Как изготавливаются печатные платы на современном производстве. Какие этапы проходит заготовка, прежде чем стать готовой печатной платой. Какое оборудование используется при производстве печатных плат.
Основные этапы производства печатных плат
Производство печатных плат — сложный многоступенчатый процесс, включающий в себя следующие основные этапы:
- Изготовление заготовок из фольгированного стеклотекстолита
- Сверление отверстий
- Металлизация отверстий
- Нанесение и экспонирование фоторезиста
- Травление меди
- Нанесение паяльной маски
- Нанесение маркировки
- Финишные покрытия
- Контроль качества
Рассмотрим подробнее каждый из этих этапов.
Изготовление заготовок из фольгированного стеклотекстолита
Процесс начинается с изготовления заготовок из фольгированного стеклотекстолита. Стеклотекстолит представляет собой композитный материал, состоящий из стекловолокна, пропитанного эпоксидной смолой. На его поверхность наносится тонкий слой медной фольги.

Для изготовления заготовок используется следующее оборудование:
- Пресс для прессования слоев стеклотекстолита
- Станок для нарезки заготовок нужного размера
На этом этапе формируется основа будущей печатной платы — лист фольгированного стеклотекстолита нужной толщины и размера.
Сверление отверстий в заготовках печатных плат
Следующий важный этап — сверление отверстий в заготовках. Для этого используются прецизионные сверлильные станки с ЧПУ. Они способны сверлить тысячи отверстий диаметром от 0.1 мм с высокой точностью позиционирования.
Сверление отверстий необходимо для:
- Создания переходных отверстий между слоями платы
- Формирования монтажных отверстий для выводных компонентов
- Создания крепежных отверстий
От качества сверления во многом зависит надежность будущей печатной платы. Поэтому на производстве используется высокоточное оборудование с автоматической сменой сверл и контролем их износа.
Металлизация отверстий в печатных платах
После сверления отверстия необходимо металлизировать — нанести на их стенки слой меди. Это обеспечивает электрическое соединение между слоями платы.

Процесс металлизации включает несколько этапов:
- Предварительная очистка отверстий
- Активация поверхности палладием
- Химическое осаждение тонкого слоя меди
- Гальваническое наращивание меди до нужной толщины
Для металлизации используются автоматические линии, включающие ванны с различными растворами. Платы последовательно проходят через эти ванны, в результате чего формируется надежное медное покрытие стенок отверстий.
Нанесение и экспонирование фоторезиста
Для формирования рисунка печатных проводников на поверхность платы наносится светочувствительный материал — фоторезист. Это может быть жидкий или пленочный фоторезист.
Процесс включает следующие этапы:
- Нанесение фоторезиста на поверхность платы
- Сушка фоторезиста
- Экспонирование через фотошаблон
- Проявление фоторезиста
В результате на поверхности платы остается защитный рисунок будущих печатных проводников. Незащищенные участки меди в дальнейшем будут удалены травлением.
Травление меди при производстве печатных плат
Травление — это процесс удаления незащищенных фоторезистом участков медной фольги. В результате на поверхности платы остаются только нужные проводники.

Для травления используются специальные травильные установки. Платы проходят через камеры с травящим раствором, который растворяет незащищенную медь. Наиболее распространенные травители:
- Хлорное железо
- Персульфат аммония
- Кислые растворы на основе соляной кислоты
После травления защитный слой фоторезиста удаляется, и на поверхности платы остается четкий рисунок медных проводников.
Нанесение паяльной маски на печатные платы
Паяльная маска — это защитное полимерное покрытие, наносимое на поверхность печатной платы. Она выполняет несколько важных функций:
- Защищает проводники от окисления
- Предотвращает образование перемычек при пайке
- Улучшает внешний вид платы
Процесс нанесения паяльной маски включает следующие этапы:
- Нанесение жидкой паяльной маски на поверхность платы
- Сушка маски
- Экспонирование через фотошаблон
- Удаление неотвержденной маски с контактных площадок
- Окончательное отверждение маски
В результате вся поверхность платы, кроме контактных площадок, оказывается покрытой защитным слоем паяльной маски.
Нанесение маркировки на печатные платы
Маркировка — важный этап производства печатных плат. Она позволяет нанести на поверхность платы обозначения компонентов, логотипы, серийные номера и другую необходимую информацию.
Для нанесения маркировки используются следующие методы:
- Шелкография
- Фотопечать
- Лазерная маркировка
Наиболее распространенным на производстве является метод шелкографии. Он позволяет быстро и качественно наносить маркировку на большие партии плат.
Финишные покрытия печатных плат
Финишные покрытия наносятся на контактные площадки печатных плат для защиты меди от окисления и обеспечения хорошей паяемости. Наиболее распространенные виды финишных покрытий:
- Горячее лужение припоем (HAL)
- Иммерсионное золото (ENIG)
- Иммерсионное олово
- Органическое защитное покрытие (OSP)
Выбор конкретного типа покрытия зависит от требований к плате и условий ее эксплуатации. Каждый вид покрытия имеет свои преимущества и недостатки.
Контроль качества при производстве печатных плат
Контроль качества — важнейший этап производства печатных плат. Он проводится на всех стадиях технологического процесса и включает в себя:
- Визуальный контроль
- Электрическое тестирование
- Рентгеновский контроль
- Микрошлифы
Особое внимание уделяется проверке целостности цепей, отсутствию коротких замыканий, качеству металлизации отверстий. Для этого используется специализированное тестовое оборудование.
Только платы, прошедшие все виды контроля, отправляются заказчику. Это гарантирует высокое качество и надежность выпускаемой продукции.
экскурсия на завод Технотех / Хабр
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса. Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат — Технотех. Этот пост — попытка разобраться в том, как же все-таки производят те самые печатные платы.
Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца — проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского
subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.
В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению — тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению — тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист.
Сами полотна стекловолокна тоже не слишком просты — это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:
Увидеть ориентацию волокон можно на многострадальной картинке из википедии:
В центре платы, светлые участки — это волокна идут перпендикулярно срезу, участки чуть темнее — параллельно.
Или например на микрофотографии tiberius, насколько я помню из этой статьи:
Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах:
Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
 На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолитаПри прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 — маленькая групповая заготовка, 457х610 — большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
Маршрутная карта — это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.

Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:
Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки — так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.
После сборки пакета он закладывается вот в этот станок:
Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю. По характеристикам он близок вот к этому. Он ест
трехфазное питание напряжением 400В, и потребляет при работе 20 КВт. Вес станка около 8 тонн. Он может одновременно обрабатывать четыре пакета по разным программам, что в сумме дает 12 плат за цикл(естественно, что все заготовки в одном пакете будут просверлены одинаково). Цикл сверления — от 5 минут до нескольких часов, в зависимости от сложности и количества отверстий. Среднее время — около 20 минут. Всего таких станков у технотеха три штуки.
Вес станка около 8 тонн. Он может одновременно обрабатывать четыре пакета по разным программам, что в сумме дает 12 плат за цикл(естественно, что все заготовки в одном пакете будут просверлены одинаково). Цикл сверления — от 5 минут до нескольких часов, в зависимости от сложности и количества отверстий. Среднее время — около 20 минут. Всего таких станков у технотеха три штуки.
Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору — отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.
Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его — станок все время знает степень износа сверл — записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.
Вот так выглядят внутренности станка:
После сверловки в маршрутном листе и базе делается отметка, а плата отправляется
на следующий этап.
Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивами
Надписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:
После этого в похожей установке проводится процесс активации поверхности.
Активация поверхности — это подготовка к осаждению меди на внутреннюю поверхность отверстий для создания переходных отверстий между слоями платы. Медь не может осесть на неподготовленную поверхность, поэтому плату обрабатывают специальными катализаторами на основе палладия. Палладий, в отличии от меди, легко осаждается на любую поверхность, и в дальнейшем служит центрами кристаллизации для меди. Установка активации:
Медь не может осесть на неподготовленную поверхность, поэтому плату обрабатывают специальными катализаторами на основе палладия. Палладий, в отличии от меди, легко осаждается на любую поверхность, и в дальнейшем служит центрами кристаллизации для меди. Установка активации:
После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях.
Дальше этот слой гальваникой наращивается до 3-5 микрон — это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):
Собственно вот зеленая пленка на барабане — это и есть фоторезист.
Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам. В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше — установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного — примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
А на переднем плане — огромный принтер, который эти самые фотошаблоны печатает:
Вот плата с нанесенным, экспонированным и проявленным:
Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди — маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.
Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.
Это тоже позитивная маска:
Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:
Гальваническая металлизация
Теперь настал через ее величества — гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше — с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:
В которых циркулируют сложные составы электролитов:
А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:
Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
Эта рама проходит несколько уже знакомых нам гальванических ванн:
И покрывается белым слоем ПОС-а. На заднем плане видна другая плата, еще не обработанная:
Удаление фоторезиста, травление меди, удаление металлорезиста
Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:
После травления платы выглядят вот так:
Дорожки на плате — это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция — слой ПОС-а убирается, не затрагивая слой меди.
Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:
И устанавливается вот в такой автомат:
Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно. Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:
Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные — при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот тут очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине — он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно — станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме(кстати, подписаться можно там же). А в виде фото это выглядит вот так:
Та большая машина слева — и есть электротест. А вот и сами щупы ближе:
На видео, правда, была другая машинка — с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
Закладываются вот в такой автомат:
Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:
Видео нанесения, кстати, тоже можно посмотреть в инстаграме(и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:
Потом их покрывают финишным покрытием — горячим лужением или иммерсионным нанесением:
И наносят маркировку — шелкографию. Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:
Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:
Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше — касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.
Изготовление ядер
Ядро — это внутренний слой тонкого текстолита с медными проводниками на нем. Таких ядер в плате может быть от 1(плюс две стороны — трехслойная плата) до 20. Одно из ядер называется золотым — это означает, что оно используется в качестве реперного — того слоя, по которому выставляются все остальные. Ядра выглядят вот так:
Ядра выглядят вот так:
Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала — обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии — нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:
После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный — сидят люди и смотрят в заготовки:
Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):
Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор. После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:
Ядра для платы выкладываются вот в такую стопочку:
А рядом кладется карта расположения слоев:
После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.
Перекладывая их для изоляции и склеивания листами препрега:
А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:
А затем совмещает их по реперным отверстиям относительно золотого слоя.
Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев — в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него
несколько ядер со сформированными дорожками, которые, правда, еще никак не связаны между собой и разделены изолирующими слоями полимеризированного препрега. Дальше процесс проходит те же стадии, что я уже описывал ранее. Правда, за небольшим различием.
Дальше процесс проходит те же стадии, что я уже описывал ранее. Правда, за небольшим различием.
Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском — все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям — при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их
при металлизации. Поэтому пакет собирается вот на такой машинке:
Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.
Металлизация
Дальше все просто — заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:
Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:
Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально.
Эти кусочки называются шлифы — поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:
Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:
Делается это либо на фрезерном станке:
Который фрезой вырезает нужный контур. Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата:
А вот фрезерованная:
Если заказывалось только изготовление плат, то на этом все заканчивается — платы складывают в стопочку:
Оборачивается все тем же маршрутным листом:
И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка
Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):
И собирают, собирают:
А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все — от нанесения паяльной пасты до пайки по термопрофилям.
Происходит это вот на такой длинной 10-метровой установке, которая делает все — от нанесения паяльной пасты до пайки по термопрофилям.
Кстати, все серьёзно. Там заземлены даже коврики:
Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка. На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.
Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:
Каждый компонент заводится в соответствующую ему кассету:
Компьютеру, управляющему станком, говорится где какой компонент находится:
И он начинает расставлять компоненты на плате.
Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0. 14 секунды).
14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:
Запаянный лист плат выглядит вот так:
Все. Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:
Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы:
C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления — этого требуют военные):
Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:
И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления — они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб:
Что почитать?
Субтрактивный комбинированный позитивный метод в домашних условиях
ДПП в картинках
Несколько разных технологий изготовления ДПП и МПП
Производство в фотографиях(правда, без описания)
Печатные платы. Основные понятия и терминология печатных плат
Что представляет из себя печатная плата?
Печатная плата или плата, представляет собой пластину или панель состоящее из одного или двух проводящих рисунков, расположенных на поверхности диэлектрического основания, или из системы проводящих рисунков, расположенных в объеме и на поверхности диэлектрического основания, соединенных между собой в соответствии с принципиальной электрической схемой, предназначенное для электрического соединения и механического крепления устанавливаемых на нем изделий электронной техники, квантовой электроники и электротехнических изделий — пассивных и активных электронных компонентов.
Самый простой печатной платой является плата, которая содержит медные проводники на одной из сторон печатной платы и связывает элементы проводящего рисунка только на одной из ее поверхностей. Такие платы известны как однослойные печатной платы или односторонние печатные платы (сокращенно — ОПП). На сегодняшний день, самые популярные в производстве и наиболее распространенные печатные платы, которые содержат два слоя, то есть, содержащие проводящий рисунок с обеих сторон платы – двухсторонни (двухслойные) печатные платы (сокращённо ДПП). Для соединения проводников между слоями используются сквозные монтажные и переходные металлизированные отверстия. Тем не менее, в зависимости от физической сложности конструкции печатной платы, когда разводка проводников на двусторонней плате становится слишком сложной, на производстве заказывается многослойные печатные платы (сокращённо МПП), где проводящий рисунок формируется не только на двух внешних сторонах платы, но и во внутренних слоях диэлектрика. В зависимости от сложности, многослойные печатные платы могут быть изготовлены из 4,6, ….24 или более слоев.
В зависимости от сложности, многослойные печатные платы могут быть изготовлены из 4,6, ….24 или более слоев.
Для монтажа электронных компонентов на печатные платы, необходима технологическая операция — пайка, применяемая для получения неразъёмного соединения деталей из различных металлов путём введения между контактами деталей расплавленного металла — припоя, имеющего более низкую температуру плавления, чем материалы соединяемых деталей. Спаиваемые контакты деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение. Этот процесс можно сделать вручную или с помощью специализированной техники. Перед пайкой, компоненты размещаются на печатной плате выводами компонентов в сквозные отверстия платы и припаиваются к контактным площадкам и/или металлизированной внутренней поверхности отверстия – т.н. технология монтажа в отверстия (THT Through Hole Technology — технология монтажа в отверстия или др. словами — штыревой монтаж или DIP-монтаж).
Перед пайкой, компоненты размещаются на печатной плате выводами компонентов в сквозные отверстия платы и припаиваются к контактным площадкам и/или металлизированной внутренней поверхности отверстия – т.н. технология монтажа в отверстия (THT Through Hole Technology — технология монтажа в отверстия или др. словами — штыревой монтаж или DIP-монтаж).
Так же, все большее распространение, в особенности, в массовом и крупносерийном производстве, получила более прогрессивная технология поверхностного монтажа — также называемая ТМП (технология монтажа на поверхность) или SMT (surface mount technology) или SMD-технология (от surface mount device – прибор, монтируемый на поверхность). Основным ее отличием от «традиционной» технологии монтажа в отверстия является то, что компоненты монтируются и паяются на контактные площадки (англ. land), являющиеся частью проводящего рисунка на поверхности печатной платы. В технологии поверхностного монтажа, как правило, применяются два метода пайки: пайка оплавлением припойной пасты и пайка волной. Основное преимущество метода пайки волной – возможность одновременной пайки компонентов, монтируемых как на поверхность платы, так и в отверстия. При этом пайка волной является самым производительным методом пайки при монтаже в отверстия. Пайка оплавлением основана на применении специального технологического материала – паяльной пасты. Она содержит три основных составляющих: припой, флюс (активаторы) и органические наполнители. Паяльная паста наносится на контактные площадки либо с помощью дозатора, либо через трафарет, затем устанавливаются электронные компоненты выводами на паяльную пасту и далее, процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в специальных печах путем нагрева печатной платы с компонентами.
Основное преимущество метода пайки волной – возможность одновременной пайки компонентов, монтируемых как на поверхность платы, так и в отверстия. При этом пайка волной является самым производительным методом пайки при монтаже в отверстия. Пайка оплавлением основана на применении специального технологического материала – паяльной пасты. Она содержит три основных составляющих: припой, флюс (активаторы) и органические наполнители. Паяльная паста наносится на контактные площадки либо с помощью дозатора, либо через трафарет, затем устанавливаются электронные компоненты выводами на паяльную пасту и далее, процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в специальных печах путем нагрева печатной платы с компонентами.
Для избежания и/или предотвращения случайного короткого замыкания проводников из разных цепей в процессе пайки, производители печатных плат применяют защитную паяльную маску (англ. solder mask; она же «зеленка») – слой прочного полимерного материала, предназначенного для защиты проводников от попадания припоя и флюса при пайке, а также от перегрева. Паяльная маска закрывает проводники и оставляет открытыми контактные площадки и ножевые разъемы. Наиболее распространенные цвета паяльной маски, используемые в печатных платах — зеленый, затем красный и синий.
Паяльная маска закрывает проводники и оставляет открытыми контактные площадки и ножевые разъемы. Наиболее распространенные цвета паяльной маски, используемые в печатных платах — зеленый, затем красный и синий.
Следует иметь в виду, что паяльная маска не защищает плату от влаги в процессе эксплуатации платы и для влагозащиты используются специальные органические покрытия. В наиболее популярных программах систем автоматизированного проектирования печатных плат и электронных приборов (сокращённо САПР — CAM350, P-CAD, Protel DXP, SPECCTRA, OrCAD, Allegro , Expedition PCB, Genesis), как правило, существуют правила, связанные с паяльной маской. Эти правила определяют расстояние/отступ, которое необходимо соблюсти, между краем паяемой площадки и границей паяльной маски. Эта концепция иллюстрируется на рисунке 2 (а).
Рис 2. Расстояние от площадки до маски (а) и маркировка (b)
Шелкография или маркировка.
Маркировка (англ. Silkscreen, legend) является процессом, в котором производитель наносит информацию о электронных компонентах и которая способствует облегчить процесс сборки, проверки и ремонта. Как правило, маркировка наносится для обозначения контрольных точек, а также положения, ориентации и номинала электронных компонентов.
Также она может быть использована для любых целей конструктора печатных плат, например, указать название компании, инструкцию по настройке (это широко используется в старых материнских платах персональных компьютеров) и др. Маркировку можно наносить на обе стороны платы и ее, как правило, наносят методом сеткографии(шелкография) специальной краской (с термическим или УФ отверждением) белого, желтого или черного цвета. На рисунке 2 (b) показаны обозначение и область расположения компонентов, выполненные маркировкой белого цвета.
Структура слоев в САПР
Как уже отмечалось в начале этой статьи, печатные платы могут быть сделаны из нескольких слоев. Когда печатная плата разработана с помощью САПР, часто можно увидеть в структуре печатной платы несколько слоев, которые не соответствуют необходимым слоям с разводкой из проводящего материала (меди). Например, слои с маркировкой и паяльной маской являются непроводящими слоями. Наличие проводящих и непроводящих слоев может привести к путанице, так как производители используют термин слой, когда они имеют в виду только токопроводящие слои. С этого момента, мы будем использовать термин «слои» без «САПР», только когда речь идет о проводящих слоях. Если мы используем термин «слои САПР» мы имеем в виду все виды слоев, то есть проводящие и непроводящие слои.
Например, слои с маркировкой и паяльной маской являются непроводящими слоями. Наличие проводящих и непроводящих слоев может привести к путанице, так как производители используют термин слой, когда они имеют в виду только токопроводящие слои. С этого момента, мы будем использовать термин «слои» без «САПР», только когда речь идет о проводящих слоях. Если мы используем термин «слои САПР» мы имеем в виду все виды слоев, то есть проводящие и непроводящие слои.
Структура слоев в САПР:
1 — Top silkscreen — верхний слой маркировки (непроводящий)
2 — Top soldermask – верхний слой паяльной маски (непроводящий)
3 — Top paste mask – верхний слой паяльной пасты (непроводящий)
4 — Top Layer 1 – первый/верхний слой (проводящий)
5 — Substrate — базовый диэлектрик (непроводящий)
6 — Int Layer 2 – второй/внутренний слой (проводящий)
…
n — Bottom Layer n — нижний слой(проводящие)
n-1 — Substrate — базовый диэлектрик (непроводящий)
n +1 — Bottom paste mask — Нижний слой паяльной пасты (непроводящий)
n +2 — Bottom soldermask Нижний слой паяльной маски (непроводящий)
n +3 — Bottom silkscreen Нижний слой маркировки (непроводящий)
На рисунке 3. показаны три различных структур слоев. Оранжевый цвет подчеркивает проводящие слои в каждой структуре. Высота структуры или толщина печатной платы может варьироваться в зависимости от назначения, однако наиболее часто используется толщина 1,5мм.
показаны три различных структур слоев. Оранжевый цвет подчеркивает проводящие слои в каждой структуре. Высота структуры или толщина печатной платы может варьироваться в зависимости от назначения, однако наиболее часто используется толщина 1,5мм.
Типы корпусов электронных компонентов
Сегодня на рынке присутствует большое разнообразие типов корпусов электронных компонентов. Обычно, для одного пассивного или активного элемента существует несколько типов корпусов. Например, вы можете найти одну и ту же микросхему и в корпусе QFP (от англ. Quad Flat Package — семейство корпусов микросхем, имеющих планарные выводы, расположенные по всем четырём сторонам) и в корпусе LCC (от англ. Leadless Chip Carrier — представляет собой низкопрофильный квадратный керамический корпус с расположенными на его нижней части контактами).
В основном существует 3 больших семейств электронных корпусов:
Thru-Hole — корпуса для монтажа в отверстия, которые имеют контакты, предназначенные для сквозной установки через монтажные отверстие в печатной плате. Такие компоненты паяются на противоположной стороне платы, где был вставлен компонент. Как правило, эти компоненты смонтированы только на одной стороне печатной платы.
Такие компоненты паяются на противоположной стороне платы, где был вставлен компонент. Как правило, эти компоненты смонтированы только на одной стороне печатной платы.
SMD / SMT — корпуса для поверхностного монтажа, которые паяются на одну сторону платы, где помещен компонент. Преимущество этого вида компоновки корпуса является то, что он может быть установлен на обе стороны печатной платы и кроме того, эти компоненты меньше чем корпуса для монтажа в отверстия и позволяют проектировать платы меньших габаритов и с более плотной разводкой проводников на печатных платах.
BGA (Ball Grid Array- массив шариков) -тип корпуса поверхностно-монтируемых интегральных микросхем). BGA выводы представляют собой, шарики из припоя, нанесённые на контактные площадки с обратной стороны микросхемы. Микросхему располагают на печатной плате и нагревают с помощью паяльной станции или инфракрасного источника, так что шарики начинают плавиться. Поверхностное натяжение заставляет расплавленный припой зафиксировать микросхему ровно над тем местом, где она должна находиться на плате. У BGA длина проводника очень мала, и определяется расстоянием между платой и микросхемой, таким образом, применение BGA позволяет увеличить диапазон рабочих частот и увеличить скорость обработки информации. Так же технология BGA имеет лучший тепловой контакт между микросхемой и платой, что в большинстве случаев избавляет от установки теплоотводов, поскольку тепло уходит от кристалла на плату более эффективно. Чаще всего BGA используется в компьютерных мобильных процессорах, чипсетах и современных графических процессорах.
У BGA длина проводника очень мала, и определяется расстоянием между платой и микросхемой, таким образом, применение BGA позволяет увеличить диапазон рабочих частот и увеличить скорость обработки информации. Так же технология BGA имеет лучший тепловой контакт между микросхемой и платой, что в большинстве случаев избавляет от установки теплоотводов, поскольку тепло уходит от кристалла на плату более эффективно. Чаще всего BGA используется в компьютерных мобильных процессорах, чипсетах и современных графических процессорах.
Контактная площадка печатной платы (англ. land)
Контактная площадка печатной платы — часть проводящего рисунка печатной платы, используемая для электрического подсоединения устанавливаемых изделий электронной техники. Контактная площадка печатной платы представляет собой открытые от паяльной маски части медного проводника, куда и припаиваются выводы компонентов. Есть два типа площадок – контактные площадки монтажных отверстий для монтажа в отверстия и планарные площадки для поверхностного монтажа — SMD площадки. Иногда, SMD площадки с переходным отверстием очень похожи на площадки для монтажа в отверстия. На рисунке 4 представлены контактные площадки для 4х разных электронных компонентов. Восемь для IC1 и две для R1 SMD площадки, соответственно, а так же три площадки с отверстиями для Q1 и PW электронных компонентов.
Иногда, SMD площадки с переходным отверстием очень похожи на площадки для монтажа в отверстия. На рисунке 4 представлены контактные площадки для 4х разных электронных компонентов. Восемь для IC1 и две для R1 SMD площадки, соответственно, а так же три площадки с отверстиями для Q1 и PW электронных компонентов.
Медные проводники
Медные проводники используется для подключения двух точек на печатной плате -например, для подключения между двумя SMD площадками (рисунок 5.), или для подключения SMD площадки к площадке монтажного отверстия или для соединения двух переходных отверстия. Проводники могут иметь разную, рассчитанную ширину в зависимости от токов, протекающих через них. Так же, на высоких частотах, необходимо рассчитывать ширину проводников и зазоры между ними, так как сопротивление, емкость и индуктивность системы проводников зависит от их длинны, ширины и их взаимного расположения.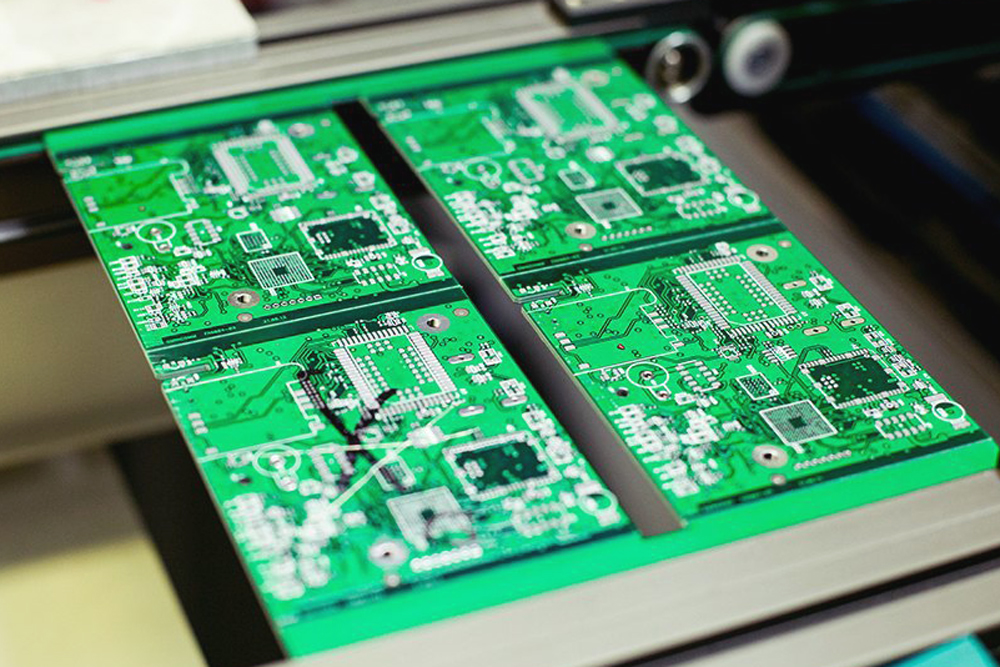
Сквозные металлизированные переходные отверстие печатной платы
Когда надо соединить компонент, который находится на верхнем слое печатной платы с компонентом, который находится на нижнем слое, применяются сквозные металлизированные переходные отверстия, которые соединяют элементы проводящего рисунка на разных слоях печатной платы. Эти отверстия, позволяют току проходить сквозь печатную плату. На рисунке 6 показаны два проводника, которые начинаются на площадках компонентов на верхнем слое и заканчивается на площадках другого компонента на нижнем слое. Для каждого проводника установлено свое переходное отверстие, проводящее ток из верхнего слоя на нижний слой.
Рисунок 6. Соединение двух микросхем через проводники и переходные металлизированные отверстия на разных сторонах печатной платы

«Глухое» металлизированное отверстие печатной платы
В HDI (High Density Interconnect — высокая плотность соединений) печатных платах, необходимо использовать более чем два слоя, как это показано на рисунке 7. Как правило, в многослойных конструкциях печатной платы, на которых устанавливаются много интегральных микросхем, используются отдельные слои для питания и земли (Vcc или GND), и таким образом, наружные сигнальные слои освобождаются от шин питания, что облегчает разводку сигнальных проводников. Также бывают случаи, что сигнальные проводники должны переходить от внешнего слоя (сверху или снизу) по наименьшему пути, что бы обеспечить необходимое волновое сопротивление, требования по гальванической развязке и заканчивая требованиями на устойчивость к электростатическому разряду. Для таких видов соединений используются глухие металлизированные отверстие (Blind via — «глухие» или «слепые»). Имеются в виду отверстия, соединяющие наружный слой с одним или несколькими внутренними, что позволяет сделать подключение минимальным по высоте. Глухое отверстие начинается на внешнем слое и заканчивается на внутреннем слое, поэтому оно имеет префикс «глухое».
Как правило, в многослойных конструкциях печатной платы, на которых устанавливаются много интегральных микросхем, используются отдельные слои для питания и земли (Vcc или GND), и таким образом, наружные сигнальные слои освобождаются от шин питания, что облегчает разводку сигнальных проводников. Также бывают случаи, что сигнальные проводники должны переходить от внешнего слоя (сверху или снизу) по наименьшему пути, что бы обеспечить необходимое волновое сопротивление, требования по гальванической развязке и заканчивая требованиями на устойчивость к электростатическому разряду. Для таких видов соединений используются глухие металлизированные отверстие (Blind via — «глухие» или «слепые»). Имеются в виду отверстия, соединяющие наружный слой с одним или несколькими внутренними, что позволяет сделать подключение минимальным по высоте. Глухое отверстие начинается на внешнем слое и заканчивается на внутреннем слое, поэтому оно имеет префикс «глухое».
Чтобы узнать, какое отверстие присутствует на плате, вы можете поместить печатную плату над источником света и посмотреть — если вы видите свет, идущий от источника через отверстие, то это переходное отверстие, в противном случае глухое.
Глухие переходные отверстия полезно использовать в конструкции платы, когда вы ограничены в размерах и имеете слишком мало места для размещения компонентов и разводки сигнальных проводников. Вы можете разместить электронные компоненты с обеих сторон и максимально увеличить пространство под разводку и другие компоненты. Если переходы сделаны через сквозные отверстие, а не глухие, понадобиться дополнительное пространство для отверстий т.к. отверстие занимает место с обеих сторон. В то же время глухие отверстия могут находиться под корпусом микросхемы – например для разводки больших и сложных BGA компонентов.
На рисунке 8 показаны три отверстия, которые являются частью четырехслойной печатной платы. Если смотреть слева направо, то первое мы увидим сквозное отверстие через все слои. Второе отверстие начинается в верхнем слое и заканчивается на втором внутреннем слое — глухое переходное отверстия L1-L2. Наконец, третье отверстие, начинается в нижнем слое и заканчивается в третьем слое, поэтому мы говорим, что это глухое переходное отверстия L3-L4.
Основным недостатком этого типа отверстия, является более высокая цена изготовления печатной платы с глухими отверстиями, по сравнению с альтернативными сквозными отверстиями.
Скрытые переходные отверстия
Англ. Buried via — «скрытые», «погребенные», «встроенные». Эти переходные отверстия похожи на глухие, с той разницей, что они начинаются и заканчиваются на внутренних слоях. Если мы посмотрим на рисунок 9 слева направо, мы увидим, что первое отверстие сквозное через все слои. Второе представляет собой глухое переходное отверстия L1-L2, а последнее является, скрытое переходное отверстие L2-L3, которое начинается на втором слое и заканчивается на третьем слое.
Рисунок 9. Сравнение переходного сквозного отверстие, глухого отверстия и скрытого отверстия.
Технология изготовления глухих и скрытых переходных отверстий
Технология изготовления таких отверстий может быть различной, в зависимости от той конструкции, которую заложил разработчик, и в зависимости от возможностей завода-изготовителя. Мы будем выделять два основных вида:
Мы будем выделять два основных вида:
- Отверстие сверлится в двусторонней заготовке ДПП, металлизируется, травиться и затем эта заготовка, по сути готовая двухслойная печатная плата, прессуется через препрег в составе многослойной заготовки печатной платы. Если эта заготовка находиться сверху «пирога» МПП, то мы получаем глухие отверстия, если в середине, то — скрытые переходные отверстия.
- Отверстие сверлится в спрессованной заготовке МПП, глубина сверления контролируется, что бы точно попасть в площадки внутренних слоев, и затем происходит металлизация отверстия. Таким образом мы получаем только глухие отверстия.
В сложных конструкциях МПП могут применяться комбинации вышеперечисленных видов отверстий – рисунок 10.
Рисунок 10. Пример типовой комбинации видов переходных отверстий.
Заметим, что применение глухих отверстий иногда может привести к удешевлению проекта в целом, за счет экономии на общем количестве слоев, лучшей трассируемости, уменьшения размера печатной платы, а также возможности применить компоненты с более мелким шагом.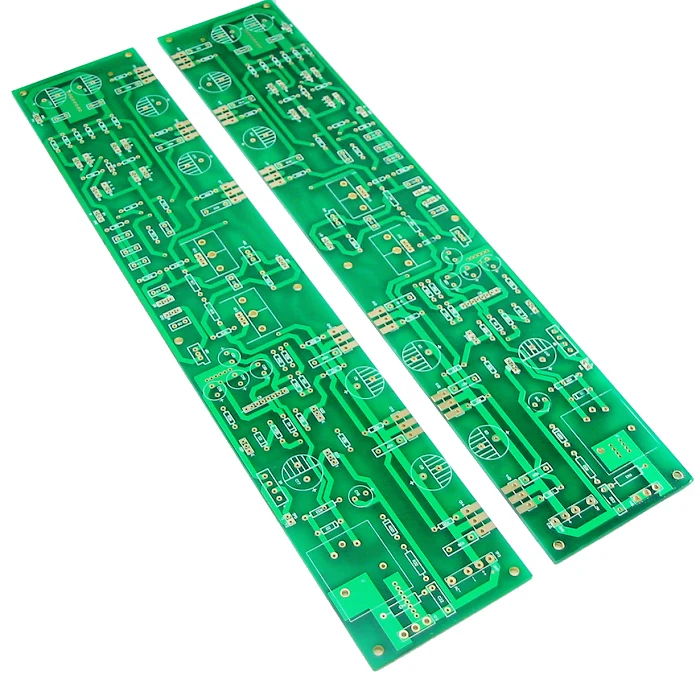 Однако в каждом конкретном случае решение об их применении следует принимать индивидуально и обоснованно. Однако не следует злоупотреблять сложностью и многообразием видов глухих и скрытых отверстий. Опыт показывает, что при выборе между добавлением в проект еще одного вида несквозных отверстий и добавлением еще одной пары слоев правильнее будет добавить пару слоев. В любом случае, конструкция МПП должна быть спроектирована с учетом того, как именно она будет реализована в производстве.
Однако в каждом конкретном случае решение об их применении следует принимать индивидуально и обоснованно. Однако не следует злоупотреблять сложностью и многообразием видов глухих и скрытых отверстий. Опыт показывает, что при выборе между добавлением в проект еще одного вида несквозных отверстий и добавлением еще одной пары слоев правильнее будет добавить пару слоев. В любом случае, конструкция МПП должна быть спроектирована с учетом того, как именно она будет реализована в производстве.
Финишные металлические защитные покрытия
Получение правильных и надежных паяных соединений в электронном оборудовании зависит от многих конструктивных и технологических факторов, включая должный уровень паяемости соединяемых элементов, таких как компоненты и печатные проводники. Для сохранения паяемости печатных плат до монтажа электронных компонентов, обеспечения плоскостности покрытия и для надежного монтажа паяных соединений необходимо защищать медную поверхность контактных площадок печатной платы от окисления, так называемым финишным металлическим защитным покрытием. При взгляде на разные печатные платы, можно заметить, что контактные площадки почти не когда не имеют цвет меди, зачастую и в основном это серебристые цвета, блестящий золотой или матовый серый. Эти цвета и определяют типы финишных металлических защитных покрытий.
При взгляде на разные печатные платы, можно заметить, что контактные площадки почти не когда не имеют цвет меди, зачастую и в основном это серебристые цвета, блестящий золотой или матовый серый. Эти цвета и определяют типы финишных металлических защитных покрытий.
Наиболее распространенным методом защиты паяемых поверхностей печатных плат является покрытие медных контактных площадок слоем серебристого сплава олово-свинеца (ПОС-63) — HASL. Большинство изготавливаемых печатных плат защищены методом HASL.
— Горячее лужение HASL — процесс горячего облуживания платы, методом погружения на ограниченное время в ванну с расплавленным припоем и при быстрой выемке обдувкой струей горячего воздуха, убирающей излишки припоя и выравнивающей покрытие. Это покрытие доминирует в течение нескольких последних лет, несмотря на его серьезные технические ограничения. Платы, выпущенные таким способом, хотя и хорошо сохраняют паяемость в течение всего периода хранения, непригодны для некоторых применений.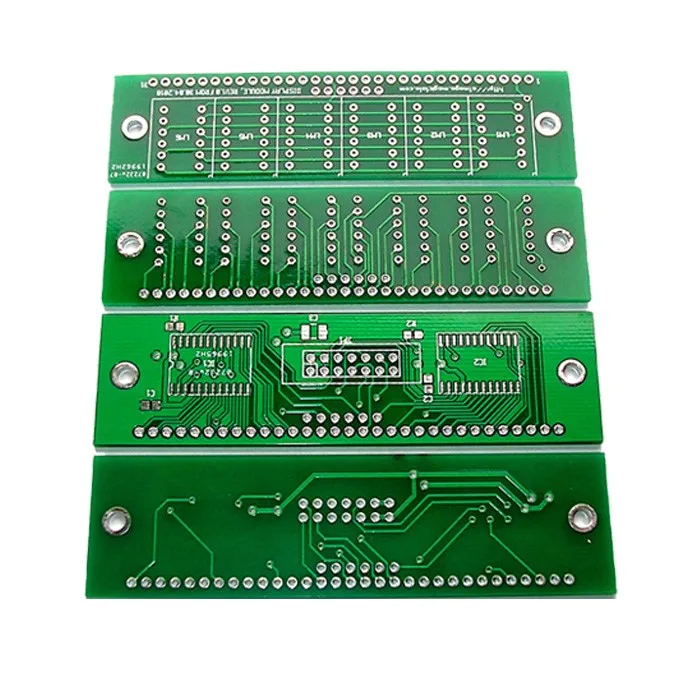 Высокоинтегрированные элементы, используемые в SMT технологиях монтажа, требуют идеальной планарности (плоскостности) контактных площадок печатных плат. Традиционные покрытия HASL не соответствуют требованиям планарности. Технологии нанесения покрытий, соответствующие требованиям планарности, это наносимое химическими методами покрытия:
Высокоинтегрированные элементы, используемые в SMT технологиях монтажа, требуют идеальной планарности (плоскостности) контактных площадок печатных плат. Традиционные покрытия HASL не соответствуют требованиям планарности. Технологии нанесения покрытий, соответствующие требованиям планарности, это наносимое химическими методами покрытия:
— иммерсионное золочение (Electroless Nickel / Immersion Gold — ENIG), представляющее собой тонкую золотую пленку, наносимую поверх подслоя никеля. Функция золота — обеспечивать хорошую паяемость и защищать никель от окисления, а сам никель служит барьером, предотвращающим взаимную диффузию золота и меди. Это покрытие гарантирует превосходную планарность контактных площадок без повреждения печатных плат, обеспечивает достаточную прочность паяных соединений, выполненных припоями на основе олова. Их главный недостаток — высокая себестоимость производства.
— иммерсионное олово (Immersion Tin — ISn) – серое матовое химическое покрытие, обеспечивающее высокую плоскостность печатных площадок платы и совместимое со всеми способами пайки, нежели ENIG.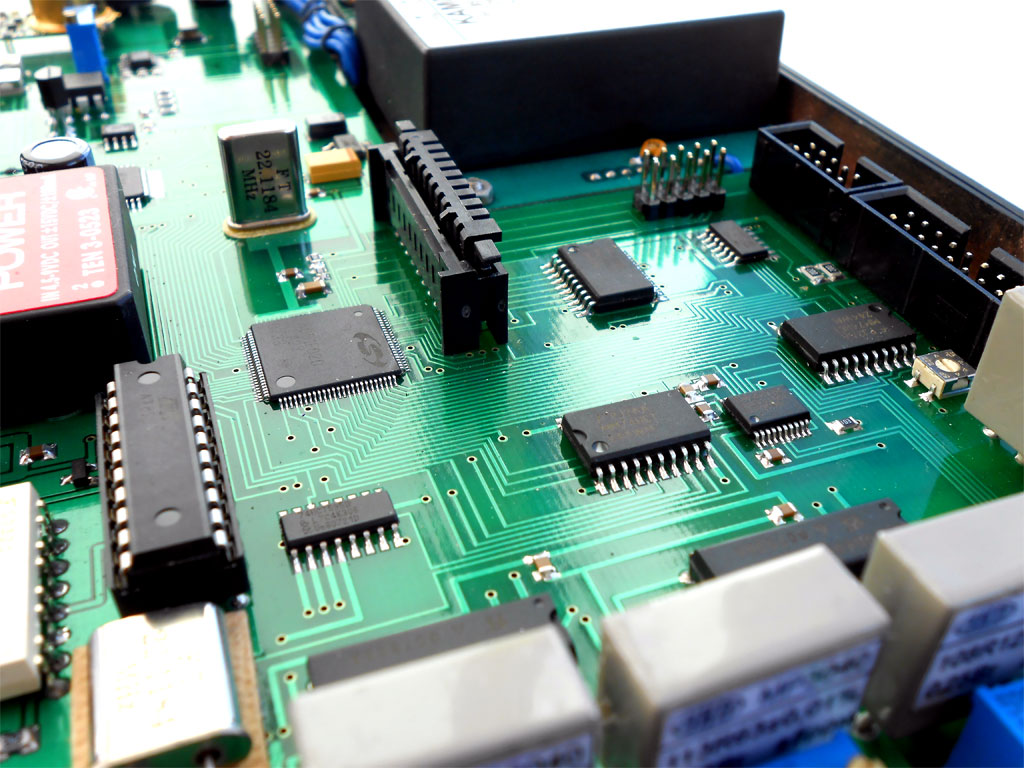 Процесс нанесения иммерсионного олова, схож с процессом нанесения иммерсионного золота. Иммерсионное олово обеспечивает хорошую паяемость после длительного хранения, которое обеспечивается введением подслоя органометалла в качестве барьера между медью контактных площадок и непосредственно оловом. Однако, платы, покрытые иммерсионным оловом, требуют осторожного обращения, должны хранится в вакуумной упаковке в шкафах сухого хранения и платы с этим покрытием не пригодны для производства клавиатур/сенсорных панелей.
Процесс нанесения иммерсионного олова, схож с процессом нанесения иммерсионного золота. Иммерсионное олово обеспечивает хорошую паяемость после длительного хранения, которое обеспечивается введением подслоя органометалла в качестве барьера между медью контактных площадок и непосредственно оловом. Однако, платы, покрытые иммерсионным оловом, требуют осторожного обращения, должны хранится в вакуумной упаковке в шкафах сухого хранения и платы с этим покрытием не пригодны для производства клавиатур/сенсорных панелей.
При эксплуатации компьютеров, устройств с ножевыми разъемами, контакты ножевых разъемов, подвергаются трению при эксплуатации платы, поэтому, концевые контакты, гальваническим способом покрывают более толстым и более жестким слоем золота.
— Гальваническое золочение ножевых разъёмов (Gold Fingers) — покрытие семейства Ni/Au, толщина покрытия: 5 -6 Ni; 1,5 – 3 мкм Au. Покрытие наносится электрохимическим осаждением (гальваника) и используется в основном для нанесения на концевые контакты и ламели. Толстое, золотое покрытие имеет высокую механическую прочность, стойкость к истиранию и неблагоприятному воздействию окружающей среды. Незаменимо там, где важно обеспечить надежный и долговечный электрический контакт.
Толстое, золотое покрытие имеет высокую механическую прочность, стойкость к истиранию и неблагоприятному воздействию окружающей среды. Незаменимо там, где важно обеспечить надежный и долговечный электрический контакт.
(c) pselectro.ru
ОШИБКА — 404 — НЕ НАЙДЕНА
- Главная
- КХААААААННННН!!!
Наши серверные гномы не смогли найти страницу, которую вы ищете.
Похоже, вы неправильно набрали URL-адрес в адресной строке или перешли по старой закладке.
Возможно, некоторые из них могут вас заинтересовать?
Светодиодный драйвер FemtoBuck
Нет в наличии COM-13716
17
Избранное Любимый 28
Список желаний
Компактный программатор J-Link BASE
Осталось всего 5! ПГМ-15347
525,95 $
Избранное Любимый 4
Список желаний
Цифровой вольтметр-амперметр 30В 10А красный и синий
16 в наличии ТОЛ-18374
1
Избранное Любимый 6
Список желаний
МИКРОЭ АДАК Клик
Нет в наличии DEV-18854
34,95 $
Избранное Любимый 0
Список желаний
В Qwiic этого
13 августа 2021 г.
Новый Qwiic OpenLog Kit теперь доступен вместе с новым Qwiic Cellular Notecarrier. Обязательно ознакомьтесь с новыми наборами для рукоделия Otto!
Избранное Любимый 0
Паранормальная близость
3 сентября 2021 г.
У нас есть для вас новый комплект датчиков приближения, а также несколько новых цифровых мультиметров и новый комплект от SparkX!
Избранное Любимый 0
Руководство по подключению Qwiic MUX
19 июля 2018 г.
У вас есть куча датчиков с одинаковым адресом I2C? Поместите их на Qwiic MUX (TCA9548A), чтобы все они говорили по одной шине!
Избранное Любимый 0
ОШИБКА — 404 — НЕ НАЙДЕНА
- Главная
- ЭТО ЛОВУШКА!
Наши серверные гномы не смогли найти страницу, которую вы ищете.

Похоже, вы неправильно набрали URL-адрес в адресной строке или перешли по старой закладке.
Возможно, некоторые из них могут вас заинтересовать?
Руководство по набору изобретателя SparkFun — v4.1a
В наличии БОК-15884
Избранное Любимый 8
Список желаний
32-битный чип Propeller (PTH)
В наличии COM-16042
11,95 $
Избранное Любимый 1
Список желаний
МИКРОЭ Вольтметр Click
Остался только 1! ТОЛ-18851
24,95 $
Избранное Любимый 0
Список желаний
MEAN WELL UHP-1500-HV Высоковольтный блок питания — 115 В
Осталось всего 4! ПРТ-19563
516,95 $
Избранное Любимый 0
Список желаний
Внешний ввод-вывод и метастабильность с FPGA
18 ноября 2020 г.
