Как подготовить паяльник к работе. Какие материалы и инструменты нужны для пайки. Как правильно паять провода и детали на плату. Какие ошибки часто допускают новички при пайке.
Подготовка паяльника и необходимых материалов
Прежде чем приступить к пайке, необходимо правильно подготовить паяльник и собрать все нужные инструменты и материалы:
- Паяльник мощностью 30-60 Вт
- Припой (оловянно-свинцовый или бессвинцовый)
- Флюс (канифоль или паяльная паста)
- Губка для очистки жала паяльника
- Пинцет
- Кусачки
- Изоляционная лента
Важный этап — залуживание жала паяльника. Для этого нужно:
- Нагреть паяльник до рабочей температуры
- Очистить жало от загрязнений наждачной бумагой
- Нанести на жало флюс
- Расплавить на жале немного припоя, добиваясь равномерного покрытия
Правильно залуженное жало обеспечивает хорошую теплопередачу и смачиваемость припоем.
Техника пайки проводов
Пайка проводов — одна из базовых операций. Чтобы правильно спаять провода, нужно:
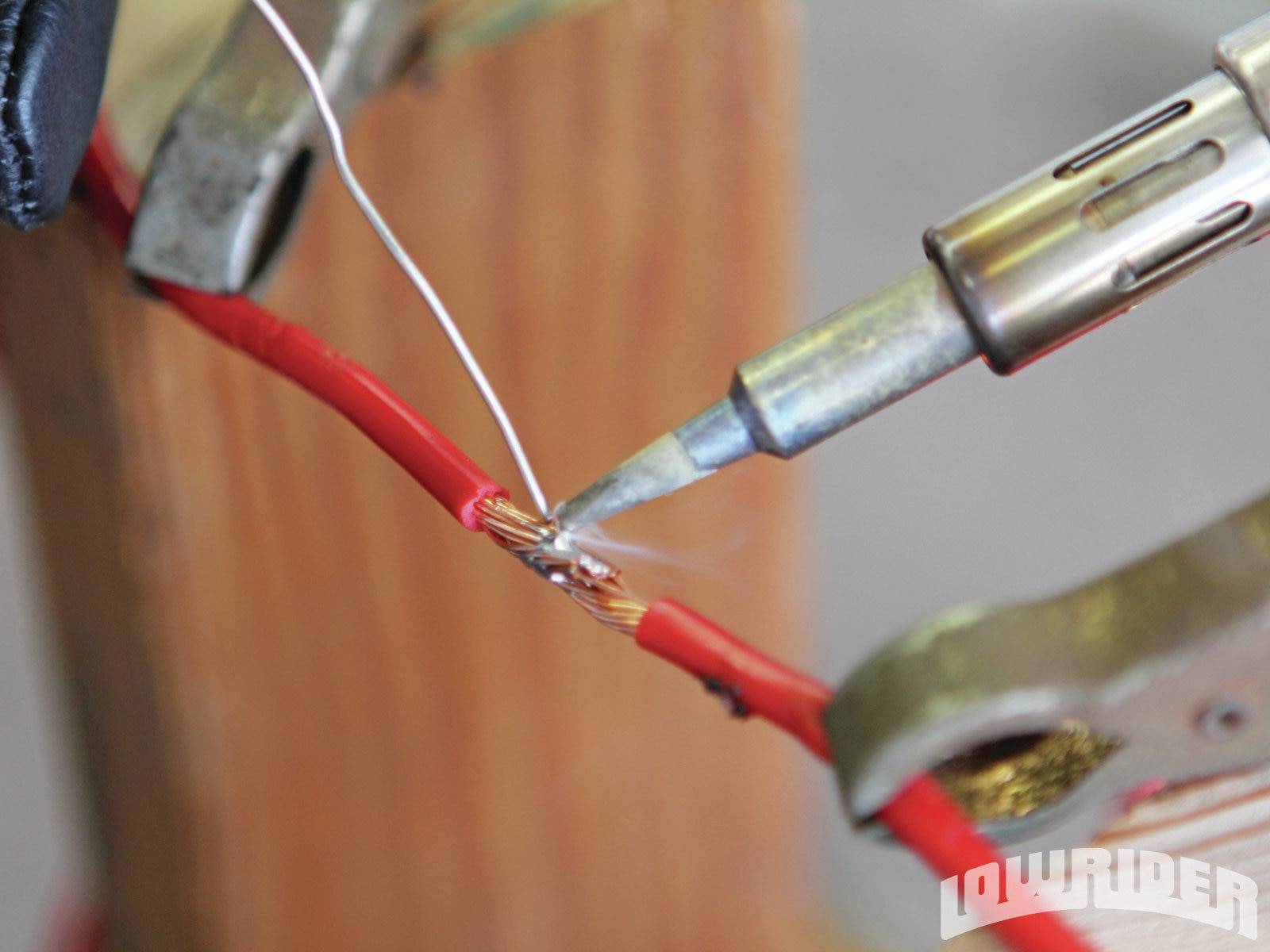
- Зачистить концы проводов от изоляции на 5-10 мм
- Скрутить зачищенные жилы между собой
- Нанести на место соединения флюс
- Прогреть соединение паяльником
- Поднести припой и дождаться, пока он расплавится и заполнит все пространство между жилами
- Убрать паяльник и дать соединению остыть
- Заизолировать место пайки изолентой или термоусадочной трубкой
Главное — не перегревать провода и использовать минимально необходимое количество припоя.
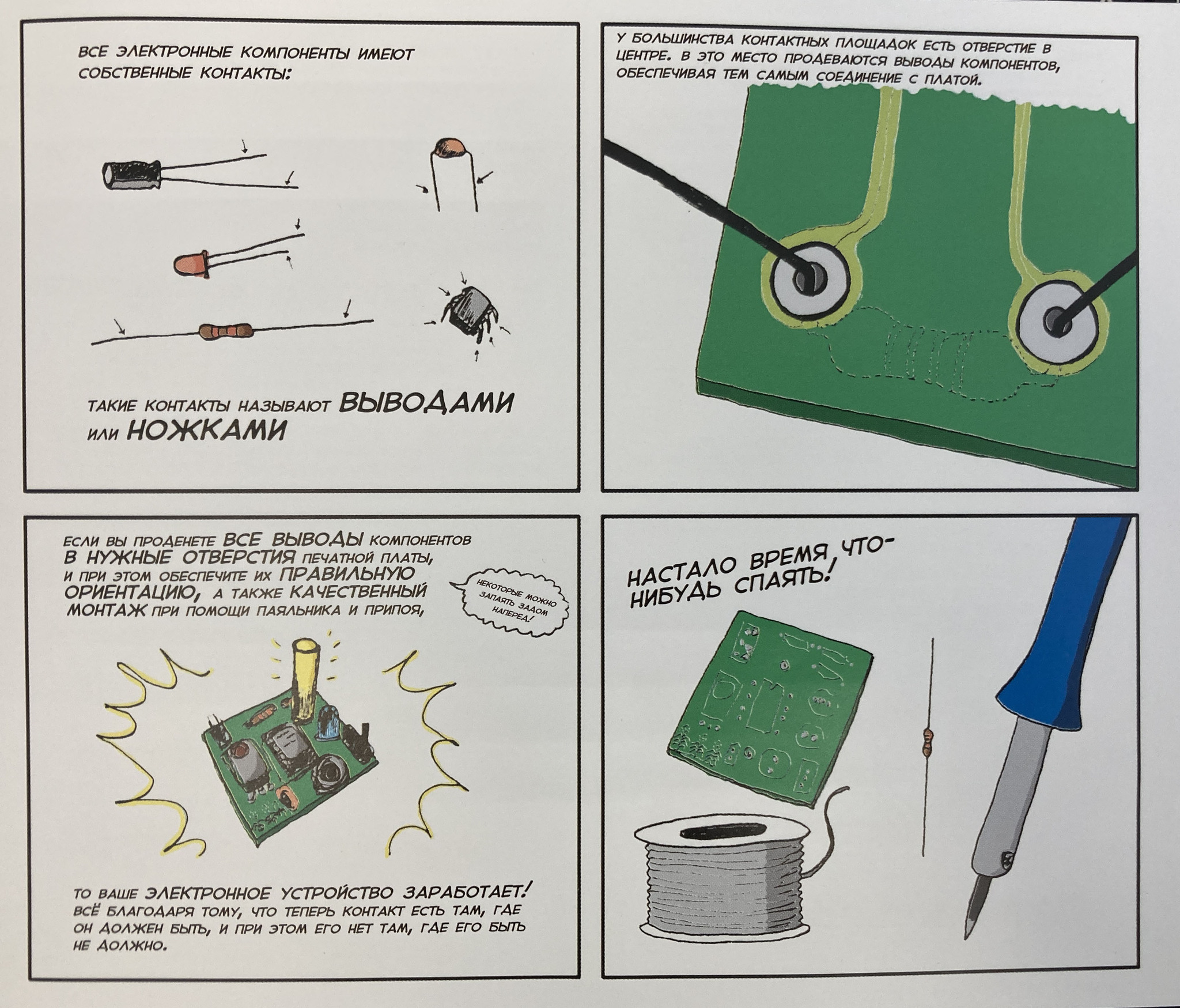
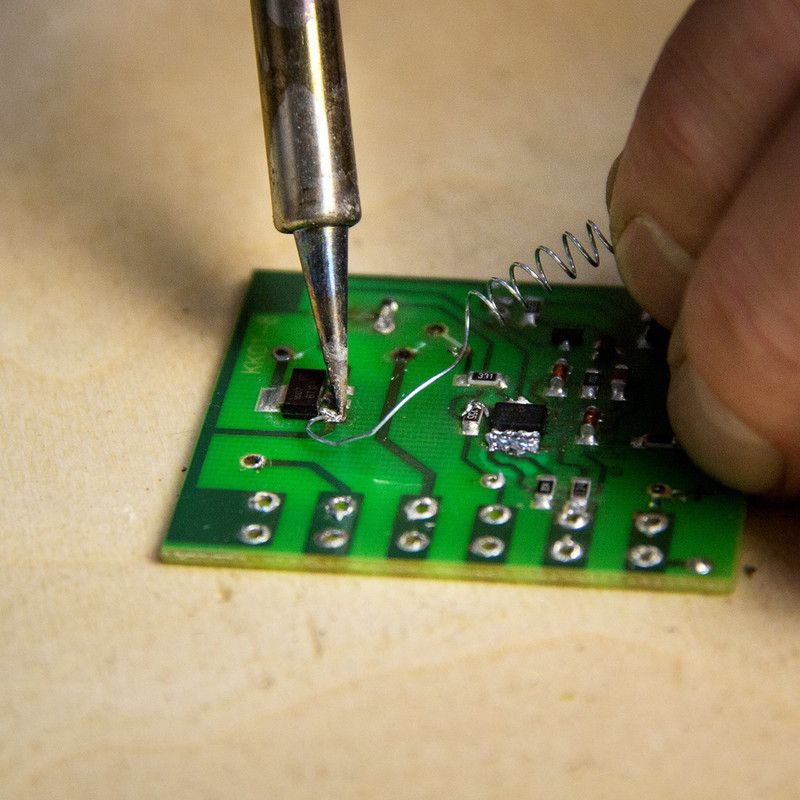
Пайка компонентов на печатную плату
При монтаже радиодеталей на печатную плату соблюдайте следующую последовательность:
- Установите компонент в отверстия на плате
- Немного разведите выводы с обратной стороны, чтобы зафиксировать деталь
- Нанесите флюс на место пайки
- Прогрейте контактную площадку и вывод компонента
- Поднесите припой и дождитесь образования аккуратной галтели
- Уберите паяльник и дайте соединению остыть
- Обрежьте лишние части выводов
Старайтесь работать быстро, чтобы не перегреть чувствительные компоненты. Используйте минимально необходимое количество припоя.

Распространенные ошибки начинающих при пайке
Новички часто допускают следующие ошибки при пайке:
- Использование слишком мощного паяльника
- Недостаточный или избыточный прогрев места пайки
- Применение грязного или окисленного припоя
- Использование канцелярского флюса вместо паяльного
- Образование «холодной пайки» из-за преждевременного отвода паяльника
- Создание перемычек припоем между дорожками платы
Избежать этих ошибок поможет внимательность, аккуратность и соблюдение правильной техники пайки.
Выбор припоя и флюса для пайки
От правильного выбора припоя и флюса во многом зависит качество пайки. Рассмотрим основные виды этих материалов:
Припои
- Оловянно-свинцовые (ПОС-61, ПОС-63) — классические припои с низкой температурой плавления
- Бессвинцовые (SAC305, SN100C) — экологичные припои, требуют более высокой температуры
- Легкоплавкие (сплав Розе, сплав Вуда) — для пайки чувствительных к нагреву деталей
Флюсы
- Канифоль — универсальный натуральный флюс
- Паяльные пасты — удобны в применении, содержат активаторы
- Активированные флюсы — для пайки окисленных поверхностей
- Безотмывочные флюсы — не требуют удаления остатков после пайки
Для большинства бытовых задач подойдет припой ПОС-61 и канифоль в качестве флюса.

Техника безопасности при пайке
Пайка связана с высокими температурами и вредными испарениями, поэтому важно соблюдать следующие правила безопасности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки
- Не прикасайтесь к нагретым частям паяльника
- Держите паяльник только за ручку
- Кладите горячий паяльник только на специальную подставку
- Не оставляйте включенный паяльник без присмотра
- После работы тщательно мойте руки с мылом
Соблюдение этих простых правил поможет избежать ожогов и отравления парами флюса и припоя.
Как выбрать паяльник для домашнего использования
Для большинства домашних задач подойдет простой паяльник со следующими характеристиками:
- Мощность 30-60 Вт
- Керамический или медный нагревательный элемент
- Сменное жало
- Удобная эргономичная ручка
- Подставка в комплекте
Более продвинутый вариант — паяльная станция с регулировкой температуры. Она обеспечивает более точный контроль нагрева и подходит для работы с чувствительными компонентами.
Ключевые параметры при выборе паяльника:
- Мощность — определяет скорость нагрева и максимальную температуру
- Форма и размер жала — влияет на точность работы
- Материал жала — от него зависит долговечность инструмента
- Наличие регулировки температуры — расширяет возможности применения
Для начинающих оптимальным выбором станет недорогой паяльник мощностью 40-50 Вт с керамическим нагревателем и сменным жалом.
Как правильно паять паяльником с канифолью и оловом
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Содержание:
- 1 Особенности
- 2 Рабочий процесс
- 3 Чистка
- 4 Пайка труб
- 5 Пайка проводов
- 6 Пайка
В быту очень полезно знание, как паять паяльником. Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.
Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:
- В первую очередь удалите с поверхности загрязнения. Для этого воспользуйтесь наждачной бумагой.
Обезжирьте нужный участок бензином либо ацетоном. - После прогревания инструмента его конец покрывают канифолью. Следующий шаг – лужение. Припой необходимо растереть с помощью деревянного бруска. Поверхность после выполнения процедуры приобретает оттенок серебра.
- Далее припой нагревают до того момента, пока будет достигнута оптимальная температура. Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки.
- Кисточку смачивают в спирте, затем удаляют ей излишки канифоли.
- Пайка должна происходить за один раз, если количество процедур увеличить, это негативно скажется на качестве выполненной работы. Припой приобретет серый цвет (так как произойдет окисление). При прикосновении жалом детали фиксируются для создания прочного соединения без микротрещин.
- Для более качественного спаивания используют флюс, специальную жидкость, которая помогает очистить поверхность перед пайкой.
 Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.
Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.
Если вы работаете с таким металлом, как алюминий, стоит знать его характеристики. Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают. Место контакта должно быть закрыто.
Рабочий процесс
Своеобразным соединителем двух компонентов называют пайку. Ее основная роль заключается в создании достаточно прочного соединения.
Припой является сплавом металлов, который можно разделить на две большие группы. Мягкие припои характеризуют температуру плавления до 300 градусов, данный тип используется в электронике.
Следующая разновидность припоя – твердая группа, в которой температура плавления превышает 300 градусов. Этот тип активно применяют для надежного соединения металлов.
Этот тип активно применяют для надежного соединения металлов.
Последовательность действий пайки следующая:
- предварительно проводят очищение поверхности от коррозии либо от любого другого рода загрязнений;
- следующим шагом является полное очищение до приобретения характерного блеска. Не должны быть видны следы окислов;
- для покрытия используют флюс, который удаляет остатки окислов, минимизируют появления окисления поверхности. Оптимальным выбором в этом случае послужат флюс-пасты. Жидкие либо твердые флюсы не подойдут;
- мастер проводит лужение. Припой наносят на определенный участок поверхности в расплавленном виде, после чего он ровным тоном растекается;
- с помощью скрутки и сжатия пинцетом или струбцинкой соединяются основные детали;
- проводится повторная процедура нанесения флюса. Это необходимо для минимизации риска окисления припоя под высокой температурой;
- вместе с прогревом наносится припой;
- важно также отметить, что при использовании инструмента с луженым жалом его нужно очистить с помощью неактивного флюса.
 Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
Чистка
Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка.
Первая ступень касается использования губки-путанки из металлической ленты.
Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
Пайка труб
Исходя из технологических особенностей проведения данной процедуры, применяют мастера такие этапы действий:
- В первую очередь необходимо подготовить инструмент.
 Речь идет о его разогреве до оптимальной температуры. Весомое значение имеет также температурный режим в помещении. Ведь если жаркая погода, тогда время сокращается. Во время холодной поры года, например, продолжительность пайки увеличивается.
Речь идет о его разогреве до оптимальной температуры. Весомое значение имеет также температурный режим в помещении. Ведь если жаркая погода, тогда время сокращается. Во время холодной поры года, например, продолжительность пайки увеличивается.
- Следующий этап касается подготовки трубы. Труборезом необходимо обрезать трубу под прямым углом. Заменить инструмент можно специальными ножницами. Участок среза стоит очистить, затем обезжирить.
- Детали должны быть сухими.
- Следующий этап касается пайки. Элементы соединяются, таким образом, надежно друг с другом. После выполнения процедуры необходимо подождать, пока детали охладятся.
Процедуру можно выполнить самостоятельно. Если вы не можете выполнить процедуру, тогда лучше всего использовать услуги специалиста. Лучше всего проделать сначала пайку первого элемента. Нужно остудить и разрезать деталь для того чтобы проверить качество выполнения. При наличии ошибок это будет заметно. В процессе проведения монтажных работ, либо во время ремонта трубопроводов это умение пригодится.

Пайка проводов
Наиболее распространенный вопрос касается того, как правильно паять паяльником. Нужно концы проводов освободить для начала от изоляции с помощью ножа, либо кусачек. Параметры жил должны соответствовать размерам деталей. Лучше всего, когда паяльник не слишком большой, тогда соседние участки в процессе не будут повреждены. Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Если вы занимаетесь пайкой многожильного провода, тогда нужно его скрутить, затем залудить. Процедура происходит следующим образом. Провод опускают в ванночку с канифолью. Каплей припоя мастер проводит по поверхности медных жил. Покрытие должно быть равномерным, покрывать все стороны. Излишки канифоли удаляют.
Относят к слабым сплавам припой. Он характеризуется низкой надежностью, ведь под воздействием небольших нагрузок повреждается. В процессе на провода наносят канифоль, после этого — припой. Время прогревания скрутки составляет 2–3 секунды.
Время прогревания скрутки составляет 2–3 секунды.
Если речь идет об одножильных проводах, то их сначала зачищают до приобретения блеска, затем окунают в канифоль. Соединение занимает примерно 3–5 секунд. Затем на оголенный провод надевают трубку термоусадочного типа большого диаметра. Выполнение этой процедуры обеспечит высокий уровень изоляции.
Специалисты рекомендуют при быстром остывании использовать обыкновенную зажигалку.
Пайка
Задавая вопрос касательно того, как правильно паять паяльником микрочипы, такую работу лучше доверить специалисту. Ведь работа сама по себе достаточно щепетильная, требует опыта и определенного мастерства.
Для правильной пайки необходимо уделить время подготовки деталей, необходимых в процессе инструментов. Ознакомьтесь с теоретическим аспектом, после чего закрепляйте знания на практике.
Необходимо помнить о защите флюсом слоя расплавленного припоя. Весомое значение имеет также выполняемая вами операция. Отталкиваясь от этого нужно подбирать прибор соответственной мощности и с подходящей формой жала.
Соблюдая основные правила пользования прибором и рекомендации специалистов, вы сможете соединить детали правильным образом, благодаря чему пайка прослужит действительно долго.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Как правильно паять и что нужно для профессиональной пайки —
Процесс ремонта электроники без сомнений требует множества различных навыков и глубокого понимания теоретических основ функционирования приборов. Но единственным звеном, объединяющим ремонтные работы практически любой техники, является процесс пайки. Данная технология скрепления металлов известна человечеству с давних времен. Следы пайки находят в местах обитания древних римлян, в древнеегипетских и даже вавилонских гробницах. И хотя с тех пор много чего изменилось: от используемых инструментов и припоев до самой техники выполнения манипуляции — принципиальная суть скрепления металлов путем их спаивания осталась неизменной. В данной статье мы поэтапно разберем основы этого процесса, рассмотрим основные необходимые инструменты и расходные материалы, а также ознакомимся с конкретными примерами пайки плат, проводов и мелких аксессуаров.
Следы пайки находят в местах обитания древних римлян, в древнеегипетских и даже вавилонских гробницах. И хотя с тех пор много чего изменилось: от используемых инструментов и припоев до самой техники выполнения манипуляции — принципиальная суть скрепления металлов путем их спаивания осталась неизменной. В данной статье мы поэтапно разберем основы этого процесса, рассмотрим основные необходимые инструменты и расходные материалы, а также ознакомимся с конкретными примерами пайки плат, проводов и мелких аксессуаров.
Необходимое оборудование и расходные материалы для качественной пайки
В первую очередь, перед тем как приступить к заветному процессу, необходимо убедиться в наличии всего необходимого. Требуемый минимум для новичка, чтобы начать паять, выглядит следующим образом:
- паяльник или паяльная станция;
- флюс;
- припой;
- лента для снятия припоя.
Разберем же все по порядку!
Паяльники
На сегодняшний день выбор паяльников на рынке столь велик, что даже опытному мастеру порой с трудом удается разобраться в широком ассортименте предлагаемых товаров.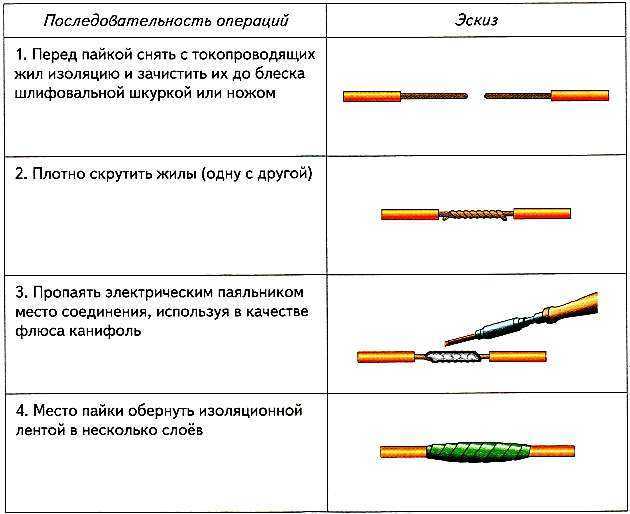 Основную информацию о качестве и долговечности конкретного паяльника вы сможете без труда отыскать в интернете, но при этом стоит помнить, что основная характеристика паяльника — это его мощность. Этот показатель напрямую определяет не только потребляемую устройством энергию, но и сферу его применения. В целом, по этому критерию паяльники делятся на три группы:
Основную информацию о качестве и долговечности конкретного паяльника вы сможете без труда отыскать в интернете, но при этом стоит помнить, что основная характеристика паяльника — это его мощность. Этот показатель напрямую определяет не только потребляемую устройством энергию, но и сферу его применения. В целом, по этому критерию паяльники делятся на три группы:
- невысокой мощности (30-50 Вт) — отлично подходят для пайки радиодеталей, плат и других мелких деталей;
- средней мощности (60-70 Вт) — это универсальные приборы, которые в умелых руках можно использовать практически для любых целей;
- высокомощные (80-100 и больше Вт) — это серьезные устройства, предназначенные для массивных деталей и толстых проводов.
Помните, что вне зависимости от мощности паяльника вы можете выбрать прибор с регулировкой температуры, что позволит вам самостоятельно выбирать область применения устройства: от работы с бессвинцовыми припоями до пайки проводов или микросхем.
Паяльная станция
Сравнительно с обычным паяльником, это устройство намного удобнее и зачастую эффективнее в использовании ввиду своей сложности и многокомпонентности строения. Паяльные станции в среднем имеют мощность 30-80 Вт, а также оснащены терморегуляторами, различными держателями, вакуумными приборами вроде оловоотсоса, термофеном и т.д. В умелых руках даже простенькая паяльная станция способна творить чудеса ремонтных работ. Но если же вы планирует осуществлять несложные манипуляции или не уверены в регулярности использования этого прибора, то возможно лучше будет обойтись простым паяльником.
Припой
Все припои можно разделить на две больших группы:
- свинцовые;
- бессвинцовые.
Сегодня почти вся техника и электроника функционирует на бессвинцовых припоях, ведь, как известно, свинец, являясь тяжелым металлом, токсичным для человеческого организма, может приводить к серьезным заболеваниям. К тому же доподлинно известно, что теоретически бессвинцовые припои способны обеспечить более прочное соединение, хоть это почти не заметно на практике. В этом месте возникает справедливый вопрос — зачем же тогда вообще нужны припои с примесью свинца? Все просто: свинцовые припои имеют более низкую температуру плавления, что делает их более простыми в использовании. Другими словами, новичку будет довольно сложно работать с припоем без содержания свинца. К тому же, бессвинцовые припои приобрели повсеместную распространенность не так давно, поэтому большинство мастеров по всему миру предпочитают использовать классические свинцовые припои и сплавы, проверенные временем. Температура плавления большинства популярных оловянно-свинцовых припоев колеблется в диапазоне от 180 до 190 °C, что делает их очень удобными для работы даже со “слабым” паяльником.
К тому же доподлинно известно, что теоретически бессвинцовые припои способны обеспечить более прочное соединение, хоть это почти не заметно на практике. В этом месте возникает справедливый вопрос — зачем же тогда вообще нужны припои с примесью свинца? Все просто: свинцовые припои имеют более низкую температуру плавления, что делает их более простыми в использовании. Другими словами, новичку будет довольно сложно работать с припоем без содержания свинца. К тому же, бессвинцовые припои приобрели повсеместную распространенность не так давно, поэтому большинство мастеров по всему миру предпочитают использовать классические свинцовые припои и сплавы, проверенные временем. Температура плавления большинства популярных оловянно-свинцовых припоев колеблется в диапазоне от 180 до 190 °C, что делает их очень удобными для работы даже со “слабым” паяльником.
Стоит отдельно сказать несколько слов о популярном, даже не побоюсь этого слова, легендарном сплаве Розе. Это легкоплавкий припой, с которыми работают при температурах 90-100 °C. Основная сфера его использования — радиоэлектроника. Его применяют для пайки самых мелких компонентов плат, которые крайне чувствительны к перегреву. Кроме того, этот сплав отлично подходит для лужения контактов.
Основная сфера его использования — радиоэлектроника. Его применяют для пайки самых мелких компонентов плат, которые крайне чувствительны к перегреву. Кроме того, этот сплав отлично подходит для лужения контактов.
Флюсы
Одним из основных правил успешной пайки является использование флюса. Как правило, он уже входит в состав многих классических припоев. И тем не менее, флюс рекомендуют использовать отдельно для удаления оксидной пленки со спаиваемых поверхностей. Благодаря этому можно достичь равномерного распределения припоя по всей площади и облегчить процесс лужения.
По характеристикам флюсы разделяют на:
- Нейтральные флюсы — не требуют смывания после использования, продаются в виде пасты или жидкости;
- среднеактивные флюсы — также в большинстве своем не требуют смывания, так как проявляют свои активные свойства лишь на пике температур, постепенно утрачивая их при охлаждении до комнатной температуры, а также обладают стойким антикоррозийным эффектом;
- активные — флюсы, используемые для пайки металлов, которые с трудом поддаются лужению (алюминий, нержавейка и пр.
 ) Стоит использовать эти вещества с предельной осторожностью, ведь обладая высокими реакционными способностями, они способны нанести вред как человеку, так и окружающим предметам быта. И помните, что работать с такими веществами необходимо лишь в помещениях с хорошей вентиляцией и циркуляцией воздуха, ведь они имеют не только резкий запах, но также являются токсичными.
) Стоит использовать эти вещества с предельной осторожностью, ведь обладая высокими реакционными способностями, они способны нанести вред как человеку, так и окружающим предметам быта. И помните, что работать с такими веществами необходимо лишь в помещениях с хорошей вентиляцией и циркуляцией воздуха, ведь они имеют не только резкий запах, но также являются токсичными.
Отдельно стоит упомянуть про канифоль. Пожалуй, это самый популярный и распространенный флюс. Являясь отличным диэлектриком, канифоль не требует смывания. К тому же, на основе этого вещества изготавливаются почти все популярные флюсы. Это можете сделать и вы. Достаточно измельчить канифоль до состояния порошка и залить этиловым спиртом в количественном соотношении 2:3. Приготовив такой раствор, вы сможете использовать его вместо дорогих флюсов, нанося на место пайки и получать отличный результат.
Смывать же флюсы при необходимости можно как обычным спиртом, так и специальными “смывками” или очистителями для плат. Для этого необходимо смочить старую зубную щетку одним из вышеупомянутых растворов и плавными движениями пройтись по очищаемой поверхности. Главное не переусердствовать с механическим давлением, потому что в таком случае придется запаивать детали заново. В отдельных случаях для смывания флюса можно использовать некоторые растворители или ацетон.
Для этого необходимо смочить старую зубную щетку одним из вышеупомянутых растворов и плавными движениями пройтись по очищаемой поверхности. Главное не переусердствовать с механическим давлением, потому что в таком случае придется запаивать детали заново. В отдельных случаях для смывания флюса можно использовать некоторые растворители или ацетон.
Лента для снятия припоя
Это изделие отлично подойдет для новичков, которые еще не научились рассчитывать необходимое количество припоя. С помощью такой оплетки можно с легкостью убрать его остатки. Это медная лента, состоящая из множества сплетенных, пропитанных флюсом проводков.
Для использования необходимо приложить изделие к зоне пайки и нагреть жалом паяльника так, чтобы припой под оплеткой расплавился. Далее лента как губка впитает весь лишний припой, оставив на спаиваемых поверхностях лишь необходимое его количество. Согласитесь, это очень удобно!
Дополнительные приспособления для процесса пайки
Для комфортной и успешной пайки вам обязательно понадобятся:
- подставка для паяльника;
- “третья рука”;
- очиститель жала;
- прочие инструменты.

Подставка
Не нужно недооценивать роль этого приспособления. В целях соблюдения правил техники безопасности и для комфортности процесса, паяльник должен иметь четкое место на столе и быть надежно фиксирован, когда он не находится у вас в руках. Это поможет сохранить в целостности не только стол, но и убережет вас от неприятных ожогов.
“Третья рука”
Такое название этого вспомогательного инструмента вполне оправдано, ведь он и вправду выполняет именно эту функцию. В разных комплектациях “третья рука” может состоять как из обычного штатива с зажимами для фиксации спаиваемых поверхностей, так и из дополнительных приблуд вроде увеличительного стекла и пр.
Очиститель жала
Нужно понимать, что во время пайки наконечник паяльника непрерывно окисляется и на нем образуется тонкая пленка, препятствующая теплопередаче и адгезии припоя. Бороться с этим явлением достаточно просто — нужно периодически использовать очиститель для жала, который удаляет упомянутый налет механическим путем. Для этих целей часто используются целлюлозные губки или специальная стружка. Необходимо просто погрузить паяльник внутрь и очистить жало от налета возвратно-поступательными и вращательными движениями. Это также может помочь удалить лишний припой.
Для этих целей часто используются целлюлозные губки или специальная стружка. Необходимо просто погрузить паяльник внутрь и очистить жало от налета возвратно-поступательными и вращательными движениями. Это также может помочь удалить лишний припой.
Отдельно стоит сказать про никелевые жала паяльников. Одна из их отличительных особенностей — невозможность очистки механическим путем. Поэтому для удаления нагара и оксидной пленки используются так называемые “активаторы паяльного жала”. Это специальная смесь, которая на химическом уровне растворяет ненужные вещества, оставляя жало паяльника чистым и готовым к работе.
Прочий инструмент
Разумеется, что в процессе пайки не обойтись без минимального набора ручных вспомогательных инструментов. К ним относятся:
- кусачки;
- пинцеты;
- зажимы, держатели, щетки и пр.
Из пинцетов вам понадобятся прямые инструменты, а также изделия с изогнутым концом. С их помощью удобно работать с мелкими деталями, производить демонтаж компонентов плат и паять тонкие провода. Кроме того, обратите внимание на наличие в ассортименте специальных антистатических пинцетов, которые помогут обращаться с деталями, чувствительными к статическому электричеству.
Кроме того, обратите внимание на наличие в ассортименте специальных антистатических пинцетов, которые помогут обращаться с деталями, чувствительными к статическому электричеству.
Кусачки помогут разобраться с неровными концами и сечением проводов, а также имеют широкое применение в быту. Наличие этого инструмента обязательно, если вы планируете много работать с проводами.
Как залудить жало паяльника?
Итак, если вы уже имеете в наличии весь необходимый арсенал инструментов и ни разу не использовали ваш паяльник, то начать однозначно необходимо с процесса лужения жала. При этом, если вы используете медные паяльники без никелевого покрытия, то вы также можете придать жалу необходимую вам форму, воспользовавшись абразивными материалами. Зачастую мастера предпочитают конусообразную форму жала, а также односторонний или двусторонний срез. Жало же с никелевым покрытием не предназначено для изменения формы, поскольку это чревато потерей никелевого напыления, что фактически приведет паяльник к негодность.
Непосредственный же процесс залуживания жал не отличается как для медного, так и для никелевого наконечника. Необходимо хорошо разогреть инструмент, после чего погрузить его в канифоль и обильно покрыть припоем. При этом олово покроет кончик, равномерно распределившись по всей поверхности жала. Это поможет адгезии припоя при каждом последующем процессе пайки, а также убережет наконечник от лишнего окисления. Не забывайте очищать жало после каждой завершенной пайки, удаляя остатки припоя. Это поможет сохранить паяльник в функциональном состоянии дольше, а также сделает процесс пайки более комфортным.
Как правильно паять?
После того, как весь набор необходимых инструментов готов и жало залужено, можно переходить к непосредственному процессу пайки. Для этого в первую очередь необходимо подготовить спаиваемые детали. Необходимо удалить с их поверхности загрязнение, налеты, коррозии и прочие нежелательные слои, вроде жирового слоя, которые будут препятствовать адгезии спаиваемых элементов. Это можно сделать механически, а также использовав специальные растворители, технический спирт и антикоррозионные жидкости. После этого наконец можно переходить непосредственно к процессу пайки!
Это можно сделать механически, а также использовав специальные растворители, технический спирт и антикоррозионные жидкости. После этого наконец можно переходить непосредственно к процессу пайки!
В первую очередь необходимо позаботиться о надежной фиксации спаиваемых деталей. Далее необходимо покрыть их поверхность флюсом. Обратите внимание, что его нужно совсем немного, ведь тут главное не переборщить. После этого можно переходить к нанесению припоя. В этом деле есть два принципиально разных подхода:
- нанесение припоя на жало паяльника;
- нанесение припоя на спаиваемые поверхности деталей.
Оба этих метода имеют как свои достоинства, так и недостатки. В конечном итоге каждый мастер с опытом сам вырабатывает для себя более предпочтительную технику или же пользуется обеими сразу в зависимости от конкретной ситуации.
Обратите внимание, что для качественной пайки необходимо подбирать правильную температуру жала, которая обеспечит необходимую консистенцию припоя. Одним из признаков неправильно подобранной температуры является то, что в процессе остывания припой становится матовым, зернистым или недостаточно текучим при нагреве. Запомните, что холодная пайка ведет к образованию некачественных и нестойких швов. Пайка же слишком сильно нагретым жалом также ведет к ряду неприятных последствий вроде чрезмерного окисления припоя, плохой его адгезии и пр. Именно поэтому так важно грамотно подобрать рабочую температуру для конкретного припоя. Это позволит как упростить сам процесс скрепления деталей, так и гарантирует долговечность и прочность такого шва.
Одним из признаков неправильно подобранной температуры является то, что в процессе остывания припой становится матовым, зернистым или недостаточно текучим при нагреве. Запомните, что холодная пайка ведет к образованию некачественных и нестойких швов. Пайка же слишком сильно нагретым жалом также ведет к ряду неприятных последствий вроде чрезмерного окисления припоя, плохой его адгезии и пр. Именно поэтому так важно грамотно подобрать рабочую температуру для конкретного припоя. Это позволит как упростить сам процесс скрепления деталей, так и гарантирует долговечность и прочность такого шва.
Кроме этого, в процессе пайки необходимо обращать внимание на количество припоя и на время контакта раскаленного жала с деталью. Количество припоя выбирается мастером на глаз, но его не должно быть слишком много, чтобы он не растекался по всей поверхности платы и не создавал наличие ненужных контактов между элементами. Слишком малое же количество олова попросту не заполнит все микрощели между спаиваемыми поверхностями, что повлечет к образованию менее стойкого и долговечного шва. Кроме того, не стоит долго держать раскаленный инструмент в зоне пайки. Обычно достаточно нескольких секунд или даже меньше. В противном случае, это грозит перегревом и нарушением функциональности спаиваемых элементов, вплоть до полного их разрушения. Отдельно обратите внимание, что в радиотехнике существует ряд так называемых “термочувствительных” элементов, для работы с которыми скорее всего понадобится отдельный паяльник и припои с низкими температурами плавления.
Кроме того, не стоит долго держать раскаленный инструмент в зоне пайки. Обычно достаточно нескольких секунд или даже меньше. В противном случае, это грозит перегревом и нарушением функциональности спаиваемых элементов, вплоть до полного их разрушения. Отдельно обратите внимание, что в радиотехнике существует ряд так называемых “термочувствительных” элементов, для работы с которыми скорее всего понадобится отдельный паяльник и припои с низкими температурами плавления.
Как правильно паять провода?
Пожалуй, провода являются самой распространенной из спаиваемых деталей. Чтобы выполнить этот процесс качественно и обеспечить надежное скрепление и проведение сигнала, необходимо:
- удалить изоляционный слой с проводов, воспользовавшись кусачками или простым ножом;
- очистить концы проводов от грязи, жира и налетов, используя описанные выше методы;
- предварительно соединить провода между собой, скрутив их последовательно или параллельно;
- покрыть поверхность провода, которая будет паяться, тонким слоем флюса;
- нанести припой и убедиться, что он равномерно распределился по спаиваемой поверхности, заполнив все пространства и щели;
- после остывания припоя покрыть место скрепления изолентой или термоусадкой.
Выполнив все эти пункты последовательно, вы непременно добьетесь прочного и стойкого соединения, которое будет отлично выполнять свои функции. И помните, что если вы хотите припаять провода к элементам платы, то для этого необходимо предварительно залудить концы проводов.
Пайка радиокомпонентов
После пайки проводов, это является, пожалуй, наиболее распространенной сферой пайки. Рассмотрим же техники, используемые для пайки разных типов радиокомпонентов на плату.
Резисторы, конденсаторы и диоды с выводами
В целом процесс работы с вышеперечисленными деталями довольно прост, но требует определенной синергии в работе паяльником и вспомогательным инструментом, находящимся в противоположной руке, а также немного опыта и сноровки. Обычно эти элементы имеют два вывода, проще говоря — две ножки, впаянные в плату. Чтобы выпаять такую деталь из платы, необходимо лишь поочередно подогревать припой на каждой ножке, одновременно вытягивая резистор с противоположной стороны платы. После извлечения компонента нужно удалить оставшийся припой из отверстий на плате. Это можно сделать как при помощи паяльника, так и механически обычной зубочисткой.
После извлечения компонента нужно удалить оставшийся припой из отверстий на плате. Это можно сделать как при помощи паяльника, так и механически обычной зубочисткой.
Пайка же нового компонента платы еще более простое задание. Для этого нужно:
- нанести немного флюса на отверстие в плате;
- вставить ножки детали в отверстия и надежно зафиксировать их пальцами;
- нанести немного расплавленного припоя так, чтобы он заполнил место в отверстиях и вытек небольшим бугорком на тыльной стороне платы;
- обрезаем контакты детали, если они оказались слишком длинными и мешают всей конструкции в целом;
- удаляем остатки флюса.
Вот и все, на этом пайка простых элементов может считаться оконченной.
Где приобрести все необходимое для пайки в Украине?
Ну конечно же в интернет-магазине “GSM-Комплект”. Наш ассортимент доступных товаров позволит вам выбрать и приобрести все необходимые инструменты и расходные материалы, перечисленные в данной статье, а быстрая доставка по Украине не заставит вас долго ждать. Помните, что при условии оформления заявки до 16:00 текущего дня, мы обязуемся отправить вам необходимые товары уже сегодня.
Помните, что при условии оформления заявки до 16:00 текущего дня, мы обязуемся отправить вам необходимые товары уже сегодня.
Демократичные рыночные цены, высокое качество товара и множество отличных отзывов о нашей продукции непременно станут отличным подспорьем для построения долгих и продуктивных деловых взаимоотношений, а четкие условия гарантии позволят вам вернуть неподошедший прибор, получив денежные средства обратно. Подробнее об условиях гарантии читайте в соответствующем разделе нашего сайта. Поэтому, если вы стремитесь создать собственную домашнюю мастерскую по ремонту мобильных телефонов, но не знаете, где приобрести все необходимое — вы уже оказались в нужном месте! Просто выбирайте подошедшие товары из списка, оформляйте заказ и ожидайте прибытия посылки уже на следующий день!
Выбор правильной температуры пайки и железа | reichelt.com|Выбор правильной температуры пайки и утюга
При пайке уделение надлежащего времени подготовке может предотвратить ошибки, которые легко могут стать опасными для здоровья. Вот почему выбор правильной температуры пайки и выбор паяльника должны быть тщательно продуманы.
Вот почему выбор правильной температуры пайки и выбор паяльника должны быть тщательно продуманы.
Температура плавления припоя в основном зависит от состава сплава. Свинцовые припои обычно плавятся при температуре от 180 до 190°С.0005 0 С (см. табл. 1). Некоторые «эвтектические» сплавы даже имеют точную температуру плавления. Однако в коммерческом секторе использование свинцовых припоев было широко запрещено с 2006 года, поскольку свинец токсичен, накапливается в организме в течение длительного периода времени и выводится очень медленно. В зависимости от количества свинца интоксикация может вызвать головные боли, усталость, исхудание и бесплодие, а также дефекты образования клеток крови, нервной и мышечной ткани. Таким образом, при пайке свинцовыми сплавами очень важно обеспечить хорошую вентиляцию и по возможности удалять паяльный дым.
Бессвинцовые сплавы имеют более высокую температуру плавления
Однако у большинства бессвинцовых припоев есть обратная сторона плавления только от 217 0 C и выше.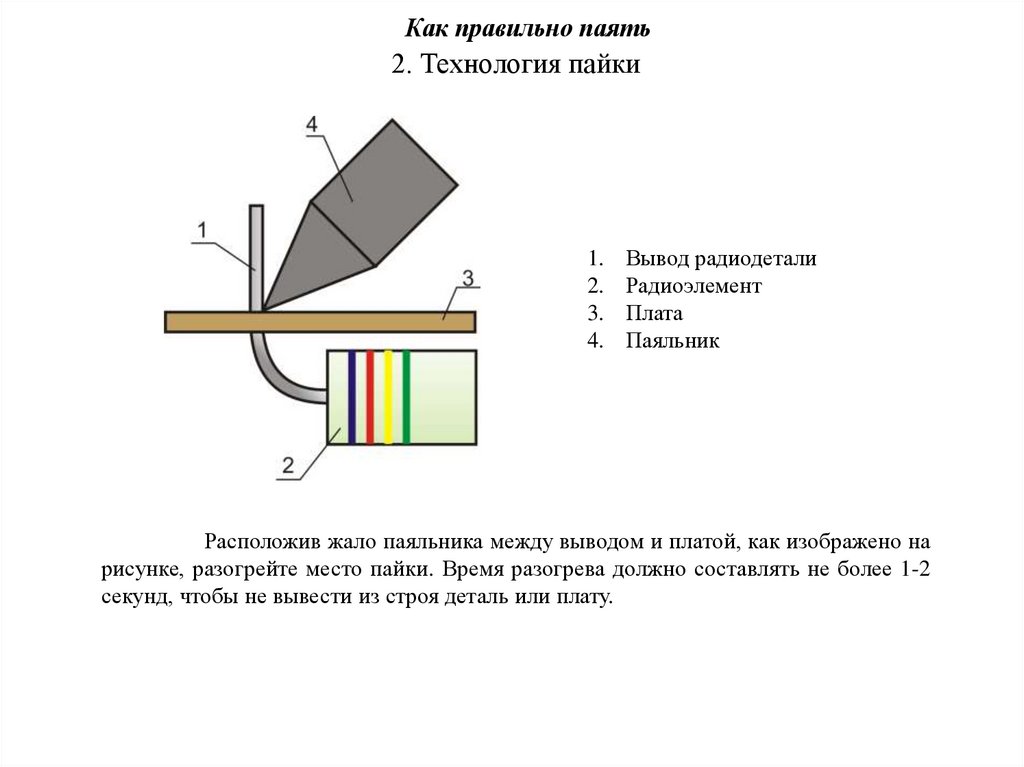 Это означает, что паяльник должен иметь гораздо более высокую тепловую мощность. И чем горячее кончик утюга, тем выше риск обжечь пальцы, если не соблюдать осторожность. Кроме того, если вы слишком долго держите наконечник утюга в одном месте, вы можете намного быстрее перегреть компоненты. Таким образом, использование бессвинцового припоя требует значительно большего опыта обращения с паяльным оборудованием.
Это означает, что паяльник должен иметь гораздо более высокую тепловую мощность. И чем горячее кончик утюга, тем выше риск обжечь пальцы, если не соблюдать осторожность. Кроме того, если вы слишком долго держите наконечник утюга в одном месте, вы можете намного быстрее перегреть компоненты. Таким образом, использование бессвинцового припоя требует значительно большего опыта обращения с паяльным оборудованием.
Домашние строители должны рассмотреть возможность использования свинцового или бессвинцового припоя в зависимости от области применения. Для небольших работ или случайной пайки компонентов свинцовый припой действительно может подойти.
Флюсы облегчают процесс пайки
Припой обычно также содержит следы флюса, который помогает припою легче смачивать детали. В зависимости от производителя флюс изготавливается на основе канифоли или синтетических смол. Современные рецептуры флюса на основе синтетической смолы (например, «Clear» от FELDER) выделяют лишь небольшое количество выделяющихся газов, обеспечивают очень быстрое смачивание и не образуют брызг, которые могут легко прилипнуть к печатным платам и компонентам или обжечь руки пользователя. Более того, они оставляют только прозрачные остатки, что улучшает внешний вид печатной платы.
Более того, они оставляют только прозрачные остатки, что улучшает внешний вид печатной платы.
Какой паяльник выбрать?
Ассортимент паяльников огромен, и один взгляд на наш выбор паяльных станций, несомненно, подтвердит это. Но какой паяльник лучше всего подходит для каких целей? Выбор зависит в первую очередь от размеров заготовок и стыков, так как они заранее определяют размер железного наконечника и требуемую теплоотдачу. Например, производитель паяльного оборудования Weller предлагает пять категорий размеров для своего онлайн-селектора инструментов:
– XS для очень маленьких компонентов (0,2–1,25 мм)
– S для мелких компонентов (0,8–1,6 мм)
– M для компонентов среднего размера и карданных шарниров (1–3 мм)
– L для крупных компонентов (высокая массовая пайка)
– и XL для очень больших компонентов (большая масса и пайка экранов)
С другой стороны, паяльники также можно классифицировать по их мощности, а затем соответственно подбирать для различных применений:
– Железные иглы с Мощность 5-15 Вт (для SMD-компонентов и тонких проводов)
– Тонкие паяльники мощностью 15–30 Вт (для типичных электронных приложений)
– Универсальные паяльники мощностью 30–60 Вт (например, для кабелей)
– Терморегулируемые паяльники мощностью 30–60 Вт
– Большие паяльники с прочим до 60 Вт (для пайки и выпайки экранов)
Подробнее здесь.
Защита от электростатического разряда – обязательно для чувствительных компонентов
Непрерывная миниатюризация электроники приводит к появлению все большего числа компонентов, чувствительных к внешнему напряжению и току. Даже небольшой электрический разряд может повредить некоторые детали. Включение или выключение неонового освещения может вызвать всплески напряжения до 30 В на защитном заземлении электросети, что достаточно для повреждения электроники, чувствительной к электростатическому разряду.
Работа с такими чувствительными печатными платами и компонентами требует особой осторожности, чтобы не произошло разряда из-за разного электрического потенциала между соединением, паяльником и пользователем. Выравнивание потенциалов чрезвычайно полезно. Он начинается с оснащения вашего рабочего места антистатическим ковриком (включая клемму заземления) и использования антистатического браслета (желательно со спиральным шнуром). Само собой, жало и адаптер питания паяльника также должны быть заземлены и иметь такой же потенциал, как и поверхность рабочей станции. Использование специальных антистатических паяльников — еще один хороший способ предотвратить повреждение от электростатического разряда.
Само собой, жало и адаптер питания паяльника также должны быть заземлены и иметь такой же потенциал, как и поверхность рабочей станции. Использование специальных антистатических паяльников — еще один хороший способ предотвратить повреждение от электростатического разряда.
599
https://www.reichelt.com/gb/en/Soldering-Irons-WELLER/SP-40N/3/index.html?ACTION=3;ARTICLE=60392;SEARCH=ESD%20SERVICEKIT
Паяльник для тяжелых условий эксплуатации, 150 Вт, 3/8 дюйма
Обзор продукта
Сверхмощные утюги American Beauty идеально подходят для тяжелых паяльных работ и производственной среды. Созданные путем компрессионной намотки специального никель-хромового нагревательного сплава на стальную катушку, все элементы демонстрируют непревзойденную теплоемкость и выдающуюся долговечность. Защитные кожухи, вырезанные из цельного стального блока, усилены многократными термообработками и прецизионной пайкой для обеспечения оптимальной прочности и эффективности.
Особенности и преимущества
Никель-хромовые компрессионные нагревательные элементы зарекомендовали себя как самые надежные нагревательные элементы для поддержания температуры пайки в производственных условиях.
Бессвинцовые паяльные жала Paragon Iron-Clad неизменно превосходят обычные паяльные жала во много раз. Конструкция наконечника в виде вилки обеспечивает превосходную теплопередачу и легкую очистку.
Ручка из твердой древесины обладает превосходными тепло- и электроизоляционными свойствами и долговечностью.
Модульная конструкция
Запасные части
В качестве замены модели 3138-150, представленной на этой странице, можно использовать следующие продукты:
| Модель | Название продукта | Цена | |||
|---|---|---|---|---|---|
| 3919 | Ручка замены/шнур для тяжелых утюгов | $ 28,00 | Добавить в корзину | 90953933 | Элемент | 3933 | . | Паяльное жало ромбовидного типа | 18,00 $ | Добавить в корзину |
| 9273-150 | Сменный 150-ваттный компрессионный нагревательный элемент | 68,00 $ | Добавить в корзину |
Аксессуары
Следующие продукты можно использовать в качестве принадлежностей для модели 3138-150, представленной на этой странице:
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 43C | Паяльное жало в виде стамески | 18,00 $ | В корзину |
| 43S | Стиль в стиле отвертки | $ 18,00 | Добавить в корзину |
| CS-ABKIT | Набор для технического обслуживания паяль. | ||
| V3700 | Контроллер напряжения для тяжелых утюгов и кастрюль | 169,00 $ | В корзину |
Похожие продукты
Следующие продукты относятся к модели 3138-150 (аналогичная модель, но другие характеристики и т.
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 3138-100 | 100 Вт, 3/8 «Тяжелая паяльница | $ 158,00 | Добавить в корзину |
| 3138-130 | 1309 WATT, | ||
| 3138-130 | 130 WATT. Утюг | 158,00 $ | Добавить в корзину |
| 3138X-175 | 175 Вт, 3/8″ Паяльник для тяжелых условий эксплуатации | 168,00 $ | Добавить в корзину |
Приложения
Пользователи этого продукта заявляют, что они используют его для нескольких работ, которые включают, но не ограничиваются:
- Пайка витражей
- Пайка РЧ-разъемов, PL-259
- Пайка при сборке мониторов тока
- Пайка жгуты проводов в кабинете МРТ
- Ремонт отверстий в металлическом листе
- Нагревательные вставки для размещения в пластиковых прототипах
- Пайка концов ВЧ-катушек
Видео
Замена шнура на промышленном паяльнике American Beauty
Замена нагревательного элемента промышленного паяльника American Beauty
Надлежащее обслуживание паяльника
Технические характеристики
| Tip Diameter | .375 in |
| Standard Tip Style | Diamond |
| Wattage | 150 watts |
| AMP Draw | |
| Maximum Temperature | 1000 °F / 538° C |
| Подставка в комплекте? | Да |
| Доступен в 220-240 В переменного тока? | Да, доступно по запросу |
| Длина изделия | 14 дюймов / 35,56 см |
| Ширина продукта | 2,25 дюйма / 5,72 см |
| Высота продукта | 2,25 в / 5,72 см |
.
Похожие записи
|