Какие бывают типы сварочных электродов. Чем отличаются плавящиеся электроды от неплавящихся. Как правильно подобрать электрод для сварки различных металлов. Как расшифровать маркировку электродов.
Общая классификация сварочных электродов
Сварочные электроды делятся на две основные группы:
- Плавящиеся — расплавляются в процессе сварки, образуя сварочную ванну и шов
- Неплавящиеся — не расплавляются, служат для создания дуги
Плавящиеся электроды в свою очередь бывают:
- Покрытые (обмазанные) — имеют специальное покрытие
- Непокрытые — представляют собой сварочную проволоку
Правильный выбор типа электрода критически важен для получения качественного сварного соединения. Рассмотрим особенности каждого вида подробнее.
Плавящиеся электроды: виды и применение
Плавящиеся электроды классифицируются по нескольким параметрам:
По типу свариваемых сталей:
- Для углеродистых сталей (маркировка «У»)
- Для легированных сталей (маркировка «Л»)
- Для высоколегированных сталей (маркировка «В»)
- Для наплавки (маркировка «Н»)
По толщине покрытия:
- Тонкопокрытые (М) — D/d до 1.2
- Среднепокрытые (С) — D/d до 1.45
- Толстопокрытые (Д) — D/d 1.45-1.8
- Особо толстопокрытые (Г) — D/d более 1.8
где D — диаметр электрода с покрытием, d — диаметр стержня.

Типы покрытий плавящихся электродов
Покрытие электрода выполняет несколько важных функций:
- Обеспечивает стабильное горение дуги
- Защищает сварочную ванну от воздействия атмосферы
- Улучшает свойства сварного шва
- Снижает разбрызгивание металла
Основные типы покрытий:
Кислое покрытие (А)
Содержит оксиды железа или марганца. Обеспечивает высокую температуру дуги и скорость сварки. Недостаток — токсичность марганца.
Рутиловое покрытие (Р)
Содержит диоксид титана. Преимущества:- Спокойная сварочная ванна
- Малое разбрызгивание
- Возможность наложения тонких швов
Основное покрытие (Б)
Содержит карбонаты кальция и магния, флюорит. Особенности:
- Чувствительно к влаге
- Обеспечивает отличные механические свойства шва
- Низкое содержание азота и кислорода в шве
Применяется для сварки ответственных конструкций.
Целлюлозное покрытие (Ц)
Содержит органические вещества. Характеристики:
- Образует защитные газы при сгорании
- Подходит для вертикальных швов
- Большое количество брызг
Маркировка плавящихся электродов
Маркировка электродов по ГОСТ 9466-75 содержит следующую информацию:

- Тип электрода
- Марка электрода
- Диаметр
- Назначение
- Толщина покрытия
- Индекс, характеризующий свойства металла шва
- Вид покрытия
- Допустимые пространственные положения сварки
- Род сварочного тока
Пример расшифровки маркировки: Э46-ЛЭЗМР-3С
- Э46 — тип электрода
- ЛЭЗМР-3С — марка
- Д — толстое покрытие
- РЦ — рутилово-целлюлозное покрытие
- 1 — для сварки во всех пространственных положениях
- 1 — для сварки на переменном и постоянном токе обратной полярности
Непокрытые плавящиеся электроды (сварочная проволока)
Сварочная проволока без покрытия широко применяется в современной сварке. Основные виды:
- Низколегированная — до 2,5% легирующих элементов
- Легированная — до 10% легирующих элементов
- Высоколегированная — более 10% легирующих элементов
Маркировка сварочной проволоки
Обозначение включает:
- СВ — сварочная проволока
- Две цифры — содержание углерода в сотых долях процента
- Буквы и цифры — обозначение и содержание легирующих элементов
Пример: СВ-08Х19Н9Ф2С2 — проволока с 0,08% углерода, 19% хрома, 9% никеля, 2% ванадия, 2% кремния.

Неплавящиеся электроды: типы и применение
Неплавящиеся электроды не расплавляются в процессе сварки, а служат для создания и поддержания электрической дуги. Основные виды:
- Вольфрамовые
- Угольные
- Графитовые
Вольфрамовые электроды
Наиболее распространенный тип неплавящихся электродов. Применяются для сварки в среде защитных газов. Основные характеристики:
- Высокая устойчивость дуги
- Возможность сварки любых металлов и сплавов
- Различные легирующие добавки для повышения стойкости
Маркировка вольфрамовых электродов включает буквенно-цифровой код, обозначающий состав и цветовую маркировку.
Угольные и графитовые электроды
Применяются реже вольфрамовых. Основные области использования:
- Воздушно-дуговая резка металлов
- Сварка цветных металлов
- Наплавка твердых сплавов
Преимущества графитовых электродов перед угольными:
- Более низкая стоимость
- Лучшая стойкость к перепадам температуры и влажности
- Возможность многократного использования
Как правильно выбрать электрод для сварки?
При выборе электрода необходимо учитывать следующие факторы:

- Тип свариваемого металла
- Толщина свариваемых деталей
- Пространственное положение сварки
- Вид сварочного тока (постоянный/переменный)
- Требования к механическим свойствам сварного соединения
Рекомендации по выбору:
- Для углеродистых сталей подойдут электроды с рутиловым или основным покрытием
- Для нержавеющих сталей — электроды с основным покрытием или специальные высоколегированные
- Для алюминия и его сплавов — вольфрамовые электроды в среде аргона
- Для чугуна — специальные электроды с никелевым стержнем
Особенности применения различных типов электродов
Каждый тип электродов имеет свои особенности применения:
Электроды с рутиловым покрытием
- Легкий поджиг и стабильное горение дуги
- Подходят для начинающих сварщиков
- Хорошо работают на переменном токе
Электроды с основным покрытием
- Обеспечивают высокую прочность шва
- Требуют более высокой квалификации сварщика
- Чувствительны к влажности, требуют прокалки перед сваркой
Вольфрамовые электроды
- Применяются только для аргонодуговой сварки
- Требуют использования специального оборудования
- Позволяют получать высококачественные швы на тонком металле
Правильный выбор и применение электродов — ключевой фактор получения качественного сварного соединения. Учет всех особенностей позволит добиться оптимальных результатов в сварочных работах.
Какие функции выполняют плавящиеся и неплавящиеся электроды — Строй Обзор
Содержание
- Вы здесь
- Виды тугоплавких электродов и сферы их применения
- Вольфрамовые электроды
- Особенности тугоплавких стержней
- Достоинства и недостатки
- Вместо заключения
- Вы здесь
При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
Неплавящиеся электродные стержни изготовляют из вольфрама, электротехнического угля или синтетического графита. Угольные и графитовые электроды (стержни) изготовляют диаметром от 4 до 18 мм, длиной 250 и 700 мм. Графитовые электроды имеют лучшую электропроводность и более стойки против окисления при высоких температурах, чем угольные электроды.
Для автоматической и механизированной сварки электродом служит калиброванная проволока диаметром от 0,3 до 12 мм, так называемая сварочная или электродная проволока, которую поставляют в мотках и катушках массой от 2 до 80 кг. В настоящее время находят также применение порошковая (трубчатая с наполнителем) проволока, голая легированная проволока, электродная лента и пластины.
В настоящее время находят также применение порошковая (трубчатая с наполнителем) проволока, голая легированная проволока, электродная лента и пластины.
Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246-70 разделяется на углеродистую, легированную и высоколегированную. Всего в ГОСТ включено 77 марок проволоки. Обозначение проволоки включает сочетание букв и цифр, первые две цифры указывают на содержание в проволоке углерода в сотых долях процента. Затем буквой и цифрой (цифрами) поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующего элемента в проволоке менее 1 % ставится только буква этого элемента. Условное буквенное обозначение легирующих элементов приведено в табл. 2.
2. Обозначение легирующих элементов
Вы здесь
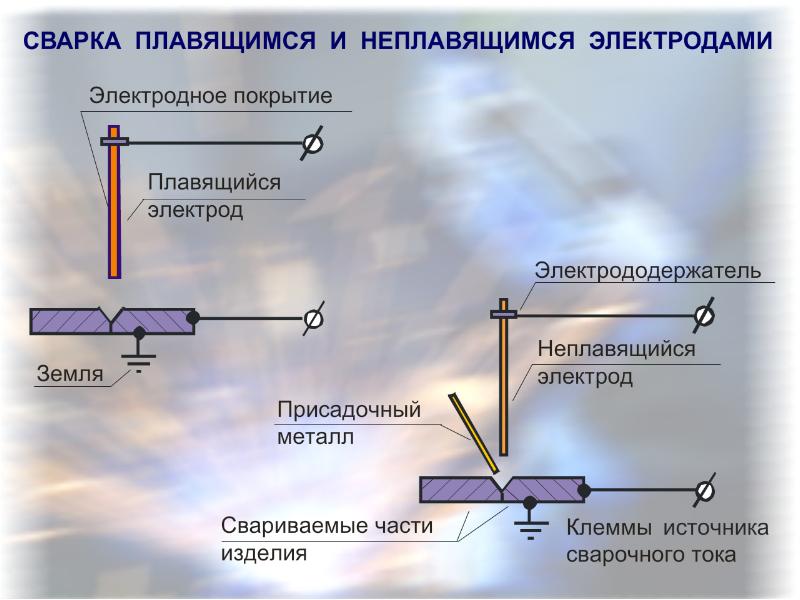
Дуговая сварка может осуществляться плавящимся и неплавящимся электродами. При сварке плавящимся электродом шов образуется вследствие расплавления электрода и кромок основного металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей.
При сварке неплавящимся электродом шов заполняется металлом свариваемых частей.
К плавящимся электродам относят стальные, медные и алюминиевые, к неплавящимся — угольные, графитовые (графитизированные — искусственный графит) и вольфрамовые (вольфрамовые сплавы).
При горении дуги плавящийся электрод по мере его плавления необходимо непрерывно подавать в дугу (в зону сварки) и поддерживать по возможности постоянную длину дуги. Длиной дуги называют расстояние между концом электрода и поверхностью кратера (углубления) в сварочной ванне. При горении дуги с неплавящимся электродом длина дуги с течением времени возрастает и в процессе сварки необходима корректировка.
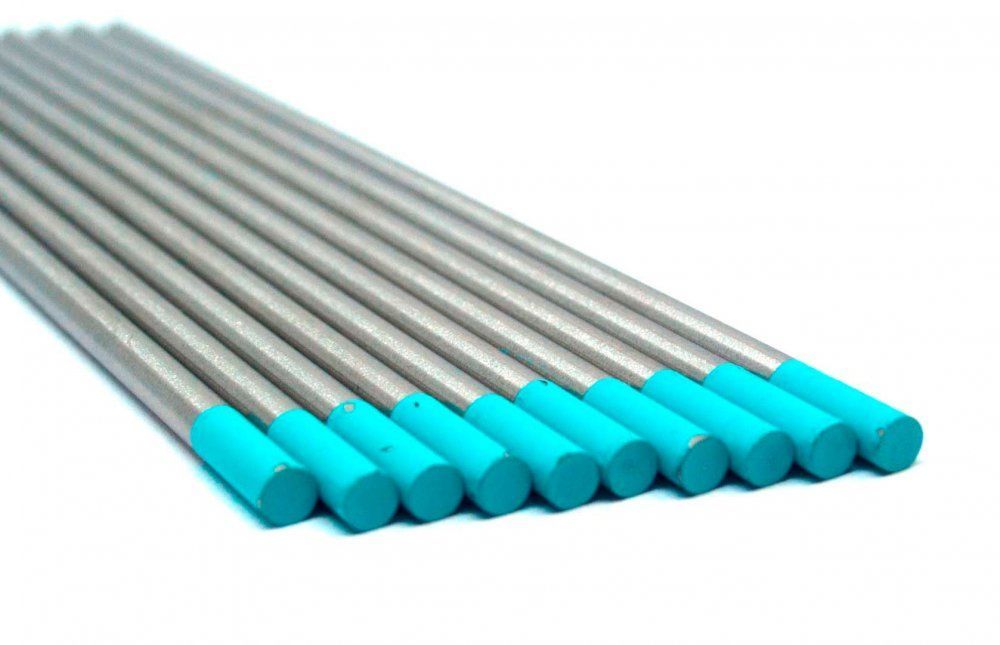
Рисунок — Плавящийся электрод
Рисунок — Неплавящийся вольфрамовый электрод
Неплавящиеся или тугоплавкие электроды широко используются для дуговой электросварки в среде защитного газа. Их используют для домашнего ремонта и на различных производствах: от станций по сборке космических кораблей до мелких серийных заводов. С помощью неплавящихся стержней можно сварить или разрезать алюминий, бронзу, никель, медь, титан и другие металлы, не обладающие сильными магнитными свойствами.
С помощью неплавящихся стержней можно сварить или разрезать алюминий, бронзу, никель, медь, титан и другие металлы, не обладающие сильными магнитными свойствами.
Виды тугоплавких электродов и сферы их применения
Существует три вида неплавящихся стержней: угольные, вольфрамовые и графитовые. Каждый вид имеет свои особенности и назначение. Так, например, для мелкого ремонта или для воздушно-дуговой резки чаще всего используются угольные стержни. Также с их помощью сваривают тонкие металлоконструкции из цветного металла или нержавеющей стали. Опытные мастера используют угольные электроды в связке с присадками. Присадки подаются в сварочную ванну или укладываются по линии будущего сварного шва.
Воздушно-дуговая резка (сокращенно ВДК) — способ резки металла электрической дугой, заключающийся в непрерывной подаче сжатого воздуха на сварочную зону во время всего рабочего процесса. Благодаря сжатому воздуху расплавленный металл быстро удаляется с поверхности детали, получается качественный и ровный разрез.

Угольные стержни применяют при силе тока в 580 А. Сами стержни бывают трех типов: круглые для воздушно-дуговой резки (ВДК), плоские для воздушно-дуговой сварки (ВДП), круглые для обычной сварки (СК).
Что касается остальных видов тугоплавких стержней, то с помощью графитовых стержней также можно варить и резать цветные металлы, но по сравнению с угольными они стоят дешевле. Поэтому графитовые стержни популярны у начинающих сварщиков, работающих на производстве. Также графитовые стержни лучше переносят перепады температуры и влажности, их можно неоднократно использовать, они меньше подвержены износу. А о вольфрамовых стержнях мы поговорим отдельно.
Вольфрамовые электроды
Вольфрамовые электроды заслуживают отдельного внимания. Они широко используются всеми: и гаражными умельцами, и мастерами на заводах. Их популярность обусловлена универсальностью. Можно варить и резать любой металл: и алюминий, и нержавейку, и цветные металлы. Угольные и графитовые электроды не получили такого распространения, поскольку их неудобно использовать в домашней сварке.
Вы наверняка уже знаете, что режим сварки в среде защитного газа устанавливается исходя из многих параметров, например, толщины детали, металла, из которого она изготовлена, типа используемого газа и многое другое. Вольфрамовые электроды подбираются по такому же принципу. В зависимости от назначения электроды могут иметь свою маркировку.
Особенности тугоплавких стержней
Тугоплавкие стержни, изготовленные в России и странах СНГ, маркируются следующих образом: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе). Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Электроды марок ЭВЛ и ЭВИ можно использовать с постоянным и переменным током, а также задавать нужную полярность. В зависимости от назначения они окрашиваются в разные цвета, так что со временем вы научитесь отличать электроды, не читая обозначения на упаковке или на самом стержне. С помощью ЭВЛ и ЭВИ варят медь и нержавейку, используя постоянный ток.
Неплавящиеся электроды часто становятся темой для обсуждения как среди начинающих, так и среди опытных сварщиков. Это связано с их неоднозначными достоинствами и недостатками, которых практически поровну.
Можно выделить следующие достоинства:
- Металл практически не деформируется при сварке или резке.
- Сварной шов получается качественным и долговечным.
- Работа выполняется быстро и не требует высокой квалификации.
- Защитный газ охотно выдувается из сварочной зоны, что затрудняет работу на улице или в полуоткрытых цехах.
- Перед сварочными работами нужно тщательно подготовить металл, иначе качество шва будет неудовлетворительным.
- Детали нужно зачищать, если производится розжиг вне сварочной зоны.
Мы считаем, что недостатки таких электродов несущественны.Неплавящиеся электроды для дуговой сварки обязательно нужно испробовать в своей практике, хотя бы для получения нового опыта. Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Вместо заключения
Вот и все, что вам необходимо знать о тугоплавких стержнях для работы с ними. Если вы давно хотели испробовать неплавящиеся электроды для дуговой сварки, но думали, что они подойдут лишь для работы в условиях масштабного заводского производства, то спешим вас разубедить. Приобретите вольфрамовые электроды отечественных или зарубежных производителей и испробуйте их на практике. Вы можете рассказать о своем опыте сварки в комментариях или просто поделиться этой статьей в социальных сетях. Желаем удачи!
Электроды для ручной сварки представляют собой стержень из сварочной проволоки с покрытием (рис. 4.2). У различных марок электродов масса покрытия составляет З050% от массы стержня, толщина покрытия составляет 0,52,0 мм в зависимости от марки и диаметра электрода.
Рис. 4.2. Сварочный электрод с покрытием для ручной электродуговой сварки
Во время сварки покрытие имеет различные назначения:
Создание комбинированной газовой и шлаковой защиты расплавленного металла. Введенные в покрытие соединения в виде карбонатов или целлюлозы при высокой температуре выделяют СО2, который под действием дуги распадается: СО2 = СО + О. СО является защитным газом расплавленного металла шва и нArретой и плавящейся части электрода за чет вытеснения воздуха. Образование шлака в результате плавления введенных в покрытие окислов (CaO, MgO, MnO, FeO, Al2O3 и др. ) и солей (фторидов и хлоридов металлов). Кроме этого, для получения шлака и газа в покрытия вводятся соединения различных минералов.
Введенные в покрытие соединения в виде карбонатов или целлюлозы при высокой температуре выделяют СО2, который под действием дуги распадается: СО2 = СО + О. СО является защитным газом расплавленного металла шва и нArретой и плавящейся части электрода за чет вытеснения воздуха. Образование шлака в результате плавления введенных в покрытие окислов (CaO, MgO, MnO, FeO, Al2O3 и др. ) и солей (фторидов и хлоридов металлов). Кроме этого, для получения шлака и газа в покрытия вводятся соединения различных минералов.
Стабилизация горения сварочной дуги. Стабилизацию сварочной дуги можно обеспечить за счет введения в покрытие К и Na. Эти элементы ионизируются при малых значениях энергии.
Легирование и рафинирование жидкого металла сварочной ванны. Легирование сварочной ванны осуществляется введением в покрытие порошков лигатур (сплавов с железом некоторых металлов: ферромарганец, ферросилиций и т. д.). Связывание мелкоразмолотых порошков из вышеуказанных соединений после расчета и составления шихты производят путем специальных связывающих веществ, наиболее употребительным из которых является водный раствор натриевого жидкого стекла — силиката натрия или калия. Для улучшения покрывающей способности и получения высокого качества покрытия
д.). Связывание мелкоразмолотых порошков из вышеуказанных соединений после расчета и составления шихты производят путем специальных связывающих веществ, наиболее употребительным из которых является водный раствор натриевого жидкого стекла — силиката натрия или калия. Для улучшения покрывающей способности и получения высокого качества покрытия
Формирование усиления сварного шва обеспечивается шлаком, образующимся при плавлении электрода.
Стержни для электродов рубят из сварочной проволоки диаметром d =2 — 6 мм в размер 350 – 450 мм. Длина стержня диаметром 4 мм и более составляет 450 мм. Стержни меньшего диаметра имеют длину 350 — 200 мм. Такая же длина стержней из высоколегированной проволоки (с высоким электрическим сопротивлением).
соответствии с ГОСТ 9466-75).
Электроды пакуют в пачки 3 — 8 кг и снабжают паспортом с указанием условного обозначения электродов, рекомендуемых режимов сварки, требований к влажности покрытия, режима повторной прокалки и свойств наплавленного металла.
Классификация покрытых электродов регламентируется ГОСТ 9466-75 (рис.4.3).
Рис. 4. 3. Структура условного обозначения электродов по ГОСТ 9466-75
Назначение электродов определяют области их применения (табл. 4.3)
Таблица 4.3. Назначение и области применения покрытых электродов
Назначение или область применения
Сварка углеродистых и низколегированных сталей в600МПа
Сварка легированных конструкционных сталей в600МПа
Сварка теплоустойчивых сталей
Сварка высоколегированных с особыми свойствами сталей
Наплавка поверхностных слоев с особыми свойствами
Тип электрода. Обозначение покрытых электродов серииУиЛначинается с буквыЭ, затем идут цифры, которые обозначают среднее значение временного сопротивления наплавленного металла вкг/мм 2 (Э38; Э42; Э50А … Э 150). Для электродов серииТ и В цифры означают химический состав наплавленного металла, например, Э-12ХМФ; Э-08Х18Н11М3).
Марку электродаопределяет разработчик, например, АНО-5; ОММ-5; УОНИ 13/45А.
Диаметр – это диаметр металлического стержня в мм.
Покрытие электродов по толщине подразделяются на группы. Электроды с тонким покрытием обозначаются индексом М, со средним – С, с толстым – Д, особо толстым – Г.
Группа качества определяет: точность изготовления, состояние поверхности покрытия и содержание серы и фосфора в наплавленном металле (всего групп три — 1, 2, 3).
Группа индексов (E—XYZZ‘) в зависимости от типа электродов информирует о параметрах механических характеристиках наплавленного металла (временное сопротивление разрыву, удлинение, температура перехода в хрупкое состояние или др.).
Вид покрытия зависит от его состава: Индекс А — кислое; Б — основное; Ц — целлюлозное; Р — рутиловое.
Пространственное положение отражает возможность применения той или иной марки электродов по группам:
1 – все пространственные положения;
2 – все пространственные положения, кроме вертикального сверху вниз;
3 – нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх;
4 – нижнее и нижнее в лодочку.
Род тока и полярность применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются в соответствии с табл.4.4.
Таблица 4.4. Обозначение электродов по роду и полярности сварочного тока.
Рекомендуемая полярность постоянного тока
Напряжение холостого хода источника переменного тока, В
Вы здесь
Дуговая сварка может осуществляться плавящимся и неплавящимся электродами. При сварке плавящимся электродом шов образуется вследствие расплавления электрода и кромок основного металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей.
К плавящимся электродам относят стальные, медные и алюминиевые, к неплавящимся — угольные, графитовые (графитизированные — искусственный графит) и вольфрамовые (вольфрамовые сплавы).
При горении дуги плавящийся электрод по мере его плавления необходимо непрерывно подавать в дугу (в зону сварки) и поддерживать по возможности постоянную длину дуги. Длиной дуги называют расстояние между концом электрода и поверхностью кратера (углубления) в сварочной ванне. При горении дуги с неплавящимся электродом длина дуги с течением времени возрастает и в процессе сварки необходима корректировка.
Длиной дуги называют расстояние между концом электрода и поверхностью кратера (углубления) в сварочной ванне. При горении дуги с неплавящимся электродом длина дуги с течением времени возрастает и в процессе сварки необходима корректировка.
Рисунок — Плавящийся электрод
Рисунок — Неплавящийся вольфрамовый электрод
Сварочные электроды: их маркировка и назначение
- ПОСЛЕДНИЕ ЗАПИСИ Поиск обрыва провода в стене быстро и безошибочно Что такое гидроаккумулятор и как его подключить? Как выбрать фрезер: советы домашнему мастеру Как почистить кулер для воды своими руками
- РУБРИКИ
- Автоматическое открывание, проветривание и полив теплиц
- Акриловые краски
- Балкон
- Блоки арболитовые
- Бурение скважин на воду
- Вода из скважины
- Водосток кровельный
- Воздух в квартире
- Выращивание дома
- Гидроизоляция
- Гидрофобизация материалов
- Дорожки садовые
- Камин своими руками
- Каркасный дом
- Кладка печи своими руками
- Крыша из металлочерепицы
- МДФ
- Монтаж кровли
- Монтаж ламината
- Монтаж линолеума
- Монтаж подложки под ламинат
- Натяжные потолки
- Опилкобетон
- ОСБ плита
- Отделка откосов
- Оштукатуривание
- Полипропиленовые трубы
- Расход материалов
- Тротуарная плитка
- Устройство отмостки
- Утепление
- Утепляем баню самостоятельно
- Фасад
- Фундамент из свай
- Шлакоблок
- Эмаль для ванны
Сварка
Общее назначение сварочных электродов
Для качественного прочного соединения металлических конструкций и сплавов применяются сварочные работы. При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
Две большие группы электродов составляют плавящиеся и неплавящиеся, в свою очередь плавящиеся электроды делятся на некоторые подвиды, такие как покрытые или непокрытые (проволока).
Плавящиеся электроды
По типу свариваемых или наплавляемых сталей предусмотрено несколько видов электродов:
-
для сварки углеродистых сталей (маркировка – «У»). Это электроды Э38, Э42, Э46, Э50.
-
легированных (маркировка – «Л»). Это электроды Э70, Э85, Э100, Э125, Э150.
-
теплоустойчивых (маркировка – «Т»). Сварка таких сталей проводится с предварительным подогревом и окончательной термической обработкой швов. Обычно используют электроды, которые не описаны в ГОСТ (например АНЖР-2).
-
для сталей, с особыми свойствами, таких как коррозионностойкие, жаропрочные, жаростойкие (маркировка – «В»).
 Список типов электродов регламентирован ГОСТ 10052-75.
Список типов электродов регламентирован ГОСТ 10052-75. -
для наплавки поверхностных слоев металла (маркировка – «Н»). Это электроды Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
Плавящиеся покрытые (обмазанные) электроды
Покрытие или обмазку на сварочные электроды наносят с целью обеспечить хорошее поджигание и устойчивое горение дуги, защиту сварочной ванны от окружающей среды, получить нужные свойства шва, снизить потери при разбрызгивании, увеличить скорость сварочных работ, снизить токсичность газов, выделяемых при сварке, исключить потерю свойств покрытия при хранении.
По толщине обмазки (покрытия), путем вычисления отношения диаметров D (покрытый электрод) и d (стержень) электроды делятся на:
- тонкопокрытые, с соотношением D/d до 1.2, обозначаются буквой «М»;
- электроды с покрытием средней толщины, D/d до 1.45, обозначаются буквой «С»;
- толстопокрытые (иначе, качественные), D/d от 1.
 45 до 1.8, обозначены буквой «Д»;
45 до 1.8, обозначены буквой «Д»; - с особо толстым слоем обмазки, D/d больше 1.8, маркированы буквой «Г».
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит.
 Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций. - Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс: |
Используемая полярность |
Uхх |
|
|
Прямая |
Обратная |
||
|
0 |
Нет |
Да |
н/и |
|
1 |
Да |
Да |
50V |
|
2 |
Да |
Нет |
50V |
|
3 |
Нет |
Да |
50V |
|
4 |
Да |
Да |
70V |
|
5 |
Да |
Нет |
70V |
|
6 |
Нет |
Да |
70V |
|
7 |
Да |
Да |
90V |
|
8 |
Да |
Нет |
90V |
|
9 |
Нет |
Да |
90V |
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
— — —
Е — —
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Непокрытые плавящиеся электроды
В настоящее время широко используются электроды без покрытия (или сварочная проволока). Техническими условиями и ГОСТом (2246-70) определены около 80 ее видов. Однако в бытовых нуждах для сварки металлических конструкций из обычного проката или нержавейки используются единицы. Проволока подразделяется на легированную (представлена в ГОСТ 30 марками, содержит до 10% легирующих элементов), низко- (6 типов, с содержанием легирующих добавок до 2,5%) и высоколегированную (41 марка в ГОСТ, содержание легирующих примесей превышает 10%), в зависимости от процента содержания легирующего вещества.
Сварочная проволока обозначается буквами «СВ» в начале маркировки. Затем идет обозначение сотых долей процента углерода, после указывается наименование и процентное содержание легирующего(-их) элементов. Если процентное соотношение не указано явно, то оно находится в пределах от 0.5 до 1%.
Легирующие примеси в составе проволоки обозначаются следующим образом:
|
Литера |
Обозначение в таблице Менделеева (номер) |
Элемент |
|
«А» |
N (7) |
Азот |
|
«Б» |
Nb (41) |
Ниобий |
|
«В» |
W (74) |
Вольфрам |
|
«Г» |
Mn (25) |
Марганец |
|
«Д» |
Cu (29) |
Медь |
|
«М» |
Mo (42) |
Молибден |
|
«С» |
Si (14) |
Кремний |
|
«Т» |
Ti (22) |
Титан |
|
«Х» |
Cr (24) |
Хром* |
|
«Н» |
Ni (28) |
Никель* |
|
«Ю» |
Al (13) |
Алюминий |
|
«Ф» |
V (23) |
Ванадий |
|
«Ц» |
Zr (40) |
Цирконий |
Также в самом конце маркировки могут присутствовать одна или две буквы «А», что означает высокую и очень высокую степень очистки применяемой стали.
Таким образом, маркировка «Проволока 3 СВ04Х19Н9» означает 3-х миллиметровый плавящийся электрод с содержанием углерода – 0.04%, хрома – 19% и никеля – 9%. Проволока с хромом и никелем в составе (в таблице обозначены звездочкой) используется для сварки легированных сталей, устойчивых к коррозии (нержавейка).
Неплавящиеся электроды
Вольфрамовые
Вольфрамовые электроды предназначены для сварки, резки преимущественно в среде защитных газов, таких как аргон, гелий, азот или их смеси. Помимо вольфрама, электрод может содержать различные примеси, которые повышают его износостойкость. Такой вид электродов обеспечивает высокую устойчивость сварочной дуги и позволяет работать с любыми металлами и сплавами.
|
Обозначение |
Режим сварки |
Металл |
Цвет |
|
|
Постоянный ток |
Переменный ток |
|||
|
WP |
Нет |
Да |
Магний, алюминий, сплавы |
Зеленый |
|
WT-20 |
Да |
Нет |
Низколегированная сталь, нержавейка, углеродистая сталь |
Красный |
|
WC-20 |
Да |
Да |
Универсальный. |
Серый |
|
WL-15 |
Да |
Да |
Нержавейка, легированная сталь |
Золотой |
|
WL-20 |
Да |
Да |
Нержавейка и ламинированная сталь |
Синий |
|
WY-20 |
Да |
Нет |
Титан, низколегированная сталь, нержавейка, углеродистая сталь, медь |
Темно-синий |
|
WZ-8 |
Нет |
Да |
Алюминий и магний |
Белый |
 Все виды стали
Все виды сталиУгольные
На рынке присутствуют также другие виды неплавящихся электродов, в том числе угольные и графитовые. Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Изготавливают несколько видов графитовых или угольных электродов, в том числе круглые, соединяемые (бесконечные, с ниппелем), плоские и полукруглые. Круглые и бесконечные электроды содержат в маркировке диаметр электрода от 3 мм до 25 мм, плоские могут быть представлены квадратными или прямоугольными, с различным сечением. В полукруглых (самые универсальные) указывают размеры плоской стороны, радиус окружности и длину электрода.
Существуют также полые электроды, применяющиеся исключительно для строжки, они выпускаются в основном зарубежными компаниями.
Плавящиеся электроды для сварки цветных металлов и чугунаЭлектроды для сварки меди и ее сплавов. Фосфористую бронзу сваривают электродами, состоящими в основном из меди с добавлением 9—11% олова и 0,5—1% фосфора. Покрытие включает 75—80% борного шлака и 20—25% жидкого стекла. Прутки для сварки алюминиевой бронзы также в своей основе имеют медь, процентное содержание добавок в которой следующее: алюминия 8,5—9,5, марганца 1,5—2,5 и железа 1. Латунь сваривают электродами, стержень которых содержит в процентах: 38,5—42,5 цинка, 4—5 марганца, 0,5 алюминия, 0,5—1,5 железа, 1—прочих примесей, остальное — медь. Процентное содержание покрытия электрода следующее: 30 — марганцевой руды, 30 — титанового концентрата, 15 — ферромарганца, 20 — мела, 5 —сернокислого калия и 35 — жидкого стекла к массе сухой шихты. В качестве присадочных прутков при сварке меди угольным электродом применяют проволоку из чистой электролитической меди или из фосфористой бронзы Бр.ОФЭ-ОЗ, содержащую медь, олово и фосфор соответственно 90,2, 9,27 и 0,25%. Для удаления закиси меди и предохранения металла от окисления служат флюсы, состоящие в основном из прокаленной буры, борной кислоты. Для бронзовых присадочных прутков можно использовать флюс из буры и магния. При сварке бронзы угольным электродом применяют присадочные прутки того же состава, что и для сварки металлическим электродом. В сварочную ванну подсыпают флюс, который представляет собой сухую шихту электродных покрытий. При сварке латуни угольным электродом присадочным стержнем служит проволока ЛЦМ-40-4,5 (40% цинка и 4,5%) марганца) совместно с флюсом из борного шлака или буры. Медь сваривается также вольфрамовым электродом в инертных газах. В качестве присадочного материала применяют проволоку из бронзы Бр.КМцЗ-1. Электроды для сварки алюминия и его сплавов. Ручную дуговую сварку чистого алюминия выполняют электродами марки ОЗА-1. Стержень изготавливается из алюминиевой проволоки марки АД-1 или АВ-2Т. Покрытие гигроскопично, поэтому перед сваркой электроды следует просушить при 150—200°С в течение 2 ч. Коэффициент наплавки равен 6,25—6,5 г/А-ч. Для сварки литейных алюминиево-кремнистых сплавов AJ1-2, АЛ-3, AJI-5, АЛ-9 предназначены электроды марки ОЗА-2 со стержнем из алюминия марки АК- Коэффициент наплавки такой же, как у ОЗА-1. Алюминиевый сплав типа АМц сваривают электродами А-2 с коэффициентом наплавки около 7,6 г/А-ч. Материалы для сварки титана и его сплавов. При ручной электродуговой сварке вольфрамовым электродом следует применять присадочный материал из титановых сплавов ВТ 1-00, ОТ4, ОТ4-1, СПТ-2. Присадочный материал должен быть в прутках длиной 300—400 мм. Чугунные электроды изготавливают из круглых литых прутков. При диаметре 4 мм длина прутка 250 мм, а при диаметре 6 мм длина 350 мм. Длину 450 мм имеют прутки диаметром 8, 10 и 12 мм. Чугунные стержни, кроме того, применяют с покрытием ОМЧ-1, состоящим из 25% мела, 41% графита, 25% плавикового шпата, 9% ферромарганца и 30% жидкого стекла к массе сухой шихты. Применяются такие электроды при горячей сварке. Медно-железные электроды ОЗЧ-1 изготавливают из медного стержня (медь марки М2 или МЗ) с введением в покрытие железного порошка. У медно-никелевых электродов МНЧ-1 стержень — монель-металла (28% меди, 2,5% железа, 1,5% мар-анца остальное — никель) или константана (40% никеля’ 1,5% марганца, остальное — медь). Покрытие основного типа. Применяются для сварки чугуна без подогрева. Кроме того, имеются железо-никелевые электроды, предназначенные для сварки высокопрочного и серого чугуна без подогрева. Читать далее: |
 Для сварки меди применяют электроды с медным или бронзовым стержнем. Для медных стержней марок M1, М2 и МЗ используют покрытие из флюса ММЗ-2, процентный состав которого к массе сухой шихты следующий: 43 — симанала (сплав кремния, марганца и алюминия), 30 — плавикового шпата, 14 —полевого шпата, 8 —графита, поташа и 45 — жидкого стекла. Толщина покрытия на сторону 0,35—0,8 мм.
Для сварки меди применяют электроды с медным или бронзовым стержнем. Для медных стержней марок M1, М2 и МЗ используют покрытие из флюса ММЗ-2, процентный состав которого к массе сухой шихты следующий: 43 — симанала (сплав кремния, марганца и алюминия), 30 — плавикового шпата, 14 —полевого шпата, 8 —графита, поташа и 45 — жидкого стекла. Толщина покрытия на сторону 0,35—0,8 мм. На стержень покрытие наносится слоем в 0,2 — 0,3 мм. После затвердения покрытия на него наносится слой флюса толщиной 0,9—1,1 мм (борный шлак, замешанный на жидком стекле).
На стержень покрытие наносится слоем в 0,2 — 0,3 мм. После затвердения покрытия на него наносится слой флюса толщиной 0,9—1,1 мм (борный шлак, замешанный на жидком стекле).
 Прутки должны иметь чистую, не насыщенную водородом, не загрязненную маслом поверхность. Загрязнения на проволоке снижают пластичность металла шва и способствуют образованию пор. Проволоку очищают травлением или механической обработкой. Водород удаляется вакуумным отжигом. Подготовленные к сварке прутки должны храниться в металлических ящиках или в упаковке из плотной ткани. Присадочный металл по своему составу должен быть близким к составу основного металла таким образом, чтобы пластичность металла шва была несколько ниже, чем свариваемого металла. Во избежание пористости не рекомендуется применять присадочный металл, легированный марганцем и оловом. Проволока, идущая на изготовление пру 1 ков, должна иметь сертификат завода-изготовителя, котором, кроме обычных данных, указывается содержание газов.
Прутки должны иметь чистую, не насыщенную водородом, не загрязненную маслом поверхность. Загрязнения на проволоке снижают пластичность металла шва и способствуют образованию пор. Проволоку очищают травлением или механической обработкой. Водород удаляется вакуумным отжигом. Подготовленные к сварке прутки должны храниться в металлических ящиках или в упаковке из плотной ткани. Присадочный металл по своему составу должен быть близким к составу основного металла таким образом, чтобы пластичность металла шва была несколько ниже, чем свариваемого металла. Во избежание пористости не рекомендуется применять присадочный металл, легированный марганцем и оловом. Проволока, идущая на изготовление пру 1 ков, должна иметь сертификат завода-изготовителя, котором, кроме обычных данных, указывается содержание газов. Компоненты покрытия замешиваются на жидком стекле. Электроды применяют для исправления дефектов чугунного литья. Для этих же целей используют электроды из никелевого аустенитного чугуна. Покрытие состоит из 70% карборунда и 30%; углекислого бария или стронция, замешанных на жидком стекле. Покрытие может быть двухслойным: первый слой — из алюминиевого порошка, а второй — из графита, титановой руды, алюминия металлического в порошке и мрамора. Чугунные электроды применяют также вместе с гранулированной шихтой, состоящей из 30% чугунной стружки, 28% ферросилиция (75%-ного), 30% алюминия и 12% силико-кальция. Шихта замешивается на жидком стекле, затем сушится, прокаливается при 300°С и размалывярт-ся в крошку размером 1—3 мм.
Компоненты покрытия замешиваются на жидком стекле. Электроды применяют для исправления дефектов чугунного литья. Для этих же целей используют электроды из никелевого аустенитного чугуна. Покрытие состоит из 70% карборунда и 30%; углекислого бария или стронция, замешанных на жидком стекле. Покрытие может быть двухслойным: первый слой — из алюминиевого порошка, а второй — из графита, титановой руды, алюминия металлического в порошке и мрамора. Чугунные электроды применяют также вместе с гранулированной шихтой, состоящей из 30% чугунной стружки, 28% ферросилиция (75%-ного), 30% алюминия и 12% силико-кальция. Шихта замешивается на жидком стекле, затем сушится, прокаливается при 300°С и размалывярт-ся в крошку размером 1—3 мм. Покрытие содержит 50% железного порошка, 27% мрамора, 7,5 % ферросилиция, 6% ферротитана и 0,5% соды. Электроды применяются для сварки и наплавки без подогрева. Используются также электроды, стержень которых изготовлен из аустенитной хромоникелевой проволоки ОХ18Н9 или 1Х18Н9 с медной оболочкой и покрытием основного типа. Меди в электроде 75—80%. Медная оболочка на стальной стержень наносится при совместной протяжке.
Покрытие содержит 50% железного порошка, 27% мрамора, 7,5 % ферросилиция, 6% ферротитана и 0,5% соды. Электроды применяются для сварки и наплавки без подогрева. Используются также электроды, стержень которых изготовлен из аустенитной хромоникелевой проволоки ОХ18Н9 или 1Х18Н9 с медной оболочкой и покрытием основного типа. Меди в электроде 75—80%. Медная оболочка на стальной стержень наносится при совместной протяжке.Разница между расходуемым и нерасходуемым электродом
Пинту Присоединение
Дуговая сварка — это один из видов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления соприкасающихся поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка с защитным металлом (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в газе (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW). ), дуговая углеродная сварка (CAW), электрогазовая сварка (EGW) и т. д. Независимо от процесса сварки дуга всегда возникает между электродом и проводящим основным металлом. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого наполнителя; в то время как в других процессах электрод остается неизменным. По расходу электродного материала при сварке сварочные электроды можно разделить на плавящиеся электроды и неплавящиеся электроды. Каждый тип электрода имеет уникальные преимущества и ограничения.
При дуговой сварке плавящийся электрод плавится из-за нагрева дуги и впоследствии откладывается на валике сварного шва. Поскольку сам электрод поставляет необходимый наполнитель для заполнения корневого зазора между исходными компонентами, подача дополнительного наполнителя не требуется. Очевидно, расплавленная часть электрода в конечном итоге становится неотъемлемой частью наплавленного валика. Из-за постоянного расхода электрода срок его службы короток. Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, так как химическая совместимость очень важна для образования коалесценции. В процессах дуговой сварки, таких как SMAW, GMAW, SAW, FCAW, ESW и т. д., используется расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве ни на одной стадии сварки. Здесь электрод используется только для создания и поддержания электрической дуги. Присадочный материал, если требуется, необходимо поставить отдельно. Таким образом, электрод имеет более длительный срок службы. Здесь существует проблема совместимости между присадочным металлом и основными металлами, и, следовательно, материал электрода не зависит от соединяемых основных металлов. Сварка TIG является распространенным примером, в котором используется неплавящийся вольфрамовый электрод. Различные сходства и различия между расходуемым электродом и нерасходуемым электродом приведены ниже в виде таблицы.
- Роль эмиссии электронов и образования дуги одинакова как для плавящихся, так и для неплавящихся электродов.
- При использовании как плавящихся, так и неплавящихся электродов прилегающая поверхность основных металлов, а также присадочный металл оплавляются во время дуговой сварки для образования коалесценции.
- Защитный газ требуется для обоих электродов, чтобы защитить горячий валик сварного шва от нежелательного окисления и загрязнения.
 Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.
Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.
| Расходуемый электрод | Нерасходуемый электрод |
|---|---|
| Плавящийся электрод плавится во время сварки и впоследствии откладывается на валике сварного шва. | Неплавящийся электрод не плавится и не откладывается на сварном шве. Он остается неповрежденным на протяжении всей сварки. |
| Расходуемый электрод действует как наполнитель и, таким образом, поставляет необходимый наполнитель, предназначенный для заполнения корневого промежутка. | Неплавящийся электрод не подает наполнитель. При этом наполнитель необходимо подавать отдельно. |
| После сварки значительная часть электрода становится неотъемлемой частью наплавленного валика. | После сварки электрод остается целым (за исключением небольшой эрозии). |
Этот тип электрода не допускает автогенный режим сварки, так как присадочный материал наносится по своей сути. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. | Позволяет использовать все три режима сварки – автогенный, гомогенный и гетерогенный. |
| Материал электрода следует выбирать на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. | Поскольку неплавящийся электрод не выступает в качестве наполнителя, материал электрода не зависит от свариваемых основных материалов. |
| Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. | Неплавящийся электрод обеспечивает увеличенный срок службы, поскольку он не расходуется во время сварки. Частая замена также нежелательна (помогает повысить производительность). |
Процессы дуговой сварки с использованием плавящегося электрода:
| Процессы дуговой сварки, в которых используется неплавящийся электрод:
|
- Технология производства: литейное производство, формовка и сварка П.
 Н. Рао (Tata McGraw Hill Education Private Limited).
Н. Рао (Tata McGraw Hill Education Private Limited). - Учебник по технологии сварки О. П. Кханна (Dhanpat Rai Publications).
Tagged Дуга, Проводимость, Электрод, Электрон, Соединение, Плавление
Нерасходуемые электроды и другие присадочные металлы
Итан Бэйл
Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки. Примером таких электродов является вольфрамовый электрод, используемый в процессе дуговой сварки вольфрамовым электродом в среде защитного газа. Другим примером является угольный электрод, используемый в процессе угольной дуговой сварки. В этой статье мы кратко обсудим эти два нерасходуемых электрода.
Типы неплавящихся электродов
Углеродные электроды
Вольфрамовые электроды
Шлифовка вольфрамовых электродов
Удлинитель электрода
Смотрите также:
Типы неплавящихся электродов
Существует две разновидности неплавящихся электродов, с которыми мы обычно сталкиваемся при сварке. Одним из них является вольфрамовый электрод, который используется в качестве носителя тока при сварке GTAW. Он размещен внутри сварочной горелки, которая подает ток и защитный газ для сварочной дуги. Вольфрамовый электрод изготавливается в основном из вольфрама и может быть легирован лантаном.
Одним из них является вольфрамовый электрод, который используется в качестве носителя тока при сварке GTAW. Он размещен внутри сварочной горелки, которая подает ток и защитный газ для сварочной дуги. Вольфрамовый электрод изготавливается в основном из вольфрама и может быть легирован лантаном.
Второй разновидностью неплавящегося электрода является угольный электрод в процессе CAW (дуговой сварки углеродом). В процессе CAW электрод можно использовать отдельно или в виде пары из двух электродов. Электрод может быть покрыт медью, а может и не быть, и состоит в основном из чистого углерода.
Углеродные электроды
Американское общество сварщиков не предоставляет спецификации для угольных электродов, но есть военная спецификация, №. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием». Классификация, представленная в этой спецификации, основана на том, имеет ли электрод покрытие или нет. Соответственно, существует три сорта: простые угольные электроды, электроды без покрытия и электроды с медным покрытием.
Спецификация содержит требования, касающиеся размеров, диаметра, длины, необходимых испытаний, обеспечения качества, отбора проб и различных необходимых испытаний.
Угольные электроды используются для различных целей. Области применения включают резку и строжку воздушно-дуговой дугой, дуговую сварку и резку угольным электродом.
Вольфрамовые электроды
Вольфрамовый электрод в процессе GTAW поставляется либо в чистом виде, либо в сплаве с торием, цирконием и т. д. При легировании торием содержание легирующих элементов варьируется от 1 до 2 процентов. Электроды, легированные цирконием, содержат от 0,3 до 0,5% циркония.
Окрашенные концы электрода указывают на тип сплава. Зеленый конец указывает на чистый вольфрам. Эти электроды содержат вольфрам чистотой 99,5%. Токопроводящая способность этих электродов низкая по сравнению с легированными электродами, и они легко загрязняются. Следовательно, электроды из чистого вольфрама используются только для приложений, требующих меньшего подвода тепла и предъявляющих менее строгие требования к качеству.
Желтый указывает на сплав, содержащий 1% тория. Красный цвет указывает на сплав, содержащий 2% тория. Эти электроды имеют большую токонесущую способность, дают стабильную дугу. Срок службы этих электродов больше, чем у электродов из чистого вольфрама. Кроме того, эти электроды не так легко загрязняются во время сварки. Зажигание дуги также легко с этими электродами.
Коричневый цвет указывает на содержание циркония от 0,3 до 0,5%. Характеристики этих электродов находятся между электродами из сплава тория и электродами из чистого вольфрама. Известно, что эти электроды дают хорошие результаты при сварке некоторых металлов переменным током.
Заточка вольфрамовых электродов
Вольфрамовые электроды должны быть отшлифованы до тонкой кромки для достижения наилучших результатов. На рисунке ниже показаны правильные размеры конуса электрода.
Если остроконечный наконечник не используется, плотность тока должна быть высокой, чтобы получить стабильную дугу.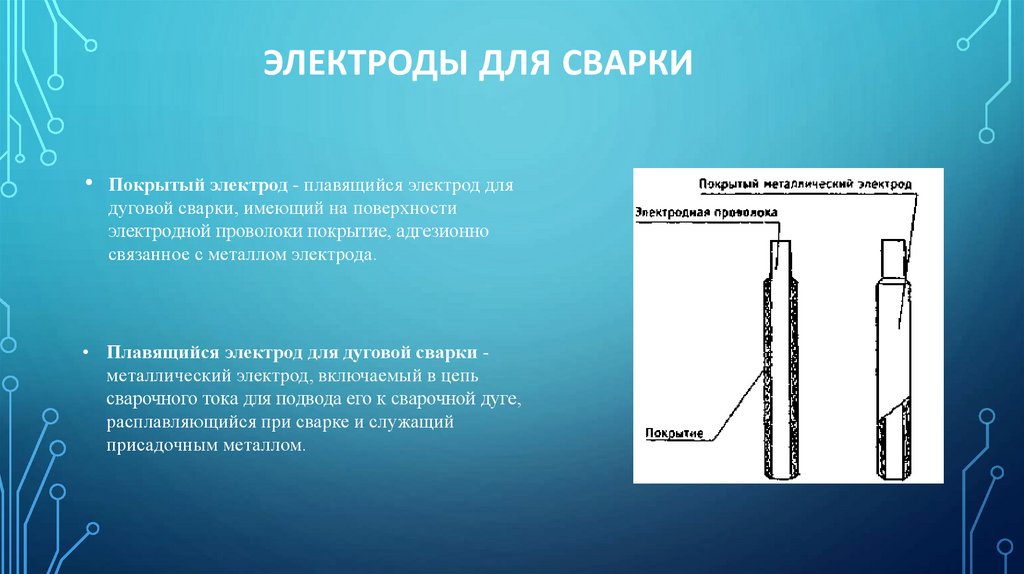
Заостренный электрод затупляется при использовании техники пуска касанием и при использовании с обычным источником питания постоянного тока. Таким образом, для зажигания дуги следует использовать ток высокой частоты, наложенный на обычный ток. Это позволяет избежать прикосновения электрода к металлической поверхности для зажигания дуги. Таким образом, электрод может поддерживаться в хорошем состоянии, а включение вольфрама в металл сварного шва может быть сведено к минимуму.
Электроды из сплава тория не так легко теряют форму и дольше сохраняют остроту, чем электроды из чистого вольфрама.
Удлинитель электрода
Удлинитель электрода за пределы сопла должен быть правильным, чтобы обеспечить наилучшее качество сварки. Расширение зависит от типа сустава. Для толщины легкого металла достаточно удлинения на 1/8 дюйма (3,2 мм). Для угловых швов может потребоваться удлинение от ¼ дюйма до ½ дюйма (от 6 мм до 12,7 мм).
Вольфрамовый электрод должен быть наклонен под углом к горизонтали во время сварки. Присадочный стержень добавляется с противоположной стороны, также под углом. Это способствует загрязнению металла шва вольфрамом.
Присадочный стержень добавляется с противоположной стороны, также под углом. Это способствует загрязнению металла шва вольфрамом.
Если загрязнение все же произошло, металл сварного шва должен быть отшлифован и повторно наплавлен. Электрод также необходимо снять со сварочной горелки, заново заточить до нужного конуса и затем использовать.
Немного о нерасходуемых электродах. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
См. также:
- Твердые электродные проволоки
Сварочные электроды: типы, функции и определение
Сварочный электрод sСварочный электрод представляет собой кусок проволоки или стержня, который может быть из металла или сплава и иметь флюс с флюсом или без флюса и проводить электрический ток для получения достаточного количества тепла для сварки.
Одним концом крепится к держателю, на другом устанавливается дуга .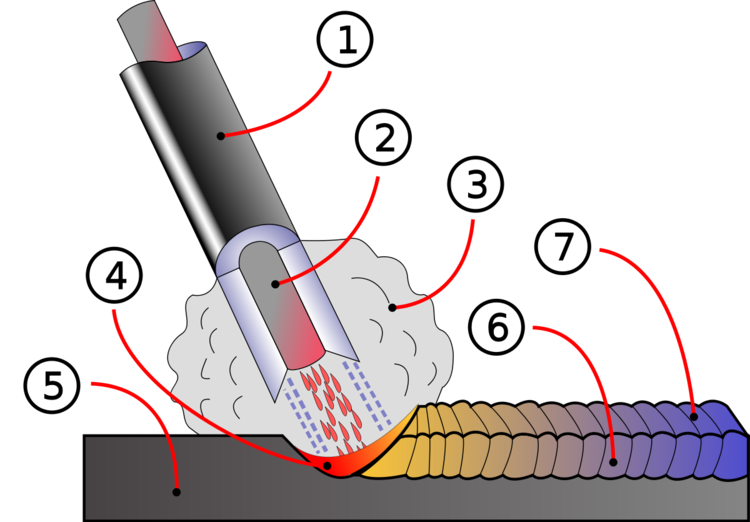
Введение
Электроды составляют большую часть сварочных работ. Сварка без электродов невозможна в большинстве сварочных процессов, в основном разделенных на две части в зависимости от работы выхода электрода.
Типы сварочного электродаВ зависимости от этой функции можно классифицировать электроды:
- Несоблюренный электрод
- Ertlectory Electrode
Эти электроды не плавятся во время сварки, и для заполнения соединения с этими электродами требуется отдельная присадочная проволока. Однако из-за испарения и окисления электрода во время сварки длина электрода с течением времени уменьшается.

Неплавящиеся электроды не могут быть классифицированы следующим образом:
a- Угольные или графитовые электроды
b- Вольфрамовые электроды
Нерасходуемые электроды часто имеют покрытые медью угольные или графитовые электроды. Медное покрытие увеличивает электропроводность электрода или способность проводить ток. Угольный электрод и графитовый электрод
Углеродный электрод дешевле графитового электрода. Резистивная емкость внутри угольного электрода выше по сравнению с графитовым электродом, в результате этот поток тока занимает сравнительно меньше, короткий срок службы из-за мягкого материала, в то время как графитовый электрод дороже, пропуская ток больше из-за меньшего электрического сопротивления. Его материал твердый и хрупкий, поэтому угольный электрод имеет более длительный срок службы по сравнению с угольным электродом.
Вольфрамовые электроды
Следующим электродом в ряду неплавящихся электродов является вольфрам, который можно в основном классифицировать следующим образом:
Чистый вольфрам,
Цирконированный вольфрам, (0,3–0,5%) -2%).
В чистом вольфраме повышается устойчивость сплава к загрязнению, стабильность дуги и срок службы электрода. Кроме того, дуга зажигается легко, кончик электрода остается холодным (по сравнению с электродами из чистого вольфрама), расход электрода низкий, а пропускная способность по току увеличивается. По сравнению с угольными электродами вольфрамовые электроды намного дороже, а вольфрамовые электроды из легированных сплавов еще дороже. Вольфрамовые/сплавные вольфрамовые электроды диаметром от 0,5 мм до 6 мм обычно используются для сварки
Сварочные электроды этого типа имеют низкую температуру плавления и действуют как электрические проводники, которые генерируют дугу для получения достаточного тепла, расплавляют металл и заполняют соединение, называются плавящимися сварочными электродами.
Плавящиеся электроды можно классифицировать следующим образом:
a- Электрод без покрытия
b- Электрод с флюсовым покрытием
a- Электроды без покрытия:
Этот тип электрода требует дополнительной защиты для защиты металла от атмосферного загрязнения расплавленной сварочной ванны, которое может быть в виде газа или флюса.
b- Электрод с флюсовым покрытием
Этот тип электрода не требует дополнительного экранирования для защиты металла от атмосферных загрязнений. Сами они покрыты флюсами, которые полностью покрывают сварочную ванну в виде шлака во время сварки. И впоследствии удаляются после охлаждения.
Данные по электродам и материалам с полным описанием вы можете скачать здесь…..
Скачать
Электроды с флюсовым покрытиемИнгредиенты для покрытия электродов
Покрытие/покрытие жилы состоит из нескольких материалов, которые придают электроду различные свойства.
Эти ингредиенты и их функции следующие:
Шлакообразующие ингредиенты
Шлакообразующие ингредиенты образуют легкий шлак, который образует слой на расплавленном металле и защищает сварочную ванну от атмосферного загрязнения.
силикаты натрия, калия, магния, алюминия, окиси железа, фарфоровой глины, слюды и др. ответственны за шлакообразующий процесс.
ответственны за шлакообразующий процесс.
Компоненты газовой защиты,
Компоненты газовой защиты создают защитный газовый экран вокруг дуги на конце электрода и сварочной ванны.
Целлюлоза, древесная мука, крахмал, карбонат кальция и т.д. используются в качестве компонентов газозащиты.
Раскисляющие элементы
Раскисляющие элементы очищают расплавленный металл, для этой способности используют ферромарганец, ферросилиций.
Цель использования ингредиентов в электродах
Ингредиенты с надлежащим покрытием обеспечивают металл шва, устойчивый к холодному и горячему растрескиванию, и улучшают скорость наплавки металла.
- Покрытие защищает сварщика от поражения электрическим током и излучения.
- Легирующие элементы, такие как сплавы железа, марганца, молибдена и т. д., могут быть добавлены для придания металлу сварного шва подходящих свойств и прочности и для восполнения потери некоторых элементов, которые испаряются во время сварки.

- Покрытие Улучшает проплавление сварного шва и качество поверхности, ограничивает разбрызгивание, обеспечивает тихую сварочную дугу и легко удаляемый шлак.
Калибровка сварочных электродов
Проволока различного химического состава и размера поставляется компаниями-производителями электродов. Компании-производители, химически очищают, разрезают на отрезки разной длины и выпрямляют на электрододелательном заводе. Обычно электроды бывают размеров 300, 350, 450 и т. д.
Нанесение флюса на сварочные электроды
Флюсовое покрытие наносится на сердечник двумя способами:
Метод погружения
Несколько сердечников, обрезанных до нужной длины, зажимаются вертикально в приспособлении и ванна с расплавленным флюсом. Когда флюс подходящей толщины приклеивается к сердечнику, приспособление поднимают и дают флюсу высохнуть.
Метод экструзии
Метод экструзии намного быстрее, чем метод погружения, и широко используется в наши дни.
