Что такое пайка и как она выполняется. Какие бывают виды пайки. Какие инструменты и материалы нужны для пайки. Как правильно выполнять пайку. Какие преимущества и недостатки у пайки как метода соединения.
Что такое пайка и ее основные принципы
Пайка — это процесс получения неразъемного соединения материалов путем нагрева соединяемых деталей ниже температуры их плавления и заполнения зазора между ними расплавленным припоем. Основные принципы пайки:
- Нагрев соединяемых деталей до температуры плавления припоя, но ниже температуры их собственного плавления
- Смачивание поверхностей деталей жидким припоем
- Заполнение зазора между деталями расплавленным припоем
- Кристаллизация припоя при охлаждении и образование прочного соединения
Таким образом, при пайке сами соединяемые материалы не расплавляются, а соединение образуется за счет застывшего припоя. Это позволяет соединять разнородные материалы и получать разъемные соединения.
Основные виды пайки
/182768150-56a1add75f9b58b7d0c1a2cc.jpg)
По температуре нагрева:
- Низкотемпературная (до 450°C)
- Высокотемпературная (выше 450°C)
По способу нагрева:
- Паяльником
- Газовой горелкой
- Индукционная
- В печи
- Лазерная
По применяемым материалам:
- Мягкими припоями (Sn-Pb)
- Твердыми припоями (медно-цинковые, серебряные)
Выбор вида пайки зависит от соединяемых материалов, требуемой прочности, условий эксплуатации и других факторов.
Инструменты и материалы для пайки
Для выполнения пайки требуются следующие основные инструменты и материалы:
Инструменты:
- Паяльник (электрический или газовый)
- Подставка для паяльника
- Пинцет
- Кусачки
- Отсос для удаления припоя
- Очиститель жала паяльника
Материалы:
- Припой (в виде проволоки или прутков)
- Флюс (канифоль, паяльная паста)
- Очиститель плат
- Защитные очки
Для более сложных работ могут потребоваться паяльная станция, термофен, микроскоп и другое специализированное оборудование.
Технология выполнения пайки
Процесс пайки включает следующие основные этапы:
- Подготовка поверхностей (очистка, обезжиривание)
- Нанесение флюса на места пайки
- Нагрев места пайки до температуры плавления припоя
- Подача припоя в зону пайки
- Охлаждение и кристаллизация припоя
- Удаление остатков флюса (при необходимости)
Важно соблюдать правильную температуру и время нагрева, чтобы не перегреть детали. Припой должен равномерно растечься и заполнить зазор. После пайки соединение должно иметь гладкую блестящую поверхность без пор и трещин.

Преимущества и недостатки пайки
Пайка как метод соединения имеет следующие основные преимущества:
- Возможность соединения разнородных материалов
- Отсутствие плавления и деформации основного металла
- Возможность получения разъемных соединений
- Простота и доступность процесса
- Сохранение свойств соединяемых материалов
К недостаткам пайки можно отнести:
- Меньшая прочность по сравнению со сваркой
- Необходимость применения флюсов
- Возможность коррозии в месте пайки
- Ограниченная рабочая температура соединения
Несмотря на некоторые недостатки, пайка остается одним из самых распространенных методов соединения, особенно в электронике и приборостроении.
Основные правила безопасности при пайке
При выполнении пайки необходимо соблюдать следующие основные правила безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки
- Не прикасаться к нагретым частям инструмента и деталей
- Не допускать попадания флюса и припоя на кожу
- Мыть руки после работы с припоем и флюсом
- Не оставлять без присмотра включенный паяльник
- Хранить паяльные материалы в недоступном для детей месте
При соблюдении этих простых правил пайка является безопасным процессом. Однако стоит помнить, что припои на основе свинца токсичны, поэтому рекомендуется использовать бессвинцовые припои, особенно в быту.

Области применения пайки
Пайка широко применяется в различных отраслях промышленности и техники:
- Электроника и приборостроение — монтаж электронных компонентов
- Ювелирное дело — соединение деталей украшений
- Автомобилестроение — пайка радиаторов, трубок
- Производство бытовой техники — соединение деталей
- Авиация и космонавтика — пайка ответственных узлов
- Медицина — изготовление инструментов и имплантатов
С развитием технологий область применения пайки постоянно расширяется. Появляются новые припои и флюсы, совершенствуются методы нагрева и контроля качества паяных соединений.
Пайка — это… Что такое Пайка?
ПАЙКА — ПАЙКА, см. паять. | Пай ка, пенз., вместо поди ка. Пайка, пск., твер. головомойка, нагонка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
пайка — Ндп. напайка спайка припайка Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор (см. п.17) и последующей… … Справочник технического переводчика
пайка — ПАЙКА, и, жен. 1. см. паять. 2. Место, где спаяно, припаяно что н. II. ПАЙКА, и, жен. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ПАЙКА 2 — ПАЙКА 2, и, ж. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
пайка — 1. ПАЙКА, и; мн. род. паек, дат. пакам; ж. Техн. 1. к Паять. П. проводов. 2. Запаянное место. На кастрюле была видна п. 2. ПАЙКА, и; мн. род. паек, дат. пайкам; ж. Разг. Часть, доля продукта, выданная по определённой норме (солдатам, заключённым… … Энциклопедический словарь
пайка — паяние; паек, рацион Словарь русских синонимов. пайка сущ., кол во синонимов: 5 • металлообработка (59) • … Словарь синонимов
ПАЙКА — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Современная энциклопедия
ПАЙКА — (паяние) процесс получения неразъемного соединения материалов (стали, чугуна, стекла, графита, керамики и др. ), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией. По механизму образования шва различают пайку … Большой Энциклопедический словарь
), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией. По механизму образования шва различают пайку … Большой Энциклопедический словарь
ПАЙКА 1 — ПАЙКА 1, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Пайка — Пайка: процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже, чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых)… … Официальная терминология
Пайка — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Иллюстрированный энциклопедический словарь
Пайка — это.
 .. Что такое Пайка?
Отпайка контакта.
.. Что такое Пайка?
Отпайка контакта.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки.
Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы).
 Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть). - Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса.
 Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков. - Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
См.
 также
также
Ссылки
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М. А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Пайка. Основные понятия и определения
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Пайка — это процесс получения соединений с межатомными связями путем нагрева соединяемых материалов ниже температуры плавления, смачивания их припоем, затекания в зазор и последующей его кристаллизации (ГОСТ 17325—79).
Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.
Флюс — это активное химическое вещество, предназначенное для удаления окисной пленки с паяемого металла и припоя и защиты их от окисления в процессе пайки с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя.
Паяемость — это свойство материалов образовывать соединение при заданном режиме пайки.
Режим пайки — это совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.
Условия пайки — это способ нагрева, среда, припой и т. д.
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Количественным критерием смачивания служит краевой угол смачивания 0, который находят из условия равновесия векторов сил поверхностного натяжения капли жидкости на твердой поверхности (рис. 23.1).
Рис. 23.1. Схема процесса смачивания при пайке
σ1.3 = σ2.3 + σ1.2cos θ, где σ1.3 — поверхностное натяжение между твердым телом и газовой средой; σ2.3 — поверхностное натяжение жидкости на границе раздела с твердым телом; σ1.2 — поверхностное натяжение жидкости на границе с газовой средой. Отсюда следует, что
cos θ = (σ1.3 — σ2. 3)/σ1.2.
3)/σ1.2.
При θ=180° смачивание отсутствует. При θ=0° наблюдается полное смачивание. Если 0°<θ<180°, имеет место частичное смачивание. Смачиваемость и растекаемость припоя при пайке оценивают по краевому углу смачивания, площади растекания, времени до начала смачивания и силе втягивания образца при смачивании (ГОСТ 23904—79).
Технологические возможности
1. Изготовление сложных по конфигурации узлов и конструкций, состоящих из множества элементов за один производственный цикл (нагрев).
2. Получение соединений из разнородных материалов, а также металлов с неметаллами — графитом, ферритом, керамикой.
3. Снижение металлоемкости и повышение коэффициента использования материалов.
4. Обеспечение высокой прецизионности соединяемых изделий.
5. Существенное уменьшение, а в случае низкотемпературной пайки полное исключение остаточных напряжений и деформаций.
6. За счет варьирования размеров соединяемых поверхностей (величины нахлестки) пайка позволяет получать равнопрочные с основным металлом соединения по своей надежности превышающие в ряде случаев надежность сварных соединений.
7. При низкотемпературной пайке образуется разъемное соединение, что весьма важно в производстве радио- и электронной аппаратуры, когда возникает необходимость демонтажа или замены отдельных элементов.
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника.
Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.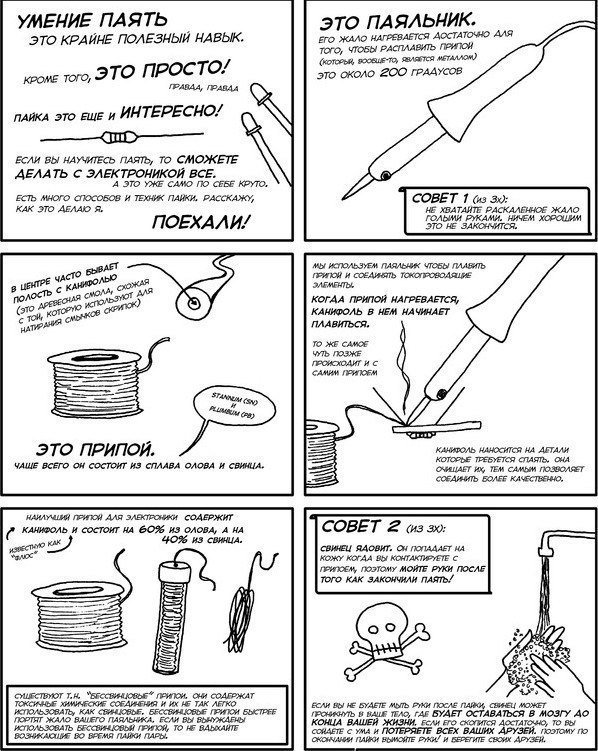
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос.
 Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос. - Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
правила процесса, инструмент и паяльные материалы для нее
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
/153083523-F-56a03f4d3df78cafdaa0aa21.jpg)
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).
Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Пайка: что это такое, чем отличается от сварки металлических деталей, виды, холодная, серебра, стали, титановых оправ, меди, технология, простые схемы
Пайка – это технологический процесс, главной особенностью которого является соединение деталей без их расплавления. Сохранение целостности структуры благотворно влияет на физические свойства и технические характеристики металла.
Преимущества и недостатки
Прежде чем говорить о том, что такое пайка, рассмотрим основные плюсы и минусы технологии. К достоинствам относят:
- Возможность соединять поверхности с различными физическими и химическими свойствами.
- Технологию пайки использует для работы в труднодоступных местах, где исключается сваривания.
- Отсутствуют требования к форме и размерам изделий.
- Возможно выполнение обработки все плоскости касания.
- Пайка не создает внутреннее напряжение, что положительно сказывается на качестве металла.
- Относительная простата, по сравнению со сваркой, процесса позволяет выполнять спаивание заготовок уже после получения базовых знаний в этой области.
Специалисты выделяют три недостатка.
- Малая прочность соединения. Это связано со свойствами материалов, которые используются в качестве припоя. Отсюда и следующий минус.
- Низкая термостойкость. Нельзя работать с деталями, эксплуатация которых связана с повышенными температурами.
 Например, заделка отверстия в чайнике точно не порадует качеством и долговечностью.
Например, заделка отверстия в чайнике точно не порадует качеством и долговечностью. - Низкая производительность. По этой причине пайку практически не применяют на массовом производстве, а выполняемые работы связаны с точечными воздействиями.
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.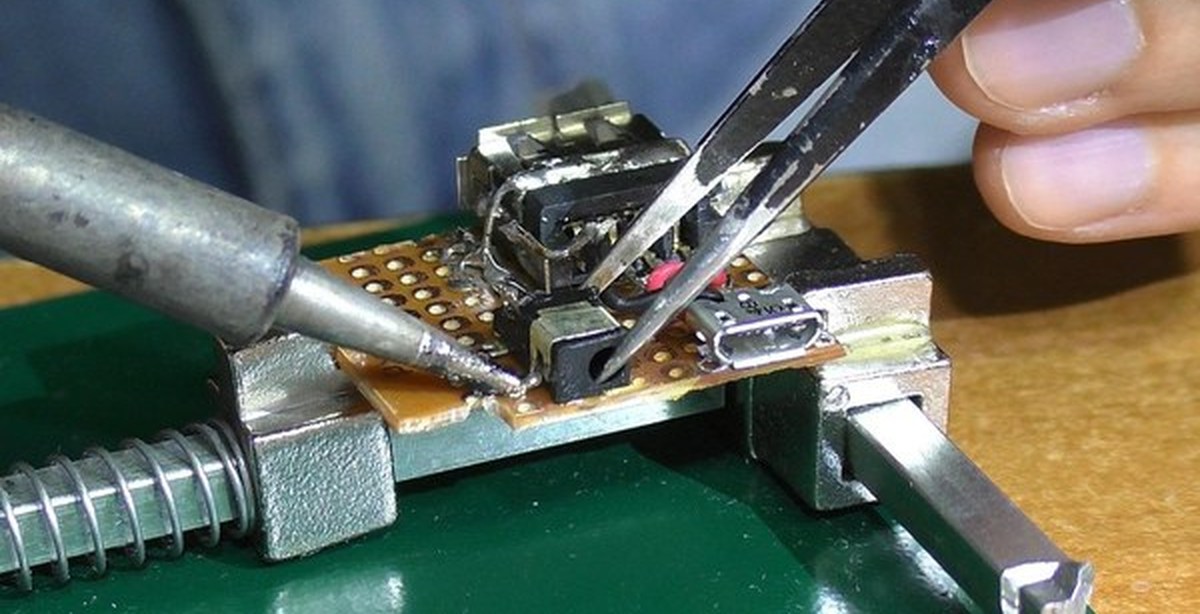
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.
ГОСТ 17325-79. Пайка и лужение: основные термины и определения
Данный межгосударственный стандарт устанавливает четкие термины и определения, которые надлежит применять в технической документации. Он охватывает все сферы рассматриваемых технологий: от общих понятий до дефектов соединений.
Алфавитный указатель терминов переведен на английский и немецкий языки.
Стандарт имеет статус действующего.
Лужение – это процесс, считающийся предшествующим пайке. После обработки на поверхности образуется тонкий слой олова.
Где применяется?
Технология пайки занимает почетное второе место по частоте использования для соединения материалов. Первенство принадлежит сварке. Однако существуют сферы, где по определенным причинам невозможно применить сварочное оборудование и достойной альтернативы пайке не существует. Утверждение справедливо для следующих отраслей промышленности:
- Производство электронных плат управления. Для крепления миниатюрных компонентов применяют спаивание.
- Холодильное оборудование. Медные трубки, теплообменники соединяют только с помощью пайки. Ремонт радиаторов для наземного транспорта и спецтехники осуществляют с применением данной технологии.
- Соединение высоколегированных сплавов, которые плохо поддаются действию сварки.
- Авиационная промышленность. Промежуточный слой обшивки самолетов имеет сотовую структуру.
 Для ее производства используют пайку в термических печах.
Для ее производства используют пайку в термических печах.
Технологию применяют в тех случаях, когда прочие виды соединения, такие как клепка, склеивание или болтовое, невозможно применить по каким-либо причинам. Важным условием является отсутствие требований по высокой прочности контакта.
Разновидности
Скелетная
Скелетной называется технология, при которой под слоем припоя рассматривается базовая поверхность. Характеризуется экономным потреблением металла для пайки и удобством визуального контроля. Применяется при работе в электротехнической сфере, в частности для соединения проводов.
Волновая
Данный вид пайки применяют для крепления элементов на печатные платы. Волновой метод был разработан в 50-х годах ХХ века, с активным внедрением электронных схем в различные приборы бытового и промышленного назначения. На массовом производстве действуют полностью автоматизированные линии.
Одной из разновидностей волновой, является селективная пайка. Она характеризуется избирательностью воздействия припоя. Ее применяют для обработки элементов, монтируемых в отверстия.
Она характеризуется избирательностью воздействия припоя. Ее применяют для обработки элементов, монтируемых в отверстия.
Холодная
Холодная пайка – это метод, при котором соединение образуется за счет взаимного проникновения элементов друг в друга. Скорость реакции зависит от температуры и продолжительности контакта. Одна из самых простых схем для пайки. Применяется для соединения полиэтиленовых и полипропиленовых изделий.
В бытовых условиях холодный метод применяются для монтажа линолеума и ремонта труб из полиэтилена.
К рассматриваемой технологии имеет косвенное отношение.
Бессвинцовая
Современная технология, которая начала активно развиваться после ужесточения требований по экологической безопасности. В настоящее время все Японские производители электроники полностью отказались от использования свинцовых припоев. В качестве рабочего сплава в бессвинцовом методе применяют комбинацию олова, серебра, цинка и меди. Соотношение и добавочные элементы зависят от сферы деятельности.
Соотношение и добавочные элементы зависят от сферы деятельности.
Контактная
Вид пайки, при котором соединяют детали с различными составами. Технологический цикл включает в себя кратковременное изменение агрегатного состояния контактной области. Для надежного скрепления часто используют прослойку, которая помогает добиться нужного результата. Несоблюдение данного правила ведет к тому, что прочность контакта будет очень низкой. Расходные материалы называют эвтектиками. Так можно соединить медь с алюминием, где между деталями будет алюминиево-медный сплав. Отличительная особенность – высокая скорость реакции.
Высокотемпературная
Отличительная особенность данного способа спаивания – высокая температура воздействия на заготовку. В результате соединение будет обладать устойчивостью к перепадам температур, а также высоким показателем крепости. За качестве придется платить – данный метод считается наиболее сложным, с технологической точки зрения.
В отдельных случаях температура должна достигать 1000 Сº. По этой причине при высокотемпературной пайке невозможно использовать обычные паяльники – требуются более мощные генераторы тепловой энергии.
Индукционная
В качестве источника тепла используется высокочастотный ток, который воздействует на соединяемые изделия. Генератор являются специальные индукторы, которые можно изготовить самостоятельно. Существуют установки стационарного и мобильного типа.
Во избежание активации окислительных процессов, работы проводят в вакуумной среде. Разрешено соединять детали при атмосферном воздухе, при условии использования специальных самофлюсующихся припоев.
Инфракрасная
Еще один современный способ, в основе которого лежит принцип нагрева заготовок электромагнитными волнами. Нагревательные элементы изготавливают из кварца или керамики.
Инфракрасная паяльная станция – сложный прибор, стоимость которого не позволяет применять его в бытовых условиях. Основное преимущество заключается в том, что электромагнитные волны невидимого спектра не представляют угрозы здоровью человека.
Капиллярная
Наиболее распространенный способ спайки изделий. Суть технологии заключается в том, что при увеличении температуры пропой, нанесенный на поверхность, расплавляется и занимает все пространство между соединяемыми деталями.
Метод используется как в быту, так и на производстве. В основе любого метода лежит капиллярная технология, как сама идея пайки – нанесение на поверхность горячего припоя.
Способы нагревания
Существует несколько способов нагрева расходных материалов. В домашних условиях наиболее часто применяют следующие приспособления:
- Паяльник. Применяют для выполнения работ, характеризующихся относительно низкой температурой. Максимальное воздействие не превышает 400 Сº. Современные модели оснащены механизмом для регулировки температуры. Выпускают паяльники аккумуляторного типа питания. Идеально подходит для работы с золотом и прочими мягкими металлами.
- Горелка. Различают газовые и плазменные модели. Они используют один вид топлива – природный газ, а отличаются лишь величиной пламени. Они работают в высокотемпературном режиме, что позволяет спаивать тугоплавкие металлы. Недостаток горелок заключается в сложности регулировки температуры пламени.
Припои
От грамотного подбора припоя зависит конечный результат. Для изготовления чаще используют различные сплавы, чем чистый металл. Основными характеристиками являются:
- адгезия к поверхности,
- температура плавления.
Первый параметр влияет на прочность сцепления изделий. Второй – на сферу применения, ведь температура плавления припоя должна быть ниже, чем у базового металла.
Исходя из этого, пропой делят на две группы:
- Легкоплавкие. В основе лежит свинец, олово, к которым добавляют различные химические элементы.
- Тугоплавкие. Изготавливают на основе серебра и прочих металлов, с температурой плавления выше 500 Сº.
Для ремонта ювелирных украшений используют специальный золотой припой.
Форма выпуска зависит только от изготовителя. Он может иметь вид стержня, сухого порошка, гранул или таблеток.
Флюсы
Его – защита контактной поверхности от оксидной пленки. Качественный флюс должен удалить следы ржавчины перед работой, а также препятствовать появлению свежих следов коррозии. Они отличаются по следующим параметрам:
- Химическая активность.
- Температура нагрева.
- Содержание воды в составе (водные/безводные).
- Форма выпуска (паста, гель, жидкость).
Наиболее популярными флюсами являются:
- Борная кислота,
- Бура (натриевая соль борной кислоты),
- Канифоль,
- Ортофосфорная кислота,
- Хлорид цинка.
При необходимости можно изготовить кислоту для пайки своими руками.
Особенности паяния
Особенности технологического процесса зависят от характеристик соединяемых элементов. Рассмотрим некоторые типы металлов.
Сталь
Пайку стали выполняют припоями на оловянной основе, без каких-либо исключений. Перед выполнением работ следует предварительно подготовить поверхность, с помощью механической обработки. Очищенные детали обезжиривают. После этого элементы стыкуются с зазором не более 3 мм. Отличительной особенностью работы со сталью – способ нагрева припоя. Он должен получать тепло не от горелки, а от самих заготовок. По окончанию работ с поверхности необходимо удалить остатки расходных материалов.
Чугун
Обработке поддается любой тип чугуна, за исключением белого. Данный металл содержит графит, который снижает адгезию. Поэтому в качестве флюса необходимо использовать борную кислоту.
При работе с чугуном запрещено превышать температурный порог 750 Сº. В противном случае начнется необратимый процесс изменения структуры металла.
Титан
Пайку титана считают одной из самых сложных работ. Это связано с его поверхностным слоем, который насыщен различными газами. В качестве предварительной подготовки используют травление или пескоструйную обработку.
Специалисты рекомендуют проводить спайку в вакуумной среде, для повышения качества соединения. Для работы без защиты используйте серебряный флюс.
Работы проводятся при температуре 900 Сº.
Нихром
Данный металл не доставляет проблем. Нихром это сплав никеля и хрома. Он отличается пластичностью и высокой жаростойкостью. Его температура плавления находится в диапазоне 1100-1400 Сº, что позволяет выбрать любой подходящий припой.
Серебро
Пайку серебра под силу выполнить не только профессиональному ювелиру, но и обычному человеку, который не сталкивался с ремонтом украшений. Для спайки используют тугоплавкий серебряный припой и буру, в качестве флюса.
По завершению работы можно обработать изделие лимонной кислотой или йодом. В первом случае украшение посветлеет, а во втором – приобретет темный оттенок.
Золото
Ремонт дорогостоящих украшений – тонкий процесс. В случае порчи золотых изделий рекомендуем обратиться к квалифицированному специалисту. Для выполнения соединения необходимы специальные приспособления и особый припой.
Ради разовых работ покупать дорогостоящее оборудование нецелесообразно.
Медь
Данный металл абсолютно не требователен к флюсам. Лучше всего подойдет хлорид цинка или спиртовой раствор канифоли. А вот с припоем нужно быть аккуратнее: олово повышает хрупкость соединения, свинец придает вязкость, поэтому рекомендуем использовать составы на серебряной основе.
Рабочая температура не должна превышать 900 Сº.
Заключение
Пайка металлов – ответственный процесс, который позволяет соединить между собой детали с различным составом. При выполнении работ особое внимание следует уделять припою – его температура плавления должна быть ниже, чем у базового металла.
Слесарь-ремонтник Головань Игорь Алексеевич Опыт работы 20 лет: «Я начал заниматься ремонтов радиаторов в 1999 году. Тогда все было проще – автомобилей не так много, материал заранее известен, поэтому подобрать расходники не было проблемой. Сейчас задача усложнилась – очень часто в технической документации не указывают тип металла, приходится искать информацию по разным форумам – в больших городах с этим всегда проще, транспорта ведь больше. В работе использую паяльник и горелку, сделанные своими руками, хотя есть и заводской инструмент для особо тонких работ».
Загрузка…это приспособления для пайки, зачем такие аксессуары нужны и каких видов они бывают
Пайка на сегодняшний день широко используется в разных промышленных сферах, ее применяют, чтобы получить неразъемное соединение между твердыми материалами. Однако, чтобы работа была выполнена качественно, нужно иметь необходимый набор инструментов и оборудования, а также расходные материалы.
В числе таких материалов – флюс. И сегодня мы расскажем о том, что это такое и что этот предмет представляет собой.
Что такое флюс и его ключевые особенности
Итак, флюс – это такой сплав металлов, имеющий легкоплавкую структуру, который применяют для спаивания двух разных материалов. Этот сплав можно сделать и своими руками, если вы знаете особенности соединения двух разных материалов при термической их обработке.
Соединение двух материалов при помощи флюса выходит при условии, если на уровне шва будет выдержана та или иная температура. В зависимости от того, какой материал берется, температура варьируется в пределах от 50 до 500 градусов. Температура плавки припоя обязано быть намного выше температуры плавки материала, который вы обрабатываете.
Такая вещь, как флюс для пайки имеет несколько разновидностей, его нужно выбирать в зависимости от таких факторов:
- металл;
- температура пайки.
- температура самого флюса;
- параметров поверхности работы;
- прочности материала;
- его устойчивости к коррозии.
Есть две группы флюсов:
- твердые, которые имеют высокий температурный порог;
- мягкие, такие флюс имеют небольшую температуру плавки.
Тугоплавкий припой имеет температуру плавки 500 и более градусов, он создает достаточно прочный тип соединения. Но его недостаток состоит в том, что иногда высокая температура может вызвать перегрев ключевой детали конструкции и выведение ее из строя.
А температура плавки легкоплавких припоев составляет от 50 до 400 градусов. В этот вид флюсов входят такие компоненты:
- свинец;
- олово;
- другие примеси.
Такие флюсы в основном применяются для пайки предметов радиотехники при их установке.
Также есть и сверхлегкоплавкие припои, которые используют для пайки и соединения транзисторов. Температура плавки этих флюсов может достигать 150 градусов максимум.
Чтобы запаять тонкие поверхности, следует применять мягкие флюсы, а для пайки проводов с большим диаметром нужно брать твердый припой, имеющий высокий температурный порог.
Требуемые характеристики флюса такие:
- способность нормально проводить тепло и ток;
- прочность конструкции;
- способность к растяжке;
- устойчивость к коррозии;
- различия температурных показателей при плавке припоя и основных материалов.
В виде припоя используются такие материалы, как:
- прутья;
- ленты;
- проволочные катушки;
- трубочки с колофонием;
- прочие флюс.
Наиболее распространенная форма – это прут из олова, диаметр сечения которого составляет 1-5 метров.
Есть также и многоканальные виды флюсов, которые имеют несколько источников поступления припоя для создания более прочных соединений. Они могут продаваться в мотках или колбах, иметь спиралевидную форму и содержаться в бобинах. Для одноразового применения лучше всего брать небольшой кусок проволоки размером со спичку.
Для пайки электросхем необходимо применять трубочные флюсы, которые содержат колофоний. Это такая смола, которая играет роль припоя. Этот присадочный материал отлично способен соединять такие виды металлов, как:
- медь;
- серебро;
- латунь.
Особенности легкоплавких флюсов для пайки
Флюсы для пайки мягкого типа способны плавиться при температуре до 400 градусов. С их помощью шов становится прочным, мягким и эластичным.
Легкоплавкие флюсы подразделяются на такие категории:
- с минимальным количеством олова;
- свинцово-оловянные;
- специальные;
- сверхлегкоплавкие.
Оптимальным вариантом припоя является олово, но в чистом виде оно практически не используется, поскольку этот материал слишком дорог сам по себе. Чаще всего применяют припои из олова со свинцом, которые дают прочные соединения.
Маркировка такого флюса содержит в себе процент содержащегося в нем олова. Также такие припои содержат сурьму в незначительном количестве и могут использоваться для неответственных видов соединений, которые не подвержены нагрузке или вибрации.
Флюс без свинца с низким содержанием олова используют для пайки контактов на небольших электрических схемах при температуре до 300 градусов.
При температуре от 60 до 145 градусов сверхлегкоплавкие флюсы способны переходить в жидкое состояние и применяться для ручной пайки деликатных деталей. Соединение при этом не слишком прочное.
А специальные припои нужны тогда, когда нужно получить совместимость характеристик с основным типом материала. Для этого берутся составы, которые не поддаются пайке, в том числе:
- алюминий;
- никель;
- низкоуглеродистая сталь;
- чугун.
Так, для пайки алюминиевых деталей нужно сделать припой, который почти целиком состоит из олова, а для лучше диффузии в него нужно добавить в незначительном количестве цинк, буру и кадмий.
Описание тугоплавких флюсов для пайки
Припой твердого типа используется с целью соединения швов, которые подвергаются разным нагрузкам, ударам, вибрациям и температурным перепадам. Эти флюсы способны плавиться при температуре от 400 градусов.
Припои твердого типа разделяются на такие категории:
- медно-цинковые сплавы;
- фосфорно-медные сплавы;
- флюс из серебра;
- чистая медь.
Стоит отметить, что сплавы из меди с цинком применяются не слишком часто, поскольку прочность шва не слишком высока, а стоимость их при этом неоправданно высокая.
Такой припой можно заменить на латунь, или же бронзово-цинковый сплав.
Сплав на основе меди с фосфором можно использовать при пайке деталей из меди, бронзы и латуни, которые не сильно подвергаются нагрузкам, также его применяют вместо более дорогостоящего серебряного припоя.
Твердые флюсы нельзя применять при пайке чугуна и низкоуглеродистой стали, поскольку при нагревании железа с медью или фосфором образовываются хрупкие элементы, которые затем разрушают шов.
Оптимальным вариантом припоя для железа является серебро, но очень дорогое. Однако с его помощью материалы соединяются достаточно прочно. Серебряный припой используется для пайки проводов, сложных плат на основе серебра.
Классификация альтернативных видов припоя
Также есть и другие альтернативные виды припоя:
- флюс с повышенными антикоррозийными характеристиками на основе кислот, фосфора и растворителя. После пайки нет необходимости применять дополнительные средства для очистки;
- флюсы жидкого типа на основе вазелина, золота, салициловой кислоты и этилового спирта. Они применяются для пайки электрических проводов или радиаторов, а швы при этом выходят аккуратными и чистыми;
- канифоль, соединенная с воздухом. Этот флюс нейтрален и используется для электроприборов высокой точности, таких как реле, выключатели, схемы мобильников. Канифоль нужно использовать на предварительно залуженных и очищенных металлах, а чтобы качественно очистить алмазные контакты, можно взять лазер;
- бур, смешанный с канифолью. Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов. Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
- самодельный активированный флюс, применяемый для пайки соединений, которые часто подвержены ударам и другим нагрузкам. Чтобы его приготовить, нужно смешать анилин канифоль, ангидрид, диатиламин и салициловую кислоту;
- флюс на основе канифоли со спиртом. Относится к активным, но при этом во время высоких температурных показателей удаляется не только оксид, но и сам металл. Кроме того, после пайки нужно тщательно почистить плату.
Нельзя оставлять остатки флюса, они не только имеют непривлекательный вид, но и вредны. В электрических схемах они могут вызвать короткое замыкание, если не очистить поверхность вовремя.
Чтобы осуществить пайку трубочками с колофонием, нужно сделать следующее:
- очистить соединяемые поверхности от окисления и грязи тщательно;
- деталь в месте шва нужно нагревать до значения, которое превышает температуру плавки флюса;
- производим пайку.
Такой метод не стоит практиковать для больших поверхностей с хорошей теплопроводностью, поскольку чтобы нагреть металл в достаточной мере, мощности паяльника будет мало.
Как собрать флюс для пайки своими руками
С целью пайки радиотехнических проводов можно применять припои в виде тонких прутьев, имеющих диаметр 2 мм, которые легко делаются своими руками.
Чтобы их сделать, потребуется сосуд, на дне которого делается отверстие, а затем в него нужно будет вылить оловянно-свинцовый припой в расплавленном виде. Сосуд при этом должен располагаться над жестяным листом или же над металлической плитой. После того как прутья застынут, их можно будет разрезать на куски требуемой длины.
Такую смесь можно еще разлить в формы:
- жестяные желобы;
- дюралюминиевые ёмкости;
- гипсовые.
Это все осуществляется следующим способом:
- отвесьте на весах нужное количество свинца и олова;
- расплавьте металл в металлическом тигле над газовой горелкой, перемешивая его при этом с помощью стального стержня;
- снимите тонкую пленку с расплавленной поверхности при помощи стальной пластинки;
- разлейте сплав по формам.
Независимо от того, какой вид флюса вы используете, протрите готовую пайку тряпочкой, предварительно смоченной в ацетоне или же ректификате. Шов очищается жесткой щеткой, которую нужно перед этим окунуть в растворитель.
На рынке можно приобрести жидкие и гелеобразные безотмывочные флюсы, которые обладают такими преимуществами:
- отсутствие компонентов, провоцирующих окисление и коррозию;
- флюс такого типа не проводит ток;
- не нужна очистка после пайки.
Жидкий флюс такого вида нужно наносить при помощи ватной палочки или кисточки. Также можно сделать приспособления для его нанесения самостоятельно на основе обычного шприца и силиконового шланга, который и будет наполняться жидким флюсом.
Пайка – один из лучших методов соединения металлов. Она обеспечивает высокий уровень прочности, герметичности, сам процесс прост и не занимает много времени по сравнению со сваркой.
Однако пайка вреда тем, что во время нее выделяются вредные газы, поэтому нужно не забывать о защитных перчатках, очках и фартука на основе плотной ткани.
Кроме того, риск отравления можно значительно снизить за счет применения смесей от хороших производителей.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой — это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб.Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также от 0,032 до 0,062 дюйма. Внутри сердечника припоя находится флюс — материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются припоями, не содержащими свинца, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл.Используемый флюс — канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, что, в свою очередь, обеспечивает все более прочное соединение:
- Пайка мягким припоем (90 ° C — 450 ° C) — Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C. Эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурами ликвидуса. ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) — Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) — В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник — это ручной инструмент , используемый для нагрева припоя , обычно от источника питания, при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски s являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник гораздо практичнее, так как он намного быстрее остывает.
Silver Paste — Butane — Powered — инструменты и специальные паяльные пасты
— Простота использования, никаких навыков не требуется
— Быстро и аккуратно, без лишнего дополнительного флюса и отходов
— Быстрое легкое лужение ЛУЧШЕ…
— В пять раз прочнее обычного проволочного припоя
— Свободно течет от тепла горелки, паяльника или спички.Достигает того, чего не могут другие припои
— Может использоваться практически с любыми металлами, включая нержавеющую сталь
.— Предел прочности при растяжении 10,000-25,000 PSI
— Температура плавления — 430 ° F (снижает проблему деформации металла), температура повторного плавления — 550 ° F
— Отделка стыка серебристая
— Предотвращает сбой при пайке из-за сотрясения или перемещения деталей во время пайки благодаря мгновенному схватыванию
БЕЗОПАСНЕЕ…
— Нетоксичен, не содержит свинца, кадмия, сурьмы или цинка
— Соответствует всем законам о пищевых продуктах
— Высокая электропроводность
— Коррозионностойкий ЭКОНОМИЧНЫЙ…
— Используйте точное количество продукта, необходимое для выполнения работы — без лишних капель проволочного припоя и ненужного флюса.
ЗАЯВКИ:
— Все типы соединений из латуни, бронзы, никеля, нержавеющей стали, меди и недрагоценных металлов.
— Идеально подходит для оборудования для обработки пищевых продуктов из нержавеющей стали, поскольку припой соответствует законам о пищевых продуктах.
— Депозиты остаются светлыми и не чернеют.
— Отлично подходит для электромонтажных работ и сборки инструментов, где требуются высокая электропроводность и прочность.
— Отличная коррозионная стойкость и цвет, соответствующий нержавеющей стали.
ПРОЦЕДУРЫ:
Очистите область стыка (желательно щеткой из нержавеющей стали). Надавите на поршень шприца, чтобы нанести пасту на область соединения основного металла. Располагая пламенем на расстоянии 2–3 дюймов от поверхности, равномерно нагрейте заготовку. Избегайте воздействия пламени на паяльную пасту до тех пор, пока не будет достигнута температура подачи. Затем, направив верх пламени на область стыка, направьте поток пасты по всей длине области стыка. Дайте остыть и смойте остатки флюса теплой мыльной водой и жесткой щеткой.
10 лучших паяльных принадлежностей и инструментов
В этом посте мы собираемся показать вам 10 лучших паяльных принадлежностей и инструментов. Пайка — очень полезный навык. Обладая этим навыком, вы сможете ремонтировать свои собственные электронные устройства или создавать и паять свои собственные схемы. Паять не сложно, но это может быть намного проще и приятнее, если у вас есть подходящий паяльник и аксессуары. Эта статья состоит из 10 лучших паяльных принадлежностей.
10 лучших паяльных принадлежностей и инструментов
Припой для канифольных стержней 60-40
$ 12,99
$ 9,97
в наличии
Бесплатная доставка
по состоянию на 14 июня 2021 г. 13:43
Для пайки нужен припой (очевидно). Самый простой для работы тип — это свинец / олово 60/40 (есть также бессвинцовый припой, но он имеет более высокую температуру плавления).Для электроники рекомендуется использовать припой с канифольным сердечником. Также существуют паяльные провода разного диаметра для разных паяльных работ.
Вам также могут понравиться: Лучшие паяльники для начинающих
Стойка для катушек с двумя припоями
19 долларов.67 в наличии
15 новинка от 19.67 $Доставим бесплатно
по состоянию на 14 июня 2021 г. 13:43
Эта подставка с двумя катушками — действительно хороший аксессуар для пайки, позволяющий держать припой в порядке и на месте.Если вы используете припой разных типов или припой разного диаметра и хотите, чтобы они были организованы, это просто замечательно.
Рука помощи
Рука помощи удерживает ваши компоненты вместе во время пайки, оставляя руки свободными для выполнения работы. В руки помощи входят всевозможные модели с разными аксессуарами и функциями. Некоторые из них оснащены встроенными светодиодами, увеличительным стеклом, держателем паяльника, гибкими стрелками Octupus и многим другим. Чтобы узнать больше о руках помощи, взгляните на Лучшие руки помощи для пайки.
Кусачки
Кусачки диагональные миниатюрные
4,97 $ в наличии
3 новых от 4 $.97Бесплатная доставка
по состоянию на 14 июня 2021 г. 13:43
Кусачки абсолютно необходимы, когда дело касается пайки. После пайки полезно обрезать выводы компонентов или проводов.Для этой задачи отлично подойдут мини-кусачки диагональные.
Мат для пайки
Паяльный коврик Силиконовый термостойкий мат
нет в наличии
по состоянию на 14 июня 2021 г. 13:43
Чтобы не повредить стол во время пайки, можно использовать такой коврик.Он термостойкий, а также имеет мини-отсеки, если вы хотите разместить компоненты электроники или винты при разборке электронных приборов. Наш обзор о паяльных матах вы можете прочитать здесь.
Электронный рабочий центр PanaVise 324
Электронный рабочий центр PanaVise 324
$ 99.99
87,72 $
в наличии
Доставим бесплатно
по состоянию на 14 июня 2021 г. 13:43
Этот электронный рабочий центр поставляется с несколькими аксессуарами, облегчающими паяльные работы.Он предназначен для удержания печатных плат, поставляется с держателем паяльника и местом для пайки. Он имеет стандартную прочную подставку PanaVise и совместим с другими аксессуарами той же марки.
Фитиль для припоя
Фитиль для демонтажа, ширина 2,5 мм, длина 5 футов
1 доллар.81 год в наличии
по состоянию на 14 июня 2021 г. 13:43
Фитиль для припоя впитывает расплавленный припой, поэтому очень полезно удалить излишки припоя во время пайки или переделки.
Губка для очистки
Средство для очистки паяльных жало Hakko
14,22 $ в наличии
15 новых от 10 $.74Бесплатная доставка
по состоянию на 14 июня 2021 г. 13:43
Обязательно используйте чистящую губку! Во время пайки на кончик паяльника прилипает припой. Значит, вам нужно это, чтобы очистить кончик вашего утюга во время пайки.Вы можете использовать чистящую губку, подобную этой от Amazon, или, в качестве альтернативы, вы можете использовать скребок из стальной ваты, он тоже отлично подойдет.
Тонировщик наконечников
Тинер для бессвинцовых наконечников
$ 8,00
$ 6,39
в наличии
Бесплатная доставка
по состоянию на 14 июня 2021 г. 13:43
Растворитель для жала предназначен для очистки жала паяльника. Он помогает удалить остатки и помогает предотвратить окисление. Это хорошо, чтобы продлить срок службы ваших чаевых.
Ручка Flux
SRA # 99-20 Канифольный паяльный карандаш RMA — многоразового использования
9,03 долл. США в наличии
3 новых от 8 $.99Бесплатная доставка
по состоянию на 14 июня 2021 г. 13:43
Содержимое флюса способствует растеканию бессвинцового припоя. Это предотвращает образование изгибов припоя и способствует его стеканию к деталям, которые вы паяете.Это значительно упрощает любую задачу пайки.
Заключение
В этой статье мы показали вам наш список из 10 лучших паяльных принадлежностей и инструментов. Эти инструменты могут значительно облегчить вам жизнь при пайке.
Какой ваш любимый паяльник? Дайте нам знать, разместив комментарий ниже.
У нас также есть другие обзоры и статьи, которые могут вам понравиться:
Спасибо за чтение и не забудьте подписаться на нашу новостную рассылку.
[Рекомендуемый курс] Изучите ESP32 с Arduino IDE
Зарегистрируйтесь в нашем новом курсе ESP32 с Arduino IDE.Это наше полное руководство по программированию ESP32 с Arduino IDE, включая проекты, советы и хитрости! Регистрация открыта, поэтому зарегистрируйтесь сейчас .
Другие курсы RNT
Связанные
Как паять: Полное руководство для начинающих
Изучение того, как паять с использованием правильных методов пайки, является фундаментальным навыком, которым должен овладеть каждый производитель. В этом руководстве мы кратко изложим основы работы с паяльниками, паяльными станциями, типами припоя, демонтажем и наконечниками по безопасности.Собираете ли вы робота или работаете с Arduino, умение паять пригодится.
БЕСПЛАТНАЯ электронная книга (PDF) — Руководство по пайке (17 страниц)
Если вам нужно было разобрать любое электронное устройство, содержащее печатную плату, вы увидите, что компоненты прикреплены с помощью техники пайки. Пайка — это процесс соединения двух или более электронных частей вместе путем расплавления припоя вокруг соединения. Припой — это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями.Несмотря на то, что пайка может создать постоянное соединение, его также можно отменить с помощью приспособления для удаления припоя, как описано ниже.
В обучении пайке хорошо то, что для начала вам не нужно много. Ниже мы расскажем об основных инструментах и материалах, которые вам понадобятся для большинства ваших паяльных работ.
Паяльник
Паяльник — это ручной инструмент, который подключается к стандартной розетке переменного тока на 120 В и нагревается, чтобы расплавить припой вокруг электрических соединений.Это один из самых важных инструментов, используемых при пайке, и он может быть в нескольких вариантах, например, в форме ручки или пистолета. Новичкам рекомендуется использовать паяльник в форме ручки мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные наконечники, которые можно использовать для различных паяльных работ. Будьте очень осторожны при использовании паяльника любого типа, потому что он может нагреваться до 896 ° F, что очень сильно.
Паяльная станция
Паяльная станция — это более продвинутая версия базовой автономной паяльной ручки.Если вы собираетесь много заниматься пайкой, это будет здорово, поскольку они обеспечивают большую гибкость и контроль. Основное преимущество паяльной станции — это возможность точно регулировать температуру паяльника, что отлично подходит для множества проектов. Эти станции также могут создать более безопасное рабочее место, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки предупреждений и даже защиту паролем для безопасности.
Жала паяльника
В конце большинства паяльников есть сменная деталь, известная как паяльное жало.Есть много разновидностей этого наконечника, и они бывают самых разных форм и размеров. Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы будете использовать в проектах по электронике, — это конический наконечник и наконечник стамески.
Конический наконечник — Используется при пайке точной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не влияя на окружающую среду.
Chisel Tip — Этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
Кредит изображения — Sparkfun.comЛатунь или обычная губка
Использование губки поможет сохранить чистоту жала паяльника, удалив образующееся окисление. Наконечники с окислением будут иметь тенденцию становиться черными и не принимать припой, как когда они были новыми. Вы можете использовать обычную влажную губку, но это сокращает срок службы насадки из-за расширения и сжатия. Кроме того, влажная губка временно снизит температуру наконечника при протирании. Лучшая альтернатива — использовать латунную губку, как показано слева.
Подставка под паяльник
Подставка для паяльника очень проста, но очень полезна и удобна в использовании. Эта подставка помогает предотвратить контакт горячего утюга с легковоспламеняющимися материалами или случайное повреждение руки. Большинство паяльных станций поставляются с этим встроенным элементом, а также включают губку или латунную губку для очистки жала.
Припой
Припой — это металлический сплав, который плавится для создания прочной связи между электрическими частями.Он выпускается как в свинцовом, так и в бессвинцовом вариантах с диаметрами 0,032 ″ и 0,062 ″, которые являются наиболее распространенными. Внутри сердечника припоя находится материал, известный как флюс, который помогает улучшить электрический контакт и его механическую прочность.
Для пайки электроники чаще всего используется припой на основе канифоли, не содержащей свинца. Этот тип припоя обычно состоит из сплава олова и меди. Вы также можете использовать этилированный припой на основе канифоли 60/40 (60% олова, 40% свинца), но он становится менее популярным из-за проблем со здоровьем.Если вы все же используете свинцовый припой, убедитесь, что у вас есть надлежащая вентиляция и что вы мойте руки после использования.
При покупке припоя НЕ используйте припой с кислотным сердечником, так как это может повредить ваши схемы и компоненты. Припой с кислотным сердечником продается в магазинах товаров для дома и в основном используется для сантехники и металлообработки.
Как упоминалось ранее, припой бывает нескольких диаметров. Припой более толстого диаметра (0,062 дюйма) хорош для более быстрой пайки более крупных соединений, но может затруднить пайку более мелких соединений.По этой причине всегда полезно иметь под рукой оба размера для разных проектов.
Рука помощи (Третья рука)
Рука помощи — это устройство, к которому прикреплено 2 или более зажима из кожи аллигатора, а иногда и увеличительное стекло / светильник. Эти зажимы помогут вам удерживать предметы, которые вы пытаетесь припаять, пока вы используете паяльник и припой. Очень полезный инструмент для вашего творчества.
Теперь, когда вы знаете, какие инструменты и материалы требуются, пора кратко обсудить способы обеспечения безопасности при пайке.
Паяльникимогут нагреваться до 800 градусов по Фаренгейту, поэтому очень важно всегда знать, где находится ваш паяльник. Мы всегда рекомендуем использовать подставку для паяльника, чтобы предотвратить случайные ожоги или повреждения.
Убедитесь, что вы выполняете пайку в хорошо вентилируемом помещении. При нагревании припоя выделяются пары, вредные для ваших глаз и легких. Рекомендуется использовать вытяжной вентилятор, который представляет собой вентилятор с угольным фильтром, который поглощает вредный дым от припоя. Вы можете посетить такие сайты, как Integrated Air Systems для систем фильтрации воздуха.
Всегда рекомендуется надевать защитные очки на случай случайных брызг горячего припоя. Наконец, не забудьте мыть руки после пайки, особенно при использовании свинцового припоя.
Перед тем, как приступить к пайке, необходимо подготовить паяльник, залудив жало припоем. Этот процесс поможет улучшить передачу тепла от утюга к паяльному элементу. Лужение также поможет защитить наконечник и уменьшить износ.
Шаг 1: Начните с того, что убедитесь, что наконечник прикреплен к утюгу и плотно прикручен на место.
Шаг 2: Включите паяльник и дайте ему нагреться. Если у вас есть паяльная станция с регулируемым контролем температуры, установите ее на 400 ′ C / 752 ′ F.
Шаг 3: Протрите кончик паяльника влажной губкой, чтобы очистить его. Подождите несколько секунд, чтобы наконечник снова нагрелся, прежде чем переходить к шагу 4.
Шаг 4: Возьмите паяльник в одну руку, а другой припаяйте. Прикоснитесь припоем к наконечнику утюга и убедитесь, что припой равномерно обтекает наконечник.
Для продления срока службы наконечник утюга следует оловить до и после каждого сеанса пайки. В конце концов, каждый наконечник изнашивается, и его нужно будет заменить, если он станет шероховатым или изъеденным.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это на практике. В этом примере мы собираемся припаять светодиод к печатной плате.
Шаг 1. Установите компонент — Начните с вставки выводов светодиода в отверстия на печатной плате.Переверните доску и загните выводы наружу под углом 45 футов. Это поможет компоненту лучше соединиться с медной площадкой и предотвратит ее выпадение во время пайки.
Шаг 2: Нагрейте стык — Включите паяльник и, если он имеет регулируемый контроль нагрева, установите его на 400 ° C. На этом этапе одновременно коснитесь кончиком утюга медной площадки и вывода резистора. Паяльник нужно подержать на месте 3-4 секунды, чтобы нагреть площадку и вывод.
Шаг 3. Нанесите припой на стык — Продолжайте удерживать паяльник на медной площадке и выводе и коснитесь припоем стыка. ВАЖНО — Не касайтесь припоем непосредственно кончика утюга. Вы хотите, чтобы соединение было достаточно горячим, чтобы расплавить припой при прикосновении. Если стык будет слишком холодным, соединение будет плохим.
Шаг 4: Обрежьте выводы — Снимите паяльник и дайте припою остыть естественным образом.Не дуйте на припой, так как это приведет к плохому соединению. Когда он остынет, вы можете отрезать лишний провод от выводов.
Правильный припой должен быть гладким, блестящим и иметь форму вулкана или конуса. Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний вывод или соединение.
А теперь пора показать вам, как спаять провода вместе. Для этого рекомендуется использовать руки помощи или другие зажимные приспособления.
Начните с удаления изоляции с концов обоих проводов, которые вы паяете вместе. Если проволока многожильная, скрутите жилы вместе пальцами.
Убедитесь, что ваш паяльник полностью нагрет, и коснитесь наконечником одного из проводов. Подержать на проводе 3-4 секунды.
Удерживая утюг на месте, прикоснитесь припоем к проводу, пока он полностью не покроется. Повторите этот процесс с другим проводом.
Удерживая два луженых провода друг над другом, коснитесь паяльником обоих проводов.Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Снимите паяльник и подождите несколько секунд, чтобы паяное соединение остыло и затвердело. Используйте термоусадку, чтобы закрыть соединение.
Преимущество использования припоя заключается в том, что его можно легко удалить с помощью техники, известной как распайка. Это пригодится, если вам нужно удалить компонент или внести исправления в электронную схему.
Для демонтажа стыка вам понадобится припой, также известный как оплетка для удаления припоя.
Шаг 1 — Поместите кусок распаянной оплетки поверх стыка / припоя, который вы хотите удалить.
Шаг 2 — Нагрейте паяльник и коснитесь концом оплетки. Это нагреет припой ниже, который затем впитается в распаянную оплетку. Теперь вы можете удалить оплетку, чтобы увидеть, что припой был извлечен и удален. Будьте осторожны, прикасаясь к оплетке, когда нагреваете ее, потому что она сильно нагревается.
Дополнительно — Если у вас есть много припоя, которое вы хотите удалить, вы можете использовать устройство, называемое присоской для припоя.Это ручной механический пылесос, который всасывает горячий припой одним нажатием кнопки.
Для использования нажмите на поршень на конце присоски для припоя. Нагрейте соединение паяльником и поместите кончик присоски для припоя на горячий припой. Нажмите кнопку фиксатора, чтобы всосать жидкий припой. Чтобы опорожнить присоску для припоя, нажмите на плунжер.
БЕСПЛАТНО — Руководство по пайке (17 страниц)
Как пользоваться паяльником
Руководство по основам пайки Weller
Пайка — полезный навык, независимо от того, планируете ли вы использовать его в профессиональном плане или в проектах DIY.Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших паяльных работ.
Это руководство содержит краткий обзор того, как пользоваться паяльником. Он даст вам основы, которые применимы к большинству паяльных работ, а также советы для конкретных типов проектов.
Хотя вся пайка основана на одних и тех же принципах, методы и инструменты, которые вы используете, могут различаться в зависимости от типа материалов, которые вы паяете, и желаемого результата.На этой странице мы рассмотрим пошаговую пайку проводки, печатных плат, витражей и украшений.
Вот ваше вводное руководство по использованию паяльника.
Основы
Основы пайки в основном одинаковы для разных типов проектов. Ниже вы найдете информацию об основах пайки, описание задействованного оборудования и базовое пошаговое руководство по использованию паяльника.
1. Что такое пайка?
Пайка — это метод соединения металлических деталей.Он включает плавление металла, известного как припой, в пространстве между двумя металлическими компонентами. Когда этот припой остывает и затвердевает, он образует прочное соединение между частями. Припой действует как своего рода металлический клей, соединяющий элементы вместе.
Соединение электронных компонентов может быть наиболее распространенным применением паяльников. Вы также можете использовать их на трубопроводах для сантехники, компонентов двигателя, проектов декоративно-прикладного искусства и многого другого.
2. Какое оборудование вам нужно?
Эта статья о том, как пользоваться паяльником, но сам по себе — не единственный предмет, который вам понадобится.Вот краткое изложение некоторых расходных материалов, которые могут вам понадобиться, включая паяльник, для паяльного проекта.
- Паяльник: Паяльник подает тепло, плавящее припой. Он состоит из наконечника, который вы прикладываете к металлическим частям, которые хотите спаять, и изолированной ручки, чтобы вы могли держать утюг. Есть несколько разновидностей паяльников. Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга.
- Припой: Припой — это вещество, которое плавится и образует связь между двумя припаянными компонентами. Это тонкая проволока, сделанная из одного из нескольких сплавов олова. Сплавы состоят либо из олова и свинца, либо из олова и меди. Все чаще бессвинцовые припои становятся все более популярными из этих двух вариантов. Эта тенденция является ответом на ужесточение правил техники безопасности, а также на пользу для окружающей среды и здоровья от поиска бессвинцовых альтернатив.Некоторые типы припоев также содержат флюс — вещество, которое удаляет оксидные слои на металлических деталях и способствует лучшему прилипанию припоя.
- Паяльная станция: Паяльная станция действует как управляющая станция для вашего паяльника, если у вас есть регулируемый утюг. На станции есть элементы управления для регулировки температуры утюга, а также другие настройки. Вы можете подключить свой утюг к этой паяльной станции.
- Подставка для паяльника: Вы также можете использовать подставку для паяльника, которая обеспечивает безопасное и прочное место для хранения вашего утюга, когда вы им не пользуетесь.В нем также может быть место для хранения принадлежностей для чистки утюга.
- Подушечка для чистки: Для правильной работы важно содержать утюг в чистоте во время его использования. Вы можете использовать чистящую салфетку, стальную или латунную вату или влажную губку.
- Защитные очки: Защитные очки защитят ваши глаза в случае несчастных случаев и предохранят глаза от раздражения паров.
- Оборудование для удаления дыма: Пары, образующиеся при пайке, могут быть токсичными.Устройства для удаления дыма вытягивают пары из воздуха, чтобы снизить риски для здоровья и безопасности.
Подготовка к работе
Перед тем, как начать пользоваться паяльником, убедитесь, что вы приняли все необходимые меры безопасности и подготовили инструменты.
1. Меры безопасности
Здоровье и безопасность всегда должны быть приоритетом при пайке. При пайке используются очень высокие температуры и токсичные вещества. Хотя это связано с определенными рисками, если вы примете надлежащие меры предосторожности, пайка является относительно безопасным занятием.
Перед началом работы прочтите инструкции, а также предупреждения о здоровье и безопасности, прилагаемые ко всему вашему оборудованию, чтобы убедиться, что вы используете его правильно. При пайке надевайте защитные очки и держите все волосы, свободную одежду и украшения в безопасности и держите их подальше от инструментов. Вы также можете надеть защитные перчатки.
Убедитесь, что вы работаете в хорошо вентилируемом помещении, или используйте устройство для удаления дыма. Пары флюса токсичны. Если используемый припой содержит свинец, вымойте руки после того, как закончите с ним работать.
2. Очистка и лужение
Для правильной работы жала паяльника его необходимо очистить и залудить. Любые загрязнения или окисление снизят эффективность теплопередачи, что усложнит вашу работу и снизит качество паяных соединений.
Перед тем, как приступить к пайке, очистите кончик утюга, потерев им чистящую салфетку. Если ваш наконечник сильно окислен, вам может потребоваться реактиватор для наконечника. После очистки или повторной активации он должен выглядеть блестящим, а не тусклым.
Лужение кончика утюга включает покрытие его слоем припоя. Такая практика защищает наконечник от окисления и улучшает его способность проводить тепло. Залуживайте жало непосредственно перед тем, как приступить к пайке.
В дополнение к чистке и лужению жала вашего паяльника перед каждым сеансом пайки, вы также должны делать это после каждых двух или трех стыков, которые вы паяете, и в конце каждого проекта пайки. Это продлит срок службы жала паяльника и улучшит качество паяльных соединений.
Соединительные детали
После того, как вы выполнили вышеуказанные шаги, вы готовы спаять компоненты вместе. Методы, которые вы будете использовать, будут отличаться от проекта к проекту, но основные пошаговые инструкции следующие:
- Сначала определите правильную температуру для вашего проекта. Выбор температуры зависит от материалов, которые вы соединяете, и от типа припоя. Как правило, лучшая температура для использования — это как можно более низкая, но при этом достаточно высокая для выполнения работы.Другими словами, если температура, необходимая для выполнения работы, составляет 370 градусов или выше, установите температуру ровно 370. Это поможет продлить срок службы ваших инструментов и избежать повреждения любых электронных компонентов.
- Как только утюг нагреется до нужной температуры, возьмите его за ручку в одну руку, а в другой возьмите кусок припоя. Поднесите горячий утюг к месту встречи двух металлических компонентов примерно на секунду, чтобы нагреть их. Вы хотите нагревать металлические детали, а не сам припой.
- Затем коснитесь припоем нагретых компонентов. Когда припой плавится, он будет стекать в зазоры, которые необходимо заполнить. Продолжайте подавать припой, пока не расплавится достаточное количество припоя. Хотя вам нужно достаточно, чтобы сформировать прочное соединение, вы также не хотите иметь слишком много припоя. Правильная сумма будет варьироваться от проекта к проекту. Обычно это занимает не более нескольких секунд.
- Дайте припою остыть. Вам не нужно предпринимать никаких действий, чтобы он остыл. Он сделает это самостоятельно и не займет больше нескольких секунд.
- Проверить качество пайки. Хорошее соединение будет гладким, однородным и блестящим. Убедитесь, что между компонентами нет проблемных зазоров или шариков излишка припоя.
Удаление припоя
Если вы сделали ошибку при пайке, не волнуйтесь. Вы можете относительно легко отменить и исправить любые проблемные области. Если проблема не в избытке припоя, возможно, вы сможете спаять первое соединение новым припоем.
Более тщательный метод исправления ошибки при пайке — это повторно нагреть нанесенный припой, а затем использовать такой инструмент, как «присоска для припоя», которая представляет собой небольшое устройство, похожее на шприц, которое использует вакуумное давление для удаления припоя.Вы также можете использовать фитиль для припоя, также называемый оплеткой для удаления припоя, которая впитывает расплавленный припой за счет капиллярного действия.
Очистка
После завершения пайки очистите и залудите жало паяльника. Дайте утюгу остыть и храните его в надежном месте. Чтобы еще больше предотвратить окисление, особенно если вы не собираетесь использовать утюг в течение длительного времени, поместите его в герметичный контейнер.
Советы для конкретных паяльных проектов
Теперь, когда мы рассмотрели основы, давайте посмотрим, как выполнять некоторые конкретные типы пайки.
1. Как использовать паяльник для соединения проводов
Вы можете использовать паяльник, чтобы создать электрическое соединение между двумя проводами. Очень полезно иметь инструмент, например устройство, называемое третьей рукой помощи, для удержания кабелей. Третья рука помощи состоит из утяжеленного основания, металлических рычагов и зажимов типа «крокодил», которые удерживают провода на месте. Вы также можете использовать плоскогубцы для аналогичного эффекта.
- Сначала убедитесь, что с концов двух проводов снята изоляция, чтобы обнажить металлические нити.
- Затем скрутите нити каждой проволоки вместе, чтобы они действовали как единое целое.
- Далее залудите провода. Для этого прикоснитесь кончиком паяльника к каждому проводу, чтобы нагреть их. Затем наносите припой, пока провод не пропитается. На всех нитях должен быть припой, но не настолько, чтобы кабель стал слишком жестким. Это поможет более эффективно распределять тепло по нитям и упростит пайку.
- Соедините провода механическим способом, чтобы не только припой их скреплял.Для этого оберните первую проволоку вокруг второй, оставив достаточно места, чтобы намотать вторую проволоку вокруг первой. Витки кабеля должны лежать рядом.
- Нагрейте механически соединенные провода паяльником и нанесите припой. Используйте достаточно припоя, чтобы заполнить все пустоты и сформировать надежное электрическое соединение.
- После соединения двух проводов наденьте термоусаживаемую трубку, чтобы изолировать провода и защитить их от любых внешних сил. Эта трубка сжимается под воздействием тепла, помогая ей плотно прилегать к проводам и создавая плотно прилегающее защитное покрытие.
2. Как паять печатные платы
Пайка деталей на печатных платах — еще одно частое применение паяльников.
- Начните с самых высоких компонентов и припаяйте соединительные провода в последнюю очередь. Для компонентов со сквозным отверстием поместите их в правильные отверстия на печатной плате. Убедитесь, что они плотно прилегают к доске.
- Слегка согните вывод детали, чтобы он оставался на месте.
- Как только паяльник достиг желаемой температуры, прикоснитесь к контактной площадке, чтобы нагреть вывод компонента и контактную площадку.Убедитесь, что температура правильная. Слишком низкая температура может привести к образованию стыка, который не обеспечивает надлежащего электрического соединения. Слишком высокая температура может повредить компоненты и плату.
- Затем нанесите припой. Припой обтекает жидкий компонент. Используйте достаточно, чтобы создать прочное соединение без зазоров, но не настолько, чтобы остался лишний припой.
- Вытяните утюг из компонента прямо вверх. Паяное соединение должно иметь форму конуса.
- Проверьте соединение, чтобы убедиться, что он блестит, нет ли зазоров или слишком большого количества припоя
- Если паяное соединение в порядке, отрежьте лишний провод компонента над соединением.
3. Как паять витраж
Припой — это то, что скрепляет отдельные кусочки стекла в произведении искусства из цветного стекла. Вот как можно наносить припой на витражи.
- Перед пайкой убедитесь, что части витража хорошо прилегают друг к другу и что стекло чистое.
- Наклейте медную фольгу на края стекла, потому что припой не прилипает к стеклу. Эта фольга должна быть гладкой и ровной, чтобы припой тек равномерно. Зазоры между деталями не нужны, но небольшие зазоры можно заполнить припоем.
- Нанесите небольшое количество флюса, а затем припаяйте каждое соединение, чтобы помочь удерживать их на месте.
- Затем нанесите слой флюса на все швы. Покрытие должно быть ровным и легким, но достаточно, чтобы покрыть всю фольгу.
- Начните пайку примерно в четверти дюйма от края вашей детали.Слегка коснитесь нагретым утюгом медной фольги и введите припой. Переместите утюг и припой по шву фольги. Если паяный шов кажется плоским, попробуйте действовать медленнее и использовать больше припоя. Если он пролился на стекло, попробуйте поскорее. Чтобы понять эту часть правильно, нужна практика.
- Когда закончите с первой стороной, осторожно переверните ее, удерживая за края ближе к середине детали. Нанесите небольшое количество флюса и припаяйте эту сторону.
- Чтобы закончить внешние края, залудите их, убедившись, что вся медная фольга покрыта припоем.В качестве альтернативы вы можете использовать U-образный канал — небольшую U-образную металлическую деталь — для более рамочного вида.
Некоторые другие подсказки включают использование припоя только с твердым сердечником, а не припоя с кислотным сердечником или канифолью, а также недопущение слишком длительного нагревания какой-либо одной области, так как это может привести к разрушению стекла.
4. Как паять украшения
Вы можете паять ювелирные изделия с помощью горелки с открытым пламенем, которая может обеспечивать более высокие температуры, но также можно делать это с помощью паяльника.Точные методы различаются в зависимости от типа изделия, которое вы хотите сделать, и больше возможностей для творчества при пайке украшений. Поищите в Интернете инструкции о том, как создавать определенные изделия или экспериментировать и создавать свои собственные дизайны.
Например, вы можете согнуть серебряную, медную или другую проволоку в форме колец. Вы можете спаять два конца изогнутой проволоки, чтобы создать одно кольцо, или спаять несколько колец вместе, чтобы сделать ожерелье или браслет. Нагрейте провод в том месте, где вы хотите его соединить, а затем нанесите припой.
Некоторые полезные принадлежности для пайки ювелирных изделий включают в себя высококачественные кусачки и вспомогательный инструмент.
Инструменты Weller для пайки
Какой бы тип пайки вы ни выполняли, правильные инструменты и методы имеют решающее значение. Weller предлагает одни из самых качественных, но доступных паяльных инструментов на рынке. WE 1010 идеально подходит для профессионалов начального уровня и любителей. Он обеспечивает максимальную мощность в своем классе, простые в использовании элементы управления и экономичную работу по доступной цене.Изучите наши паяльники, станции и аксессуары на нашем веб-сайте или у дистрибьютора Weller.
Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой фиксирует соединение, поэтому оно не выйдет из строя из-за вибрации или других механических сил.Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов SMT).
Что нужно для пайки электроники?
При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя.
- Проволочный припой, с флюсовым сердечником или без него.
- Флюс, если припой для проволоки не включает сердечник из флюса или если требуется дополнительный флюс.
Что такое паяльник?
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе.В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который нагревает наконечник до температуры пайки, изолированной ручки, позволяющей надежно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к изделию. Он имеет внутреннюю поверхность из меди, которая действует как эффективный и эффективный проводник тепла. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные наконечники, которые представляют собой металлические заглушки, которые упираются в нагревательный элемент, и другие, которые интегрированы с нагревательным элементом в картридж.
Чем отличается паяльник от паяльной станции?
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника.Просто включите или выключите. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Какой припой использовать?
Несмотря на то, что существует большое количество различных типов припоя, в основном вам нужно выбирать между свинцовым или бессвинцовым, диаметром проволоки, флюсового сердечника или сплошной проволоки, а также типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости.Свинец, часто в сочетании с оловом, был основой электронной пайки с момента ее создания. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс быстрее, проще и надежнее. Из-за проблем, связанных с окружающей средой и здоровьем, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои.Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Более низкий нагрев также вызывает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
- Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для сантехники, с припоем, предназначенным для электроники.Проволока для сантехники будет намного толще, диаметром 2 мм и больше. Паяльная проволока для электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Если диаметр проволочного припоя слишком мал, вы пройдете через слишком много припоя. Слишком большой, и может быть трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термического напряжения или даже пайки других компонентов, не связанных с Ваш ремонт.
- Флюсовый сердечник или сплошная проволока — Большинство припоев для проволоки имеют флюсовый сердечник, поэтому флюс автоматически активируется и течет по области пайки, когда припой расплавляется. С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки является хорошим выбором для пайки, когда следует избегать очистки.Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогена» или «без галогена». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Более низкий нагрев также вызывает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли.В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и добавке для пайки. При соединении двух металлических поверхностей вместе с припоем должна быть хорошая металлургическая связь, чтобы паяное соединение не рвалось, а электрическая целостность не колебалась под воздействием механических, температурных и других нагрузок.Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и жала паяльника, который очень важен в процессе пайки.
Какой флюс мне следует использовать?
Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, например 2-х проводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно.Для более сложных методов пайки, таких как пайка протаскиванием нескольких выводов на компоненте для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обрабатывать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?
Флюс можно наносить кислотной кистью или наносить с помощью диспенсера для бутылочек с иглами или диспенсера для ручек. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?
- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проволокой припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что зона контакта и вывод полностью покрыты. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует небольшую пирамидальную форму.
- При необходимости обрежьте провод с помощью ножа для резки свинца. Не обрезайте паяное соединение, это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область средством для удаления флюса.
Сопутствующие товары:
Насколько сильно нагревается паяльник?
600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Как отличить хорошее паяное соединение от плохого?
Осмотрите паяное соединение, чтобы убедиться, что он полностью покрывает контактную поверхность и вывод.На что следует обратить внимание:
- Если это сквозной вывод, отверстие следует заполнить, а паяное соединение образует небольшую пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или перекрывать другие контактные точки / площадки.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим.К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому блеск в этом случае не является хорошим показателем.
Как выбрать лучшее паяльное жало для ремонта печатной платы?
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность. Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения.Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем те, которые подходят для электроники.
Жала паяльника бывают самых разных форм, чтобы облегчить разную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника подходит к острой или круглой плоской поверхности. Размер определяется диаметром конца, поэтому он может составлять от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок. Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, поэтому оно полезно для сквозных паяных соединений.Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса.Фаска может составлять от 1 мм до 4 мм или даже больше.
- Наконечники потока — Наконечник потока похож по конструкции на скошенный наконечник, но вместо плоской поверхности это небольшой выступ или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки волной, как объяснялось выше.
Сопутствующие товары:
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость. Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев также может излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем.Почему припой капает с жала?
Это признак того, что паяльное жало необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!).Когда флюс и окисление накапливаются с течением времени, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет перемещение, чтобы припаять контактные участки так, как вам это может понадобиться.
Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника.Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки Plato). Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла.Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для чистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, так как запеченный флюс будет счищен.Затем сотрите с паяльного жала излишки красителя и залудите заново, используя проволочный припой. Не позволяйте названию ввести вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом. Как только на наконечнике появится точечная коррозия — настоящие дыры в утюге — пора заменить.
Сопутствующие товары:
Что лучше для чистки жала паяльника — латунная «губка» или губка?
Как и все остальное, у каждого есть свои плюсы и минусы:
Латунный очиститель наконечников
- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника термическому удару.
- Con — Абразивен, хотя латунь на конце наконечника мягче железа. Он имеет больше склонности к царапинам на хромированном покрытии, что не позволяет припою намочить наконечник. Это может привести к появлению коррозии под покрытием, что сократит срок службы наконечника.
Не забудьте использовать проталкивающие движения с помощью латунного очистителя наконечников. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка
- Pro — это эффективный и быстрый способ очистки наконечника.Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также для предотвращения выброса расплавленного припоя.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
Следует ли счистить весь припой с жала паяльника после завершения пайки? Обычно перед тем, как положить паяльное жало обратно в держатель, принято протирать его. Это обнажит необработанное железо на рабочем конце наконечника, которое начнет ржаветь на открытом воздухе. Добавьте в смесь остаточный флюс, и у вас будет преждевременно изъеденное паяльное жало. Перед тем, как сделать перерыв или остановиться на день, сотрите остатки флюса и припоя и повторно залудите, нанеся свежий припой на конец наконечника.
Что я могу сделать, чтобы продлить срок службы паяльного жала?
С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокая температура, необходимая для бессвинцовых припоев и флюса, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто наконечники чернеют, припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жалаимеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала).Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии. Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и, в конечном итоге, потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавить огонь
- Правильно очистить наконечник
- Лужить жало паяльника
- Используйте специальные инструменты для очистки
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и влажный (припой не прилипает к нему), это называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку.Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от резких флюсов. Как только флюс проникает через ямы через железное покрытие, наконечник быстро разъедается.
Как избежать коррозии печатной платы после завершения пайки?
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы и чистите плату.В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон / ворса на печатной плате, что может вызвать проблемы в дальнейшем.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных или высоковольтных плат.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке
- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Следите за чистотой и лужением наконечника.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и контактной точке / контактной площадке, пока оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте провода острым ножом для резки свинца и не задевайте паяное соединение.
- Удалите остатки флюса с места пайки с помощью качественного съемника флюса.
Сопутствующие товары:
На этом завершается наше полное руководство по электронной пайке. У вас остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Как паять: 8 шагов (с изображениями)
Пайка — это процесс использования присадочного материала (припоя) для соединения металлических частей вместе. Пайка происходит при относительно низких температурах (около 400 градусов по Фаренгейту) по сравнению с пайкой и сваркой, которые фактически плавят и сплавляют сами материалы при более высоких температурах.При пайке присадочный материал становится жидким, покрывает детали, с которыми он контактирует, а затем ему дают остыть. Когда припой остывает, он затвердевает, и два материала соединяются. Пайка — это быстрый способ соединения многих типов материалов, от медных труб до витражей. Он создает электрически проводящую прочную связь между компонентами, которую можно повторно нагреть (распаять), если вам когда-либо понадобится разъединить два соединенных вместе элемента. Он отлично подходит для соединения электрических компонентов и проводов и используется практически во всем электронном.В этой инструкции я объясняю, как паять основы, которые вы видите в большинстве инструкций: электрические компоненты и провода.
Для получения дополнительной информации и некоторых дополнительных технических характеристик по пайке ознакомьтесь со статьей в Википедии.
Как и многие другие навыки, наличие правильных инструментов для работы влияет на качество выполняемой работы. Когда дело доходит до пайки, вы можете использовать множество необычных инструментов или всего несколько простых вещей, которые вы можете купить в хозяйственном магазине за пару долларов.В этом руководстве я собираюсь использовать несколько различных инструментов для пайки; Есть много способов пайки, и вы должны использовать то, что вам подходит.
Как минимум вам понадобится припой и источник тепла, чтобы расплавить его — желательно что-нибудь маленькое, температура которого может достигать 600-800 градусов по Фаренгейту. Если у вас есть это, вы готовы установить связь. При этом существует широкий спектр паяльных инструментов и аксессуаров, которые могут быть действительно полезны, если вы собираетесь часто паять.Ладада составила хороший список оборудования и источников для покупки инструментов на своем сайте. Я собрал солидный запас паяльных инструментов, совершив набег на паяльную станцию Squid Labs. Вот полный список того, что я использовал …
1. Паяльник
Большинство людей предпочитают использовать паяльник для пайки. Это отличный источник тепла, который быстро нагревается и остывает и может поддерживать довольно постоянную температуру. Паяльники можно купить в разных местах.Я купил некоторые из них в Radioshack — зло, да, но удобно, некоторые из хозяйственных магазинов, некоторые из гаражных распродаж и еще много в розничных магазинах в Интернете. Паяльники малой мощности (15-40 Вт) лучше всего подходят для пайки компонентов на печатных платах, в то время как более мощные (60-140 Вт) паяльники хорошо подходят для соединения более толстых материалов, таких как плетеный провод динамика. Если вы используете слишком мощный паяльник на печатной плате, вы можете повредить компоненты, которые пытаетесь соединить. Мне нравится иметь при себе утюг малой мощности для работы с деталями и утюг высокой мощности, который я могу использовать, когда не слишком обеспокоен воздействием высоких температур на материал, с которым я работаю.Паять толстые провода без мощного паяльника — настоящая боль.
Паяльник на большинстве изображений производства Weller, имеет регулируемую температуру. Это лучшее из обоих миров, поскольку вы можете установить нагрев именно там, где хотите, но это значительно дороже, чем утюги с фиксированной температурой. Если вы собираетесь время от времени паять, это ни в коем случае не обязательно. Любой, кто интересуется модификацией паяльника, должен попробовать паяльник DIY Hot Air от Charper.
2. Припой
Существует множество видов припоя. Они бывают разной толщины: от 0,02 дюйма до действительно толстого материала, который вы использовали бы только на медных трубах с горелкой для бутана. Вы используете тонкий припой для детальной работы, такой как установка резисторов на печатные платы, и более толстый припой для соединения более крупных материалов, таких как провода динамика. .Я использую припой около 0,025 дюйма для большинства работ. Большинство припоев состоит из комбинации олова и свинца — это примерно 60% олова и 40% свинца, в зависимости от того, какой припой вы используете.Недавние международные нормы здравоохранения Японии и ЕС (Калифорния и Нью-Йорк также приняли аналогичную политику) требуют, чтобы свинцовые припои были постепенно исключены из некоторых коммерческих продуктов и заменены бессвинцовой альтернативой. Срок изготовления был в прошлом июле, поэтому мы должны увидеть изменения сейчас. Даже если вы не живете в Калифорнии или Нью-Йорке, все равно стоит держаться подальше от свинцового припоя, поскольку известно, что свинец вызывает все виды неприятных последствий для здоровья, от врожденных дефектов до серьезных нарушений развития и неврологических нарушений.Кроме того, довольно легко найти вещи, не содержащие свинца.
Некоторые припои могут содержать небольшое количество серебра. Это немного повышает температуру плавления, но серебро помогает припою течь и делает соединение более прочным. Если вы беспокоитесь о том, чтобы сжечь все, с чем вы работаете, старайтесь держаться подальше от припоя с серебром в нем, но он работает очень хорошо, если вы просто соединяете провода или что-то, что нелегко повредить. Последнее, что нужно знать о припое, это то, что вы хотите использовать припой с канифольным сердечником.Канифоль действует как флюс при пайке и помогает соединению — это также тот вид, который наиболее легко доступен в хозяйственном магазине и у поставщиков электроники.
3. Жала паяльника
Паяльники поставляются с жалами, поэтому вам не нужно искать специальное, но важно знать разницу между ними и убедиться, что вы используете правильный. наконечник для типа пайки, который вы делаете. Некоторые утюги малой мощности поставляются с коническими заостренными наконечниками для детальной обработки, в то время как большинство утюгов высокой мощности поставляются с более плоским наконечником в виде отвертки, который хорошо работает с проводами.Вы хотите, чтобы ваш наконечник был немного меньше, чем то, что вы паяете, чтобы у вас был хороший контроль над тем, что вы нагреваете, а что оставляете в покое.
4. Держатель паяльника и чистящая губка
Хорошо иметь безопасное место, чтобы положить паяльник между пайкой. Подставка для пайки надежно удерживает утюг и дает вам место для чистки жала. Некоторые паяльники поставляются со своими держателями. Если у вас его нет, вы можете купить или изготовить его. У jaime9999 есть самодельная подставка для паяльника, которую можно купить почти бесплатно.Подставка не обязательна для обучения пайке, но она помогает.
5. Инструменты для работы с проводами
У меня есть запас инструментов, которые я собираю при работе с проводами или электрическими компонентами. Они состоят из кусачков, устройства для зачистки проводов, плоскогубцев и автоматического устройства для зачистки проводов (предоставлено паяльной станцией Squid Labs). Автоматический инструмент для зачистки проводов действительно удобен, если вы собираетесь зачищать много-много проводов. но совсем не обязательно.Я зачистил много-много проводов динамика зубами (не лучшая идея, я знаю, что знаю.)
6. Зажимы для вашей работы
Эти маленькие, часто называемые «третьими руками» или «руками помощи» ребята очень помогают при пайке. Вы должны держать паяльник одной рукой, а паяльную проволоку — другой, так что это действительно помогает иметь что-то еще, чтобы удерживать компоненты, которые вы фактически пытаетесь соединить. Вы можете использовать зажимы из крокодиловой кожи, зажимы или даже какую-то ленту, чтобы удерживать вещи на месте, если вам нужно.Третья рука, как правило, является хорошим вложением, если вы собираетесь регулярно паять, и есть множество инструкций с идеями по их изменению, если вы все же возьмете один. Проверьте: сделайте 3 степени свободы «рукой», чтобы помочь с пайкой / склеиванием, и сделайте свои «руки помощи» в 100 раз более полезными для пайки / склеивания мелких деталей от leevonk для начала.
Если вы хотите создать собственный набор рук помощи, для этого уже есть несколько хороших инструкций.Быстрый помощник для пайки поверхностного монтажа от https://www.instructables.com/member/bikeNomad/bikeNomad, QuickMods — Soldering Arms от Aeshir и Build a Pair of Helping Hands от Джона Отто должны начать работу.
7. Вытяжной вентилятор
Большую часть пайки я выполняю на паяльной станции, оснащенной вытяжным вентилятором. Вдыхать пары припоя — не самая лучшая идея, а при пайке дым действительно образуется. Любой тип вентиляции / вентилятора, который вы можете установить, поможет.Удалите пары наружу или используйте внутренний вентилятор с фильтром, если вы не можете выпустить их на улицу. Вот вытяжка дыма припоя, установленная на окне (не только для автофургонов!), Опубликованная bikeNomad. Также ознакомьтесь с низкотехнологичным, но функциональным экстрактором паров припоя доктора Соломона, если вы хотите построить что-то, что можно было бы разместить прямо на своем столе. Если вы просто выполняете быструю пайку, испарения ни в коем случае не убьют вас. Я определенно выполнил свою долю пайки без вентиляционного отверстия, но любой, кто занимается повторяющейся пайкой, определенно должен взять его или изготовить.
8. Защитные очки
Я никогда раньше не использовал защитные очки при пайке, но, проводя исследование для этого поста, я увидел, что это упоминалось в другом месте, и согласен, что это хорошая идея. Маленькие расплавленные кусочки припоя имеют тенденцию вылетать из паяльного соединения, когда вы вводите припой, и, если бы он попал вам в глаз, это было бы не очень хорошо.
9. Материалы, которые вы хотите соединить вместе
Я просто возился и в основном паял для целей этого руководства, поэтому мои материалы не обязательно что-то делали.Вы можете паять провода, электрические компоненты, такие как резисторы и конденсаторы, схемы, макеты, электроды, небольшие кусочки металла и все, что вы можете придумать. Не знаю, можно ли его паять? Попробуйте — ничего не взорвите.
После того, как я соберу свои инструменты и материалы, мне нравится притвориться, что я пилот, и начать свой контрольный список перед полетом / пайкой.
