопасности
Пайка — это работа с разогретым до жидкого состояния металлом, поэтому очень важно соблюдать технику безопасности.
- Наденьте спецодежду и защитите глаза очками
- Используйте вытяжку
- Не ставьте быстровоспламеняющиеся предметы или жидкости вблизи нагревательных элементов паяльной станции
Подготовка к работе
Перед началом работы необходимо подготовить рабочее место: убрать лишние предметы, проверить исправность инструмента и дату последнего освидетельствования, намочить водой очищающую губку и выставить температуру, соответствующую выбранному припою
Важно
Температура нагрева деталей должна быть на 40−80 °С больше температуры плавления припоя.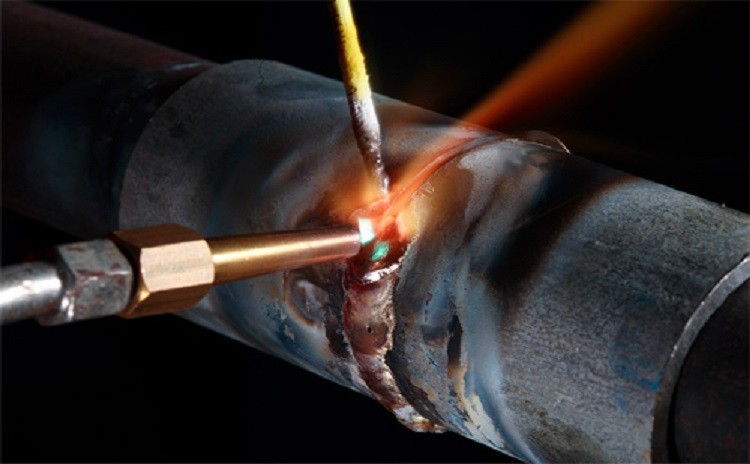 А температура наконечника паяльника должна быть на 20−40 °С выше температуры нагрева деталей
А температура наконечника паяльника должна быть на 20−40 °С выше температуры нагрева деталей
После завершения нагрева необходимо окунуть паяльник во флюс и очистить жало о специальную губку
Необходимо также изучить инструкцию по использованию оборудования, проверить его работоспособность и срок годности флюса
Следующий шаг — подготовить провода и конструктивные элементы для пайки: лампы, электросоединители, клеммные колодки или другие
Перед пайкой нужно снять изоляцию с проводов и зачистить провода
Перед пайкой важно также обезжирить все детали. Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
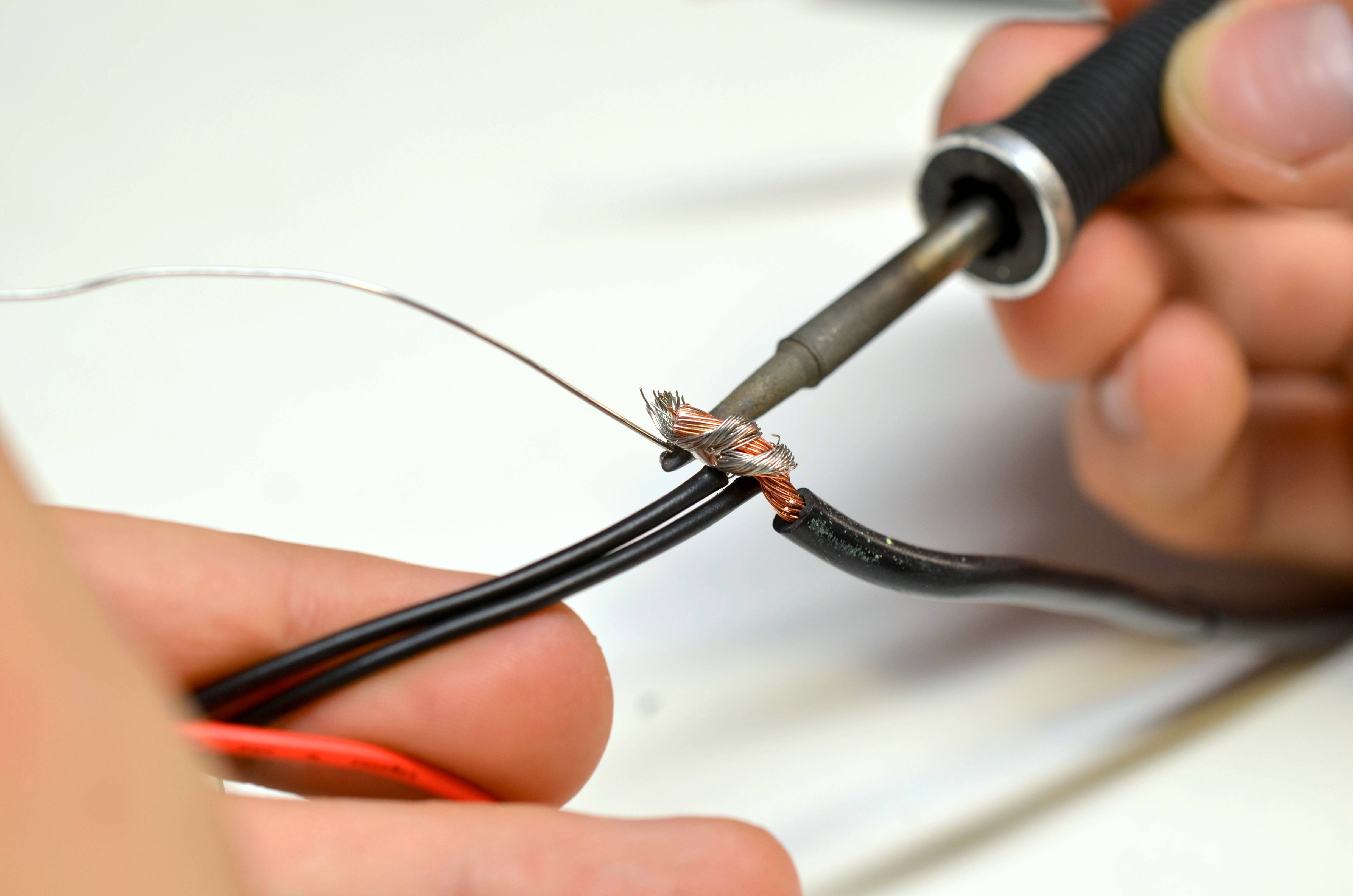
После обезжиривания следует облуживание провода. Нужно нанести достаточно припоя, чтобы покрыть все жилы провода, при этом структура провода должна просматриваться. Теперь можем приступать к работе!
Пайка ламп
Процесс пайки к контакту лампочки осуществляется двумя способами:
- пайка крючком
- пайка приложением к контактной пластине
В первом случае форма провода создается заранее, а во втором форма контактной части образуется непосредственно на контактной клемме
Важно
Для пайки электронных компонентов нельзя использовать активные (кислотные) флюсы. Используйте флюсы на водной или спиртовой основе
Используйте флюсы на водной или спиртовой основе
Чтобы не повредить изоляцию провода, необходимо использовать теплоотводящий пинцет. После того, как соединение деталей выполнено, очищаем детали от излишка флюса
Рекомендация
Если припой в месте соединения имеет зеркальный однородный оттенок, вы все сделали правильно
Пайка клеммных колодок
Процесс пайки к контакту клеммной колодки осуществляется двумя способами:
- пайка крючком
- пайка S- образным изгибом жилы провода
Первым делом необходимо закрепить клеммную колодку в поворотные тиски. Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Пайка проводов к клеммной колодке проводится по рядам контактов, начиная с нижнего ряда и в направлении слева направо
Рекомендация
Паяная поверхность монтажных соединений должна быть блестящей или матовой без темных пятен, трещин или других посторонних элементов. Припой должен заливать место соединения со всех сторон
Припой должен заливать место соединения со всех сторон
По окончании процесса необходимо промыть паяное соединение и надвинуть на контакты изоляционные трубки
Пайка электросоединителей
Первым делом необходимо закрепить электросоединитель в поворотные тиски.
Процесс пайки будет следующим:
Заполняем «чашу» припоем
Нагреваем заполненный припоем контакт до его полного расплавления
Вводим до упора в дно предварительно облуженный провод
Прогреваем паяльником контакт до полного растекания припоя по поверхности спая и образования галтелей
Важно
Площадь калибра проводов, подводимых к контактам соединителей, не должна превышать их площади сечения. Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
По окончании процесса необходимо промыть паяное соединение и проверить качество пайки
“
Как видите, пайка — это сложный, но увлекательный процесс, в котором мастерство достигается путем постоянных тренировок и практик.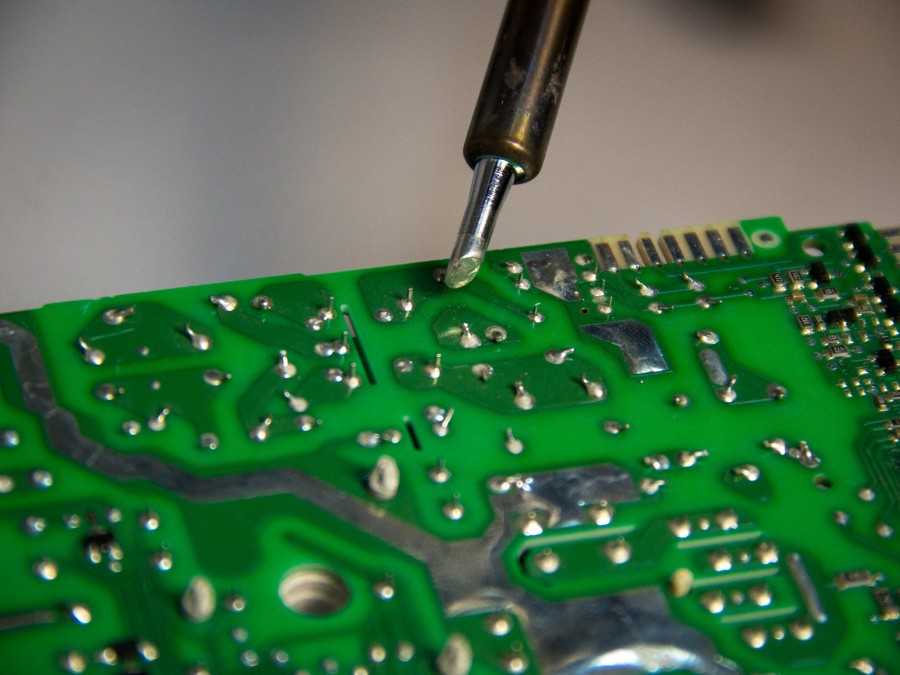 А теперь предлагаем проверить полученные знания с помощью теста!
А теперь предлагаем проверить полученные знания с помощью теста!
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Больше температуры плавления припоя
Меньше температуры плавления припоя
Должна равняться температуре плавления припоя
| Дальше |
| Проверить |
| Узнать результат |
Фиксатор
Малярную ленту
Термоусадочные трубки
| Дальше |
| Проверить |
| Узнать результат |
Начиная с верхнего ряда, слева направо
Начиная с нижнего ряда, справа налево
Начиная с нижнего ряда, слева направо
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше.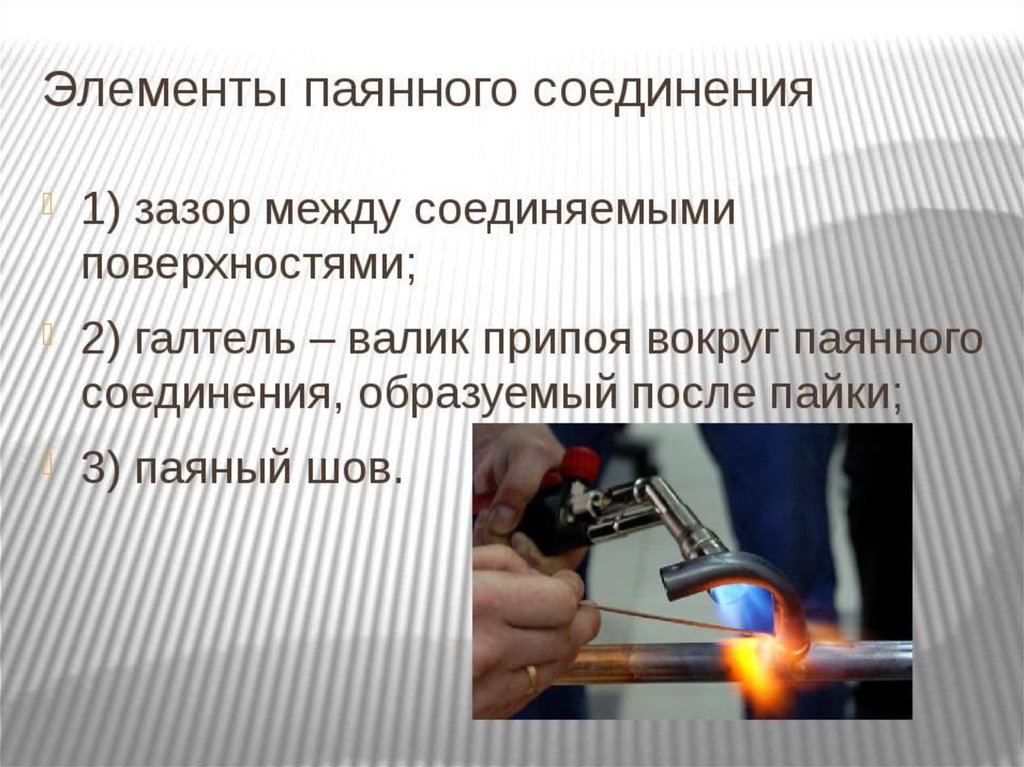 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Припаяйте! | Монохрон | Система обучения Adafruit
Сохранить Подписаться
Пожалуйста, войдите, чтобы подписаться на это руководство.
После входа в систему вы будете перенаправлены обратно к этому руководству и сможете подписаться на него.
Вот пошаговые инструкции … просто хочу напомнить вам, что нельзя припаивать 6-контактный разъем FTDI или разъем ISP!
Подготовьтесь, сверив все детали со спецификацией (список деталей). Как только вы убедитесь, что у вас все есть, подготовьте свое рабочее место, нагрев паяльник, смочив губку и расположив инструменты и детали так, чтобы они были удобными.
ОК! Давайте начнем! Первое, что мы будем впаивать, это резистор R1 , который имеет значение 1 кОм. Вы можете сказать, какой это, потому что на нем есть полосы коричневого черного красного золота. Согните этот резистор в скобу, как показано на рисунке. Затем вставьте его в место внизу посередине, прямо над соответствующей шелкографией с маркировкой
Этот резистор используется для программирования микроконтроллера с помощью внутрисистемного программатора при подключенном ЖК-дисплее (они имеют общий контакт).
Согните выводы скобы так, чтобы она удерживала деталь на месте, и переверните печатную плату.
Используя жало паяльника, нажмите и нагрейте одновременно контактную площадку (серебряное кольцо вокруг отверстия) и вывод (провод) в течение 2 или 3 секунд. Затем воткните конец припоя, чтобы создать хороший паяный шов. Сделайте это для обоих лидов.
Затем воткните конец припоя, чтобы создать хороший паяный шов. Сделайте это для обоих лидов.
Используя бокорезы, отрежьте длинные выводы непосредственно над местом пайки.
У вас должны получиться красивые блестящие точки пайки, закругленные и заполняющие всю контактную площадку.
Теперь мы продолжим, установив оставшиеся 5 резисторов по 1 кОм.
Разместите R3 , R4 , R5 и R6 . Эти резисторы составляют мультиплексную схему считывания кнопок, которая позволяет микросхеме прослушивать 3 кнопки, используя только один аналоговый вывод.
Место R7 это токоограничивающий резистор для LED1 (индикатор тревоги).
Переверните и припаяйте резисторы так же, как и раньше, убедившись, что каждое соединение нагрето и полностью заполнено припоем.
Затем обрежьте все провода.
Далее впаиваем последние 3 резистора.
R8 и R9 — это резисторы номиналом 2,2 кОм (красный, красный, красный, золотой), которые используются в качестве подтягивающих резисторов i2c для часов реального времени (для линий передачи данных требуются подтягивающие резисторы).
R2′ — это резистор 100 Ом (коричневый черный коричневый золотой), который устанавливает яркость ЖК-дисплея.
Обратите внимание: Этот резистор можно впаять в R2 (фиксированная яркость) или R2′ (программное управление). На этих фотографиях мы впаяли их в R2 , но мы предлагаем вам использовать R2′ , что позволит вам легко контролировать яркость (оказалось, что подсветка ЖК-дисплея сильно различается от одного к другому). Поэтому, пожалуйста, не обращайте внимания на неправильное расположение резистора и используйте слот R2′!
Переверните печатную плату и припаяйте резисторы.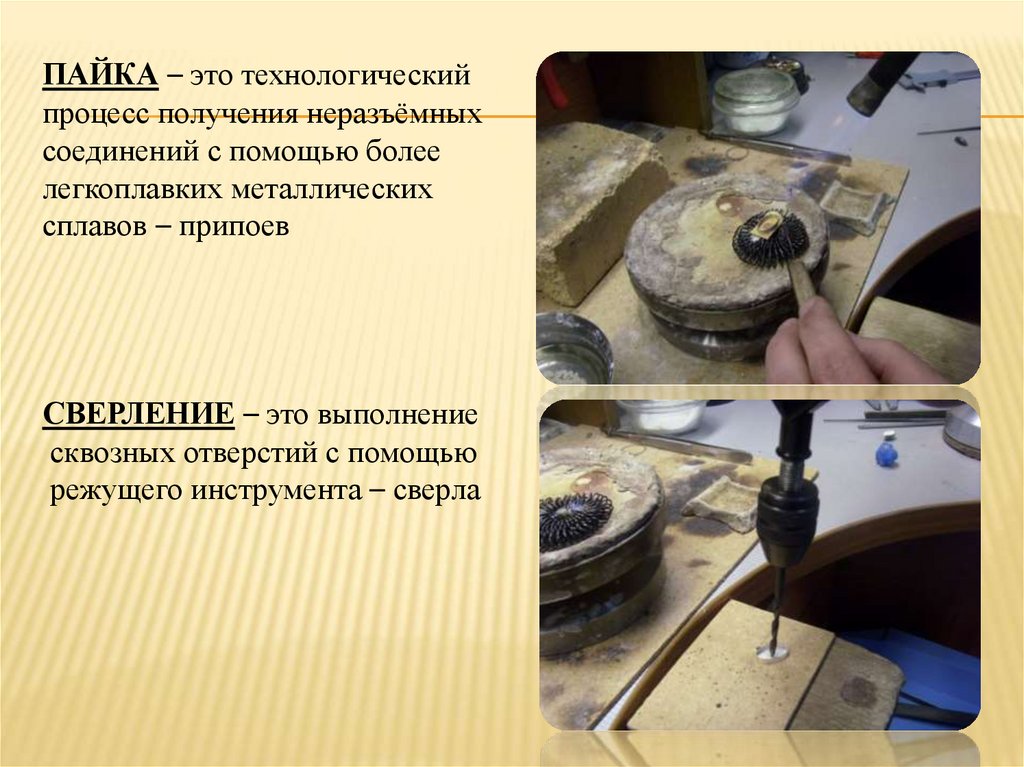
(Не забудьте использовать R2′ , а не R2 !)
Затем обрежьте их накоротко
Теперь, когда мы закончили с резисторами, пришло время припаять керамические конденсаторы. Конденсаторы используются для сглаживания пульсаций напряжения питания, а также для блокировки постоянного напряжения.
С1 входной (9В) конденсатор фильтра, C3 — выходной (5В) конденсатор фильтра. C5 используется для программирования чипа с помощью чипа FTDI, он блокирует контакт «сброса» постоянного тока и превращает его в импульс.
Керамические конденсаторы, как и резисторы, не поляризованы, поэтому их можно использовать «в любом случае»
Переверните плату и припаяйте 3 керамических конденсатора.
Затем закрепите провода (не показаны).
Теперь мы готовы собрать блок питания. Блок питания — это то, что занимает 9V от внешнего мира (от штепсельной вилки) и регулирует его до 5 В, безопасного для работы микроконтроллера.
Первая часть — это разъем постоянного тока 2,1 мм. Это механическое соединение. Он помещается в нижнюю левую часть печатной платы, и вы можете защелкнуть его на месте (может потребоваться небольшое сжатие) — убедитесь, что он ровно прилегает к печатной плате!
Если он не защелкивается на месте, вы можете предотвратить его выпадение, припаяв его немного сверху к одному из контактов.
Теперь переверните плату и припаяйте три больших контакта. Обязательно нагрейте контактные площадки и контакты в течение нескольких секунд, прежде чем запихивать туда тонны припоя. Это механическое соединение припоем, поэтому вам действительно нужно заполнить большие круглые контактные площадки.
Далее идет D1 защитный диод 1N4001. Диоды являются полупроводниками, в частности, диод пропускает ток только в одном направлении. Это защищает источник питания и микропроцессор от того, если кто-то подключит источник питания переменного тока или отрицательной полярности. Вместо того, чтобы пуф, диод будет блокировать отрицательное напряжение.
Вместо того, чтобы пуф, диод будет блокировать отрицательное напряжение.
Поскольку диоды проводят ток только в одном направлении, важно правильно его установить. Ищите белую полосу на одном конце, это катод , теперь посмотрите на печатную плату, там диод с трафаретной печатью, а на одной стороне также есть белая полоса, убедитесь, что они совпадают!
После диода стоит регулятор напряжения 7805 IC2 . Регуляторы 7805 повышают напряжение до 17 В постоянного тока до стабильных 5 В. Поскольку мы используем ЖК-дисплей хорошего качества со светодиодной подсветкой, нам не нужен большой гудящий чип питания. ТО-92 пакет 7805 может обеспечить около 100 мА.
Однако, если вы в конечном итоге будете делать модификации или захотите использовать ЖК-дисплей с подсветкой EL, вы можете в конечном итоге использовать IC2′ , который является версией корпуса TO-220 и может обеспечить ток 1,0 А!
Итак, регулятор имеет плоскую и круглую стороны, три штифта входят в контактные площадки, а контур на шелкографии должен соответствовать форме регулятора.
Теперь переверните плату и припаяйте диод и стабилизатор.
Закрепите провода (не показаны).
Теперь мы готовы сделать наш первый тест. Уберите со стола и убедитесь, что нет проводов или битов, которые могут закоротить печатную плату.
Поместите печатную плату и вставьте вилку блока питания в гнездо до упора. Гнездо вообще не должно двигаться, если вы его достаточно припаяли. Теперь, используя мультиметр в режиме измерения напряжения, измерьте расстояние между двумя показанными точками (вы можете увеличить масштаб, нажав на картинку).
Вы должны получить от 4,9 до 5,1 В постоянного тока
Если вы не тогда остановись, проверь свою работу. Убедитесь, что в вашем мультиметре установлена новая батарея, и отправьте сообщение на форум, если вы не можете заставить его отображать 5 В. Если напряжение слишком высокое или низкое, это может повредить ваш комплект, вам не следует продолжать.
Когда вы закончите, отключите блок питания и уберите глюкометр.
Теперь будем впаивать два электролитических конденсатора С2 и С4.
C2 — электролитический конденсатор 47 мкФ/25 В. Этот конденсатор сглаживает любые большие пульсации мощности, поступающей в комплект. Электролитические конденсаторы поляризованные , что означает, что они должны быть размещены правильно, иначе они вообще не будут работать. Если вы посмотрите на конденсатор, то заметите, что одна ножка длиннее другой, это положительный (+) вывод. Убедитесь, что этот провод входит в контактную площадку, отмеченную знаком +. См. слева, как разместить конденсатор.
Согните C2 вниз, чтобы он не торчал слишком сильно.
Далее следует C4 , электролитический конденсатор 100 мкФ/6,3 В, который помогает уменьшить шум при регулируемом источнике питания 5 В. Он электролитический, поэтому убедитесь, что он установлен правильно.
После правильного размещения электролитических конденсаторов отогните выводы и припаяйте их на место.
Используйте бокорезы, чтобы обрезать провода.
Теперь поместите гнездо микросхемы. Гнездо защищает микросхему микроконтроллера и позволяет заменить ее при необходимости.
Гнездо имеет U-образную выемку на одном конце. Убедитесь, что эта выемка соответствует U-образной выемке на трафаретной печати. Если вы не уверены, посмотрите на изображение слева. Если в конечном итоге вы вставите розетку задом наперёд, не расстраивайтесь. Не обязательно, чтобы он был в порядке, но он поможет вам, если вам нужно заменить чип.
Вы можете зафиксировать гнездо на месте с помощью скотча или, если у вас длинные ногти, согнув две маленькие ножки, чтобы удерживать его на месте.
Первая пайка в 2-х противоположных углах. Затем припаяйте остальные контакты.
Их не нужно обрезать, так как они уже достаточно короткие.
Установите пьезоизлучатель SPK . Это шумоподавитель! Он неполяризован и может идти любым путем.
Теперь пришло время вставить чип процессора! Аккуратно извлеките его из упаковки. Вам придется немного согнуть контакты, чтобы они хорошо вошли в гнездо. Я хватаюсь за оба конца и раскачиваю штифты о столешницу. (На изображении показан чип меньшего размера, но идея та же). Как только ножки станут параллельными, найдите U-образную выемку на одном конце. Убедитесь, что этот конец входит в зазубренный конец, указанный на трафаретной печати (и, надеюсь, также и в гнездо).
Дважды проверьте, что чип в порядке!
Теперь, убедившись, что все ножки выровнены, не согнуты и не перекручены, вдавите микросхему в гнездо. Он должен легко сесть без особого усилия.
Теперь пришло время для другого теста. Уберите со стола и подключите блок питания. Вы должны услышать повторяющиеся двойные звуковые сигналы.
Если звуковых сигналов нет, проверьте блок питания, напряжение 5 В все еще есть? Чип в порядке? Если вы боретесь, сообщение на форумах для помощи.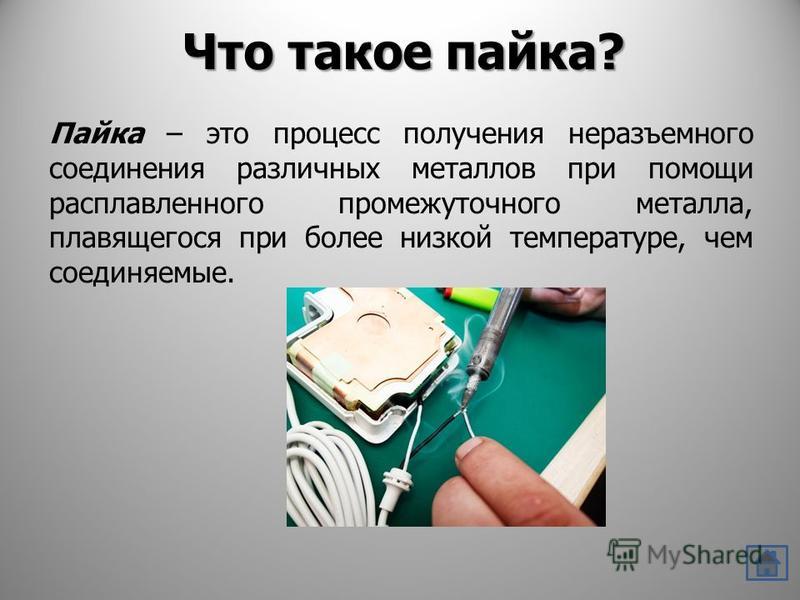
Если вы удовлетворены, отключите комплект и продолжайте.
Теперь пришло время разместить маленький светодиодный индикатор LED1 . Светодиоды не симметричны и должны быть правильно размещены, чтобы работать. Вы заметите, что одна ножка светодиода длиннее другой. Это положительная ветвь . Положительная нога входит в отверстие с + рядом с ним. На фото это левое отверстие.
Вставьте светодиод в нужное место и согните корпус, чтобы он немного выступал из корпуса. Согните выводы, чтобы они не выпали при переворачивании печатной платы.
Теперь вы также можете разместить SW1 , который является переключателем сигнализации. Убедитесь, что переключающая часть обращена наружу, она должна зафиксироваться на месте.
Вы можете прикрепить переключатель сверху, чтобы он оставался на месте. Убедитесь, что переключатель плотно прилегает к печатной плате.
Впаяйте светодиод и переключатель, будьте осторожны, потому что переключатель имеет несколько меньших контактов посередине. Не используйте тонны припоя.
Не используйте тонны припоя.
Закрепите провода светодиода. Переключатель не нужно обрезать
Теперь вы можете проверить светодиод и переключиться, если хотите. Очистите свой стол и включите часы. Он по-прежнему будет издавать звуковой сигнал, но теперь вы можете щелкать переключателем вперед и назад и видеть, как светодиод включается и выключается!
Как только вы будете удовлетворены, продолжим.
Теперь припаяем схему часов реального времени (RTC). RTC — это то, что отсчитывает время при отключении питания, это очень-очень маломощный микроконтроллер и кристалл, который будет хранить время годами на крошечной монетной ячейке. Таким образом, вы можете легко модифицировать свои часы и не сбрасывать их после отключения питания.
Сначала расплавьте крошечный кусочек припоя на центральном выступе держателя батареи BAT . Это обеспечит хороший контакт с батареей.
Теперь поместите 12-мм держатель батарейки для монет.
Прихватите припой с одной стороны, чтобы он не выпал при переворачивании.
Теперь поместите 8-контактный разъем (смотрите на U-язычок) и часовой кристалл 32,768 кГц Q1 . Гнездо предназначено для защиты чипа, а кристалл такой же, как в ваших часах или часах.
Кристалл устанавливается поверх контактной площадки, но не припаивайте его к контактной площадке! Просто дайте ему остыть, прислонившись к печатной плате.
Припаяйте гнездо и кристалл, затем закрепите выводы кристалла.
Теперь, когда RTC готов, мы припаяем 3 интерфейсных переключателя S1 , S2 и S3 . Это то, что позволяет вам устанавливать время, будильник, дату и все такие замечательные вещи. Они встанут на место, постарайтесь прижать их к печатной плате как можно ровнее.
Справа мы также впаиваем потенциометр 10K «подстроечный» TM1 , который используется для настройки контрастности ЖК-дисплея. Он также плотно прилегает к печатной плате.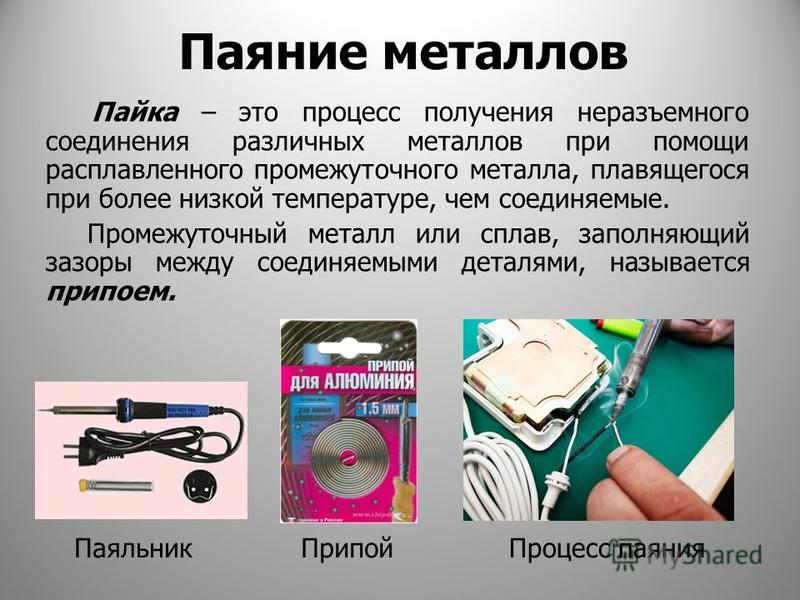
Припаяйте три переключателя, проверив их ровное положение.
Затем припаяйте и закрепите горшок триммера.
Вставьте микросхему RTC DS1307 в гнездо, совместив U-образные пазы.
Теперь мы подошли к ЖК-части. Найдите 36-контактный разъем «папа» и 20-контактный разъем «мама». Используйте 20-контактный разъем, чтобы сократить 36-контактный разъем до 20.
Вы можете использовать бокорезы или плоскогубцы, чтобы разбить жатку.
Поместите соединительную планку с гнездами вверх на печатную плату.
Возможно, вам придется заклеить его лентой, чтобы вы могли перевернуть комплект и припаять его на место. Припаяйте несколько контактов, а затем посмотрите, нужно ли вам согнуть разъем, чтобы он был перпендикулярен!
После того, как разъем «мама» надежно установлен, вставьте разъем «папа» в гнезда так, чтобы короткие штифты торчали.
Затем поместите графический ЖК-дисплей сверху и припаяйте контакты. Вы можете захотеть подложить что-нибудь под ЖК-дисплей, чтобы он был параллелен печатной плате.
Теперь вставьте монетку стороной + вверх. Вы должны поместить ячейку монеты, потому что в противном случае RTC будет ошибочным, и часы будут вести себя странно.
Регулятор сбоку используется для регулировки контрастности.
Подключите комплект и поворачивайте кастрюлю с помощью маленькой отвертки, пока не появится анимированный дисплей!
MONOCHRON® является зарегистрированным товарным знаком Adafruit Industries
Список деталей Случай это!
Это руководство было впервые опубликовано 06 августа 2014 г. обновлено 18 марта 2013 г.
Эта страница (Припаяйте!) Последний раз обновлялась 18 марта 2013 г.
Текстовый редактор на базе tinymce.
Solder-It Solderpro 70 Аккумуляторный паяльник на бутановом топливе Compact (Pro-70)
JB Tools Гарантия удовлетворенности клиентов: и часто , а не связаны с производителями или торговыми марками продуктов, которые она продает, JB Tools поддерживает все продукты, которые она продает, потому что продукты, которые продает JB Tools, являются подлинными и аутентичными. Поскольку JB Tools продает только подлинные и аутентичные продукты, JB Tools предлагает своим клиентам 100% гарантию удовлетворения. Чтобы обеспечить 100% удовлетворенность клиентов , JB Tools придерживается и строго соблюдает свою политику возврата, которая предлагает своим клиентам замену продуктов (при наличии продукта) или полный возврат средств (за вычетом стоимости обратной доставки), по выбору клиента, и к которым вы можете получить доступ, нажав здесь.
Поскольку JB Tools продает только подлинные и аутентичные продукты, JB Tools предлагает своим клиентам 100% гарантию удовлетворения. Чтобы обеспечить 100% удовлетворенность клиентов , JB Tools придерживается и строго соблюдает свою политику возврата, которая предлагает своим клиентам замену продуктов (при наличии продукта) или полный возврат средств (за вычетом стоимости обратной доставки), по выбору клиента, и к которым вы можете получить доступ, нажав здесь.
Поскольку JB Tools является независимым реселлером, компания JB Tools может предлагать продаваемые ею продукты по наиболее конкурентоспособным ценам, что обеспечивает значительную экономию средств непосредственно клиентам JB Tools. JB Tools гордится тем, что является надежным интернет-продавцом, на которого клиенты могут положиться в плане качественных продуктов по разумным ценам. Стремление JB Tools к 100% удовлетворенности клиентов не имеет себе равных, поэтому JB Tools предлагает своим клиентам лучшую в своем классе гарантийную программу для всех своих клиентов на все продукты, продаваемые JB Tools. Если клиент JB Tools считает, что продукт, приобретенный у JB Tools, имеет дефектное состояние и/или неисправность, клиенты JB Tools могут быть уверены, что JB Tools будет работать со своими клиентами, чтобы обеспечить решение проблем в соответствии с положениями JB Tools. Гарантийная программа, доступ к которой можно получить, нажав здесь.
Если клиент JB Tools считает, что продукт, приобретенный у JB Tools, имеет дефектное состояние и/или неисправность, клиенты JB Tools могут быть уверены, что JB Tools будет работать со своими клиентами, чтобы обеспечить решение проблем в соответствии с положениями JB Tools. Гарантийная программа, доступ к которой можно получить, нажав здесь.
JB Tools Уведомление о неаффилированности и отказ от ответственности: JB Tools не позиционирует себя ни производителем, ни аффилированным лицом производителя, ни «уполномоченным» дистрибьютором данного продукта. Приобретая этот продукт у JB Tools, покупателям не могут быть гарантированы какие-либо услуги, предоставляемые производителем , предлагаемые производителем этого продукта (включая любое обучение или техническую поддержку, которые могут быть доступны в противном случае). При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем.
