Что такое паяльная паста и как ее правильно использовать. Каковы основные виды и состав паяльных паст. Как выбрать подходящую пасту для пайки SMD-компонентов. Какие преимущества дает применение паяльной пасты при монтаже печатных плат.
Что представляет собой паяльная паста и из чего она состоит
Паяльная паста — это специальный состав, применяемый для пайки электронных компонентов на печатные платы. Она представляет собой вязкую смесь, состоящую из нескольких основных компонентов:
- Мелкодисперсный порошок припоя (обычно 80-90% от массы пасты)
- Флюс (10-15%)
- Связующие вещества и добавки (1-5%)
Припой в составе пасты — это сплав металлов с низкой температурой плавления. Чаще всего используются оловянно-свинцовые или бессвинцовые сплавы. Флюс необходим для очистки поверхностей от оксидов и улучшения смачиваемости припоем. Связующие компоненты обеспечивают нужную консистенцию и клейкость пасты.
Основные виды паяльных паст и их особенности
По составу и свойствам паяльные пасты делятся на несколько основных видов:

1. Отмывочные и безотмывочные пасты
Отмывочные пасты требуют обязательной очистки платы после пайки от остатков флюса. Безотмывочные пасты содержат некоррозионные флюсы, не требующие удаления.
2. Водорастворимые и органические пасты
Водорастворимые пасты легко отмываются водой. Органические пасты на основе канифоли требуют применения специальных растворителей для очистки.
3. Свинцовые и бессвинцовые пасты
Свинцовые пасты на основе сплава олово-свинец обладают хорошей смачиваемостью. Бессвинцовые пасты экологичнее, но требуют более высоких температур пайки.
Как правильно выбрать паяльную пасту для монтажа SMD-компонентов
При выборе паяльной пасты для работы с SMD-компонентами следует учитывать несколько ключевых факторов:
- Размер частиц припоя — для миниатюрных компонентов нужны пасты с более мелкими частицами.
- Вязкость пасты — влияет на точность нанесения и фиксацию компонентов.
- Температура плавления — должна соответствовать термостойкости компонентов.
- Активность флюса — более активные флюсы лучше очищают поверхности.
- Отмываемость — для некоторых изделий требуется полная очистка от остатков флюса.
Оптимальный выбор пасты зависит от конкретных задач и условий монтажа печатной платы.

Преимущества использования паяльной пасты при монтаже печатных плат
Применение паяльной пасты при монтаже электронных компонентов имеет ряд существенных преимуществ:
- Возможность одновременной пайки множества компонентов
- Высокая точность дозирования припоя
- Отсутствие перегрева компонентов при пайке
- Хорошая смачиваемость контактных площадок
- Возможность автоматизации процесса нанесения пасты
- Удобство работы с миниатюрными SMD-компонентами
Благодаря этим преимуществам паяльная паста стала основным материалом для монтажа современной электроники.
Особенности нанесения и оплавления паяльной пасты
Процесс пайки с использованием паяльной пасты включает несколько основных этапов:
- Нанесение пасты на контактные площадки платы через трафарет или дозатором
- Установка SMD-компонентов на нанесенную пасту
- Оплавление пасты в печи или термовоздушной паяльной станцией
- Охлаждение платы для формирования качественных паяных соединений
При оплавлении важно соблюдать рекомендованный производителем температурный профиль, чтобы обеспечить правильное плавление припоя и активацию флюса.

Хранение и срок годности паяльных паст
Правильное хранение паяльной пасты критично для сохранения ее свойств. Основные рекомендации:
- Хранить при температуре 2-10°C в холодильнике
- Перед применением выдержать пасту при комнатной температуре 2-4 часа
- Не допускать резких перепадов температуры и попадания влаги
- Использовать пасту в течение срока годности (обычно 6-12 месяцев)
Несоблюдение условий хранения может привести к расслоению пасты и ухудшению ее характеристик.
Контроль качества паяных соединений при использовании паст
После пайки паяльной пастой необходимо проверить качество полученных соединений. Основные методы контроля:
- Визуальный осмотр на наличие дефектов (перемычки, непропаи)
- Рентгеновский контроль скрытых соединений
- Электрическое тестирование цепей платы
- Испытания на прочность паяных соединений
Своевременное выявление дефектов позволяет оперативно скорректировать параметры процесса пайки для повышения качества изделий.
Паяльная паста
При пайке припой обычно набирают и наносят паяльником. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки.
Облегчить пайку и улучшить её можно с помощью паяльной пасты.
Припойные
пасты, как правило, представляют собой
смесь мелкодисперсного порошка материала
припоя со связующей жидкой основой; при
этом содержание порошка припоя составляет
приблизительно от 80 до 92 %. Припойная
паста уже содержит в себе и припой, и
флюс, а их пропорция является одной из
важных характеристик пасты. Чаще всего
состав паяльных паст выражают через
соотношение компонентов материала
припоя, размер частиц, и активность
флюса. Параметры частиц материала припоя
в паяльной пасте оказывают существенное
влияние на качество паяного соединения.
Наиболее важным параметром, характеризующим
паяльную пасту , является размер частиц
припоя, который определяет как способ
нанесения ( дозатор- трафарет), так и
собственно характеристики технологического
цикла пайки. Как и при любой комбинации
«в одном флаконе», имеются негативные
моменты предварительного соединения
припоя с флюсом в паяльной пасте. В
основном это проявляется в сокращении
срока хранения до использования, жестких
условий содержания и ограничений,
накладываемых на период транспортировки
собранной платы в зону пайки. Флюс в
составе паяльных паст служит не только
для активации контактируемых металлических
поверхностей, удаления с них окислов и
предотвращения окисления припоя в
процессе пайки (что необходимо для
создания паяного соединения), но и
обеспечивает требуемую растекаемость
(реологию), а также изменение вязкости
со временем (тиксотропность) при нанесении
паяльной пасты на печатную плату.
Параметры частиц материала припоя
в паяльной пасте оказывают существенное
влияние на качество паяного соединения.
Наиболее важным параметром, характеризующим
паяльную пасту , является размер частиц
припоя, который определяет как способ
нанесения ( дозатор- трафарет), так и
собственно характеристики технологического
цикла пайки. Как и при любой комбинации
«в одном флаконе», имеются негативные
моменты предварительного соединения
припоя с флюсом в паяльной пасте. В
основном это проявляется в сокращении
срока хранения до использования, жестких
условий содержания и ограничений,
накладываемых на период транспортировки
собранной платы в зону пайки. Флюс в
составе паяльных паст служит не только
для активации контактируемых металлических
поверхностей, удаления с них окислов и
предотвращения окисления припоя в
процессе пайки (что необходимо для
создания паяного соединения), но и
обеспечивает требуемую растекаемость
(реологию), а также изменение вязкости
со временем (тиксотропность) при нанесении
паяльной пасты на печатную плату.
Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой.
Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
Скачать:
1. Характеристики безотмывных паяльных паст различных производителей — Для чтения скрытого текста нужно войти или зарегистрироваться.
“Паяльная
лента” незаменима при сращивании
проводников, трубок, стержней, когда
нет возможности воспользоваться
электрическим паяльником. Чтобы
изготовить “паяльную ленту”, необходимо
сначала приготовить пасту из опилок
припоя, канифоли и вазелина.
Борный флюс — борная кислота и бура в весовом соотношении 1 : 1. Навески перемешивают и тщательно растирают в фарфоровой ступке, растворяют в дистиллированной воде при нагреве и кипятят до выпадения твердой фазы. Полученную смесь растирают до образования гладкой массы, разбавляя дистиллированной водой до получения жидкой пасты.
При пайке загрязненных деталей часто применяется паяльная кислота, приготовленная из соляной кислоты и металлического цинка, которая оставляет на месте пайки чешуйки загрязнений и ускоряет коррозию. Рекомендуемые ниже паяльные жидкости не имеют упомянутых недостатков и заменяют паяльную кислоту.
Паяльная
жидкость типа ЛВ-500: 1000 мл воды, 500 г
хлористого цинка, 50 г хлористого аммония,
25 г этиленгликоля, 0,1 г метилоранжа. После тщательных растворения и
перемешивания паяльная жидкость
переливается через фильтр в бутыль. Это
чистая сиропообразная жидкость
темно-красного цвета.
После тщательных растворения и
перемешивания паяльная жидкость
переливается через фильтр в бутыль. Это
чистая сиропообразная жидкость
темно-красного цвета.
Паяльная жидкость типа ЛВ-1000: 1000 мл воды, 1000 г хлористого цинка, 100 г хлористого аммония, 25 г этиленгликоля, 0,1 г метилоранжа. Ее можно использовать для конструкций из материалов, где необходимо выполнить быструю и прочную пайку, а также для загрязненных и необезжиренных мест. Все тщательно перемешать и перелить через фильтр в бутыль. Готовая паяльная жидкость чистая, сиропообразная, коричнево-красного цвета.
Паяльная жидкость для работ с жестью: 600 мл воды, 300 г хлористого цинка, 150 г хлористого аммония, 150 мл концентрированной соляной кислоты. Раствор перемешивается до тех пор, пока все компоненты полностью растворятся. Соляная кислота добавляется последней, когда растворится в воде все остальное.
Паяльная
жидкость для загрязненных деталей: 350
мл воды, 320 г хлористого цинка, 32 г
хлористого аммония, 400 мл глицерина, 0,1
г метилоранжа. Готовую паяльную жидкость
переливают через фильтр в бутыль. Это
сиропообразная жидкость коричнево-красного
цвета. Достоинством этой эффективно
действующей жидкости является ее
медленная испаряемость, которая позволяет
паять сильно загрязненные детали из
железа и цветных металлов.
Готовую паяльную жидкость
переливают через фильтр в бутыль. Это
сиропообразная жидкость коричнево-красного
цвета. Достоинством этой эффективно
действующей жидкости является ее
медленная испаряемость, которая позволяет
паять сильно загрязненные детали из
железа и цветных металлов.
При любых флюсах спаиваемые поверхности необходимо (по возможности) тщательно зачистить и уже затем облудить с применением флюса.
Для пайки твердыми припоями (припои с температурой плавления выше 450°C) обычно используется смесь буры (Na2B4O7) и борной кислоты (h4BO3) 1:1 или чистая бура. Используют или сухую смесь или водную кашицу. Для сухой смеси буру обычно прокаливают, что бы она не пенилась при пайке.
В таблице представлены флюсы, выпускаемые специально для пайки.
Фото |
Название, описание |
Примечание |
|
Канифоль сосновая Этот
самый простой и дешевый нейтральный
флюс стал уже подлинной «классикой
жанра»! Дешев,
имеет низкий ток утечки и низкую
коррозионную активность. |
|
|
Ортофосфорная кислота Используется при пайке в качестве флюса (по окисленой меди, по чёрному металлу, по нержавеющей стали), для исследований в области молекулярной биологии. Применяется также для очищения от ржавчины металлических поверхностей. Образует на обработанной поверхности защитную плёнку, предотвращая дальнейшую коррозию. |
|
|
Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. |
|
|
Паяльная кислота ПЭТ Применение:
пайка углеродистых сталей, меди, никеля
и их сплавов легкоплавкими припоями
при температуре 150 — 320°C. |
Состав: хлориды цинка, аммония, соляная кислота, смачивающая присадка «SOLINS» вода деионизованная. |
|
Паяльный жир активный Применяется для пайки сильно окисленных деталей из черных и цветных металлов Вазелиновая основа Паяльный жир нейтральный Рекомендуется для качественной пайки радиотехнических устройств. |
|
|
Спирт «Изопропанол» Изопропиловый
спирт (изопропанол) абсолютированный
применяется в: полиграфии, химической,
нефтяной, мебельной, лесохимической,
парфюмерной промышленности. |
|
|
БУРА Используется для высокотемпературной пайки углеродистых сталей чугуна, меди, твердых сплавов медными и серебряными паяльными сплавами. |
|
|
Флюс глицериновый ТАГС Этот глицериновый флюс применяется для пайки элементов радиомонтажа. При пайке печатных плат имеет остаточное сопротивление и требует обязательной промывки водой или спиртом. |
|
|
ЗИЛ-2 Предназначен
для пайки стали, чугуна, меди
малооловянистыми припоями или припоями
на основе висмута. |
|
|
ЗИЛ-2 ПЭТ Применяется для пайки латуни, меди и ее сплавов |
|
|
ЛТИ-120 Флюс ЛТИ-120 — для пайки нержавеющей стали, цинка, серебра, меди и ее сплавов. Нейтрален, после окончания пайки отмывки не требуется. Растворяется спиртом, ацетоном. |
Состав: Канифоль – 25 Диэтиламин солянокислый – 5 Триэтаноламин – 1 Спирт этиловый — 69 |
|
ЛТИ-120 ПЭТ Применение: пайка
элементов радиомонтажа, печатных
плат, углеродистых сталей, цинка
легкоплавкими припоями при температурах
200 — 300°C. Состав: канифоль сосновая, cпирт, активаторы. |
|
|
Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. |
|
|
СКФ (ФКСп) Спиртоканифольный флюс СКФ с кисточкой (он же КЭ, ФКЭт, ФКСп). Применение: пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280°C. Состав: канифоль сосновая- 20-30%, одноатомный спирт (этиловый или изопропиловый, или из смеси)-80-70%. |
|
|
СКФ (ФКЭТ) Для
пайки меди и ее сплавов. |
|
|
ТАГС ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 — 320°C. |
|
|
Ф-38Н ПЭТ Самый активный паяльный флюс, из представленных на Российском рынке Если для кого то активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта. Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронз, коррозионно-стойких сталей легкоплавкими припоями при температуре 300°C. Флюс
содержит фосфорную кислоту, гликоли
и органические гидрохлориды. |
|
|
ФИМ Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. |
|
ФИМ ПЭТ Высокоактивный паяльный флюс. Применение: пайка нержавеющих сталей и бронз (в особенности алюминиевых и бериллиевых) легкоплавкими припоями при температуре 150 — 300°C. Флюс содержит фосфорную кислоту. |
||
|
ФИМ (активный) Для
пайки меди, константана, серебра,
платины, нержавеющей стали и черных
металлов. |
|
|
ФКДТ Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА. Флюс нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное действие на медь, серебряное, оловянно-свинцовое и никелевое покрытие. |
|
|
ФКТ ПЭТ Применение: Предназначен
для ручной и механизированной пайки
и лужения электромонтажных элементов
и других металлических поверхностей
печатных плат и выводов элементов
радио электроники в изделиях радио
электронной аппаратуры. Флюс нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное действие на медь, серебряное, оловянно-свинцовое и никелевое. |
Изготовлен на основе экстракционной канифоли «А» или «Б» (ГОСТ 19113-84), спирта и нейтральной смачивающей присадки-тетрабромида дипентена (по ТУ 13-0281078-140-93). Характеристики: Внешний вид — Прозрачная жидкость желтого цвета Массовая доля сухого остатка, %, в пределах 18-22 Плотность, г/см³, не менее 0,845 Коэффициент растекания припоя ПОССу 61-05 или ПОС-61, отн. ед., не менее 2,0 Удельная электрическая проводимость, см/м, не более (мкА) 4,1*10-4 |
|
ФТС Для
пайки деталей радиоэлектронной
аппаратуры. |
|
|
ФТС ПЭТ Применение: Ручная и механизированная пайка печатного монтажа БРА. Лужение электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА и БРА легкоплавкими припоями при температуре 150 — 300°C. Требуется удаление остатков флюса. |
|
|
Ортофосфорная кислота Применяется как флюс или в качестве 5% водного раствора как преобразователь ржавчины. |
|
|
Паяльная паста «Тиноль» Применяется
для пайки горячим воздухом SMD
компонентов. |
|
|
Для алюминия Безотмывочный. При необходимости излишки флюса можно стереть тряпкой. Кроме пайки алюминия может применяться для пайки нержавеющих сталей, никеля, меди и других металлов. |
|
|
Флюс-гель радиомонтажный нейтральный Применяется для пайки электронных узлов. Коррозионно пассивен. Незасыхающий. Отмывается спиртом, ацетоном. Флакон с крышкой-дозатором. 10 мл. |
|
|
Флюс-гель ТТ Применяется
для высококачественной пайки электронных
компонентов. |
|
|
ФТС (водосмываемый) Применяется для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. |
|
|
CT-61A паяльная паста без кислотная Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура
полного расплавления припоя 200 °С. CT-61B паяльная паста Паяльная паста для пайки электронных элементов, схем в компьютерной и мобильной технике. CT-61C паяльная паста (канифоль) Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. Баночка 10 г. |
|
|
BON-PEN Флюс-аппликатор Инструмент
размером с авторучку представляет
собой резервуар емкостью 7 мл из
упругого пластика с эластичной
кисточкой на конце. Многократно
заправляется любым жидким флюсом, а
также отмывочными жидкостями на
спиртовой основе. |
|
|
FMKANC32-005 Флюс-крем высококачественный. Флюс-крем высшего качества на канифольной основе, безотмывочный, слабоактивированный FSW32, DIN8511, шприц-картридж 5мл с поршнем и иглой. Наилучшие результаты при пайке BGA, а также QFP микроволной |
|
|
Паста паяльная BS-10 (активная) Высокая активность позволяет паять даже окисленные поверхности из черных и цветных металлов. Не подходит для пайки печатных плат ! Остатки
легко смываются бензином «Калоша»
или изопропанолом. |
Состав: — Вазелин (основа) 80-90% — Парафин 6-9% — Цинк хлорид 4-6% — Аммоний хлорид 1-3% — Вода 2-4% |
|
IF 8001 Interflux Флюс паяльный жидкий для бессвинцовой пайки SMD IF 8001 — не требующий отмывки высококачественный синтетический флюс на спиртовой основе. Не содержит в своем составе галогены. Наносится при помощи ручки, заправляемой флюсом, или кисточки. Не требует отмывки. При необходимости легко удаляется при помощи смывок на основе растворителя. Гарантийный срок хранения в плотно закрытой емкости при температуре 5-35°С 1 год. Цвет: желтый |
|
|
Pacific 2008 Interflux Флюс паяльный жидкий Pacific
2008 — это безвредный флюс, специально
разработан для ручной и селективной
пайки плохо смачиваемых, не смачиваемых
и теплоемких SMD-компонентов,
т. |
|
|
Флюс-гель IF 8300 BGA Interflux (30cc) Флюс-гель BGA IF 8300-4 применяется в безсвинцовой пайке для монтажа элементов в корпусах BGA. Флюс обладает канифольными реологическими свойствами. Без галогена, что обеспечивает надежное удержание элементов на печатной плате. |
|
|
IF 9007 Interflux BGA паста паяльная Припой
IF
9007´ рекомендуется использовать в
свинцовых пайках. Его формула позволяет
наносить третий тип зернистости пасты
(25-45µ) с помощью шприца. |
|
|
IF 9009LT Interflux BGA паста паяльная Паяльную пасту IF 9009lt рекомендуется использовать в безсвинцовой пайке. Обладает отличными свойствами сцепления с поверхностью. Химический состав этой пасты делает ее оптимальной для пайки поверхностей с недостаточной смачивающей способностью. Оснащена формулой No-Clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой остатков. |
|
|
NX 9900i Interflux BGA паста паяльная INTERFLUX® NX 9900i BGA паста- это новая паста для сплавов типа: SnPb и SnPbAg . Имеет
чрезвычайно высокую степень стойкости
и длительный срок службы трафарета. |


 Изопропиловый
спирт (изопропанол) абсолютированный
является хорошим растворителем для
различных эфирных масел, при промывке
высокотехнологичных узлов и агрегатов,
как обезвоживающее и обезжиривающее
средство.
Изопропиловый
спирт (изопропанол) абсолютированный
является хорошим растворителем для
различных эфирных масел, при промывке
высокотехнологичных узлов и агрегатов,
как обезвоживающее и обезжиривающее
средство.

 Температурный
интервал активности 250-280 °С. Отмывка:
спирт, бензин, ацетон.
Температурный
интервал активности 250-280 °С. Отмывка:
спирт, бензин, ацетон.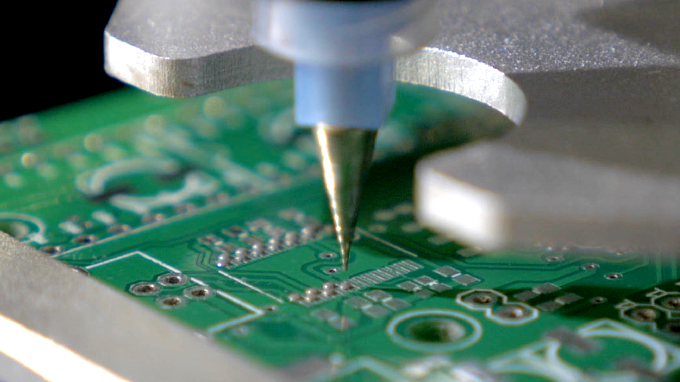
 Требует
отмывки водой. Химически активен в
интервале температур 290-350 °С.
Требует
отмывки водой. Химически активен в
интервале температур 290-350 °С.
 Нейтрален, не содержит
канифоли, хорошо смывается водой.
Имеет
слабую коррозийную активность,
термостоек, не дымит
Нейтрален, не содержит
канифоли, хорошо смывается водой.
Имеет
слабую коррозийную активность,
термостоек, не дымит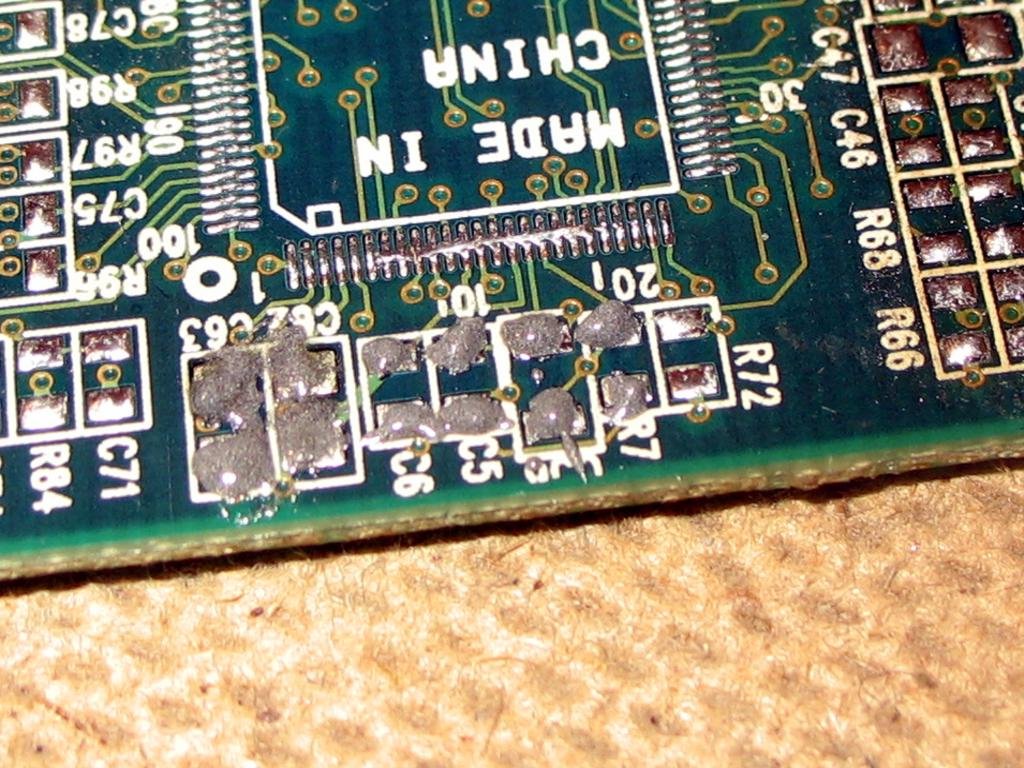 Обеспечивает качественную
пайку. Остатки флюса после пайки не
гигроскопичны, не электропроводны и
не вызывают коррозии. Температура
полного расплавления припоя 200 °С.
Обеспечивает качественную
пайку. Остатки флюса после пайки не
гигроскопичны, не электропроводны и
не вызывают коррозии. Температура
полного расплавления припоя 200 °С. В состав флюса входит
индикатор активности. После монтажа
красный флюс обесцвечивается, что
свидетельствует об отсутствии активного
компонента в месте пайки, в связи с
чем отпадает необходимость в отмывке.
В состав флюса входит
индикатор активности. После монтажа
красный флюс обесцвечивается, что
свидетельствует об отсутствии активного
компонента в месте пайки, в связи с
чем отпадает необходимость в отмывке.
 Наиболее популярной
заправкой является ремонтный флюс
IF8001.
Легким сжатием рукоятки вы можете
экономично дозировать флюс, а через
полупрозрачные стенки резервуара
отслеживать, сколько его осталось.
Наиболее популярной
заправкой является ремонтный флюс
IF8001.
Легким сжатием рукоятки вы можете
экономично дозировать флюс, а через
полупрозрачные стенки резервуара
отслеживать, сколько его осталось.
 к. сохраняет активность в течение
дополнительного времени, необходимого
при пайке таких компонентов. Не содержит
в своем составе галогены. Водосмываемый.
Не требует отмывки. Плотность
при 20°C: 1.006 г/мл Цвет: бесцветный Запах:
сладкий
к. сохраняет активность в течение
дополнительного времени, необходимого
при пайке таких компонентов. Не содержит
в своем составе галогены. Водосмываемый.
Не требует отмывки. Плотность
при 20°C: 1.006 г/мл Цвет: бесцветный Запах:
сладкий Обладает
свойствами No-clean
с минимальной вместимостью галогена.
Оставляет тонкий незаметный слой
флюса.
Обладает
свойствами No-clean
с минимальной вместимостью галогена.
Оставляет тонкий незаметный слой
флюса. Высокое качество и легкость в
использовании делают эту пасту №1
среди BGA
паст. Оставляет
минимально допустимый осадок на
штифте.
Высокое качество и легкость в
использовании делают эту пасту №1
среди BGA
паст. Оставляет
минимально допустимый осадок на
штифте.Как проверить, пригоден ли флюс?
Флюс должен обеспечить смачивание основного металла припоем и быть безопасным в работе. Пригодность флюса определяют на чистой пластине основного металла. Для этого на одну ее сторону наносят флюс, а другую сторону (снизу) нагревают горелкой. После испарения влаги на пластине остается белый налет, который затем плавится и равномерно растекается по металлу. Если при нагреве флюс собирается в шарики, он считается непригодным для данного металла. Способность к растворению оксидной пленки определяют после промывки пластины: если под слоем отмытого, расплавленного флюса остается чистая поверхность металла, то флюс достаточно активен и хорошо защищает поверхность данного металла от воздействия высоких температур пайки.
Выше
представленные флюсы представлены как
специально предназначенные для пайки,
так и альтернативные не являющимися
флюсами, но которые могут выступать в
роли флюса.
При подборе флюсов следует иметь в виду, чтобы флюсы обеспечивали химическую очистку поверхностей спаиваемых деталей во время их нагревания, а также не допускали их окисления во время пайки; улучшали смачивание и растекание припоя в месте пайки; температура плавления флюса должна быть ниже температуры плавления припоя на 30—40° С; чтобы флюс имел малый удельный вес и в процессе паяния всплывал на поверхность, не растворялся в спаиваемых металлах и не оказывал на них вредного химического воздействия. По окончании пайки остатки флюса должны легко удаляться.
Хранить жидкий и полужидкий флюс (спирто-канифольный, “паяльную кислоту” и др) удобно в полиэтиленовой маслёнке, хоботок которой закрывается специальной пробкой. С помощью такой маслёнки можно легко и быстро наносить требуемое количество флюса на место пайки. При этом флюс расходуется экономно, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной.
Cейчас
выпускается большое количество
разнообразных так называемых
«безотмывочных» флюсов, как жидких так
и в виде полужидкого геля. Особенность
их такова, что они не содержат компонентов
вызывающих окисление и коррозию
соединяемых деталей, не проводят
электрический ток и не требуют промывки
платы после пайки. Хотя все равно лучше
после завершения пайки удалять с
припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно
воспользоваться кисточкой, ватной
палочкой или просто спичкой, но удобнее
пользоваться так называемым
«флюсапликатором». Можно приобрести
фирменный стоимостью примерно 20-30$, но
куда проще и дешевле сделать его самому.
Для этого потребуется кусочек силиконового
или резинового шланга с внутренним
диаметром 5-6 мм и одноразовый медицинский
шприц. Шприц разрезается на 2 части и
обе части вставляются в резиновую
трубку. Иголка слегка укорачивается,
ее можно для удобства пользования слегка
изогнуть. На рисунке показан такой
самодельный апликатор. Слегка нажимая
на шланг выдавливаем из кончика капельку
флюса на припаиваемые детали и производим
пайку. При хранении, чтобы не засыхала
иголка внутрь нее можно вставлять тонкую
проволоку.
Особенность
их такова, что они не содержат компонентов
вызывающих окисление и коррозию
соединяемых деталей, не проводят
электрический ток и не требуют промывки
платы после пайки. Хотя все равно лучше
после завершения пайки удалять с
припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно
воспользоваться кисточкой, ватной
палочкой или просто спичкой, но удобнее
пользоваться так называемым
«флюсапликатором». Можно приобрести
фирменный стоимостью примерно 20-30$, но
куда проще и дешевле сделать его самому.
Для этого потребуется кусочек силиконового
или резинового шланга с внутренним
диаметром 5-6 мм и одноразовый медицинский
шприц. Шприц разрезается на 2 части и
обе части вставляются в резиновую
трубку. Иголка слегка укорачивается,
ее можно для удобства пользования слегка
изогнуть. На рисунке показан такой
самодельный апликатор. Слегка нажимая
на шланг выдавливаем из кончика капельку
флюса на припаиваемые детали и производим
пайку. При хранении, чтобы не засыхала
иголка внутрь нее можно вставлять тонкую
проволоку.
какие бывают виды данного состава и их особенности
Пайка деталей к поверхности печатной платы осуществляется главным образом пи помощи паяльной пасты. Состав паст может сильно различаться, но в основном главные компоненты — припой, флюс и связующее вещество. Любая паста для пайки внешне представляет собой густую и вязкую смесь химических веществ.
Особенные качества материалов для пайки
Известно, что соединения элементов при помощи пайки, возможно при использовании материала с меньшей температурой плавления. Для простых любительских схем до сих пор применяют припой совместно с флюсом или кислотой. Паста, содержащая в себе оба компонента, а также различные добавки, значительно ускоряет процесс пайки сложных печатных плат c smd элементами. Широко используется на производствах электроники.
Рассмотрим основные составляющие пасты для пайки:
- порошкообразный припой разного качества дробления;
- флюс;
- связующие компоненты;
- разнообразные добавки и активаторы.

В качестве материала припоя выбирают разнообразные сплавы с оловом, свинцом и серебром. В последнее время наиболее актуальными являются без свинцовые паяльные пасты.
В составе каждой паяльной пасты используется флюс, играющий роль обезжиривателя. Кроме того необходимо связующее клейкое вещество, которое облегчает установку и фиксацию smd компонентов на печатные платы. Чем больший размер платы и насыщеннее элементная плотность, тем важнее использовать более вязкие паяльные пасты.
Большое влияние на качество пайки smd компонентов влияет срок годности пасты. Так как в составе обычно находятся активные химические компоненты, срок использования и хранения ее совсем небольшой, не более 6 месяцев. При хранении и транспортировке необходимо сохранять температуру от +2 до +10. Только при соблюдении всех условий возможна качественная пайка.
Разнообразие паяльных паст
В зависимости от использования различных компонентов выделяют несколько видов паяльных паст:
- отмывочные;
- без отмывочные;
- водорастворимые;
- галогеносодержащие;
- без содержания галогенов.

Свойства меняются от использования флюса, входящего в ее состав. Любая паста, которая не смывается водой, содержит в себе канифоль. Для промывки изделий от такой пасты необходимо использовать растворитель.
Общее правило для содержащихся элементов и smd компонентов — чем лучше паяемость, тем меньше надежность. Соблюдение компромисса между этими важными свойствами — залог эффективного функционирования. Применение галогеносодержащих паст значительно увеличивает технологичность, но несколько снижает надежность.
Способы применения паст для пайки
Для того чтобы получить качественное и надежное соединение smd элементов на печатной плате необходимо выполнить определенные действия:
- качественная очистка и обезжиривание печатной платы с последующим просушиванием;
- фиксирование платы в горизонтальном положении;
- равномерное и тщательное нанесение паяльной пасты в места соединения;
- установка мелких и smd элементов на поверхность платы; для более надежной пайки рекомендуется дополнительно нанести пасту на ножки микросхем;
- при нижнем подогреве платы, включается фен и осторожным потоком теплого воздуха прогревается верхняя часть с установленными элементами;
- после того как испариться флюс, температура фена увеличивается до температуры плавления припоя;
- визуально контролируется процесс пайки;
- после остывания, производится окончательная промывка печатной платы.

Основные хитрости качественной пайки
Для того чтобы качественно произвести соединение элементов при помощи пасты для пайки, следует позаботиться о некоторых моментах. В первую очередь важно очистить и обезжирить плату, особенно если заметны окислы, или плата долгое время лежала без использования. При этом желательно залудить все контактные площадки легкоплавким припоем.
Паяльная паста должна иметь удобную консистенцию. То есть она не должна быть слишком жидкой или слишком густой. Больше всего подходит «сметанная» структура, которая будет хорошо смачивать поверхность. Смачиваемость играет огромную роль в надежности и качественности паяного соединения.
При пайке smd элементов важно нанести тонкий слой пасты. Толстый слой может замкнуть выводы микросхем. Пайка простых элементов такой тонкости не подразумевает.
Если печатная плата имеет значительные размеры желательно использовать нижний подогрев феном, утюгом или при помощи специальных средств температурой от 150 градусов по Цельсию. Если это не предусмотреть, возможно коробление платы.
Если это не предусмотреть, возможно коробление платы.
Излишки и остатки припоя легко удаляются паяльником с разнообразными насадками. Для примера, для удаления остатков веществ, применяемых при пайке, между ножек микросхем удобно использовать жало «волна».
Похожие статьи
- Пайка плат: важные детали процедуры ремонта детали
- Как выбрать температуру для пайки?
- Пайка радиодеталей, нюансы в монтаже радиоэлементов
- Пайка флюсом: что следует знать?
Что такое паяльная паста и как ее использовать?
Пайка — один из самых надежных способов соединения двух материалов без их сплавления. Именно по той причине, что он используется для сборки электронных компонентов на печатной плате.
Перед сборкой компонентов необходимо убедиться, что поверхность платы свободна от загрязнений и окисления. В противном случае это приведет к короткому замыканию и выходу из строя печатной платы.
Для предотвращения этого используется паяльная паста. Паяльная паста состоит из флюса и металлических частиц. Флюс очищает поверхность платы и предотвращает дальнейшее окисление.
Помимо действия в качестве защитного покрытия, паяльная паста также укрепляет соединения и обеспечивает прохождение тока.
Ниже приводится подробное руководство по назначению паяльных паст, их типам и правильному использованию.
Что такое паяльная паста?
Паяльная паста представляет собой металлический сплав, который плавится для создания прочной связи между двумя металлами. Это комбинация частиц металлического припоя и липкого флюса.
Одним из основных требований к паяльной пасте является низкая температура плавления. Только тогда он расплавится раньше, чем заготовки для создания стыка.
Паяльная паста также является относительно хорошим проводником электричества. Это позволяет использовать паяльную пасту для соединения электрических проводов и сборки печатных плат. Помимо создания механического соединения, паяльная паста также создает электрическое соединение между ними.
Помимо создания механического соединения, паяльная паста также создает электрическое соединение между ними.
Первоначально паяльные пасты изготавливались из смеси олова и свинца. Паяльные пасты, используемые в электропайке, состояли из 60% олова и 40% свинца. Но из-за вредного воздействия свинца современные паяльные пасты также не содержат свинца.
Марки паяльной пасты
Существуют различные марки паяльной пасты, соответствующие вашим потребностям в пайке. Вы должны выбрать один в зависимости от типа пайки и материалов, которые вы хотите паять.
Паяльная паста подразделяется на марки в зависимости от размера шариков припоя. Невозможно измерить точный размер шаров и оценить их. Итак, паяльная паста градуирована таким образом, что 80% шариков попадают в диапазон размеров.
Ниже приведен список различных типов марок и размеров шариков припоя каждой марки.
Помимо размера шариков припоя, припой также подразделяется на различные типы в зависимости от типа флюса.
- Паяльные пасты на основе канифоли: Как следует из названия, эти паяльные пасты состоят из канифоли. Вы можете очистить эти флюсы после пайки с помощью растворителей.
- Паяльные пасты на основе водорастворимого флюса: Они состоят из гликолевой основы и органических материалов. Водорастворимые флюсы можно очищать с помощью чистящих средств, которые легко доступны на рынке .
- Паяльная паста, не требующая отмывки: Не требующие отмывки флюсы состоят из смол и твердых остатков. Основным преимуществом использования флюсов без очистки является то, что вам не нужно тратить деньги на чистящие средства. Но вы не можете использовать этот флюс во всех средах. Чтобы использовать этот флюс, вам нужно иметь опрятную среду и инертную среду потока.
Как использовать паяльную пасту?
Независимо от того, используете ли вы паяльную пасту при массовой сборке печатных плат или при сборке прототипов печатных плат, вы должны точно следовать определенным шагам.
Сначала необходимо нанести паяльную пасту на печатные платы. При этом вы должны убедиться, что наносите только на те участки, где будете паять.
Для этого есть разные способы. Мы перечислили два самых популярных метода нанесения припоя,
9.0024 Использование трафаретаПервый способ — использование трафарета. Трафарет позволяет наносить паяльную пасту только на нужные участки.
Поместите трафарет на плату и нанесите через него паяльную пасту. Вы должны убедиться, что нанесли необходимое количество паяльной пасты. Если вы нанесете слишком мало, соединения не будут прочными и легко сломаются.
С другой стороны, если нанести слишком много, швы станут слишком большими. Кроме того, это приведет к возможности замыкания между соседними колодками.
Использование струйного принтера
Хотя трафарет хорошо справляется с нанесением припоя для массовых сборок печатных плат, вам придется потратить много времени на изготовление трафарета в зависимости от шаблона сборки печатной платы. Кроме того, также трудно контролировать количество припоя, наносимого на плату.
Кроме того, также трудно контролировать количество припоя, наносимого на плату.
Этих недостатков лишены струйные принтеры. Но струйная печать подходит не для всех типов паяльной пасты. Паяльная паста должна быть более жидкой, если вы хотите напечатать ее с помощью струйной печати.
Струйный принтер программируется в зависимости от схемы сборки печатной платы. У него есть картридж, в который вы должны залить паяльную пасту.
Затем принтер наносит нужное количество паяльной пасты на требуемые участки платы. Струйная печать паяльной пасты обеспечивает большую гибкость и повышает точность нанесения паяльной пасты.
Сборка электронных компонентов
После того, как вы нанесли паяльную пасту на печатную плату, вы должны пропустить ее через машину для захвата и установки.
Как и нанесение припоя, сборка компонентов на припое также имеет разные методы. Для начала вы идете с машиной для выбора и размещения. Это одна из самых простых и легких техник.
Машина для захвата и размещения добавляет электрические компоненты в области, где вы нанесли припой.
Существуют различные способы сборки электрических компонентов на печатной плате. Тем не менее, сборочно-разборная машина предлагает самый простой и надежный способ сборки печатных плат. Вы также можете выбрать другие методы, такие как пайка оплавлением.
Когда машина для захвата и размещения добавляет компоненты, припой будет удерживать компоненты из-за поверхностного натяжения.
На этом этапе нужно помнить о двух вещах. Вы не должны стучать или трясти доску. Если вы это сделаете, компоненты могут упасть. Кроме того, если вы будете припаивать компоненты слишком долго, паяльная паста испортится и не будет удерживать компоненты.
Хранение паяльной пасты
При хранении паяльной пасты необходимо убедиться, что окружающая среда и температура подходят для нее. В противном случае паяльная паста потеряет свои свойства и станет бесполезной.
Паяльные пасты склонны к окислению из-за большой поверхности шариков припоя. Поэтому, чтобы предотвратить это, вы должны хранить их в герметичных контейнерах.
Поэтому, чтобы предотвратить это, вы должны хранить их в герметичных контейнерах.
Кроме того, их нужно хранить при низких температурах. Помимо сведения к минимуму скорости окисления, низкая температура снижает скорость разложения флюса.
Однако вы также должны следить за тем, чтобы температура не опускалась ниже точки замерзания.
Каждая паяльная паста имеет срок годности. Срок годности можно посмотреть на этикетке. Никогда не используйте паяльную пасту с истекшим сроком годности.
Соединения, создаваемые этими припоями, не будут ни прочными, ни надежными. Такие соединения легко сломаются, и в конечном итоге вы потратите больше денег на замену всей печатной платы.
Заключение
Паяльная паста играет ключевую роль в процессе пайки, создавая надежные соединения, обеспечивая электропроводность и защищая детали от коррозии и окисления.
Но для достижения всех этих целей необходимо выбрать правильный тип паяльной пасты. После выбора вы можете нанести паяльную пасту на заготовки и использовать соответствующую технику пайки, чтобы выполнить работу.
Если у вас есть другие вопросы или сомнения, сообщите нам об этом в разделе комментариев. Мы поможем вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.
Понимание пайки. Часть 3: Применение паяльной пасты
Однажды я услышал, как комик Рита Руднер задала этот вопрос во время выступления; «Почему, когда вы смешиваете воду и муку, вы получаете клейстер… а затем добавляете яйца и сахар, и вы получаете пирог? Куда девается паста?» Мои познания в кулинарной химии недостаточны, чтобы ответить на ее вопрос, но основная форма пасты именно такая, как она ее описала, и она все еще может многое сделать. В течение многих лет это было популярное решение для детских художественных проектов в начальной школе, и даже сегодня люди все еще используют эту простую пасту для создания удивительных поделок из папье-маше, таких как пиньяты и маски.
Знаете, для чего еще годится паста? Пайка печатных плат. Хорошо, вы правы. Паста, используемая для пайки компонентов на печатные платы, представляет собой гораздо более сложный рецепт, чем просто вода и мука, но это все же паста. Паяльная паста на самом деле представляет собой изобретательную комбинацию порошкообразного припоя и густого пастообразного флюса, используемую в процессе оплавления припоя. Как это используется в различных применениях паяльной пасты для сборки печатных плат, это то, о чем должны знать разработчики печатных плат, и мы более подробно рассмотрим это здесь.
Паяльная паста на самом деле представляет собой изобретательную комбинацию порошкообразного припоя и густого пастообразного флюса, используемую в процессе оплавления припоя. Как это используется в различных применениях паяльной пасты для сборки печатных плат, это то, о чем должны знать разработчики печатных плат, и мы более подробно рассмотрим это здесь.
Какая паста используется для нанесения паяльной пасты?
Электронные компоненты сначала вручную припаивались к печатным платам, пока процесс пайки волной припоя не был усовершенствован для массового производства печатных плат. Затем последовала разработка деталей для поверхностного монтажа, которые были меньше, чем их аналоги для сквозного монтажа из-за отсутствия длинных выводов, и в конечном итоге они стали доминирующим типом корпусов компонентов, используемых на печатных платах. Однако отсутствие сквозных контактов в деталях для поверхностного монтажа вынудило разработать новый метод пайки, чтобы удерживать их на месте на плате до завершения пайки.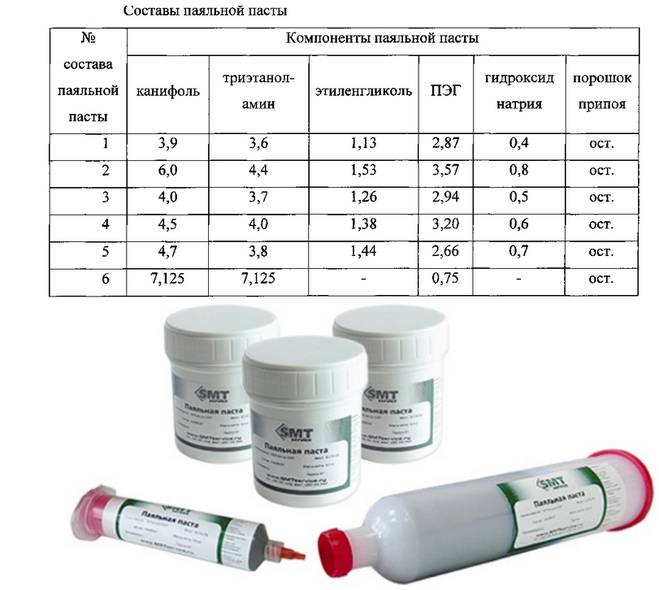 Этот новый процесс известен как оплавление припоя, и в нем не используется стандартный пул расплавленного припоя, который используется в волновом процессе. Вместо этого для удержания деталей на месте и их пайки используется липкая паяльная паста.
Этот новый процесс известен как оплавление припоя, и в нем не используется стандартный пул расплавленного припоя, который используется в волновом процессе. Вместо этого для удержания деталей на месте и их пайки используется липкая паяльная паста.
Паяльная паста представляет собой комбинацию порошка, состоящего из частиц металлического припоя и липкого флюса, имеющего консистенцию замазки. Флюс не только выполняет свою обычную работу по очистке поверхностей пайки от загрязнений и окисления, но также обеспечивает временный клей, который удерживает компоненты поверхностного монтажа на месте. Порошок припоя, используемый в пасте, может различаться по своему химическому составу в зависимости от типа используемого материала и процентного содержания в зависимости от потребностей припаиваемой платы. Например, паяльная паста доступна как в свинцовой, так и в бессвинцовой версиях, чтобы соответствовать директиве об ограничении опасных веществ (RoHS). Паяльная паста также классифицируется по размеру металлических частиц, входящих в состав порошка припоя. Эти частицы должны иметь сферическую форму и могут различаться по размеру в соответствии со стандартами типов, указанными в IPC J-STD 005.
Эти частицы должны иметь сферическую форму и могут различаться по размеру в соответствии со стандартами типов, указанными в IPC J-STD 005.
|
Марки паяльной пасты в зависимости от размера частиц |
|||||||||
| Тип 1 | Тип 2 | Тип 3 | Тип 4 | Тип 5 | Тип 6 | Тип 7 | Тип 8 | ||
| 150-75 мкм | 75-45 мкм | 45-25 мкм | 38-20 мкм | 25-10 мкм | 15-5 мкм | 11-2 мкм | 8-2 мкм | ||
После выбора паяльной пасты следующим шагом будет ее нанесение на печатную плату.
DFM для печатных плат HDI
Загрузить сейчас
Как наносится паяльная паста на печатные платы
Паяльную пасту можно наносить на контакты с помощью шприца, но, как вы понимаете, это очень медленный ручной процесс и никогда не будет работать на обычной производственной работе. Вместо этого сборщики печатных плат будут использовать либо трафарет, либо струйную печать для нанесения паяльной пасты.
Вместо этого сборщики печатных плат будут использовать либо трафарет, либо струйную печать для нанесения паяльной пасты.
Трафарет: Используя данные САПР из ваших инструментов проектирования печатных плат, производитель сделает трафарет с отверстиями или апертурами размером и формой контактных площадок для поверхностного монтажа вашей конструкции. Эти трафареты часто вырезаются лазером для точности и могут быть изготовлены из различных материалов разной ширины в зависимости от компонентов, которые необходимо припаять, и количества требуемой пасты. Трафареты можно гальванизировать и покрыть материалами, которые сделают отверстия отверстий гладкими и помогут равномерному нанесению пасты. Ракель используется для распределения припоя по трафарету и равномерного заполнения всех отверстий. Эта операция обычно занимает от 15 до 45 секунд на каждую плату. После завершения процесса печати плата проверяется с помощью оптического сканирующего оборудования для проверки качества нанесенной паяльной пасты. Далее трафарет очищается и процесс печати повторяется для следующей платы.
Далее трафарет очищается и процесс печати повторяется для следующей платы.
Струйная печать: Хотя трафаретная печать отлично подходит для больших производственных циклов, изготовление трафарета требует времени, а также могут возникнуть трудности с контролем правильного количества припоя для каждого компонента. С другой стороны, паяльная паста для струйной печати изготавливается по другой формуле, поэтому паста более жидкая, что решает эти проблемы. Используя те же данные конструкции печатной платы, на основе которых изготавливается трафарет, струйный принтер наносит нужное количество припоя на каждую контактную площадку для поверхностного монтажа на плате. Принтер выбрасывает крошечные капли паяльной пасты из картриджа, который можно легко заменять и вынимать в зависимости от типа припоя, необходимого для каждого применения. Струйная печать дает сборщикам печатных плат большую гибкость, а также возможность точно контролировать количество наносимого припоя.
После нанесения паяльной пасты следующим шагом будет прогон платы через систему оплавления припоя для завершения процесса.
Успешное применение паяльной пасты приводит к получению хороших паяных соединений
Паяльная паста и процесс оплавления припоя в основном используются для компонентов поверхностного монтажа. Однако существует также возможность использования паяльной пасты вместо пайки волной припоя для сквозных деталей. Интрузивный припой оплавлением, известный также как штифт в пасте (PIP) или штифт в отверстии (PIH), экономит время и деньги, поскольку существует только один процесс — процесс оплавления. Пока сквозные компоненты сами по себе могут выдерживать температуру печи оплавления, а вокруг выводов в отверстиях имеется достаточный зазор для распределения паяльной пасты, процесс оплавления может обеспечить хорошие прочные паяные соединения на покрытых металлом сквозных отверстиях.
После подготовки платы паяльной пастой и установки компонентов она готова к оплавлению. Плата пройдет через ряд промышленных конвекционных печей, которые регулируют различные уровни температуры, чтобы завершить весь процесс оплавления.
