Что такое пайка металлов. Какие бывают виды пайки. Как правильно паять разные металлы. Какие инструменты и материалы используются для пайки. Где применяется пайка в промышленности и быту.
Что такое пайка и как она работает
Пайка — это технологический процесс получения неразъемного соединения металлических деталей с помощью расплавленного припоя. Основные особенности пайки:
- Соединяемые детали не плавятся
- Используется дополнительный материал — припой
- Припой имеет более низкую температуру плавления, чем соединяемые металлы
- Припой заполняет зазор между деталями за счет капиллярного эффекта
- При остывании припой кристаллизуется, образуя прочное соединение
Процесс пайки включает следующие этапы:
- Очистка и подготовка поверхностей деталей
- Нанесение флюса для защиты от окисления
- Нагрев места соединения и припоя
- Введение расплавленного припоя в зазор
- Охлаждение и кристаллизация припоя
При правильном выполнении пайка обеспечивает прочное и герметичное соединение деталей.

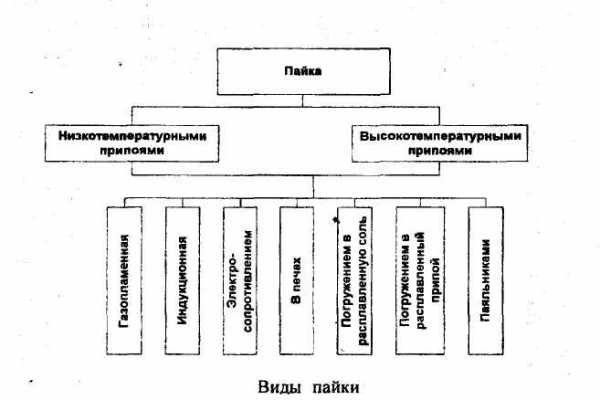
Основные виды пайки металлов
Существует несколько основных видов пайки металлов:
1. Низкотемпературная пайка
Выполняется при температуре до 450°C. Используются легкоплавкие припои на основе олова и свинца. Применяется для соединения тонких деталей, электронных компонентов.
2. Высокотемпературная пайка
Проводится при температуре выше 450°C. Применяются тугоплавкие припои на основе серебра, меди, никеля. Обеспечивает более прочное соединение.
3. Капиллярная пайка
Основана на затекании жидкого припоя в узкие зазоры между деталями за счет капиллярных сил. Позволяет паять сложные конструкции.
4. Контактно-реактивная пайка
Происходит за счет взаимодействия соединяемых металлов с жидкой прослойкой. Обеспечивает высокопрочное соединение.
Инструменты и материалы для пайки
Для выполнения пайки используются следующие основные инструменты и материалы:
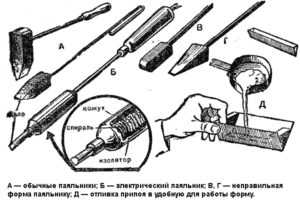
Паяльники
Используются для нагрева места пайки и плавления припоя. Бывают электрические и газовые. Основные типы:
- Обычные электрические паяльники
- Импульсные паяльники
- Паяльные станции с регулировкой температуры
- Газовые паяльники
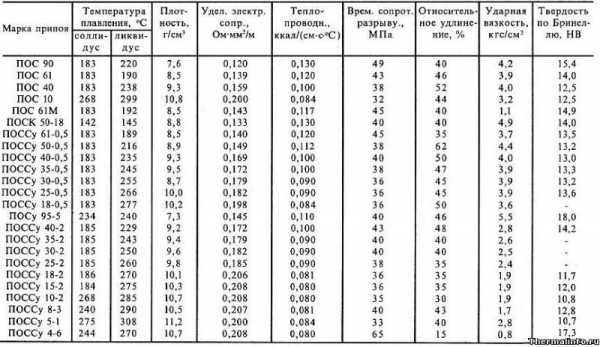
Припои
Металлы или сплавы с низкой температурой плавления. Основные виды припоев:

- Оловянно-свинцовые (ПОС-61, ПОС-40 и др.)
- Серебряные (ПСр-45, ПСр-65 и др.)
- Медно-цинковые (ПМЦ-36, Л-62 и др.)
- Алюминиевые (А34, А5 и др.)
Флюсы
Химически активные вещества для очистки поверхностей и защиты от окисления. Основные виды флюсов:
- Канифоль
- Паяльная кислота
- Паяльная паста
- Активированные флюсы
Технология пайки различных металлов
Процесс пайки имеет свои особенности для разных металлов и сплавов:
Пайка меди и медных сплавов
Медь хорошо поддается пайке благодаря высокой теплопроводности. Основные этапы:
- Очистка поверхностей от оксидной пленки
- Нанесение флюса (канифоль, ортофосфорная кислота)
- Нагрев до 200-350°C
- Нанесение припоя (ПОС-61, ПСр-45)
- Охлаждение и промывка от остатков флюса
Пайка алюминия и его сплавов
Алюминий сложнее паять из-за стойкой оксидной пленки. Технология пайки:
- Тщательная механическая очистка поверхностей
- Обезжиривание ацетоном или спиртом
- Нанесение специального флюса для алюминия
- Нагрев до 350-450°C
- Нанесение алюминиевого припоя
- Быстрое охлаждение
Пайка стали
Сталь хорошо паяется, но требует более высоких температур. Основные этапы:

- Зачистка поверхностей до металлического блеска
- Обезжиривание
- Нанесение флюса (паяльная кислота, бура)
- Нагрев до 800-1000°C
- Нанесение медно-цинкового или серебряного припоя
- Медленное охлаждение
Применение пайки в промышленности и быту
Пайка широко применяется в различных отраслях:
Электроника и приборостроение
Пайка используется для монтажа электронных компонентов на печатные платы, соединения проводов и кабелей. Это основной метод сборки электронной аппаратуры.
Машиностроение
Пайкой соединяют трубопроводы, радиаторы, теплообменники. Паяные соединения применяются в двигателях, коробках передач и других узлах.
Ювелирное дело
Пайка — основной способ соединения деталей ювелирных изделий из драгоценных металлов. Используются специальные припои на основе золота и серебра.
Бытовой ремонт
В быту пайка применяется для ремонта бытовой техники, электропроводки, водопроводных труб, радиаторов отопления и др.
Преимущества и недостатки пайки
Пайка как метод соединения металлов имеет свои плюсы и минусы:
Преимущества пайки:
- Возможность соединения разнородных металлов
- Отсутствие деформации деталей
- Высокая производительность процесса
- Возможность автоматизации
- Герметичность соединений
Недостатки пайки:
- Ограниченная прочность соединения
- Возможность коррозии в месте пайки
- Сложность пайки некоторых металлов (алюминий, титан)
- Необходимость применения флюсов
Несмотря на определенные недостатки, пайка остается одним из основных методов неразъемного соединения металлов благодаря своей универсальности и технологичности.
Безопасность при выполнении пайки
При выполнении пайки необходимо соблюдать следующие правила безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки и перчатки
- Не касаться горячих поверхностей и припоя
- Применять подставку для паяльника
- Не допускать попадания флюса на кожу
- При пайке свинцовыми припоями мыть руки после работы
Соблюдение этих простых правил позволит избежать травм и ожогов при выполнении пайки.
Пайка — это… Что такое Пайка?
Отпайка контакта.Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
См. также
Ссылки
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М. А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
dic.academic.ru
Пайка — это… Что такое Пайка?
ПАЙКА — ПАЙКА, см. паять. | Пай ка, пенз., вместо поди ка. Пайка, пск., твер. головомойка, нагонка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
пайка — Ндп. напайка спайка припайка Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор (см. п.17) и последующей… … Справочник технического переводчика
пайка — ПАЙКА, и, жен. 1. см. паять. 2. Место, где спаяно, припаяно что н. II. ПАЙКА, и, жен. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ПАЙКА 2 — ПАЙКА 2, и, ж. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
пайка — 1. ПАЙКА, и; мн. род. паек, дат. пакам; ж. Техн. 1. к Паять. П. проводов. 2. Запаянное место. На кастрюле была видна п. 2. ПАЙКА, и; мн. род. паек, дат. пайкам; ж. Разг. Часть, доля продукта, выданная по определённой норме (солдатам, заключённым… … Энциклопедический словарь
пайка — паяние; паек, рацион Словарь русских синонимов. пайка сущ., кол во синонимов: 5 • металлообработка (59) • … Словарь синонимов
ПАЙКА — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Современная энциклопедия
ПАЙКА — (паяние) процесс получения неразъемного соединения материалов (стали, чугуна, стекла, графита, керамики и др.), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией. По механизму образования шва различают пайку … Большой Энциклопедический словарь
ПАЙКА 1 — ПАЙКА 1, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Пайка — Пайка: процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже, чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых)… … Официальная терминология
Пайка — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Иллюстрированный энциклопедический словарь
dic.academic.ru
правила процесса, инструмент и паяльные материалы для нее
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).
Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
svaring.com
пайка — это… Что такое пайка?
ПАЙКА — ПАЙКА, см. паять. | Пай ка, пенз., вместо поди ка. Пайка, пск., твер. головомойка, нагонка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
пайка — Ндп. напайка спайка припайка Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор (см. п.17) и последующей… … Справочник технического переводчика
пайка — ПАЙКА, и, жен. 1. см. паять. 2. Место, где спаяно, припаяно что н. II. ПАЙКА, и, жен. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ПАЙКА 2 — ПАЙКА 2, и, ж. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
пайка — 1. ПАЙКА, и; мн. род. паек, дат. пакам; ж. Техн. 1. к Паять. П. проводов. 2. Запаянное место. На кастрюле была видна п. 2. ПАЙКА, и; мн. род. паек, дат. пайкам; ж. Разг. Часть, доля продукта, выданная по определённой норме (солдатам, заключённым… … Энциклопедический словарь
пайка — паяние; паек, рацион Словарь русских синонимов. пайка сущ., кол во синонимов: 5 • металлообработка (59) • … Словарь синонимов
ПАЙКА — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Современная энциклопедия
ПАЙКА — (паяние) процесс получения неразъемного соединения материалов (стали, чугуна, стекла, графита, керамики и др.), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией. По механизму образования шва различают пайку … Большой Энциклопедический словарь
ПАЙКА 1 — ПАЙКА 1, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Пайка — Пайка: процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже, чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых)… … Официальная терминология
Пайка — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Иллюстрированный энциклопедический словарь
russian_argo.academic.ru
Основы пайки. Что такое пайка?
 Пайка – технологическая операция, заключающаяся в соединении твердых металлов с помощью жидкого присадочного металла (припоя). Нормальными условиями для ее реализации является температура меньшая температуры плавления металлов соединяемых в процессе деталей, при этом температура припаиваемого жидкого металла должна быть чуть больше его точки плавления, а температура деталей – равна температуре плавления припоя. Исполнение вышеперечисленных требований гарантирует такую степень подвижности припоя, которая качественно заполнит зазоры и щели между металлами, а также выполнит обтекание их наружных поверхностей.
Пайка – технологическая операция, заключающаяся в соединении твердых металлов с помощью жидкого присадочного металла (припоя). Нормальными условиями для ее реализации является температура меньшая температуры плавления металлов соединяемых в процессе деталей, при этом температура припаиваемого жидкого металла должна быть чуть больше его точки плавления, а температура деталей – равна температуре плавления припоя. Исполнение вышеперечисленных требований гарантирует такую степень подвижности припоя, которая качественно заполнит зазоры и щели между металлами, а также выполнит обтекание их наружных поверхностей.
Мягкая пайка — процедура соединения 2-х деталей припоем, с температурой 450 °С. Данное соединение реализуется методом адгезии
Твердая пайка — процесс соединения деталей с температурой припоя — более 450 °С. Соединение припоя с металлом в таком случае обуславливается 2-мя явлениями: адгезией, диффузией. Также необходимо отметить, что граничная температура 450 °С выбрана условно.
К числу достоинств паяных соединений относят малое расплавление соединяемых деталей, поэтому такие соединения проще поддаются ремонту. Пайка сегодня является одной из основных технологических операций по ремонту и сборке радиоэлектронных схем. Поэтому от качества ее выполнения зависит надежность работы техники.

К числу металлов, которые достаточно хорошо поддаются пайке, относятся медь, алюминий, и пр. Однако при спаивании разнообразных соединений следует производить тщательный подбор флюсов, присадок, припоев, оборудования и методики технологического процесса, поскольку использование каждого металла имеет свои характерные особенности. Медь затрудняет процедуру пайки, ввиду изменения свойств оксидных пленок, которые снижают прочность неразъемного соединения. Пайка алюминия осложняются двумя факторами: во-первых, алюминий также имеет тугоплавкую оксидную пленку, а также он характеризуется высокой теплопроводностью при достаточно низкой теплоемкости и высоком коэффициенте линейного расширения.
Соединение медных одножильных проводников производят в соответствии с технологическим процессом после того, каких концы соединены с двоичной скруткой, так, что в месте соприкосновения проводов появляется желобок. Место нагревают пламенем бензиновой лампы до значения температуры плавления самого припаиваемого металла. После чего необходимо с усилием растереть соединяемые поверхности палочкой, в ходе чего желобок очищается от внешних загрязнений, облуживается по мере нагрева. Таким способом производится запайка всего места соединения.
pue8.ru
пайка — это… Что такое пайка?
3.2 пайка (brazing): Процесс, имеющий широкий диапазон применения, в результате которого осуществляется соединение деталей посредством термического воздействия. При этом не происходит расплавления основного материала, в то время как припой заполняет зазор между соединяемыми деталями по принципу капиллярного эффекта. Данный процесс соединения осуществляется при температуре плавления припоя не менее 450 °С.
2.38. ПАЙКА
Ндп. Напайка
Спайка
Припайка
Образование соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивание припоем, затекания припоя в зазор и последующей его кристаллизации
ГОСТ 17325
ОБЩИЕ ПОНЯТИЯ
1. Пайка
Ндп. Напайка
Спайка
Припайка
D. Löten
E. Brazing; Soldering
Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп. 5 и 18), затекания припоя в зазор (см. п. 17) и последующей его кристаллизации
(Измененная редакция. title=»Изменение № 2, ИУС 4-91″)
3.1 пайка: Процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых) материала(ов) и заполняет узкий зазор между соединяемыми деталями.
Примечания
1 Этот процесс в основном относится к металлам, но может также относиться к неметаллическим материалам. Химический состав припоя всегда отличается от состава соединяемых деталей.
2 Если процесс осуществляется без капиллярного эффекта, то он часто описывается как пайкосварка.
Смотри также родственные термины:
51. Пайка в активной газовой среде
D. Reduktionsgaslöten
E. Brazing in reducing atmosphere
53. Пайка в вакууме
D. Vakuumlöten
E. Vacuum brazing
Бесфлюсовая пайка с применением разреженного газа при давлении ниже 105 Па.
Примечание. Разреженный газ — по ГОСТ 5197-85
52. Пайка в нейтральной газовой среде
D. Schutzgaslöten
E. Brazing in protective atmosphere
Бесфлюсовая пайка с применением инертного газа или газа, нейтрального по отношению к паяемым материалам и припою в диапазоне температур нагрева, выдержки и охлаждения
60. Пайка в печи
D. Ofenlöten
E. Furnace brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется в печи
64. Пайка волной припоя
D. Schwallöten
E. Wave soldering
Пайка, при которой нагрев паяемых материалов, перемещаемых над ванной, и подача припоя к месту соединения осуществляются стоячей волной припоя, возбуждаемой в ванне.
Примечание. Под стоячей волной понимают состояние среды, при котором расположение максимумов и минимумов перемещений колеблющихся точек среды не меняется во времени
3.6.7 пайка деталей с предварительным нанесением припоя: Процесс, во время которого припой наносят на паяемую поверхность до пайки (например, осаждением, электролизом или осаждением из газовой фазы).
3.6.8 В приложении А приведено описание процессов пайки в зависимости от источников энергии, в приложении В приведены перечень эквивалентных терминов процессов пайки на русском, английском и французском языках и алфавитный указатель терминов процессов пайки на русском языке.
73. Пайка инфракрасными лучами
D. Infrarotlöten
E. Infra-red brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется инфракрасными лучами
76. Пайка нагревательными матами
D. Löten mit Wärmeplatten
E. Heated pads brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется тепловыделяющими элементами, вмонтированными в термостойкие гибкие покрывала
66. Пайка нагретым газом
D. Heißgaslöten
E. Hot-gas soldering
Пайка, при которой нагрев паяемых материалов и припоя осуществляется нагретым газом
75. Пайка нагретыми блоками
D. Blocklöten
E. Block brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется контактирующими с ними нагретыми массивными телами
58. Пайка паяльником
D. Kolbenlöten
E. Soldering with soldering iron
Пайка, при которой нагрев паяемых материалов и припоя осуществляется паяльником
3.6.6 пайка погружением: Процесс, во время которого паяемые детали погружают в ванну с расплавленной солью, расплавленным флюсом или расплавленным припоем.
63. Пайка погружением в расплавленную соль
D. Salzbadlöten
E. Saltbathbrazing; Flux-dip brazing
Пайка, при которой нагрев паяемых материалов и припоя осуществляется в ванне с расплавленной солью.
Примечание. Расплавленная соль может быть одновременно паяльным флюсом
62. Пайка погружением в расплавленный припой
D. Tauchlöten
E. Dip brazing (soldering)
Пайка, при которой нагрев паяемых материалов осуществляют в ванне с расплавленным припоем
79. Пайка под давлением
Пайка, при которой паяемые материалы находятся под давлением с целью уменьшения паяльного зазора
42. Пайка расплавлением полуды
Е. Reflow soldering
Пайка предварительно луженых заготовок или изделий без дополнительного введения припоя
3.6.4 пайка с добавлением припоя: Процесс, во время которого детали нагреваются в зоне соединения до температуры пайки и припой доводится до температуры плавления, главным образом, благодаря контакту с паяемыми деталями.
3.6.5 пайка с предварительной укладкой припоя: Процесс, во время которого припой помещают в область соединения до нагрева, а затем нагревают до температуры пайки вместе с паяемыми деталями.
72. Пайка световыми лучами
D. Lichtstrahllöten
E. Light rays brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется световыми лучами
70. Пайка тлеющим разрядом
Пайка, при которой нагрев паяемых материалов и припоя осуществляется тлеющим разрядом
71. Пайка электросопротивлением
D. Widerstandslöten
E. Resistance brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется пропусканием через них электрического тока
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
normative_reference_dictionary.academic.ru
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
 Как правильно паять
Как правильно паятьЧто такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
