Что такое паяльная маска и зачем она нужна на печатных платах. Какие бывают виды паяльных масок. Как правильно наносить паяльную маску. Основные требования и рекомендации по проектированию слоя паяльной маски.
Что такое паяльная маска и для чего она нужна
Паяльная маска представляет собой тонкий полимерный слой, который наносится на поверхность печатной платы для защиты медных проводников. Основные функции паяльной маски:
- Защита медных дорожек от окисления и коррозии
- Предотвращение коротких замыканий между проводниками
- Защита платы от воздействия пыли и других загрязнений
- Повышение срока службы и надежности печатной платы
Паяльная маска наносится на печатную плату после формирования проводящего рисунка, но до монтажа компонентов. Она покрывает всю поверхность платы, кроме контактных площадок и переходных отверстий, к которым будут припаиваться выводы компонентов.
Основные виды паяльных масок
Существует несколько основных типов паяльных масок, которые различаются по составу и способу нанесения:

1. Жидкие фотоизображаемые (LPI) маски
Это наиболее распространенный тип паяльных масок. LPI маски представляют собой жидкий фотополимер, который наносится на плату методом полива или трафаретной печати. После нанесения маска экспонируется ультрафиолетом через фотошаблон и проявляется. Основные преимущества:
- Высокая точность и разрешение рисунка
- Хорошая адгезия к поверхности платы
- Возможность получения тонкого равномерного слоя
- Широкий выбор цветов (зеленый, красный, синий, черный и др.)
2. Сухие пленочные маски
Представляют собой фотополимерную пленку, которая ламинируется на поверхность платы под давлением и температурой. Затем экспонируется и проявляется аналогично жидким маскам. Особенности:
- Простота нанесения на плату
- Хорошее тентирование переходных отверстий
- Подходят для плат с высокой плотностью монтажа
- Более высокая стоимость по сравнению с жидкими масками
3. Эпоксидные трафаретные маски
Наносятся методом трафаретной печати (шелкографии) через сетчатый трафарет. После нанесения проходят термическое отверждение. Преимущества:

- Низкая стоимость
- Простота нанесения
- Хорошая стойкость к воздействиям
Недостатком является более низкое разрешение рисунка по сравнению с фотоизображаемыми масками.
Технология нанесения паяльной маски
Процесс нанесения паяльной маски на печатную плату включает следующие основные этапы:
- Очистка и подготовка поверхности платы
- Нанесение жидкой маски или ламинирование сухой пленки
- Экспонирование через фотошаблон (для фотоизображаемых масок)
- Проявление маски
- Термическое отверждение
- Финишная обработка открытых контактных площадок
Как правильно наносить паяльную маску на плату с высокой плотностью проводников? Для этого необходимо:
- Использовать маски с высоким разрешением (LPI или сухие пленочные)
- Тщательно контролировать толщину наносимого слоя
- Применять прецизионное оборудование для экспонирования
- Оптимизировать режимы проявления маски
Ключевые параметры при проектировании паяльной маски
При разработке слоя паяльной маски необходимо учитывать следующие важные параметры:
Зазор паяльной маски
Это расстояние между краем контактной площадки и паяльной маской. Оптимальный зазор предотвращает образование перемычек припоя при монтаже. Типовые значения:

- 50-100 мкм для плат с шагом выводов >0.5 мм
- 25-50 мкм для плат с шагом выводов <0.5 мм
Расширение паяльной маски
Определяет, насколько маска перекрывает или не доходит до края контактной площадки:
- Положительное — маска не доходит до края площадки
- Отрицательное — маска перекрывает край площадки
- Нулевое — маска совпадает с краем площадки
Оптимальное значение зависит от технологии производства и типа компонентов.
Тентирование переходных отверстий
Это покрытие переходных отверстий паяльной маской для их защиты. Тентирование применяется для отверстий диаметром менее 0.3 мм. Преимущества:
- Защита отверстий от загрязнений
- Предотвращение затекания припоя в отверстия
- Увеличение площади для трассировки
Требования стандартов к паяльным маскам
Основные требования к паяльным маскам регламентируются стандартом IPC-SM-840. Он определяет следующие классы масок по назначению:
- T — для телекоммуникационного и компьютерного оборудования
- H — для военной и высоконадежной техники
- FT — для гибких плат телекоммуникационного назначения
- FH — для гибких плат военного назначения
Стандарт устанавливает требования к следующим параметрам масок:

- Адгезия к поверхности платы
- Стойкость к воздействию флюсов и припоев
- Диэлектрические свойства
- Стойкость к климатическим факторам
- Срок годности и условия хранения
Соответствие требованиям стандарта гарантирует высокое качество и надежность паяльной маски.
Рекомендации по выбору паяльной маски
При выборе типа паяльной маски для конкретного изделия следует учитывать следующие факторы:
- Класс точности печатной платы
- Плотность монтажа компонентов
- Требования к электрическим параметрам
- Условия эксплуатации изделия
- Технологические возможности производства
- Экономические факторы
Для большинства применений оптимальным выбором являются жидкие фотоизображаемые маски. Они обеспечивают высокое качество при умеренной стоимости. Сухие пленочные маски рекомендуются для плат с очень высокой плотностью монтажа.
Типичные дефекты паяльной маски и методы их устранения
При нанесении паяльной маски могут возникать различные дефекты, снижающие качество и надежность платы. Наиболее распространенные проблемы:
1. Пузыри в слое маски
Причины образования:
- Недостаточная очистка поверхности платы
- Наличие влаги в материале маски
- Неправильные режимы сушки
Методы устранения:
- Тщательная очистка и обезжиривание поверхности
- Контроль влажности материала маски
- Оптимизация температурного профиля сушки
2. Отслоение маски от поверхности
Возможные причины:
- Плохая адгезия маски к материалу платы
- Загрязнение поверхности
- Нарушение режимов отверждения
Способы исправления:
- Подбор маски, совместимой с материалом платы
- Улучшение очистки поверхности
- Корректировка режимов термообработки
3. Подтравливание маски под медные проводники
Причины возникновения:
- Избыточная экспозиция фотомаски
- Агрессивный проявитель
- Недостаточная адгезия маски
Методы предотвращения:
- Оптимизация времени экспонирования
- Подбор щадящего проявителя
- Улучшение адгезии маски к меди
Своевременное выявление и устранение дефектов паяльной маски позволяет значительно повысить качество и надежность печатных плат.
Современные тенденции в технологии паяльных масок
Технология паяльных масок постоянно совершенствуется. Основные направления развития:

- Разработка масок с повышенной теплостойкостью для бессвинцовой пайки
- Создание масок с улучшенными диэлектрическими свойствами
- Внедрение масок, совместимых с технологией поверхностного монтажа
- Разработка экологически безопасных составов масок
- Создание масок с повышенной стойкостью к агрессивным средам
Новые разработки позволяют улучшить характеристики печатных плат и расширить области их применения.
паяльная защитная маска печатной платы
- Главная
- Центр поддержки
- База-знаний
- Глоссарий
- паяльная защитная маска печатной платы
Англ. solder mask
Термостойкое покрытие, наносимое избирательно для защиты отдельных участков печатной платы в процессе пайки.
Защитная паяльная маска служит для защиты участков печатных плат от наплывов припоя. Существует 2 типа масок – сухая пленочная и жидкая. Сухая пленочная паяльная маска наносится методом ламинирования. Жидкая паяльная маска наносится методом сеткографии через сетчатый трафарет, причем существует 2 варианта: через готовый трафарет, когда в сетке уже сформированы все окна вскрытия и маска наносится только на защищаемые участки печатной платы (такой вариант имеет невысокое разрешение и применяется как правило на односторонних печатных платах ниже 3 класса точности) и сплошное нанесение маски с последующим проявлением с использованием фотошаблонов. Требования к совмещению фотошаблонов маски ниже, чем к фотошаблонам топологии, поэтому окна вскрытия должны быть шире контактных площадок.
Для компонентов с мелким шагом можно применять специальные LDI маски. В этом случае размер вскрытия может быть на 0,05мм больше размера контактной площадки. Разрешение таких масок 0,10мм.
основные понятия
С разновидностями масок на производстве «Резонит» вы можете ознакомиться по ссылке. Рекомендуем также ознакомиться с познавательным видеороликом, в котором наглядно показан процесс нанесения паяльной маски.
-
гибкий печатный кабель
Англ. flexible printed wiring
ГПК: Гибкая печатная плата, проводящий рисунок которой состоит из печатных проводников, предназначенная для электрического соединения печатных узлов.

основные понятия
-
материал основания
Англ. base material, substrate
основные понятия
Вернуться к разделу «Глоссарий»
Защитные паяльные маски способы их нанесения – статьи компании «ТЕХНОТЕХ»
В последнее время покрытие печатной платы защитной паяльной маской является неотъемлемой частью современной технологии их изготовления. Использование паяльных масок стало настолько распространенным, что весьма необычно видеть печатные платы без данного покрытия.
В процессе проведения сборочно-монтажных работ и эксплуатации изделия наличие защитной паяльной маски на печатных платах крайне необходимо, поэтому особое внимание уделяется их выбору и способам нанесения.
Паяльная маска представляет собой однокомпонентные или двухкомпонентные смеси, часто окрашенные в насыщенный зеленый цвет. Встречаются и другие цвета: синий, красный, желтый, белый, черный и даже фиолетовый. В последние годы потребителя интересует не только цвет маски, но и тип поверхности (матовая, полуматовая или глянцевая).
По существу, маска — это тонкий полимерный слой заданной толщины, который защищает проводники от механических воздействий и помогает минимизировать образование коротких замыканий с помощью перемычек, образованных избыточным припоем. В настоящее время в связи с изготовлением и усложнением малогабаритной электроники возникает необходимость создания печатных плат с насыщенным рисунком схемы. При монтажных работах используют комбинированный способ пайки, в процессе которого за один рабочий цикл выполняется большое число паяльных соединений, а вероятность появления перемычек между проводниками приводит к необходимости защиты элементов проводящего рисунка от образования замыканий.
Существуют две разновидности материалов для защитных паяльных масок: жидкие и пленочные.
Технологические возможности предприятия «ТЕХНОТЕХ» позволяют наносить как жидкие паяльные маски, так и сухие пленочные маски. Каждый тип маски имеет ряд преимуществ и недостатков, так же, как и оборудование для ее нанесения.
Нанесение защитной паяльной маски на нашем производстве происходит различными способами:
- методом сеткографии;
- методом полива;
- методом струйно-факельного распыления;
- методом ламинирования.
К преимуществам использования метода сеткографии на полуавтоматических установках можно отнести малые капиталовложения в оборудование, низкие затраты на вспомогательные материалы, возможность использования одного оборудования для осуществления других операций, например, нанесения маркировки или нанесения эпоксидной маски.
К недостаткам данного метода можно отнести проблематичность полного покрытия межпроводникового пространства на платах 5-6 класса точности и наличие пузырей воздуха в маске вследствие ее высокой вязкости, а также низкую производительность оборудования по сравнению с другими методами. Еще одним немаловажным минусом в методе сеткографии является большой расход маски.
Еще одним немаловажным минусом в методе сеткографии является большой расход маски.
Важную роль в сеткографии имеет выбор материала сетки, номера сетки и угла натяжения. Сетки изготавливаются из различных материалов, таких как нейлон, полиэстер, нержавеющая сталь, шелк.
Номер сетки (число нитей на сантиметр и диаметр нитей) является важнейшим фактором, влияющим на количество наносимой маски и качество получаемого изображения. Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Метод полива или «мокрой завесы» целесообразно использовать при изготовлении больших серий печатных плат. Производительность в среднем составляет 120 заготовок в час типоразмером 610х457 мм при одностороннем нанесении маски. В то же время, при использовании метода сеткографии, производительность составляет приблизительно 60 заготовок в час. Что касается толщины масочного покрытия, то она сопоставима с толщиной маски при нанесении ее методом сеткографии. Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Метод полива не эффективен при нанесении маски на печатные платы с высотой печатного проводника 65 мкм и выше, маска будет стекать с проводников, образуя очень тонкий слой на поверхности и на торце медного проводника. В таком случае маску лучше наносить методом сеткографии, где маска более густая, содержит более низкую концентрацию растворителей и поэтому менее текучая. При использовании метода сеткографии и «мокрой завесы» маска имеет свойство сильно затекать в металлизированные отверстия, что приводит к использованию более жестких условий проявления маски, тем самым уменьшается адгезия маски к печатным платам и возникает подпроявление краев маски, что достаточно негативно сказывается в дальнейшем при проведении сборочных работ (подтекание растворов под маску, отрыв перемычек).
В таком случае маску лучше наносить методом сеткографии, где маска более густая, содержит более низкую концентрацию растворителей и поэтому менее текучая. При использовании метода сеткографии и «мокрой завесы» маска имеет свойство сильно затекать в металлизированные отверстия, что приводит к использованию более жестких условий проявления маски, тем самым уменьшается адгезия маски к печатным платам и возникает подпроявление краев маски, что достаточно негативно сказывается в дальнейшем при проведении сборочных работ (подтекание растворов под маску, отрыв перемычек).
Метод струйно-факельного распыления занимает промежуточное место по своим характеристикам между методом «мокрой завесы» и методом сеткографии. Этот способ нанесения также имеет свои плюсы и минусы.
Данный метод позволяет получить достаточную толщину маски на краях высоких печатных проводников и между соседними печатными проводниками. Маска для струйно-факельного распыления имеет большую текучесть, чем маска, используемая для метода трафаретной печати, но меньшую, чем маска, используемая для полива. Оборудование для распыления имеет низкий расход паяльной маски.
Оборудование для распыления имеет низкий расход паяльной маски.
Область направления распыления маски расположена поперек движения конвейера, что дает возможность получить равномерное по толщине масочное покрытие по всей площади заготовки. Так как распыление происходит под углом, процесс покрытия торцов печатных проводников дает надежную равномерную защиту всей поверхности проводника, и попадание воздуха в паяльную маску исключено.
Равномерное по толщине покрытие маской, даже на «высоких» проводниках, получается благодаря распыляющейся нагревающей форсунке и позволяет снизить расход маски путем распыления только на заданную область. Данная технология требует низкого содержания растворителя в паяльной маске, и, соответственно, время предварительной сушки маски тоже сокращается. Толщина слоя в отвержденном виде составляет в среднем от 25 до 40 мкм. На толщину покрываемого слоя влияют скорости движения конвейера и распыляющей форсунки, давление маски в форсунке. С помощью данного метода можно предотвратить сильное затекание маски в металлизированные отверстия печатной платы, что является значительной проблемой при использовании метода сеткографии и «мокрой завесы». Маска, нанесенная на печатные платы данным методом, имеет высокую адгезию к поверхности, имеет небольшой подтрав и хороший внешний вид, так как при проявлении маски требуются более щадящие режимы (давление раствора для проявления и время проявления).
Маска, нанесенная на печатные платы данным методом, имеет высокую адгезию к поверхности, имеет небольшой подтрав и хороший внешний вид, так как при проявлении маски требуются более щадящие режимы (давление раствора для проявления и время проявления).
Сухие пленочные защитные маски для метода ламинирования представляют собой сухую фотополимерную защитную пленку на основе эпоксидных материалов.
Поставляются такие маски разной толщины (40 мкм, 75 мкм, 100 мкм). Выбор толщины зависит от геометрии рисунка печатной платы и высоты проводников. Сухие пленочные маски наносятся на печатные платы при помощи вакуумных ламинаторов. В процессе ламинирования в камере создается вакуум, который обеспечивает полное удаление воздуха между проводниками схемы. Сухую пленочную маску не желательно использовать на печатных платах с малым шагом расположения печатных проводников, может возникнуть «трубчатый эффект», что в первую очередь связано с толщиной сухой пленочной маски.
Одним из главных преимуществ сухой пленочной маски является возможность надежного тентирования контактных площадок переходных отверстий.
Это предотвращает соприкосновение навесных компонентов при монтаже с проводящим рисунком. Маска, нанесенная методом сеткографии, полива или струйно-факельного распыления не дает надежного тентирования. Тенты могут быть пробиты в процессе проявления паяльной маски, термоудара и привести к затеканию агрессивных сред в переходные отверстия. В сравнении с жидкой паяльной маской, сухая не имеет «срока жизни», за исключением срока реализации, в то время как жидкая маска должна быть использована после смешения компонентов, в среднем, в течение трех-пяти дней.
К недостаткам сухой маски можно отнести высокую стоимость, невозможность получения тонких перемычек между контактными площадками, большой расход маски при автоматическом режиме работы оборудования и низкую производительность данного оборудования.
Выбор нанесения защитной маски по медному проводящему рисунку или по финишному покрытию часто определяет конструкторская документация, однако не надо забывать о здравом смысле. Создать достаточную шероховатость поверхности для надежного сцепления защитной маски с медью гораздо проще, чем для финишного покрытия иммерсионное золото или иммерсионное серебро. Предприятие «ТЕХНОТЕХ» имеет технологическую возможность нанесения защитной паяльной маски по самым распространенным финишным покрытиям, применяемым в производстве печатных плат: гальванические (медь, олово, ПОС, золото, золото-кобальт, серебро) и иммерсионным (золото, серебро).
Создать достаточную шероховатость поверхности для надежного сцепления защитной маски с медью гораздо проще, чем для финишного покрытия иммерсионное золото или иммерсионное серебро. Предприятие «ТЕХНОТЕХ» имеет технологическую возможность нанесения защитной паяльной маски по самым распространенным финишным покрытиям, применяемым в производстве печатных плат: гальванические (медь, олово, ПОС, золото, золото-кобальт, серебро) и иммерсионным (золото, серебро).
В заключение хочется отметить, что выбор метода нанесения маски и использование соответствующего оборудования в каждом случае осуществляется с учетом множество факторов. Специалисты нашего предприятия всегда предлагают оптимальное решение ваших задач!
Инженер-технолог ООО «ТЕХНОТЕХ»
Дождикова О.Е
Что такое слой паяльной маски?
После изготовления печатной платы медные дорожки на плате обычно подвержены риску окисления и коррозии из-за воздействия окружающей среды. Самый надежный способ предотвратить это и увеличить срок службы печатной платы — нанести на нее защитное покрытие, известное как паяльная маска.
Что такое слой паяльной маски?
Паяльная маска представляет собой тонкий слой полимера, наносимый на печатную плату для защиты меди от окисления и коротких замыканий во время работы. Он также защищает печатную плату от воздействий окружающей среды, таких как пыль и некоторые другие загрязняющие вещества, которые могут привести к короткому замыканию в долгосрочной перспективе.
Панели, покрытые маской для пайкиТипы масок для пайки
Маски для пайки бывают разных типов, и их выбор зависит от области применения, для которой они будут использоваться. Ниже приведены различные типы:
Верхняя и нижняя боковые маски
Они обычно используются инженерами для обозначения отверстий в зеленой маске для пайки, уже нанесенной на печатную плату. Этот конкретный слой паяльной маски добавляется с помощью эпоксидной смолы или пленочного метода. Затем выводы компонентов припаиваются к плате с использованием отверстий, зарегистрированных с помощью масок.
Дорожки на верхней стороне платы называются верхними дорожками, а соответствующая используемая паяльная маска называется верхней маской. Идентичная верхней маске, нижняя маска используется для нижней стороны платы.
Маски для жидкого эпоксидного припоя
Наиболее экономичным вариантом среди масок для пайки является эпоксидная смола. Это полимер, нанесенный методом шелкографии на печатную плату. Шелкография относится к технике печати, в которой используется тканая сетка для поддержки узоров, блокирующих чернила. Сетка позволяет идентифицировать открытые области для процесса переноса краски. Затем за этим этапом следует термическое отверждение.
Жидкие фотоизображаемые (LPI) паяльные маски
LPI паяльные маски на самом деле представляют собой смесь двух различных жидкостей. Эти жидкости хранятся отдельно и смешиваются непосредственно перед нанесением слоя маски, чтобы обеспечить более длительный срок хранения. LPI также является одним из наиболее экономичных вариантов среди различных других типов.
LPI используется для нанесения покрытия поливом, трафаретной печати и распыления. Эта маска представляет собой смесь различных полимеров и растворителей. С помощью этой маски можно сформировать тонкое покрытие, которое может прилипнуть к поверхности целевой области. После использования этой маски печатная плата, как правило, не требует какой-либо окончательной обработки поверхности, которая доступна в настоящее время.
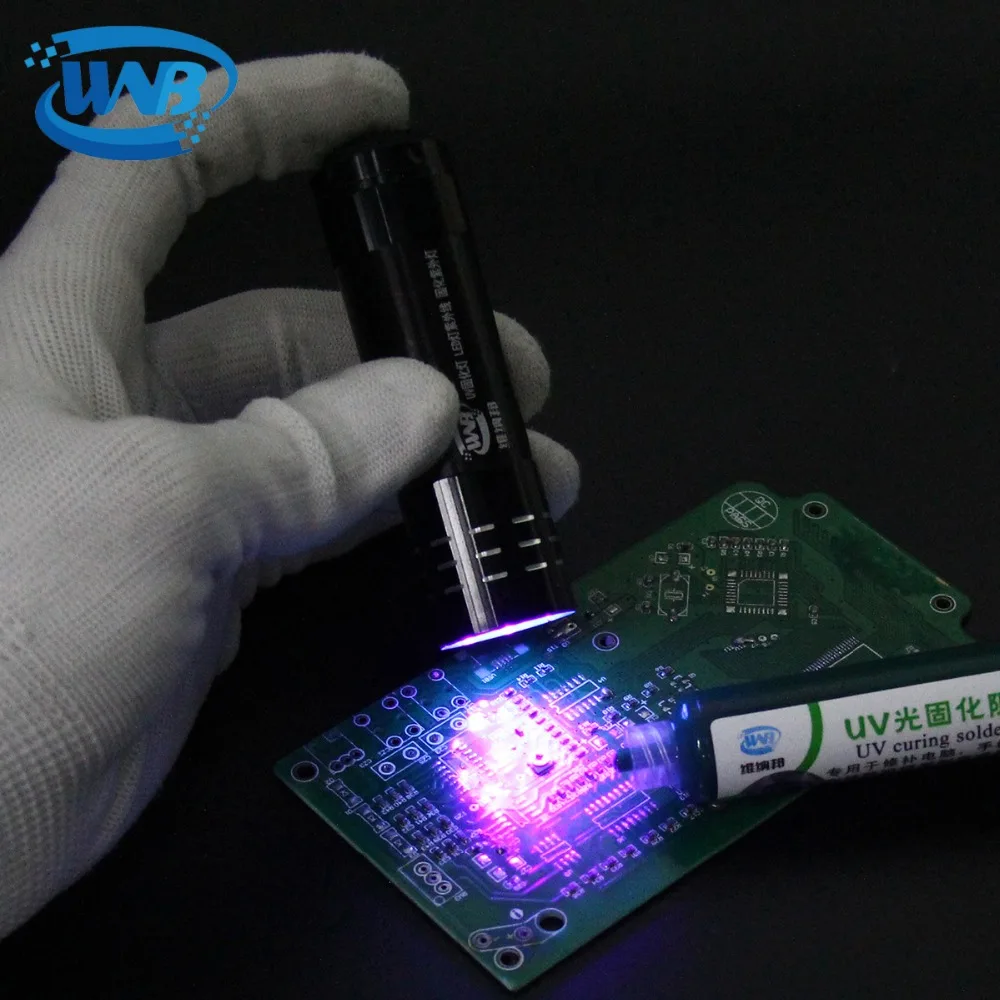
В отличие от обычных эпоксидных красок, LPI чувствителен к ультрафиолетовому излучению. Панель должна быть покрыта маской, и после короткого «цикла отверждения до отлипа» печатная плата подвергается воздействию УФ-излучения с использованием УФ-лазера или процесса фотолитографии.
Перед нанесением маски панели очищают и проверяют на наличие признаков окисления. Это делается с помощью химического раствора, раствора оксида алюминия или взвешенной пемзы для очистки панелей.
Одним из самых популярных методов воздействия на поверхность панели ультрафиолетового излучения является использование пленочных инструментов и контактных принтеров. Верхний и нижний листы пленки печатаются с использованием эмульсии, чтобы заблокировать участки, которые необходимо спаять. Затем производственные панели и пленку фиксируют на месте с помощью инструментов на принтере и одновременно подвергают воздействию источника ультрафиолетового света.
Верхний и нижний листы пленки печатаются с использованием эмульсии, чтобы заблокировать участки, которые необходимо спаять. Затем производственные панели и пленку фиксируют на месте с помощью инструментов на принтере и одновременно подвергают воздействию источника ультрафиолетового света.
В одном методе используется прямая визуализация с использованием лазера. Этот метод не требует инструментов или пленки, поскольку управление лазером осуществляется с помощью реперных маркеров, размещенных на медном шаблоне панели.
Маски LPI доступны в различных цветах, таких как зеленый, черный, красный, желтый, белый и синий.
Маски для пайки с фотоизображением на сухой пленке
Использование масок для пайки на сухой пленке с фотоизображением требует вакуумного ламинирования. Эта сухая пленка подвергается экспонированию, а затем проявляется. После проявления идентифицируются отверстия для создания шаблона, после чего компоненты припаиваются к медным площадкам. Монтажные платы с высокой плотностью монтажа больше всего выигрывают от применения сухих пленочных масок для пайки, поскольку они не заполняют сквозные отверстия.
Поверхностная обработка
Независимо от типа используемой паяльной маски для печатных плат, полученная маска оставит после себя определенные открытые участки меди на печатной плате. Эти открытые участки должны быть покрыты подходящим покрытием для предотвращения окисления. Одним из самых популярных способов отделки поверхности является выравнивание припоем горячим воздухом (HASL). В зависимости от требований также могут использоваться другие виды отделки поверхности, такие как химическое никелирование, иммерсионное палладиевое золото (ENEPIG) и иммерсионное никелевое золото (ENIG). При необходимости в слое маски оставляются дополнительные отверстия для маски вставки. Эта пастообразная маска используется для прикрепления контактных площадок или других компонентов к плате в зависимости от используемого производственного процесса.
Чтобы узнать о черной прокладке, прочитайте, как обойти черную прокладку в отделке ENIG.
Справочник по проектированию для производства
10 глав — 40 страниц — 45 минут чтения
Рекомендации по проектированию паяльной маски
Дизайн паяльной маски требует соблюдения определенных критериев. Вот несколько таких параметров на практике:
Вот несколько таких параметров на практике:
Тентованные переходные отверстия
Когда переходное отверстие закрыто паяльной маской, чтобы оно не было видно, это называется тентованным переходным отверстием. В отличие от сквозного заполнения, здесь паяльной маской покрыто только кольцевое кольцо. Если отверстие полностью закрыто, это называется заполненным переходным отверстием или замаскированным переходным отверстием, в зависимости от метода, используемого для закрытия отверстия.
Тентирование переходных отверстий является популярным процессом, используемым для защиты печатных плат, и из-за соображений стоимости его выбирают вместо заполнения эпоксидной смолой или заглушки маской. Среди методов сквозного наложения наиболее экономичным является нанесение жидкой фотоизображаемой (LPI) паяльной маски. Чтобы обеспечить лучший тент, вы также можете использовать смоляную заливку, которая дороже.
Затененное переходное отверстие, созданное с использованием паяльной маски Цель затененного переходного отверстия состоит в том, чтобы оставить меньше открытых токопроводящих площадок на поверхности печатной платы. Это сведет к минимуму короткие замыкания, возникающие во время соединения припоем в процессе сборки. Миграция пасты с контактных площадок SMT также снижается, что может произойти, когда переходные отверстия находятся на краях контактных площадок или в стандартных шаблонах BGA типа «собачья кость». Тентинг также сводит к минимуму вероятность повреждения переходного отверстия в результате воздействия рабочей среды.
Это сведет к минимуму короткие замыкания, возникающие во время соединения припоем в процессе сборки. Миграция пасты с контактных площадок SMT также снижается, что может произойти, когда переходные отверстия находятся на краях контактных площадок или в стандартных шаблонах BGA типа «собачья кость». Тентинг также сводит к минимуму вероятность повреждения переходного отверстия в результате воздействия рабочей среды.
Что такое зазор паяльной маски?
Зазор паяльной маски — это допуск, определяющий, насколько близко паяльная маска может располагаться к элементам поверхности печатной платы. Цель этого допуска/зазора состоит в том, чтобы обеспечить адекватное расстояние, известное как припойные перемычки, между поверхностными элементами, на которые наносится припой. Это предотвращает образование паяных мостиков.
Зазор паяльной маски в печатной плате Обычно зазор паяльной маски должен составлять половину расстояния между проводниками. При использовании тонких токопроводящих рисунков размером менее 100 мкм зазор паяльной маски может быть ниже 50 мкм.
Площадки
Площадки, определяемые паяльной маской, — это те, в которых отверстие маски меньше медной площадки, так что паяльная маска будет определять размер площадки, используемой в BGA. Изменения зазора маски определяют размер медной площадки.
Контактные площадки SMD и NSMD
Контактные площадки, определенные маской без припоя, включают зазор между контактной площадкой и маской.
В процессе изготовления паяльной маски необходимо учитывать допуски на подгонку, чтобы зазор в маске всегда был больше, чем контактные площадки припоя. Это необходимо, чтобы вся контактная площадка не содержала припоя и обеспечивала оптимальную пайку в соответствии с новыми версиями H.
Что такое открытие паяльной маски?
Внешние слои печатной платы без маски называются отверстием паяльной маски. Его цель — подвергнуть схему воздействию олова (припоя). Это отверстие должно быть точным, иначе оно может привести к ненужному обнажению меди на плате, что приведет к коррозии и повреждению.
Как правило, производители предпочитают иметь отверстия паяльной маски 1:1 с медными контактными площадками, которые можно изменить в соответствии с соответствующим производственным процессом. Отверстие должно быть адаптировано к требованиям, иначе это может привести к обнажению заземляющего слоя рядом с контактной площадкой. Это может привести к короткому замыканию и должно быть предотвращено.
Покрытие или расширение паяльной маски
Программное обеспечение для автоматизации проектирования (EDA) обычно позволяет установить расстояние между элементами поверхности и паяльной маской платы. Эта спецификация обычно называется расширением паяльной маски и может принимать положительное, отрицательное или нулевое значение.
Положительное расширение маски припоя
Когда между концом маски припоя и внешней окружностью открытой контактной площадки есть зазор, это называется положительным расширением маски припоя.
Нулевое расширение маски припоя
Если между маской припоя и контактной площадкой нет промежутка или зазора, значение равно нулю.
Расширение отрицательной паяльной маски
Когда паяльная маска перекрывает область контактной площадки, она имеет отрицательное значение.
CAM-снимок покрытия паяльной маскиСтандарты IPC для паяльной маски
Требования к паяльной маске определены в квалификационных и технических характеристиках IPC-SM-840 для постоянной паяльной маски и гибких покровных материалов.
Предполагаемое применение паяльной маски распределяет ее требования по различным категориям:
T – телекоммуникации
Эта категория состоит из телекоммуникационных устройств, компьютеров и оборудования, используемого в некритических военных приложениях. Слой паяльной маски и покрытие на платах этого класса подходят для высокопроизводительных промышленных и коммерческих продуктов. Для таких продуктов потребуется увеличенный срок службы, но перерыв в работе не приведет к опасным для жизни ситуациям.
H – высокая надежность/военный
Сюда входит оборудование, для которого прогрессивные требования к производительности имеют критический характер, а время простоя устройства недопустимо. Паяльная маска и покрытие на платах этого класса печатных плат предназначены для критических по своей природе приложений, где бесперебойная работа абсолютно необходима.
Паяльная маска и покрытие на платах этого класса печатных плат предназначены для критических по своей природе приложений, где бесперебойная работа абсолютно необходима.
FT – гибкие печатные платы (телекоммуникации)
Это относится к материалам покрытия, которые используются для гибких плат в телекоммуникационном оборудовании.
FH – гибкие печатные платы (высокая надежность/военные)
Это относится к материалам покрытия, которые используются для гибких печатных плат, которые требуются в военных приложениях, требующих высокой надежности.
Материалы гибкого покрытия были добавлены к редакции «E» стандартов IPC. Требования к материалам паяльной маски соответствуют трем классам IPC для плат без покрытия:
- Печатные платы класса 1, для которых не требуется паяльная маска
- Платы класса 2, соответствующие требованиям маски класса T/FT (телекоммуникации)
- Печатные платы класса 3, соответствующие требованиям к маскам класса H/FH (высоконадежные военные)
Упомянутые выше требования к паяльной маске касаются таких параметров, как твердость, срок годности, воспламеняемость и адгезия к плате. В нем также указывается устойчивость к пайке, биологическому росту, влаге и химическим веществам, таким как флюсы, чистящие средства и растворители. Еще одним важным соображением является выбор матовой или атласной поверхности вместо глянцевой или полуглянцевой. Это помогает свести к минимуму образование пузырей припоя и уменьшить блики во время ручных процессов и проверок. В закупочных документах или производственных чертежах обычно указывается, соответствует ли оборудование стандартам IPC-6012. Когда этот стандарт заявлен для соответствия, паяльная маска подпадает под действие IPC-6012, раздел 3.7.
В нем также указывается устойчивость к пайке, биологическому росту, влаге и химическим веществам, таким как флюсы, чистящие средства и растворители. Еще одним важным соображением является выбор матовой или атласной поверхности вместо глянцевой или полуглянцевой. Это помогает свести к минимуму образование пузырей припоя и уменьшить блики во время ручных процессов и проверок. В закупочных документах или производственных чертежах обычно указывается, соответствует ли оборудование стандартам IPC-6012. Когда этот стандарт заявлен для соответствия, паяльная маска подпадает под действие IPC-6012, раздел 3.7.
Применение паяльной маски
Слой паяльной маски выполняет множество важных функций, как указано ниже:
- Защищает печатную плату от окисления и коррозии.
- Предотвращает перемычки припоя, которые являются нежелательным соединением паяных соединений на плате, которые могут повредить печатные платы и привести к коротким замыканиям. Паяльная маска в этом случае служит барьером между паяными соединениями и другими токопроводящими участками печатной платы.
 Это обеспечивает дополнительную изоляцию компонентов платы.
Это обеспечивает дополнительную изоляцию компонентов платы. - Останавливает рост металлических усов — тонких нитей, торчащих из печатной платы, которые могут привести к сбою системы. Металлические усы могут образовываться аналогично образованию перемычек припоя, что приводит к коротким замыканиям и неисправностям.
- Уменьшает количество паяльной пасты, необходимой в процессе пайки.
- Увеличивает напряжение пробоя диэлектрического материала платы.
- Защищает печатную плату от загрязнений во время работы.
- Увеличивает срок хранения печатной платы.
Как наносится паяльная маска?
Ниже представлен процесс нанесения слоя паяльной маски на печатную плату:
Шаг 1: Очистка платы
Плата очищается от грязи и других загрязнений, а затем поверхность платы высушивается.
Этап 2: Покрытие паяльной маски чернилами
Затем плата загружается в вертикальную установку для нанесения покрытий на паяльную маску. Толщина покрытия определяется такими факторами, как надежность, необходимая для печатной платы, и область, в которой она будет использоваться. Толщина паяльной маски будет варьироваться, когда дело доходит до добавления на различные участки печатной платы, такие как дорожки, медная фольга или подложка. Толщина этого маскирующего слоя будет зависеть от возможностей оборудования и производственных возможностей печатной платы.
Толщина покрытия определяется такими факторами, как надежность, необходимая для печатной платы, и область, в которой она будет использоваться. Толщина паяльной маски будет варьироваться, когда дело доходит до добавления на различные участки печатной платы, такие как дорожки, медная фольга или подложка. Толщина этого маскирующего слоя будет зависеть от возможностей оборудования и производственных возможностей печатной платы.
Этап 3: Предварительное отверждение
Этот этап отличается от полного отверждения, поскольку предварительное отверждение направлено на то, чтобы сделать покрытие относительно твердым на плате. Это облегчает удаление нежелательного покрытия, которое, в свою очередь, может быть легко удалено с печатной платы на этапе разработки.
Этап 4: Визуализация и закалка
Визуализация выполняется с помощью фотопленки, на которую лазером наносится область паяльной маски. Эта пленка выравнивается по отношению к панели, которая уже покрыта краской для припоя и высушена до отлипа. Во время этого процесса визуализации пленка, совмещенная с панелью, подвергается воздействию УФ-излучения. При получении УФ-излучения непрозрачная область позволяет УФ-свету проходить через пленку, и, таким образом, краска под непрозрачной поверхностью полимеризуется (затвердевает).
Во время этого процесса визуализации пленка, совмещенная с панелью, подвергается воздействию УФ-излучения. При получении УФ-излучения непрозрачная область позволяет УФ-свету проходить через пленку, и, таким образом, краска под непрозрачной поверхностью полимеризуется (затвердевает).
В случае получения изображения LDI фотопленки не требуются, поскольку УФ-лазер напрямую затвердевает на тех участках платы, которые должны удерживать чернила паяльной маски.
Шаг 5: Проявка
Затем печатная плата погружается в проявитель, чтобы очистить ненужную паяльную маску и обеспечить точное обнажение требуемой медной фольги.
Шаг 6: Окончательное отверждение и очистка
Окончательное отверждение необходимо, чтобы чернила паяльной маски были доступны при монтаже на поверхность печатной платы. Затем платы, покрытые паяльной маской, необходимо очистить перед дальнейшими процессами, такими как нанесение покрытия на поверхность.
Обработка паяльной маски с помощью струйной печати
В последнее десятилетие при производстве печатных плат преимущественно использовались струйные системы для создания номенклатурной маркировки. Однако в последние годы технология развивалась, позволяя производителям печатать паяльную маску непосредственно на поверхности платы или панели. Это также иногда называют прямой струйной обработкой (DJ), когда маскирующие чернила наносятся на поверхность печатной платы в соответствии с проектными данными. Прямая струйная обработка осуществляется с помощью пьезоэлектрической головки.
Однако в последние годы технология развивалась, позволяя производителям печатать паяльную маску непосредственно на поверхности платы или панели. Это также иногда называют прямой струйной обработкой (DJ), когда маскирующие чернила наносятся на поверхность печатной платы в соответствии с проектными данными. Прямая струйная обработка осуществляется с помощью пьезоэлектрической головки.
По сравнению с методом, основанным на фотолитографии, метод DJ сокращает большинство этапов процесса, что дает следующие преимущества:
- Минимальное использование материала
- Уменьшенное капитальное оборудование и переменные процесса
- Экологически чистая обработка
- Устранение чрезмерного использования паяльной маски
Нанесение паяльной маски на печатную плату — это процесс, требующий значительных технических знаний и навыков. Чтобы предотвратить брак платы и отказ из-за таких проблем, как неадекватные или избыточные рельефы, вам необходимо выбрать производителя печатных плат, который может справиться с этим процессом без ошибок.
Хотите узнать больше о слое паяльной маски? Дайте нам знать об этом в комментариях!
Руководство по проектированию IPC класса 3
8 глав — 23 страницы — 35 минут чтения
Понимание того, как процесс изготовления паяльной маски влияет на изготовленную вами печатную плату
Одной из величайших почестей, которой может быть удостоен любой человек, является способность служить своей стране на военной службе. Тот факт, что нам нужны вооруженные силы, безусловно, является необходимым злом. Тем не менее, подвергать себя риску ради других, вероятно, является величайшей жертвой, которую можно принести. Очень приятно знать, что семья, друзья и даже люди, которых вы никогда не встретите, чувствуют себя в безопасности и защищены благодаря вам. По моему опыту, единственным отрицательным моментом в служении была необходимость носить эту «уродливую» униформу, так как этот бледно-зеленый цвет, безусловно, был бельмом на глазу. Однако он представлял собой защиту, на которую все мы могли положиться, и хотя с тех пор, как я ушел со службы, прошли годы, бледно-зеленый по-прежнему представляет собой защиту. Теперь, когда я глубоко укоренился в мире печатных плат, он также представляет паяльную маску, которая не только защищает вашу плату, но и необходима для сборки печатных плат.
Однако он представлял собой защиту, на которую все мы могли положиться, и хотя с тех пор, как я ушел со службы, прошли годы, бледно-зеленый по-прежнему представляет собой защиту. Теперь, когда я глубоко укоренился в мире печатных плат, он также представляет паяльную маску, которая не только защищает вашу плату, но и необходима для сборки печатных плат.
Паяльная маска — это основная защита вашей платы от коррозии и окисления. Это влияет на качество печатных плат, защищая от ухудшения производительности и сокращения нормального срока службы устройства, которое может произойти без защиты паяльной маски. Что еще более важно, паяльная маска обеспечивает барьер между паяными соединениями и другими токопроводящими элементами платы во время сборки печатной платы, тем самым помогая предотвратить образование паяных перемычек. Хотя зеленый может быть не самым привлекательным вариантом, есть свойства, которые делают его хорошим выбором для вашей паяльной маски и, безусловно, наиболее часто используемым цветом. Изучив процесс создания паяльной маски и поняв, как он влияет на плату, вы сможете сделать лучший выбор паяльной маски для своего проекта.
Изучив процесс создания паяльной маски и поняв, как он влияет на плату, вы сможете сделать лучший выбор паяльной маски для своего проекта.
Процесс изготовления паяльной маски
Процесс изготовления паяльной маски является важным этапом производства печатной платы, который выполняется во время изготовления. Вероятно, наиболее важным фактором процесса паяльной маски является то, как она применяется. Общие способы нанесения включают:
- Трафаретная печать
- Одностороннее или двустороннее покрытие
- Рекомендуется для тонких сердцевин/гибких подложек
- Может использоваться для сквозного соединения
- Склонен к захвату воздуха
- ≅ 17 м 2 /кг стандартное покрытие 1
- Занавес
- Только одностороннее покрытие
- Не рекомендуется для тонких сердцевин/гибких подложек
- Не может использоваться для сквозного соединения
- Склонен к захвату воздуха
- ≅ 12 м 2 /кг стандартное покрытие 1
- Воздушный распылитель высокого давления и малого объема (HPLV)
- Одностороннее или двустороннее покрытие
- Трудно наносится на тонкие сердцевины/гибкие подложки
- Не может использоваться для сквозного соединения
- Не подвержен захвату воздуха
- ≅ 4,5–14 м 2 /кг стандартное покрытие 1
- Электростатический спрей
- Одностороннее или двустороннее покрытие
- Может применяться для тонких сердцевин/гибких подложек
- Не может использоваться для сквозного соединения
- Не подвержен захвату воздуха
- ≅ 16 м 2 /кг стандартное покрытие 1
Следует отметить, что если в вашем дизайне требуется сквозное нанесение, не следует использовать жидкую аппликацию. Есть несколько соображений относительно процессов паяльной маски, которые могут отображаться прямо или косвенно, как показано в таблице ниже:
Есть несколько соображений относительно процессов паяльной маски, которые могут отображаться прямо или косвенно, как показано в таблице ниже:
|
ПРОЦЕССЫ ПАЯЛЬНОЙ МАСКИ |
|||
|
Прямая визуализация |
Непрямая визуализация | ||
|
Руководство |
Прямое лазерное изображение (LDI) |
||
|
Трафаретная печать |
Жидкая фотоизображаемая паяльная маска (LPISM) |
||
| Струйный принтер |
Сухая пленка |
||
Как показано, доступные методы нанесения паяльной маски зависят от конструкции вашей печатной платы и конкретных потребностей.
Как процесс изготовления паяльной маски влияет на вашу печатную плату
Теперь, когда мы углубились в процесс изготовления паяльной маски, давайте рассмотрим, как этот процесс влияет на вашу печатную плату. Как указывалось ранее, паяльная маска влияет на сборку печатной платы и качество платы. Ниже перечислены наиболее заметные воздействия паяльной маски:
- Предотвращение образования мостиков припоя
- Обеспечивает паяную перемычку между паяными соединениями и другими токопроводящими участками платы, где могут образовываться паяные перемычки, что может привести к короткому замыканию или повреждению платы.
- Снижение расхода паяльной пасты
- Позволяет использовать меньше паяльной пасты в процессе пайки.
- Дополнительная изоляция компонентов из текстолита
- Служит изолятором между компонентами платы.
- Защита печатной платы
- Защищает от загрязнений, которые могут попасть в процессе работы с платой.

- Предотвращает окисление, которое может сократить срок службы устройства.
- Защищает от загрязнений, которые могут попасть в процессе работы с платой.
- Повышение напряжения пробоя
- Может увеличить напряжение пробоя диэлектрического материала платы, обеспечивая дополнительную защиту от дуги или коронного разряда, обычно связанных с платами высокого напряжения (выше 1 кВ).
- Предотвращение образования металлических усов
- Помогает предотвратить рост оловянных усов, в основном связанных с бессвинцовым припоем или лужением электронных компонентов.
Очевидно, что процесс изготовления паяльной маски имеет важное значение для технологичности и работы вашей платы после ее развертывания. Тем не менее, бывают ситуации, когда использование паяльной маски может быть невозможным или желательным, например, для небольших компонентов и мелких шагов на массивах с шариковой решеткой (BGA). Прежде чем принять решение отказаться от паяльной маски и использовать альтернативные варианты конструкции, вы должны проконсультироваться со своим CM, чтобы убедиться, что это не повлияет на производительность или надежность вашей платы.
Понимание сложности печатных плат: проектирование для безотказного производства
Смотреть сейчас
Рекомендации по паяльной маске
Хотя единого мнения о том, почему зеленый цвет является преобладающим цветом, используемым в процессе изготовления паяльной маски, нет, существуют атрибуты, поддерживающие его использование. . Во-первых, зеленую паяльную маску можно использовать для создания наименьших перемычек паяльной маски (0,1 мм). Красные, синие и желтые могут создавать перемычки толщиной 0,12 мм. Черное и белое, которые могут обеспечить наибольшую контрастность для шелкографии, создают перемычки паяльной маски толщиной 0,15 мм. В пользу использования зеленого может свидетельствовать тот факт, что зеленый свет имеет длину волны около 550 нм, что делает зеленый цвет наиболее видимым для человеческого глаза при дневном свете.
Однако цвет является лишь одним из факторов, влияющих на тип паяльной маски, которую следует или даже можно использовать. Основное внимание уделяется типу системы, в которой будет развернута плата. Печатные платы, предназначенные для использования в определенных отраслях или для определенных приложений, должны соответствовать стандартам, изложенным в IPC-SM-840D.
Основное внимание уделяется типу системы, в которой будет развернута плата. Печатные платы, предназначенные для использования в определенных отраслях или для определенных приложений, должны соответствовать стандартам, изложенным в IPC-SM-840D.
Чтобы убедиться, что процесс паяльной маски, примененный к вашей плате, соответствует всем нормам, а также вашим собственным требованиям, вы должны сотрудничать с вашим контрактным производителем (CM) на ранних этапах процесса проектирования и разработки. Привлечение вашего CM гарантирует, что соображения сборки печатных плат, а также качество ваших плат будут хорошо интегрированы в процесс проектирования и разработки.
Служба изготовления заказных печатных плат Tempo
|

В Tempo Automation мы помогаем вам начать наилучший путь, предоставляя информацию для вашего DFM и позволяя вам легко просматривать и загружать файлы DRC. Если вы являетесь пользователем Altium, вы можете просто добавить эти файлы в свое программное обеспечение для проектирования печатных плат.
Если вы готовы изготовить свою конструкцию, попробуйте наш инструмент расчета стоимости, чтобы загрузить файлы CAD и BOM. Если вам нужна дополнительная информация о процессе паяльной маски и о том, как он влияет на производство ваших плат, свяжитесь с нами.
