Что такое паяльная маска для печатных плат. Какие бывают виды паяльных масок. Каковы основные характеристики и функции паяльной маски. Какие существуют методы нанесения паяльной маски на печатные платы. Как выбрать оптимальный тип маски и метод ее нанесения.
Что представляет собой паяльная маска и зачем она нужна
Паяльная маска — это тонкое полимерное покрытие, наносимое на печатные платы для защиты проводников и предотвращения образования перемычек припоя. Основные функции паяльной маски:
- Защита проводников от механических повреждений
- Предотвращение образования паразитных перемычек припоя между проводниками
- Защита от коррозии и окисления
- Улучшение внешнего вида печатной платы
- Обеспечение электрической изоляции
Паяльная маска наносится на печатную плату до монтажа компонентов и остается на ней в течение всего срока службы. Применение паяльной маски значительно повышает надежность и долговечность электронных устройств.
Основные виды паяльных масок
Существует несколько основных типов паяльных масок:
1. Жидкие паяльные маски
Наносятся в жидком виде методом трафаретной печати, полива или распыления. После нанесения проходят процесс отверждения под воздействием УФ-излучения или высокой температуры. Основные преимущества:
- Хорошая адгезия к поверхности платы
- Возможность нанесения тонким слоем
- Высокая точность нанесения
2. Сухие пленочные маски
Представляют собой готовую полимерную пленку, которая ламинируется на поверхность платы. Преимущества:
- Простота нанесения
- Отсутствие жидких растворителей
- Хорошее тентирование отверстий
3. Фоточувствительные маски
Наносятся в жидком виде, а затем экспонируются через фотошаблон. Позволяют получить очень высокую точность рисунка. Применяются для плат высокой плотности.
Ключевые характеристики паяльных масок
При выборе паяльной маски следует учитывать следующие важные параметры:
- Цвет (зеленый, красный, синий, черный и др.)
- Тип поверхности (глянцевая, матовая, полуматовая)
- Толщина покрытия
- Адгезия к материалу платы
- Термостойкость
- Устойчивость к воздействию флюсов и растворителей
- Диэлектрические свойства
- Технологичность нанесения
Выбор конкретных характеристик зависит от требований к конечному изделию и особенностей производственного процесса.

Методы нанесения паяльной маски на печатные платы
Существует несколько основных способов нанесения паяльной маски:
1. Метод сеткографии (трафаретная печать)
Паяльная маска продавливается через сетчатый трафарет на поверхность платы. Преимущества метода:
- Низкие затраты на оборудование
- Возможность нанесения на платы с высокими проводниками
- Хорошее покрытие торцов проводников
Недостатки: низкая производительность, сложность получения тонких слоев.
2. Метод полива (curtain coating)
Жидкая маска наносится в виде завесы, через которую проходит плата. Достоинства:
- Высокая производительность
- Равномерность покрытия
- Возможность получения тонких слоев
Недостатки: сложность нанесения на платы с высокими проводниками, затекание в отверстия.
3. Метод распыления
Жидкая маска распыляется на поверхность платы. Преимущества:
- Хорошее покрытие рельефа платы
- Возможность варьировать толщину покрытия
- Низкий расход материала
Недостатки: необходимость специального оборудования, сложность получения толстых слоев.
4. Метод ламинирования
Применяется для сухих пленочных масок. Пленка под давлением и нагревом прикатывается к поверхности платы. Достоинства:
- Простота процесса
- Отсутствие жидких растворителей
- Хорошее тентирование отверстий
Недостатки: ограниченный выбор толщин, сложность нанесения на платы со сложным рельефом.
Особенности нанесения паяльной маски на различные типы печатных плат
Выбор метода нанесения паяльной маски зависит от типа и конструкции печатной платы:
Односторонние печатные платы
Для односторонних плат подходят практически все методы нанесения. Выбор определяется требуемой толщиной покрытия и производительностью. Часто применяется метод полива или распыления.
Двусторонние печатные платы
При нанесении маски на двусторонние платы важно обеспечить защиту металлизированных отверстий. Хорошие результаты дает метод распыления или ламинирование сухой пленки.
Многослойные печатные платы
Для многослойных плат критична равномерность покрытия и защита переходных отверстий. Оптимальны методы распыления или трафаретной печати. При высокой плотности рисунка применяют фоточувствительные маски.
Гибкие и гибко-жесткие печатные платы
Для гибких плат важна эластичность покрытия. Применяют специальные эластичные составы, наносимые методом распыления или трафаретной печати. Для гибко-жестких плат часто используют комбинацию методов.
Как выбрать оптимальный тип паяльной маски и метод ее нанесения
При выборе паяльной маски и способа ее нанесения следует учитывать следующие факторы:
- Тип и конструкцию печатной платы
- Требования к толщине и равномерности покрытия
- Плотность и сложность проводящего рисунка
- Наличие высоких проводников или глубоких отверстий
- Требуемую производительность процесса
- Совместимость с последующими технологическими операциями
- Стоимость материалов и оборудования
Оптимальное решение часто требует компромисса между различными факторами. Для ответственных изделий рекомендуется проводить испытания нескольких вариантов паяльных масок и методов их нанесения.
Контроль качества нанесения паяльной маски
Качество нанесения паяльной маски оценивается по следующим критериям:

- Равномерность покрытия
- Отсутствие пропусков и непрокрасов
- Точность воспроизведения рисунка
- Адгезия к поверхности платы
- Отсутствие пузырей и посторонних включений
- Качество тентирования отверстий
- Толщина покрытия
Для контроля применяются визуальный осмотр, измерение толщины покрытия, тесты на адгезию, диэлектрические испытания. Важно также проверять стойкость маски к воздействию флюсов и припоев в условиях пайки.
Перспективные направления развития технологии паяльных масок
Основные тенденции в области паяльных масок:
- Разработка составов, совместимых с бессвинцовыми технологиями пайки
- Создание масок с улучшенными диэлектрическими свойствами
- Повышение разрешающей способности для применения в микроэлектронике
- Разработка масок с пониженным содержанием вредных веществ
- Создание масок, отверждаемых при низких температурах
- Разработка токопроводящих масок для экранирования
Развитие технологии паяльных масок направлено на обеспечение возможности создания все более миниатюрных и надежных электронных устройств.
Защитные паяльные маски способы их нанесения – статьи компании «ТЕХНОТЕХ»
В последнее время покрытие печатной платы защитной паяльной маской является неотъемлемой частью современной технологии их изготовления. Использование паяльных масок стало настолько распространенным, что весьма необычно видеть печатные платы без данного покрытия.
В процессе проведения сборочно-монтажных работ и эксплуатации изделия наличие защитной паяльной маски на печатных платах крайне необходимо, поэтому особое внимание уделяется их выбору и способам нанесения.
Паяльная маска представляет собой однокомпонентные или двухкомпонентные смеси, часто окрашенные в насыщенный зеленый цвет. Встречаются и другие цвета: синий, красный, желтый, белый, черный и даже фиолетовый. В последние годы потребителя интересует не только цвет маски, но и тип поверхности (матовая, полуматовая или глянцевая).
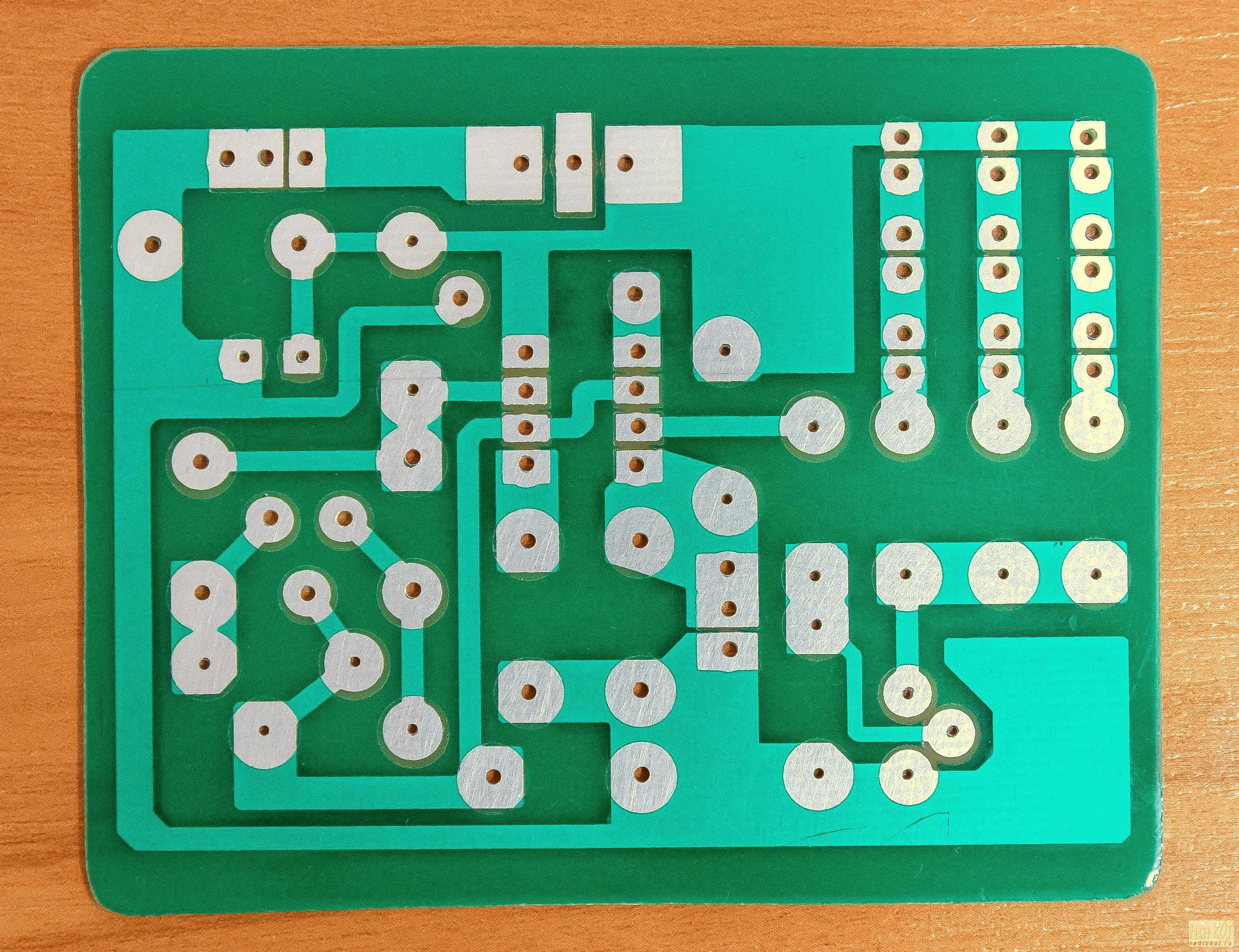
По существу, маска — это тонкий полимерный слой заданной толщины, который защищает проводники от механических воздействий и помогает минимизировать образование коротких замыканий с помощью перемычек, образованных избыточным припоем. В настоящее время в связи с изготовлением и усложнением малогабаритной электроники возникает необходимость создания печатных плат с насыщенным рисунком схемы. При монтажных работах используют комбинированный способ пайки, в процессе которого за один рабочий цикл выполняется большое число паяльных соединений, а вероятность появления перемычек между проводниками приводит к необходимости защиты элементов проводящего рисунка от образования замыканий.
Существуют две разновидности материалов для защитных паяльных масок: жидкие и пленочные.
Технологические возможности предприятия «ТЕХНОТЕХ» позволяют наносить как жидкие паяльные маски, так и сухие пленочные маски. Каждый тип маски имеет ряд преимуществ и недостатков, так же, как и оборудование для ее нанесения.
Нанесение защитной паяльной маски на нашем производстве происходит различными способами:
- методом сеткографии;
- методом полива;
- методом струйно-факельного распыления;
- методом ламинирования.
К преимуществам использования метода сеткографии на полуавтоматических установках можно отнести малые капиталовложения в оборудование, низкие затраты на вспомогательные материалы, возможность использования одного оборудования для осуществления других операций, например, нанесения маркировки или нанесения эпоксидной маски.
К недостаткам данного метода можно отнести проблематичность полного покрытия межпроводникового пространства на платах 5-6 класса точности и наличие пузырей воздуха в маске вследствие ее высокой вязкости, а также низкую производительность оборудования по сравнению с другими методами. Еще одним немаловажным минусом в методе сеткографии является большой расход маски.
Важную роль в сеткографии имеет выбор материала сетки, номера сетки и угла натяжения. Сетки изготавливаются из различных материалов, таких как нейлон, полиэстер, нержавеющая сталь, шелк.
Номер сетки (число нитей на сантиметр и диаметр нитей) является важнейшим фактором, влияющим на количество наносимой маски и качество получаемого изображения. Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Метод полива или «мокрой завесы» целесообразно использовать при изготовлении больших серий печатных плат. Производительность в среднем составляет 120 заготовок в час типоразмером 610х457 мм при одностороннем нанесении маски. В то же время, при использовании метода сеткографии, производительность составляет приблизительно 60 заготовок в час. Что касается толщины масочного покрытия, то она сопоставима с толщиной маски при нанесении ее методом сеткографии. Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Метод полива не эффективен при нанесении маски на печатные платы с высотой печатного проводника 65 мкм и выше, маска будет стекать с проводников, образуя очень тонкий слой на поверхности и на торце медного проводника. В таком случае маску лучше наносить методом сеткографии, где маска более густая, содержит более низкую концентрацию растворителей и поэтому менее текучая. При использовании метода сеткографии и «мокрой завесы» маска имеет свойство сильно затекать в металлизированные отверстия, что приводит к использованию более жестких условий проявления маски, тем самым уменьшается адгезия маски к печатным платам и возникает подпроявление краев маски, что достаточно негативно сказывается в дальнейшем при проведении сборочных работ (подтекание растворов под маску, отрыв перемычек).
Метод струйно-факельного распыления занимает промежуточное место по своим характеристикам между методом «мокрой завесы» и методом сеткографии. Этот способ нанесения также имеет свои плюсы и минусы.
Данный метод позволяет получить достаточную толщину маски на краях высоких печатных проводников и между соседними печатными проводниками. Маска для струйно-факельного распыления имеет большую текучесть, чем маска, используемая для метода трафаретной печати, но меньшую, чем маска, используемая для полива. Оборудование для распыления имеет низкий расход паяльной маски.
Область направления распыления маски расположена поперек движения конвейера, что дает возможность получить равномерное по толщине масочное покрытие по всей площади заготовки. Так как распыление происходит под углом, процесс покрытия торцов печатных проводников дает надежную равномерную защиту всей поверхности проводника, и попадание воздуха в паяльную маску исключено.
Равномерное по толщине покрытие маской, даже на «высоких» проводниках, получается благодаря распыляющейся нагревающей форсунке и позволяет снизить расход маски путем распыления только на заданную область. Данная технология требует низкого содержания растворителя в паяльной маске, и, соответственно, время предварительной сушки маски тоже сокращается. Толщина слоя в отвержденном виде составляет в среднем от 25 до 40 мкм. На толщину покрываемого слоя влияют скорости движения конвейера и распыляющей форсунки, давление маски в форсунке. С помощью данного метода можно предотвратить сильное затекание маски в металлизированные отверстия печатной платы, что является значительной проблемой при использовании метода сеткографии и «мокрой завесы». Маска, нанесенная на печатные платы данным методом, имеет высокую адгезию к поверхности, имеет небольшой подтрав и хороший внешний вид, так как при проявлении маски требуются более щадящие режимы (давление раствора для проявления и время проявления).
Сухие пленочные защитные маски для метода ламинирования представляют собой сухую фотополимерную защитную пленку на основе эпоксидных материалов.
Поставляются такие маски разной толщины (40 мкм, 75 мкм, 100 мкм). Выбор толщины зависит от геометрии рисунка печатной платы и высоты проводников. Сухие пленочные маски наносятся на печатные платы при помощи вакуумных ламинаторов. В процессе ламинирования в камере создается вакуум, который обеспечивает полное удаление воздуха между проводниками схемы. Сухую пленочную маску не желательно использовать на печатных платах с малым шагом расположения печатных проводников, может возникнуть «трубчатый эффект», что в первую очередь связано с толщиной сухой пленочной маски.
Одним из главных преимуществ сухой пленочной маски является возможность надежного тентирования контактных площадок переходных отверстий.
Это предотвращает соприкосновение навесных компонентов при монтаже с проводящим рисунком. Маска, нанесенная методом сеткографии, полива или струйно-факельного распыления не дает надежного тентирования. Тенты могут быть пробиты в процессе проявления паяльной маски, термоудара и привести к затеканию агрессивных сред в переходные отверстия. В сравнении с жидкой паяльной маской, сухая не имеет «срока жизни», за исключением срока реализации, в то время как жидкая маска должна быть использована после смешения компонентов, в среднем, в течение трех-пяти дней.
К недостаткам сухой маски можно отнести высокую стоимость, невозможность получения тонких перемычек между контактными площадками, большой расход маски при автоматическом режиме работы оборудования и низкую производительность данного оборудования.
Выбор нанесения защитной маски по медному проводящему рисунку или по финишному покрытию часто определяет конструкторская документация, однако не надо забывать о здравом смысле. Создать достаточную шероховатость поверхности для надежного сцепления защитной маски с медью гораздо проще, чем для финишного покрытия иммерсионное золото или иммерсионное серебро. Предприятие «ТЕХНОТЕХ» имеет технологическую возможность нанесения защитной паяльной маски по самым распространенным финишным покрытиям, применяемым в производстве печатных плат: гальванические (медь, олово, ПОС, золото, золото-кобальт, серебро) и иммерсионным (золото, серебро).
В заключение хочется отметить, что выбор метода нанесения маски и использование соответствующего оборудования в каждом случае осуществляется с учетом множество факторов. Специалисты нашего предприятия всегда предлагают оптимальное решение ваших задач!
Инженер-технолог ООО «ТЕХНОТЕХ»
Дождикова О.Е
Маска паяльная защитная для печатных плат. Общие технические условия – РТС-тендер
ГОСТ Р 54849-2011
(IPC-SM-840E:2010)
ОКС 31.180
ОКП 34 4995
Дата введения 2012-07-01
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Центральный научно-исследовательский технологический институт «Техномаш» (ОАО «ЦНИТИ «Техномаш») на основе собственного аутентичного перевода на русский язык международного документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 «Базовые несущие конструкции, сборка и монтаж электронных модулей»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 декабря 2011 г. N 1552-ст
4 Настоящий стандарт является модифицированным по отношению к международному документу IPC-SM-840E:2010* «Общие требования к отвержденной паяльной маске печатных плат и гибким материалам покрытия» (IPC-SM-840E:2010 «Qualification and performance specification of permanent solder mask and flexible cover materials») путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5 (подразделы 4.2 и 4.3).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Сравнение структуры настоящего стандарта со структурой указанного международного документа приведено в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Настоящий стандарт устанавливает критерии и методы получения информации и достоверной оценки паяльной маски при применении минимума испытаний. В данном стандарте установлены требования к оценке параметров паяльной маски, к соответствию характеристик материала паяльной маски требованиям качества печатных плат, к оценке качества паяльной маски в процессе изготовления печатной платы.
Настоящий стандарт распространяется на паяльную маску для односторонних, двусторонних и многослойных печатных плат на жестком, гибком и гибко-жестком основании и для гибких печатных кабелей.
Положения настоящего стандарта разработаны для применения российскими организациями и предприятиями, независимо от их организационно-правовых форм и форм собственности, разрабатывающими, изготавливающими, потребляющими и заказывающими печатные платы, предназначенные для использования в радиоэлектронной и электротехнической аппаратуре и изделиях электронной техники.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 53386-2009 Платы печатные. Термины и определения (IPC-T-50 «Термины и определения по монтажу и конструированию электронных узлов», IDT)
ГОСТ Р 53429-2009 Платы печатные. Основные параметры конструкции (IPC-2221 «Общий стандарт на проектирование печатных плат», IDT)
ГОСТ 23752-79 Платы печатные. Общие технические условия (IPC-6011 «Общие требования к печатным платам», IDT; IPC-6012 «Общие требования к жестким печатным платам», IDT; IPC-6013 «Общие требования к гибким печатным платам», IDT)
ГОСТ 23752.1-92 Платы печатные. Методы испытаний (J-STD-003 «Испытания на паяемость печатных плат», IDT; IPC-TM-650 «Руководство по методам испытаний», IDT; J-STD-004 «Требования к флюсам для пайки», IDT; J-STD-006 «Требования к сплавам припоев для электроники и к флюсованным и нефлюсованным припоям для пайки электронных узлов», IDT)
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3.1 В настоящем стандарте применены термины по ГОСТ Р 53386, а также следующие термины с соответствующими определениями:
3.1.1 меление (отвержденной паяльной маски) (chalking): Разрушение паяльной маски, выраженное в удалении с поверхности непосредственно или при стирании мелких частиц паяльной маски.
3.1.2 изменение цвета (отвержденной паяльной маски) (color change): Любое изменение исходного цвета паяльной маски после отверждения и окончательной обработки.
3.1.3 разжижение (отвержденной паяльной маски) (liquefaction): Состояние, когда паяльная маска становится частично или полностью жидкой.
3.1.4 размягчение (отвержденной паяльной маски) (softening): Снижение твердости, о чем свидетельствуют результаты испытаний твердости методом карандаша.
3.1.5 набухание (отвержденной паяльной маски) (sweling): Увеличение объема, отмечаемое как увеличение толщины паяльной маски за счет поглощения других материалов, таких как растворитель.
3.1.6 липкость (teckiness): Состояние, при котором материал паяльной маски или ее поверхность разрушается, становясь при этом липкой на ощупь.
3.1.7 затекание (паяльной маски) (wicking): Состояние, когда неотвержденная паяльная маска втягивается в отверстия, предназначенные для электрического подсоединения к проводящему рисунку печатной платы выводов изделий электронной техники, квантовой электроники и электротехнических изделий.
Примечание — В данном стандарте термин «паяльная маска» относится к постоянному полимерному покрытию любого типа, нанесенному до сборки, за исключением маркировки и материала для заполнения сквозных отверстий.
3.2 В настоящем стандарте применены следующие сокращения:
AABUS — эта аббревиатура показывает необходимость согласования отдельных положений стандарта между поставщиком и потребителем. Показываются дополнительные или альтернативные требования, которые вводятся по согласованию между производителем и потребителем в поставляемую документацию. Примером могут быть требования договора, изменения в поставляемой документации, а также информация на чертеже. Предметом соглашения могут быть определение методов испытаний, условия испытаний, их частота, категория или установление критериев в рамках теста, если они еще не установлены.
Примечание — В данном стандарте изготовитель материала паяльной маски является поставщиком, изготовитель печатной платы с нанесенной паяльной маской — потребителем;
CoC — аббревиатура сертификата соответствия;
FTIR — аббревиатура инфракрасной спектроскопии с преобразованием Фурье (Fourier Transform Infra-Red).
Целью данного стандарта является систематизация требований на базе соответствующих методов испытаний для оценки качества паяльной маски и подтверждения ее применимости для использования в стандартных печатных платах. Эти требования определены критериями надежности печатных плат при эксплуатации в условиях потребителя и должны применяться также для оценки качества в процессе производства печатных плат.
Паяльные маски, соответствующие стандарту, при нанесении на печатную плату должны предотвращать образование и прилипание капель припоя, образование перемычек, мостиков припоя, скопление припоя и физическое повреждение печатной платы. Паяльная маска должна замедлять миграцию металла по поверхности печатной платы и другие формы вредных или проводящих образований.
Примечание — Определение совместимости между материалом паяльной маски и материалами (продуктами) последующих процессов пайки и обработки печатного узла не являются предметом рассмотрения настоящего стандарта. Использование тест-методов, указанных в настоящем стандарте, для определения применимости паяльной маски, а также соответствия конкретным требованиям на нее должно быть согласовано между потребителем и поставщиком печатных плат (AABUS).
В данном стандарте устанавливаются основные требования к паяльной маске и процесссу ее применения. Паяльная маска должна отверждаться в соответствии с процессом, рекомендованным изготовителем материала, и при соблюдении условий, необходимых для данного материала. Дополнительные требования, а также отклонения от рекомендованного процесса должны быть AABUS.
В данном стандарте применяются два класса требований Т и Н к функциональным характеристикам и результатам тестирования, базирующихся на требованиях поставщика и потребителя. Характеристики, относящиеся к одному классу, не должны расширяться настолько, чтобы охватывать другой класс.
Примечание — Требования, сформулированные для одного класса, не исключают возможности использования специфических требований другого класса.
Т — паяльная маска данного класса применяется в компьютерах, приборах, инструментах, в некритичном военном оборудовании. Паяльная маска этого класса на печатной плате должна обеспечивать функционирование высокотехнических коммерческих и промышленных изделий, для которых предусмотрено требование продолжительной работы, однако перерыв в работе не является критичным.
Н — паяльная маска данного класса предназначена для изделий и оборудования высокой надежности, в том числе военного назначения, для которого непрерывная работа является обязательным условием, то есть простой не допускается.
Размеры и допуски должны устанавливаться в метрической системе. Отклонение от данного требования должно согласовываться между потребителем и поставщиком.
Если требования контракта, документа на поставку или другого эквивалентного документа вступают в противоречие с данным стандартом, то применяются требования контракта, документа на поставку или другого эквивалентного документа. Если требования используемого документа находятся в противоречии с требованиями настоящего стандарта, то применяется данный стандарт. Однако настоящий стандарт не заменяет действующих законов и правил.
5.1.1 Данный стандарт определяет требования для всех групп тестирования между поставщиком, изготовителем и потребителем для обеспечения гарантии соответствия материала, процедуры оценки качества материала, процедуры оценки качества процесса производства и общего соответствия всем приемо-сдаточным критериям. Отклонение от этих требований должно быть AABUS.
5.1.2 Поставщик материала паяльной маски несет ответственность за оценку, качество и подтверждение соответствия требованиям, указанным в 5.1, для каждого стандартного или измененного состава материала паяльной маски. Качество паяльной маски квалифицируется в результате ее контроля в соответствии с требованиями таблицы 1. Необходимые испытания для оценки качества паяльной маски приведены в колонке А таблицы 1. Поставщик должен указать тип фольгированного материала, тип финишного покрытия и класс каждого признанного годным продукта. Отклонение от этих требований должно быть AABUS.
Таблица 1 — Критерии для оценки качества паяльной маски
Требование | Пункт стан- | Метод испытаний | Тестирование | |
ГОСТ 23752.1 Платы печатные. Методы испытаний | Колонка А | Колонка В | ||
Отверждение | 5.3.2 5.5 | Нет | + | + |
Отсутствие питательных веществ в маске | 5.2.1 | Нет. | + | — |
5.6 | Испытание 18 | — | + | |
Визуальные требования | 5.7 | Нет | + | + |
Изменение цвета | 5.7.3 | Нет | — | AABUS |
Требования к размерам | 5.8.1 | Нет | — | + |
Толщина отвержденной маски | 5.8.2 | Испытание 15 В | — | + |
Твердость по карандашу | 5.9.1 | Нет | + | + |
Адгезия к жестким печатным платам | 5.9.2.2 | Испытание 13 А | + | + |
Адгезия к гибким печатным платам | 5.9.2.6 | Нет | + | + |
Защита отверстий | 5.9.2.4 | Испытание 13 А | — | + |
Адгезия к материалам маркировочных знаков | 5.9.2.7 | Нет | — | AABUS |
Адгезия к плавящимся металлам | 5.9.2.3 | Испытание 13 А | — | + |
Адгезия между слоями маски | 5.9.2.8 | Испытание 13 А | + | + |
Способность к механической обработке | 5.9.3 | Нет | + | + |
Стойкость к растворителям, очистителям, флюсам | 5.10.1.2 | Испытание 17 А | — | + |
Стойкость к процессам сборки и химии | 5.10.1.3 | Нет | — | AABUS |
Гидролитическая стабильность | 5.10.2 | Испытания 18 и 20 | + | + |
Горючесть — класс Н | 5.10.3.2 | Испытание 16 С | + | + |
Горючесть — класс Т | 5.10.3.3 | Испытание 16 С | + | + |
Паяемость | 5.11.1 | Испытание 14 А | + | + |
Стойкость к оловянно-свинцовым припоям | 5.11.2.1 | Испытание 19 С | + | + |
Стойкость к бессвинцовым припоям | 5.11.2.2 | Испытание 19 С | + | + |
Имитация бессвинцового оплавления | 5.11.2.3 | Нет | + | + |
Электрическая прочность изоляции | 5.12.1 | Испытание 7 А | + | AABUS |
Сопротивление изоляции | 5.13.2 | Испытание 6 А | + | + |
Влагостойкость и сопротивление изоляции | 5.13.1 | Испытание 6 А | + | + |
Электрохимическая миграция | 5.13.2 | Испытание 6 А | + | + |
Термический удар | 5.13.3 | Испытание 19 С | + | AABUS |
5.1.3 Потребитель материала несет ответственность за оценку и выбор процесса нанесения и отверждения паяльной маски, которые будут использоваться для получения покрытия необходимого класса при применении печатных плат, за правильность применения технологии, предложенной поставщиком. Указанная ответственность определяется испытаниями, перечень которых указан в колонке В таблицы 1. Отклонение от этих требований должно быть AABUS.
5.1.4 Поставщик несет ответственность за изменение характеристик процесса для любого материала, за изменение стандартного состава материала паяльной маски. Отклонение от этих требований должно быть AABUS.
5.2.1 Паяльная маска и/или покрытия печатных плат должны быть приготовлены в соответствии с требованиями настоящего стандарта и не должны содержать вредных веществ. Поставщик паяльной маски несет ответственность за предоставление объективных доказательств, что поставляемые материалы паяльной маски при обработке по инструкции поставщика достигают уровня полимеризации, отвечающего критериям качества. Материалы, используемые для ретуши дефектов, должны удовлетворять требованиям настоящего стандарта.
5.2.2 Изменение состава паяльной маски требует нового наименования или обозначения продукта и оценки его качества. Степень изменения наименования определяет поставщик, но изменения в наименовании или обозначении должны быть очевидны для изготовителя и пользователя.
5.2.3 Варианты изменения в составе паяльной маски, являющиеся основанием для замены наименования или обозначения материала:
— изменения, превышающие ±2% в весовом содержании любого нелетучего компонента относительно содержания этого же компонента в исходном рецепте;
— удаление нелетучего компонента;
— добавление нового нелетучего компонента;
— изменения типа красителя или пигмента, за исключением цвета красителя или пигмента в определенном, испытанном диапазоне низких и высоких уровней насыщенности отдельного красящего материала;
— любое изменение в маске, в результате которого происходит изменение в спектральной характеристике FTIR отвержденной паяльной маски;
— добавление, удаление или изменение в композиции «инертных» материалов, входящих в состав матирующих агентов, исключая количественное изменение в одном, уже имеющемся в составе, «инертном» материале, которое определяется тестированием этого конкретного материала в диапазоне от самого низкого (нет такого) до самого высокого уровня (уровень при поставке). Изменения, относящиеся более чем к одному материалу, рассматриваются как изменение рецептуры.
5.2.4 Варианты изменения в составе паяльной маски, не являющиеся основанием для замены наименования или обозначения материала:
— изменения, составляющие менее ±2% в весовом содержании любого нелетучего компонента относительно содержания этого компонента в исходном составе;
— изменения в летучих компонентах (растворителях), если количественный остаток в покрытии после сушки «до отлипа» при рекомендованных режимах сушки составляет менее 1% сухого веса;
— изменения в процентном соотношении твердой части относительно летучей в паяльной маске, поставляемой изготовителем.
5.2.5 Материалы паяльной маски должны подходить для нанесения и применения на печатных платах и быть совместимыми химически, физически, экологически и электрически с материалами конструкции. Эти материалы не должны вызывать ухудшения, разрушения материалов, применяемых в печатных узлах или изделиях электронной техники и электротехнических, смонтированных на печатной плате. Материал не должен вызывать коррозию металла, существующего на печатной плате, в том числе нанесенного для защиты.
5.2.6 Подтверждение совместимости материала паяльной маски с другими веществами, не указанными в 5.2.5, является обязанностью изготовителя.
5.3.1 Срок годности и условия хранения паяльной маски определяются поставщиком материала.
5.3.2 Паяльная маска должна быть нанесена и отверждена в течение срока хранения, указанного поставщиком материала.
Цвет отвержденной паяльной маски должен быть стандартным для определенного типа продукта, устанавливаемого поставщиком материала. Допускается также прозрачная, без пигмента паяльная маска.
5.5.1 Необходимый уровень отверждения может быть определен функционально путем контроля соответствия отвержденной паяльной маски всем или части требований настоящего стандарта. Перечень необходимых требований — AABUS.
5.5.2 Другие, отличные от требований настоящего стандарта, методы контроля уровня отверждения паяльной маски могут быть использованы. Разрешение на альтернативные методы и средства испытаний и возможность их использования должны быть AABUS.
Отвержденная паяльная маска не должна способствовать или поддерживать рост биологических субстанций при проведении испытаний по ГОСТ 23752.1, испытание 18.
5.7.1 Отвержденная паяльная маска должна быть однородной по цвету, не должна содержать инородных включений, трещин, отслоений, не должна иметь каких-либо нарушений на поверхности, которые могли бы мешать сборке или функционированию печатной платы.
5.7.2 Допускается обесцвечивание металлических поверхностей под отвержденной паяльной маской.
5.7.3 Допускается обесцвечивание паяльной маски после процесса пайки. Допустимая степень обесцвечивания согласовывается между поставщиком и потребителем.
5.8.1 Отвержденная паяльная маска должна визуально покрывать всю поверхность в соответствии с чертежом печатной платы. При использовании бесцветной паяльной маски, а также при получении тонкого или светлого покрытия проверку следует производить путем поперечного сечения, которое проводится на трех произвольно выбранных для анализа печатных платах.
5.8.2 Изготовитель печатной платы должен подтвердить, что минимальная толщина паяльной маски на печатной плате достаточна для электрической защиты печатной платы при проверке напряжением пробоя. Толщина паяльной маски должна измеряться любым микрометром или индикатором с погрешностью до 2,5 мкм на микрошлифе, изготовленном по ГОСТ 23752.1, испытание 15 В. Если требуется специальная толщина или защита от повышенного напряжения пробоя, это должно быть AABUS.
5.9.1 Твердость по карандашу
На отвержденной маске не должны оставаться царапины, риски или штрихи после воздействия карандаша с литерой «F».
5.9.2 Требование адгезии
5.9.2.1 Отвержденная маска должна выдержать испытания на соответствие требованиям на адгезию к жестким и гибким печатным платам. Применяемые требования и отклонение от них, а также использование тест-купонов или производственных печатных плат должно быть AABUS.
5.9.2.2 Адгезия отвержденной паяльной маски к базовому материалу жесткой печатной платы и к неплавящимся металлам должна проверяться по ГОСТ 23752.1, испытание 13 А. Максимальный процент отслоения отвержденной маски от поверхности диэлектрика или проводникового материала проверяемого образца до и после пайки должен быть в пределах, указанных в таблице 2.
Таблица 2 — Адгезия отвержденной паяльной маски к жестким печатным платам
Материал поверхности | Пункт стандарта | Максимальный процент дефектов |
Чистая медь | 5.9.2.2 | 0 |
Золото, никель | 5.9.2.2 | 5 |
Диэлектрик | 5.9.2.2 | 0 |
Плавящиеся металлы (сплав олово-свинец, оплавленный сплав олово-свинец, блестящее олово) | 5.9.2.3 | 10 |
5.9.2.3 Адгезия отвержденной паяльной маски, нанесенной на плавящиеся металлы, должна проверяться по ГОСТ 23752.1, испытание 13 А. Максимальный процент отслоения отвержденной паяльной маски от поверхности плавящихся металлов до и после пайки не должен превышать указанное в таблице 2.
5.9.2.4 Адгезия отвержденной паяльной маски к материалу, используемому для заполнения или перекрытия отверстий, должна проверяться по ГОСТ 23752.1, испытание 13 А. Качество соответствия тест-купона должно проверяться не менее чем по шести защищенным отверстиям на каждом купоне, предусмотренном при проектировании печатной платы. На отвержденной паяльной маске не должно быть дефектов, как указано в 5.9.2.2, 5.9.2.3.
5.9.2.5 При проектировании печатных плат с паяльной маской следует руководствоваться требованиями ГОСТ 53429* с учетом следующих правил:
_______________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 53429-2009. — Примечание изготовителя базы данных.
— если проводники печатной платы покрываются плавящимся металлом, а паяльная маска должна покрывать проводники полностью с сохранением требований по адгезии, то максимальная ширина печатных проводников не должна превышать 1,27 мм;
— если на печатной плате имеются широкие проводники и/или экраны, следует при проектировании предусмотреть их разрезку. При этом площадь разрезки должна быть не менее 6,45 мм и размещаться в координатной сетке с шагом не более 6,35 мм;
— если контактная площадка, покрытая плавящимся металлом, не должна быть покрыта паяльной маской, то маска не должна перекрывать поверхность с плавящимся металлом более чем на 0,075 мм для любого класса печатных плат. Совмещение контактной площадки и паяльной маски должно соответствовать требованиям чертежа на печатную плату.
5.9.2.6 Адгезия отвержденной паяльной маски к гибким печатным платам проверяется путем изгиба гибкой печатной платы вокруг оправки диаметром 3,18 мм. На отвержденной маске не должно быть трещин или отслоений от поверхности диэлектрика, проводников, контактных площадок, экранов и т.п. после проведения 25 циклов.
5.9.2.7 Адгезия маркировочных знаков, наносимых на паяльную маску в ходе последующих технологических операций, не должна являться критерием оценки полноты ее отверждения. Определение критерия приемлемости адгезии материалов для маркировки к отвержденной паяльной маске и методы испытаний — AABUS.
5.9.2.8 При нанесении паяльной маски в несколько слоев адгезия между слоями должна соответствовать требованиям 5.9.2.2, 5.9.2.3. Это требование относится также к состоянию «до отлипа».
5.9.3 Способность к механической обработке
Отвержденная паяльная маска, нанесенная на основание печатной платы, свободное от металлических площадок, должна допускать механическую обработку (сверление, обрезку по контуру, фрезерование, перфорацию). На отвержденной паяльной маске не должно быть трещин и разрывов с размерами большими, чем на основании печатной платы, на которое нанесена паяльная маска. Контроль должен быть визуальным без применения средств увеличения.
5.10.1 Стойкость к растворителям, очистителям и флюсам
5.10.1.1 Отвержденная паяльная маска должна выдерживать воздействие растворителей, очистителей и флюсов, применяемых в дальнейших технологических процессах обработки печатных плат и печатных узлов. Стойкость к материалам, не предусмотренным технологическими процессами — AABUS.
5.10.1.2 Стойкость паяльной маски к растворителям и очистителям должна проверяться на тест-образцах в условиях, оговоренных ГОСТ 23752.1, испытание 17 А. Стойкость к каждому реагенту должна испытываться отдельно с использованием новых образцов для каждого реагента. На паяльной маске не должно быть видимых глазу отслоений, трещин, залипания, набухания или постоянного разрушения поверхности.
5.10.1.3 Стойкость отвержденной паяльной маски к химическим процессам, применяемым в процессе сборки, и совместимость ее с процессом сборки не должны являться критериями оценки возможности применения маски. Ответственность за определение совместимости и разрешение на использование паяльной маски должно быть AABUS.
5.10.2 Гидролитическая стабильность
Гидролитическая стабильность отвержденной паяльной маски должна определяться тестированием в условиях кондиционирования в соответствии с ГОСТ 23752.1, испытания 18 и 20. На отвержденной паяльной маске не должно быть размягчения, меления, образования пузырей, трещин, залипания, потери адгезии, разжижения.
5.10.3 Горючесть
5.10.3.1 Характеристика горючести отвержденной паяльной маски должна определяться в соответствии с ГОСТ 23752.1, испытание 16 С.
5.10.3.2 Горючесть материала паяльной маски класса Н не должна повышать индекс «V» для базового материала.
5.10.3.3 Паяльная маска класса Т, нанесенная на базовый материал, не должна повышать его индекс горючести более чем на единицу, и этот параметр должен быть не хуже «V-1».
5.11.1 Паяемость
При производстве печатных плат и/или изготовлении тест-купонов должны удовлетворяться требования к паяемости при проведении испытаний в соответствии с ГОСТ 23752.1, испытание 14 А. На участках, предназначенных для пайки, не должно оставаться следов маски, которые отрицательно влияют на паяемость.
5.11.2 Стойкость к припоям
5.11.2.1 Стойкость отвержденной маски к прилипанию припоя олово-свинец должна определяться испытанием на термоудар (опускание в расплавленный припой) в соответствии с ГОСТ 23752.1, испытание 19 С.
Сразу после воздействия припоя должен производиться визуальный контроль паяльной маски на отсутствие каких-либо следов прилипания припоя.
5.11.2.2 Способность отвержденной маски быть стойкой к прилипанию бессвинцового припоя должна определяться испытанием на соответствие требованиям 5.11.2.1.
5.11.2.3 Образцы, которые испытываются на стойкость к прилипанию бессвинцового припоя, должны быть подвергнуты воздействию пяти дополнительных тестов перемещением по поверхности припоя при температуре (260±5) °C в течение (10±1) с для каждого теста. На поверхности маски не должно быть каких-либо следов припоя.
5.12.1 Электрическая прочность изоляции
Материал паяльной маски должен выдерживать или превышать минимальное значение пробивного напряжения 500 В при толщине маски 25 мкм, если испытание проводится по ГОСТ 23752.1, испытание 7 А. Если толщина паяльной маски менее 25 мкм, то она также должна выдерживать минимальное пробивное напряжение 500 В. Требование должно быть AABUS.
5.12.2 Сопротивление изоляции
Сопротивление изоляции печатных плат с паяльной маской должно оцениваться в соответствии с ГОСТ 23752.1, испытание 6 А, путем сравнения величин сопротивления до и после испытаний печатных плат на стойкость к воздействию припоя. Образец или тест-купон должен иметь минимальное сопротивление изоляции 500 МОм до и после воздействия припоя по 5.11.2.
5.13.1 Влагостойкость
Способность отвержденной паяльной маски, нанесенной на печатные платы, соответствовать требуемому уровню влагостойкости и сопротивления изоляции (как в условиях испытания, так и после выдержки в условиях окружающей среды в течение от одного до двух часов после удаления из камеры влажности) должна определяться в соответствии с ГОСТ 23752.1, испытание 6 А, и таблицей 3. Тест-образцы должны быть стойкими без образования пузырей или отслаивания и соответствовать требованиям по сопротивлению изоляции в условиях, указанных в таблице 3.
Таблица 3 — Сопротивление изоляции печатных плат с отвержденной паяльной маской в условиях повышенной влажности
Класс паяль- | Темпе- | Влаж- | Смеще- | Испыта- | Дли- | Тест- | Сопро- |
Т | 65±2 | 90±3 | 0 | 100 | 24 | E и F, C | 500 |
Н | от 25 до 65±2 | 90+3/-5 | 50 | 100 | 160 | D, C | 500 |
5.13.2 Электрохимическая миграция
Способность отвержденной паяльной маски предотвращать электрохимическую миграцию металла по поверхности печатной платы должна определяться путем измерения сопротивления изоляции на наружных слоях печатной платы по ГОСТ 23752.1, испытание 6 А. На тест-образцах не должно быть заметных следов миграции металла, сопротивление изоляции должно соответствовать требованиям таблицы 4.
Таблица 4 — Условия испытаний печатных плат на электрохимическую миграцию
Класс паяльной маски | Темпе- | Влаж- | Смеще- | Испыта- | Длитель- | Тест- | Сопро- |
Т | 85±2 | 85 минимум | 10 | 45-100 | 500 | D, C | |
Н | 85±2 | 90±3 | 10 | 10 | 168 | D, C |
5.13.3 Термический удар
Стойкость отвержденной паяльной маски класса Н, нанесенной на печатную плату, к воздействию термического удара должна определяться результатом испытаний в соответствии с ГОСТ 23752.1, испытание 19 С, в условиях в соответствии с таблицей 5. Перед испытанием на термоудар образцы должны пройти тест на воздействие припоя по 5.11.2. Тест-образцы должны быть проверены визуально. На образцах не должно быть пузырей, трещин, отслоений. Требования к испытанию паяльной маски класса Т согласно таблице 5 — AABUS.
Таблица 5 — Условия испытаний печатных плат на термический удар
Класс паяльной маски | Температура испытаний, °C | Количество циклов |
Н, Т — по согласованию | от минус 65 до 125 | 100 |
6.1.1 Поставщик паяльной маски, изготовитель печатных плат, конечный потребитель и испытательные лаборатории должны нести ответственность за применяемые средства испытаний и контроля для подтверждения соответствия полученных результатов квалификации паяльной маски в соответствии с 4.2 настоящего стандарта.
6.1.2 Поставщик паяльной маски должен нести ответственность за результаты испытаний, проведенных согласно таблице 1, колонка А, и таблице 6, определяющей перечень исходных испытаний паяльной маски. Периодические испытания, обеспечивающие постоянство характеристик материала паяльной маски, должны проводиться в соответствии с требованиями 6.3.2 настоящего стандарта.
Таблица 6 — Перечень и последовательность исходных испытаний паяльной маски, проводимых поставщиком, количество и идентификация образцов для испытаний
Требование | Идентификация образца | Количество образцов для испытаний | |||
Непо- | До пайки | После пайки* | Общее количество образцов | ||
Внешний вид | Все | — | Все | — | Все |
Способность к механической обработке | A | — | 3 | 3 | 3 |
Отверждение | A и B | — | — | — | См. примечание |
Твердость по карандашу | A | — | 3 | 3 | 3 |
Адгезия к жестким печатным платам | A | — | 3 | 3 | 3 |
Адгезия к гибким печатным платам | Проектирование по заказу | — | 3 | 3 | 3 |
Гидролитическая стабильность/старение | Проектирование по заказу | — | 3 | — | 3 |
Диэлектрическая прочность | Проектирование по заказу | — | 3 | — | 3 |
Стойкость к растворителям и очистителям | B | — | 5 | — | 5 |
Паяемость | B | — | 3 | — | 3 |
Стойкость к припою | B | — | 3 | — | 3 |
Сопротивление изоляции/ | C | ||||
Класс Т | 6 | 6 | 6 | 18 | |
Класс Н | 1 | 1 | 1 | 3 | |
Электрохимическая миграция | D | ||||
Класс Т | — | 3 | — | 3 | |
Класс Н | — | 3 | — | 3 | |
Термоудар | A | ||||
Класс Т*** | — | — | 3 | 3 | |
Класс Н | — | — | 3 | 3 | |
Суммарное количество образцов с идентификацией A, B, C, D | Класс Т — 38 Класс Н — 28 Класс Т и Н — 47 | ||||
* Образцы испытываются после проведения пайки. ** Образцы, использованные для испытания сопротивления изоляции. *** Не обязательно. Примечание — Отвержденная паяльная маска должна соответствовать требованиям 5.9.2.6, 5.10.1, 5.11.1, 5.11.2. | |||||
6.1.3 Изготовитель печатных плат и/или потребитель должны нести ответственность за результаты испытаний согласно таблице 1, колонка В, и таблице 7.
Таблица 7 — Перечень и последовательность испытаний паяльной маски, проводимых изготовителем печатных плат и/или потребителем, количество и идентификация образцов для испытаний
Требование | Идентифи- | Количество образцов для испытаний | |||
Непок- | До пайки | После пайки** | Общее коли- | ||
Внешний вид | Все | — | Все | — | Все |
Способность к механической обработке | A | — | 3 | 3 | 3 |
Твердость по карандашу | A | — | 3 | 3 | |
Адгезия к жестким печатным платам | A | — | 3 | 3 | |
Адгезия к гибким печатным платам | Проектирование по заказу | — | 3 | 3 | 3 |
Размеры: | |||||
— визуально | A | — | Все | — | Все |
— микрошлиф | A | — | 3 | — | 3 |
Защита отверстий (если требуется) | Отдельное проектирование | — | — | 3 | 3 |
Термоудар (если требуется) | A | — | — | 3 | 3 |
Стойкость к растворителям и очистителям | B | — | 5 | — | 5 |
Стойкость к процессам сборки и химии | B | — | По согласованию | — | По согласованию |
Паяемость | B | — | 3 | — | 3 |
Стойкость к припою (пайке) | B | — | 3 | — | 3 |
Отверждение | A и B | — | — | — | См. примечание |
Сопротивление изоляции/ | C | ||||
Класс Т | 6 | 6 | 6 | 18 | |
Класс Н | 1 | 1 | 1 | 3 | |
Электрохимическая миграция | D | ||||
Класс Т | — | 3 | — | 3 | |
Класс Н | — | 3 | — | 3 | |
Горючесть | F | — | — | — | Как требуется для UL 9 |
Суммарное количество образцов | Класс Т — 32 Класс Н — 17 Класс Т и Н — 38 | ||||
* Образцы по IPC-B-25A, изготовленные из одного базового материала по одному технологическому процессу или серийные купоны соответствующего качества, идентичные образцам от A до D, или печатные платы. ** Образцы испытываются после проведения пайки по 5.11.2. *** Образцы, использованные для испытания сопротивления изоляции. Примечание — Отвержденная паяльная маска должна удовлетворять требованиям 5.9.2.6, 5.10.1, 5.11.1, 5.11.2. | |||||
6.1.4 Поверка или контроль находящихся в эксплуатации технических средств для проведения испытаний на соответствие технической документации должны проводиться в соответствии с установленным порядком. Применимость этих испытательных средств и разрешение на их использование должны быть ААВUS.
6.2.1 Контроль качества согласно 5.2 и 5.5 может быть проведен как в одном месте, так и в нескольких местах в соответствии с 6.1. Так как образцы, оборудование, технологические операции, методы могут меняться в зависимости от места, необходим полный и точный отчет о деталях тестирования и данных контроля.
6.2.2 Тест-образцы должны соответствовать требованиям таблиц 6 и 7, если не определены другие методы испытаний. Отклонения относительно количества или типа применяемых тест-образцов должны быть AABUS.
6.2.3 Тест-образцы должны испытываться, как указано в соответствующей колонке таблицы 1. Отклонение от этого требования должно быть AABUS. Рекомендуемый для использования формат образца для каждого вида испытаний показан в таблицах 6 и 7.
6.2.4 При обнаружении дефектов при тестировании следует после определения вида дефекта и его исправления провести повторные испытания.
6.2.5 Испытания качества материала паяльной маски и совокупности процесса изготовления и характеристик печатных плат должны соответствовать одному из перечисленных условий:
— статистический контроль ключевых параметров технологического процесса, которые влияют на характеристики паяльной маски. Требование обеспечения сертификата соответствия (CoC), т.е. соблюдение норм стандартов AABUS;
— проверка свойств паяльной маски в объеме таблицы 7 в случае отсутствия статистического контроля. Требование обеспечения CoC должно быть обязательным.
6.3.1 Все виды контроля по отдельным показателям должны соответствовать требованиям действующих стандартов. Применение контрольной документации на материалы и процессы для тестирования ключевых параметров, являющихся определяющими для характеристик продукта, должно быть AABUS.
6.3.2 После проведения первичных испытаний материал паяльной маски должен проходить периодические испытания на соответствие исходным требованиям с частотой, обеспечивающей постоянство характеристик. Партия должна состоять из всего материала паяльной маски одной, двух или более серий, предназначенных для одновременного контроля. Партия должна быть идентифицирована.
6.4.1 Стандартные лабораторные условия, если не предусмотрены специальные условия для испытаний, должны соответствовать требованиям ГОСТ 23752.
6.4.2 При использовании для испытаний на воздействие окружающей среды специальных камер тест-образцы должны размещаться только в пределах рабочей зоны с соблюдением следующих условий:
— контрольные приборы в камере должны обеспечивать установленную температуру с погрешностью ±2 °C;
— камеры должны быть сконструированы таким образом, чтобы в любое заданное время температура в любой точке рабочей зоны не отклонялась более чем на 3 °C относительно контрольной точки, за исключением непосредственной близости к образцам, генерирующим тепло.
6.5.1 Образцы для испытаний должны быть с металлизированными отверстиями или без них в соответствии с требованиями 6.5.2 и 6.5.3. Отклонение от данного требования должно быть AABUS.
6.5.2 В качестве тест-образца должна использоваться универсальная тест-плата, представленная на рисунке 1.
Рисунок 1
6.5.3 В качестве тест-купона должна использоваться стандартная «Y»-конфигурация, представленная на рисунке 2.
Рисунок 2
6.5.4 Паяльная маска должна быть нанесена на образцы и отверждена в соответствии с рекомендациями поставщика материала. Отклонение от этого требования должно быть AABUS. Контактные площадки для припайки технологических проводов, необходимых для проведения испытаний, должны быть свободны от маски.
6.5.5 Перед нанесением паяльной маски печатная плата должна быть очищена до уровня чистоты в соответствии с требованиями ГОСТ 23752.
6.5.6 Количество образцов должно быть достаточным для получения статистических данных и быть не менее трех, рекомендуемых для каждого теста, как указано в таблицах 6 и 7.
7.1 Расфасовка и упаковка материала паяльной маски должны производиться в соответствии с практикой изготовителя.
7.2 На этикетках должны быть приведены следующие данные:
— описание паяльной маски;
— номер партии;
— номер протокола испытаний партии материала;
— дата изготовления;
— срок годности;
— особые требования, связанные с сертификатом соответствия.
Отклонение от этих требований должно быть AABUS.
Приложение ДА
(справочное)
Таблица ДА.1
Структура настоящего стандарта | Структура международного документа IPC-SM-840E | ||||||
Раз- | Подраз- | Пункты | Под- | Раз- | Подраз- | Пункты | Под- |
1 | — | — | — | 1 | 1.1 | — | — |
2 | — | — | — | 2 | — | — | — |
3 | 3.1 | 3.1.1 | — | 1 | 1.5.3 | — | |
3.1.2 | — | 1.5.4 | — | ||||
3.1.3 | — | 1.5.9 | — | ||||
3.1.4 | — | 1.5.12 | — | ||||
3.1.5 | — | 1.5.14 | — | ||||
3.1.6 | — | 1.5.15 | — | ||||
3.1.7 | — | 1.5.16 | — | ||||
3.2 | — | — | 1.5.1 | — | |||
— | 1.5.5 | — | |||||
— | 1.5.8 | — | |||||
4 | 4.1 | — | — | 1.2 | — | — | |
4.2 | — | — | 1.3 | — | — | ||
4.3 | — | — | 1.4 | — | — | ||
4.4 | — | — | 2 | 2.4 | — | — | |
5 | 5.1 | 5.1.1 | — | 3 | 3.1 | — | — |
5.1.2 | — | 3.1.1 | — | ||||
5.1.3 | — | 3.1.2 | — | ||||
5.1.4 | — | 3.1.3 | — | ||||
5.2 | 5.2.1 | — | 3.2 | — | — | ||
5.2.2 | — | 3.2.1 | — | ||||
5.2.3 | — | 3.2.1.1 | |||||
5.2.4 | — | 3.2.1.2 | |||||
5.2.5 | — | 3.2.2 | — | ||||
5.2.6 | — | 3.2.2.1 | |||||
5.3 | 5.3.1 | — | 3.2.2.2 | ||||
5.3.2 | — | 3.2.3 | |||||
5.4 | — | — | 3.2.4 | ||||
5.5 | 5.5.1 | — | 3.2.5 | 3.2.5.1 | |||
5.5.2 | — | 3.2.5.2 | |||||
5.6 | — | — | 3.2.6 | — | |||
5.7 | 5.7.1 | — | 3.3 | 3.3.1 | — | ||
5.7.2 | — | 3.3.2 | — | ||||
5.7.3 | — | 3.3.3 | — | ||||
5.8 | 5.8.1 | — |
| 3.4 | — | — | |
5.8.2 | — | 3.4.1 | — | ||||
5.9 | 5.9.1 | — | 3.5 | 3.5.1 | — | ||
5.9.2 | 5.9.2.1 | 3.5.2 | — | ||||
5.9.2.2 | 3.5.2.1 | ||||||
5.9.2.3 | 3.5.2.5 | ||||||
5.9.2.4 | 3.5.2.3 | ||||||
5.9.2.5 | 3.5.2.5 | ||||||
5.9.2.6 | 3.5.2.2 | ||||||
5.9.2.7 | 3.5.2.4 | ||||||
5.9.2.8 | 3.5.2.6 | ||||||
5.9.3 | — | 3.5.3 | — | ||||
5.10 | 5.10.1 | 5.10.1.1 | 3.6 | 3.6.1 | — | ||
5.10.1.2 | — | 3.6.1.1 | |||||
5.10.1.3 | — | 3.6.1.2 | |||||
5.10.2 | — | 3.6.2 | — | ||||
5.10.3 | 5.10.3.1 | 3.6.3 | — | ||||
5.10.3.2 | 3.6.3.1 | ||||||
5.10.3.3 | 3.6.3.2 | ||||||
5.11 | 5.11.1 | — | 3.7 | 3.7.1 | — | ||
5.11.2 | 5.11.2.1 | 3.7.2 | — | ||||
5.11.2.2 | 3.7.3 | — | |||||
5.11.2.3 | 3.7.3.1 | ||||||
5.12 | 5.12.1 | — | 3.8 | 3.8.1 | — | ||
5.12.2 | — | 3.8.2 | — | ||||
5.13 | 5.13.1 | — | 3.9 | 3.9.1 | — | ||
5.13.2 | — | 3.9.2 | — | ||||
5.13.3 | — | 3.9.3 | — | ||||
6 | 6.1 | 6.1.1 | — | 4 | 4.1 | — | — |
6.1.2 | — | 4.1.1 | — | ||||
6.1.3 | — | — | |||||
6.1.4 | — | 4.1.2 | — | ||||
6.2 | 6.2.1 | — | 4.2 | — | — | ||
6.2.2 | — | 4.2.1 | — | ||||
6.2.3 | — | 4.2.2 | — | ||||
6.2.4 | — | 4.2.3 | — | ||||
6.2.5 | — | 4.3 | — | — | |||
6.3 | 6.3.1 | — | 4.3.1 | — | |||
6.3.2 | — | 4.4 | 4.4.1 | — | |||
6.4 | 6.4.1 | — | 4.4.1.1 | ||||
6.4.2 | — | 4.4.1.2 | |||||
6.5 | 6.5.1 | — | 4.4.2 | — | |||
6.5.2 | — | 4.4.2.1 | |||||
6.5.3 | — | 4.4.2.2 | |||||
6.5.4 | — | 4.4.3 | |||||
6.5.5 | — | 4.4.3.1 | |||||
6.5.6 | — | 4.4.4 | — | ||||
7 | 7.1 | — | — | 5 | 5.1 | — | — |
7.2 | — | — | 6 | — | — | — | |
состав и способы нанесения, в том числе своими руками
Пайка на печатных платах сродни ювелирной работе. Проводить ее нужно очень аккуратно, так, чтобы поверхность не повреждалась. Нельзя допустить образование перемычек или мостиков, растекания или прилипания капель припоя, его неоднородного скопления.
Помочь провести работу с хорошим результатом может нанесение паяльной маски. По сути, имеется две главные функции составов: защитная и эстетическая. Красивая плата после обработки готова к высокоточной пайке. Припой будет попадать только в требуемые места будущих контактов.
Классы требований
Печатные платы сейчас используются повсеместно. Везде они играют ответственную роль, обеспечивая работу сложных электронных схем. Тем не менее, по результатам тестирования, оцениванию основных характеристик, в соответствии с ГОСТом выделяют два основных класса требований к паяльным маскам:
- для печатных плат приборов, компьютеров, не эксплуатируемых в критических военных ситуациях, выпускают продукцию класса Т;
- для применения в платах, используемых на оборонных объектах, применяют составы класса Н.
Полученные с помощью масок класса Н места пайки, гарантируют отсутствие кратковременных пауз в работе. Принадлежность к классу обязательно указывается производителем, должна быть учтена потребителем.
Способы нанесения
Защитные покрытия для печатных плат могут иметь разный состав, требуют нанесения по отличающимся технологиям. На этом признаке основана классификация паяльных масок.
Слой на поверхности можно нанести двумя способами:
- трафаретами,
- фотолитографически.
Для печатания по трафаретам используют эпоксидные паяльные маски. Инициируют отверждение нагреванием или УФ облучением. Метод доступный, недорогой, но требует наличия сеткографических трафаретов. Точность нанесения паяльных масок оставляет желать лучшего.
Фотолитографический способ иначе называют фоторезистивным. Сейчас преимущественно применяются такие средства. Популярность объясняется возможностью создавать любые рисунки.
Фоторезистивные паяльные маски отличаются консистенцией, количеством компонентов. Средства с одним компонентам имеют однородный состав. Двухкомпонентные смеси доведены до гомогенного состояния при производстве.
Сухие и жидкие составы
Сухие паяльные маски обозначают аббревиатурой СПМ. Их выпускают в виде пленок различной толщины: от 50 мкм до 10 мкм.
Наносить СПМ непросто. Для этого требуется оборудование, выполняющее вакуумное ламинирование. Поверхность платы перед нанесением покрытия нужно тщательно очистить, иначе пленка не прилипнет хорошо.
После вакуумирования плату следует экспонировать и проявить. Состав для проявления может иметь органическую или водно-щелочную природу. Часто для создания щелочной среды используют кальцинированную соду. Последней стадией является задубливание. Так называют обработку платы нагреванием или облучением УФ для окончательного формирования слоя.
Жидкие паяльные маски обозначаются сокращением ЖПМ. Наносят их одним из двух способов.
При работе над мелкими сериями печатных плат используют трафаретное нанесение.
В процессе выпуска больших серий продукции паяльные маски наносят с помощью специального оборудования, создающего ниспадающий ламинарный «занавес». Затем проводят экспонирование, проявление и задубливание обработанной платы.
С помощью ЖПМ и трафаретом паяльную маску можно нанести в домашних условиях своими руками. Все операции вполне доступны и регулярно выполняются мастерами и любителями.
Пайка с самым маленьким шагом становится реальным делом. Печатная плата, предварительно защищенная маской, сможет работать долго и надежно.
В интернет-магазинах продают однокомпонентные маски, которые застывают при облучении УФ лампами. Обработка плат происходит так. По центру и бокам наносят небольшое количество жидкого паяльного состава.
Придавливают прозрачной твердой пленкой (лавсановой или другой) и растирают ластиком или придавливают толстым стеклом.
Паста под пленкой должна равномерно распределиться тонким слоем, приобретя светлый оттенок (обычно светло-зеленый). После этого аккуратно накладывают шаблон.
Просвечивают ультрафиолетом 40 минут, снимают шаблон и засвечивают еще час. Нюансы нанесения могут отличаться, но в целом смысл состоит в том, чтобы паста равномерно распределилась и застыла.
Какой цвет паяльной маски лучше?
Колонка автора мини-справочника по проектированию печатных плат «для производства»
Александра Акулина
Паяльная маска, или «зеленка», как ее раньше называли, защищает печатную плату при пайке, закрывая проводники, предотвращая замыкания между площадками и защищая стеклотекстолит от перегрева при монтаже. Это раньше можно было делать ее только зеленой. Сейчас доступно множество цветов. Какой же цвет выбрать? И имеет ли какое-то значение то, какой выбран цвет маски?
Примеры из жизни
У нас есть заказчик, который для каждого типа печатных плат заказывает свой цвет паяльной маски. Начиналось все с оттенков синего, красного, фиолетового цвета, затем был черный, белый, теперь лиловый, бирюзовый, бордовый…
Есть другой заказчик — огромное предприятие с множеством отделов. Каждый отдел выбирает свой цвет маски. По-моему, даже каждый разработчик на этом предприятии предпочитает свой оттенок. Хорошо это или плохо?
На мой взгляд, это не просто плохо — это катастрофа для предприятия. И вот почему.
1. Проблемы с входным контролем
Если предприятие проводит входной визуальный контроль печатных плат, отличия в цвете маски могут привести к существенному повышению утомляемости персонала. Во-первых, яркие цвета, такие как красный или белый, существенно больше утомляют глаза.Во-вторых, вместе с изменением цвета меняется и насыщенность маски, а значит, может оказаться сложнее различать проводники под ней и контролировать их качество. В-третьих, глаз, привыкший к определению дефектов под маской одного цвета, не сможет так же качественно находить их при смене цвета.
2. Проблемы с монтажом и выходным контролем
Еще бОльшие сложности начинаются при выходном визуальном контроле после монтажа. Особенно если маска имеет черный или белый цвет. Контроль наличия компонентов превращается в сущую муку. Если использованы такие мелкие компоненты, как 0402, контроль качества их установки на фоне темной или черной маски может удлинниться в несколько раз.
3. Проблемы с качеством печатных плат
Стандартным цветом маски считается зеленый. Соответственно, каждый завод по производству печатных плат имеет запас маски такого цвета на складе. Но как только начинаются игры с выбором цвета маски и оттенка («мне, пожалуйста, красный, но не блеклый, а поярче…»), производитель вынужден подбирать нужную маску либо в своих запасах, либо у поставщика материалов. И может случиться так, что режим разведения, нанесения или отверждения этой маски слегка отличается от стандартного. И вот тут возможна потеря качества масочного покрытия. Так что менять цвет маски для больших партий надо с осторожностью, сначала попробовать образцы.
4.. Проблемы с внешним видом печатных плат
Крайне не советую использовать маску белого цвета. После монтажа в печи она приобретает «желтушный» оттенок.
Не рекомендую использовать красную маску. Слишком заметна разница в оттенках, и при изготовлении повторов вы можете получить оттенок, никак не сочетающийся с платами предыдущего запуска.
Неплохо смотрятся платы черного и синего цвета, но, как я уже говорил, их гораздо сложнее и дольше контролировать визуально.
Матовость и глянцевость
Глянцевая маска более удобна, на ней меньше видны царапины. Платы с глянцевой маской выглядят более нарядными.
PCB technology по умолчанию делает зеленую глянцевую маску.
В некоторых ситуациях нужно применить специальные цвета (как, например, черный матовый применяют в светофорах, чтобы уменьшить блики, а белый используют в осветителях, чтобы увеличить светоотдачу). В таких ситуациях вполне оправдан выбор нестандартного цвета или матовости/глянцевости.
Наши рекомендации
Советую на уровне предприятия выбрать наиболее удобный и подходящий для вас цвет и оттенок маски.
Оптимальным цветом считаю зеленый — как наиболее удобный для глаз и наиболее типовой.
Можно также выбрать один из оттенков синего цвета.
После выбора нужного цвета составьте «заготовку» бланка заказа, в которой заранее указан требуемый оттенок, и передайте ее во все подразделения предприятия, с тем, чтобы все новые заказы изготавливались с использованием этой заготовки, т.е. с одинаковой маской.
Скачать PDF [62 Кб]
« Аналитические статьи »
Паяльная маска CARAPACE EMP110/1731/1613 LGG
Упаковка — 2 банки = 1 кг
от 10 до 99 уп. — скидка 5%
от 100 уп. — скидка 10%
Область применения
CARAPACE EMP110 является фотоэкспонируемой контактным методом, водопроявляемой, жидкой паяльной маской, использующей двухкомпонентную эпоксидную технологию, дающую высокий уровень химической стойкости на меди, медных окислах, покрытиях олово-свинец или золоченых поверхностях.
Одна из ведущих фирм мира в данном направлении техники ELECTRA POLYMERS & CHEMICALS LTD производит паяльную маску CARAPACE EMP110 с 1987 года. В настоящее время паяльная маска CARAPACE EMP110 находит широкое применение в производстве автомобильной, телекоммуникационной, специальной и бытовой техники. Потребителями маски являются такие всемирно-известные фирмы, как: 3Com, Ericsson, Siemens, Alcatel, Lucent, Motorola, Nokia, Philips TMC, British Aerospace, Compaq, Olivetti, Rockwell, Lucas, Bang & Olufsen, Xerox, IBM, NEC, 3M, Bosch, ABB, Hewlett Packard и многие другие.
В состав маски входят эпоксидная и акриловая смолы, специальные фотоинициаторы, дипропиленг-ликоль. При необходимости поставляется разбавитель для корректировки вязкости маски, а также для удаления остатков маски с сетки при трафаретном методе нанесения.
Маска соответствует серии международных стандартов:
- Bellocore TR-NWT-000078
- BS 6096/9000
- Siemens E-Korrosion
- IPC-SM840C, класс Н
- MIL55110D
- UL File E 95722 94 V-0
Благодаря высокому разрешению и очень хорошей электрической и физической прочности паяльные маски CARAPACE EMP110 используются как защитное покрытие при пайке и электроизоляционное покрытие для всех видов печатных плат.
Отличительные особенности
Объемы применения жидких фотоэкспонируемых паяльных масок в мире постоянно растут и в настоящее время составляют более 90%. Для сравнения объемы применения сухих пленочных резистов составляют меньше 3%.
Жидкие паяльные маски семейства CARAPACE ЕМР110 обладают следующими преимуществами:
CARAPACE EMP110 — диапазон поставляемой продукции
Поставляется широкий спектр паяльных масок серии CARAPACE ЕМР110.
CARAPACE ЕМР110 — стандартная водопроявляемая, жидкая фотоэкспонируемая паяльная маска. CARAPACE EMP110 HR (High Resolution) — жидкая фотоэкспонируемая паяльная маска с высоким разрешением (минимальная ширина перемычек паяльной маски до 25 мкм).
Паяльная маска CARAPACE EMP110 может наноситься на печатные платы различными методами:
Поставляется широкая цветовая гамма паяльных масок CARAPACE ЕМР110:
| Цвет | Методы нанесения |
| Светло-зеленый матовый (LGM) | SP, СС, AS, ES |
| Светло-зеленый глянцевый (LGG) | SP, CC, AS, ES |
| Светло-зеленый экстра матовый (LGXM) | SP, CC, AS, ES |
| Темно-зеленый матовый (DGM) | SP,AS |
| Темно-зеленый глянцевый (DGG) | SP,AS |
| Голубая глянцевая (BG) | SP |
| Голубая матовая (GM) | SP |
| Красная глянцевая (RG) | SP |
| Красная матовая (RM) | SP |
| Черная (В) | SP |
| Белая (W) | SP |
| Желтая матовая (YM) | SP,AS |
| Желто-зеленая матовая (YGM) | SP,CC |
| Желто-зеленая глянцевая (YGG) | SP |
Основные типы отвердителей
Рекомендации по применению
Подготовка поверхности печатных плат
Перед нанесением паяльной маски медные поверхности печатных плат должны быть очищены механическим или химическим методом.
Печатные платы с покрытием олово-свинец следует тщательно обезжирить, используя моющие средства. Адгезия к покрытию олово-свинец будет значительно улучшена путем обработки печатной платы щетками перед нанесением паяльной маски. Оптимальная шероховатость поверхности 320 grit.
Внимание! Все печатные платы необходимо просушить перед нанесением паяльной маски. Рекомендуемые режимы сушки: 60 — 70°С в течение 10 -15 мин. Более длительные время и температура сушки приводят к образованию оксидов и снижению адгезии паяльной маски к меди.
Подготовка паяльной маски к нанесению
Паяльная маска CARAPACE ЕМР110 является двухкомпонентной и поставляется в комплектах по 1 кг., 3 кг. и 10 кг. Паяльная маска готовится путем смешивания 100 весовых частей пасты и 19 весовых частей отвердителя. Компоненты маски должны быть полностью смешены. Не полное смешивание компонентов паяльной маски может привести к ухудшению качества покрытия и стать причиной ряда дефектов.
Корректировка вязкости
Метод трафаретной печати: Паяльная маска CARAPACE ЕМР110 поставляется готовой к нанесению методом трафаретной печати без добавления растворителя. Если есть необходимость отрегулировать вязкость в случае длительного хранения или низкой температуры в рабочем помещении, для этой цели рекомендуется использовать растворитель ER-1. Например, при температуре 14°С в помещении для корректировки вязкости рекомендуется добавить 2% разбавителя ER-1. В любом случае не рекомендуется добавлять больше 5% растворителя, так как это может повлечь ухудшение параметров в процессе нанесения и предварительной сушки паяльной маски. В результате может возникать утоньшение покрытия на краях проводников и увеличиваться время предварительной сушки.
Метод прохождения через завесу: Целесообразно использовать механический миксер с малой скоростью, предотвращающий попадание воздуха в паяльную маску. Приготовленную паяльную маску после смешивания следует выдержать в течение 2 часов для обеспечения выхода воздуха. Включение воздушных пузырей вызывает образование микроскопических пузырей и пустот в покрытии после сушки и/или неоднородность завесы при нанесении маски. Для корректировки вязкости рекомендуется применять разбавитель ER-6. Для обеспечения нормальной вязкости требуется добавлять 30 -35% разбавителя. Не рекомендуется использовать другие растворители, т. к. они могут содержать нежелательные включения и вызывать технологические проблемы.
Информацию по применению других методов нанесения паяльной маски CARAPACE ЕМР110 Вы можете получить, обратившись к нашим специалистам в отдел технологических материалов.
Параметры процесса нанесения
Метод трафаретной печати является наиболее распространенным, доступным и простым в освоении и обеспечивает однородное и равномерное покрытие печатных плат. Паяльная маска наносится на поверхность печатной платы через сетчатый трафарет при помощи ракеля. В зависимости от размера ячейки и режимов нанесения (угол, скорость перемещения, величина давления ракеля) можно изменять толщину паяльной маски в широком диапазоне (от 10 до 50 мкм).
Рекомендуемый размер ячеек полиэстровой сетки 37 — 55Т меш. Оптимальное сухое покрытие толщиной 20 мкм как правило достигается при использовании сетки 43Т. Рекомендуемый угол наклона ракеля составляет 60 — 70°. Оптимальная толщина влажного покрытия составляет 25 — 50 мкм (при этом толщина маски между проводниками может составлять 60 — 80 мкм в зависимости от их высоты). Ориентировочный расход маски при нанесении методом трафаретной печати при серийном производстве составляет 17м2/кг при толщине сухого покрытия 25 — 30 мкм.
Для предотвращения заполнения переходных отверстий рекомендуется использовать шаблон, наклеенный на сетку, маскирующий переходные отверстия. В этом случае требуется точное совмещение трафарета с рисунком печатной платы.
Внимание! Не используйте вакуумный прижим для фиксации печатных плат, это может привести к чрезмерному заполнению переходных отверстий паяльной маской.
Метод прохождения через завесу: Нанесение паяльной маски осуществляется путем прохождения печатной платы через широкий поток толщиной (0,3 –1,0 мм) жидкой паяльной маски с низкой вязкостью (<10 П). Существенным недостатком процесса является одностороннее нанесение, возможность появления воздушных пузырей в покрытии и относительно высоким расходом паяльной маски. Тем не менее, этот метод хорошо известен и широко распространен.
Скорость нанесения и вязкость паяльной маски могут существенно зависеть от конструкции печатной платы: высоты и зазоров между проводниками, формы стенок проводников.
Ниже приведены рекомендуемые режимы для первоначальной установки параметров процесса:
| Ширина потока | 0,3–0,6 мм |
| Скорость нанесения | 90–100 м/мин2 |
| Вязкость | 70–100 сек Ford чаша №4 |
| Расход | 80-100 г/м2 зависти от высоты и плотности расположения проводников |
Расход маски может быстро корректироваться изменением давления компрессора, подающего маску.
При двустороннем покрытии 1-я сторона подсушка 15 мин, 2-я 30 — 40 мин в зависимости от толщины покрытия.
Инфракрасная сушка
Режимы инфракрасной сушки зависят от параметров процесса нанесения и конструкции системы нагрева. Оптимальные режимы: 125 — 135°С (пиковая температура на печатной плате) в течение 4–5 мин.
Экспонирование
Перед экспонированием платы необходимо охладить до комнатной температуры. Платы с нанесенной и предварительно подсушенной маской, а также прошедшие этап экспонирования могут храниться до 96 часов, но рекомендуется проводить следующий этап обработки в течение 24 час и по возможности ранее.
Рекомендуемые режимы:
Установка режимов экспонирования производится после выставления скорости проявления, так как это может повлиять на определение значения клина. Скорость экспонирования зависят от цвета паяльной маски и мощности излучения ламп.
Проявление
| 1% раствор карбоната натрия или калия. | |
| Давление распыления | 1,5 — 2,5 кг/см2 (20–40 psi) |
| Время распыления | 30–90 сек (зависит от коли — чества маски в отверстиях) |
| Температура |
|
Платы должны быть хорошо промыты, свежей водой и полностью просушены после проявления. Категорически запрещается производить окончательную сушку на влажной плате.
Рекомендации по определению скорости проявления
Оптимальная скорость проявления выставляется с помощью тестовой платы, которая не подвергается экспонированию. Возьмите тестовую плату, сразу после нанесения паяльной маски и предварительной сушки, загрузите печатную плату в установку проявления. Выставьте пробную скорость. После того как плата пройдет 25 — 50% камеры проявления остановите конвейер, если печатная плата полностью очищена от паяльной маски, скорость выбрана правильно. Остальное время проявления (50 — 75%) отводится для обеспечения очистки переходных отверстий от паяльной маски. Зафиксируйте и больше не меняйте скорость проявления. Внимание! Для изменения параметров процесса используйте корректировку режимов экспонирования.
Разное количество паяльной маски в переходных отверстиях и разные методы нанесения маски требуют выставления разных скоростей проявления.
Например, ниже приведены рекомендуемые скорости проявления для 2 м камер проявления:
| Метод трафаретной печати | 1,3 — 2,0 м/мин. |
| Метод прохождения через завесу | 2,0 — 2,5 м/мин. |
Окончательная сушка
Конвекционная печь
60 мин при 150 °С (температура на плате)
Электролитический Ni / иммерсионное Аu
Тонкое покрытие (<10 мкм) и пересушка (высокое время и температура) паяльной маски могут приводить к потере адгезии после процесса нанесения Ni/Au. Если толщина покрытия на высоких проводниках и переходных отверстиях небольшая рекомендуется проводить термодубление в два этапа:
| 1) Окончательная сушка: | 10–15 мин. при 150°С |
| 2) Покрытие Ni / Au. | |
| 3) Повторная сушка: | 45–60 мин. при 150°С |
Примечание: Двухстадийный процесс обычно рекомендуется при использовании отвердителя Н-1833 или химической очистке печатных плат перед нанесением паяльной маски.
Инфракрасная печь
Обычно нет необходимости в использовании инфракрасной окончательной сушки, тем не менее, в некоторых случаях, возможно, получить определенные преимущества.
Оптимальные режимы:
12 мин, пиковая температура на плате 200 °С
Преимущества инфракрасной сушки:
При нанесении толстого слоя маски после сушки можно наблюдать легкое сморщивание паяльной маски между проводниками. Инфракрасная сушка обычно позволяет предотвращать этот эффект.
Дегазация паяльной маски.
| Уменьшение массы | |
| Требования ASTM-E-595 | не более 1% |
| CARAPACE EMP110 | 2,58% |
| CARAPACE ЕМР110 плюс УФ термозадубливание 3200 мДж/см2 | 0,95% |
Применение УФ термодубления после окончательной сушки позволяет сократить уровень ионных
Освещение
В течение всего цикла обработки необходимо избегать попадания прямых солнечных лучей на маску. Печатные платы должны находится при желтом освещении между процессами предварительной сушки/экспонирования и экспонирования/проявления.
Очистка печатных плат от маски
После проявления любая отбракованная плата может быть очищена от паяльной маски с помощью 5% раствора NaOH при 40 — 50 °С.
После сушки паяльная маска может быть удалена с применением запатентованного средства ES108H.
Очистка оборудования
Очистку оборудования от остатков паяльной маски можно осуществлять с помощью специальных средств: SW100 или Dowanol PMA.
Маркировочные краски
Паяльная маска CARAPACE EMP110 совместима с маркировочными красками. Маркировочные краски термического отверждения могут наноситься до или после окончательной сушки. Маркировочные краски ультрафиолетового отверждения наносятся до окончательной сушки и термозадубливания.
Проблемы и методы их решения
Внимание! Вы можете бесплатно получить брошюру с обзором основных дефектов, возникающих в процессе нанесения паяльной маски, и методов их решения.
Упаковка и условия поставки
Предприятие ОСТЕК поддерживает запас наиболее широко применяемой паяльной маски CARAPACE ЕМР110 LGG (светло-зеленая глянцевая) и растворитель ER-1 на складе в Москве. Маска поставляется в расфасовке по 1 кг. (0,84 кг паста + 0,16 кг. отвердитель). Растворитель ER-1 в канистрах по 1 и по 5 литров. Срок хранения маски составляет минимум 9 мес. с даты производства.
Физические и химические свойства, испытания
| Контролируемый параметр | Результат контроля | Метод контроля | Классификация |
| Твердость (карандаш) | 9Н | SM-840C | Прошел, класс Н |
| Адгезия |
|
SM-840C | Прошел, класс Н |
|
Химическая стойкость Изопропанол (120 сек. мин.) 1,1,1 Трихлорэтан Азеотропная смесь: 4% этилового спирта / 96% трихлорэтана Щелочное моющее средство (57°С 120 сек) Метиленхлорид (60 сек) Деионизованная вода (60°С, 5 мин.) |
Шероховатость поверхности отсутствует. Пузыри отсутствуют. Расслаивание отсутствует. Вздутие отсутствует. Изменение цвета отсутствует. отслаивание отсутствует. |
SM-840C | Прошел, класс Н |
| Гидролизная стабильность | Необратимые изменения состояния отсутствуют | SM-840C | Прошел, класс Н |
| Сопротивление изоляции, Ом |
|
SM-840C | Прошел, класс Н |
| Влагостойкость и изоляция, Ом 7 дней при температуре 25–65°С и относительной влажности 95% |
Отсутствуют вздутие, расслаивание, изменение структуры поверхности
|
SM-840C | Прошел, класс Н |
| Электромиграция | Падение напряжения отсутствует | SM-840C | Прошел, класс Н |
| Стойкость к воздействию припоя при пайке волной 260±5°С, 10 ±1 сек. | Снижение адгезии и захват припоя отсутствуют | SM-840C | Прошел, класс Н |
| Горячее лужение (HAL) | Минимум 5 циклов | — | Прошел |
| Термоудар 100 циклов (-65°С — +125°С) | Разрывы и разрушение отсутствуют | SM-840C | Прошел, класс Н |
| Электрическая прочность диэлектрика | 85 кВ/мм | SM-840C Bellcore | Прошел, класс Н |
| Диэлектрическая проницаемость | 4 @ 1 МГц | ||
| Тангенс угла диэлектрических потерь | 0,03@ 1МГц |
- Высокая устойчивость к агрессивным средам.
Отличная устойчивость к флюсам с низким содержанием твердых веществ и совместимость с процессами электролитический никель/ иммерсионное золото (Ni/Au).
-
Высокое разрешение.
Минимальная ширина перемычек паяльной маски 50 — 75 мкм (CARAPACE ЕМР110 HR до 25 мкм). - Препятствует образованию шариков припоя в процессе пайки оплавлением.
-
Долгое время жизни в приготовленном виде.
Подготовленная к применению паяльная маска полностью сохраняет свойства до 1 недели при комнатной температуре. -
Высокое содержание твердых веществ.
Маска содержит 76% твердой составляющей, гарантируя толщину покрытия 25 мкм и более при 1 слое. - Быстрое экспонирование и высокая производительность. Скорость экспонирования составляет 20–30 сек при использовании стандартных ламп 5 кВт. При использовании ламп 7 кВт значительно быстрее.
-
Простое проявление.
Проявление в 1% растворе карбоната натрия. Простое проявление обеспечивает высокую производительность и уменьшает вероятность блокировки отверстий. -
Тепловое отверждение.
Тепловое отверждение обеспечивает оптимальные физические и химические свойства. - Прекрасные электроизоляционные свойства и влагостойкость.
- Хорошая адгезия к гибким печатным платам.
- Трафаретная печать (SP)
- Прохождение через завесу или метод полива( СС)
- Электростатическое распыление (ES)
- Воздушное распыление (AS)
- H-1123. Традиционный (не рекомендуется для покрытий Ni/Au).
- Н-1348. Обладает высокой химической устойчивостью (специально разработан для покрытий Ni/Au).
- H-2010. Высокая прочность покрытия; совместим с покрытиями Ni/Au.
- Н-1613. Стандартный, обеспечивает высокую прочность покрытия, широкий диапазон режимов предварительной сушки.
- Н-1833. Высокая прочность покрытия, уменьшает потускнение меди, совместим с покрытиями Ni/Au.
- Н-1400. Быстрая сушка, уменьшает потускнение меди, не совместим с покрытиями Ni/Au.
- Н-1550. Быстрая сушка, не совместим с покрытиями Ni/Au.
- спектр: 310 — 420 нм. (оптимальная длина волны примерно 365 — 385 нм)
- энергия: 400 — 900 мДж/см2
- клин: 9 — 12 по Штофферу.
- При длительном хранении (истек срок годности) может происходить незначительное ослабление фотоинициаторов — следует увеличить время экспонирования, а также довести вязкость до нормальной растворителем ER-1.
-
Подшелушенные участки. Как правило, образуются из-за плохого обезжиривания этих мест. Для исправления дефекта нужно:
- С помощью кисти нанести на ремонтируемый участок маску
- Произвести подсушку на рекомендуемых режимах
- Произвести экспонирование на рекомендуемых режимах
-
В случае наличия остатков маски на контактных площадках необходимо:
- Увеличить концентрацию щелочи в растворе
- Увеличить температуру раствора, так как зачастую температура в помещении значительно ниже нормы, до 30–35°С.
- На готовых платах устранять маску в переходных отверстиях можно вручную опытно подобранным сверлом, слегка тронув металлизацию.
Однокомпонентная паяльная маска с УФ-отверждением BEST BST-UVH900
Раньше печатные платы покрывали лаком УР-231, но он требует сушки при повышенной температуре или добавления отвердителя ДГУ, который весьма вонюч и очень неполезен для здоровья.Современная химия позволяет обойтись без такого экстрима.
Наверное, многие помнят былое многоцветие материнских плат.
Теперь такого уже не делают. Но мало кто обращает внимание, что это цвет не текстолита, из которого сделана плата, а специального покрытия на нем — паяльной маски, защищающей плату от воздействий внешней среды.
Паяльная маска снижает впитывание воды текстолитом из воздуха, не даёт дорожкам окисляться и уменьшает риск возникновения соплей из припоя при пайке. Спасать от капельно-жидкой воды она, в общем-то, не обязана, так что платы, рассчитанные на работу с возможностью образования конденсата, надо дополнительно защищать чем-то ещё(хотя был в моей практике смартфон, который залили водой, не сразу заметили, и он проработал до полного разряда аккумулятора и не включился после зарядки… потому что электрохимическая коррозия в капле воды разъела на краю маски печатную дорожку к кнопке включения, и этим всё ограничилось).
Фактически она представляет собой фоторезист, устойчивый к температуре, развиваемой при пайке — примерно так же наносится на плату, засвечивается через шаблон в нужных местах, после чего смывается в ненужных. Точно так же, как фоторезисты, паяльные маски бывают жидкие и сухие плёночные, одно- и двухкомпонентные.
Сегодня мы посмотрим поближе на однокомпнентную жидкую паяльную маску.
Поставляется она в стандартных пластиковых тубах на 10 кубических сантиметров.
Изготовляется она в красном, жёлтом, синем, зелёном и чёрном цветах. Я заказал зелёный и чёрный.
В носик тубы можно вкрутить дозирующую иглу(какая попало от первого подвернувшегося шприца не подойдёт — маска довольно густая и продавить её через длинную токую иглу может не получиться.) Вот такую:
Наносим маску на текстолит и посмотрим, как она будет засыхать.
За 12 часов при комнатной температуре она так толком и не засохла и осталась липкой и царапающейся зубочисткой.
Накроем часть маски алюминиевой фольгой в качестве защиты от облучения.
Возьмём УФ-фонарь на 365 нм.
И облучим им маску.
После минутного облучения тонкий слой затвердел на всю толщину.
А там, где толщина слоя была больше, затвердела тонкая плёнка на поверхности.
Там, куда не достало облучение, маска так и осталась липкой.
При этом она оттирается, к примеру, спиртом. Штриховка показывает, где была фольга:
Пример применения маски при ремонте прогаров(фото из сети):
Слева направо — прогоревший участок печатной платы до ремонта, после расчистки и после изоляции маской.
Пример применения маски при восстановлении дорожки на плате смартфона:
Ну и наконец пара видео применения маски по прямому назначению на всю поверхность печатной платы:
Вывод: товар довольно специфичный, но для ремонта электроники или изготовления печатных плат заводского вида незаменимый.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Нанесение паяльной маски в картинках / Технологии / Сообщество EasyElectronics.ru
Изначально я, как, видимо, и большинство тех, кто делает платы сам, вполне обходился без паяльной маски на своих платах и не считал ее чем-то особенно нужным. Но переход ко все более и более плотному монтажу и эксперименты с самодельной печью для пайки SMD компонентов показали, что маска штука не только красивая, но и реально необходимая. Имеющаяся информация об промышленных паяльных масках как-то не особо вдохновляла к ее использованию, поэтому когда я копаясь на ебэе обнаружил, что существует однокомпонентная паяльная маска с УФ отверждением, немедленно ее заказал. Куцая (мягко говоря) информация по применению маски слегка охлаждала энтузиазм, но первые же опыты с ней показали, что маска весьма неприхотлива и достаточно удобна в работе.После серии экспериментов у меня сложилась технология применения маски, которая дает вполне стабильный качественный результат. На словах я ее описывал в комментариях к этому топику.
Ниже приведено более детальное описание технологии с учетом свежевыявленных нюансов и с картинками. По возможности я постарался упомянуть все существенные подробности и тонкости.
Что подразумевается в наличии:
- Твердое гладкое основание, на котором будет экспонироваться плата. В моем случае это лист стекла.
- Накрывное стекло. Замены вроде крышек от коробок для компактов тут не годятся.
- УФ лампа для засветки. В моем случае это три «черные энергосберегайки» DeLux EBT-01, мощностью 26Вт каждая. Лампы расположены на высоте 50см от поверхности основания.
Все работы производятся при обычном исскуственном освещении, кроме того я использую достаточно яркую настольную лампу. Сколько-нибудь существенного влияния на саму маску за время подготовительных этапов это не оказывает. Проявку лучше делать на открытом воздухе (или с хорошей вытяжкой). Ну и работать, особенно при проявке, лучше в перчатках, причем лучше в хозяйственных. Медицинские перчатки хотя и удобнее, но имеют свойство набухать в уайт-спирите.
Исходные материалы:
- Собственно плата. В описании это будет вот такая панель из 9 плат:
Существенные моменты: плата должна иметь технологический край на котором должна оставаться фольга (достаточно иметь такие поля с двух сторон от рисунка). При изготовлении плат с помощью ФР это, как правило, получается автоматом.
Также важно, что бы поверхность платы была чистой, причем с обратной стороны тоже. Один неудачный експеримет был связан с забытым на обратной стороне ценником на стеклотекстолит… - Однокомпонентная паяльная маска (ее места обитания, и описание технологии применения есть по ссылке выше), но я на всякий случай снял и ту, что у меня:
- Фотошаблон для маски. Фотошаблон должен быть негативный (то есть «окна» в маске должны быть черными, а остальная часть — прозрачной). Для тех, кто пользуется сухим пленочным фоторезистом такие шаблоны будуть «как родные», поскольку именно такие готовятся для самих плат. Фотошаблон должен быть как можно менее прозрачным на просвет. Те фотошаблоны, которыми пользуюсь я, на просвет совершенно непрозрачные.
- Скотч. Я пользуюсь таким:
Сам по себе скотч отличный, в добавок оказалось, что у него весьма подходящая толщина — 20мкм. - Кусок пленки для подложки. Для получения равномерной маски подложка должна быть равномерной по толщине и достаточно прочной. Увы, бумага не подошла, маска через нее легко проникает и после засветки весьма плохо отдирается от основы. Я пользуюсь использованными или испорченными фотошаблонами.
- Кусок тонкой лавсановой пленки. Изначально я пользовался кусками верхней защитной пленки от фоторезиста, которые остаются после изготовления плат, но потом приобрел у бабулек-цветочниц на рынке рулон пленки в которую заворачивают цветы.
- Уайт-спирит. Есть в магазинах стройтоваров.
- Ванночка для проявки. Я пользуюсь пластиковыми судками с крышкой. Крышка крайне желательна, если вам придется носиться с этой ванночкой, например, на балкон.
Сам процесс достаточно прост, хотя и изобилует мелкими нюансами:
- На основание кладем подложку и на него плату:
- Клеим скотч так, что бы один край был на фольге технологического поля платы, а второй — на подложке. Край на фольге следует клеить акуратно, не допуская складок и пузырей:
Существенный момент: если прижим накрывного стекла осуществляется в двух точках, то плата и скотч должны располагаться так, что бы находиться на линии прижима, при этом скотч должен располагаться перпендикулярно этой линии. Применительно к фотке выше, грузы, которыми я прижимаю стекло, расположены сверху и снизу.
Такая ориентация в моих экспериментах давала более равномерную толщину пленки (ну и, как следствие, цвет маски). - В центр платы кладем горку жидкой маски:
Маски идет не много, но жадничать тут не стоит — лишняя маска просто вытечет на подложку, а вот если ее не хватит, то придется поднимать защитную пленку и добавлять. При этом образуются воздушные пузыри, избавиться от которых не сложно, но геморно. Если уж такое произошло, то согнать пузыри на край платы можно с помощью плоского предмета с ровной гранью (я пользуюсь старой пластиковой карточкой). Основное требование — грань должна быть гладкой и не иметь острых углов. - На маску кладем защитную пленку, а на нее — накрывное стекло, после чего плавно увеличиваем нажим. При этом маска постепенно растекается по поверхности платы:
- Осторожно снимаем накрывное стекло и кладем фотошаблон, по возможности ровно на место, затем сверху снова кладем накрывное стекло:
- Еще раз прижимаем накрывное стекло окончательно выравнивая маску, после чего прижимаем стекло как для экспозиции (в моем случае это два старых транса, которые служат грузами для прижима стекла).
- Тщательно совмещаем фотошаблон и плату просто аккуратно двигая накрывное стекло. Тут очень полезным оказалось наличие рамки по периметну на фотошаблоне и на рисунке платы. В моем случае (я пользуюсь Eagle) это делается просто добавлением слоя Dimension в итоговые фотошаблоны маски и самой платы.
- Включаем УФ лампу на 60 минут. Изначально выдержка была только 40 минут, но при проявке в глубоких местах (широкие зазоры между дорожками, например) иногда маска отваливалась. Увеличение выдержки эту проблему решило. На «окна» в плате это никакого заметного влияния не оказало.
- Снимает прижим, стекло, фотошаблон. Берем подложку (с платой и защитной пленкой), ванночку, уайт-спирит и несем все туда, где будем проявлять (я делаю это на балконе). В ванночку наливаем уайт-спирит, затем с платы снимаем защитную пленку:
На фото видно, что окна в маске практически чистые. - Снимаем плату с подложки и кладем в уайтспирит:
Крайне желательно иметь некий импровизированный мусорник под рукой, куда сразу же можно будет выбросить защитную пленку и подложку. Иначе остатки маски можно будет обнаружить в самых неожиданных местах. - Даем покиснуть плате в уайт-спирите несколько (3-5) минут, после чего начинаем легонько тереть маску пальцем (в перчатке, помним?):
Цель этой процедуры вовсе не очистка окон в маске (они очистятся при промывке), а определение момента завершения проявки. Когда плата перестанет быть слегка липкой, а станет на ощупь гладкой, значит процесс завершен. - Вынимаем плату из проявителя, дожидаемся пока остатки уайт-спирита стекут и несем плату на промывку. Промывка делается любым моющим средством (я пользуюсь Cif-ом) и мягкой губкой. После промывки плата выглядит уже так:
- По окончании промывки плату необходимо протереть и положить под ультрафиолет еще на час.
Итог выглядит так:
Update 1: (для тех, кто не читает комментарии) по итогам применения описанной технологии оказалось, что промывка в уайт-спирите не нужна, снимаем защитную пленку, промываем плату и кладем на вторую засветку.
Update 2: При попытке использовать описанный выше способ для наложения шелкографии был обнаружен интересный (и важный) момент: при засветке важен не только ултрафиолет, но и прогрев. Если лампа расположена близко, это может приводить к полимеризации пленки и под черными участками фотошаблона (видимо тепло тоже играет роль). Поэтому первую засветку лучше делать с большого расстояния (так и точность воспроизведения фотошаблона значительно лучше), а вот вторую засветку лучше проводить поднося лампу как можно ближе к плате.
Update 3: Важное уточнение: перед нанесением маски плату обязательно нужно тщательно просушить, на крайний случай можно просто положить на батарею минут на 10-15.
Что такое слой паяльной маски?
После изготовления печатной платы медные дорожки на плате обычно подвергаются риску окисления и коррозии из-за воздействия окружающей среды. Самый надежный способ предотвратить это и продлить срок службы печатной платы — это нанести защитное покрытие, известное как слой паяльной маски.
Эта статья будет охватывать:
Что такое слой паяльной маски?
Паяльная маска — это тонкий слой полимера, который наносится на печатную плату для защиты меди от окисления и коротких замыканий во время работы.Он также защищает печатную плату от воздействия окружающей среды, такого как пыль и ряд других загрязняющих веществ, которые в долгосрочной перспективе могут привести к короткому замыканию.
Панели, покрытые паяльной маской
Типы паяльной маски
Паяльные маски бывают разных типов, и их выбор зависит от области применения, в которой они будут использоваться. Ниже приведены различные типы:
Верхняя и нижняя боковые маски
Они обычно используются инженерами для определения отверстий в зеленой паяльной маске, уже нанесенной на печатную плату.Этот конкретный слой паяльной маски добавляется с помощью эпоксидной смолы или пленки. Затем выводы компонентов припаиваются к плате, используя отверстия, зарегистрированные с помощью масок.
Следы на верхней стороне платы называются верхними дорожками, а соответствующая используемая паяльная маска называется верхней маской. Как и маска на верхней стороне, нижняя маска используется для нижней стороны платы.
Маски для жидкого припоя эпоксидной смолы
Наиболее экономичным вариантом среди паяльных масок является эпоксидная смола.Это полимер, нанесенный на печатную плату методом шелкографии. Шелкография относится к технике печати, в которой используется тканая сетка для поддержки узоров, блокирующих чернила. Сетка позволяет идентифицировать открытые области для процесса переноса чернил. После этого шага следует термическое отверждение.
Жидкие паяльные маски с фотоизображением (LPI) Паяльные маски
LPI на самом деле представляют собой смесь двух разных жидкостей. Эти жидкости хранятся отдельно и смешиваются непосредственно перед нанесением маскирующего слоя, чтобы продлить срок хранения.LPI также является одним из наиболее экономичных вариантов среди других типов.
LPI используется для лакокрасочного покрытия, трафаретной печати и распыления. Эта маска представляет собой смесь различных полимеров и растворителей. С помощью этой маски можно сформировать тонкое покрытие, которое может прилипать к поверхности целевой области. После использования этой маски печатная плата обычно не требует какой-либо окончательной обработки поверхности, которая доступна в настоящее время.
В отличие от обычных эпоксидных красок, LPI чувствителен к ультрафиолетовому излучению. Панель должна быть покрыта маской, и после короткого «цикла отверждения прилипания» печатная плата подвергается воздействию УФ-излучения с использованием УФ-лазера или процесса фотолитографии.
Перед нанесением маски панели подвергаются очистке и проверке на наличие признаков окисления. Это делается с помощью химического раствора, раствора оксида алюминия или суспендированной пемзы для очистки панелей.
Один из самых популярных методов воздействия ультрафиолетового излучения на поверхность панели — использование пленочных инструментов и контактных принтеров. Верхний и нижний листы пленки напечатаны с использованием эмульсии, чтобы заблокировать области, которые необходимо припаять. Затем производственные панели и пленка фиксируются на месте с помощью инструментов на принтере и одновременно подвергаются воздействию УФ-излучения.
В одном методе используется прямая визуализация с использованием лазера. Этот метод не требует инструментов или пленки, так как управление лазером осуществляется с помощью реперных маркеров, размещенных на медном шаблоне панели.
МаскиLPI доступны в различных цветах, таких как зеленый, черный, красный, желтый, белый и синий.
Сухопленочные фотообразующие паяльные маски
Использование фотоизображающих паяльных масок с сухой пленкой требует вакуумного ламинирования. Эта сухая пленка подвергается экспонированию, а затем проявляется.После проявления отверстия идентифицируются для создания рисунка, после чего компоненты припаиваются к медным контактным площадкам. Монтажные платы с высокой плотностью монтажа больше всего выигрывают от паяльных масок из сухой пленки, поскольку они не заполняют сквозные отверстия.
Обработка поверхности
Независимо от типа используемой паяльной маски для печатной платы, полученная маска будет оставлять на печатной плате некоторые открытые участки меди. Эти открытые участки необходимо покрыть подходящим покрытием для предотвращения окисления.Один из самых популярных способов отделки поверхности — это выравнивание припоем горячим воздухом (HASL). В зависимости от требований также могут использоваться другие виды отделки поверхности, такие как иммерсионное золото с палладием с химическим нанесением никеля (ENEPIG) и иммерсионное золото с никелевым покрытием (ENIG). При необходимости в маскирующем слое оставляют дополнительные отверстия для вставки-маски. Эта пастообразная маска используется для прикрепления контактных площадок или других компонентов к плате в зависимости от используемого производственного процесса.
Чтобы узнать о черной подушечке, прочтите, как работать с черной подушечкой в отделке ENIG.
СКАЧАТЬ РУКОВОДСТВО ПО DFM:
Рекомендации по проектированию паяльной маски
Конструкция паяльной маски требует выполнения определенных критериев. Вот несколько таких параметров на практике:
Соединительные переходные отверстия
Когда переходное отверстие закрыто паяльной маской, так что оно не обнажено, оно называется закрытым переходным отверстием. В отличие от переходного заполнения, здесь паяльной маской закрыто только кольцевое кольцо. Если отверстие закрыто полностью, оно называется заполненным переходным отверстием или маской, закрытым переходным отверстием, в зависимости от метода, используемого для закрытия отверстия.
Закрепление переходных отверстий — это популярный процесс, используемый для защиты печатных плат, который предпочитают заливку эпоксидной смолой или заглушку маски из-за соображений стоимости. В рамках методов теннирования переходных отверстий наиболее рентабельным является тентинг паяльной маски с жидкостным фотоизображением (LPI). Чтобы обеспечить лучшую герметичность переходных отверстий, вы также можете использовать более дорогостоящий наполнитель из смолы.
Переходные отверстия, созданные с использованием паяльной маски
Цель тентования переходных отверстий — оставить меньше открытых токопроводящих площадок на поверхности печатной платы.Это позволит свести к минимуму короткие замыкания, возникающие во время перемычки припоя в процессе сборки. Миграция пасты с контактных площадок SMT также снижается, что может произойти, когда переходные отверстия находятся на краях контактных площадок или в стандартных образцах «собачьей кости» BGA. Палатка также сводит к минимуму вероятность повреждения переходного отверстия из-за воздействия рабочей среды.
Что такое зазор паяльной маски?
Зазор паяльной маски — это допуск, определяющий, насколько близко паяльная маска может быть к поверхностям печатной платы.Целью этого допуска / зазора является обеспечение адекватного расстояния, известного как паяльные перемычки, между элементами поверхности, на которые наносится припой. Это предотвращает образование паяных перемычек.
Зазор паяльной маски в печатной плате
Обычно зазор паяльной маски должен составлять половину ширины промежутка между проводниками. При использовании тонких проводящих рисунков толщиной менее 100 мкм зазор паяльной маски может быть менее 50 мкм.
Колодки
Контактные площадки, определяемые паяльной маской, — это контактные площадки, в которых отверстие маски меньше, чем медная контактная площадка, поэтому паяльная маска будет определять размер контактной площадки, используемой в BGA.Размер медной площадки зависит от изменения зазора маски.
Колодки SMD и NSMD
Контактные площадки, не связанные с паяльной маской, включают зазор между контактной площадкой и маской.
При использовании паяльной маски необходимо учитывать допуски на посадку, чтобы зазор маски всегда был больше, чем у контактных площадок. Это необходимо для того, чтобы вся контактная площадка была свободна от паяльного резиста и обеспечивала оптимальную пайку.
Что такое отверстие в паяльной маске?
Внешние слои печатной платы без маски называются отверстиями паяльной маски.Его цель — подвергнуть схему воздействию олова (припоя). Это отверстие должно быть точным, иначе это может привести к ненужному обнажению меди на плате, что приведет к коррозии и повреждению.
CAM-снимки отверстий паяльной маски
Обычно производители выбирают отверстия в паяльной маске в соотношении 1: 1 с медными контактными площадками, которые можно изменять в зависимости от производственного процесса. Отверстие должно быть адаптировано к требованиям, иначе это может привести к обнажению заземляющего слоя рядом с площадкой.Это может привести к короткому замыканию, и этого следует избегать.
Покрытие или расширение паяльной маски Программное обеспечение
для автоматизации проектирования электроники (EDA) обычно позволяет установить расстояние между элементами поверхности и паяльной маской платы. Эта спецификация обычно называется расширением паяльной маски и может иметь положительное, отрицательное или нулевое значение.
Положительное расширение паяльной маски
Когда есть промежуток между концом паяльной маски и внешней окружностью открытой площадки, это называется положительным расширением паяльной маски.
Нулевое расширение паяльной маски
Когда нет промежутка или зазора между паяльной маской и контактной площадкой, это нулевое значение.
Отрицательное расширение паяльной маски
Когда паяльная маска перекрывает область контактной площадки, она имеет отрицательное значение.
CAM снимок покрытия паяльной маски
Стандарты IPC для паяльной маски
Требования к паяльной маске определены в квалификационных и эксплуатационных характеристиках IPC-SM-840 для перманентной паяльной маски и гибких материалов покрытия.
Предполагаемое применение паяльной маски относит ее требования к различным категориям:
Т — телекоммуникации
В эту категорию входят телекоммуникационные устройства, компьютеры и оборудование, используемое в некритических военных приложениях. Слой паяльной маски и защитный слой на платах этого особого класса подходят для высокопроизводительных промышленных и коммерческих продуктов. Для таких продуктов потребуется увеличенный срок службы, но прерывание работы не приведет к возникновению опасных для жизни ситуаций.
H — высокая надежность / военный
Сюда входит оборудование, для которого критически важны прогрессивные требования к производительности и простои устройства недопустимы. Паяльная маска и защитный слой на платах этого класса печатных плат предназначены для критически важных приложений, и бесперебойное обслуживание совершенно необходимо.
FT — гибкие печатные платы (телекоммуникации)
Это применимо к материалам покрытия, которые используются для гибких плат в телекоммуникационном оборудовании.
FH — гибкие приложения для печатных плат (высокая надежность / военные)
Это применимо к материалам покрытия, которые используются для гибких печатных плат, которые требуются в военных приложениях, требующих высокой надежности.
Гибкие защитные материалы были добавлены к редакции «E» стандартов IPC. Требования к материалу паяльной маски соответствуют трем классам IPC голых плат:
- Печатные платы класса 1, для которых не требуется паяльная маска
- Платы класса 2, соответствующие требованиям маски класса T / FT (телекоммуникации)
- Печатные платы класса 3, соответствующие требованиям к маскам класса H / FH (высоконадежные военные)
Вышеупомянутые требования к паяльной маске предназначены для определения таких параметров, как твердость, срок хранения, воспламеняемость и адгезия платы.В нем также указывается устойчивость к пайке, биологическому росту, влаге и химическим веществам, таким как флюсы, чистящие средства и растворители. Еще одно важное соображение — выбор матового или сатинированного покрытия вместо глянцевого или полуглянцевого. Это помогает минимизировать образование валиков припоя и уменьшает блики во время ручных процессов и осмотра. В закупочной документации или производственных чертежах обычно указывается, соответствует ли оборудование стандартам IPC-6012. Когда этот стандарт заявлен для соответствия, паяльная маска покрывается разделом 3 IPC-6012.7.
Применение паяльной маски
Слой паяльной маски выполняет множество важных функций, как указано ниже:
- Защищает печатную плату от окисления и коррозии.
- Предотвращает перемычки из пайки, которые представляют собой нежелательное соединение паяных соединений на плате, которое может повредить печатные платы и привести к короткому замыканию. В этом случае паяльная маска служит барьером между паяными соединениями и другими проводящими частями печатной платы. Это обеспечивает дополнительную изоляцию компонентов платы.
- Останавливает рост металлических усов, которые представляют собой тонкие нити, торчащие из печатной платы, которые могут привести к сбою системы. Металлические усы могут образовываться аналогично образованию паяных перемычек, приводящих к коротким замыканиям и неисправностям.
- Уменьшает количество паяльной пасты, требуемой в процессе пайки.
- Повышает напряжение пробоя диэлектрического материала платы.
- Защищает печатную плату от загрязнений во время обращения.
- Увеличивает срок хранения печатной платы.
Обычная и струйная паяльная маска
Как наносится паяльная маска?
Ниже приведен процесс нанесения слоя паяльной маски на печатную плату:
Шаг 1: Очистка доски
Доска очищается от грязи и других загрязнений, а затем поверхность доски сушится.
Шаг 2: Нанесение краски на паяльную маску
Затем плата загружается в вертикальное устройство для нанесения покрытий для нанесения краски на паяльную маску.Толщина покрытия определяется такими факторами, как надежность, необходимая для печатной платы, и область, в которой она будет использоваться. Толщина паяльной маски будет варьироваться, когда дело доходит до добавления на различные участки печатной платы, такие как дорожки, медная фольга или подложка. Эта толщина слоя маски будет зависеть от возможностей оборудования и производственных возможностей печатной платы.
Этап 3: Предварительное отверждение
Эта фаза отличается от полного отверждения, поскольку предварительное отверждение направлено на то, чтобы сделать покрытие на плате относительно твердым.Это облегчает удаление нежелательного покрытия, которое, в свою очередь, может быть легко удалено с печатной платы на стадии разработки.
Шаг 4: Визуализация и закалка
Изображение создается с помощью фотопленки, на которую наносится лазерная печать для определения области паяльной маски. Эта пленка совмещается с панелью, которая уже покрыта паяльной краской и высушена до липкости. Во время этого процесса формирования изображения пленка, выровненная по панели, подвергается УФ-облучению. После получения ультрафиолетового света непрозрачная область позволяет ультрафиолетовому свету проходить через пленку, и, таким образом, краска под непрозрачной пленкой полимеризуется (затвердевает).
В случае формирования изображений LDI фотопленки не требуются, так как УФ-лазер непосредственно закаляет участки на плате, которые должны удерживать чернила паяльной маски.
Шаг 5: Разработка
Затем печатная плата погружается в проявитель, чтобы удалить ненужную паяльную маску и обеспечить точное обнажение необходимой медной фольги.
Шаг 6: Окончательное затвердевание и очистка
Окончательное отверждение необходимо для того, чтобы краска для паяльной маски была доступна при установке на поверхность печатной платы.Затем платы, покрытые паяльной маской, необходимо очистить перед дальнейшими процессами, такими как нанесение поверхностной отделки.
Обработка паяльной маски с помощью струйной печати
Производство печатных плат в последнее десятилетие в основном использовало струйные системы для создания номенклатурной маркировки. Однако в последние годы появились технологии, позволяющие производителям печатать паяльную маску непосредственно на поверхности платы или панели. Это также иногда называют прямым впрыскиванием (DJ), когда чернила маски наносятся на поверхность печатной платы в соответствии с вводом дизайна.Прямое впрыскивание осуществляется с помощью пьезоэлектрической головки.
По сравнению с методом, основанным на фотолитографии, метод DJ сокращает большинство этапов процесса, что дает следующие преимущества:
- Минимальное использование материалов
- Уменьшенное капитальное оборудование и параметры процесса
- Экологичная обработка
- Устранение чрезмерного использования паяльной маски
Нанесение паяльной маски на печатную плату — процесс, требующий значительных технических знаний и навыков.Во избежание брака платы и выхода из строя из-за таких проблем, как недостаточное или избыточное облегчение, вам необходимо выбрать производителя печатной платы, который сможет справиться с этим процессом без ошибок.
Хотите узнать больше о слое паяльной маски? Дайте нам знать об этом в комментариях!
СКАЧАТЬ НАШЕ РУКОВОДСТВО ПО ДИЗАЙНУ КЛАССА 3 IPC:
Что такое паяльная маска (SM)? — Технические условия Eurocircuits
Soldermask — это защитный слой жидкого фотоизображающего лака, наносимый на верхнюю и нижнюю стороны печатной платы.Функция паяльной маски заключается в защите меди, помимо площадок для пайки, от:
- Окисления
- Создание коротких замыканий во время
- Пайка (мосты)
- Работа из-за внешних проводящих влияний
- Работа от сети к сети к скачкам высокого напряжения
- Воздействие окружающей среды, такое как пыль и другие загрязнения, которые могут создавать короткие замыкания в долгосрочной перспективе
Паяльная маска сначала печатается или напыляется на производственную панель, а затем подвергается УФ-облучению с правильным рисунком паяльной маски, проявленный и высушенный.Паяльная маска обычно зеленого цвета, но также может применяться как: черная, синяя, белая, красная, прозрачная и т. Д. Посмотрите здесь, чтобы увидеть, как это делается в производстве.
Толщина:
На краях стороны проводника:> 7 микрон (t1) .
На верхней части проводника:> 7 микрон (t2) .
Максимальная толщина паяльной маски может составлять до 40 мкм для готовой меди толщиной 35 мкм. Для более высоких конечных толщин меди толщина паяльной маски может составлять до 80 мкм.
Регистрация паяльной маски: что мы разрешаем, а что нет.
50 микрон (2 мил).
25 микрон (1 мил).
См. Также:
Руководство по проектированию печатных плат — паяльная маска
Назад к техническим терминам и сокращениям
4 основных типа паяльной маски для печатных плат
4 основных типа паяльной маски для печатных плат
Паяльная маска, также известная как припой, представляет собой прочный постоянный слой, который защищает медные дорожки и интерфейсы между ними на печатных платах (PCB).Основная функция паяльной маски — предотвращение образования проводящих паяных перемычек между различными электронными компонентами и возникновения коротких замыканий. Существует много типов паяльной маски для печатных плат , таких как жидкая эпоксидная смола, жидкое фотоизображение, сухая пленка для фотоизображения, верхняя и нижняя маски.
Типы паяльной маски
Верхняя и нижняя маски
Верхняя паяльная маска позволяет инженеру-электронику идентифицировать отверстия в зеленом слое паяльной маски, уже добавленном на печатную плату, с помощью одной из эпоксидной смолы, чернил или кинематографическая техника.Затем контакты компонентов можно припаять к плате, используя указанные места. Рисунок проводящих дорожек на верхней стороне печатной платы называется верхними дорожками, а маска на нижней стороне указывает отверстия на нижней поверхности.
Жидкая эпоксидная смола
Нанесенная шелкографией на рисунок печатной платы, жидкая эпоксидная смола является самым дешевым типом паяльной маски . Эпоксидная смола — это термореактивный полимер, который находит множество применений. Шелкография — это метод печати, при котором используется тканая сетка для поддержки трафаретов или узоров, блокирующих чернила.Сетка создает открытые области для переноса чернил. Шелк часто используется в искусстве, но синтетические волокна чаще используются в электронике. Финальный процесс отделки включает термическое отверждение.
Жидкая паяльная маска для фотоизображения
Жидкая паяльная маска для фотоизображения поставляется в виде чернил. Чернила могут быть нанесены методом шелкографии или распылены на печатную плату, затем нанесены на рисунок и проявлены. Один тип процесса, обычно используемый с составами жидких чернил, — это выравнивание поверхности горячим воздухом (HASL).Он требует чистой окружающей среды, свободной от частиц и загрязнений. После этапа воздействия УФ-излучения маска удаляется с помощью водяных спреев под высоким давлением, называемых проявителями. Для отделки печатных плат требуется термическое отверждение и нанесение органического покрытия.
Сухая пленка для фотоизображения
Паяльная маска для сухой пленки наносится с помощью вакуумного ламинирования, затем экспонируется и проявляется. После проявления в шаблоне создаются отверстия, и детали можно припаять к медным контактным площадкам.Медь наносится слоем на плату внутри отверстий и на участках следов с помощью электрохимической обработки. Олово применяется для защиты медной схемы. Затем сухая пленка удаляется, а обнаженная медь протравливается. Отделка также включает термическое отверждение.
Паяльная маска — прототип печатной платы Easy Way
Паяльная маска, или ограничивающая маска, или паяльный резист — это тонкий подобный лаку слой полимера, который обычно наносится на медные дорожки печатной платы (PCB) для защиты от окисления и предотвращения образования паяных перемычек между близко расположенными припоями. колодки.Паяный мост — это непреднамеренное электрическое соединение между двумя проводниками с помощью небольшой капли припоя. На печатных платах используются паяльные маски, чтобы этого не происходило. Паяльная маска не всегда используется для паяных вручную сборок, но необходима для серийно выпускаемых плат, которые паяются автоматически с использованием методов оплавления или волновой пайки. После нанесения необходимо сделать отверстия в паяльной маске везде, где припаяны компоненты, что выполняется с помощью фотолитографии. Паяльная маска традиционно зеленого цвета, но теперь доступна во многих цветах.
Паяльная маска бывает разных материалов в зависимости от требований приложения. Самая дешевая паяльная маска — это жидкая эпоксидная смола, которая наносится трафаретной печатью через рисунок на печатную плату. К другим типам относятся жидкие паяльные маски с фотоизображением (LPSM или LPI) и сухопленочные паяльные маски с фотоизображениями (DFSM). LPSM можно покрыть шелкографией или напылением на печатную плату, подвергнуть воздействию рисунка и проявить, чтобы обеспечить в нем отверстия для деталей, которые будут припаяны к медным контактным площадкам. DFSM ламинируется в вакууме на печатной плате, затем экспонируется и проявляется.Все три процесса обычно проходят термическое отверждение определенного типа после определения рисунка, хотя паяльные маски LPI также доступны с ультрафиолетовым (УФ) отверждением.
В автоматизации проектирования электроники паяльная маска рассматривается как слой печатной платы и описывается как файл Гербера, как и любой другой слой, такой как слой меди и шелкографии. Типичные имена для этих уровней включают tStop / bStop (EAGLE), LSMVS / LSMRS (WEdirekt) или GTS / GBS (Gerber и многие другие).
Показаны функции слоя паяльной маски на печатной плате:
.Предотвращение физического разрыва проводящей цепи
.Предотвращение короткого замыкания из-за мостового соединения в процессе пайки
.Предотвращение окисления слоя меди
.Предотвращение короткого замыкания между токопроводящими линиями и паяными соединениями при пайке оплавлением, пайке волной и ручной сварке
. Высокая изоляция обеспечивает возможность высокой плотности печатных плат
Паяльная маска в основном является жидкой УФ-фотоизображением Чернила с зеленым, красным, синим, желтым, белым, черным, фиолетовым, розовым, серым, оранжевым, матовым черным, матовым зеленым и прозрачной / прозрачной паяльной маской и цветами, зеленый должен быть наиболее часто используемым.И в зависимости от доступных цветов, в наших производственных требованиях есть некоторые моменты, которые вы можете себе представить.
.Стоимость зеленого, синего, красного, синего, желтого, белого и черного одинакова без дополнительной оплаты, а дополнительная плата требуется для фиолетового, розового, серого, оранжевого, матового черного, матового зеленого и прозрачного / прозрачного.
опции Розовый, Серый, Оранжевый и Прозрачный / Прозрачный находятся на «Advanced PCB»
Стандартная PCB:
. Наружная медь 1 унция Толщина Для перемычки под пайку расстояние между контактными площадками ИС должно быть не менее 0.2 мм (8 мил) для зеленого цвета, для других требуется мин. 0,22 мм (9 мил)
. Внешняя медь 2 унции Толщина Для паяльной перемычки расстояние между контактными площадками ИС должно быть минимум 0,25 мм (9,8 мил) для зеленого цвета, для других требуется минимум 0,27 мм (10,6 мил)
Advanced Плата:
. Внешняя медь 1 унция Толщина Для паяльной перемычки расстояние между контактными площадками ИС должно быть минимум 7 мил для зеленого цвета, черного требуется минимум 9 мил
(прототип печатной платы зеленый минимум 6 мил, черный минимум 8 мил)
. Внешняя медь 2 унции Толщина Для паяного моста расстояние между контактными площадками ИС должно быть минимум 8 мил для зеленого цвета (мостик пайки 4 мил), черного цвета (паяный мост 5-6 мил) требуется минимум 10 мил
.As в нормальном случае время выполнения заказа для зеленой маски должно быть короче, чем у других.
.Поскольку мы только упомянули вышеупомянутый паяный мост, теперь мы вкратце узнаем об этом:
Паяльный мостик — это зеленое масло между двумя контактными площадками или Штыри IC, из-за его узкой потребности, поэтому он называется мостом из припоя.Если расстояние между штырями слишком мало, чтобы соответствовать заводскому процессу, рекомендуется отменить его и продолжить с полным открытием маски.
Открытие маски: любая область без печати маски может быть названа окном, она включает области для пайки PAD, пасты PAD, траншей и т.д. -4 мил.
Что такое перемычка паяльной маски и отверстие для паяльной маски на печатной плате
Всего в PCBWay 9 цветов паяльной маски, вот образец линейки PCBWay:
Если вам интересно, дополнительную информацию, пожалуйста, посетите наш сувенирный магазин
Как наносится паяльная маска на печатную плату?
Как наносится паяльная маска на печатную плату?
Паяльная маска — это защитное покрытие для голой платы, голые платы предназначены не только для предотвращения случайного замыкания припоя, так как сборка покрыта маской, но и для защиты платы от окружающей среды.
Что такое паяльная маска?
Паяльная маска — это тонкий подобный лаку слой полимера, который обычно наносится на медные следы печатной платы для защиты от окисления и предотвращения образования паяных перемычек между контактными площадками. Паяный мост — это непреднамеренное электрическое соединение между двумя проводниками с небольшой каплей припоя, и платы могут предотвратить это с помощью паяльных масок. Паяльная маска не всегда используется для ручной пайки сборок, однако она важна для плат массового производства, которые паяются автоматически с использованием методов оплавления или паяльной ванны.В паяльной маске необходимо сделать отверстие везде, где компоненты припаяны после наложения, что выполняется с помощью фотолитографии.
Как паяльная маска наносится на вашу печатную плату?
Паяльная маска состоит из полимерного слоя, который покрывает металлические следы на плате. Существует несколько различных типов маскирующего материала, лучший вариант для вашей печатной платы в зависимости от области применения и стоимости. Печать жидкой эпоксидной смолы поверх платы с помощью шелкографии — это наиболее важный вариант паяльной маски, который похож на нанесение аэрографической краски на лицо с помощью трафарета.
Паяльная маска бывает разных материалов в зависимости от требований приложения. Самая дешевая паяльная маска — это жидкая эпоксидная смола, которая наносится методом шелкографии через рисунок на печатную плату. К другим типам относятся жидкие паяльные маски с фотоизображением (LPSM) и сухие пленочные паяльные маски с фотоизображением (DFSM). LPSM можно покрыть шелкографией или напылением на печатную плату, подвергнуть воздействию рисунка и проявить, чтобы обеспечить в нем отверстия для деталей, которые будут припаяны к медным контактным площадкам. DFSM ламинируется в вакууме на печатной плате, затем экспонируется и проявляется.Все три процесса проходят термическое отверждение определенного типа после того, как узор определен.
В автоматизации проектирования электроники паяльная маска рассматривается как слой печатной платы и описывается как файл Гербера, как и любой другой слой, такой как слой меди и шелкографии.
Какую паяльную маску следует использовать?
Подходящая паяльная маска зависит от физических размеров платы, компонентов, отверстий и проводников, компоновки поверхности, а также от конечного применения вашего продукта.
Прежде всего, проверьте отраслевые стандарты в отношении паяльной маски и ожидаемого применения, если у вас есть паяльная маска для печатных плат, которая будет использоваться в медицине, аэрокосмической, телекоммуникационной или других отраслях с высокой надежностью. Существуют некоторые особые требования, которые заменяют все, что вы узнаете в Интернете.
Для большинства современных конструкций печатных плат вам понадобится фотоизображение припоя. Топография поверхности будет зависеть от того, использовать ли жидкое или сухое покрытие.А сухое нанесение — это покрытие равномерной толщины по всей поверхности. Но это будет лучше всего для сухой маски, которая склеивает поверхность вашей печатной платы очень плоской. А если на поверхности есть сложные элементы, вам лучше выбрать жидкость (LPISM), чтобы был лучший контакт с медью ваших следов и ламинатом.
Более того, вы также можете получить различную отделку на маскирующем слое. Свяжитесь с производителем печатной платы, чтобы узнать, что у них есть, а также как это повлияет на производство.
Как включить паяльную маску в свой дизайн?
Паяльная маска должна быть отдельным слоем в файлах Gerber по мере того, как вы проектируете свою печатную плату и проверяете правила проектирования для слоя паяльной маски. В общем, вы должны использовать рамку в два мила вокруг элемента, если паяльная маска не идеально располагается в центре. Как правило, минимальное расстояние между контактными площадками составляет 8 мил, поэтому маски достаточно для защиты паяных перемычек от образования.Поэтому для вас важно выбрать программное обеспечение для проектирования печатных плат, если вы создаете более сложные конструкции печатных плат. Он скорректирует правила дизайна в соответствии с вашими потребностями.
Какие паяльные маски есть в PCBGOGO?
Как вы знаете, паяльная маска очень важна, когда дело доходит до изготовления вашей печатной платы, зеленый — самый распространенный цвет для паяльной маски, но есть много других доступных цветов. Некоторые цвета PCBGOGO также использует:
Зеленый
красный
Синий
Желтый
белый
Чернить
Матовый зеленый
Матовый черный
Фиолетовый
PCBGOGO сделает все возможное, чтобы изготавливать ваши печатные платы с паяльной маской высочайшего качества, чтобы удовлетворить ваши требования и придерживаться самых строгих стандартов при изготовлении и сборке печатных плат.
Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected], мы будем рады вам помочь.
Паяльная маска для печатных плат — Услуги по изготовлению и сборке прототипов печатных плат
2.4 Сухая пленка Возможность фотоизображения
В традиционных печатных платах редко используются паяльные маски; однако на печатных платах SMT обычно используется паяльная маска. Паяльная маска — это полиэтиленовый материал, который в основном делится на два типа: сухая пленка и влажная пленка.
Сухая пленочная фотоизображающая паяльная маска наносится с помощью вакуумного ламинирования, затем экспонируется и проявляется. После проявления в шаблоне создаются отверстия, и детали можно припаять к медным площадкам. Медь наносится слоем на плату внутри отверстий и на участках следов с помощью электрохимической обработки. Олово применяется для защиты медной схемы. Затем сухая пленка удаляется, а обнаженная медь протравливается. Отделка также включает термическое отверждение.
Когда непостоянная паяльная маска припаяна волной, волна будет проходить через отверстия в монтажной плате к несвариваемой поверхности.Поэтому перед установкой компонентов монтажные отверстия и золотой палец должны быть закрыты непостоянной паяльной маской, а затем растворены во время очистки.
Постоянная паяльная маска является неотъемлемой частью печатной платы. Он предотвращает соединение мостов при пайке волнами и защищает проводку от механических повреждений или химической коррозии. Перманентная паяльная маска делится на сухую и влажную пленки. Сухая пленка на водной основе или на основе растворителя.
Паяльная маска с сухой пленкой имеет высокое разрешение, подходит для монтажных плат высокой плотности и точно совмещена.Таким образом, он не попадет в сквозные отверстия на печатных платах. Когда печатная плата испытывается в игольном ложе, следует использовать вакуум, чтобы отсосать плату, чтобы найти ее. К тому же сухая пленка непросто загрязнить, поэтому это не повлияет на надежность сварки.
Некоторые отрицательные факторы связаны с использованием сухой пленки:
На поверхности печатных плат есть контактные площадки и линии, поэтому корпус не является гладким, а паяльная маска из сухой пленки не имеет текучести. Таким образом, между сухой пленкой и поверхностью печатной платы может остаться газ.При нагревании газ расширяется, что может вызвать разрыв сухой пленки.
Сухая пленка относительно толстая. Обычно толщина составляет 0,08 ~ 0,1 мм (3 ~ 4 мил). Сухая пленка, покрывающая поверхность печатных плат, может вызвать явление смещения.
Сухопленочные паяльные маски подвергаются строгим условиям отверждения; если температура отверждения слишком низкая или время отверждения слишком короткое, то отверждения недостаточно. Во время чистки на него повлияет растворитель. Если отверждение слишком хрупкое, оно может треснуть под воздействием теплового воздействия.Более того, сухие пленочные припои обладают низкой термостойкостью и легко ломаются при высоких температурах. Цена на сухую пленку выше, чем на мокрую.
Все, что вам нужно знать о паяльных масках для печатных плат
Печатные платы (PCB) состоят из медных слоев, которые служат основой PCB. Все компоненты припаяны к этой плате с помощью паяльной машины. Эти компоненты соединены друг с другом тонкими медными линиями, известными как следы.Наконец, на медные следы наносится защитная пленка. Паяльная маска покрыта с обеих сторон платы.
Паяльная маска является последним этапом в производстве печатных плат. Эти шаги повторяются для создания многослойных печатных плат. В многослойных печатных платах слои соединяются друг с другом с помощью специальных соединителей.
Используемый материал
В зависимости от бюджета, размера платы, плотности медных следов, количества и размера отверстий и т. Д. Используются самые разные материалы.Ниже указаны два популярных используемых материала:
-
Жидкая эпоксидная смола
Это наиболее часто используемый материал для паяльных масок, поскольку он имеет очень разумную цену и обеспечивает надежную защиту печатной платы. Работает даже при наличии большого количества компонентов и соединений. -
Резист сухой пленки
Сухая пленка используется, когда поверхность печатной платы ровная.
Диапазон разрешения паяльной маски
Характеристики паяльной маски во многом зависят от следующих факторов.Диапазон варьируется в зависимости от количества компонентов, следов и количества, толщины и материала слоев:
-
Толщина паяльной маски
0,2–1,6 мил -
Пайка припоя
4 мил для паяльной маски зеленого цвета и 5 мил для паяльной маски других цветов. -
Диаметр отверстия заглушки паяльной маски
10–25 мил
Цвета и отделка паяльных масок для печатных плат
Изначально паяльная маска была доступна только в зеленом цвете.Теперь можно использовать самые разные цвета, чтобы ваши печатные платы выглядели привлекательно. Когда печатные платы имеют разные цвета паяльной маски, их также легко различить. Доступны как глянцевые, так и матовые цвета. Доступная цветовая гамма:
-
Глянцевая поверхность
- Зеленый
- Черный
- Красный
- Желтый
- Белый
- Фиолетовый
- Синий
- Матовое покрытие
Важность паяльной маски на печатной плате
- Предотвращает окисление следов меди.
- Специальные соединители для печатных плат используются в определенных местах на печатной плате для соединения одного слоя печатной платы с другим. Любой другой вид связи нежелателен. Поскольку слои очень близки друг к другу; даже самый маленький выступ припоя может вызвать ненужные соединения между слоями. На этом этапе слой полимера, который представляет собой паяльную маску, очень помогает убедиться, что припой не создает ненужных соединений.
- Это предотвращает неожиданные соединения между компонентами даже при жестких допусках.
