Какие факторы влияют на точность измерений штангенциркулем. Как минимизировать погрешность при использовании штангенциркуля. Какие виды погрешностей возникают при работе со штангенциркулем.
Факторы, влияющие на приборную погрешность штангенциркуля
Приборная погрешность штангенциркуля зависит от нескольких ключевых факторов:
- Качество изготовления и точность нанесения шкал
- Износ измерительных поверхностей
- Температурные деформации
- Погрешности отсчетного устройства
- Погрешности от нарушения принципа Аббе
Рассмотрим каждый из этих факторов подробнее.
Качество изготовления и точность нанесения шкал
Точность нанесения делений на основной шкале штанги и шкале нониуса напрямую влияет на погрешность измерений. Как определяется погрешность из-за неточности шкал?
- Для штангенциркулей 1 класса точности допускаемая погрешность делений шкалы штанги составляет ±0,05 мм на длине 100 мм
- Для 2 класса точности — ±0,1 мм на 100 мм
- Погрешность делений нониуса не должна превышать ±0,05 мм
Износ измерительных поверхностей
В процессе эксплуатации происходит износ измерительных поверхностей губок штангенциркуля, что приводит к увеличению погрешности. Какие меры позволяют минимизировать износ?

- Аккуратное обращение с инструментом
- Регулярная чистка и смазка
- Хранение в защитном футляре
- Периодическая поверка и замена изношенных деталей
Температурные деформации и их влияние на точность измерений
Температурные деформации являются одним из существенных источников погрешности при работе со штангенциркулем. Как температура влияет на точность измерений?
- При отклонении температуры от нормальной (20°C) происходит тепловое расширение или сжатие материала штангенциркуля
- Коэффициент линейного расширения стали составляет примерно 11,5·10-6 1/°C
- На каждые 10°C отклонения от нормы возникает погрешность около 0,01 мм на 100 мм длины
Для минимизации температурных погрешностей рекомендуется:
- Выдерживать инструмент и измеряемую деталь при одинаковой температуре не менее 30 минут
- По возможности проводить измерения при температуре 20±5°C
- Учитывать поправку на температурное расширение при значительных отклонениях от нормы
Погрешности отсчетного устройства штангенциркуля
Погрешность отсчетного устройства зависит от типа штангенциркуля и цены деления нониуса. Какова погрешность для разных типов штангенциркулей?
- Для нониусных штангенциркулей с ценой деления 0,1 мм — ±0,05 мм
- Для нониусных штангенциркулей с ценой деления 0,05 мм — ±0,025 мм
- Для цифровых штангенциркулей с дискретностью 0,01 мм — ±0,02 мм
Цифровые штангенциркули позволяют снизить субъективную погрешность отсчета, но имеют свои источники погрешностей, связанные с работой электронного блока.
Погрешности от нарушения принципа Аббе
Принцип Аббе гласит, что измерительная линия должна быть продолжением линии измеряемого размера. Нарушение этого принципа приводит к возникновению погрешностей первого порядка. Как проявляется нарушение принципа Аббе в штангенциркуле?
- При перекосе рамки относительно штанги
- При измерении размеров не по оси губок
- При наличии зазоров в направляющих рамки
Для соблюдения принципа Аббе необходимо:
- Обеспечивать параллельность губок
- Измерять размеры строго по оси губок
- Следить за износом направляющих рамки
Методы минимизации приборной погрешности штангенциркуля
Существует ряд методов, позволяющих уменьшить влияние приборной погрешности на результаты измерений:
- Регулярная поверка и калибровка инструмента
- Соблюдение правил эксплуатации и хранения
- Учет температурных поправок
- Использование штангенциркулей более высокого класса точности
- Применение цифровых штангенциркулей
Рассмотрим подробнее каждый из этих методов.
Регулярная поверка и калибровка
Поверка штангенциркуля позволяет выявить отклонения его метрологических характеристик от номинальных значений. Как часто необходимо проводить поверку?
- Для штангенциркулей 1 класса точности — не реже 1 раза в год
- Для штангенциркулей 2 класса точности — не реже 1 раза в 2 года
Соблюдение правил эксплуатации и хранения
Правильная эксплуатация и хранение позволяют сохранить точность инструмента в течение длительного времени. Каковы основные правила обращения со штангенциркулем?
- Очищать измерительные поверхности перед работой
- Не прилагать чрезмерных усилий при измерении
- Хранить в футляре при температуре 10-35°C и влажности до 80%
- Наносить тонкий слой масла на металлические части для защиты от коррозии
Особенности приборной погрешности цифровых штангенциркулей
Цифровые штангенциркули имеют ряд преимуществ перед механическими, но также обладают специфическими источниками погрешностей. Каковы особенности погрешностей цифровых штангенциркулей?
- Погрешность аналого-цифрового преобразователя
- Погрешность дискретности отсчета
- Погрешность от разряда элемента питания
- Влияние электромагнитных помех
При этом цифровые штангенциркули позволяют:
- Исключить субъективную погрешность отсчета
- Повысить производительность измерений
- Передавать данные на компьютер для статистической обработки
Влияние квалификации оператора на точность измерений штангенциркулем
Квалификация и опыт оператора играют важную роль в обеспечении точности измерений штангенциркулем. Какие факторы, зависящие от оператора, влияют на погрешность?
- Правильность базирования детали
- Выбор измерительного усилия
- Навыки считывания показаний
- Учет температурных поправок
Для повышения квалификации операторов рекомендуется:
- Проводить регулярное обучение и аттестацию
- Разрабатывать подробные инструкции по измерениям
- Организовывать взаимные проверки результатов
Сравнение приборной погрешности штангенциркулей разных типов
Рассмотрим сравнительные характеристики погрешностей штангенциркулей разных типов:

| Тип штангенциркуля | Цена деления | Пределы допускаемой погрешности |
|---|---|---|
| ШЦ-I (нониусный) | 0,1 мм | ±0,1 мм |
| ШЦ-II (нониусный) | 0,05 мм | ±0,05 мм |
| ШЦЦ-I (цифровой) | 0,01 мм | ±0,03 мм |
Как видно из таблицы, цифровые штангенциркули обеспечивают наименьшую погрешность измерений. Однако при выборе типа штангенциркуля следует учитывать не только погрешность, но и другие факторы:
- Стоимость инструмента
- Условия эксплуатации
- Требуемую производительность измерений
- Возможность интеграции с компьютерными системами
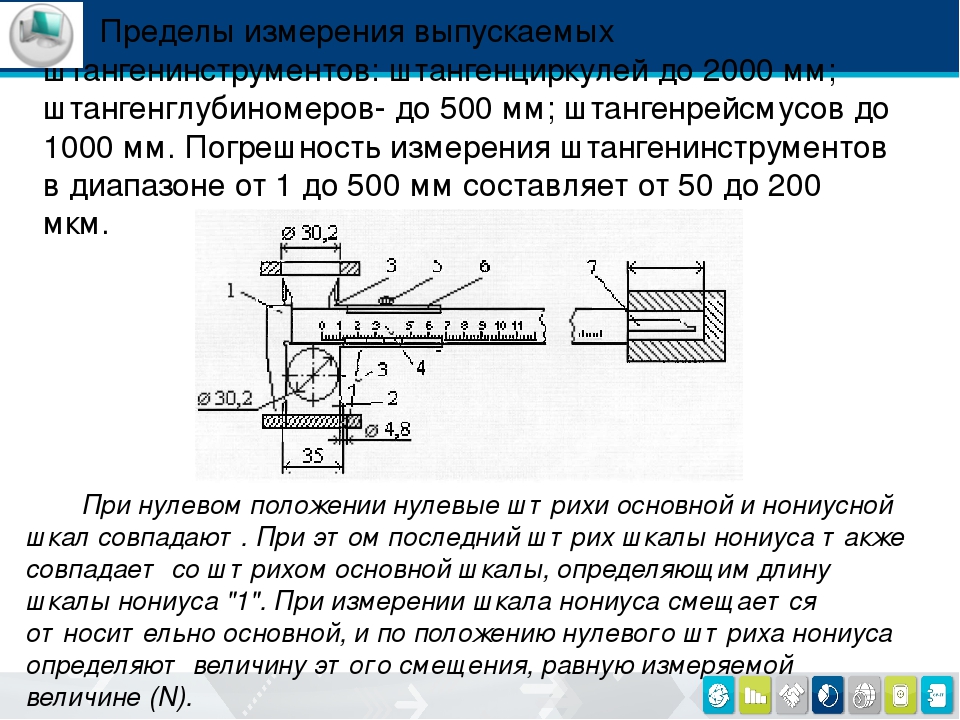
Погрешность измерений при помощи штангенинструментов.
Погрешность измерений штангенинструментами
Погрешности линейных измерений
Как и при измерениях любыми инструментами, штангенинструментом можно измерить линейные размеры детали с некоторой предельной степенью точности, которая зависит не только от качества и точности изготовления измерительного средства, но и от некоторых других факторов.
Погрешностью средств измерений называется отклонение его показания (выходного сигнала) от воздействующей на его вход измеряемой величины (входного сигнала).
Погрешности, возникающие в процессе измерений, можно разделить на
систематические и случайные.
Кроме этого, в процессе измерения могут появиться грубые (очень большие) погрешности, а также могут быть допущены промахи.
К систематическим погрешностям относят составляющую погрешности измерений, которая остается постоянной или закономерно изменяется при повторных измерениях одной и той же величины.
Как правило, систематические погрешности могут быть в большинстве случаев изучены и учтены до начала измерений, а результат измерения может быть уточнен за счет внесения поправок, если их числовые значения определены, или за счет использования таких способов измерений, которые дают возможность исключить влияние систематических погрешностей без их определения.
К случайным погрешностям измерения относят составляющие погрешности измерений, которые изменяются случайным образом при повторных измерениях одной и той же величины.
Основными причинами грубых погрешностей и промахов могут являться ошибки экспериментатора, резкое и неожиданное изменение условий измерения, неисправность прибора и т. п.
Суммарная погрешность измерения с помощью штангенинструментов состоит из следующих составляющих:
- погрешность Δ1,возникающая от ошибок нанесения штрихов шкалы на штанге и на нониусе.
 Это систематическая погрешность, но она не известна и не может быть учтена и компенсирована, поэтому ее учитываю как случайную;
Это систематическая погрешность, но она не известна и не может быть учтена и компенсирована, поэтому ее учитываю как случайную; - погрешность Δ2, возникающая из-за нарушения принципа Аббе. Это случайная погрешность первого порядка, зависящая от длины губок, зазоров в направляющей ползуна и усилия прижима губки к измеряемой детали;
Эрнст Аббе
(1840-1905) — немецкий физик-оптик. Является автором теории микроскопа, конструктор многих оптических приборов. Руководитель оптических заводов К. Цейса в Йене.Принцип Аббе (компараторный принцип, принцип последовательного расположения) заключается в следующем: линия измерения должна являться продолжением линии рабочих (снимающих размер) элементов измерительного прибора, т. е. необходимо, чтобы ось шкалы прибора располагалась на одной прямой с контролируемым размером проверяемой детали.
В случае расположения измерителя и измеряемого предмета не на одной прямой при измерении возникает ошибка первого порядка, величина которой будет тем больше, чем больше при одних и тех же условиях было расстояние между предметом и измерителем.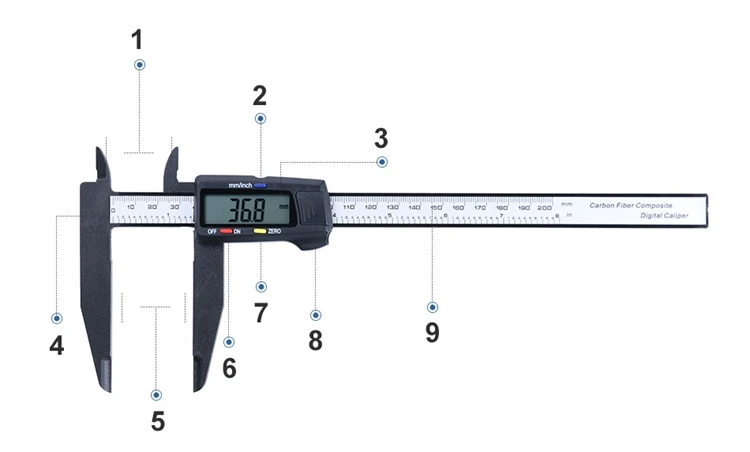
При уменьшении этого расстояния уменьшается и возможная ошибка, которая сделается равной нулю, когда измеряемый предмет и измеритель, с которыми производится сравнение, будут расположены на одной прямой.
Если этот принцип не выдерживается, то перекос и не параллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
При соблюдении принципа Аббе погрешностями, вызываемыми перекосами, можно пренебречь, так как они являются ошибками второго порядка малости.
- погрешность Δ3, возникающая из-за ошибок отсчета по штриховой шкале и нониусу. Это случайная погрешность;
- погрешность Δ4, возникающая из-за неодинакового усилия прижима губки к измеряемой детали. Это случайная погрешность, возникающая из-за деформации контролируемой поверхности измерительными губками;
- погрешность Δ5,возникающая из-за отклонений температуры изделия и штангенинструмента от нормальной температуры.
 В процессе измерения штангенинструмент, а иногда и контролируемую деталь держат в руках. Поэтому температура измеряемой детали и штангенинструмента переменная, что вызывает случайную погрешность;
В процессе измерения штангенинструмент, а иногда и контролируемую деталь держат в руках. Поэтому температура измеряемой детали и штангенинструмента переменная, что вызывает случайную погрешность; - погрешность Δ6, возникающая от перекосов губок штангенинструмента относительно измеряемой детали.
***
Суммарная погрешность определяется суммой квадратов всех перечисленных погрешностей:
ΔΣ = ±2σ = √(∆12 + ∆22 + ∆32 + ∆42 + ∆52 + ∆62).
У электронного штангенциркуля дополнительно возникает погрешность Δ7 из-за ошибок инкрементного емкостного преобразователя, но зато отсутствует погрешность штриховых шкал Δ1 и отсчета по ним Δ3.
Таким образом, погрешность электронного штангенциркуля может быть определена по формуле:
ΔΣ = ±2σ = √(∆22 + ∆42 + ∆52 + ∆62 + ∆72).
Из этих формул видно, что основные и наиболее значимые составляющие погрешности механического и электронного штангенинструмента – погрешности, обусловленные нарушением принципа Аббе (перекосами инструмента при измерениях) и отклонением температуры. Поэтому наличие инкрементного преобразователя и цифрового отсчета не повышает точность электронного штангенинструмента, несмотря на меньшую дискретность отсчета (0,01 мм) и более удобное считывание показаний.
Фирмы-изготовители часто приводят эмпирические формулы для расчета погрешности измерения собственных инструментов.
Так, фирма «Tesa» (Швейцария) приводит следующие формулы для ориентировочного расчета предельно допустимой погрешности измерения штангенциркулем:
— с нониусом или циферблатом с ценой деления нониуса 0,1 или 0,05 мм: Δlim = (20 + ℓ/10 мм) мкм;
— для штангенциркулей с ценой деления нониуса 0,02 мм: Δlim = (22 + ℓ/50 мм) мкм.
Однако во всех случаях практически предельно допустимая погрешность измерения штангенинструментов будет более 50 мкм.
Штангенциркули, штангенглубиномеры и штангенрейсмасы так же, как и другие средства измере-ния, подлежат обязательной поверке и калибровке. Поверку и калибровку штангенинструментов проводят в соответствии с ГОСТ 8.113-85.
Поверку погрешностей показаний штангенинструментов производят с помощью концевых мер длины в нескольких точках диапазона измерений.
При поверке губки штангенинструмента должны быть перпендикулярны широким нерабочим плоскостям мер.
Поверка показаний производится при свободной и закрепленной рамке для двух положений блока мер на ближнем и дальнем расстоянии от штанги.
Губки штангенинструмента должны прижиматься к мерам с усилием, обеспечивающим нормальное скольжение по рабочим поверхностям мер.
***
Допуски, посадки, квалитеты
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
|
|
 Аттестация лабораторий и специалистов неразрушающего контроля, производство, поставка и метрология средств НК
Аттестация лабораторий и специалистов неразрушающего контроля, производство, поставка и метрология средств НК При необходимости на штангенциркуль может быть выдан сертификат о калибровке собственной метрологической службы. Подробная информация о поверке штангенциркулей здесь.
При необходимости на штангенциркуль может быть выдан сертификат о калибровке собственной метрологической службы. Подробная информация о поверке штангенциркулей здесь.
 Особенностью ШЦ-II является возможность разметки деталей с помощью устройства точной подачи рамки.
Особенностью ШЦ-II является возможность разметки деталей с помощью устройства точной подачи рамки. 05/0,02/0,1
05/0,02/0,1 Нониусный штангенциркуль ШЦ-3 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41094-09. Диапазон измерения от 0 до 2000мм в зависимости от модели. По запросу может быть выдано свидетельство о поверке.
Нониусный штангенциркуль ШЦ-3 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41094-09. Диапазон измерения от 0 до 2000мм в зависимости от модели. По запросу может быть выдано свидетельство о поверке.

 02
02
 При необходимости может быть выдано свидетельство о поверке.
При необходимости может быть выдано свидетельство о поверке. в упаковке
в упаковке Стрелочная шкала позволяет значительно уменьшить вероятность ошибки при снятии показаний.
Стрелочная шкала позволяет значительно уменьшить вероятность ошибки при снятии показаний. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.Штангенциркуль ШЦ-I. Паспорт | PRO-TechInfo
Паспорт | PRO-TechInfo
Назначение.
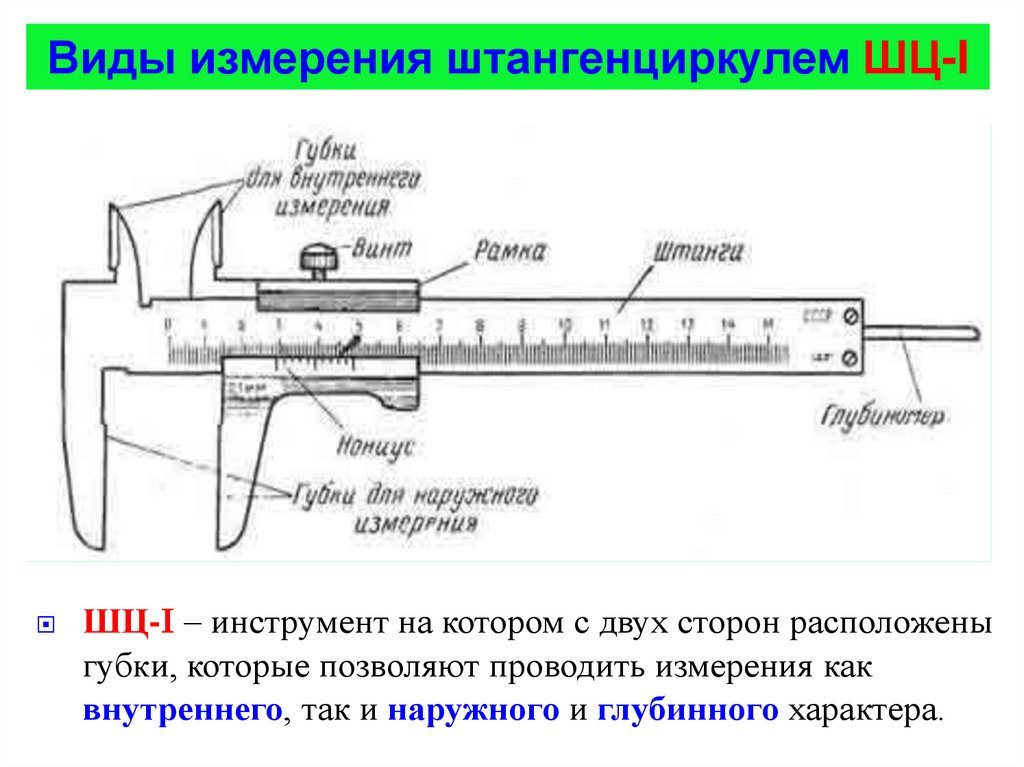
Штангенциркуль ШЦ-I с двусторонним расположением губок предназначен для измерения наружных и внутренних размеров, а также для измерения глубин. Применяется для измерений, не требующих высокой точности, абсолютным методом. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.). Наружные измерения производятся с помощью нижних губок, внутренние – с помощью “острых” губок, глубина – с помощью глубиномера.
Пример условного обозначения штангенциркуля типа I с диапазоном измерения 0-150 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
Штангенциркуль ШЦ-I-150-0,1-1
Технические характеристики.
Штангенциркули изготавливаются из углеродистой или нержавеющей стали, с дюймовой и метрической шкалой. Штангенциркули изготавливаются двух типов по виду стопорения: со стопорным винтом и курковым механизмом. Штангенциркули ШЦ-I по ISO 9002 изготавливаются из углеродистой с хромовым покрытием и нержавеющей стали, со значением отсчёта по нониусу 0,05 мм и 0,1 мм, 1 и 2 классов точности, с дюймовой и метрической шкалами. Твёрдость измерительных поверхностей инструментальной и конструкционной стали не менее 51,5 HRC.
Штангенциркули ШЦ-I по ISO 9002 изготавливаются из углеродистой с хромовым покрытием и нержавеющей стали, со значением отсчёта по нониусу 0,05 мм и 0,1 мм, 1 и 2 классов точности, с дюймовой и метрической шкалами. Твёрдость измерительных поверхностей инструментальной и конструкционной стали не менее 51,5 HRC.
Технические характеристики приведены в таблице 1.
Таблица 1 — Технические характеристики штангенциркулей ШЦ-I
| Модель | Пределы измерения, мм (дюйм) | Цена деления нониуса, мм (дюйм) | Погрешность измерений, мм | Габариты, мм | Масса, кг | |
| I класс | II класс | |||||
| ШЦ-I-125-0,1 | 0-125 (0-5”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 205×80×15 | 0,14 |
| ШЦ-I-125-0,02 | 0-125 | 0,02 | ±0,02 | — | 205×80×15 | 0,14 |
| ШЦ-I-125-0,05 | 0-125 (0-5”) | 0,05 (0,001”) | ±0,05 | — | 205×80×15 | 0,14 |
| ШЦ-I-150-0,1 | 0-150 (0-6”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 235×80×15 | 0,17 |
| ШЦ-I-150-0,02 | 0-150 | 0,02 | ±0,02 | — | 235×80×15 | 0,17 |
| ШЦ-I-150-0,05 | 0-150 (0-6”) | 0,05 (0,001”) | ±0,05 | — | 235×80×15 | 0,17 |
| ШЦ-I-200-0,1 | 0-200 (0-8”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 285×95×15 | 0,41 |
| ШЦ-I-200-0,02 | 0-200 | 0,02 | ±0,02 | — | 285×95×15 | 0,41 |
| ШЦ-I-200-0,05 | 0-200 (0-8”) | 0,05 (0,001”) | ±0,05 | — | 285×95×15 | 0,41 |
| ШЦ-I-250-0,1 | 0-250 (0-10”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 335×110×15 | 0,55 |
| ШЦ-I-250-0,02 | 0-250 | 0,02 | ±0,02 | — | 335×110×15 | 0,55 |
| ШЦ-I-250-0,05 | 0-250 (0-10”) | 0,05 (0,001”) | ±0,05 | — | 335×110×15 | 0,55 |
Условия эксплуатации.
3.1. Температура рабочего пространства в процессе измерения должна быть (20±15)˚С.
3.2. Относительная влажность воздуха не более 80% при температуре 25˚С.
3.3. Содержание в окружающей среде агрессивных газов и паров не допускается.
Комплектность.
В комплект прибора входят:
- штангенциркуль;
- футляр;
- паспорт.
Устройство и принцип работы.
5.1. Штангенциркуль имеет две шкалы и микровинтовое устройство для тонкой регулировки рамки. Основная шкала нанесена на штанге с делениями через 1 мм, вторая шкала – на нониусе, который закреплен на рамке. Фиксация рамки производится при помощи стопорного винта. Плавное перемещение рамки обеспечивается пружиной, расположенной внутри рамки.
5.2. Наружные размеры измеряются при помощи нижних губок. Верхние губки применяются для измерения внутренних размеров. Для разметочных работ используются обе пары губок.
5.3. Отсчет размеров производится методом непосредственной оценки совпадения деления шкалы с делениями нониуса.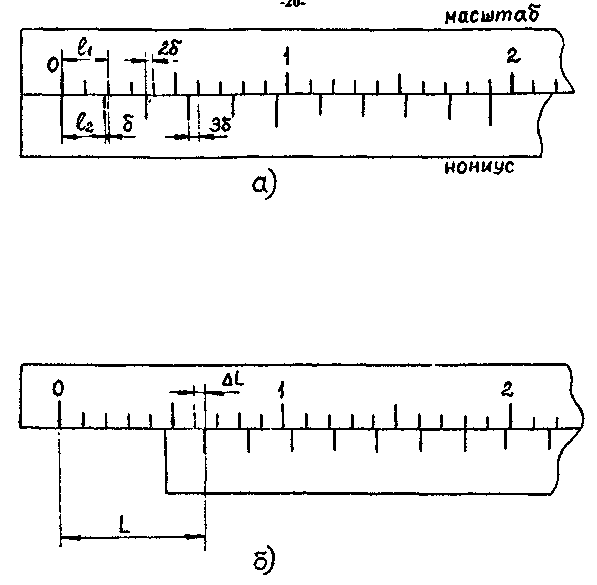
Рис.1. Схема измерения
5.4. Измерение с помощью штангенциркуля различных элементов конструкции (диаметров отверстия или вала, межцентрового расстояния, глубины отверстия и т.п.) проводят следующим образом: при отстопоренном винте 5 перемещают по штанге 1 нониус 6, приводят в соприкосновение с поверхностями измеряемых деталей измерительные поверхности штанги и нониуса 2 и 3 или соединенного с нониусом измерительного стержня 7. В этом положении необходимо застопорить рамку нониуса 6 винтом 5 и снять отсчет со шкалы прибора.
Указание мер безопасности.
Во избежание травматизма не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Подготовка к работе.
7.1. Ознакомиться перед началом работы с паспортом на штанген-циркуль.
7.2. Протереть штангенциркуль, удалить смазку ветошью, смоченной в бензине (особенно тщательно с измерительных поверхностей), насухо протереть тканью.
7.3. Проверить установку нониуса на ноль. При необходимости совместить нулевые штрихи шкал и нониуса.
Порядок работы и техническое обслуживание.
8.1. В процессе работы и по окончании ее протирать штангенциркуль салфеткой, смоченной в водно-щелочном растворе СОЖ, а затем насухо чистой салфеткой.
8.2. По окончании работы нанести на поверхности штангенциркуля тонкий слой любого технического масла и поместить в футляр.
8.3. В процессе эксплуатации не допускать грубых ударов или падения во избежание изгибов штанги и других повреждений, царапин на измерительных поверхностях, трения измерительных поверхностей об контролируемую деталь.
Правила хранения.
9.1. Хранить штангенциркуль в футляре в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относительной влажности не более 80% при температуре +20˚С.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки штангенциркуля маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Методы и средства поверки.
10.1. Поверка штангенциркуля должна производиться методами и средствами, указанными в ГОСТ 8113 и МИ 1384.
10.2. Межповерочный интервал устанавливается потребителем в зависимости от интенсивности эксплуатации штангенциркуля.
Сведения о консервации.
11.1. Штангенциркуль подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
11.2. Срок хранения прибора без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Штангенциркуль ШЦ-1. Паспорт
Паспорт
№1-01 — Стр 2
11
7) Результат расчета измерений величины Z записывают в виде
8)Для характеристики точности измерений находят относительную погрешность
δ = |
|
Z |
100%. |
(24) |
||
|
|
|
||||
Z |
||||||
|
|
|
||||
3. Описание измерительных приборов
Для измерения линейных размеров тела (в данной работе цилиндра) используют штангенциркуль и микрометр. Эти измерительные приборы имеют шкалу, разбитую на деления. Нанести на шкалу с высокой точностью мелкие деления в виде очень тонких штрихов – задача весьма сложная, и для отсчета по такой шкале приходится использовать лупу или микроскоп. Поэтому для повышения точности измерения широко применяются нониусы и микрометрические винты.
Поэтому для повышения точности измерения широко применяются нониусы и микрометрические винты.
Нониус. При измерении небольших длин для повышения точности измерения пользуются масштабной линейкой (основной шкалой), снабжённой нониусом. Нониусом называется дополнительный масштаб, позволяющий повысить точность измерения с данным масштабом в 10 раз и более. Он представляет собой скользящую вдоль основной шкалы небольшую линейку с нанесёнными делениями (рис.1).
Рис. 1. Линейка с нониусом
12 Цена деления нониуса l1 не равна цене деления основной шкалы l. В общем
случае суммарная длина всех n делений нониуса равна длине (n-1) делений основной шкалы т.е.
(25)
Следовательно, цена деления нониуса отличается от цены деления основной шкалы на величину
l = l −l1 |
l |
(26) |
|
n |
|||
|
|
Величина ∆l называется точностью нониуса. Она даёт наименьшую величину, которую можно измерить с помощью линейки с нониусом, т.е. максимальную абсолютную погрешность нониуса (приборную погрешность).
Она даёт наименьшую величину, которую можно измерить с помощью линейки с нониусом, т.е. максимальную абсолютную погрешность нониуса (приборную погрешность).
Для шкал с ценой деления l = 1мм нониус обычно имеет длину 9 мм и разделён на 10 равных частей. Следовательно, в этом случае цена деления нониуса l1 =0,9мм и точность нониуса ∆l =0,1мм.
Рассмотрим процесс измерения длин с помощью линейки, снабжённой таким нониусом. Пусть начало предмета, длину L которого необходимо измерить, совпадёт с началом основной шкалы, а конец находится между 16-м и 17-м делениями основной шкалы прибора (рис.2). Тогда
где ∆L – пока ещё неизвестная доля 17-го деления основной шкалы.
13
Рис.2. Измерения с помощью нониуса штангенциркуля Так как цена деления нониуса не равна цене деления основной шкалы, то
обязательно найдётся на нониусе такое деление (7-е на рис. 2), которое будет ближе всего находиться к соответствующему 23-му (16+7) делению основной шкалы. Из рис. 2 видно, что
2 видно, что
L = 7l − 7l1 = 7(l − l1 ) = 7 l = 0,7мм |
(28) |
Следовательно, L=16,7мм
Итак, длина предмета, измеряемого при помощи нониуса, равна числу целых делений масштаба основной шкалы плюс произведение точности нониуса на номер деления нониуса, совпадающего (или ближе всего лежащего) с некоторым делением масштаба основной шкалы.
Погрешность, которая может возникнуть при таком методе отсчета, обусловлена неточным совпадением деления нониуса с делением основной шкалы. Поэтому
приборная погрешность равна точности нониуса.
Если для шкалы с ценой деления 1 мм нониус имеет длину 19 мм и разделен на 20 равных частей, то в этом случае цена деления нониуса 0,95 мм и точность нониуса (а следовательно, и абсолютная погрешность) равна 0,05 мм.
При более точных измерениях употребляется измерительная линейка с ценой деления основной шкалы 0,5 мм и нониус имеет такую шкалу, что его 50 делений соответствуют 49 делениям основной шкалы. Цена деления такого нониуса 0,49 мм и точность такого нониуса равна 0,01 мм.
Цена деления такого нониуса 0,49 мм и точность такого нониуса равна 0,01 мм.
Порядок измерений с помощью приборов с линейным нониусом аналогичен и для приборов с угловым нониусом, которым снабжены, например, теодолит и другие приборы.
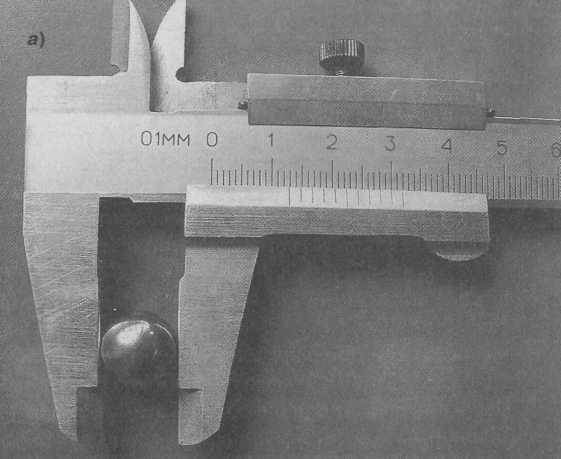
14 Штангенциркуль (рис. 3) состоит из стальной линейки А с
миллиметровыми делениями, с одной стороны которой имеется неподвижная ножка В. На подвижной части штангенциркуля находятся ножка D и нониус С, которые могут перемещаться вдоль линейки А. Когда ножки В и D соприкасаются, ноль линейки и ноль нониуса должны совпадать. Для того чтобы измерить линейные размеры предмета М, его помещают между ножками, которые сдвигают до соприкосновения с предметом (без сильного нажима) и закрепляют винтом Е. После этого делают отсчет по линейке и нониусу и вычисляют длину предмета.
Рис.3. Штангенциркуль
Микрометр (рис. 4) состоит из двух основных частей: скобы В и
микрометрического винта А.
15
Рис.4. Микрометр Микрометрический винт А проходит через отверстие скобы В с внутренней
резьбой. Против микрометрического винта, на скобе, имеется упор Е. На микрометрическом винте закреплен полый цилиндр (барабан) С с делениями по окружности, при вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле D.
Против микрометрического винта, на скобе, имеется упор Е. На микрометрическом винте закреплен полый цилиндр (барабан) С с делениями по окружности, при вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле D.
Для измерения микрометром предмет помещают между упором Е и
микрометрическим винтом А (рис. 4) и вращают винт А за фрикционную головку М до появления звука трещотки. При этом измеряемый объект будет зажат между упором Е и концом винта А (вращение винта А производится только за головку М, так как в противном случае легко сбить совпадение нулей шкалы стебля D и барабана С).
Действие микрометра основано на свойстве винта при повороте совершать перемещение в направлении оси, пропорциональное углу поворота. За один оборот винт перемещается на расстояние, равное шагу. Наиболее распространенным является микрометр с шагом винта 0,5 мм: для того чтобы микрометрический винт А передвинуть на один миллиметр, необходимо сделать два оборота барабана С. Линейная (основная) шкала расположена по обе стороны от продольной черты на
Линейная (основная) шкала расположена по обе стороны от продольной черты на
16 стебле D: верхние и нижние риски шкалы сдвинуты относительно друг друга на
полмиллиметра; цифры проставлены только для делений нижней шкалы, которая представляет собой обычную миллиметровую шкалу (см. рис. 4).
Так как барабан разделен на 50 делений, то поворот барабана на одно деление соответствует продольному перемещению винта на 0,01 мм. Эта величина (цена одного деления барабана) и представляет собой точность микрометра. При отсчете по микрометру число сотых долей микрометра, отсчитанных по шкале барабана против продольной черты основной шкалы, прибавляют к числу целых миллиметров, если последним открывается из-под края барабана нижнее деление основной шкалы. Если же последним открылось верхнее деление, то к целому числу миллиметров, определенному последним видимым нижним делением, добавляют 0,5 мм и число сотых долей, отсчитанных по барабану.
Отсчет показаний микрометра про изводится по нижней линейной шкале на стебле D и по круговой шкале на барабане С. По нижней линейной шкале отсчитывается число целых миллиметров, по верхней шкале — их половинные доли (если они есть), а по круговой шкале — сотые доли миллиметра.
По нижней линейной шкале отсчитывается число целых миллиметров, по верхней шкале — их половинные доли (если они есть), а по круговой шкале — сотые доли миллиметра.
При измерениях возможны два случая:
а) левый край барабана закрывает штрих верхней линейной шкалы, делящей последний миллиметр, отсчитанный по нижней шкале, пополам (рис. 5,а). В этом случае показания микрометра складываются из целого числа миллиметров, отсчитанных по нижней линейной шкале до левого края барабана, и сотых долей миллиметра, отсчитанных по круговой шкале при совпадении ее штриха с горизонтальной линией продольной шкалы. Например, показание микрометра на рис. 5,а соответствует 7 мм + +0,34 мм = 7,34 мм.
17 б) левый край барабана находится правее того штриха верхней линейной
шкалы, который делит последний видимый миллиметр нижней шкалы пополам (рис. 5,6). В этом случае к показаниям нижней линейной шкалы и круговой шкалы прибавляется 0,50 мм. Например, на рис. 5,6 показание микрометра: 7 мм + 0,50 мм + 0,34 мм = 7,84 мм.
Рис.5. Измерения с помощью микрометрического винта
Масса тела определяется прямым измерением – взвешиванием на учебных лабораторных (электронных) весах типа ВУЛ-100. Учебные лабораторные весы типа ВУЛ-100 – это цифровой прибор. Приборную погрешность в таком случае принимают
равной единице последнего разряда. Например, при взвешивании тела №1 весы показали значение 16,8 г, а при взвешивании тела №2 весы показали значение 11,0 г.
Так как весы электронные, их показания точные, взвешивание проводят один раз. В таком случае значения средних масс тел будут равны соответствующим показаниям весов, а приборная погрешность определения массы для каждого тела будет равна 0,1г.
|
Таблица 1. Технические данные приборов |
Прибор |
Пределы измерений Цена деления Приборная погрешность |
Штангенциркуль |
|
Микрометр |
|
4. Порядок выполнения работы
Порядок выполнения работы
При выполнении работы необходимо соблюдать общие требования по технике безопасности и охране труда, установленные на рабочем месте студента в лаборатории.
4.1.Заполните таблицу 1.
18 4.2. Взвешиванием определите массу образца и погрешность определения
массы.
4.3.Измерьте (5 раз) штангенциркулем высоту цилиндра h.
4.4.Измерьте микрометром диаметр цилиндра d (также 5 раз).
4.5.Результаты измерений занесите в таблицу 2.
4.6.Произведите обработку результатов измерений.
Масса образца m =___________кг.
Погрешность измерения массы m =____________кг. |
|
|
|
|||||||||
|
|
|
|
|
|
|
Таблица 2. Результаты измерений |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
№ опыта |
|
|
|
di, м |
∆ di, м |
|
|
|
hi, м |
|
∆ hi, м |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
, м |
σd = |
,м |
|
|
= |
, м |
σh = |
, м |
|
d |
h |
||||||||||
5. Обработка результатов измерений
Обработка результатов измерений
5.1.Рассчитайте средние значения диаметра d и высоты h образца:
d= 1 å5 di = 5 i=1
h = 1 åhi = |
|
|
|
|
|
|
|
|||||
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
5 i=1 |
|
|
|
|
|
|
|
|
||
Результаты расчетов занесите в таблицу 2. |
||||||||||||
5.2.Вычислите |
среднеквадратичные погрешности измерений диаметра σd и |
|||||||||||
высоты |
σh , |
предварительно |
определив погрешности отдельных измерений |
|||||||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
di = d |
−di и hi = h −hi : |
|
|
|
||||||
|
|
|
|
|
|
|
||||||
|
|
|
Dd 2 + Dd 2 |
+ Dd 2 |
+ Dd 2 + Dd 2 |
|||||||
σ d = |
|
|
1 |
2 |
3 |
4 |
5 |
= |
||||
|
|
|
|
5 × 4 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
||
19
|
|
Dh3 |
+ Dh3 |
+ Dh3 |
+ Dh3 |
+ Dh3 |
|
|
σ h = |
1 |
2 |
3 |
4 |
5 |
= |
||
|
|
5 × 4 |
|
|
||||
|
|
|
|
|
|
|
|
|
Результаты расчетов занесите в табл.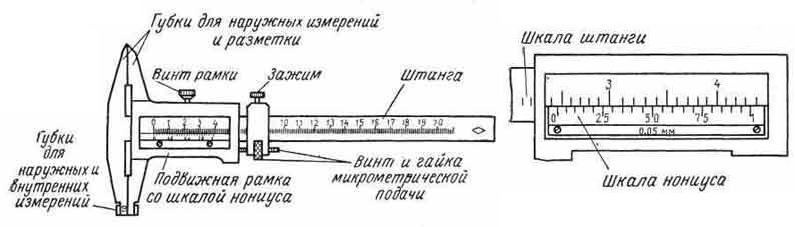 2.
2.
5.3.Рассчитайте абсолютные погрешности прямых измерений диаметра d и
высоты h ((∆d)приб и (∆h)приб – приборные погрешности измерений диаметра образца микрометром и высоты образца штангенциркулем соответственно):
d =σd +( d )приб =
h =σh +( h)приб =
Результаты расчетов также занесите в табл. 2:
5.4. Вычислите среднее значение плотности образца:
|
ρ |
= |
4m |
|
= |
|||
|
|
|
|
|
|
|||
|
π × |
|
2 × |
|
|
|||
|
d |
h |
||||||
5.5.Рассчитайте абсолютную ошибку косвенного измерения плотности образца ρ, предварительно вычислив частные производные при средних значениях
диаметра, высоты и массы образца:
ρd’ |
|
= |
|
|
|
dρ |
|
|
= |
|
|
8m |
|
|
|
|
|
|
|
= |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
dd |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
π × d 3 |
× h |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
ρh’ |
|
= |
|
|
dρ |
|
|
= |
|
|
|
4m |
|
|
|
|
|
|
|
= |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
dh |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
π × d 2 × h 2 |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
ρm’ |
|
= |
|
|
dρ |
|
= |
4 |
|
|
|
|
|
|
|
= |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
dm |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
π × d 2 |
× h |
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
Dρ = ρd’ × Dd + ρh’ ×Dh + ρm’ × Dm =
5. 6. Относительную ошибку косвенного измерения плотности образца определите по формуле
6. Относительную ошибку косвенного измерения плотности образца определите по формуле
δ = ρρ ×100% =
5.7.Запишите окончательный результат расчётов в виде: ρ = (ρ ± Dρ) = _____________(кг/м3)
20
δ = ______________%.
5.8.Использовав таблицу плотности тел, определите: а) материал, из которого изготовлено тело;
б) попадает ли табличное значение плотности тела в интервал
ρ − ρ < ρтаб < ρ + ρ.
6. Библиографический список
1. Савельев И. В. Курс общей физики. Кн.1. Механика.М.: Издательство Астрель. 2003.-253с.
2.Капуткин Д.Е., Шустиков А.Г. Физика. Обработка результатов измерений при выполнении лабораторных работ. (№ 805). М.: МИСиС. «Учеба». 2007.- 108с.
3.Красильников О.М. Методическое руководство по обработке результатов измерений. М.: МИСиС. 1985.
4.Физическая энциклопедия. Т.1 иТ.3. М.: Большая Российская энциклопедия. 1992.
7.Контрольные вопросы
1.Дайте определение плотности тела.
2. С какой точностью измеряется диаметр образца в данной работе? 3.Как определяется абсолютная ошибка прямых измерений?
С какой точностью измеряется диаметр образца в данной работе? 3.Как определяется абсолютная ошибка прямых измерений?
4.Как вычисляется абсолютная ошибка косвенных измерений? 5.Перечислите ошибки, возникающие при измерениях физических величин.
6.Задача. Найдите плотность вещества, из которого изготовлен шарик радиусом 10 см, если масса шарика равна массе цилиндра высотой 22 см и радиусом 14 см, изготовленного из алюминия (плотность алюминия ρ = 2,6 ×103 кг/м3 ).
Что нужно знать о классе точности измерительного прибора?
Измерительные приборы: вольтметры, амперметры, токовые клещи, осциллографы и другие — это устройства, предназначенные для определения искомых величин в заданном диапазоне, каждый из них имеет свою точность, причем устройства, измеряющие одну и ту же величину, в зависимости от модели, могут отличаться по точности и классу.
В каких-то ситуациях достаточно просто определить значение, например, вольтаж батарейки, а в других необходимо выполнить многократное повторение измерений высокоточными приборами для получения максимально достоверного результата, так в чем отличие таких измерительных устройств, что означает класс точности, сколько их бывает, как его определить и многое другое читайте далее в нашей статье.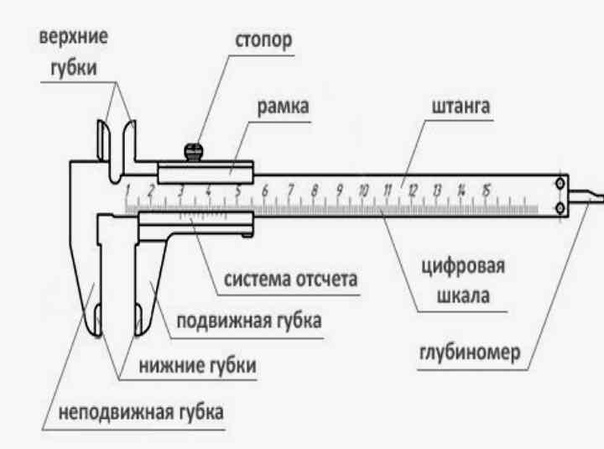
Что такое класс точности
Определение: «Класс точности измерения — это общая характеристика точности средства измерения, определяемая пределами допустимых основных и дополнительных погрешностей, а также другими факторами, влияющими на нее».
Сам по себе класс не является постоянной величиной измерения, потому что само измерение зачастую зависит от множества переменных: места измерения, температуры, влажности и других факторов, класс позволяет определить лишь только в каком диапазоне относительных погрешностей работает данный прибор.
Чтобы заранее оценить погрешность, которую измерит устройство, также могут использоваться нормативные справочные значения.
Устаревание, несовершенство изготовления измерителей, внешние воздействия — это основной показатель отклонения погрешностей.
Относительная погрешность — это отношение абсолютной погрешности к модулю действительного приближенного показателя полученного значения, измеряется в %.
Абсолютная погрешность рассчитывается следующим образом:
∆=±a или ∆=(a+bx)
x – число делений, нормирующее значение величины
a, b – положительные числа, не зависящие от х
Абсолютная и приведенная погрешность рассчитывается по следующим формулам, см. таблицу ниже
Какие классы точности бывают, как обозначаются
Как мы уже успели выяснить, интервал погрешности определяется классом точности. Данная величина рассчитывается, устанавливается ГОСТом и техническими условиями. В зависимости от заданной погрешность, бывает: абсолютная, приведенная, относительная, см. таблицу ниже
Согласно ГОСТ 8.401-80 в системе СИ классы точности обычно помечается латинской буквой, часто с добавлением индекса, отмеченного цифрой. Чем меньше погрешность, соответственно, меньше цифра и буквенное значение выше по алфавиту, тем более высокая точность.
Приборы, способные выполнять множество различных замеров, могут быть одновременно более двух классов.
Класс точности обозначается на корпусе устройства в виде числа обведенного в кружок, обозначает диапазон погрешностей измерений в процентах. Например, цифра ② означает относительную погрешность ±2%. Если рядом со знаком присутствует значок в виде галочки, это значит, что длина шкалы используется в качестве вспомогательного определения погрешности.
- 0,1, 0,2 – считается самым высоким классом
- 0,5, 1 – чаще применяется для устройств средней ценовой категории, например, бытовых
- 1,5, 2,5 – используется для приборов измерения с низкой точностью или индикаторов, аналоговых датчиков
Примечание. На корпусе высокоточных измерителей, класс может не наносится. Обозначение таких устройств как правило выполняется особыми знаками.
Каким ГОСТом регламентируется точность приборов?
ГОСТ 8.401-80 «Классы точности средств измерений» общие требования. Нормативным документом устанавливаются общие положения классификации точностей измерительных приборов.
Нормативным документом устанавливаются общие положения классификации точностей измерительных приборов.
Как определить класс точности электроизмерительного прибора, формулы расчета
Чтобы определить класс точности, необходимо взглянуть на его корпус или инструкцию пользователя, в ней вы можете увидеть цифру, обведенную в круг, например, ① это означает, что ваш прибор измеряет величину с относительной погрешностью ±1%.
Но что делать если известна относительная погрешность и необходимо рассчитать класс точности, например, амперметра, вольтметра и т.д. Рассмотрим на примере амперметра: известна ∆x=базовая (абсолютная) погрешность 0,025 (см. в инструкции), количество делений х=12
Находим относительную погрешность:
Y= 100×0,025/12=0,208 или 2,08%
(вывод: класс точности – 2,5).
Следует отметить, что погрешность неравномерна на всем диапазоне шкалы, измеряя малую величину вы можете получить наибольшую неточность и с увеличением искомой величины она уменьшается, для примера рассмотрим следующий вариант:
Вольтметр с классом p=±2, верхний предел показаний прибора Xn=80В, число делений x=12
Предел абсолютной допустимой погрешности:
Относительная погрешность одного деления:
Если вам необходимо выполнить более подробный расчет, смотрите ГОСТ 8. 401-80 п.3.2.6.
401-80 п.3.2.6.
Поверка приборов, для чего она нужна
Все измерительные приборы измеряют с некой погрешностью, класс точности говорит лишь о том, в каком диапазоне она находится. Бывают случаи, когда диапазон погрешности незаметно увеличивается, и мы начинаем замечать, что измеритель «по-простому» начинает врать. В таких случаях помогает поверка.
Это процесс измерения эталонной величины в идеальных условиях прибором, обычно проводится метрологической службой или в метрологическом отделе предприятия производителя.
Существует первичная и периодическая, первичную проверку проводят после выпуска изделия и выдают сертификат, периодическую проводят не реже чем раз в год, для ответственных приборов чаще.
Поэтому если вы сомневаетесь в правильности работы устройства, вам следует провести его поверку в ближайшей метрологической службе, потому что измеритель может врать как в меньшую, так и в большую сторону.
Как легко проверить потребление электроэнергии в квартире, можете узнать в нашей статье.
Видео на тему относительная погрешность прибора
Заключение
Класс точности является важным показателем для каждого прибора, при выборе всегда обращайте внимание на него. Если вам нужен, например, электрический счетчик, важно чтобы он измерял потребление энергии с максимальной точностью, благодаря этому за весь период эксплуатации, вы сможете сэкономить приличную сумму средств.
Но, а если вам необходимо просто периодически проверять напряжение в розетке, для этого не стоит переплачивать за дорогостоящую покупку.
Точность, прецизионность приборов и погрешности измерений — Учебный материал для IIT JEE
- Кинематика и вращательное движение
-
ПРЕДЛАГАЕМАЯ ЦЕНА: Rs.636
- Просмотр подробностей
Введение в ошибку
Измерение — основное требование почти любого научного эксперимента и теории. Будь то изучение единиц и размеров тела или изучение глубоких теорий электричества и магнетизма, нам нужны измерения во всем, чтобы понять основные концепции, лежащие в основе этого. Каждое измерение связано с некоторой формой неопределенности в эксперименте.
Будь то изучение единиц и размеров тела или изучение глубоких теорий электричества и магнетизма, нам нужны измерения во всем, чтобы понять основные концепции, лежащие в основе этого. Каждое измерение связано с некоторой формой неопределенности в эксперименте.
Например, . Предположим, вы измеряете высоту здания, чтобы вычислить скорость объекта, когда он отбрасывается вертикально вверх в определенный момент, и инструмент, который вы используете для измерения здания, сломан или поврежден, тогда ваш ответ точно будет неправильным.Причина неправильного измерения — неточность прибора.
Неопределенности, возникающие при проведении эксперимента, называются ошибками. Обычно ошибки возникают в результатах наших экспериментов, так как каждое измеренное значение содержит ошибку. Очень важно исключить ошибки из наших результатов, чтобы они не создавали проблем в будущем. Природа ошибки основана на двух терминах, а именно на точности и точности.
Точность
Изображение 1: Разница между точностью и точностью
Точность определяется как близость измеренного значения к стандартному значению . Предположим, вы взвесили ящик и отметили 3,1 кг, но его известное значение составляет 9 кг, тогда ваше измерение неточно.
Предположим, вы взвесили ящик и отметили 3,1 кг, но его известное значение составляет 9 кг, тогда ваше измерение неточно.
Точность инструментов
Изображение 2: Пример точности и точности
Точность определяется как близость двух или более измеренных значений друг к другу. Предположим, вы взвесите один и тот же ящик пять раз и получите близкие результаты, такие как 3.1, 3.2, 3.22, 3.4, и 3.0 тогда ваши измерения точны.
Помните: Точность и Точность — два независимых термина. Вы можете быть очень точными, но неточными, или наоборот.
Единицы измерения вращаются вокруг точности , и точности , , поэтому мы находим показания нашего эксперимента в десятичной форме.
Типы ошибок
Изображение 3: Систематическая ошибка может возникать двумя способами
Обычно ошибки бывают двух типов:
-
Систематические ошибки
-
Случайные ошибки
Систематические ошибки
Ошибки, возникающие только в одном направлении, называются Систематическими ошибками . Направление может быть положительным или отрицательным, но не одновременно. Систематическая ошибка также известна как повторяющаяся ошибка , поскольку она возникает из-за оборудования по умолчанию и неправильного экспериментального оборудования. Эти ошибки возникают, если устройство, которое используется для измерения, неправильно откалибровано. Вот некоторые источники систематических ошибок:
Направление может быть положительным или отрицательным, но не одновременно. Систематическая ошибка также известна как повторяющаяся ошибка , поскольку она возникает из-за оборудования по умолчанию и неправильного экспериментального оборудования. Эти ошибки возникают, если устройство, которое используется для измерения, неправильно откалибровано. Вот некоторые источники систематических ошибок:
Инструментальные ошибки: Ошибки, возникающие из-за отсутствия точности в инструменте, называются инструментальными ошибками.Инструментальная ошибка возникает по следующим причинам:
-
Если прибор неправильно сконструирован и неточен
-
Неправильная калибровка прибора
-
Если чешуя стерлась по краям или где-то сломалась
-
Если прибор выдает неправильные показания вместо фактических
Примеры
-
Если отметки термометра откалиброваны неправильно, допустим, 108 ° C вместо 100 ° C, тогда он называется An Instrumental Error
-
Если измерительная шкала стерлась на конце
-
Если атмосферное давление 1 бар и прибор показывает 1.
 5 тактов, значит опять инструментальная ошибка
5 тактов, значит опять инструментальная ошибка -
В штангенциркуле с нониусом, если 0 на основной шкале не совпадает с нулем на шкале Вернье, то это инструментальная ошибка, поскольку штангенциркуль нониус конструкции не соответствует требованиям.
Несовершенство техники: Если эксперимент не проводится в соответствии с надлежащими руководящими принципами или окружающие физические условия не постоянны, это приводит к несовершенству технических ошибок.Эти ошибки возникают из-за:
-
Если прибор не используется должным образом
-
При несоблюдении инструкций по правилам эксперимента
-
Если окружающая среда не соответствует внешним физическим условиям
-
Если методика неточная
Пример
- Если поместить термометр под подмышку, а не язык, то температура всегда будет ниже, чем на теле, так как техника использования термометра неправильная
Персональные ошибки: Эти ошибки возникают из-за неправильной настройки оборудования, отсутствия навыков наблюдения в эксперименте и основаны исключительно на неосторожности человека. Личные ошибки зависят от пользователя или студента, проводящего эксперимент, и не имеют ничего общего с настройками прибора.
Личные ошибки зависят от пользователя или студента, проводящего эксперимент, и не имеют ничего общего с настройками прибора.
Пример
- Для измерения высоты объекта, если ученик неправильно поставит голову, это может привести к параллаксу и показания будут неправильными.
Как уменьшить систематические ошибки?
Систематические ошибки можно преуменьшить с помощью:
-
Улучшение экспериментальной техники путем проведения эксперимента в соответствии с руководящими принципами и мерами предосторожности эксперимента
-
Используя правильные, точно точные инструменты и отправляя старые изношенные инструменты на техническое обслуживание
-
Больше концентрации во время проведения эксперимента, чтобы избежать глупых ошибок при снятии показаний измерения
-
По возможности устранение личных ошибок и безопасное хранение приборов после эксперимента
Случайные ошибки
Случайные ошибки не фиксируются по общим периметрам и зависят от измерений к измерениям.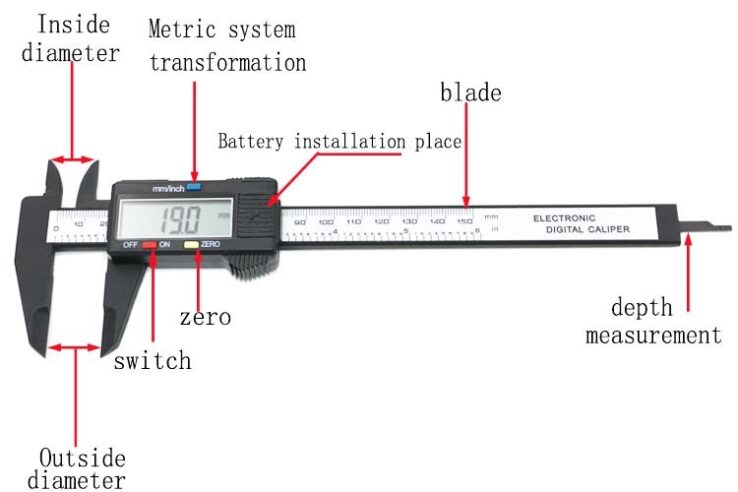 Вот почему они называются случайными ошибками, поскольку они случайны по своей природе. Случайные ошибки также определяются как колебания статистических показаний из-за ограничений точности прибора. Случайные ошибки возникают из-за:
Вот почему они называются случайными ошибками, поскольку они случайны по своей природе. Случайные ошибки также определяются как колебания статистических показаний из-за ограничений точности прибора. Случайные ошибки возникают из-за:
Пример
Мы можем только уменьшить количество случайных ошибок и не можем полностью их устранить, поскольку они непредсказуемы и не исправлены по своей природе, как систематические ошибки.
Ошибка наименьшего счета
Изображение 4: Все измерительные приборы имеют наименьшее значение .
Наименьшее значение, которое может быть измерено в приборе, называется Наименьшее значение прибора . Наименьшее количество определяет основную часть измерения и встречается как в случайных, так и в систематических ошибках
Наименьшая ошибка счета зависит от разрешения прибора. Наименьшую ошибку подсчета можно рассчитать, если мы знаем наблюдения и наименьшее количество инструментов. В приведенной ниже таблице показано наименьшее количество некоторых инструментов.
В приведенной ниже таблице показано наименьшее количество некоторых инструментов.
| Инструмент | Наименьшее количество |
| Штангенциркуль | 0.01 см |
| Сферометр | 0,001 см |
| Микрометр | 0,0001 см |
Мы используем высокоточные инструменты, чтобы улучшить технику экспериментов, тем самым уменьшив ошибку подсчета. Чтобы уменьшить наименьшую ошибку подсчета, мы проводим эксперимент несколько раз и берем среднее арифметическое всех наблюдений. Среднее значение всегда почти близко к фактическому значению измерения.
Абсолютная ошибка
Абсолютная ошибка определяется как разница между точным значением и приблизительным значением соответствующих показаний . Он показывает, насколько далек результат измерения от его истинного значения. В качестве примера предположим, что мы проводим эксперимент, в котором показания: 1 , 2 , 3 , 4 , 5 …. до n и общее количество наблюдений «n»,
Он показывает, насколько далек результат измерения от его истинного значения. В качестве примера предположим, что мы проводим эксперимент, в котором показания: 1 , 2 , 3 , 4 , 5 …. до n и общее количество наблюдений «n»,
Тогда среднее значение измерения можно рассчитать как:
a среднее значение = a 1 + a 2 + a 3 + ………….+ а n / n
Абсолютная ошибка обозначается обозначением | Δa | , а ошибки в отдельных измерениях можно рассчитать как:
Δa 1 = среднее значение — a 1
Δa 2 = среднее значение — a 2
Δa 3 = среднее значение — a 3
……. ……… ..…
Δa n = среднее значение — a n
Помните, что Δa может быть положительным или отрицательным знаком, но всегда будет фокусироваться на его величине. Кроме того, среднее арифметическое всех абсолютных ошибок является окончательным средним абсолютных ошибок эксперимента.
Кроме того, среднее арифметическое всех абсолютных ошибок является окончательным средним абсолютных ошибок эксперимента.
Δa среднее = Δa 1 + Δa 2 + Δa 3 + …………… .. + Δa n / n
Во-вторых, обратите внимание, что значение всегда находится между средним значением — Δa mean и средним значением + Δa mean. Математически диапазон измеренного значения «а» равен
a среднее — Δa среднее среднее + Δa среднее
Простыми словами Абсолютная погрешность = Фактическое значение — Приблизительное значение
Относительная ошибка
Относительная ошибка определяется как отношение средней абсолютной ошибки Δa mean к среднему значению a mean величины, измеренной в эксперименте.Вместо абсолютной ошибки мы используем относительную погрешность, так как становится проще вычислить ошибки и сделать необходимые приближения.
Относительная погрешность = Δa среднее / a среднее
Пример
Если фактическое значение величины 50, а измеренное значение 49,8. Затем вычислите в нем абсолютную погрешность и относительную погрешность.
У нас есть среднее значение , = 50 (среднее значение , и фактическое значение — одно и то же)
Измеренное значение = 49.8
Абсолютная ошибка = Фактическое значение — Измеренное значение
= 50 — 49,8
= 0,2
Относительная погрешность = 0,2 / 50 = 0,4%
Ошибка в процентах
Изображение 5: Формулы для вычисления процентной ошибки
Когда мы умножаем относительную ошибку на 100, мы получаем ошибку в процентах. Поскольку величина относительной погрешности очень мала, нам становится удобно записывать ее в процентах. Математически
Ошибка в процентах = относительная ошибка × 100
Ошибка в процентах = Δa среднее / a среднее × 100
Комбинация ошибок
Когда мы проводим физический эксперимент, нам приходится иметь дело с рядом ошибок. Ошибки могут быть в форме сложения или вычитания или могут быть в форме деления или умножения. В примере давление определяется как сила на единицу площади, и затем, если есть некоторая ошибка в силе и площади, есть вероятность, что будет ошибка и в давлении. Как теперь вычислить эту ошибку? Есть два способа вычисления комбинированных ошибок:
Ошибки могут быть в форме сложения или вычитания или могут быть в форме деления или умножения. В примере давление определяется как сила на единицу площади, и затем, если есть некоторая ошибка в силе и площади, есть вероятность, что будет ошибка и в давлении. Как теперь вычислить эту ошибку? Есть два способа вычисления комбинированных ошибок:
Мероприятия по ремонту и техническому обслуживанию штангенциркуля, чтобы избежать ошибок
Техническое обслуживание штангенциркуля: Правильное использование штангенциркуля является основным и наиболее важным условием для обеспечения качества продукции.Для поддержания функциональности и стабильности штангенциркуля нониусом необходимо регулярно проводить плановое техническое обслуживание и дополнительный уход. Полную технику калибровки и стандартную процедуру штангенциркуля можно увидеть здесь .
Обсуждается пошаговый подход, чтобы понять меры предосторожности, которые следует учитывать при использовании штангенциркуля с нониусом. Должно быть выделено надлежащее место для обеспечения безопасности и легкого доступа штангенциркуля.При использовании различных штангенциркулей Vernier можно реализовать 5S, как показано на рисунке ниже.
Должно быть выделено надлежащее место для обеспечения безопасности и легкого доступа штангенциркуля.При использовании различных штангенциркулей Vernier можно реализовать 5S, как показано на рисунке ниже.
Ниже приведены этапы технического обслуживания, которые необходимо выполнять для предотвращения неисправности штангенциркуля Vernier:
Удаление пыли и грязи:
Очистите штангенциркуль и поверхности предметов, которые необходимо измерить. Штангенциркуль необходимо обслуживать и чистить, чтобы предотвратить ошибки измерения из-за пыли или грязи. Специалисты не рекомендуют использовать штангенциркуль на загрязненных или грубых предметах.Это связано с тем, что он будет считывать неверные измерения, что может привести к производственным потерям.
Не используйте штангенциркуль с другими инструментами:
Никогда не кладите штангенциркуль Vernier Caliper вместе с другими тяжелыми инструментами, например молотками, сверлами, режущими инструментами, напильниками и т. Д. Эти инструменты могут ударить друг друга и привести к аварии.
Д. Эти инструменты могут ударить друг друга и привести к аварии.
Также не рекомендуется ставить штангенциркуль на токарный станок. Потому что когда токарный станок находится в рабочем состоянии, это может привести к несчастным случаям.Штангенциркули могут упасть с токарного станка или его кулачки могут разорваться, сломаться или разделиться из-за пульсации токарного станка.
Используйте штангенциркуль для специальных функций:
Используйте прибор для его конкретной функции, например, для измерений. Штангенциркули Vernier Caliper нельзя использовать в качестве альтернативы для других инструментов. Также неразумно использовать штангенциркуль в качестве молотка, ножной шкалы и т. Д. Также нелепо использовать его неуместно для развлечения и рассматривать штангенциркуль как игрушку, например, подбрасывать штангенциркуль.Такие безответственные действия разрушат производительность Vernier Caliper.
Беречь от неблагоприятных температур:
Температура может существенно повлиять на результаты измерения. Объекты необходимо измерять с учетом обстоятельств, что общая температура должна быть примерно 20 ° C (68 ° F). По сути, следует предполагать диапазон температур, потому что при более высокой температуре материал штангенциркуля может расширяться, и разница в показаниях может составлять несколько микрометров.
Объекты необходимо измерять с учетом обстоятельств, что общая температура должна быть примерно 20 ° C (68 ° F). По сути, следует предполагать диапазон температур, потому что при более высокой температуре материал штангенциркуля может расширяться, и разница в показаниях может составлять несколько микрометров.
Рекомендуемая комнатная температура, которая должна быть около 20 градусов по Цельсию, но объект и штангенциркуль должны иметь одинаковую температуру.
В противном случае результаты измерений могут быть неточными из-за разного расширения различных материалов объекта и измерительного прибора из-за изменения температуры. Штангенциркуль Vernier Caliper может оказывать влияние из-за изменений температуры. Штангенциркуль Vernier нельзя подвергать воздействию длительного солнечного света, так как это может повлиять на измерения из-за теплового расширения.Не размещайте штангенциркуль Vernier Caliper рядом с высокотемпературными зонами, такими как печь, передатчик тепла и электрическая плита, из-за теплового расширения.
Знайте свое местоположение во время измерения:
При проведении технического обслуживания штангенциркуля Нони нельзя ставить его близко к магнитной области, например, на магнитной скамье, чтобы избежать намагничивания.
Не ремонтируйте самостоятельно:
При изучении различных нестандартных ошибок измерения штангенциркулем Vernier Caliper, таких как неровность поверхности, коррозия, изгиб объекта или бесполезные действия.Рукоятку штангенциркуля Vernier нельзя отремонтировать самостоятельно, никогда не используйте молоток или какой-либо другой материал для ремонта. Пользователь должен сообщить об ошибке штангенциркуля Vernier Caliper в стандартные ремонтные мастерские или калибраторы, чтобы они исправили неисправность надлежащим образом.
Очищайте штангенциркуль после каждого использования:
Пользователи должны очистить его от грязи или любых других загрязняющих веществ после его использования. Штангенциркуль, изготовленный из нержавеющей стали или покрытый защитным металлом, должен быть покрыт антикоррозийной смазкой.Поместите его в специальный контейнер и поместите в обезвоженные места, чтобы он не заржавел.
Штангенциркуль, изготовленный из нержавеющей стали или покрытый защитным металлом, должен быть покрыт антикоррозийной смазкой.Поместите его в специальный контейнер и поместите в обезвоженные места, чтобы он не заржавел.
Регулярное обслуживание защиты штангенциркуля:
Чтобы поддерживать штангенциркуль Vernier Caliper, необходимо регулярно проводить ремонтные работы. Старые штангенциркули должны регулярно доставляться в авторизованный центр для калибровки на предмет правильности и проверки их работоспособности, чтобы избежать проблем с качеством, вызванных абсурдными ошибками считывания штангенциркуля.
Ремонт цифрового штангенциркуля
Цифровые штангенциркули практически никогда не содержат таких проблем, как обычные штангенциркули. Небольшое количество проблем, с которыми может столкнуться пользователь, возникает из-за разряженных батарей, может быть вызвано неправильным взаимодействием с батареей или по следующим причинам:
Постоянные цифры:
Это происходит из-за непроизвольной неисправности в цепи, которая проявляется при отображении ошибок определенных чисел или несвязанных символов или знаков на цифровом экране. Выньте аккумулятор и поместите его обратно в штангенциркуль в течение 30 секунд. После нескольких попыток он заработает правильно, и ошибка будет устранена.
Выньте аккумулятор и поместите его обратно в штангенциркуль в течение 30 секунд. После нескольких попыток он заработает правильно, и ошибка будет устранена.
Мигающие цифры:
Мигающая цифра может возникнуть из-за короткого замыкания в электросети. Чтобы решить эту проблему, вы должны как можно раньше вынуть батареи. Установите новые батареи, чтобы штангенциркуль вернье функционировал должным образом.
Ошибка отображения номера:
Это происходит из-за его неустойчивого шоу.Это происходит из-за наклейки влажного экранирования. Чтобы решить эту проблему, пользователю рекомендуется следовать процедурам, описанным в предыдущем пункте.
Ограниченный или нулевой дисплей:
Отсутствует электрическое напряжение, из-за которого отображается нулевое значение. Выньте испорченные батареи и посмотрите, как они установлены. Если в батареях появляются загрязнения или другие примеси, рекомендуется дезинфицировать соединение батарей до тех пор, пока они не станут безупречными. Вставьте батарейки обратно в цифровой штангенциркуль. После этого он должен отображаться правильно.
Вставьте батарейки обратно в цифровой штангенциркуль. После этого он должен отображаться правильно.
Обычный ремонт:
Техника ремонта применяется только тогда, когда нет другого способа исправить это. Первоначально снимите электронные детали и проведите техническое обслуживание, учитывая вышеуказанные пункты. Если проблема не устранена , обратитесь к производителю или в службу технической поддержки.
Прецизионные измерения штангенциркуля и его точность
Что такое точность? Точность измерения штангенциркулем Vernier определяется тем, насколько оно близко к фактическому или истинному значению в соответствии с ISO 5725-1.В случае нескольких измерений одного и того же объекта точность учитывает влияние случайных и систематических ошибок. Термин «точность» также используется для вычислений таким же образом, показывая нам, насколько близок расчет к фактическим значениям. Термин «точность» также используется для описания точности измерения, которая определяется количеством десятичных знаков в значении.
Что такое точность? Когда говорят о наборе измерений, произведенных штангенциркулем Vernier, термин «точность» используется для описания того, насколько близки измеренные значения друг к другу.Это не обязательно означает, что значения верны. Набор значений может быть точным, но в то же время неточным, как показано на изображении ниже:
Точность и прецизионность штангенциркуля
Точность и Точность часто связаны с двумя типами ошибок. Точность связана с систематической ошибкой в наборе измерений, а точность связана со случайными ошибками.
Случайная ошибка является результатом непредсказуемых отклонений, которые могут возникнуть при выполнении одного и того же измерения.Это может происходить из-за некоторых изменений в устройстве или может быть результатом разницы в наблюдениях при чтении прибора пользователем. Природа случайных ошибок такова, что они всегда связаны с измерительными приборами, такими как штангенциркуль, и вызывают расхождения в показаниях одного и того же измерения. Однако их влияние можно свести к минимуму, повторив измерение и взяв среднее значение результатов.
Систематические ошибки связаны с неточностями прибора или методов, используемых для выполнения измерений.Это делает невозможным устранение его эффектов методом усреднения, поскольку все значения будут отличаться в одном направлении. Для устранения систематической ошибки необходимо найти ее причину. Это может быть в форме неправильной калибровки штангенциркуля, неправильного метода измерения или даже влияния окружающей среды на процесс. Нулевые ошибки, вызванные неправильной настройкой инструмента, являются примером систематической ошибки.
Пример разницы для точности и для точности
Пример чтения 1:
, если истинное значение длины объекта составляет 10 мм.Один человек принимает показания объекта по Vernier Caliper как 10,02 мм, 10,01 мм, 10,03 мм, 10,01 мм и 10,05 мм.
Пример показаний 2:
Другой принимает показания 10.10, 10.09, 10.10, 10.09 и 10.10.
Заключение:
Таким образом, первый набор показаний более точен и менее точен, а второй набор показаний более точен и менее точен.
Методы калибровки штангенциркуля и стандартная процедура
Штангенциркульотносится к категории высокоточных измерительных приборов , что означает, что они обеспечивают очень точные измерения, часто с точностью до сотых долей миллиметра.Эта точность достигается за счет использования нониусной шкалы , прикрепленной к основной шкале, что отличает штангенциркуль от других штангенциркулей.
Эта высокочувствительная природа также требует постоянного обслуживания и калибровки штангенциркуля, поскольку даже малейшее искажение его настроек может повлиять на точность показаний. Ниже мы предоставим метод калибровки штангенциркуля и некоторые стандартные процедуры калибровки штангенциркуля.
- Прежде всего, следует очистить губки суппорта, которые являются частями, отвечающими за измерение расстояний, чтобы убедиться, что они свободны от грязи или жира.
- Шестерню следует перемещать вперед и назад, чтобы убедиться, что она движется без помех.
- Далее идет проверка нулевого показания. Приведите челюсти друг к другу и проверьте показания на циферблате. Он должен быть нулевым. Если это не так, установите его вручную на ноль.
- Вставьте стандартный мерный блок 0,500 дюймов (12,7 мм ) между губками, используемыми для измерения наружных диаметров. Обе губки должны соприкасаться с блоком, но не прижимайте губки слишком сильно к поверхности. Запишите показания с точностью до 3 десятичных знаков. Снимите не менее трех показаний, чтобы исключить любые несоответствия во время измерения.
- Шаг 4 следует повторить с 1 дюйма (25.4 мм ) измерительный блок , а затем с блоком 4 дюймов (101,6 мм ) . Обратите внимание на показания.
- Та же процедура может быть выполнена с использованием микрометрических стандартов, которые имеют размер 0,150, 0.200 или 0,300 дюймов. Запишите и сравните эти показания, как и раньше.
- Для калибровки внутренних губок установите их на 0,500 дюйма (12,7 мм ) и зафиксируйте их положение стопорным винтом.Затем используйте другой калиброванный штангенциркуль, чтобы измерить расстояние между губками. Запишите показания и сравните. Для большей точности снимите несколько показаний.
- Повторите шаг 7 , установив положение челюсти на 25,4 мм и 101,6 мм последовательно. Наблюдайте и записывайте показания.
- Теперь, чтобы откалибровать измерение высоты, установите измерительный блок 12,7 мм на плоскую поверхность. Установите штангенциркуль вертикально так, чтобы его нижняя плоская поверхность опиралась на верхнюю часть измерительного блока.Теперь вытяните стержень для измерения глубины с помощью винта с накатанной головкой, чтобы он коснулся земли, и отметьте показания.
- Повторите этот шаг, используя калибровочные блоки 25,4 мм и 101,6 мм. Аналогичным образом используйте стандарты микрометра для получения другого набора показаний.
Сравнение суппортов
Сравнение торговых марок цифровых суппортов
Требуются батарейки? Хотя губки могут быть плоскими и параллельными на цифровых штангенциркулях, мы сталкиваемся с дополнительной проблемой электроники.Эти детали обычно слишком дороги для замены. Кроме того, модели меняются каждые пару лет, что делает их устаревшими. К сожалению, цифровые суппорты всех производителей следует рассматривать как краткосрочное вложение. (Кстати, батарейки и крышки батарейного отсека есть в наличии. См. Наш список запчастей.)
В настоящее время цифровые штангенциркули довольно недороги и часто имеют лучшую конструкцию, чем их механические аналоги. Если вы научитесь нажимать кнопки, их будет намного легче читать, чем циферблат.Это определенно преимущество для новичка. Кроме того, поскольку у них нет шестерен или стойки, цифровые суппорты обычно более плавные.
В случае цифровых суппортов Mitutoyo, где детали доступны, ремонт своими руками так же просто, как откручивание пары головок Philips. Замена блока чтения несложная.
Если у вас нет предпочтений, мы бы сказали «переходите на цифровые технологии» и избегайте наворотов, если они вам не нужны. Штангенциркули на солнечных батареях являются экологически чистой альтернативой нашему прожорливому использованию батарей и могут быть настоятельно рекомендованы.
Brown & Sharpe Twin-Cal на самом деле представляет собой швейцарский цифровой штангенциркуль TESA, носящий имя B&S. Дополнительный разъем заменяет аккумулятор и позволяет легко подключиться к компьютеру. Однако потребуется дорогое программное обеспечение от TESA. «Valueline IP67» не имеет возможностей SPC.
- Ремонт: всегда нерентабельно
- Детали: отсутствуют
- Продажи: [Valueline IP67]) http://www.longislandindicator.com/p185.html)
- Продажи: B&S Twin-Cal
Mahr цифровые суппорты хорошего качества производства немецкого производителя Mahr на их заводе в Китае.Обычно продается под названием MarCal. У некоторых моделей есть стержни глубины в виде проволоки. Ролики для большого пальца не являются обязательными. На балке нанесены большие, легко читаемые цифры, поэтому вы можете «припарковать» свои измерения. Они плавно скользят по балке. С «MarCom» могут быть подключены все измерительные приборы Mahr с интерфейсами MarConnect RS232, USB или Integrated Wireless; просто оснастите измерительное рабочее место USB-концентраторами.
- Ремонт: обычно не экономичный (заводской ремонт дорогой)
- Запчасти: слишком дорого или нет в наличии
Цифровые суппорты Mitutoyo , сделанные в Японии, являются самыми сложными из всех.Mitutoyo всегда вводит новые функции, и в результате модели часто меняются. Их невозможно превзойти в плане сбора данных SPC, который может быть таким же простым, как USB-кабель и электронная таблица Excel. Mitutoyo — единственный производитель, который делает легкодоступными сменные считывающие устройства для очень простого, хотя и дорогостоящего, ремонта, когда электроника выходит из строя. Часто конечный пользователь может выполнить этот ремонт, если он / она не полный тупица. Полезным нововведением является цифровой штангенциркуль на солнечной энергии, который идеально подходит для исследователей и технических специалистов «в полевых условиях» или в дороге.
Цифровые штангенциркули NSK производятся в Японии и распространяются в США, в частности, компанией Fowler. У нас нет опыта работы с ними.
Цифровые штангенциркули Preisser производятся в Германии и распространяются в США компанией Flexbar. Штангенциркули Preisser Digi-Met IP65 используют швейцарскую электронику Sylvac, тогда как новые суппорты IP67, Prisma и Data Variable, произведенные Preisser, были реализованы в сотрудничестве с Mahr (Германия) и содержат электронные чипы, разработанные Mahr.У нас нет опыта работы с этими суппортами. Flexbar предоставляет некоторые услуги по ремонту, но признает, что манометры часто необходимо возвращать на завод в Германии, а это дорогостоящий и трудоемкий процесс.
- Продажи: дистрибьюторы Flexbar по всей стране Ремонт
- : возврат в Flexbar (Нью-Йорк) для обслуживания
- Детали: общие детали есть на складе Flexbar
- Информация: Flexbar на 1-631-582-8440
Standard Gage (Китай) 2009 г. — новая разработка компании Hexagon Metrology, которая, по-видимому, больше не может сопротивляться соблазнам коммунистического труда.Но тогда … посмотрите, кто покупает!
- Продажи: дистрибьюторы Hexagon по всей стране и Amazon
- Ремонт: невозможен
- Детали: нет в наличии
Цифровые суппорты Starrett были замечены с конвейера в Китае, но что еще нового? У нас нет опыта работы с этими моделями. Однако мы впечатлены качеством и скоростью ремонта, когда цифровые датчики возвращаются производителю. Вполне возможно, что это единственный производитель в США с надежным отделом ремонта цифровых продуктов; однако они будут брать с вас $$$ только за расценки.
- Продажи: у дилеров Starrett по всей стране, а также через Amazon
- Ремонт: возврат производителю
- Детали: см. Сайт Starrett
Цифровые штангенциркули Sylvac , произведены в Швейцарии, распространяются в США Фредом Фаулером. Это сложное оборудование с множеством вариаций. Как и в случае с другим электронным оборудованием, в случае выхода из строя его, вероятно, не удастся отремонтировать. С другой стороны, на большинство из них предоставляется 5-летняя гарантия, чего не может предложить ни один другой производитель.Звучит хорошо, но это гарантия на производственные браки. Он не покрывает ущерб, причиненный при падении прибора.
- Продажи: онлайн-каталоги и дилеры Fowler по всей стране
- Ремонт: возврат производителю
Цифровые суппорты TESA , сделанные в Швейцарии, идентичны Brown & Sharpe (см. Выше).
- Ремонт: всегда нерентабельно
- Детали: отсутствуют
