Какая температура плавления у различных типов припоя. Как состав припоя влияет на его свойства. На что обратить внимание при выборе припоя для пайки. Какие виды припоев лучше использовать для микросхем и электроники.
Основные характеристики припоев и их температура плавления
Припой — это металлический сплав, используемый для соединения деталей при пайке. Ключевой характеристикой припоя является температура его плавления. Она должна быть ниже температуры плавления соединяемых деталей, но достаточно высокой для обеспечения прочного соединения.
Наиболее распространенные припои и их температуры плавления:
- ПОС-61 (61% олова, 39% свинца) — 183-189°C
- ПОС-40 (40% олова, 60% свинца) — 183-238°C
- ПОС-90 (90% олова, 10% свинца) — 183-220°C
- Бессвинцовый SAC305 (96.5% олова, 3% серебра, 0.5% меди) — 217-220°C
Температура плавления зависит от состава сплава. Чем больше содержание олова, тем ниже температура плавления припоя.
Как состав припоя влияет на его свойства
Состав припоя определяет не только температуру плавления, но и другие важные характеристики:
- Прочность соединения
- Электропроводность
- Коррозионная стойкость
- Смачиваемость поверхностей
- Пластичность
Например, добавление серебра повышает прочность и улучшает смачиваемость. Медь увеличивает коррозионную стойкость. А висмут снижает температуру плавления.
Выбор припоя для различных задач пайки
При выборе припоя следует учитывать несколько факторов:
- Материал соединяемых деталей
- Требуемая прочность соединения
- Условия эксплуатации изделия
- Допустимая температура нагрева компонентов
- Экологические требования (наличие свинца)
Для бытовой электроники подойдут универсальные припои типа ПОС-61. Для ответственных соединений в промышленной электронике лучше использовать припои с добавками серебра. А для пайки алюминия нужны специальные припои на основе цинка.
Особенности пайки микросхем и выбор припоя
Пайка микросхем и других чувствительных электронных компонентов требует особого подхода. Для таких работ рекомендуется использовать:

- Припои с низкой температурой плавления (180-190°C)
- Припои в виде тонкой проволоки (0.5-1 мм)
- Безотмывочные припои с флюсом
- Припои без свинца для соответствия экологическим нормам
Оптимальный выбор — припой ПОС-61 или его бессвинцовые аналоги. Они обеспечивают хорошую смачиваемость и не перегревают компоненты.
Преимущества и недостатки бессвинцовых припоев
Бессвинцовые припои становятся все более популярными из-за экологических требований. Их основные преимущества:
- Экологическая безопасность
- Соответствие международным стандартам
- Высокая прочность соединений
Однако у них есть и недостатки:
- Более высокая температура плавления
- Худшая смачиваемость поверхностей
- Более высокая стоимость
Несмотря на это, бессвинцовые припои постепенно вытесняют традиционные оловянно-свинцовые сплавы в электронной промышленности.
Правильное использование флюса при пайке
Флюс играет важную роль в процессе пайки, выполняя следующие функции:
- Очищает поверхности от оксидов
- Улучшает растекание припоя
- Защищает от повторного окисления при нагреве
Для электроники рекомендуется использовать безотмывочные флюсы на основе канифоли. Они не требуют удаления после пайки и не вызывают коррозии.

Важно не переборщить с количеством флюса — его избыток может привести к образованию пустот в паяном соединении.
Техника безопасности при работе с припоями
При пайке необходимо соблюдать следующие меры предосторожности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки и перчатки
- Не допускать контакта припоя с кожей и глазами
- Не вдыхать пары припоя и флюса
- Мыть руки после работы с припоем
Особую осторожность следует соблюдать при работе со свинецсодержащими припоями, так как свинец токсичен.
Современные тенденции в разработке припоев
Индустрия припоев постоянно развивается. Основные направления исследований:
- Разработка новых бессвинцовых составов
- Создание низкотемпературных припоев для чувствительных компонентов
- Улучшение смачиваемости и прочности соединений
- Разработка нанокомпозитных припоев
Ожидается, что в будущем появятся еще более экологичные и эффективные припои, которые позволят улучшить качество и надежность электронных устройств.
Температура плавления припоя и технические характеристики
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника
, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой  Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Кроме свинца и олова в сплаве 0,5−2% сурьмы.
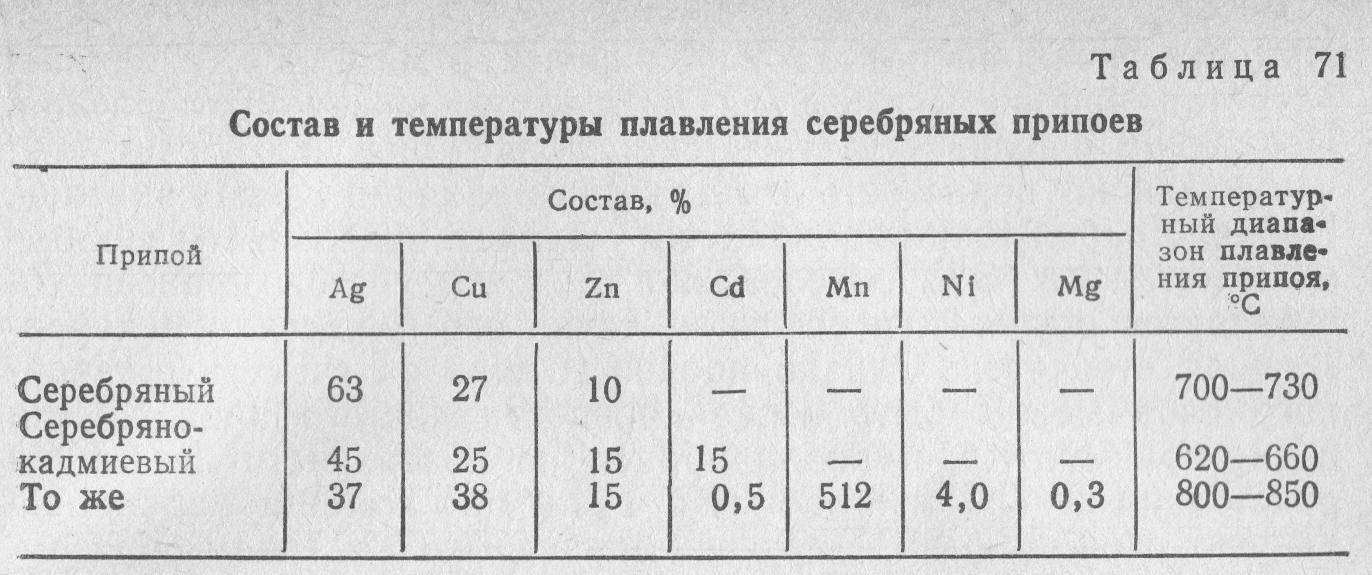
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Температура плавления олова и свинца
Одним из наиболее распространенных металлов во всем мире можно назвать олово. Оно использовалось кузнецами на протяжении многих столетий для изготовления самых различных вещей. Еще до появления металлургической промышленности кузнецы знали, при какой температуре плавится олово, какими физико-химическими свойствами оно обладает. Важным моментом является то, что сплав олова и меди можно считать первым проявлением развития металлургии как отдельной отрасли. Первое искусственное соединение, созданное человеком, во многом зависело от достаточно низкой температуры плавления соединяемых металлов.
Еще до появления металлургической промышленности кузнецы знали, при какой температуре плавится олово, какими физико-химическими свойствами оно обладает. Важным моментом является то, что сплав олова и меди можно считать первым проявлением развития металлургии как отдельной отрасли. Первое искусственное соединение, созданное человеком, во многом зависело от достаточно низкой температуры плавления соединяемых металлов.
Получение и применение
В чистом виде рассматриваемый элемент не встречается. Он входит в состав касситерита в виде оксида. Много столетий назад этот металл добывался в открытых шахтах, но сегодня подобные месторождения практически не разрабатываются. Для получения олова проводится очистка руды. Концентрация элемента составляет 1%. Для получения 1 килограмма рассматриваемого металла приходится перерабатывать около центнера руды.
Температура плавления свинца и олова относительно невысокая, что определяет возможность использования этих материалов в домашних условиях на момент проведения пайки. Продаются металлы в виде небольшого прутка.
Продаются металлы в виде небольшого прутка.
Тот факт, что температура плавления олова и свинца примерно одинаковая, определяет смешивание этих элементов для получения сплава с более привлекательными эксплуатационными качествами. Кроме этого, в олово могут добавлять серебро, медь и другие элементы.
Проведение плавки металла
У олова температура плавления во многом зависит от того, есть ли примеси. Температура, при которой металл становится пластичным или жидким, может варьировать в пределе от 145 до 250 градусов Цельсия в зависимости от состава. При необходимости можно провести расплавку большого количества металла для его заливки по форме.
При выборе материала для создания формы учитываются нижеприведенные моменты:
- Структура не должна смачиваться жидким оловом. В противном случае форма может изменить свои размеры.

- Используемый материал должен выдерживать воздействие температуры не ниже 250 градусов Цельсия. В противном случае после заливки форма потеряет свои основные эксплуатационные качества.
Стоит учитывать, что в жидкой форме рассматриваемый металл может окисляться при контакте с воздухом. Твердое вещество, наоборот, обладает повышенной устойчивостью к кислородной коррозии.
Довольно большое распространение в электротехнике получил трехкомпонентный сплав, основой которого стал свинец. В качестве дополнительных компонентов могут использоваться олово и серебро. При производстве подобного сплава уделяется внимание тому, что концентрация металла не должна быть менее 95%. При подобном варианте сочетание веществ температура плавления составляет около 220 градусов Цельсия.
Изготовление припоя
Для того чтобы повысить эксплуатационные характеристики припоя, в его состав добавляется небольшое количество сурьмы.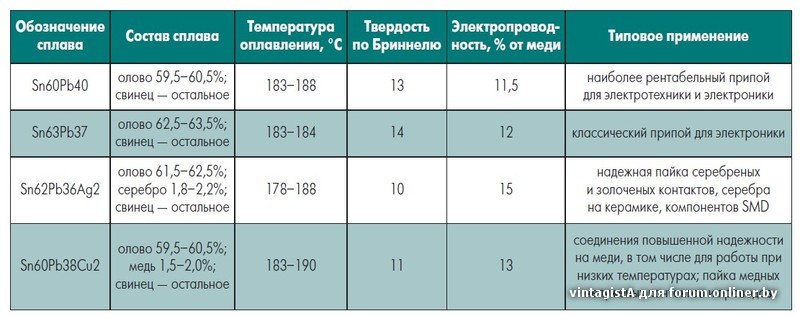 Подобный вариант исполнения припоя применяется для пайки различных радиодеталей, особенно ответственных участков.
Подобный вариант исполнения припоя применяется для пайки различных радиодеталей, особенно ответственных участков.
При выборе припоя следует уделить внимание и сплаву с серебром в составе. Его эксплуатационными качествами можно назвать:
- Существенно повышается срок эксплуатации. За счет серебра структура становится более устойчивой к процессу окисления.
- За счет повышения концентрация серебра появляется возможность использовать припой при изготовлении различных деталей промышленной техники. Однако серебро существенно повышает стоимость сплава, а также изготавливаемого изделия. Именно поэтому сплавы с высокой концентрацией серебра используют для изготовления важных деталей.
Проводится добавление в состав цинка, но подобные сплавы пользуются меньшей популярностью. Это связано с достаточно высокой химической активностью цинка. За счет взаимодействия с окружающей средой подобный сплав быстро разрушается. На основе цинкосодержащей смеси производятся припайные пасты, которые имеют относительно небольшой срок службы. Температура плавления в этом случае составляет 200 градусов Цельсия.
Температура плавления в этом случае составляет 200 градусов Цельсия.
На протяжении многих лет используется и чистое олово в качестве полупроводникового припоя. Температура плавления этого элемента в чистом виде составляет 240 градусов Цельсия. Применяются они исключительно в промышленности, что связано с высокой стоимостью. В чистом виде из-за существенного повышения температуры структура олова перестраивается, на поверхности появляются черные пятна, которые указывают на существенное ухудшение основных качеств.
Какой припой лучше использовать для пайки микросхем
Работа с микросхемами является очень деликатной, так как это сложные устройства, в которых имеется множество контактов. Все они выполнены в достаточно маленьких размерах, так что если нужно что-то спаять, то здесь требуется подбирать соответствующие оборудование и расходные материалы, не говоря уже об опыте работы с подобными вещами. Естественно, что для облегчения работ нужно, чтобы температура припоя была относительно низкой, чтобы температурным воздействием не повредить другие детали, находящиеся рядом. Выбирая, какой припой использовать для пайки микросхем, нужно уделить внимание его качеству. Даже при высокой стоимости он будет вполне оправдан, так как во время пайки подобного рода используется относительно небольшое количество материала.
Все они выполнены в достаточно маленьких размерах, так что если нужно что-то спаять, то здесь требуется подбирать соответствующие оборудование и расходные материалы, не говоря уже об опыте работы с подобными вещами. Естественно, что для облегчения работ нужно, чтобы температура припоя была относительно низкой, чтобы температурным воздействием не повредить другие детали, находящиеся рядом. Выбирая, какой припой использовать для пайки микросхем, нужно уделить внимание его качеству. Даже при высокой стоимости он будет вполне оправдан, так как во время пайки подобного рода используется относительно небольшое количество материала.
Использование припоя при пайке микросхемы
Припой используется как в частной сфере, среди множества радиолюбителей, так и при заводском производстве и в ремонтных мастерских. В отличие от других разновидностей, подбирая каким припоем паять микросхемы, нужно обращать внимание не на крепость, температурную стойкость и другие механические параметры. Здесь больше важна электропроводность, свойства спаивания и температура плавления.
Подходящие марки
Существуют различные виды припоев для пайки, но стоит выделить наиболее подходящие для работы с микросхемами, которые можно найти на современном рынке. Одним из наиболее распространенных вариантов является ПОС 61. Он имеет следующий химический состав:
| Химических элемент | Соотношение в составе, % |
| Олово | 61 |
| Свинец | 38,5 |
| Железо | 0,02 |
| Висмут | 0,01 |
| Сурьма | 0,05 |
| Никель | 0,02 |
| Сера | 0,02 |
Технические характеристики материала выглядят следующим образом:
| Температура расплавления, градусы Цельсия | Плотность наплавленного материла, г/см в квадрате | Теплопроводность | Сопротивление разрыву | Удлинение, % | Вязкость ударная, кгс/см в квадрате |
| 189 | 8,5 | 0,12 | 4,3 | 46 | 3,9 |
Также может использоваться аналог из той же серии ПОС 30. Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
| Химических элемент | Соотношение, % |
| Олово | 30 |
| Свинец | 70 |
Технические характеристики данной марки выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | градусы Цельсия | 183 |
| Плотность наплавленного материала | кг/ метр кубический | 10,1 |
| Удлинение относительное | % | 58 |
| Сопротивление механическое на разрыв | Мпа | 32 |
| Интервал кристаллизации | градусы | 73 |
Критерии выбора
Помимо этого существуют и другие марки, так что у людей часто возникает вопрос, какой припой выбрать для микросхем, исходя из параметров. В первую очередь нужно обращать внимание на проводимость состава. Если у него большое сопротивление, то для сложных схем он может не подойти. Для обыкновенной домашней пайки критерии не столь существенны, но если предстоит серьезная работа, то лучше обращать внимание на серебряные припои, а не на оловянно-свинцовые, хотя они и дешевле.
В первую очередь нужно обращать внимание на проводимость состава. Если у него большое сопротивление, то для сложных схем он может не подойти. Для обыкновенной домашней пайки критерии не столь существенны, но если предстоит серьезная работа, то лучше обращать внимание на серебряные припои, а не на оловянно-свинцовые, хотя они и дешевле.
Серебряные припои
Одним из важных параметров является температура плавания. Тут не нужна высокая крепость и сама температура на схеме не будет подыматься не выше сотни градусов. При низкой температуре плавления припой лучше расплавляется и схватывается на поверхности. Также проще обирать остатки, которые могут налипнуть при неаккуратном обращении.
Лучше если материал будет выполнен в виде прутка или проволоки, так как это более удобно в практическом применении. Ведь нужно отмерять относительно небольшие порции, поэтому, необходимо иметь возможность взять паяльником минимальное количество материала.
«Важно!
Всегда нужно иметь запас флюса для того припоя, который будет использоваться.
»
Особенности пайки
Выбирая, какой припой лучше выбрать для пайки SMD стоит учитывать, что сам процесс спаивания имеет некоторые отличия. Во-первых, для работы нужно подобрать тонкий паяльник, у которого было острое плоское жало. Его мощность не должна слишком превышать температуру плавления расходного материала. Нужно обильно использовать флюс, чтобы улучшить скорость и надежность соединения.
Одной из главных особенностей является чистка микросхемы после спаивания. На ней могут остаться лишние частицы припоя, которые следует собрать, чтобы не получилось короткого замыкания. Это могут быть как случайно оброненные капли, так и просто расплывшиеся массы припоя, если его взяли слишком большое количество. Для этого используется специальная оплетка из меди. Это еще одна из причин по которой температура плавления расходного материала должна быть минимальной.
Производители
На рынке можно выделить следующих отечественных производителей
- КиевЦветМет;
- Арсенал;
- Вадис-М;
- «Технологические Линии»;
- Техноскрап.
Олово для пайки: температура плавления, состав припоя
Со школьной скамьи всем известно, что олово с химическим символом «Sn», используют для пайки микросхем и других радиодеталей. Основное требование для этого сплава — невысокая температура плавления. Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами.
Характеристики
Олово незаменимо при производстве электронных устройств. Благодаря своим свойствам оно используется для сварки компонентов в радиотехники. Сплав под названием Eutectica, состоит из свинца (Pb), серебра (Ag), меди (Cu) и никеля (Ni). Благодаря этим присадкам олово плавится при разных температурах в зависимости от процентного содержания, каждого из них.
Благодаря этим присадкам олово плавится при разных температурах в зависимости от процентного содержания, каждого из них.
Олово мягкое и податливое, но очень устойчиво к коррозии и не образует ржавчину, имеет очень хорошую электропроводность и относительно низкую температуру плавления. Все эти характеристики делают его незаменимым для создания электронных устройств.
Процесс пайки протекает в мягкой сварке, которая состоит из объединения двух базовых элементов посредством вклада в основу третьего элемента с более низкой температурой плавления. Например, припаивая медную прокладку монтажной платы к ножке конденсатора, используют расплавленное олова, которое плавится при гораздо более низкой температуре, чем базовые элементы. В процессе нагрева, жидкое олово благодаря своим капиллярным свойствам притягивается к базовым компонентам, а затем охлаждается в режиме мягкой пайки.
Сплав EutecticaВиды припоев и флюсов
В нашей стране большое распространение получила марка припоя ПОС — сплав олова Pb и свинца Sn. В зависимости от вида в него может быть добавлены кадмий, никель, медь, и другие металлы. В основном ПОС изготавливает в форме прутков, проволоки, шариков и пасты. Химсостав его строго регламентирован ГОСТ 21930-76. В России широко применяют такие виды припоя: ПОС18, ПОС30, ПОС50, ПОС90, которые относятся к мягким сплавам с Т плавления до 300 градусов.
В зависимости от вида в него может быть добавлены кадмий, никель, медь, и другие металлы. В основном ПОС изготавливает в форме прутков, проволоки, шариков и пасты. Химсостав его строго регламентирован ГОСТ 21930-76. В России широко применяют такие виды припоя: ПОС18, ПОС30, ПОС50, ПОС90, которые относятся к мягким сплавам с Т плавления до 300 градусов.
ПОС-18
Припой регламентируется государственными стандартами, кроме Pb (0.8 %) и Sn (17-19 %), он имеет примеси многих металлов. Контролирующие органы строго следят за тем, чтобы производитель ограничивал присутствие ядовитого мышьяка в составе, уменьшающего текучесть жидкого сплава и повышающего хрупкость в условиях знакопеременных нагрузок.
Состав примесей ПОС-18 в процентах:
- Cu — 0.1;
- Bi0 — 0.05;
- S — 0.02;
- Fe — 0.02;
- Al, Ni, Zn — по 0.002.
Технические данные:
- Плотность— 10.3гр/см2.
- Показатель удельного сопротивления— 0. 200 мкОм•см.

- Показатель твердости поБриннелю— 11 НВ.
- Теплопроводность— 0.37ккал/см*С*град.
- Т при которой припой будет расплавляться солидус/ ликвидус— 183/285 С.
Преимущества припоя:
- Широкая область сплава в жидком состоянии;
- пониженное содержание примесей, вызывающей хрупкость;
- коррозионная стойкость места пайки, что важно для деталей, находящихся во влажных средах.
Недостатки ПОС-18:
- Особый припой, серийно не производится.
- Наличие вредных присадок в составе — Pb.
ПОС-18 относится к универсальным сплавам и является заменителем бессурьмянистых сплавов, его используют:
- Для производства радиоаппаратуры;
- пайке печатных плат малой мощности;
- кузовной ремонт машин в виде лужения;
- соединения узлов из медно-цинковых сплавов;
- ремонт оборудования в системах отопления: котлы, радиаторы и другие нагревательные элементы.
Цена припоя ПОС-18 по состоянию на 01. 09.2019 года от 710 руб/кг.
09.2019 года от 710 руб/кг.
ПОС-30
Припой стандартизируется ГОСТами 21930.76 / 21931.76 и относится к мягким сплавам с Т плавления — 256.0 С. По свойствам он похож на марки с ПОС-40 и 50 и состоит из Pb и Sn в процентном соотношении 30:70, а также других элементов не более 1 %. Он отличается от чистого олова темным цветом и повышенной твердостью сплава.
Припой ПОС-30Состав примесей в процентах:
- Sb — 0.1;
- Cu — 0.05;
- Bi0 — 0.2;
- S, As, Fe — по 0.02;
- Al, Zn — по 0.002.
Технические данные:
- Плотность — 9.72 гр/см2.
- Показатель удельного сопротивления — 0. 185 мкОм•см.
- Показатель твердости по Бриннелю — 12 НВ.
- Теплопроводность — 0.37 ккал/см*С*град.
- Т плавления солидус/ликвидус — 183/256 С.
Преимущества припоя:
- Высокая текучесть;
- низкая Т плавления;
- низкое сопротивление позволяет работать с мелкими деталями;
- высокая ударная вязкость равная чистому олову;
- высокая область применения, с возможностью замены дорогих материалов, например, для пайки цинка или пластин из латуни;
- возможность использования для ремонта бытовой техники.

Недостаток ПОС-30 — наличие вредных присадок в составе — Pb.
Цена ПОС-30 по состоянию на 01.09.2019 года от 766 руб/кг.
ПОС-50
Его выпускают по требованиям ГОСТ 21931.76, он отличается практическим равным соотношением свинца и олова.
Припой ПОС −50Состав примесей ПОС-50 в процентах:
- Sb — 0.8;
- Cu — 0.1;
- Bi — 0.05;
- As — 0.05;
- S, Fe — по 0.02;
- Ni, Al, Zn — по 0.002.
Технические данные:
- Плотность — 8.87 гр/см2.
- Показатель удельного сопротивления — 0. 158 мкОм•см.
- Показатель твердости по Бриннелю — 14 НВ.
- Теплопроводность — 0.48 ккал/см*С*град.
- Т плавления солидус/ ликвидус — 183/209 С.
Преимущества припоя:
- Хорошая текучесть;
- хорошая тепло- и электропроводность;
- возможность применения во влажных средах;
- хорошая пластичность шва позволяет применять к изделиям с повышенными требованиями к герметичности, например, в измерительных приборах и маломощных схемах ПК.

Недостатки ПОС-50:
- Неэффективный при пайке толстых изделий из-за нестабильности прогрева;
наличие вредных присадок в составе — Pb; - ускоренная кристаллизация расплава, не дает возможность использовать сплав в технологии ручной пайки.
Цена припоя ПОС-50 по состоянию на 01.09.2019 года от 1102.00 руб/кг.
ПОС-90
Припой отличается низкой теплопроводностью и высоким показателем твердости, что объясняется высоким содержанием олова 90, материал серебреного цвета, что дает эстетическую привлекательность полученным соединениям.
Припой ПОС — 90Состав примесей ПОС-90 в процентах:
- Sb — 0.1;
- Cu — 0.05;
- Bi — 0.2;
- As — 0.01;
- S, Fe — по 0.02;
- Ni, Al, Zn — по 0.002.
Технические данные:
- Плотность — 7.6 гр/см2.
- Показатель удельного сопротивления — 0. 120 мкОм•см.
- Показатель твердости по Бриннелю — 15.4 НВ.
- Теплопроводность — 0.
 13 ккал/см*С*град.
13 ккал/см*С*град. - Т плавления солидус/ ликвидус — 183/220 С.
Преимущества ПОС-90:
- Широкая область применения от бытового, медицинского до промышленного сектора;
- хорошая текучесть;
- высокий уровень смачиваемости в жидком состоянии;
- низкая Т температура плавленияя;
- хорошая электропроводность;
- хорошая герметичность, возможность использования в водной и газовой среде;
хорошая пластичность шва позволяет применять к изделиям с повышенными - требованиями к герметичности, например, в измерительных приборах и маломощных схемах ПК.
Недостатки ПОС-90 — наличие вредных присадок в составе (свинца).
Цена припоя ПОС-90 по состоянию на 01.09.2019 года от 1778.00 руб/кг.
Какая температура плавления
Олово, которое используют в электронике, обычно относится к типу эвтектики, это означает, что это сплав с более низкой температурой плавления для каждого из составляющих его элементов. Так, если имеется 60% оловянный сплав (Т плавления — 232 C) и свинцовый 40% (Т плавления — 327 C), то общая температура плавления сплава будет примерно 183 C .
Так, если имеется 60% оловянный сплав (Т плавления — 232 C) и свинцовый 40% (Т плавления — 327 C), то общая температура плавления сплава будет примерно 183 C .
Наиболее распространенный припой, используемый в станах ЕС для электронных работ — 63/37 SnPb. Он представляет собой эвтектический сплав с температурой плавления — 183 C. Сплав 60Sn имеет рабочий диапазон 183-238. Существует более низкотемпературный сплав Sn43Pb43Bi14, имеющий температуры плавления 144-163.
Состав припоя
Свинец, содержащий в сплаве, постепенно вытесняется в соответствии с новыми директивами ЕС (RoHS и WEEE) и заменяется припоями, состоящими из сплавов олова и сурьмы. Уже сегодня в ЕС многие магазины его не продают. У нас пока все по-другому, вероятно, пройдет много лет, прежде чем свинцовый припой в нашей стране будет заменен навсегда.
Важно! Бессвинцовый сплав имеет более высокую температуру плавления, чем свинцовый и использует более агрессивные флюсы. Это означает, что паяльник должен быть изготовлен для бессвинцовой пайки, чтобы обеспечить правильную температуру около 230 C. Бессвинцовый припой, как правило, примерно на 20-50% дороже, чем свинцовый.
Как правильно выбрать
Выбор припоя зависит от вида работ и назначения готового изделия, а также от того в каких условиях продукт будет эксплуатироваться.
Критерии, на которые нужно обратить внимание перед тем, как выбрать припой для пайки:
- Тип паяльника.
- Размер провода. Диаметры варьируются от сантиметров или миллиметров, размер проволоки зависит от выполняемой работы.
- Флюс очищает область пайки, облегчая протекание припоя и, следовательно, идеальное паяное соединение. Флюс изменяет поверхностное натяжение, так как увеличивает адгезионные свойства в паяном соединении.
- Перед покупкой, нужно знать при какой температуре плавится олово для пайки.
Состав. Дискуссия о том, какой припой использовать на печатных платах свинцовый или бессвинцовый, все еще продолжается. Несмотря на дебаты, вызванные проблемами окружающей среды и здоровья, многие электротехники используют свинцовый.
Обратите внимание! Срок годности и отраслевые рекомендации требуют его использования в течение трех лет с даты изготовления. Срок годности указан на изделии, с ним можно ознакомиться в магазине при покупке. Если использовать просроченную пасту на поверхности припоя может произойти окисление, что сделает соединение неэффективным.
Использование
Специалисты дают полезные советы, которые очень помогают начинающим радиолюбителям, чтобы правильно паять:
- Выбирают припой с минимальным содержанием свинца.
- Необходимо следить за чистотой жала паяльника, оно должно не иметь грязные наплавления.
- Для очистки используют напильник или наждачную бумагу. Жало после очистки залуживают канифолью.
- Не рекомендуется долго удерживать прибор в точке припоя, поскольку соединяемые детали способны получить высокотемпературное повреждение. Для снижения губительного воздействия Т на деталь, ее придерживают пинцетом, который выполнит роль теплоотвода.
- Изделие, перед пайкой очищают, а контакты соприкосновения дополнительно залуживают, чтобы обеспечить отличное сцепление.
Дополнительная информация. При пайке нужно выполнять меры безопасности. Всегда работать в защитных очках, чтобы защитить глаза от летящих капель горячего жидкого припоя. Кончик паяльника по конструкции очень горячий, превышающий 370 C. Нельзя допускать контакта наконечника с кожей, одеждой или другими предметами. При работе нужно использовать специальный держатель для паяльника.
Подводя итоги, можно сказать, что олово для пайки по-прежнему широко используется в отечественной электронной отрасли и быту. Товар широко представлен на российском и зарубежных рынках, в виде свинцового и бессвинцового припоев. В целях защиты окружающей и требований международных организаций потребление первого типа будет неуклонно сокращаться.
основные свойства и виды состава, как плавится, из чего может состоять
Для соединения различных металлических элементов между собой довольно часто применяется специальный сплав, называемый припоем. Низкая температура плавления припоев (таблица с этим показателем встречается в различной методической литературе) позволяет применять их в быту и промышленности. Стоит учитывать, что не все металлы могут соединяться между собой посредством пайки. Рассмотрим виды припоя, его состав и некоторые другие особенности подробнее.
Основные свойства сплава
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.
Важно учитывать то, при какой температуре плавится оловянно свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Разновидности применяемых материалов
Применяемые сплавы могут состоять из различных химических веществ. Классификация проводится следующим образом:
- Мягкие или легкоплавкие. Наибольшей популярностью пользуются соединения олова и свинца, а также их различные виды. Для того чтобы придать особые свойства сплаву, в его состав добавляются различные элементы. Примером можно назвать то, что кадмий и висмут могут включаться в состав для существенного снижения температуры плавления, к примеру, до 61 градуса Цельсия. Стоит учитывать, что и прочность подобных сплавов низкая. Этот момент не позволяет получить надежные соединения, сплав подходит лишь для проведения работ по соединению контактов. Важно следить за температурой, до которой нагревает паяльный прибор сплав. Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.
- Твердые представлены двумя группами сплавов: меди и серебра. Для восприятия небольшой статической нагрузки часто применяется сплав цинка и меди, который позволяет получить весьма качественное соединение. В качестве припоя может использоваться и золото.
Выпуском припоя занимаются самые различные фирмы, к примеру, Harris Corporation. Форма выпуска может быть самой различной: от фольги до проволоки различного сечения.
Применение флюса
При повышении температуры материала может выделяться графит. Практически ни один процесс пайки не проходит без применения флюса. Подобное химическое вещество позволяет избежать образование окисли, которая ухудшает качество получаемого соединения.
Существует довольно большое количество разновидностей флюса:
- При применении пайки на основе олова и свинца зачастую используют флюс на основе соляной кислоты или хлористого цинка.
- В качестве флюса может применяться хлористый аммоний или бура.
- С мягкими сплавами часто используется раствор соляной кислоты или хлористый цинк.
При работе с алюминиевыми сплавами многие применяют флюс, основанный на хлористом цинке, канифоли и тунгового масла.
В заключение отметим, что процесс пайки может проходить при самой различной температуре. Для бытового применения выбирают материалы, которые плавятся уже при низких значениях, что позволяет использовать обычное оборудование при работе. При желании можно приготовить припой самостоятельно. Однако подобный процесс весьма сложен в исполнении, так как требует точного дозирования всех элементов, подразумевает их нагрев до высокой температуры и удаление вредных примесей.
Страница не найдена | Technic Inc.
Перейти к основному содержанию-
Приложения
-
Полупроводник
-
Производство и химия упаковки
- Медь
- Никель и олово
- Драгоценные металлы
- Съемники фоторезиста
- Металлические травители
- Чистящие средства
- Химия особой чистоты
-
Оборудование: Исследования и разработки
- SEMCON 1000
- Фонтан SEMCON
-
Производство и химия упаковки
-
Компоненты, корпуса выводов, разъемы
-
ECLC Химия
- Разъемы
- Применение свинцовых рам / светодиодных подложек
- Активные и пассивные компоненты
- ECLC оборудование
-
ECLC Химия
-
Печатные платы
-
Химия
-
Окончательная отделка
- ENIG и ENEPIG
- Электролитическая медь
- Электролитический никель и драгоценные металлы
-
Металлизация
- Графитовый
- Microetchants
-
Окончательная отделка
- Продукты для обработки изображений
- Управление процессами — EBA
- Оборудование
-
Химия
-
Промышленное
-
Предварительная обработка
- Чистящие средства
- Активаторы
- Травители
-
Электролитическое покрытие
- Никель
- Банка
- Серебряный
- Медь
- Цинк (только в ЕС)
- Гальваническое покрытие
- Погружение
-
Лечение после
- Анти-потускнение
- Пассивация
- Покрытия
- Стриптизерши
- Промышленное оборудование
- Оборудование для анодирования
-
Предварительная обработка
-
Солнечная
- Химия осаждения
- Покрытие резист для солнечной энергии
- Инженерный порошок и хлопья
-
Декоративные
-
Предварительная обработка
- Замочить очистители
- Электролитические очистители
- Решения для травления
-
Покрытие Химия
- Золото / золотой сплав
- Серебряный
- Олово / сплав олова
- Белая бронза
- Никель / никелевый сплав
- Медь
- Палладий / палладиевый сплав
- Латунь
-
Покрытия и окраска
- Катафорезные лаки
- Цветные процедуры
- Лечение после
- Стекло травление
- Оборудование
-
Предварительная обработка
-
Медицинское
- Химия
- Оборудование
-
3D-печать
- Химия
- Оборудование
-
Поддержка приложения
- Руководства по применению
- Примечания по применению
-
Полупроводник
- Химия
-
Оборудование
-
Автоматизированные системы
-
Подъемные системы
- Консоль / Боковое оружие
- Рельс / обод
- Подвесной подъемник
- Подъемная автоматика
- Модернизация подъемников
-
Подъемные системы
-
Автоматизированные системы
Почему соль тает лед?
© nd700 / FotoliaБолее 20 миллионов тонн соли ежегодно используется для таяния снега и льда в холодных северных регионах.Но как это делает соль?
Во-первых, важно немного узнать о H 2 O зимой. Тридцать два градуса по Фаренгейту (0 градусов по Цельсию) — это его точка замерзания, то есть, когда вода достигает 32 ° F, она превращается в лед. При такой температуре ваша ледяная дорога обычно имеет тонкий слой воды поверх льда, и молекулы льда и молекулы воды взаимодействуют. Эта вода постоянно тает часть льда, в то время как лед под ней замораживает часть воды. При этой температуре скорость обмена довольно постоянна, что означает, что количество воды и количество льда остаются неизменными.Если становится холоднее, больше воды становится льдом. Если становится теплее, больше льда превращается в воду. Когда соль ионного соединения добавляется к уравнению, она снижает точку замерзания воды, а это означает, что лед на земле больше не может замораживать этот слой воды при 32 ° F. Однако вода при такой температуре может растапливать лед, в результате чего на дорогах остается меньше льда.
Но вы можете спросить, как соль снижает точку замерзания воды. Это понятие называется «понижение точки замерзания».«По сути, соль усложняет соединение молекул воды в их жесткой структуре. В воде соль является растворенным веществом, и она распадается на ее элементы. Итак, если вы используете поваренную соль, также известную как хлорид натрия (NaCl), для таяния льда, соль растворится на отдельные ионы натрия и ионы хлорида. Однако часто города используют хлорид кальция (CaCl 2 ), другой тип соли, на своих ледяных улицах. Хлорид кальция более эффективен при таянии льда, потому что он может распадаться на три иона вместо двух: один ион кальция и два иона хлорида.Больше ионов означает, что больше ионов будет мешать жестким связям льда.
К сожалению, хлорид очень вреден для окружающей среды. Он может убивать водных животных и тем самым влиять на другие популяции животных в их пищевой сети. Хлорид также обезвоживает и убивает растения, а также может изменять состав почвы, затрудняя рост растений. Хотя некоторые другие соединения, способные таять лед и снег, не содержат хлоридов, они намного дороже, чем хлорид натрия или хлорид кальция.
Ответы на вопросы о температуре пайки витражей
Температура пайки витражей — это то, о чем меня много спрашивают. Вот ответы на общие вопросы.
Вопросы по температуре пайки витражей
Температуры для Hakko FX-601
Паяльник Hakko FX-601Температура, необходимая для пайки борта с помощью Hakko FX-601, обычно составляет от 360C до 410C (680-770F).
Я говорю « обычно », поскольку это зависит от нескольких факторов, включая размер наконечника , тип припоя и , насколько быстро вы перемещаете утюг вдоль шва.У тех, кто пойдет быстрее, температура пайки витражей установлена на уровне 410 ° C, но если вы паяете медленнее, вам нужно снизить температуру до 360 ° C.
360C — хорошая температура для начала, так как у вас будет больше времени.
Как размер наконечника влияет на температуру пайки витражей
Некоторые говорят, что размер наконечника утюга более важен, чем мощность или температура. Мне кажется, что они работают в тандеме, и все они обеспечивают оптимальную пайку.Самое главное — стабильная температура и отсутствие холодных пятен.
Hakko FX-601 поставляется с маленьким наконечником 3/16 ″, который хорош для декоративной пайки и тонких операций, но не очень хорош для работы с валиком. Я бы посоветовал купить 1/4 ″ и 3/8 ″ для большего контроля над бисерными швами .
Не беспокойтесь, что из-за большого наконечника припой вытечет наружу. Звучит очевидно, но ширина валика зависит от внешних краев шва фольги.При использовании более широкого наконечника припой не растекается по стеклу.
Как использовать железный наконечник для контроля температуры
Для уменьшения нагрева используйте верхний край жала паяльника с цветным стекломПередний край жала — самая холодная область, следующая — боковая кромка, самая горячая область — плоские стороны. Вы можете контролировать плавление припоя по тому, насколько высоко вы держите утюг.
Если вы хотите, чтобы нагрелся больше, измените угол наклона металлического наконечника — держите его более плоским, чтобы большая часть металлического наконечника попадала на припой.Сделайте обратное для утюга с кулером , держите наконечник более вертикально (давая меньшее количество наконечника для нагрева припоя), и процесс замедлится. Когда вы станете очень быстрым и уверенным, вы можете повысить температуру. Просто надо двигаться быстрее!
Экспериментируя, вы найдете оптимальную температуру для ВАС. Это будет зависеть от скорости пайки и от того, что вы на самом деле делаете с припоем.
Шкала температуры пайки витражей Hakko FX-601Какая температура пайки витражей использовать для различных задач
Не надейтесь, если выставите шкалу тепла и забудете о ней.Температура вашего паяльника должна регулироваться в зависимости от выполняемой работы. Вы на собственном опыте узнаете, что работает для вас, но вот несколько советов:
Установите более высокую температуру (410 ° C или даже выше) для этого типа витражей:
Заливка проволоки, пайка латунных стержней в абажур, удаление излишков припоя с крышки вазы. Просто не забудьте после этого снова выключить его, иначе может произойти плавление свинца!
Используйте плоскую часть наконечника для большего нагрева.Если припой не течет и у вас не получается хороший валик, попробуйте повернуть утюг вверх.Если у вас нет опыта, я бы сначала попрактиковался на кусочках фольги.
Установите нижнюю температуру утюга (360-310 ° C) для следующих значений:
Свинец для пайки и пайки декоративный, припой произвольной формы арт.
Температуры, используемые для различных типов припоя
50/50 может нагреваться до более высокой температуры, чем припой 60/40.
Бессвинцовый припой не течет так хорошо, как 60/40 или 50/50. Он реагирует больше как 50/50 и требует много тепла, чтобы заставить его течь хорошо.При спуске валика лучше работать медленно, позволяя припою немного нагреться. С практикой и терпением вы можете обработать очень хороший припой бессвинцовым припоем.
Нагреватели и паяльники
Из приведенных выше указателей видно, что существуют различные факторы, влияющие на вопрос о температуре пайки витражей! Паяльники — последний фактор.
Хорошая черта Hakko FX-601 заключается в том, что широкий диапазон температур, который он предлагает, означает, что его можно использовать для всех видов, от электроники до ремонта витражей.
В утюжках Weller регулирование температуры осуществляется с помощью магнита в (сменном) наконечнике, который включает и выключает утюг при заданной температуре. Доступны две предустановленные температуры, но вам нужно поменять наконечник, чтобы изменить температуру. Они относятся к числу на конце наконечника — 7 = 700F, 8 = 800F.
Hakko использует современную электронику для обеспечения регулируемой температуры. Это очень полезно, так как его можно легко настроить в соответствии с типом выполняемой вами работы (медная фольга или свинец) и конкретным применением.
Важно помнить, что одна температура не подходит для всех сценариев. Я часто регулирую температуру пайки витражей в процессе работы. То, как он «ощущается», важнее реальной температуры.
Дополнительная информация и обзор паяльника Hakko
Как сделать ровный шов по краю бусины
Другие инструменты и оборудование для витражей
https://everythingstainedglass.com/hakko-fx-601temperature-question https://everythingstainedglass.com / wp-content / uploads / 2014/02 / 212530_10-1.jpgh https://everythingstainedglass.com/wp-content/uploads/2014/02/212530_10-1-150×150.jpg Милли ФрэнсисFAQFeaturedSisted Glass Tools
При какой температуре замерзает вода? | Наука
Название этого поста могло бы показаться подходящим вопросом для экзамена по естествознанию в начальной школе, но ответ намного сложнее, чем кажется на первый взгляд. Нас всех учили, что вода замерзает при температуре 32 градуса по Фаренгейту, 0 градусов по Цельсию, 273 градуса.15 Кельвинов. Однако это не всегда так. Ученые обнаружили, что жидкая вода в облаках имеет температуру -40 градусов по Фаренгейту, а в лаборатории даже охлаждала воду до -42 градусов по Фаренгейту. Как низко они могли опуститься?
Оказывается, на этот вопрос сложно ответить. Когда жидкая вода охлаждается ниже -42 градусов по Фаренгейту, она слишком быстро кристаллизуется в лед, и ученые не могут измерить температуру жидкости. Поэтому Эмили Мур и Валерия Молинеро из Университета Юты разработали сложное компьютерное моделирование 32 768 молекул воды (меньше молекул, чем можно найти в капле дождя), которое позволило им увидеть, что происходит с теплоемкостью, плотностью и сжимаемостью воды при ее переохлаждении и переохлаждении. определить, что произошло, когда 4 000 из этих молекул замерзли.Их результаты опубликованы в журнале Nature .
Когда температура воды приближается к -55 градусов по Фаренгейту, молекулы воды образуют тетраэдры, каждая из которых слабо связана с четырьмя другими молекулами. Уменьшается плотность воды, увеличивается ее теплоемкость и увеличивается сжимаемость. «Изменение структуры воды контролирует скорость образования льда», — говорит Молинеро. «Мы показываем, что как термодинамика воды, так и скорость кристаллизации контролируются изменением структуры жидкой воды, которая приближается к структуре льда.«При температуре ниже -55 градусов по Фаренгейту крошечные кусочки жидкой воды все еще могут существовать, но они будут существовать только в течение невероятно короткого времени», — говорит Молинеро.
Такое переохлаждение воды возможно, потому что воде требуется небольшое ядро или зародыш льда, чтобы молекулы образовывали кристаллы, и в очень чистой воде «единственный способ сформировать ядро - это спонтанно изменить структуру жидкости», — говорит Молинеро. . Эти ядра не сформируются и не станут достаточно большими, пока структура молекул жидкой воды не приблизится к структуре твердого льда, чего не произойдет, пока вода не станет настолько невероятно холодной.
( HT: io9 )
Понравилась статья?
ПОДПИШИТЕСЬ на нашу рассылку новостей
% PDF-1.3 % 633 0 объект > endobj xref 633 52 0000000016 00000 н. 0000001409 00000 н. 0000001624 00000 н. 0000001842 00000 н. 0000001962 00000 н. 0000002011 00000 н. 0000002060 00000 н. 0000002109 00000 п. 0000002158 00000 п. 0000002207 00000 н. 0000002256 00000 н. 0000002305 00000 н. 0000002354 00000 п. 0000002403 00000 п. 0000002452 00000 н. 0000002501 00000 п. 0000003983 00000 н. 0000004395 00000 н. 0000004634 00000 н. 0000005267 00000 н. 0000005937 00000 н. 0000006177 00000 н. 0000006231 00000 п. 0000006253 00000 н. 0000006884 00000 н. 0000006906 00000 н. 0000007154 00000 н. 0000007790 00000 н. 0000008260 00000 н. 0000008282 00000 н. 0000008714 00000 н. 0000008736 00000 н. 0000009163 00000 п. 0000009409 00000 п. 0000009810 00000 п. 0000009832 00000 н. 0000010311 00000 п. 0000010333 00000 п. 0000010938 00000 п. 0000010960 00000 п. 0000011387 00000 п. 0000011409 00000 п. 0000024845 00000 п. 0000054240 00000 п. 0000054294 00000 п. 0000078947 00000 п. 0000079195 00000 п. 0000121227 00000 н. 0000121606 00000 н. 0000136000 00000 н. 0000002550 00000 н. 0000003960 00000 н. трейлер ] >> startxref 0 %% EOF 634 0 объект > endobj 635 0 объект / O / R 2 / Фильтр / Стандарт / Длина 40 >> endobj 636 0 объект [ 637 0 R 638 0 R 639 0 R 640 0 R 641 0 R 642 0 R 643 0 R 644 0 R 645 0 R 646 0 руб. 647 0 руб. 648 0 руб. ] endobj 637 0 объект > endobj 638 0 объект > endobj 639 0 объект > endobj 640 0 объект > endobj 641 0 объект > endobj 642 0 объект > endobj 643 0 объект > endobj 644 0 объект > endobj 645 0 объект > endobj 646 0 объект > endobj 647 0 объект > endobj 648 0 объект > endobj 683 0 объект > поток sXW0>% rmK0ZJNz M_ / rSbt; j5V! R? l + NYK = 39} 癒 pN9ps1M> D} LiKh5rKa3I: dhH = [L «CNK ($ T> q.
