Что такое пайка и где она применяется. Какие инструменты нужны для пайки. Как правильно и безопасно паять. Какие виды пайки существуют. Как выбрать припой и флюс.
Что такое пайка и где она применяется в электронике
Пайка — это процесс соединения металлических деталей с помощью расплавленного припоя. В электронике пайка широко используется для создания электрических соединений между компонентами на печатных платах. Основные области применения пайки в электронике:
- Монтаж электронных компонентов на печатные платы
- Соединение проводов и кабелей
- Ремонт электронных устройств
- Прототипирование электронных схем
- Изготовление антенн и высокочастотных цепей
Пайка обеспечивает надежное механическое и электрическое соединение, которое при правильном выполнении может служить долгие годы. Это делает ее незаменимой технологией в производстве электроники.
Основные инструменты и материалы для пайки
Для выполнения пайки требуется минимальный набор инструментов и материалов:

- Паяльник — основной инструмент, нагревающий припой
- Припой — легкоплавкий металлический сплав для создания соединений
- Флюс — вещество для очистки поверхностей от оксидов
- Подставка для паяльника
- Губка для очистки жала паяльника
- Пинцет для удержания мелких деталей
- Кусачки для обрезки выводов
Какой паяльник выбрать для начинающих? Оптимальным вариантом будет простой паяльник мощностью 25-40 Вт с регулировкой температуры. Он подойдет для большинства базовых задач пайки в электронике.
Техника безопасности при пайке
Пайка связана с высокими температурами и вредными испарениями, поэтому важно соблюдать правила безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки
- Не прикасаться к нагретым частям паяльника
- Держать паяльник на подставке, когда он не используется
- Мыть руки после работы с припоем
- Не допускать попадания припоя и флюса в рот
- Использовать вытяжку при длительной пайке
Соблюдение этих простых правил позволит избежать ожогов и вредного воздействия паров припоя и флюса на организм.

Виды пайки в электронике
В электронике применяются различные виды пайки в зависимости от типа монтажа компонентов:
Пайка монтажа в отверстия (THT)
Классический метод, при котором выводы компонентов вставляются в отверстия в плате и припаиваются с обратной стороны. Обеспечивает прочное механическое крепление.
Поверхностный монтаж (SMT)
Компоненты припаиваются непосредственно к контактным площадкам на поверхности платы. Позволяет создавать более компактные устройства.
Пайка BGA-компонентов
Специальный метод для микросхем в корпусах BGA с матрицей шариковых выводов. Требует специального оборудования.
Пайка гибких плат
Выбор припоя и флюса для пайки
Правильный выбор припоя и флюса критически важен для качественной пайки. Основные виды припоев:
- Оловянно-свинцовые (60/40, 63/37) — классические, но содержат вредный свинец
- Бессвинцовые (SAC305, SN100C) — экологичные, но требуют более высокой температуры
- С серебром — для пайки серебросодержащих покрытий
Флюсы бывают следующих типов:

- Канифольные — универсальные, но требуют отмывки
- Безотмывочные — не требуют очистки после пайки
- Водосмываемые — легко удаляются водой
- Активированные — для трудно паяемых поверхностей
Для начинающих оптимально использовать припой 60/40 с канифольным флюсом. Это классическое сочетание подходит для большинства задач.
Основные этапы процесса пайки
Процесс пайки состоит из нескольких последовательных этапов:
- Подготовка поверхностей — очистка от загрязнений и оксидов
- Нанесение флюса на места пайки
- Прогрев соединяемых деталей паяльником
- Подача припоя в зону нагрева
- Формирование галтели припоя
- Охлаждение соединения
- Проверка качества пайки
Ключевой момент — правильный прогрев деталей. Припой должен растекаться под действием капиллярных сил, а не просто лежать на поверхности.
Типичные ошибки при пайке и способы их устранения
Даже опытные монтажники иногда допускают ошибки при пайке. Вот наиболее распространенные проблемы и способы их решения:
- Холодная пайка — недостаточный прогрев. Решение: увеличить время нагрева
- Перегрев компонента — слишком долгий нагрев. Решение: использовать теплоотвод
- Шарики припоя — грязная поверхность. Решение: тщательно очистить и обезжирить
- Отслоение дорожек — перегрев платы. Решение: уменьшить температуру пайки
- Избыток припоя — подано слишком много. Решение: удалить излишки оплеткой
При возникновении проблем важно выявить причину и скорректировать технику пайки. С опытом количество ошибок будет уменьшаться.

Пайка — Национальная сборная Worldskills Россия
“
А теперь давайте познакомимся с одним из самых сложных процессов в электрике и авионике — пайкой. Этот процесс позволяет соединить как разнородные металлы, так и металлы с неметаллами, например, с графитом, ферритами и керамикой.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Образование соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры их плавления, смачивания припоем, затекания припоя в зазор и последующей его кристаллизации
Металл или сплав с температурой плавления ниже температуры плавления паяемых материалов
Материал для удаления оксидов с поверхности паяемого материала и припоя и предотвращения их образования в процессе пайки
Видеолекция
Конспект
Техника безопасности
Пайка — это работа с разогретым до жидкого состояния металлом, поэтому очень важно соблюдать технику безопасности.
- Наденьте спецодежду и защитите глаза очками
- Используйте вытяжку
- Не ставьте быстровоспламеняющиеся предметы или жидкости вблизи нагревательных элементов паяльной станции
Подготовка к работе
Перед началом работы необходимо подготовить рабочее место: убрать лишние предметы, проверить исправность инструмента и дату последнего освидетельствования, намочить водой очищающую губку и выставить температуру, соответствующую выбранному припою
Важно
Температура нагрева деталей должна быть на 40−80 °С больше температуры плавления припоя. А температура наконечника паяльника должна быть на 20−40 °С выше температуры нагрева деталей
После завершения нагрева необходимо окунуть паяльник во флюс и очистить жало о специальную губку
Необходимо также изучить инструкцию по использованию оборудования, проверить его работоспособность и срок годности флюса
Следующий шаг — подготовить провода и конструктивные элементы для пайки: лампы, электросоединители, клеммные колодки или другие
Перед пайкой нужно снять изоляцию с проводов и зачистить провода
Перед пайкой важно также обезжирить все детали. Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
После обезжиривания следует облуживание провода. Нужно нанести достаточно припоя, чтобы покрыть все жилы провода, при этом структура провода должна просматриваться. Теперь можем приступать к работе!
Пайка ламп
Процесс пайки к контакту лампочки осуществляется двумя способами:
- пайка крючком
- пайка приложением к контактной пластине
В первом случае форма провода создается заранее, а во втором форма контактной части образуется непосредственно на контактной клемме
Важно
Для пайки электронных компонентов нельзя использовать активные (кислотные) флюсы. Используйте флюсы на водной или спиртовой основе
Чтобы не повредить изоляцию провода, необходимо использовать теплоотводящий пинцет. После того, как соединение деталей выполнено, очищаем детали от излишка флюса
Рекомендация
Если припой в месте соединения имеет зеркальный однородный оттенок, вы все сделали правильно
Пайка клеммных колодок
Процесс пайки к контакту клеммной колодки осуществляется двумя способами:
- пайка крючком
- пайка S- образным изгибом жилы провода
Первым делом необходимо закрепить клеммную колодку в поворотные тиски. Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Пайка проводов к клеммной колодке проводится по рядам контактов, начиная с нижнего ряда и в направлении слева направо
Рекомендация
Паяная поверхность монтажных соединений должна быть блестящей или матовой без темных пятен, трещин или других посторонних элементов. Припой должен заливать место соединения со всех сторон
По окончании процесса необходимо промыть паяное соединение и надвинуть на контакты изоляционные трубки
Пайка электросоединителей
Первым делом необходимо закрепить электросоединитель в поворотные тиски.
Процесс пайки будет следующим:
Заполняем «чашу» припоем
Нагреваем заполненный припоем контакт до его полного расплавления
Вводим до упора в дно предварительно облуженный провод
Прогреваем паяльником контакт до полного растекания припоя по поверхности спая и образования галтелей
Важно
Площадь калибра проводов, подводимых к контактам соединителей, не должна превышать их площади сечения. Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
По окончании процесса необходимо промыть паяное соединение и проверить качество пайки
“
Как видите, пайка — это сложный, но увлекательный процесс, в котором мастерство достигается путем постоянных тренировок и практик. А теперь предлагаем проверить полученные знания с помощью теста!
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Больше температуры плавления припоя
Меньше температуры плавления припоя
Должна равняться температуре плавления припоя
| Дальше |
| Проверить |
| Узнать результат |
Фиксатор
Малярную ленту
Термоусадочные трубки
| Дальше |
| Проверить |
| Узнать результат |
Начиная с верхнего ряда, слева направо
Начиная с нижнего ряда, справа налево
Начиная с нижнего ряда, слева направо
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
| 59134 | ПМ 1.5–4ПМ 1.5–4 (КВТ) | 35 |
1.5 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 59135 | ПМ 1.5–5ПМ 1.5–5 (КВТ) | 35 |
1.5 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48877 | ПМ 2. 5–4ПМ 2.5–4
(КВТ) 5–4ПМ 2.5–4
(КВТ)
|
35 |
2.5 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48878 | ПМ 2.5–5ПМ 2.5–5 (КВТ) | 35 |
2.5 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 66616 | ПМ 2.5–6ПМ 2.5–6 (КВТ) | 35 |
2.5 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48879 | ПМ 4–5ПМ 4–5 (КВТ) | 35 |
4 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 83597 | ПМ 4-6ПМ 4-6 (КВТ) | 35 |
4 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 47862 | ПМ 6–5ПМ 6–5 (КВТ) | 35 |
6 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48880 | ПМ 6–6ПМ 6–6 (КВТ) | 35 |
6 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 66617 | ПМ 6–8ПМ 6–8 (КВТ) | 35 |
6 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48881 | ПМ 10–6ПМ 10–6 (КВТ) | 35 |
10 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48882 | ПМ 10–8ПМ 10–8 (КВТ) |
35 |
10 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 42414 | ПМ 16–6ПМ 16–6 (КВТ) | 35 |
16 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48883 | ПМ 16–8ПМ 16–8 (КВТ) | 35 |
16 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 66618 | ПМ 16–10ПМ 16–10 (КВТ) | 35 |
16 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48884 | ПМ 25–8ПМ 25–8 (КВТ) | 35 |
25 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 83598 | ПМ 25-10ПМ 25-10 (КВТ) | 35 |
25 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 42781 | ПМ 35–8ПМ 35–8 (КВТ) | 35 |
35 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48885 | ПМ 35–10ПМ 35–10 (КВТ) | 35 |
35 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 41905 | ПМ 50–8ПМ 50–8 (КВТ) | 35 |
50 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 48886 | ПМ 50–10ПМ 50–10 (КВТ) | 35 |
50 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 40844 | ПМ 70–10ПМ 70–10 (КВТ) | 35 |
70 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 40845 | ПМ 95–10ПМ 95–10 (КВТ) | 35 |
95 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 40846 | ПМ 120–10ПМ 120–10 (КВТ) | 35 |
120 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 40847 | ПМ 150–12ПМ 150–12 (КВТ) | 35 |
150 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
| 40848 | ПМ 185–12ПМ 185–12 (КВТ) | 35 |
185 |
1/ 2/ 3/ 4/ 5/ 6 |
гальваническое лужение |
медь |
пайка/ опрессовка |
Навыки пайки — iFixit
Впервые использованная во втором поколении компьютеров еще в 1950-х годах, пайка сквозных отверстий является простейшей формой пайки, при которой выводы компонентов вставляются в сквозные отверстия с покрытием (PTH).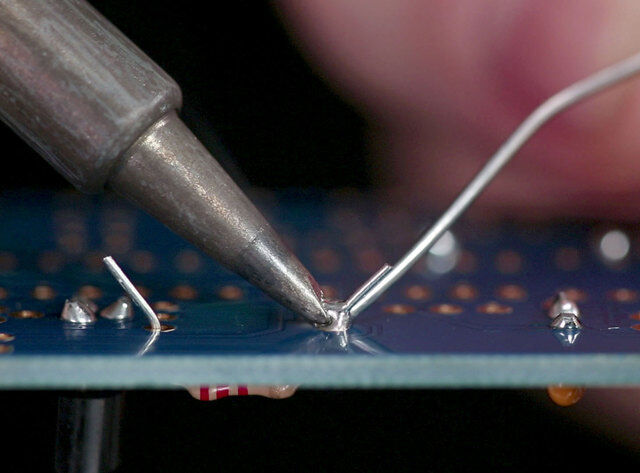 Затем выводы припаиваются к контактным площадкам на противоположной стороне PTH.
Затем выводы припаиваются к контактным площадкам на противоположной стороне PTH.
Хотя он обеспечивает очень прочное механическое соединение, сверление дополнительных отверстий в печатных платах делает его намного более дорогим, чем другие методы, такие как поверхностный монтаж.
Пайка может быть опасной, если не соблюдать несколько основных правил техники безопасности. Вы работаете с инструментами, которые являются горячими и расплавленными металлами. Ты хочешь убедиться, что не обожжешься. Рекомендуется не носить свободную одежду, которая может мешать вам во время работы, а также завязывать волосы сзади, если они длинные. Также важно мыть руки после пайки. Некоторые припои содержат свинец, и вы не хотите его есть.
Четыре основных правила безопасности:
- Утюг горячий.
- Дым не веселый. Работайте в хорошо проветриваемом помещении.
- Всегда надевайте защитные очки. Летающий расплавленный свинец причиняет боль.
- Мойте эти свинцовые руки после пайки, прежде чем прикасаться к лицу или есть.

Для пайки требуется совсем немного основного оборудования. Вам понадобится паяльник, чтобы нагреть припой, подставка для утюга, чтобы поставить утюг, чтобы он не обжег стол, и припой.
Паяльник представляет собой инструмент в форме ручки с тонким наконечником, который нагревается. Одним из способов измерения паяльников является мощность. Для основной пайки без проблем подойдет паяльник мощностью от 25 до 50 Вт. Большинство утюгов представляют собой простые модели с одной температурой, но также можно купить усовершенствованные паяльные станции, где вы можете напрямую устанавливать температуру жала с помощью циферблата или ручки.
Подставка для паяльника используется для того, чтобы горячий наконечник паяльника не обжег стол или рабочую поверхность, когда вы кладете паяльник. Они часто входят в комплект паяльников более высокого класса, но для большинства бюджетных моделей их необходимо приобретать отдельно.
Существует множество различных видов припоя. Самый простой тип припоя – порошковый припой 60/40. Этот припой состоит из 60% олова и 40% свинца. Этот вид припоя недорог и с ним легко работать, однако он содержит свинец, с которым может быть опасно работать, если вы не соблюдаете надлежащие меры безопасности.
Самый простой тип припоя – порошковый припой 60/40. Этот припой состоит из 60% олова и 40% свинца. Этот вид припоя недорог и с ним легко работать, однако он содержит свинец, с которым может быть опасно работать, если вы не соблюдаете надлежащие меры безопасности.
Альтернативой свинцовому припою является бессвинцовый припой. С таким припоем труднее работать, но он более безопасен для окружающей среды.
Для тех, кто только начинает и учится паять, использование свинцового припоя будет намного проще.
Теперь мы переходим к самой интересной части, собственно к пайке. Первое, что нужно сделать, это разместить деталь на печатной плате. Убедитесь, что плата и деталь чистые. Любая грязь или мусор на плате или проводе не позволит припою правильно прилипнуть ко всему. Также может быть полезно использовать небольшой кусочек малярной ленты или изоленты, чтобы прикрепить деталь к плате. Вам не нужно делать это все время, но если у вас есть проблемы с тем, чтобы какая-то конкретная часть оставалась на месте, это может немного помочь. Наконец, дважды проверьте, что деталь, которую вы припаиваете, находится в правильном месте на вашей печатной плате и в правильной ориентации. Некоторые детали, такие как конденсаторы, диоды, транзисторы и интегральные схемы, либо не будут работать, либо будут повреждены, если они установлены неправильно.
Наконец, дважды проверьте, что деталь, которую вы припаиваете, находится в правильном месте на вашей печатной плате и в правильной ориентации. Некоторые детали, такие как конденсаторы, диоды, транзисторы и интегральные схемы, либо не будут работать, либо будут повреждены, если они установлены неправильно.
Возьмите утюг в одну руку, а припой в другую. Когда я паю, я держу утюг в своей доминирующей руке, но вы должны попробовать каждый способ, чтобы понять, что вам больше нравится. Добавьте немного припоя на жало паяльника. Это называется «лужение» утюга, и оно помогает защитить наконечник утюга, а также улучшает передачу тепла. Прикоснитесь утюгом к соединению, которое вы паяете, убедившись, что оно касается как медной площадки на плате, так и вывода на детали. Идея состоит в том, чтобы нагреть каждую часть соединения до одинаковой температуры, чтобы припой равномерно проник во все крошечные пространства. Через одну-две секунды медленно введите припой в соединение. Если соединение достаточно горячее, припой должен расплавиться и затечь в соединение. Вам нужно добавить всего несколько миллиметров припоя, так что не сходите с ума. Как только вы добавите припой, медленно оттяните паяльник от соединения, протрите жало влажной губкой и поместите паяльник в держатель.
Вам нужно добавить всего несколько миллиметров припоя, так что не сходите с ума. Как только вы добавите припой, медленно оттяните паяльник от соединения, протрите жало влажной губкой и поместите паяльник в держатель.
Правильно выполненное паяное соединение должно выглядеть как конус с прямыми сторонами. Если они искривляются, значит, на стыке недостаточно припоя, и вам следует добавить еще немного. Если он выпирает, значит, слишком много припоя. В этом случае лучше всего распаять соединение с помощью оплетки и повторить попытку. Соединение также должно быть блестящим. Если это не так, то соединение недостаточно нагрелось при расплавлении. Способ решить эту проблему — разогреть соединение и повторить попытку.
Если у вас есть косяк, который выглядит хорошо, все! Продолжайте припаивать все остальные детали к плате, и вы уже на пути к работающему проекту электроники.
- Пайрьба-это простой комикс (PDF)
- Паяль-легкий комикс многоязычный
- Wikipedia: Town-Hole Technology
- NASA: Сквозь hole Soldering Workshphy
- NASA: Сквозь спиндеры.
 Департамент инженерной безопасности и охраны труда
Департамент инженерной безопасности и охраны труда Перед началом работы прочтите оценки рисков и информацию о химической безопасности. Они должны быть легко доступны с паяльной станции.
Убедитесь, что вы знаете состав припоя, это не всегда видно на этикетке катушки . Если сомневаетесь, спросите.
Паяльник
- Никогда не прикасайтесь к элементу паяльника….400°C!
- Держите нагреваемые провода пинцетом или зажимами.
- Держите чистящую губку влажной во время использования.
- Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол.
- Выключайте устройство и отключайте его от сети, когда оно не используется.
Припой, флюс и очистители
- Наденьте защитные очки. Припой может «плеваться».
- По возможности используйте припои, не содержащие смолы и свинца.
- Храните чистящие растворители в бутылях-дозаторах.

- Всегда мойте руки водой с мылом после пайки.
Воздействие свинца
- Свинец может привести к серьезным хроническим последствиям для здоровья. Воздействие в первую очередь будет происходить при случайном проглатывании через кожу, надевайте перчатки при непосредственном контакте с припоем. При пайке может образовываться ограниченное количество дыма.
Канифоль экспозиция
- Канифоль (кифаль, эрсин) представляет собой смолу, содержащуюся в флюсе для припоя. Флюс образует видимые пары, видимые во время пайки. Воздействие канифоли может вызвать раздражение глаз, горла и легких, кровотечение из носа и головные боли. Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .
Защита от дыма
- Пайка с использованием канифоли разрешается только в строго контролируемых условиях после обсуждения с отделом безопасности при отсутствии эффективной альтернативы .
 Вытяжка дыма должна осуществляться через закрытый колпак (предпочтительно) или через наконечник. В идеале они должны выходить наружу. Устройства для вытяжки наконечников, в которых используются коробки с фильтрами, должны включать как фильтры с активированным углем, так и фильтры HEPA.
Вытяжка дыма должна осуществляться через закрытый колпак (предпочтительно) или через наконечник. В идеале они должны выходить наружу. Устройства для вытяжки наконечников, в которых используются коробки с фильтрами, должны включать как фильтры с активированным углем, так и фильтры HEPA. - Настольные вытяжные системы с фильтрами можно использовать для пайки без канифоли в хорошо проветриваемых помещениях (например, в больших рабочих помещениях или с механическим воздухообменом). Их размещение важно для производительности, если есть сомнения, спросите.
- Все вытяжные системы следует проверять не реже одного раза в год и обслуживать (т. е. регулярно менять фильтры). Ведите журнал изменений фильтра или отмечайте дату на фильтре/системе.
- Не припаивайте, если экстракт не работает должным образом, и немедленно сообщите об этом.
Обучение и контроль
- Начальники/линейные руководители должны информировать пользователей о рисках, связанных с пайкой.

- Руководители/линейные руководители должны обеспечить наличие и работу средств контроля и их правильное использование.
- Все пайщики должны пройти обучение и должным образом контролироваться.
Медицинский надзор
- Все, кто паяет часто (т.е. чаще одного раза в неделю) и любой с использованием припоев, содержащих канифоль, следует направлять в отдел безопасности для наблюдения за состоянием здоровья.
Электрическая безопасность
- Не используйте паяльники с очевидными повреждениями корпуса, кабеля или вилки.
- Все паяльники должны пройти испытания на электробезопасность (PAT) в течение последних двенадцати месяцев. Если нет, свяжитесь с местным представителем BOC.
- Держите паяльную станцию подальше от электрических кабелей, чтобы не повредить ее нагретым жалом.
- Используйте заземленную розетку и штырь заземления, если возможно короткое замыкание.
Противопожарная защита
- Работа на огнеупорной или огнеупорной поверхности.

