Как припаять провода без паяльника. Какие материалы и инструменты нужны для пайки без паяльника. Какие альтернативные методы можно использовать для соединения проводов. Как сделать самодельный паяльник в домашних условиях.
Альтернативные способы пайки проводов без паяльника
Когда под рукой нет паяльника, но нужно срочно соединить провода, можно воспользоваться несколькими альтернативными методами:
- Лужение и нагрев пламенем
- Использование паяльной пасты
- Пайка в желобе из фольги
- Применение самодельного паяльника
Рассмотрим эти способы подробнее.
Лужение и пайка проводов с помощью пламени
Один из самых простых методов пайки без паяльника — это предварительное лужение проводов и последующий их нагрев пламенем. Для этого потребуются:
- Припой ПОС-60 или аналогичный
- Канифоль
- Зажигалка или свеча
- Плоскогубцы
Процесс пайки включает следующие этапы:
- Зачистите концы проводов от изоляции на 2-3 см
- Расплавьте немного припоя и канифоли в металлической емкости
- Окуните зачищенные концы сначала в канифоль, затем в припой
- Скрутите залуженные концы плоскогубцами
- Нагрейте место соединения пламенем до расплавления припоя
- Дайте остыть и заизолируйте соединение
Этим методом можно паять провода сечением до 0,75-1 мм². Для более толстых проводов может понадобиться дополнительный припой.

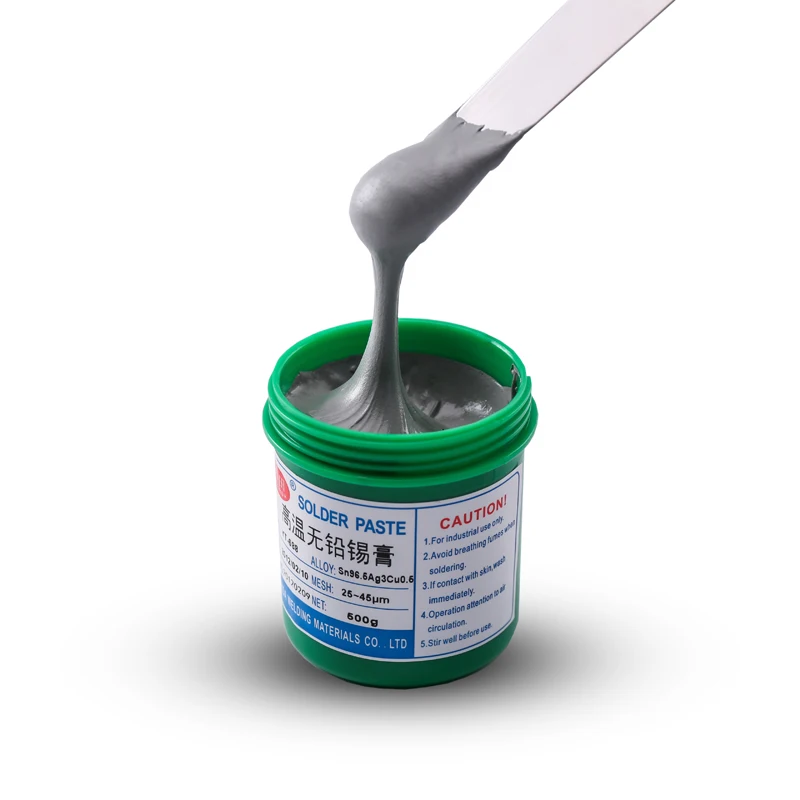
Использование паяльной пасты для пайки
Паяльная паста — это смесь мелких частиц припоя с флюсом. Она позволяет паять без паяльника, используя только источник нагрева. Процесс пайки с пастой следующий:
- Зачистите и обезжирьте места соединения
- Нанесите тонкий слой пасты кисточкой
- Соедините провода
- Нагрейте место пайки пламенем до расплавления пасты
- Дайте остыть и удалите излишки флюса
Паяльная паста удобна тем, что содержит и припой, и флюс в нужной пропорции. Ее можно купить готовую или приготовить самостоятельно.
Пайка проводов в желобе из фольги
Этот метод подходит для пайки более толстых проводов — до 2-3 мм в диаметре. Для него понадобится:
- Алюминиевая фольга
- Припой и канифоль
- Зажигалка или горелка
Процесс пайки следующий:
- Сделайте из фольги желобок по размеру проводов
- Уложите в него скрученные провода
- Насыпьте сверху мелкие кусочки припоя и канифоли
- Закройте желобок, обернув фольгу
- Нагрейте получившуюся конструкцию до расплавления припоя
- Дайте остыть и снимите фольгу
Этот способ позволяет получить надежное соединение даже толстых проводов без использования паяльника.
Как сделать простой самодельный паяльник
При отсутствии паяльника можно сделать его простой аналог из подручных материалов:
- Медный провод диаметром 3-5 мм и длиной 10-15 см
- Деревянная ручка или кусок изоляции
- Источник пламени (газовая горелка, спиртовка)
Процесс изготовления:
- Заточите один конец медного провода в виде лопатки
- Другой конец зафиксируйте в ручке
- Нагрейте рабочий конец на пламени до красного цвета
- Залудите его, окунув в канифоль и припой
Таким самодельным паяльником можно работать, периодически подогревая его на пламени. Это позволит паять в полевых условиях при отсутствии электричества.
Рекомендации по пайке без паяльника
При использовании альтернативных методов пайки важно соблюдать следующие правила:
- Тщательно зачищайте и обезжиривайте места соединений
- Используйте качественные припои и флюсы
- Не перегревайте детали при нагреве открытым пламенем
- После пайки обязательно изолируйте соединение
- Соблюдайте меры пожарной безопасности при работе с открытым огнем
Следуя этим рекомендациям, можно получить надежное соединение проводов даже без использования паяльника.

Когда лучше использовать паяльник
Несмотря на возможность пайки альтернативными методами, в некоторых случаях все же лучше использовать паяльник:
- При пайке мелких радиодеталей
- Для работы с печатными платами
- При необходимости частой пайки
- Для получения аккуратных и надежных соединений
Поэтому рекомендуется иметь в домашней мастерской хотя бы простой паяльник. Это значительно упростит многие ремонтные работы.
Заключение
Пайка без паяльника вполне возможна при использовании альтернативных методов. Это может выручить в экстренной ситуации, когда нет возможности воспользоваться обычным паяльником. Однако для регулярных работ по пайке все же рекомендуется приобрести качественный паяльник — это сделает процесс более удобным и надежным.
Паста для пайки проводов без паяльника
Пайка — дело нехитрое, поэтому многие могут ее сделать, даже ни разу не держав паяльник в руках. Но бывают такие моменты, когда этого приспособления рядом нет, а припаять что-либо нужно. Вот здесь и встаёт дилемма, как спаять без паяльника, да и можно ли вообще осуществить подобную процедуру, не имея в наличии нужного инструмента или возможности им воспользоваться.
Спаивание без помощи паяльника
У многих в жизни случались моменты, когда обрывался или переламывался провод в зарядке, наушниках, блоке питания от ноутбука или где-либо ещё. Что же в таком случае можно сделать? Как помочь самому себе устранить неисправность хотя бы временно, пока не получится решить проблему более рациональным и надёжным способом?
Как оказывается, нет ничего невозможного. Запаять без паяльника можно. В самых непредсказуемых ситуациях всегда есть возможность решить возникшую проблему подручными способами.
Безусловно, пайка без паяльника подразумевает наличие самого примитивного инструмента и припоя. Хорошо, если при этом есть ещё канифоль либо кислота, хотя в крайнем случае подойдёт просто таблетка аспирина. Из инструментов можно выделить:
Хорошо, если при этом есть ещё канифоль либо кислота, хотя в крайнем случае подойдёт просто таблетка аспирина. Из инструментов можно выделить:
- плоскогубцы;
- нож;
- фольгу;
- ткань;
- паяльную пасту;
- напильник или крупную наждачную бумагу;
- источник огня.
Всё это вместе иметь совсем необязательно. Некоторые инструменты вполне можно заменить тем, что есть под рукой. Вместо напильника разрешается взять нож, а палочки нужной формы с успехом помогут заменить плоскогубцы. Главное здесь — включить фантазию.
Какая бы поверхность ни предлагалась для пайки, необходимо её подготовить, то есть залудить. Это позволит надёжнее соединить между собой детали, а также сильно упростит сам процесс. Для работы понадобятся канифоль (или паяльная кислота) и олово.
Чтобы провести процесс лужения, понадобится ёмкость, где будут расплавлены припой и канифоль. В качестве неё можно использовать крышку от железных банок, металлическую маленькую коробочку или что-то похожее на корытце. Сюда с помощью напильника или наждачной бумаги натирают стружку олова. Хорошо, если имеется оловянно-свинцовый припой — с ним работать удобнее. Если же его нет, то придётся использовать канифоль или кислоту.
Сюда с помощью напильника или наждачной бумаги натирают стружку олова. Хорошо, если имеется оловянно-свинцовый припой — с ним работать удобнее. Если же его нет, то придётся использовать канифоль или кислоту.
С кислотой всё понятно, достаточно просто погрузить в неё зачищенный край провода, после чего продолжать действия по пайке. С канифолью придётся проделать то же, что и с оловом, только стачивать напильником её совсем необязательно. Её куски могут быть крупными, так как температура плавления канифоли значительно меньше, чем у олова, поэтому даже большие кусочки успеют расплавиться до момента плавления металла.
Ёмкость нужно держать над источником огня до тех пор, пока олово полностью не расплавится. Далее оголённые или зачищенные концы провода помещаются сначала в канифоль, а после этого — в расплавленное олово. Когда результат будет удовлетворительным, то есть оголённый провод хорошо покроется слоем металла, ёмкость можно отставить в сторонку.
Если же необходимо залудить деталь плоской формы, то алгоритм действий будет немного другим. Здесь мелкую стружку олова и канифоль насыпают непосредственно на поверхность детали. Далее производится разогрев этой детали, в результате чего расплавленное олово равномерно её покроет. Лишнее убирается тряпкой или наждачной бумагой.
Здесь мелкую стружку олова и канифоль насыпают непосредственно на поверхность детали. Далее производится разогрев этой детали, в результате чего расплавленное олово равномерно её покроет. Лишнее убирается тряпкой или наждачной бумагой.
Не стоит забывать, что при работе с огнём железные детали будут разогреваться, поэтому брать их нужно плоскогубцами или тряпкой, чтобы не получить ожоги. Элементарную технику безопасности никто не отменял.
Чтобы спаять медные провода небольшого сечения без паяльника, никаких сложных действий проводить не потребуется. Достаточно просто скрутить уже залуженные концы провода между собой, после чего спичкой, зажигалкой или другим направленным пламенем их хорошо разогреть. Припоя, оставшегося на волосках при залуживании, вполне хватит, чтобы они намертво соединились между собой. После этого важно не забыть заизолировать оголённые участки изолентой, горячим клеем или другим доступным способом.
Провода большего сечения (до 2 мм) можно припаять аналогичным способом. Если припоя от лужения недостаточно, тогда стружку олова аккуратно располагают на скрутке, после чего также разогревают спаиваемый участок. Когда олово расплавится и заполнит собой все пустоты между волосками провода, пайку можно прекращать. Но не нужно забывать оголённое место заизолировать.
Если припоя от лужения недостаточно, тогда стружку олова аккуратно располагают на скрутке, после чего также разогревают спаиваемый участок. Когда олово расплавится и заполнит собой все пустоты между волосками провода, пайку можно прекращать. Но не нужно забывать оголённое место заизолировать.
Если необходимо припаять провод к плоской детали или соединить между собой две части плоской формы, то на залуженное место нужно насыпать измельчённый припой, после чего приложить провод и разогреть детали до полного расплавления олова. В случае с двумя плоскими деталями залуженную поверхность также покрывают кусочками олова, приставляют другую плоскую деталь, сжимают их и разогревают.
Соединение с помощью желобка
Можно паять без паяльника ещё одним интересным способом. Для его осуществления необходим небольшой кусочек плотной фольги. Такой метод позволяет спаивать довольно толстые провода сечением до 3 миллиметров. Интересен этот способ и тем, что не требует предварительного залуживания.
Для начала необходимо зачистить концы проводов примерно на 30 мм, оголённые части надёжно между собой скрутить. Теперь из фольги вырезается небольшой прямоугольник такого размера, чтобы подготовленные кончики могли полностью быть покрыты ею. На провода фольгу накручивают в виде воронки, в которую засыпают мелкие кусочки канифоли и стружку олова. Концы желобка закручиваются, чтобы содержимое не высыпалось.
Теперь полученную конструкцию предстоит нагреть, пока олово и канифоль не расплавятся. После этого останется лишь подождать, когда спаянные детали остынут. Остатки фольги снимают, при необходимости обрабатывают место спая напильником, надфилем или наждачной шкуркой. Такой способ отлично подойдёт, когда необходимо быстро и без инструментов спаять провода в полевых условиях.
Паять без паяльника можно с помощью паяльной пасты. Подготовив такой раствор, можно соединять не только провода и плоские элементы, но и некоторые радиодетали, а также припаять провод к плате без паяльника.
Чтобы сделать паяльную пасту, понадобится 32 мл соляной кислоты смешать с 12 мл воды. В полученный раствор добавляется 8,1 г цинка, а после его растворения ещё 7,8 г олова. Всё это делают в стеклянной или эмалированной посуде. Когда реакция закончится, останется выпарить воду, чтобы получилась пастообразная смесь.
Теперь в пасту следует добавить ещё 7,4 г свинца, 14,8 г олова, 10 мл глицерина, 7,5 г сухого нашатыря, 29,6 г порошкообразного цинка и 9,4 г канифоли. Все компоненты предварительно необходимо разогреть и довести до пылеобразного состояния.
Когда состав готов, его можно всегда применить по назначению. Хранить пасту предпочтительнее в плотно закрытой стеклянной таре. Пайка подобным составом происходит крайне просто:
- Места спаиваемых деталей зачищаются.
- Щёточкой наносится тонким слоем паста на места спаев.
- Участок, на котором должны спаяться или припаяться детали, разогревается свечой, зажигалкой или иным способом.
 Крайне предпочтительно использовать зажигалку с турбонаддувом или газовую горелку с направленным пламенем. Однако при их отсутствии подойдёт любой источник открытого огня.
Крайне предпочтительно использовать зажигалку с турбонаддувом или газовую горелку с направленным пламенем. Однако при их отсутствии подойдёт любой источник открытого огня.
Таким способом вполне можно паять без паяльника в домашних условиях почти любые детали и провода, однако процесс изготовления самой паяльной пасты может пугать. Но существует куда более привлекательная альтернатива — паяльную пасту можно купить в готовом виде.
Для спаивания очень мелких деталей и тонких проводков предпочтительнее сделать паяльную пасту с немного другим составом. В него войдут следующие ингредиенты:
- 7,4 г свинцового порошка;
- 7,3 г цинка в пылеобразном состоянии;
- 14 г глицерина;
- 4 г канифоли;
- 14,8 г порошкообразного олова;
- 10 мл диэтилового эфира.
Все компоненты смешиваются до пастообразного состояния. Вместо диэтилового эфира можно использовать 10 мл канифоли, растворённой в глицерине.
С помощью этого средства появляется возможность припаять провод или деталь на плату.
Самодельное паяльное приспособление
Сделать паяльник можно из свечи или зажигалки. Правда, последнюю брать лучше из хорошего теплостойкого пластика, так как одноразовое китайское устройство не проработает и минуты, а металлическое приспособление может сильно нагреться. Ещё понадобятся кусок толстой медной проволоки диаметром от 3 до 5 миллиметров и немного тонкой проволоки для примотки к зажигалке.
Толстую проволоку нужно полностью очистить от изоляции, после чего согнуть таким образом, чтобы одну часть можно было примотать к зажигалке или свече, а противоположный конец находился над пламенем для постоянного нагрева. Такое импровизированное жало способно паять даже мелкие детали (вплоть до самых крошечных резисторов). Правда, без олова и канифоли не обойтись. Чтобы работать было удобнее, рабочую область жала предпочтительнее заточить.
Альтернативные методы ремонта
Если переломился провод и нужно срочно его восстановить хотя бы на непродолжительное время, тогда есть более быстрые альтернативы. Правда, без пайки, но вполне способны помочь в экстренных ситуациях.
Правда, без пайки, но вполне способны помочь в экстренных ситуациях.
Так, переломанный провод можно просто разрезать в месте обрыва и банально скрутить между собой. Здесь важно не перепутать полярность, так как у зарядных устройств напряжение постоянное. Заизолировать места скруток тоже не помешает.
Временно можно присоединить провод с плоской поверхностью. Для этого достаточно плотно приложить одну часть к другой и залить расплавленной пластмассой. Подобного восстановления хватит, если аккуратно и недолго пользоваться получившимся соединением.
Что бы ни случилось, всегда можно найти выход из сложившейся ситуации, если включить фантазию и воображение. Порой починить прибор это не поможет, но экстренно восстановить его работоспособность на короткое время позволит.
Иногда возникает вопрос, как припаять без паяльника, ведь пайка — самый распространенный способ соединения небольших деталей в домашних условиях. Но что делать, когда надо срочно соединить провода, а паяльник сломался.
Паяльник — это удобный и простой инструмент. С ним можно соединять небольшие изделия в домашних условиях.
Паяльник — это простой и удобный инструмент. Как с его помощью соединять металлы, знает, наверное, каждый. А вот как припаять без паяльника, когда нет электричества — это вопрос, который следует рассмотреть подробнее.
Лужение без паяльника
Лужение — это предварительное нанесение тонкого слоя припоя на поверхность соединяемых участков деталей. Оно производится для улучшения электрического контакта и повышения качества пайки.
Лужение можно выполнить без паяльника. Для этого надо подготовить небольшое металлическое корытце. По размерам лучше всего подойдет металлическая крышка банки, например, из-под растворимого кофе. В крышку помещаются небольшие кусочки оловянно-свинцового припоя ПОС60 (еще лучше — чистое олово) и канифоли.
Пайка с помощью фольги.
Если нужно спаять провода, то с их концов вначале снимается изоляция на расстоянии примерно 20-30 мм. Емкость с припоем и канифолью разогревается до расплавления припоя. В качестве нагревателя можно использовать электрическую плитку, свечу, костер или любой источник открытого пламени. Оголенный конец провода погружается в расплавленную канифоль так, чтобы флюс покрыл всю поверхность. Затем обработанный участок провода помещается в расплав припоя на 2-3 с. После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой. На поверхности провода должен остаться тонкий равномерный слой олова.
Емкость с припоем и канифолью разогревается до расплавления припоя. В качестве нагревателя можно использовать электрическую плитку, свечу, костер или любой источник открытого пламени. Оголенный конец провода погружается в расплавленную канифоль так, чтобы флюс покрыл всю поверхность. Затем обработанный участок провода помещается в расплав припоя на 2-3 с. После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой. На поверхности провода должен остаться тонкий равномерный слой олова.
Если надо залудить участок плоской детали, то на ее поверхность насыпается мелко наструганный припой и небольшой кусочек канифоли. Пламя для разогрева подносится снизу детали, под участком пайки. После расплавления припой растирается по поверхности стальным стержнем. Лишняя масса удаляется тряпкой. При лужении стальной детали канифоль не используется. Участок пайки тщательно обрабатывается паяльной кислотой. Сам процесс лужения аналогичен.
Вернуться к оглавлению
Пайка проводов без использования паяльника
Вопрос, как припаять без паяльника для медных проводов сечением до 0,75 мм², решается просто. Залуженные концы проводов скручиваются между собой. Участок пайки разогревается до подплавления слоя припоя. В качестве нагревателя надо использовать источник узконаправленного пламени: свеча, зажигалка, спички. Припоя, нанесенного на поверхность в процессе лужения, должно хватить для пайки проводов.
Залуженные концы проводов скручиваются между собой. Участок пайки разогревается до подплавления слоя припоя. В качестве нагревателя надо использовать источник узконаправленного пламени: свеча, зажигалка, спички. Припоя, нанесенного на поверхность в процессе лужения, должно хватить для пайки проводов.
Если надо припаять провод к средине другого провода, то его конец следует обмотать вокруг места соединения (2-3 витка) или обхватить этот участок, согнув провод на 180º. Сама пайка производится аналогично соединению концов проводов.
Алюминевую посуду рекомендуется паять специальным припоем из олова и свинца.
При пайке более крупных проводов массы олова в залуженном слое может не хватить для надежного соединения. В этом случае следует сверху скрученного участка насыпать мелко натертый припой и нагревать до тех пор, пока он не расплавится и не заполнит зазоры в скрутке. Так можно припаять без паяльника медные провода диаметром до 2 мм.
Иногда необходимо припаять провод к плоской поверхности. Для этого конец провода и участок поверхности детали (корпуса) предварительно лудятся. Провод прижимается к плоскости детали, а сверху на участок пайки насыпается мелко напиленный припой. Нагревая снизу детали, обеспечивают расплавление олова.
Для этого конец провода и участок поверхности детали (корпуса) предварительно лудятся. Провод прижимается к плоскости детали, а сверху на участок пайки насыпается мелко напиленный припой. Нагревая снизу детали, обеспечивают расплавление олова.
Вернуться к оглавлению
Особенности пайки в желобе
Пайку проводов с диаметром до 3 мм можно произвести без паяльника с использованием желобка. Такой желобок делается из алюминиевой фольги толщиной порядка 0,8 мм. Пайка производится в следующем порядке. На концах соединяемых проводов снимается изоляция на длине порядка 30 мм. Оголенные концы скручиваются между собой или укладываются параллельно.
Фольга отрезается в виде короткой полоски шириной, равной ширине участка соединения, и изгибается в виде желобка, охватывая состыкованные провода. В желобок равномерно насыпаются измельченный припой и канифоль. Одним из концов фольга плотно оборачивается вокруг соединяемого участка так, чтобы припой не высыпался наружу. При работе используются пассатижи с тонкими носиками. Участок, покрытый фольгой, нагревается свечой, зажигалкой и т.п. до расплавления припоя. После затвердения массы фольга снимается.
Участок, покрытый фольгой, нагревается свечой, зажигалкой и т.п. до расплавления припоя. После затвердения массы фольга снимается.
Если необходимо, то лишний припой удаляется наждачной шкуркой или надфилем.
Вернуться к оглавлению
Пайка посуды или емкостей
Устройство самодельного паяльника.
Очень часто возникает необходимость запаять небольшое отверстие в кастрюле или ведре. В случае если отверстие составляет не более 6-7 мм, пайку можно произвести без паяльника. Для этого достаточно использовать припой ПОС60. Участок вокруг отверстия необходимо тщательно обработать наждачной шкуркой внутри емкости так, чтобы отверстию придать конусную форму (с расширением внутрь емкости). Затем этот участок обрабатывается соляной или паяльной кислотой. Снизу отверстия помещается небольшая тонкая пластина для предотвращения утечки припоя. Изнутри емкости в отверстие насыпаются измельченный припой и канифоль. Емкость ставится на источник направленного огня. Расплавленный припой запаивает отверстие.
Расплавленный припой запаивает отверстие.
Если надо запаять алюминиевую посуду, то следует заранее подготовить специальный припой. Можно использовать одну из рецептур: олово и цинк в соотношении 4:1; олово и висмут в соотношении 30:1 или олово и алюминий в соотношении 99:1. Такие сплавы можно приготовить только при высокой температуре путем перемешивания расплава.
Вернуться к оглавлению
Пайка с использованием пасты
Необходимые инструменты для паяльника из скрепки: 1 –автогенная зажигалка, 2 – металлическая скрепка, 3 –плоскогубцы, 4 – шлицевая (плоская) отвертка.
Припаять провод или радиодеталь без паяльника можно используя паяльную пасту. Такая паста приготавливается и своими руками. Для получения пасты «тиноль» в эмалированную емкость наливается 32 мл концентрированной соляной кислоты и смешивается с 12 мл воды. В жидкость вносится 8,1 г цинка, а после его растворения — 7,8 г олова. После окончания химической реакции производится выпаривание воды до образования пастообразного состава. Дальнейшие операции следует проводить в фарфоровой посуде. В пасту добавляются в виде порошка 7,4 г свинца и 14,8 г олова, а также 10 мл глицерина ,7,5 г сухого нашатыря, 29,6 г цинка в виде пыли и 9,4 г канифоли. Добавляемые вещества предварительно разогреваются и перемешиваются в виде пудры.
Дальнейшие операции следует проводить в фарфоровой посуде. В пасту добавляются в виде порошка 7,4 г свинца и 14,8 г олова, а также 10 мл глицерина ,7,5 г сухого нашатыря, 29,6 г цинка в виде пыли и 9,4 г канифоли. Добавляемые вещества предварительно разогреваются и перемешиваются в виде пудры.
Пайка провода или детали производится в следующем порядке:
- Участок пайки зачищается.
- На него намазывается паста с помощью кисточки.
- Участок пайки нагревается на пламени спиртовки или свечи до расплавления пасты.
При пайке мелких радиодеталей или тонкого медного провода можно использовать немного отличающийся состав: 7,4 г свинцового порошка, 738 г — цинковой пыли, 14 мл глицерина, 4 г канифоли, 14,8 г олова в виде порошка. Пастообразное состояние достигается в основном двумя способами: смешиванием с глицерином или с раствором 10 г канифоли в 10 мл диэтилового эфира.
Вернуться к оглавлению
В местах, где отсутствует электричество, можно использовать самодельный аналог паяльника. Для этого необходимо найти медный стержень (провод) диаметром 4-5 мм и длиной порядка 10 см. Один конец стержня стачивается в виде отвертки, а другой — закрепляется в деревянной ручке. Такую ручку круглой формы легко вырезать из ветки дерева. Нагрев такого элементарного паяльника производится от открытого пламени. Сам процесс пайки мало чем отличается от пайки электрическим паяльником. Надо только приспособить термостойкую подставку, в которую устанавливается устройство при нагревании. Установка должна производиться быстро — одним движением руки. Припой и канифоль должны находиться в плоской емкости. Сама пайка провода или других деталей производится в непосредственной близости от источника нагрева.
Для этого необходимо найти медный стержень (провод) диаметром 4-5 мм и длиной порядка 10 см. Один конец стержня стачивается в виде отвертки, а другой — закрепляется в деревянной ручке. Такую ручку круглой формы легко вырезать из ветки дерева. Нагрев такого элементарного паяльника производится от открытого пламени. Сам процесс пайки мало чем отличается от пайки электрическим паяльником. Надо только приспособить термостойкую подставку, в которую устанавливается устройство при нагревании. Установка должна производиться быстро — одним движением руки. Припой и канифоль должны находиться в плоской емкости. Сама пайка провода или других деталей производится в непосредственной близости от источника нагрева.
Вернуться к оглавлению
Несколько советов, как пользоваться самодельным паяльником
В общем случае пайка представляет собой соединение двух металлов при помощи другого расплавленного металла. Такой металл, называемый припоем, должен заполнить пространство между деталями и схватиться с поверхностью соединяемых материалов.
В качестве припоя чаще всего используется оловянно-свинцовый сплав с разным содержанием олова; причем чем больше в сплаве олова, тем меньше температура его плавления. Так, распространенный припой марки ПОС40 (содержание олова 40%) плавится при температуре 230ºС, а ПОС60 (60% олова) — при 180ºС. Еще меньшую температуру плавления имеет оловянно-свинцовый сплав с введением висмута (припой марки ПОСВ33) — 130ºС. При пайке алюминия требуются специальные сплавы с температурой плавления более 400ºС. Стандартные оловянно-свинцовые припои реализуются в виде прутиков или проволоки диаметром до 2 мм.
Пайку не удастся осуществить без очистки деталей в зоне соединения от окисной пленки. Для этого необходимо использовать флюс, т.е. вещество, которое во время пайки не дает образовываться окисной пленке. При соединении медных деталей в качестве флюса обычно используется канифоль. Очистка поверхности заготовок может производиться при помощи паяльной кислоты или других кислот (например, ортофосфорная кислота применительно к пайке алюминия). Если необходимо осуществить пайку стальных изделий или оцинкованных деталей, то канифоль не поможет, тут следует использовать паяльную кислоту. Современный проволочный припой типа ПОС имеет канифоль внутри себя, что обеспечивает пайку меди без дополнительного флюса. Для соединения стальных и нихромовых элементов иногда используют флюс, выполненный по «народному рецепту» — аспирин.
Если необходимо осуществить пайку стальных изделий или оцинкованных деталей, то канифоль не поможет, тут следует использовать паяльную кислоту. Современный проволочный припой типа ПОС имеет канифоль внутри себя, что обеспечивает пайку меди без дополнительного флюса. Для соединения стальных и нихромовых элементов иногда используют флюс, выполненный по «народному рецепту» — аспирин.
Обобщенный механизм пайки металлов выглядит следующим образом. Соединяемые детали плотно прижимаются друг к другу. В зону пайки вводится припой и флюс. Участок пайки должен быть разогрет до температуры, достаточной для расплавления припоя и затекания его в зазор между металлами. До затвердения необходимо обеспечить нахождение расплава в зазоре. Обычно весь процесс легко производится при помощи паяльника, но спаять детали можно и без него. Для этого самое главное — найти альтернативный нагреватель, не использующий электроэнергию.
Вернуться к оглавлению
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.

В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Для соединения различных сплавов и металлов часто применяется технология пайки. Она предусматривает использование специального оборудования, которое способно оказывать точечное тепловое воздействие. При отсутствии паяльника также может быть проведена пайка, для чего применяются специальные инструменты, к примеру, паяльник. Рассмотрим особенности подобного процесса подробнее.
Как припаять без паяльника
Содержание
- Использование самодельного жала
- Спаять гирлянду подручными средствами
- Пайка проводов без использования паяльника
- Материалы для пайки проводов без паяльника
- Особенности пайки в желобе
- Пайка посуды или емкостей
- Паяльная паста для пайки без паяльника особенности применения
- Фольга как способ пайки
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Спаять гирлянду подручными средствами
Часто проблемы возникают с гирляндами, которые применяются для украшения дома или ели. Из-за применения тонких жил они часто перебиваются и требуется провести пайку. Среди особенностей этой работы отметим следующие моменты:
- В большинстве случае проблема возникает в блоке управления, так как провода крепятся ненадежно.
- Прорыв может возникнуть по всей длине изделия.
- Если все источники света подключены параллельно, то выход из строя лишь одного приводит к размыканию всей цепи.
Отошедшие контакты найти довольно просто, а вот обрыв только при применении тестера. Только после нахождения места обрыва можно приступить к пайке. Припаять без паяльника можно следующим образом:
- В места обрыва провода следует очистить.
- Можно сделать небольшую скрутку, на которую наносится паста.
 Она будет использоваться для распределения применяемого сплава.
Она будет использоваться для распределения применяемого сплава. - Следующий шаг заключается в расплавке припоя, для чего можно использовать зажигалку или свечу.
- После этого место соединения изолируется при помощи трубки, которая также немного прогревается для повышения ее пластичности.
Подобная технология может применяться для восстановления состояния наушников. Процедура пайки не занимает много времени.
Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
- Для начала находится место обрыва и концы зачищаются.
- После этого провода скручиваются между собой для создания прочного соединения.
- Место, которое подвергается обработке, следует немного разогреть. Для этого можно использовать зажигалку или другой источник тепла.
- Припой также разогревается до пластичного состояния, после чего наносится на место соединения.
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.
В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.
Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Материалы для пайки проводов без паяльника
В целом можно сказать, что процедура пайки без применения специального прибора во многом не отличается от обычной. Для этого могут понадобится следующие материалы:
- Непосредственно припой.
- Ограничительный элемент, который не даст металлу растекаться.
Кроме этого, нужно уделить внимание процессу зачистки обрабатываемой поверхности. Рекомендуется ее очистить от загрязнений, после чего обезжирить.
Особенности пайки в желобе
Если нужно провести обработку проводов с диметром до 3 мм, то можно обойтись без паяльника, для этого используются желоба. Изготовить их можно из алюминиевой фольги, толщина которой составляет 0,8 мм. Рекомендации по проведению пайки в домашних условиях в это случае выглядят следующим образом:
Изготовить их можно из алюминиевой фольги, толщина которой составляет 0,8 мм. Рекомендации по проведению пайки в домашних условиях в это случае выглядят следующим образом:
- Снимаются изоляционные материалы.
- Поврежденные концы следует скрутить между собой, после чего укладываются параллельно.
- Из фольги изготавливается желоб, который будет охватывать место соединения. Он применяется для распределения припоя. Рекомендуется использовать стружку.
- Фольгированный желоб нагревается при помощи свечи или зажигалки. В этом случае нужно быть осторожным, так как расплавленный металл может вытекать и стать причиной получения ожогов. При работ рекомендуют использовать плоскогубцы.
При необходимости припой, который вытек наружу, можно защитить наждачной бумагой. За счет применения фольги существенно повышается степень изоляции.
Пайка посуды или емкостей
Очень часть возникает необходимость в проведении паки посуды и других емкостей. Без подходящего паяльника провести работу можно только в случае, если отверстие имеет диаметр 6 мм. Среди особенностей проводимой процедуры отметим следующие моменты:
Среди особенностей проводимой процедуры отметим следующие моменты:
- В качестве припоя применяется ПОС60. Этот сплав характеризуется более привлекательными эксплуатационными характеристиками, создаваемая заплатка может выдерживать существенное механическое воздействие.
- Участок вокруг места дефекта зачищается. Рекомендуется создать поверхность, которая напоминает воронку.
- Обработка проводится при применении соляной кислоты. Она способна удалить все загрязнения с обрабатываемой поверхности.
- С обратной стороны рекомендуется разместить пластину, которая не даст вытекать припою. После застывания сплава пластина убирается.
Припой ПОС-60 1мм
Как и ранее, припой следует сделать стружкой, которая заполняет отверстие. После этого на проблемный участок нагревается при помощи лампы или другого источника тепла.
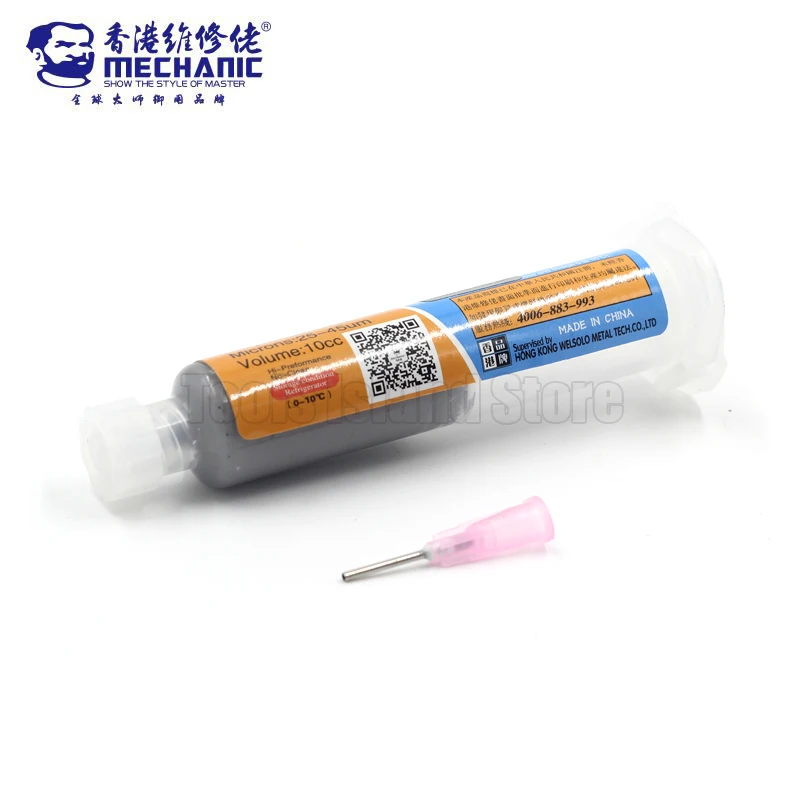
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Паста для пайки проводов в Тобольске: 500-товаров: бесплатная доставка, скидка-64% [перейти]
Партнерская программаПомощь
Тобольск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Паста для пайки проводов
Паста паяльная MECHANIC XG-50 35ГР (118-0684) Тип: паста паяльная, Производитель: Без бренда
ПОДРОБНЕЕЕще цены и похожие товары
Паста паяльная Baku BK-5051 Тип: припой, Производитель: Baku
ПОДРОБНЕЕЕще цены и похожие товары
Паста паяльная BAKU BK-6350 (50 гр) Тип: паста паяльная, Производитель: Baku
ПОДРОБНЕЕЕще цены и похожие товары
Паста паяльная BAKU BK-051G Тип: паста паяльная, Производитель: Oem
ПОДРОБНЕЕЕще цены и похожие товары
паста паяльная ПОС-63 в банке 30 г ПОС-63 Тип: флюс
ПОДРОБНЕЕЕще цены и похожие товары
436
888
Паста паяльная MECHANIC XG50, банка, 35 г. /флюс для пайки/аксессуары пайки Тип: Флюс для пайки,
/флюс для пайки/аксессуары пайки Тип: Флюс для пайки,
В МАГАЗИНЕще цены и похожие товары
471
539
Паяльная паста (флюс для пайки) Mechanic XG50 (XG-50), 35 гр Тип: Флюс для пайки, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
300
500
Набор проводов для пайки 100шт Тип: Набор для пайки, Размер: Длина 8.000 Ширина 6.000 Высота 0.100,
В МАГАЗИНЕще цены и похожие товары
499
999
Паста паяльная для пайки BGA (БГА) SMD (смд) Relife RL-403S (10мл) 183C Тип: Припой, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
599
999
Паста паяльная для пайки BGA (БГА) SMD (смд) Relife RL-406S (10мл) 227C высокотемпературная Тип:
В МАГАЗИНЕще цены и похожие товары
490
975
Паста паяльная MECHANIC XG-Z40, в шприце, 35 г. /флюс для пайки/аксессуары пайки Тип: Флюс для
/флюс для пайки/аксессуары пайки Тип: Флюс для
В МАГАЗИНЕще цены и похожие товары
1 462
2089
Проволока сварочная ER70S-6 (ан.Св08Г2С) д.0,8мм 5кг (DEKA) арт. СТ000001711, омедненная для пайки, припой сварки, сварочных работ
В МАГАЗИНЕще цены и похожие товары
529
950
Паста кварцевазелиновая Solins ПКВ защитная для опрессовки жил, соединения проводов и кабелей, смазка гильзы соединительной, вазелин, кварц молотый, защита от коррозии окисления, 500 г
В МАГАЗИНЕще цены и похожие товары
1 813
2591
Проволока сварочная ER70S-6 (ан.Св08Г2С) д.0,6мм 5кг (DEKA) арт. СТ000001710, омедненная для пайки, припой сварки, сварочных работ
В МАГАЗИНЕще цены и похожие товары
Паста паяльная MECHANIC XG50, банка, 35 г./флюс для пайки/аксессуары для пайки Тип: флюс,
ПОДРОБНЕЕЕще цены и похожие товары
Флюс-паста для мягкого медного припоя 250 гр. SANHA Тип: флюс, Производитель: Sanha
SANHA Тип: флюс, Производитель: Sanha
ПОДРОБНЕЕЕще цены и похожие товары
Флюс-паста ВТС, 20гр Тип: флюс
ПОДРОБНЕЕЕще цены и похожие товары
Флюс паста ВТС 20 г Тип: флюс
ПОДРОБНЕЕЕще цены и похожие товары
Флюс-паста ВТС, для пайки меди, латуни, бронзы, печатных плат, баночка, 20гр. Тип: флюс
ПОДРОБНЕЕЕще цены и похожие товары
Флюс-паста L-SN Cu3 для мягкого припоя Viega Тип: флюс, Производитель: viega
ПОДРОБНЕЕЕще цены и похожие товары
Кабель (провод) с разъёмом Micro Jack 2.5 мм 4 Pin «папа», под пайку, с 4 контактами, 1.5 м Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Паяльная паста MECHANIC WQ50-BS458 (42г) Производитель: Mechanic
ПОДРОБНЕЕЕще цены и похожие товары
Паяльная паста Mechanic XP50 (35g) Тип: припой, Производитель: Mechanic
ПОДРОБНЕЕЕще цены и похожие товары
Припой-паста (паяльная паста), 35 гр, (Sn63, Pb37), банка 09-3815 Тип: припой, Производитель: REXANT
ПОДРОБНЕЕЕще цены и похожие товары
Паяльная паста Mechanic XG-50 Тип: припой, Производитель: Mechanic
ПОДРОБНЕЕЕще цены и похожие товары
Оловянная паста для пайки RELIFE RL-403 (40 г, в шприце) Производитель: ReLife
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Как правильно паять провода паяльником с канифолью? — Стройка Волка
Содержание статьи:
- Виды паяльников
- Что может потребоваться
- Флюсы
- Выбор припоя
- Паяльная паста
- Пайка с пастой
- Особенности соединения проводов пайкой
- Важный момент, о котором следует знать
- Процедура пайки
- Подготовка проводников
- Лужение
- Соединение
- Пайка медных проводов с алюминиевыми
Каждый ли домашний мастер знает, как правильно паять провода паяльником? Данный вид соединения является самым эффективным, нежели их скрутка. Последний способ вообще запрещен ПУЭ. С одной стороны, кажется, что сам процесс пайки довольно прост: достаточно погрузить жало в канифоль, набрать немного припоя и соединить провода.
Последний способ вообще запрещен ПУЭ. С одной стороны, кажется, что сам процесс пайки довольно прост: достаточно погрузить жало в канифоль, набрать немного припоя и соединить провода.
В действительности такая работа требует определенных навыков, которые приходят лишь с опытом. Между мастерами этого дела есть разница в качестве пайки, причем весьма существенная. Чтобы понять всю суть, стоит углубиться в эту область.
Виды паяльников
Вам будет интересно:Переполюсовка аккумулятора: восстановление, возможные последствия и полезные советы
Существует несколько разновидностей подобного рода инструментов:
- Электрические — работают от обычной домашней сети.
- Газовые — используется газовая горелка.
- Термовоздушные — здесь работа ведется воздушным потоком.
- Индукционные — наконечник разогревается магнитным полем.
Вам будет интересно:Светодиодные лампы для уличного освещения: виды и описание, советы по выбору, отзывы
В повседневной жизни в основном пользуются электрическими паяльниками. Они между собой отличаются мощностью, что актуально для проведения различных работ.
Они между собой отличаются мощностью, что актуально для проведения различных работ.
Что может потребоваться
Собственно для работы не обойтись без самого паяльника. Также потребуется канифоль или любые другие флюсы, припой. С подставкой для инструмента будет заметно легче. Кроме того, задумываясь над тем, как правильно паять провода паяльником к микросхеме, можно прийти к выводу: работа будет существенно облегчена с наличием дополнительных приспособлений и материалов:
- Металлическая подставка в качестве рабочей поверхности, на которой будет проводиться сам процесс пайки.
- Оплетка из тонких медных жил. Ею можно убирать лишний припой.
- Плоскогубцы, зажимы или пинцеты. Ими удобно держать нагретые металлические части.
- Напильник. Иногда приходится затачивать жало паяльника.
- Изолента, термоусадочные трубки обеспечивают изоляцию жил.
- Спирт, которым можно смыть излишки флюса.
Вам будет интересно:Как открутить патрон с шуруповерта: пошаговая инструкция и рекомендации
Помимо этого, следует хорошо подготовиться к самой работе.
Сперва необходимо все тщательным образом подготовить: материалы, инструмент. Стоит заблаговременно составить список всего, что может понадобиться, и строго придерживаться его. В противном случае процесс пайки превратится в настоящее мучение.
Флюсы
Рынок строительных материалов представлен широким ассортиментом флюсов для пайки. Многие из них являются универсальными и подходят для разных целей. Главная роль, которую исполняют эти вещества в решении задачи, как правильно паять паяльником провода к плате (или для иных случаев), — подготовить материалы к самому процессу:
- травление жил проводов;
- удаление оксидной пленки.
Для разных видов металлов и их сплавов существуют свои флюсы. При этом в их химический состав включены щелочные смеси, кислоты и соли. Все это активно участвует в реакциях при достижении высокой температуры.
Условно все флюсы можно разделить на две основные группы:
- активные элементы;
- «препараты» на основе канифоли.

Активные элементы изготавливаются на основе неорганических кислот (соляной либо хлорной). Их можно использовать для соединения любых проводников, включая металлические детали. Только стоит учитывать, что такой флюс отрицательно воздействуют на медь, вызывая процесс коррозии. Поэтому следует незамедлительно удалить все остатки материала сразу же после завершения пайки. У этих элементов повышенная проводимость, что нередко становится причиной короткого замыкания.
Что касается препаратов с канифолью, то они могут содержать спирт и глицерин, которые полностью испаряются в процессе пайки. У флюсов в жидком виде не столь высокая эффективность, однако они незаменимы, если приходится работать с цветными металлами. Но здесь также требуется быстрая их смывка. Для более простых задач, связанных с пайкой, зачастую используется сама канифоль в чистом виде.
Выбор припоя
Вам будет интересно:Как часто нужно размораживать холодильник: инструкция, этапы и правила разморозки
Как правильно паять провода паяльником? Подобрать флюс не так уж и легко. С выбором припоя все заметно проще. При работе с медными проводами следует использовать оловянно-свинцовые сплавы вида ПОС. Цифра, которая указана после маркировки, соответствует содержанию олова в припое.
С выбором припоя все заметно проще. При работе с медными проводами следует использовать оловянно-свинцовые сплавы вида ПОС. Цифра, которая указана после маркировки, соответствует содержанию олова в припое.
Как отмечают специалисты, следует отдавать предпочтение сплавам с большим количеством олова. Благодаря этому электропроводность нового соединения заметно возрастает. Так оно приобретает дополнительную прочность.
Включение свинца способствует нормализации застывания припоя. Без этого элемента на поверхности припоя могут образоваться трещины, что в итоге приводит к неизбежному разрушению соединения.
Сегодня на рынке можно встретить и другие припои, для изготовления которых применяют современные технологии. Свинец заменен цинком или индием. А поскольку это нетоксичные элементы, то и сплавы получаются экологичными и безопасными. Само соединение отличается повышенной прочностью и устойчиво к коррозионным процессам.
Поэтому с таким вариантом можно даже не заморачиваться касательно того, как паяльником правильно паять провода.
Паяльная паста
В продаже, помимо флюсов и припоев, можно встретить специальную пасту для пайки. Однако ее несложно приготовить самому. Для этого стоит взять эмалированную посуду, куда необходимо поместить соляную кислоту (32 мл), добавить обычную воды (12 мл), затем опустить кусочки цинка (8,1 г). После завершения реакции растворения к составу добавляется олово (8,7 г). Теперь остается ждать завершения очередной реакции. После этого вода выпаривается до образования пастообразной субстанции.
Теперь следует состав переложить в фарфоровую емкость и добавить измельченные элементы в следующем количестве:
- свинец — 7,4 г;
- олово — 14,8 г;
- сухой нашатырь — 7,5 г;
- цинк — 29,6 г;
- канифоль — 9,4 г;
- глицерин — 10 мл.
Все это подогревается и хорошо перемешивается.
Пайка с пастой
Как правильно паять провода паяльником с паяльной пастой? В этом случае следует придерживаться следующей последовательности действий:
- Жилы проводов подготавливаются известным способом, если нужно —скручиваются.

- Паста наносится кистью тонким слоем.
- Поверхность пайки разогревается паяльником до плавления пасты.
- Припой убирается для остывания соединительного материала.
Как можно заметить, каких-либо существенных отличий от обычного использования олова здесь нет. Паста показывает свою высокую эффективность не только в соединении проводов, но и мелких деталей из металлических сплавов на основе меди или латуни.
Особенности соединения проводов пайкой
В большинстве случаев используется общая схема, которая состоит из стандартных манипуляций. При этом стоит заметить, что зачастую расходники могут обладать универсальностью. При необходимости одними можно заменить другие. Если же речь идет о соединении, которое впоследствии будет подвергаться значительным нагрузкам, технологические требования необходимо выполнять неукоснительно! В частности, нужно использовать определенные материалы.
Как паяльником правильно паять тонкие провода? Непосредственно сама суть работы состоит в нагреве жил до высокой температуры и последующем их соединении друг с другом путем обволакивания припоем. Когда провода остывают, место пайки становится монолитным.
С точки зрения многих электриков такая работа кажется слишком легкой. В действительности при выполнении этой процедуры можно неизбежно столкнуться с ее специфическими особенностями. Каждый конкретный случай отличается выбором припоя. К тому же необходимо обеспечить надежную фиксацию и неподвижность проводов для их соединения припоем.
Важный момент, о котором следует знать
Если высокотемпературным способом соединяются между собой медные провода, то в этом случае необходимо с особым вниманием отнестись к электрической проводимости и механической прочности места пайки. Эти параметры находятся в прямой зависимости друг от друга.
Как правильно паять провода паяльником с оловом? Качество соединения проводов зависит от того, насколько прочной выполнена пайка. А это уже само по себе обеспечивает электрическую проводимость на высоком уровне. При этом имеет значение и толщина слоя нанесенного припоя, так как он обладает большим удельным сопротивлением.
Прочность соединения медных проводников во многом обусловлена чистотой спаиваемых поверхностей. Припой взаимодействует с жилами на атомном уровне. В связи с этим серьезной помехой может стать не только загрязнение, но и наличие тонкой оксидной пленки.
Вам будет интересно:Флагшток — это… Особенности конструкции, виды и применение флагштоков. Самые высокие флагштоки в мире
Другое обязательное условие — это температура припоя. Она должна быть заметно ниже, нежели соединяемые детали. Если использовать материалы с более высокой температурой плавления, то в этом случае невозможно добиться необходимой прочности соединения. Его кристаллическая решетка будет сформирована неправильно. По этой причине в отношении медных проводов следует использовать только тот припой, который им соответствует.
Процедура пайки
Теперь собственно займемся рассмотрением самой процедуры, как паяльником правильно паять медные провода.
Весь процесс такого соединения можно условно поделить на несколько основных этапов:
- подготовка проводников;
- лужение;
- соединение.

Подготовка проводников
Перед тем как спаивать проводники или соединять их с микросхемой, стоит их подготовить к предстоящей операции. Для этого небольшой участок следует освободить от изоляции. Если жилы содержат оксидную пленку, то от нее необходимо избавиться. В противном случае (как мы уже знаем) качество соединения будет на низком уровне.
С этой целью подойдет небольшой кусок наждачной бумаги. Большое зерно здесь использовать не имеет смысла, поэтому стоит ограничиться мелким. Металлическая жила должна блестеть.
Лужение
Теперь можно включить паяльник и дождаться, пока он нагреется до температуры плавления канифоли. При прикосновении с этим материалом он станет активно плавиться, даже с небольшим шипением.
Теперь наступает предварительный этап задачи, как правильно паять провода паяльником. Берется жила (или несколько), подносится к канифоли, которая разогревается жалом паяльника. Далее вся зачищенная металлическая поверхность погружается в расплавленный материал, чтобы жила полностью им покрылась.
После этого процесса следует собственно само лужение. То есть жалом прихватывается кусок припоя (точнее уже капля), а материал разносится по всей жиле. Он довольно быстро растекается и обволакивает обработанную часть проводника, покрывая его тонким слоем нового металла.
Для более скорого распределения припоя проводник следует поворачивать. Естественный оттенок жил уходит. Появляется приятный серебристый цвет. Таким образом следует обработать все провода, которые планируется соединить.
Соединение
Собственно теперь наступает сам процесс пайки. Для этого проводники складываются вместе жилами (одна к другой). Важно, чтобы при этом они находились вплотную. Если соединение затрагивает большую протяженность жил, то предварительно их можно скрутить между собой.
Теперь остается прихватить жалом припой. Он прижимается к месту пайки. Особых усилий здесь прилагать не нужно, ведь капля металла расплавит материал лужения и все соединится в единое монолитное звено. И когда припоем покроется все место соединения, процесс можно считать завершенным.
И когда припоем покроется все место соединения, процесс можно считать завершенным.
Провода, правда, стоит еще некоторое время удерживать вместе, чтобы материал остыл. Для ускорения этого процесса на припой можно подуть.
Пайка медных проводов с алюминиевыми
Разбирая тему, как правильно паять провода паяльником с канифолью, стоит рассмотреть и такой важный момент. Соединять алюминий с прочими химически активными металлами напрямую ни в коем случае не следует! А медь как раз относится к такой разновидности материалов. Алюминиевые и медные жилы не то, чтобы паять, их даже нельзя просто соединять друг с другом непосредственным касанием.
Это обусловлено тем, что у этих металлов разная теплопроводность и электрическая проводимость. Когда по алюминиевому проводу проходит ток, металл больше разогревается и сильнее расширяется в силу своих качеств. Что касается меди, то данный металл хоть также греется и расширяется, но делает это заметно медленнее.
В результате постоянных циклов расширения-сужения нарушается контакт, причем независимо от того, насколько качественно выполнен. В результате образуется пленка, которая препятствует прохождению тока. Поэтому провода из этих металлов не соединяют друг с другом напрямую.
В результате образуется пленка, которая препятствует прохождению тока. Поэтому провода из этих металлов не соединяют друг с другом напрямую.
Источник
паяльная проволока / паяльная вставка
паяльная проволока
26 из 26 Статья
Сортировка ▲ Положение ▼ Положение ▲ Имя ▼ Имя ▲ Цена ▼ Цена ▲ Производитель ▼ ▲ Доступность ▼ Доступность ▲ Диаметр ▼ Диаметр ▲ Цена ▲ Пункт melting ▼ ▲ Доступность ▼ Доступность ▲ Диаметр ▼ Диаметр ▲ Цена ▲ Производитель # ▼ Точка плавления
Stannol 518638 HS10, SN60PB40, ⌀0,5 мм, 250G
- Поток: HS10 (2,5%)
- Состав: SN60 PB40
- Диапазон смещения 183 -190 ° C
- .0016
- Stannol Артикул: 518638
Продажа сплавов, содержащих свинец, может осуществляться только коммерческим клиентам в соответствии с Регламентом ЕС 2016/1179.
- h460FD: может повлиять на фертильность. Может нанести вред нерожденному ребенку.
- h462: Может нанести вред детям, находящимся на грудном вскармливании.

Припой
Диаметр
0,5 мм
Флюс
HS10
Сплав
Sn60Pb400005
Температура плавления
190 °C
Технический паспорт
Stannol 518649 HS10, Sn60Pb40, ⌀0.5mm, 500g
- Flux: HS10 (2,5%)
- Composition: Sn60 Pb40
- melting range 183 — 190°C
- Leaded
- Stannol Part number: 518649
Продажа сплавов, содержащих свинец, может осуществляться только коммерческим клиентам в соответствии с Регламентом ЕС 2016/1179.
- h460FD: может повлиять на фертильность. Может нанести вред нерожденному ребенку.
- h462: Может причинить вред детям, находящимся на грудном вскармливании.
паяльная проволока
Диаметр
0,5 мм
Поток
HS10
ALLOY
SN60PB40
TOPENT
190 ° C
9001 DATESTEST
190 ° C
9001 DATESTEST
190 ° C 9000 9001 DATESTEST
190 ° C 9000 9001 DATESTEST
190 ° C 9000 9012
9
190 ° C 9000 9012
.
Stannol 520488 HS10, Sn60Pb40, ⌀1mm, 250g
- Flux: HS10 (2,5%)
- Composition: Sn60 Pb40
- Melting range 183 — 190°C
- Leaded
- Stannol Part number: 520488
Продажа сплавов, содержащих свинец, может осуществляться только коммерческим клиентам в соответствии с Регламентом ЕС 2016/1179.
- h460FD: может повлиять на фертильность. Может нанести вред нерожденному ребенку.
- h462: Может нанести вред детям, находящимся на грудном вскармливании.
Спорная проволока
Диаметр
1 мм
Поток
HS10
Сплав
SN60PB40
Петинь0005
Технический паспорт
Stannol 520501 HS10, SN60PB40, ⌀1,0 мм, 1000G
- Поток: HS10 (3,5%)
- Состав: SN60 PB40
- .
Продажа сплавов, содержащих свинец, может осуществляться только коммерческим клиентам в соответствии с Регламентом ЕС 2016/1179.
- h460FD: может повлиять на фертильность. Может нанести вред нерожденному ребенку.
- h462: Может причинить вред детям, находящимся на грудном вскармливании.
паяльная проволока
Диаметр
1 мм
Поток
HS10
ALLOY
SN60PB40
190 ° C
9001 DATASTEST3.STEST
190 ° C
9001 DATASHET STHET
190 ° C
9001 DATELSHET
190 ° C
9001 DATELSHET.Станнол 535764 HS10, Sn99Cu1 (Sn99,3 Cu0,7), ⌀0,5 мм, 250 г
- Флюс: HS10 (2,5%)
- Состав: Sn99 Cu1 (Sn99,3 Cu0,7).
- Температура плавления 227°C
- Без свинца
- Stannol Part number: 535764
Solder Wire
Diameter
0.5 mm
Flux
HS10
Alloy
Sn99Cu1 (Sn99.3 Cu0.7)
Melting Point
227 °C
Бессвинцовый
Спецификация
Stannol 594300 HS10, Sn99Cu1 (Sn99.
 3 Cu0.7), ⌀0,5 мм, 500 г
3 Cu0.7), ⌀0,5 мм, 500 г - Флюс: HS10 (2,5%)
- Состав: Sn99 Cu1 (Sn99.3 Cu0.7) 9015 Температура плавления 227°С
- Lead free
- Stannol Part number: 594300
Solder Wire
Diameter
0.5 mm
Flux
HS10
Alloy
Sn99Cu1 (Sn99.3 Cu0.7)
Melting Point
227 °C
Бессвинцовый
Спецификация
Stannol 535765 HS10, Sn99Cu1 (Sn99.3 Cu0.7), ⌀0,7 мм, 500 г
- Флюс: HS10 (2,5%)
- Состав: Sn99 Cu1 (Sn99.3 Cu0,7)
- Melting point 227°C
- Lead free
- Stannol Part number: 535765
Solder Wire
Diameter
0.7 mm
Flux
HS10
Alloy
Sn99Cu1 (Sn99.3 Cu0. 7)
Температура плавления
227 °C
Бессвинцовый
Технический паспорт
Stannol 631906 HS10, Sn99Cu1 (Sn99.
 3 Cu0.7), ⌀1,0 мм, 100 г
3 Cu0.7), ⌀1,0 мм, 100 г - Флюс: HS10 (2,5%)
- Состав: Sn99 CU1 (SN99.3 CU0,7)
- Печата плавления 227 ° C
- Беспорядка
- Номер детали Stannol: 631906
СОЛЕР. Сплав
Sn99Cu1 (Sn99,3 Cu0,7)
Температура плавления
227 °C
Бессвинцовый
Технический паспорт
Станнол 535768 HS10, Sn99Cu1 (Sn99,3 Cu0,7), ⌀1,0 мм, 250 г
- Флюс: HS10 (2,5%)
- Композиция: SN99 CU1 (SN99.3CU0,7)
- Печата плавления 227 ° C
- БЕСПЛАТНО ВЫДА HS10
Сплав
Sn99Cu1 (Sn99.3 Cu0.7)
Температура плавления
227 °C
Бессвинцовый
Технический паспорт
Станнол 535766 HS10, Sn99Cu1 (Sn99,3 Cu0,7), ⌀1,0 мм, 500 г
- Поток: HS10 (2,5%)
- Композиция: SN99 CU1 (SN99.3 CU0,7)
- Пеллинговая точка 227 ° C
- Без свинца
- Справочный номер.
Диаметр
1 мм
Flux
HS10
сплав
SN99CU1 (SN99.
 3 CU0,7)
3 CU0,7) Datefing Tope
227 ° C
Бесплатный
DateShaste
227 ° C.
Станнол 810791 Кристалл 511, Sn99Cu1 (Sn99.3 Cu0.7), ⌀0.5мм, 250г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn99 Cu1 (Sn99.3 Cu0.7)
- Температура плавления 227°C
- Lead free
- Stannol Part number: 810791
Solder Wire
Diameter
0.5 mm
Flux
Kristall 511
Alloy
Sn99Cu1 (Sn99.3 Cu0.7)
Melting Point
227 °C
Бессвинцовый
Спецификация
Станнол 810813 Кристалл 511, Sn99Cu1 (Sn99,3 Cu0,7), ⌀0,5 мм, 250 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn99 Cu1 (Sn99,3 Cu0,7)
- Melting point 227°C
- Lead free
- Stannol Part number: 810813
Solder Wire
Diameter
0.5 mm
Flux
Kristall 511
Alloy
Sn99Cu1 (Sn99.
 3 Cu0.7 )
3 Cu0.7 ) Точка плавления
227 °C
Бессвинцовый
Спецификация
Станнол 810865 Кристалл 511, Sn99Cu1 (Sn99,3 Cu0,7), ⌀0,5 мм, 250 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn99 Cu1 (Sn99,3 Cu0,7)
- Melting point 227°C
- Lead free
- Stannol Part number: 810865
Solder Wire
Diameter
0.7 mm
Flux
Kristall 511
Alloy
Sn99Cu1 (Sn99,3 Cu0,7)
Температура плавления
227 °C
Бессвинцовый
Технический паспорт
Станнол 810792 Кристалл 511, Sn99Cu1 (Sn99,3 Cu0,7), ⌀0,7 мм, 500 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn99 Cu1 (Sn99,3 Cu0,7)
- Температура плавления 227°C
- Бессвинцовый
- Станнол Артикул: 810792
Припой
Диаметр
0,7 мм
Флюс0005
Кристалл 511
Сплав
Sn99Cu1 (Sn99.
 3 Cu0.7)
3 Cu0.7) Температура плавления
227 °C
Станнол 810866 Кристалл 511, Sn99Cu1 (Sn99,3 Cu0,7), ⌀1,0 мм, 250 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn99 Cu1 (Sn99,3 Cu0,7)
- Температура плавления 227°C
- Без свинца
- Станнол Номер детали: 810866
Припой
Диаметр
1 мм
Flux
Kristall 511
сплав
SN99CU1 (SN99.3 CU0,7)
DATENTING
227 ° C
FEED
DATSTHATHT
227 ° C.
Станнол 810793 Кристалл 511, Sn99Cu1 (Sn99,3 Cu0,7), ⌀1,0 мм, 500 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn99 Cu1 (Sn99,3 Cu0,7)
- Температура плавления 227°C
- Без свинца
- Станнол Номер детали: 810793
Паяльная проволока
Диаметр
1 мм
Поток
Кристалл 511
СЛАГО
SN99CU1 (SN99.3 CU0,7)
9000 2 2277 2277 2277777777777777777777777777777777777777777777777777777777777 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 2277 227.

Лист данных
Станнол 810915 Кристалл 511, Sn100C (Sn Cu0,7 Ni Ge), ⌀0,5 мм, 500 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn100C (Sn Cu0,7 Ni Ge)
- Плавка точка 227°C
- БЕСПЛАТНО ВЫДЕЛА
- Номер деталей Станола: 810915
Спорная проволока
Диаметр
0,5 мм
SN1005
CRISTALL 511
SN1005
CRISTALL 511
SN1005
CRISTALL 511
9000
(SN99.3.3I
(SN99.3.3I
(SN99.3.3I
9000
. Point
227 °C
Бессвинцовый
Спецификация
Станнол 810916 Кристалл 511, Sn100C (Sn Cu0,7 Ni Ge), ⌀0,7 мм, 500 г
- Флюс: Кристалл 511 (2,7%)
- Состав: Sn100C (Sn Cu0,7 Ni Ge)
- Печата плавления 227 ° C
- БЕСПЛАТНЫЙ ЛЮДЕЙ
- Номер деталей Stannol: 810916
СОЛЕЙНА .7 Ni Ge)
Температура плавления
227 °C
Бессвинцовый
Технический паспорт
Станнол 810886 Кристалл 511, TSC305 (Sn96,5 Ag3 Cu0,5), ⌀0,75 мм, 1000 г
- Флюс: Кристалл 511 (2,7%)
- Additiv Flowtin для защиты от приповского наконечника
- Композиция: SN96.
 5 AG3 CU0,5
5 AG3 CU0,5 - Диапазон плавления 217-220 ° C
- Бесплатный лидер
- .
0,75 мм
Flux
Kristall 511
сплав
TSC305 (SN96.5 AG3 CU0,5)
Печата плавления
220 ° C
Свободный от свинца
Защита для чаевых пия (Flowtin)
.0005
Технический паспорт
Stannol 810903 Kristall 511, TSC0307 (Sn99 Ag0,3 Cu0,7), ⌀0,5 мм, 500 г
- Флюс: Kristall 511 (2,7%)
- Добавка Flowtin для защиты наконечника припоя
- Ag0. 3 CU0,7
- Диапазон плавления 217-227 ° C
- Бес свободного свинца
- Номер детали Stannol: 810903
0002 Сплав
TSC0307 (Sn99 Ag0,3 Cu0,7)
Температура плавления
227 °C
Бессвинцовый
Защита жала припоя (Flowtin)
Лист данных
Stannol 810902 Kristall 511, TSC0307 (Sn99 Ag0,3 Cu0,7), ⌀0,7 мм, 500 г
- Флюс: Kristall 511 (2,7%)
- Добавка Flowtin для защиты наконечника припоя.

- Состав: Sn99 Ag0,3 Cu0,7
- Диапазон плавления 217-227°C
- Без свинца
- Станнол Номер детали: 810902
Solder Wire
Diameter
0.7 mm
Flux
Kristall 511
Alloy
TSC0307 (Sn99 Ag0.3 Cu0.7)
Melting Point
227 °C
Lead Free
Защита жала припоя (Flowtin)
Спецификация
Stannol 810911 Kristall 511, TSC0307 (Sn99 Ag0,3 Cu0,7), ⌀1,0 мм, 500 г
- Флюс: Kristall 511 (3%)
- Добавка Flowtin для защиты наконечника припоя
- Композиция: SN99 AG0,3 CU0,7
- Диапазон плавления 217-227 ° C
- Бес свободного свинца
- Станол. Кристалл 511
Сплав
TSC0307 (Sn99 Ag0,3 Cu0,7)
Температура плавления
227 °C
Бессвинцовый
Защита жала припоя (Flowtin)
- Техническое описание 9
Станнол 813001 Кристалл 611, TSC305 (Sn96.
 5 Ag3 Cu0.5), ⌀0.5мм, 500г
5 Ag3 Cu0.5), ⌀0.5мм, 500г - Флюс: Кристалл 611 (2,7%)
- Добавка Flowtin для защиты наконечника припоя
- Состав: Sn96.5 Ag3 Cu0.5
- Диапазон плавления 217- 220 ° C
- БЕСПЛАТНО ВЫДЕЛА
- Номер детали Станола: 813001
СОРЕВАЯ проволока
Диаметр
0,5 мм
Flux
Kristall 511
(
SNSTALL 511
(
.
Точка плавления
220 °C
Бессвинцовый
Защита жала припоя (Flowtin)
Состав Ag3 Cu0.5 - Диапазон плавления 217-220°C
- Без свинца
- Без галогенов
- Станнол Часть Номер детали: 570301
Припой
Диаметр
0,8 мм
Flux
Trilence 3500
сплав
TSC305 (SN96,5 AG3 CU0,5)
Петиция
220 ° C
Exulal Low Fluled Spation
HATED HATEPTION
HATEPTING
HATED
HATEPTING
HATEPT Бесплатно
Защита жала припоя (Flowtin)
Лист данных
Stannol 570302 Trilence 3500, TSC305 (Sn96,5 Ag3 Cu0,5), ⌀1,0 мм, 1000 г
- Флюс: Trilence 3500 (3,5%)
- Добавка Flowtin для защиты наконечника припоя.

- Композиция: SN96.5 AG3 CU0,5
- Диапазон плавления 217-220 ° C
- Без лидерства
- Без галогена
- .
Flux
Trilence 3500
Alloy
TSC305 (SN96,5 AG3 CU0,5)
Плата
220 ° C
Чрезвычайно низкий поток SPITTION
Свободный
Free
0005
Защита жала припоя (Flowtin)
Спецификация
JBC SN5450 Проволока для пайки, Sn99 Ag0,3 Cu0,7, ⌀1,0 мм, 50 г
50 г Бессвинцовая катушка для припоя от JBC, поставляет оловянную проволоку к импульсным паяльникам AP130, AP250 и 55N во время работы. Состав припоя: Sn (99%) / Ag (0,3%) / Cu (0,7%).
Понимание пайки. Часть 2: Разница между флюсом и припоем
Я очарован хорошим магическим шоу, но я читал, что в представлении большую часть работы выполняет помощник фокусника. Хотя фокусник кажется источником иллюзии, чаще он является шоуменом, привлекающим внимание публики. Это позволяет ассистенту заставить работать механику иллюзии, щелкая выключателем, складываясь в коробку или открывая люк, в то время как внимание аудитории сосредоточено на фокуснике.
 Помощники фокусника обычно не получают никаких счетов, но на самом деле являются высококвалифицированными актерами, танцорами и помощниками на сцене. Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают.
Помощники фокусника обычно не получают никаких счетов, но на самом деле являются высококвалифицированными актерами, танцорами и помощниками на сцене. Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают. Когда дело доходит до пайки печатной платы, отношения между припоем и флюсом очень похожи на отношения фокусника и его помощника. Мы говорим о пайке наших печатных плат с использованием волновой пайки, пайки оплавлением припоя, селективной пайки и даже старой доброй ручной пайки. Но во всех этих фразах вы ни разу не услышите слова «флюс», хотя он так же важен, как и припой для крепления компонента к печатной плате. Однако, как и в случае с магическим шоу, без флюса припой не мог продолжаться. Давайте подробнее рассмотрим, что представляют собой эти два материала, а также разницу между флюсом и припоем.
Что такое флюс и в чем разница между флюсом и припоем?
В то время как припой используется для сборки компонентов на вашей печатной плате, флюс используется до сборки, чтобы подготовить и помочь вашей плате в процессе пайки.
 Незащищенный металл на вашей печатной плате может быть загрязнен примесями в результате манипуляций, а также оксидами, которые образуются из-за воздействия на металл воздуха. Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
Незащищенный металл на вашей печатной плате может быть загрязнен примесями в результате манипуляций, а также оксидами, которые образуются из-за воздействия на металл воздуха. Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки. Существует три различных категории флюсов, используемых для пайки электроники в соответствии с IPC J-STD-004B: канифоль и заменители канифоли, растворимые в воде и не требующие очистки. После процесса пайки канифоль и водорастворимые флюсы необходимо химически очистить, чтобы удалить оставшиеся излишки флюса. Эти остатки, если их не удалить, продолжат свою активность и вызовут коррозию платы во время ее эксплуатации.
 Не требующие очистки флюсы не нуждаются в какой-либо специальной очистке для повышения производительности, а любой видимый остаток можно очистить по желанию.
Не требующие очистки флюсы не нуждаются в какой-либо специальной очистке для повышения производительности, а любой видимый остаток можно очистить по желанию. Флюс доступен в жидкой, пастообразной и твердой формах, и существуют различные факторы, влияющие на решение о том, какой тип флюса следует использовать. Эти факторы включают:
- Тип собираемой печатной платы.
- Плотность размещения компонентов на плате.
- Какой процесс пайки будет использоваться для сборки печатной платы.
- Паяемость соединяемых металлов.
Теперь, когда мы познакомили вас с флюсом и его важностью для процесса, давайте посмотрим на сам припой для печатной платы.
Припой для печатных плат и как он работает вместе с флюсом
Припой — это клейкий материал, используемый, когда необходимо соединить два металла, например выводы компонентов и соответствующие им контактные площадки или отверстия на печатной плате. Припой используется в качестве металлического наполнителя между соединяемыми металлами и нагревается до расплавления.
 Поскольку расплавленный припой имеет более низкую температуру плавления металлов, которые он соединяет, он обеспечивает прочное соединение металл-металл, не причиняя никакого вреда плате или компонентам после охлаждения. Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.
Поскольку расплавленный припой имеет более низкую температуру плавления металлов, которые он соединяет, он обеспечивает прочное соединение металл-металл, не причиняя никакого вреда плате или компонентам после охлаждения. Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя. Как мы уже говорили ранее, полный процесс пайки включает в себя как припой, так и флюс для создания хороших прочных паяных соединений. Задача флюса состоит в том, чтобы подготовить поверхности к пайке, а затем защитить эти поверхности во время пайки. Таким образом, флюс является неотъемлемой частью пайки, и его применение считается частью всего процесса.
 Вот как применяется флюс для различных процессов пайки:
Вот как применяется флюс для различных процессов пайки: Процесс пайки
Применение флюса
Пайка волной припоя Печатная плата проходит над расплавленной волной припоя, которая впитывается в отверстия, припаивая выводы компонентов в этих отверстиях. Наносится распылением перед пайкой. Оплавление припоя Паяльная паста наносится на контактные площадки печатной платы с помощью струйного нанесения или трафарета. Эта паста удерживает выводы компонентов на месте, а затем оплавляется при прохождении через инфракрасную печь, которая нагревает их, создавая прочное соединение. Густой химический флюс в сочетании с порошком припоя образует паяльную пасту. Селективный припой Это автоматизированная система, которая наносит припой на отдельные отверстия или контактные площадки на плате.  Система либо наносит расплавленный припой через сопло, либо использует лазер для расплавления твердого припоя, который подается в соединение.
Система либо наносит расплавленный припой через сопло, либо использует лазер для расплавления твердого припоя, который подается в соединение. Распыляется или наносится отдельными каплями на поверхности, предназначенные для пайки. Ручная пайка Техник использует паяльник для расплавления твердого припоя, подаваемого в соединение. Сплошной сердечник в сплошной проволоке для пайки, используемой техниками. DFM для печатных плат HDI
Загрузить сейчас
Как получить наилучшее качество паяных соединений на сборке печатной платы
Следующим шагом является получение максимально надежных паяных соединений на печатной плате. плату, которую вы проектируете. Лучший способ сделать это — построить шаблоны посадочных мест компонентов печатной платы до нужного размера и следовать правилам хорошего проектирования для технологичности (DFM), указанным производителем. Продолжая работу над дизайном, не забывайте также постоянно проверять его, чтобы убедиться, что к вам не подкрались какие-либо нарушения DFM.

В Tempo Automation мы готовы работать с вами над тем, как наилучшим образом спроектировать ваши платы для необходимых вам процессов сборки и пайки. У нас есть огромный опыт работы с такими инженерами, как вы, которым требуется наилучшее качество изготовления для своих проектов.
Как использовать флюс для припоя
Пайка — это процесс соединения двух металлов с помощью расплавленного металла. И он обычно используется для создания соединений в различных электронных компонентах. Когда тот же процесс применяется для больших металлических конструкций, он известен как сварка.
В этой статье рассказывается о различных материалах для флюса и о том, как правильно паять.
Описание
Что такое флюс для припояУдаление оксидов металлов с поверхностей необходимо для получения качественных паяных соединений. Флюс для припоя — это чистящее средство, используемое до или во время пайки для удаления оксидов металлов.
Флюс для припоя состоит из основного материала и активатора.
 Активатор – это вещество, которое лучше смачивает металлическую поверхность, удаляя окислы. Флюс также содержит другие добавки, ускоряющие процесс пайки и препятствующие коррозии. Различные методы нанесения флюса — это флюсовая ручка или проволока с флюсовым сердечником.
Активатор – это вещество, которое лучше смачивает металлическую поверхность, удаляя окислы. Флюс также содержит другие добавки, ускоряющие процесс пайки и препятствующие коррозии. Различные методы нанесения флюса — это флюсовая ручка или проволока с флюсовым сердечником.
Выбор подходящего оборудования
1. Используйте флюс на основе канифоли для выполнения электропайкиИспользование коррозионного флюса для удаления оксида металла окажется смертельной ошибкой для тонких и хрупких проводов. Вы также можете закоротить цепь и тем самым испортить свою настоящую работу. Для предотвращения этого целесообразно использовать флюс на основе канифоли.
2. Используйте кислотный флюс при пайке трубМенее агрессивный флюс на основе канифоли недостаточен для очистки труб. Тип флюса, который лучше всего подходит вам сейчас, — это кислотный флюс. Кислотный или луженый флюс гораздо более агрессивен.
 Это поможет вам удалить большие участки окисленной металлической поверхности и обеспечит более прочную поверхность пайки.
Это поможет вам удалить большие участки окисленной металлической поверхности и обеспечит более прочную поверхность пайки.
3. Используйте свинцовый припой при работе с электроникойСвинцовый припой – хороший выбор для хрупких электронных деталей. Низкая температура плавления облегчает пайку. Те, которые являются твердыми и не имеют канифольного ядра, окисляются немного больше, в то время как другие с канифольным ядром могут помочь в дополнительном покрытии флюса.
4. Используйте посеребренный припой для пайки трубСвинцовые припои нельзя использовать для водопроводных труб, так как они токсичны. Лучше всего для этого случая подходят серебряные припои. Бессвинцовые припои слабы и не могут создавать хорошие соединения.
5. Запустите паяльник и очистите его, работая с электроникойНагрейте паяльник и влажной губкой очистите поверхность. Губка не должна быть сухой, иначе она обуглится.
 Прикосновение к нагретому утюгу может вызвать ожоги второй или третьей степени. Нанесите небольшое количество припоя, чтобы предотвратить дальнейшее окисление. Это известно как лужение.
Прикосновение к нагретому утюгу может вызвать ожоги второй или третьей степени. Нанесите небольшое количество припоя, чтобы предотвратить дальнейшее окисление. Это известно как лужение.
6. Используйте паяльную лампу при пайке трубПри пайке труб вы можете использовать кислородно-ацетиленовую или пропановую горелку. Для правильной пайки отрегулируйте длину синего пламени примерно на 5 см. Теперь держите вершину пламени возле труб. Установка нужного количества тепла требует практики. Если флюс припоя начинает плескаться, это указывает на чрезмерное нагревание.
Пайка
1. Скрутите или поверните открытые концы проводов вместе.В случае пайки проводов сначала оголите достаточное количество провода, удалив изоляционный материал. Теперь скрутите два конца проволоки внахлест друг на друга. Следите за тем, чтобы не было острых заостренных концов. Вы также можете отделить каждую тонкую проволоку и сплести их, чтобы сформировать сетку для более прочного соединения.

2. Покройте провода флюсом для пайки.Теперь пришло время применить флюс для пайки. Используя кисть или палец, нанесите большое количество припоя на соединение и покройте его. Достаточно припаять область внахлест, чтобы получить токопроводящее соединение. Возможно, вы захотите попросить кого-нибудь скрепить все эти провода вместе, пока вы будете паять, или вы можете купить зажим.
3. Прижмите паяльник к проводу, чтобы расплавить флюс.Твердый флюс необходимо расплавить для равномерного распределения. Прикоснитесь уже горячим паяльником с паяльником к проводу, чтобы нагреть сечение. Через несколько мгновений флюс расплавится.
4. Вдавите припой в провода, чтобы соединить их вместе.Необходимо расплавить припой для создания соединения. Когда вы прикасаетесь к утюгу, проволока достаточно горячая. Прикоснитесь проводом припоя к другой стороне провода. Он расплавится и осядет на плетеной проволоке.

В целях безопасности и правильной пайки держите провод на расстоянии около 12 см от его кончика. Переместите проволоку на оголенные участки и сделайте то же самое, чтобы окончательно покрыть все поверхности.
5. Дайте припою остыть и затвердеть.Теперь просто подождите несколько минут, пока он остынет. К этому времени расплавленный металл затвердеет и создаст хороший шов.
Трубки для пайки с флюсом для пайки
1. Очистите область, которую вы будете паятьПеред пайкой труб обязательна очистка от загрязнений. Используйте наждачную бумагу или стальную вату, чтобы удалить грязь. Длина очищаемой области не может увеличиваться на 2 дюйма.
2. Нанесите флюс на внешнюю поверхность трубНанесите флюс на внешнюю поверхность трубы с помощью кисти. Поддерживайте однородность покрытия и старайтесь избегать комков флюса возле углов. Флюс для лужения может скреплять трубы, но стоит дороже.
 Кислотный флюс может помочь, но разъедает хрупкие трубы. Обратитесь за советом, если вы запутались.
Кислотный флюс может помочь, но разъедает хрупкие трубы. Обратитесь за советом, если вы запутались.
3. Соедините трубы и фитингиУдерживая две трубы на расстоянии от рабочей зоны, прижмите их друг к другу для соединения. Стряхните лишнее количество флюса. Попытка работать со всем разделом вместе может быть трудной. Работайте сегментами для эффективной пайки.
4. Нагрейте разъем-розетку с помощью паяльника или паяльной лампыДержите паяльную лампу, чтобы нагреть трубу-розетку. Теперь поднесите паяльник близко к стыку, чтобы расплавить и осадить его. Флюс может начать пузыриться, но не волнуйтесь.
5. Протолкните припой к параллельной стороне трубыТеперь сожмите два конца вместе, чтобы зафиксировать соединение. Оттянув горелку, быстро проведите утюгом вокруг стыка, чтобы загерметизировать все пространство. Если припой образует бусины, отойдите от этой области. Вероятно, у вас сгорел флюс для этого региона.

6. Осмотрите соединения, чтобы убедиться, что они идеально пропаяны.После того, как трубы немного остынут, найдите пустые места или области скопления флюса. Используйте паяльную лампу, чтобы расплавить затвердевший флюс, или используйте паяльник, чтобы запечатать пустые места.
Применение различных типов флюсовДоступны флюсы для пайки с различным составом, но все они не подходят для различных типов пайки. Различные флюсы, применимые для различных методов пайки:
- Селективная пайка – Флюс для пайки, используемый в этом методе, имеет состав жидкости. Флюс распыляется на поверхность, подлежащую пайке. Другой подход заключается в использовании процесса капельной струи. Последнее является более точным и, следовательно, предпочтительным.
- Оплавление припоя – Состав для этого метода представляет собой клейкий флюс, смешанный с мелкими шариками металлического припоя.
 Эта паста удерживает припаиваемые детали на месте до тех пор, пока тепло в печи не заставит их оплавиться. Флюс служит двойной цели. Поверхность металла очищается, а паста герметизирует все воздушные зазоры для предотвращения окисления.
Эта паста удерживает припаиваемые детали на месте до тех пор, пока тепло в печи не заставит их оплавиться. Флюс служит двойной цели. Поверхность металла очищается, а паста герметизирует все воздушные зазоры для предотвращения окисления. - Пайка волной припоя – Флюс распыляется на плату перед пайкой. Следовательно, флюс содержит больше растворителей, чем любой другой флюс для пайки. Плата очищается от окисления. Если на плате, подлежащей пайке, используется менее коррозионный флюс, на ней необходимо провести дополнительную очистку.
Чистящий флюс для электроникиЧистящий флюс хорош для удаления оксидного покрытия, но после этого его необходимо очистить. Это связано с тем, что коррозионный флюс продолжает повреждать плату, если его не удалить. Различные типы флюса необходимо очищать по-разному.
- Водорастворимый – Для очистки водорастворимых припоев достаточно деионизированной воды и простых моющих средств.

- На основе канифоли – Для удаления этих типов флюса обычно используются специальные химические вещества.
- Нет очистки – Этот тип флюса требует очистки только для косметического внешнего вида. Если оставить как есть, это не нанесет никакого вреда схеме или плате.
Лучшие типы флюса для пайки электроникиДля получения хорошего металлургического соединения очень важно выбрать хороший флюс. Для электронных работ лучше всего купить свинцовый припой с сердечниками из канифоли. Он лучше подходит для тонких проводов, так как плавится при низких температурах, а также покрывает тонкий слой канифоли.
Канифольный флюс изготавливается из ананаса. Он отлично течет в горячем состоянии и быстрее удаляет оксиды. Одним из недостатков является то, что он затвердевает быстрее, и, следовательно, для его очистки требуется спирт.
Водорастворимый флюс более мощный, чем канифольный. Они также легко чистятся и имеют лучшие показатели производительности.
 Следует избегать флюсов неорганических кислот. Бессвинцовый припой не может сделать прочное соединение.
Следует избегать флюсов неорганических кислот. Бессвинцовый припой не может сделать прочное соединение.
Как подготовить паяльную машину?
Полное руководство по пайке проводов с флюсомПроцесс пайки с использованием флюса кажется простым, если следовать определенным шагам.
- Во-первых, убедитесь, что поверхности чистые.
- Удалите достаточное количество изоляционного материала, чтобы обнажить токопроводящий провод.
- Переплетите эти провода, чтобы создать временное, но правильное соединение.
- Нагрев паяльник, прижмите его сбоку к поверхности проволоки. Нанесите флюс заранее. Теперь тепло постепенно распространяется по площади и расплавляет флюс.
- Оставьте на несколько минут, чтобы шов затвердел
Этот процесс предназначен для любителей, так как слабый флюс быстро отваливается. По этой причине необходимо применять металлический припой.
Наконечники для пайки электроники с флюсом- Заранее обильно нанесите на плату флюс.

